tema3 1era parte conservacion por calor
TRANSCRIPT

Diana Ramírez
Santa Bárbara de Zulia
Enero-2012
Universidad Nacional Experimental Sur del Lago
«Jesús María Semprum»
Programa: Ingeniería de Alimentos
U.C. Tecnología de Alimentos
TEMA III CONSERVACIÓN DE ALIMENTOS POR APLICACIÓN DE ALTAS TEMPERATURAS (PRIMERA PARTE)
CONSERVACIÓN DE ALIMENTOS POR APLICACIÓN DE CALOR
Tratamientos Térmicos: todos los procedimientos que
tienen entre sus fines la destrucción de los
microorganismos por el calor.
Por lo tanto nos estamos refiriendo tanto a la
Pasteurización y a la Esterilización cuya finalidad
principal es precisamente esta destrucción microbiana,
como al Escaldado y a la Cocción, procesos en los que
también se consigue una cierta reducción de la flora
microbiana presente, pero que tiene otros objetivos
principales.
Esto es así, porque un tratamiento térmico, junto a su
capacidad de destrucción microbiana, tiene también una
acción sobre los demás componentes del alimento:
enzimas, proteínas, vitaminas, entre otros, que llega a
afectar a sus propiedades físicas: color, forma,
consistencia.

Dada la complejidad de la acción de los tratamientos térmicos sobre
los alimentos, será, necesaria su optimización de forma que se
obtengan en cada caso los resultados buscados.
Aunque el principal objetivo sea la destrucción de los
microorganismos, no hay que olvidar que a la vez ocurrirán otros
procesos, unos deseables (destrucción enzimática, ablandamiento de
los tejidos, mejora la digestibilidad, etc.), que pese a ello se deberán
controlar para que no se produzcan efectos excesivos, y otros menos
deseables, pero inevitables en algún grado (destrucción de nutrientes,
pérdida de cualidades organolépticas: color, aroma, etc.).

Un tratamiento térmico debe ajustarse de forma que se consigan
los resultados deseables y se minimicen los indeseables lo que
inevitablemente llevará a elegir unas condiciones que establezcan
un compromiso entre unos y otros que conduzca a un resultado
global satisfactorio.
ORÍGENES…..
- El proceso comercial de conservación de los alimentos por altas temperaturas fue
desarrollado por Nicolás Appert, un pastelero de París, entre los años 1795 y 1810. A
partir de observaciones empíricas, pues no conocía la causa de la alteración los
alimentos, demostró que éstos podían conservarse calentándolos en recipientes cerrados.
En honor a Appert, este proceso ha recibido el nombre de Appertización.
- Más tarde, en 1850, Pasteur demostró que los microorganismos eran los principales
responsables de la alteración de los alimentos y que dicha alteración podía evitarse
mediante un tratamiento térmico. Pasteur puso a punto una técnica para la conservación
del vino basada en la aplicación de un calentamiento suave que, sin modificar sus
propiedades organolépticas, inactivaba los microorganismos. Este proceso, conocido
como Pasteurización, se sigue utilizando en la actualidad para la preservación o
conservación de muchos alimentos.
- En la segunda mitad del siglo XIX, se produjo un rápido desarrollo de la industria
conservera y muchos de los alimentos que consumimos hoy en día ya se producían
entonces. Dicho desarrollo se vio favorecido por distintos avances tecnológicos.

ORÍGENES…..

ORÍGENES…
- En 1874 Scriver inventó el autoclave a presión, que reducía considerablemente
el tiempo de calentamiento al permitir tratamientos a temperaturas superiores a
100º C.
- A principios del siglo XX, se comenzó a estudiar la cinética de inactivación
microbiana por el calor. Estos estudios culminaron en 1920, con los trabajos de
Bigelow y Esty, quienes sentaron las bases del cálculo de la intensidad de los
tratamientos térmicos necesarios para conseguir alimentos estables y seguros.
- En este siglo se han introducido múltiples mejoras en los equipos de
tratamiento, sistemas de envasado y en los propios envases. Los esfuerzos
realizados en los últimos años han ido dirigidos al desarrollo de tratamientos
térmicos que garanticen la estabilidad y seguridad de los alimentos sin afectar a
su calidad. Con este objetivo se han diseñado los tratamientos de esterilización
UHT, seguidos de un envasado aséptico, que permiten el tratamiento de los
alimentos líquidos en tan sólo unos segundos a temperaturas alrededor de los
150º C.

ORÍGENES…

LA TEMPERATURA
Las temperaturas pueden afectar a
todas las etapas del crecimiento
bacteriano: velocidad de
crecimiento, numero final de
células. En líneas generales, es
posible afirmar que el efecto de la
temperatura dependerá de varios
aspectos: las clases de
microorganismos, los tipos de
alimentos, los tiempos de
almacenamiento.

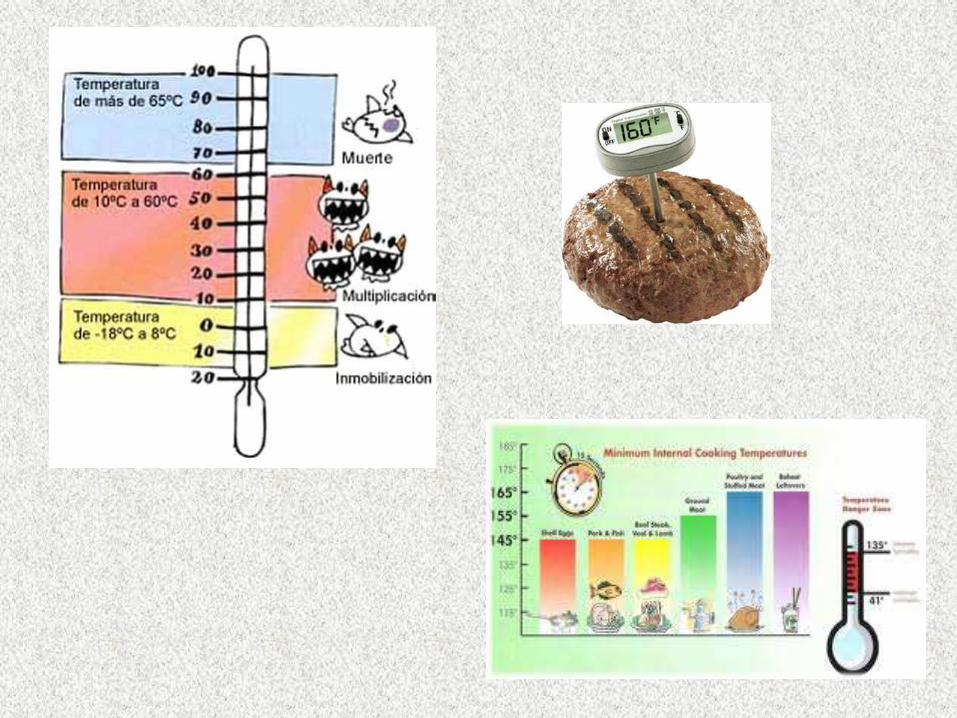
ºC ºF Descripción
- 18 0 Temperatura máxima para
mantener alimentos congelados.
0 32 Punto de congelación del agua.
4-7 40-45 Temperatura de refrigeración.
7-25 68-77 Temperatura ambiente.
37 98,6 Tibio (temperatura corporal)
65 149 Escaldado.
100 212 Ebullición del agua.
TEMPERATURA PARA EL CONTROL DE LOS ALIMENTOS
INTENSIDAD DEL CALOR : ° en que la energía mueve las moléculas
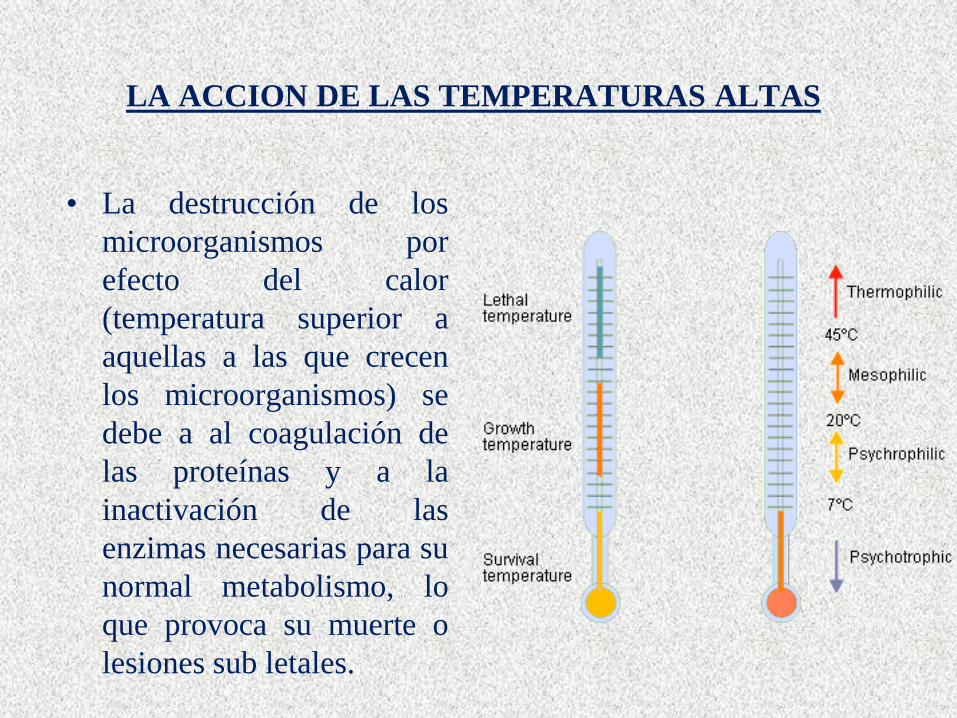
LA ACCION DE LAS TEMPERATURAS ALTAS
• La destrucción de los
microorganismos por
efecto del calor
(temperatura superior a
aquellas a las que crecen
los microorganismos) se
debe a al coagulación de
las proteínas y a la
inactivación de las
enzimas necesarias para su
normal metabolismo, lo
que provoca su muerte o
lesiones sub letales.

RANGO DE TEMPERATURAS / DESARROLLO DE LOS MICROORGANISMOS
116 - 121º C Temperatura para vegetales de baja acidez .
100 – 116º C Temperatura de enlatado para frutas, tomates y pepinillos.
74 – 100º C
Temperatura de cocimiento que destruye la mayoría de las
bacterias. El tiempo necesario disminuye al aumentar la
temperatura.
60 – 74º C
Temperaturas de calentamiento, evitan el crecimiento, aunque
permitan que sobrevivan algunas bacterias.
52 – 60º C Sucede crecimiento de bacterias. Muchas de ellas sobrevive
16 – 52º C
Este rango de temperaturas permite un rápido crecimiento de las
bacterias y producción de toxinas por algunas de ellas. Se
recomienda no mantener los alimentos perecibles en esta zona de
temperatura durante más de dos o tres horas.
4 – 16º C
Puede favorecer el crecimiento de ciertas bacterias que causan
intoxicación por alimentos.
0 – 4º C
Las temperaturas frías permiten un lento crecimiento de algunas
bacterias que causan descomposición.
LA ACCION DE LAS
TEMPERATURAS ALTAS
• Por tanto, las temperaturas altas aplicadas
en los alimentos actúan así:
- Impiden la multiplicación de los
microorganismos.
- Causan la muerte de las formas vegetativas
de estos y destrucción de esporas.

LA ACCION DE LAS
TEMPERATURAS ALTAS
La termorresistencia depende de varios factores:
• Relación tiempo –temperatura. El tiempo necesario
para destruir células o esporas, bajo ciertas
condiciones, disminuye al aumentar la temperatura.
• Concentración inicial de microorganismos o
formas vegetativas. Cuantos más microorganismos
haya, mayor será el tratamiento térmico que se
precise.

LA ACCION DE LAS
TEMPERATURAS ALTAS
• Medio de Cultivo. La acción, el tipo y la cantidad de
los nutrientes varían en función de los
microorganismos, de manera que, cuanto mas
favorable sea el medio para el crecimiento, mas
resistentes serán.
• Temperatura de Incubación. La máxima resistencia
de una bacteria a su destrucción coincide con su
temperatura óptima de crecimiento.

FACTORES QUE INFLUYEN EN LA
TERMORRESISTENCIA
(TIEMPO DE MUERTE TÉRMICA)
Tanto las células como las esporas de los
microorganismos difieren mucho en cuanto a la resistencia
a las temperaturas elevadas. Algunas de estas diferencias
son debido a factores que pueden ser controlados, aunque
otras son propias de los microorganismos y no siempre
pueden ser explicadas.
FACTORES QUE INFLUYEN EN LA
TERMORRESISTENCIA
(TIEMPO DE MUERTE TÉRMICA)
1) La relación tiempo-temperatura. Bajo una
determinada serie de condiciones, el tiempo necesario
para destruir las células vegetativas o las esporas
disminuye conforme aumenta la temperatura.
Esto se pone en manifiesto en la tabla siguiente, en la
que se expresan los resultados obtenidos por Bigelow y
Esty (1920), al someter a tratamiento un jugo de maíz de
pH 6,1 que contenía 115.000 esporas de bacterias por
mililitro.
.
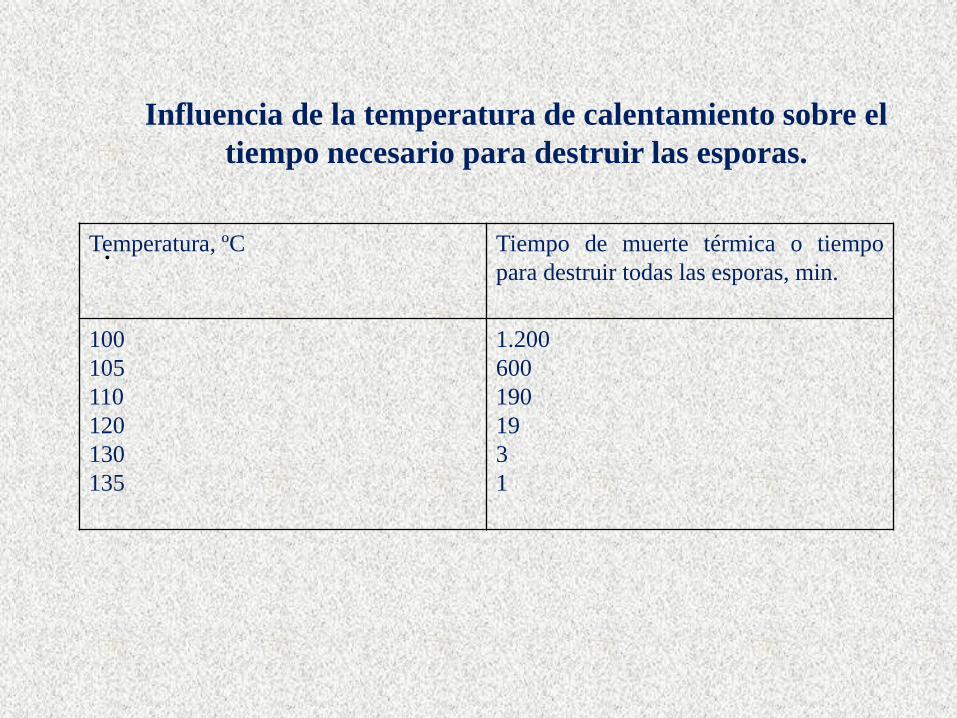
Influencia de la temperatura de calentamiento sobre el
tiempo necesario para destruir las esporas.
Temperatura, ºC
Tiempo de muerte térmica o tiempo
para destruir todas las esporas, min.
100
105
110
120
130
135
1.200
600
190
19
3
1

FACTORES QUE INFLUYEN EN LA
TERMORRESISTENCIA
(TIEMPO DE MUERTE TÉRMICA)
2) La concentración inicial de esporas (o de células
vegetativas). Cuanto mayor es el número de esporas o de
células existentes, tanto más intenso es el tratamiento
necesario para su destrucción. Bigelow y Esty sometieron
a un tratamiento térmico de 120ºC un jugo de maíz de pH
6 que contenía esporas de un microorganismo termófilo
procedente de una conserva enlatada que se había
alterado, obteniendo los resultados que se expresan en la
tabla siguiente.

. Concentración inicial de esporas,
número/ml
Tiempo de muerte térmica, o tiempo
necesario para destruir todas las
esporas, minutos a 120ºC.
50.000
5.000
500
50
14
10
9
8
Influencia del número inicial de esporas sobre el tiempo
necesario para destruirlas.

FACTORES QUE INFLUYEN EN LA TERMORRESISTENCIA
(TIEMPO DE MUERTE TÉRMICA)
3) Los antecedentes de las células vegetativas o de las esporas. En su
grado de termorresistencia influirán las condiciones del medio bajo las
cuales han crecido las células, o se han originado las esporas, como su
tratamiento posterior.
a. El medio de cultivo. La influencia que ejercen los nutrientes del
medio, su tipo y concentración, será distinta para cada
microorganismo, aunque, en general, entre más rico es el medio de
crecimiento tanto más termorresistentes son las células vegetativas o
las esporas.

b. La temperatura de incubación. Tanto la temperatura a la que
crecen las células, como la temperatura en que se originan las esporas,
influyen en sus respectivas termorresistencias.
En general, la termorresistencia aumenta conforme la temperatura de
incubación aumenta, aproximándose a la temperatura óptima de
crecimiento y en algunos microorganismos, la termorresistencia
aumenta más conforme la temperatura se aproxima a su temperatura
máxima de crecimiento.
Cuando la Escherichia coli, por ejemplo, crece a 38,5º C, que es una
temperatura próxima a su temperatura óptima de crecimiento, es
bastante más termorresistente que cuando crece a 28º C.

Influencia de la temperatura de incubación sobre la termorresistencia de
las esporas del Bacillus subtilis .
Temperatura Tiempo para
de incubación. destruirlas (min) a 100 ºC
21-23 11
37 (óptima) 16
41 18

c. La fase de crecimiento o edad. La termorresistencia de las células
vegetativas depende de la fase de crecimiento en que se encuentran,
mientras que las esporas dependen de su edad.
La termorresistencia de las células bacterianas es máxima en la etapa
final de la fase lag, si bien es casi tan elevada durante la fase
estacionaria máxima, teniendo lugar una disminución de la misma.
Durante la fase de crecimiento logarítmico, las células vegetativas son
menos termorresistentes. Las esporas muy jóvenes (inmaduras) son
menos termorresistentes que las maduras.

lag (no inerte, pero metabólicamente reducida), Etapa II de crecimiento (log
(crecimiento exponencial), Etapa III de maduración (estacionaria) y Etapa IV de
dispersión (muerte).

Curva de distribución de frecuencias que muestra la
termorresistencia de los microorganismos de un cultivo.

4) La composición del sustrato en el cual se encuentran las células
vegetativas o las esporas cuando son sometidas a un tratamiento térmico.
a. La humedad. El calor húmedo es un agente microbicida mucho más eficaz
que el calor seco, y de aquí que para esterilizar los sustratos secos se
requiere un calentamiento más intenso que el que se necesita para
esterilizar los que contienen humedad.
Por ejemplo: en un laboratorio de microbiología, en un tiempo de unos 15 a 30 minutos
a una temperatura de 121º C, el calor húmedo de un autoclave esterilizará los materiales
que habitualmente se utilizan en el mismo, pero si para llevar acabo su esterilización se
utiliza calor seco de un horno o estufa, son necesarias temperaturas de 160 a180º C
durante 3 a 4 horas.
En el vapor de agua a 120 ºC, las esporas de Bacillus subtilis se destruyen en menos de
10 minutos, pero en glicerol anhidro es necesario que actúe durante 30 minutos una
temperatura de 170 ºC.

b. La concentración de los iones hidrógeno. En general, tanto las
células vegetativas como las esporas son más termorresistentes
cuando se encuentran en un sustrato neutro o próximo a la
neutralidad.
Un aumento tanto de la acidez como de la basicidad acelera la
destrucción por el calor, y una desviación del pH hacia la acidez
es más eficaz que un aumento de igual valor de basicidad.
Esporas de Bacillus subtilis sometidas a calentamiento a 100 ºC
en soluciones de fosfato 1:15 , ajustadas a diversos valores de pH,
dieron los resultados que se expresan en la siguiente Tabla
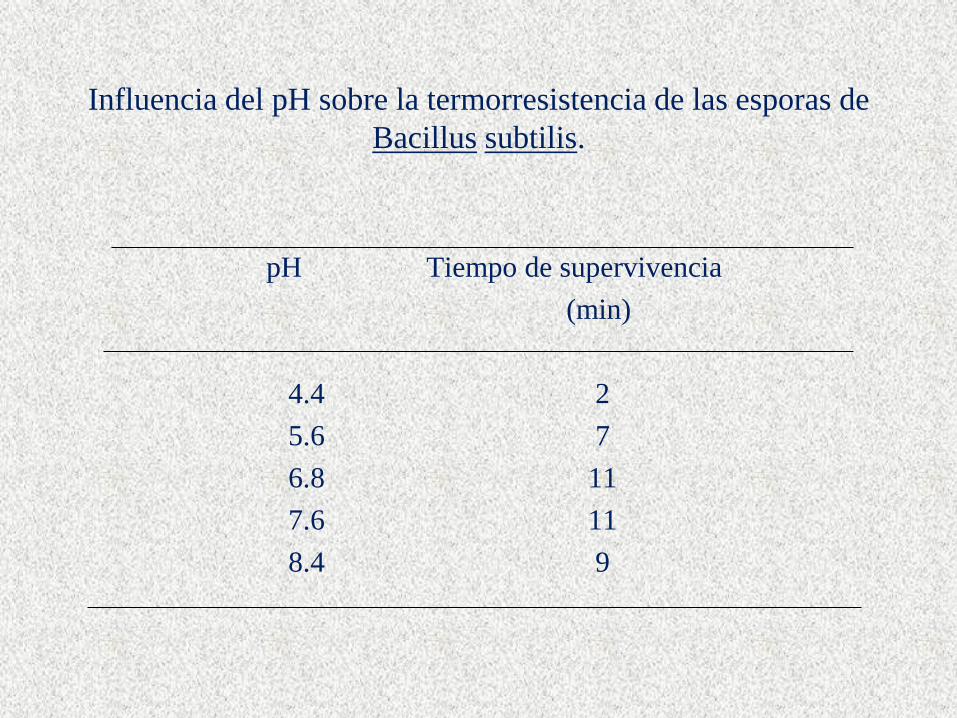
Influencia del pH sobre la termorresistencia de las esporas de
Bacillus subtilis.
pH Tiempo de supervivencia
(min)
4.4 2
5.6 7
6.8 11
7.6 11
8.4 9

c. Otros componentes del sustrato. La única sal existente en la
mayoría de los alimentos en cantidades estimables es el cloruro de
sodio, que a bajas concentraciones tiene una acción protectora sobre
algunas esporas.
Parece ser que el azúcar protege a algunos microorganismos y
esporas, pero no a todas. La concentración óptima que ejerce ésta
protección es distinta para cada microorganismo. Es posible que la
acción protectora del azúcar esté relacionada con la disminución de la
Aw resultante.
La disminución de la Aw ocasiona un aumento de la termorresistencia
conocida.

Termorresistencia de los microorganismos y sus esporas.
• La termorresistencia de los microorganismos se suele expresar como “tiempo de muerte térmica”, el cual se define como el tiempo necesario para destruir, a una determinada temperatura, un determinado número de microorganismos (o de esporas) bajo condiciones específicas .
• A veces se le denomina tiempo de muerte térmica total para diferenciarlo del tiempo de muerte térmica mayoritaria, el cual es el tiempo necesario para destruir la mayoría de las células vegetativas o la mayoría de las esporas.
• El punto de muerte térmica, es la temperatura necesaria para destruir la totalidad de los microorganismos en un tiempo de 10 minutos.
Termorresistencia de las levaduras y de sus esporas.
• La temperatura necesaria para destruir las células vegetativas de las levaduras se encuentra entre 50 y 58 ºC en un tiempo de 10 a 15 minutos.
• Para destruir las ascosporas de las levaduras sólo son necesarios de 5 a 10 ºC de temperatura por encima de la necesaria para destruir todas las células vegetativas de las cuales se ha originado.
• Tanto las levaduras como sus esporas, son destruidas por los tratamientos de pasteurización a los que se somete la leche (62.8 ºC durante 30 minutos ó 71.7 ºC durante 15 segundos).
Termorresistencia de los mohos y de las esporas de mohos.
• La mayoría de los mohos y sus esporas son destruidos por el calor húmedo a 60 °C en un tiempo de 5 a 10 minutos, aunque algunas especies son más termorresistentes.
• Muchas especies del género Aspergillus y algunas de los géneros Penicillium y Mucor son más termorresistentes que otros mohos.
• Los tratamientos de pasteurización a los que se somete la leche suelen destruir la totalidad de los mohos y sus esporas.

Termorresistencia de las bacterias y de las esporas bacterianas.
• La termorresistencia de las células vegetativas de las bacterias es de muy diferente grado en cada una de las especies, oscilando desde cierta termorresistencia de las poco patógenas, las cuales son destruidas con facilidad, hasta la de las termófilas, las cuales para que se destruyan, es posible que requieran el empleo de temperaturas de 80 a 90 ºC durante varios minutos.
• El grado de termorresistencia de las esporas bacterianas es variable en cada una de las especies, la resistencia a la temperatura de 100 ºC puede oscilar desde menos de 1 minuto a más de 20 horas.

Tiempo de muerte térmica de algunas esporas bacterianas
Esporas de Tiempo para destruirlas (min) a
100 ºC
Bacillus anthracis 17
Bacillus subtilis 15-20
Clostridium botulinum 100-330
Clostridium calidotolerans 520
Termorresistencia de las enzimas
• Aunque la mayoría de las enzimas, tanto las existentes en los
alimentos como las propias de la células bacterianas, se destruyen a
79.4 °C, algunos pueden soportar temperaturas más elevadas, sobre
todo si se emplea el calentamiento a temperatura elevada durante un
tiempo corto.
• Uno de los objetivos de todo tratamiento térmico consiste en
inactivar las enzimas capaces de alterar los alimentos mientras
permanecen almacenados.
• Algunas hidrolasas (las proteinasas y las lipasas), conservan un
importante grado de actividad tras un tratamiento térmico a
temperaturas muy elevadas.

CALENTAMIENTO DE LOS
ALIMENTOS
Cuando una sustancia se calienta, las
moléculas se colocan en una fase de
movimiento o se agitan.
Si el calentamiento se realiza en un
quemador de gas, la energía que coloca y
mantiene a las moléculas en movimiento se
obtiene a partir de la combustión del
combustible.
Existen dos métodos de calentamiento:
CALENTAMIENTO DE LOS ALIMENTOS
a. Conducción: es la transferencia de calor de una parte de un cuerpo
a otra parte del mismo cuerpo, o de un cuerpo a otro cuerpo con el
que está en contacto físico, sin que podamos apreciar un
desplazamiento de las partículas que forman estos cuerpos.
Cuando tomamos una pequeña varilla metálica por un extremo y
calentamos el otro extremo, por ejemplo metiéndolo al fuego, muy
pronto sentiremos el calor en el extremo que estamos deteniendo con
nuestra mano. El calor se ha transmitido por conducción a través de
la varilla.

CALENTAMIENTO DE LOS ALIMENTOS
Conducción:
Cuando el calor viaja durante conducción, la energía o
agitación es transmitida de molécula a molécula. Un objeto
frío se calienta por conducción sólo cuando está en contacto
directo con una fuente de calor, por ejemplo: el calor se
mueve desde la paleta de una cuchara que descansa en un
líquido hasta el extremo de su mango mediante conducción.
La conducción es un método comparativamente lento de
transmisión de calor, aunque algunos materiales son
mejores conductores que otros, por ejemplo: los metales son
buenos conductores. El agua conduce el calor más
rápidamente que el aire. Los alimentos se cuecen entonces
más rápido en las grasas debido, a que las grasas se pueden
calentar a temperaturas por encima de la ebullición del
agua.

b. Convección es la transferencia de calor de un punto a otro
punto dentro de un fluido, gas o líquido, mediante la mezcla de
regiones frías con regiones calientes. En la convección
"natural", el movimiento del fluido se debe exclusivamente a las
diferencias locales de densidad ocasionadas por las diferencias
en temperaturas en las distintas regiones del sistema.

Convección:
La energía que hace el calor llega a través del aire, agua o
grasa líquida. Cuando un gas o un líquido se calientan, se
hacen menos denso que su parte fría. Los gases y líquidos
calientes se elevan y los fríos se dirigen hacia abajo, en donde
se aplica el calor. Esto origina un flujo desde el fondo hacia
arriba y desde arriba hacia el fondo. Este flujo circular de
corrientes tiende a mantener la temperatura algo uniforme en
todo el medio.
Aunque las corrientes de agua caliente, grasa caliente y aire
caliente pueden circular rápidamente hasta el objeto que se
está calentando, la energía debe pasar desde el medio caliente
hasta el objeto por medio de conducción.
En donde existen medios de convección el calentamiento se
realiza más rápidamente que por conducción sola. Las
corrientes de convección están presentes al cocinar alimentos
en una olla con agua, al freír con grasa y utilizar el horno.

PENETRACIÓN DE CALOR
El factor más importante de los que condicionan la penetración del
calor en los productos es su naturaleza, que es la que va a
determinar por qué mecanismo de transmisión de calor va a
producirse el intercambio térmico.
En la práctica industrial se pueden encontrar los siguientes tipos de
productos:
• Líquidos de baja viscosidad que permiten la formación de
corrientes de convección, en los que el calentamiento es muy rápido
(p.ej.: zumos, leche, etc.)
• Sólidos, o líquidos de alta viscosidad, en los que el calor se
transmite por conducción, y por lo tanto el calentamiento es más
lento. Durante el calentamiento y el enfriamiento la temperatura
tomará un valor distinto en cada punto de la masa del producto, y
durante esos periodos, para una localización determinada la
temperatura variará con el tiempo.
.

PENETRACIÓN DE CALOR
• Líquidos que contienen en su seno sólidos de pequeño tamaño, de forma que la
penetración de calor viene determinada en gran medida por la movilidad del líquido
(proporcional a la relación líquido/sólido existente). La temperatura de los sólidos puede
considerarse la misma que la del líquido que los rodea.
• Sólidos con un líquido de cobertura, en este caso el líquido
se calentará por convección (con mayor o menor facilidad
dependiendo de la posibilidad de formar corrientes de
convección por los espacios libres entre los sólidos), y servirá
de vector del calor al sólido que a su vez se calentará por
conducción.
PENETRACIÓN DE CALOR
Es evidente que para poder estudiar el proceso de calentamiento de cualquier
producto en su envase es necesario conocer como evoluciona la temperatura en su
interior, y tener en cuenta que la selección del punto de medida de esta temperatura
es de crucial importancia.
La temperatura deberá medirse en el punto en el que el calentamiento sea más lento,
al que llamaremos punto crítico, ya que de esta forma se tendrá la seguridad de que
todos los demás puntos del producto habrán recibido un tratamiento térmico de
mayor intensidad que el determinado con la medida realizada, y se podrá pensar que
si el procesado el producto ha sido suficiente en el punto crítico, también lo habrá
sido para el resto de la masa del alimento. El problema se reduce a localizar el punto
crítico y colocar en él el sensor de temperatura.

PENETRACIÓN DE CALOR
Generalmente se admite que:
• Para productos que se calientan por convección, en envases cilíndricos,
el punto crítico se sitúa en el eje longitudinal a 1/5 de la altura, medido
desde la base.
• Para productos que se calientan por conducción, en envases cilíndricos
o de otras formas, el punto crítico se localiza en el centro geométrico de
su masa.
• Para productos en los que intervienen los dos mecanismos de
transmisión de calor (sólidos en líquido de gobierno), será necesario
asegurarse de que el centro del sólido de mayor tamaño recibe el
tratamiento adecuado, y será allí donde se deba posicionar el sensor.
COCCIÓN DE LOS ALIMENTOS
En términos generales, por cocimiento se debe entender
aquel tratamiento térmico, a una determinada temperatura y
durante un tiempo suficiente para ocasionar un cambio
irreversible, que convertiría al alimento en un producto
digerible y más apetecido.
Este tratamiento térmico producirá también una reducción de
la carga microbiana del alimento en su actividad enzimática
que llevará al incremento de la vida útil del producto
obtenido, aunque no sea éste el objetivo primordial buscado
con el tratamiento.
COCCIÓN DE LOS ALIMENTOS
La textura, el flavor y la apariencia (color) son posiblemente las
características más importantes de los alimentos, porque son los
atributos que el consumidor puede verdaderamente apreciar. Sin
embargo, la tendencia actual es que el consumidor se interese cada
vez más por otros atributos menos evidentes, como el valor
nutricional y la calidad microbiológica.
El color y el flavor son atributos cuya dependencia de la
temperatura es similar a la de las vitaminas, ya que los mecanismos
químicos puestos en juego en su degradación son similares, por lo
que los tratamientos que preservan aquellos serán respetuosos con
éstas.

Durante la cocción se produce principalmente tres cambios
conservantes en el alimento:
Disminución o destrucción de la flora microbiana.
Destrucción de toxinas
Inactivación de enzimas.
Otros cambios deseables:
Cambios en el color, sabor y textura.
Mejoramiento de la digestibilidad.

ESCALDADO
• El escaldado es un tratamiento térmico suave que consiste en someter al producto, durante corto tiempo, a una temperatura inferior a 100°C (generalmente entre 70-100°C). Se utiliza en la conservación de las hortalizas para fijar su color o para disminuir su volumen y, antes de su congelación, con el fin de destruir enzimas que puedan deteriorarlas durante su conservación.
• No obstante, se puede recurrir al escaldado en procesos de otros alimentos, como el desengrasado del atún antes de enlatarlo o el precocinado de los crustáceos, para facilitar la eliminación del caparazón.

ESCALDADO
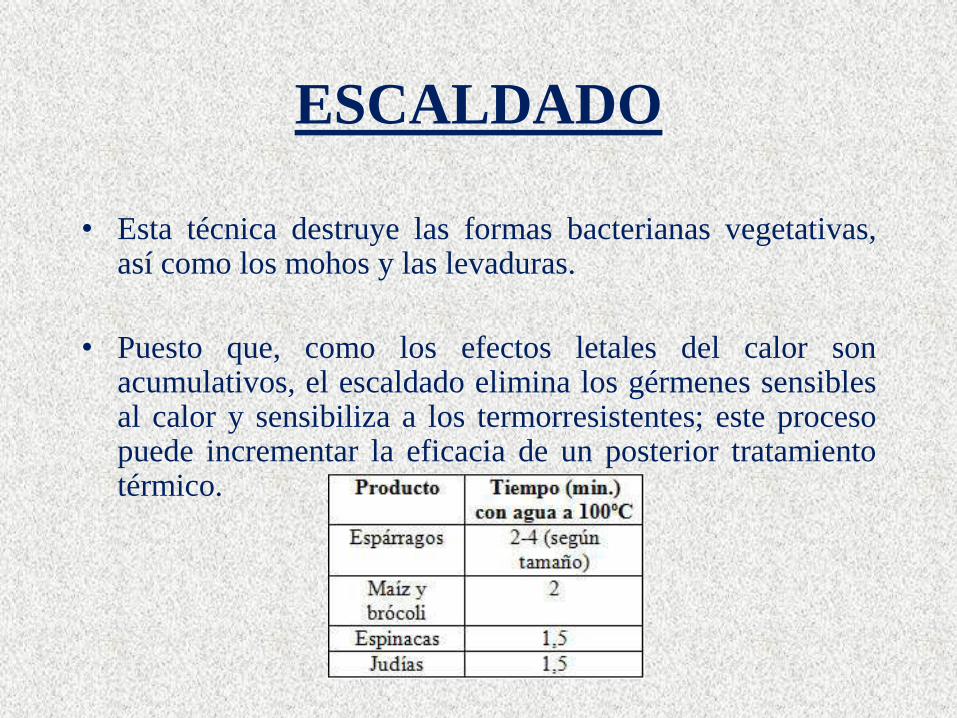
• Esta técnica destruye las formas bacterianas vegetativas, así como los mohos y las levaduras.
• Puesto que, como los efectos letales del calor son acumulativos, el escaldado elimina los gérmenes sensibles al calor y sensibiliza a los termorresistentes; este proceso puede incrementar la eficacia de un posterior tratamiento térmico.

PASTEURIZACIÓN
El término “pasteurización” se emplea en
homenaje a Louis Pasteur, quien a mediados del
siglo XIX realizó estudios referentes al efecto
letal del calor sobre los microorganismos, y a su
uso como sistema de conservación.
Cuando se habla de pasteurización se entiende
un tratamiento a altas temperaturas (inferiores a
100ºC), y de baja intensidad, en contraposición
con la “esterilización”, término que se reserva
para los tratamientos más intensos aplicados a
temperaturas mayores.
PASTEURIZACION
• El objeto de este tratamiento es no
alterar de forma profunda los
caracteres organolépticos de los
alimentos, sino lograr la destrucción
de los microorganismos patógenos.
PASTEURIZACIÓN DEFINICIÓN Y OBJETIVOS
“Destruir m.o patógenos no esporulados y reducir significativamente la microbiota banal para ofrecer al consumidor un producto seguro con una vida útil aceptable para que sea consumido a corto plazo”
• Tratamiento térmico que destruye parte de los m.o., principalmente los patógenos.
• Se usa cuando el producto no puede someterse a procesos mas elevados de temperaturas.
• Procesos complementarios a este tratamiento son: refrigeración, evitar contaminación bacteriana, mantenimiento en condiciones anaerobias, adición de solutos y/o conservadores químicos.
OBJETIVO:
La pasteurización es pues un tratamiento térmico de baja intensidad que
tiene objetivos distintos de acuerdo con los alimentos a los que se aplique:
Alimentos poco ácidos, cuyo ejemplo más importante es la leche líquida,
el objeto principal es la destrucción de la flora patógena y la reducción de
la flora banal, para conseguir un producto de corta conservación, pero en
condiciones organolépticas muy próximas a las de la leche cruda, evitando
los riesgos para la salud de este último producto.
Alimentos ácidos, cuyo ejemplo más importante son
los zumos de frutas, conseguir una estabilización del
producto que respete las cualidades organolépticas,
ya que no son necesarias las temperaturas mayores
porque en medios ácidos se inhibe el crecimiento de
bacterias esporuladas.
PASTEURIZACIÓN DEFINICIÓN Y OBJETIVOS
En el caso de la leche, los microorganismos
patógenos más importantes son el bacilo de
Koch productor de la tuberculosis
(Mycobacterium tuberculosis), Salmonella
typhi y paratyphi (productores del tifus),
entre otras.
La mayor parte de estos gérmenes no
producen alteraciones en la leche y no
pueden ser puestos de manifiesto más que
por análisis bacteriológico.

Entre las enfermedades más destacables que pueden afectar al
hombre por consumo de leche cruda contaminada se encuentran:
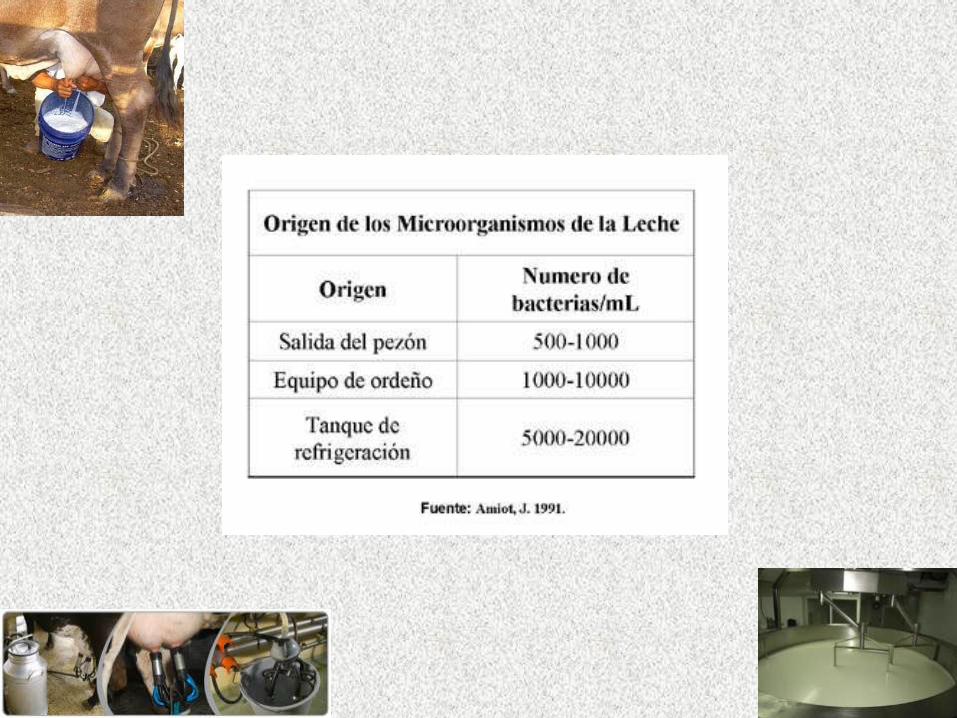
Estos microorganismos van a poder llegar a leche y posteriormente a los
consumidores pudiendo dar lugar a problemas tras el consumo de leche cruda,
previamente contaminada, y frecuentemente, mal refrigerada.
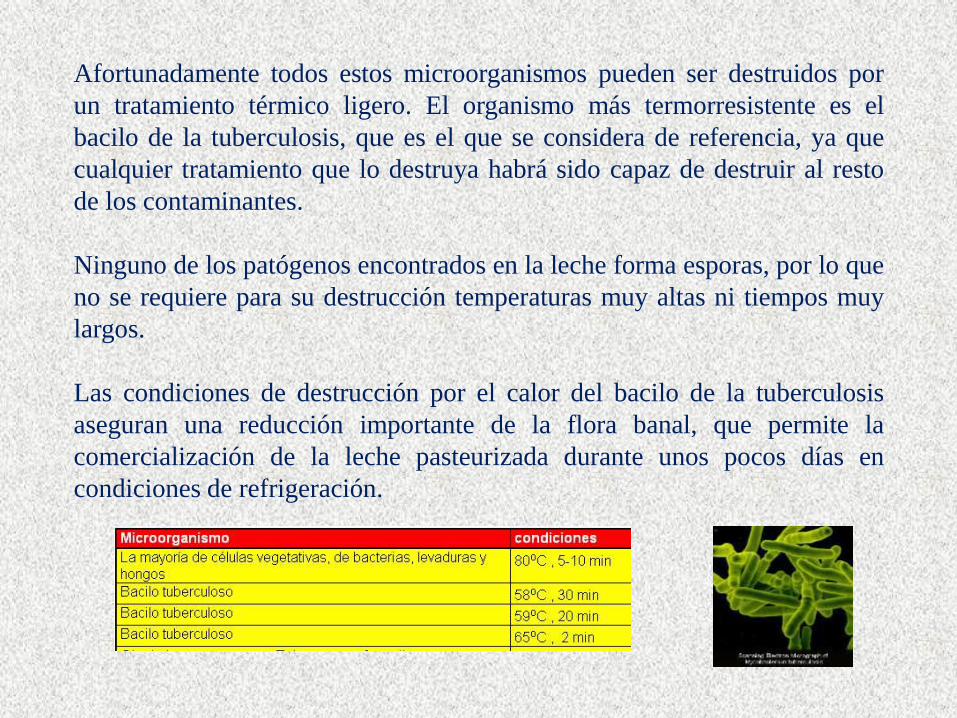
Afortunadamente todos estos microorganismos pueden ser destruidos por
un tratamiento térmico ligero. El organismo más termorresistente es el
bacilo de la tuberculosis, que es el que se considera de referencia, ya que
cualquier tratamiento que lo destruya habrá sido capaz de destruir al resto
de los contaminantes.
Ninguno de los patógenos encontrados en la leche forma esporas, por lo que
no se requiere para su destrucción temperaturas muy altas ni tiempos muy
largos.
Las condiciones de destrucción por el calor del bacilo de la tuberculosis
aseguran una reducción importante de la flora banal, que permite la
comercialización de la leche pasteurizada durante unos pocos días en
condiciones de refrigeración.
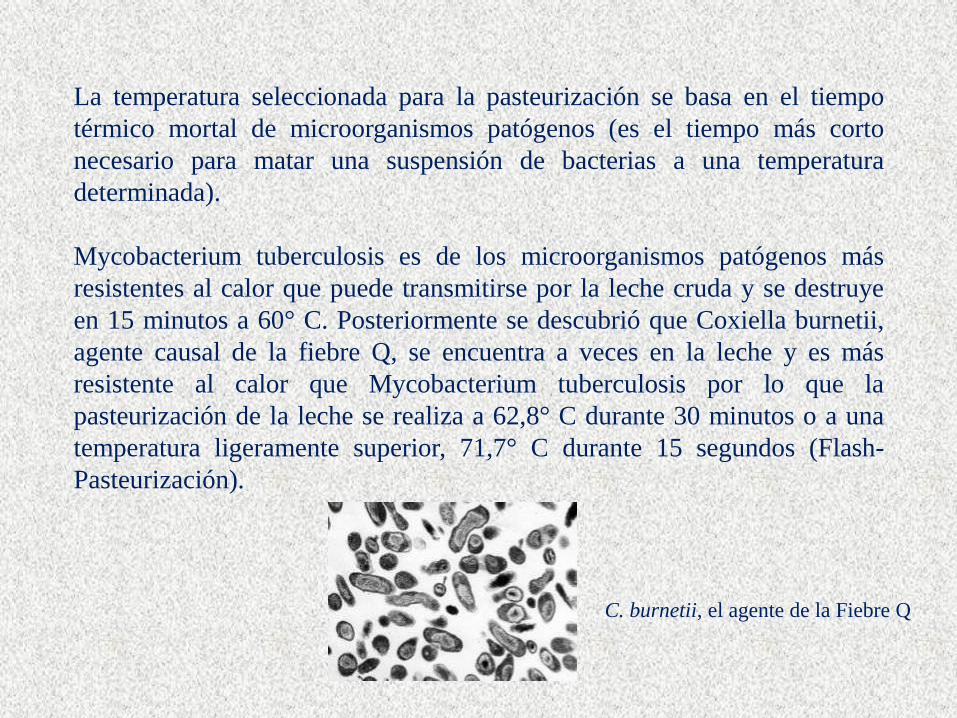
La temperatura seleccionada para la pasteurización se basa en el tiempo
térmico mortal de microorganismos patógenos (es el tiempo más corto
necesario para matar una suspensión de bacterias a una temperatura
determinada).
Mycobacterium tuberculosis es de los microorganismos patógenos más
resistentes al calor que puede transmitirse por la leche cruda y se destruye
en 15 minutos a 60° C. Posteriormente se descubrió que Coxiella burnetii,
agente causal de la fiebre Q, se encuentra a veces en la leche y es más
resistente al calor que Mycobacterium tuberculosis por lo que la
pasteurización de la leche se realiza a 62,8° C durante 30 minutos o a una
temperatura ligeramente superior, 71,7° C durante 15 segundos (Flash-
Pasteurización).
C. burnetii, el agente de la Fiebre Q
En los alimentos ácidos, sólo encontramos microorganismos
muy sensibles al calor, que pueden ser destruidos, como ya se
ha dicho, por un tratamiento térmico ligero.
En estos alimentos se desarrollan bacterias no esporuladas,
muy sensibles al calor (las más termorresistentes pueden
destruirse a 88º C), levaduras y mohos, estos últimos tampoco
soportan los medios anaerobios.
Por lo tanto, la estabilidad buscada puede encontrarse con un
tratamiento de pasteurización, que además conseguirá la
inactivación de las enzimas, evitando así las reacciones de
pardeamiento y otras reacciones enzimáticas de deterioro de
producto.
Los alimentos pasteurizados deben conservarse refrigerados, y
su vida útil no debe ser muy alta (2 – 4 días), dependiendo del
ritmo de crecimiento de los microorganismos.

ELECCIÓN DE LAS CONDICIONES DE PASTEURIZACIÓN
Generalmente el factor limitante de los tratamientos de pasteurización
es su actuación sobre las características organolépticas y nutricionales
de los alimentos tratados.
La elección de la temperatura y del tiempo del tratamiento vendrá
condicionada por la preservación de la composición inicial del
alimento:
Impedir la desnaturalización de las proteínas de la leche y la
destrucción de las vitaminas de los zumos de fruta
Evitando en todos los casos la aparición de los gustos a cocido que
deterioran irreversiblemente los productos.

ELECCIÓN DE LAS CONDICIONES DE
PASTEURIZACIÓN
Generalmente se pueden elegir entre dos grandes sistemas de
pasteurización:
Baja temperatura durante un tiempo largo (LTLT: low temperature
– long time): que para la leche sería mantener el producto a 63º C
durante 30 minutos, de forma que se consiga destruir los patógenos sin
que la temperatura empleada afecte a las proteínas del alimento.
Alta temperatura durante un tiempo corto (HTST: high temperature
– short time): que en el caso de la leche consistiría en un calentamiento
a 72 – 75º C durante 15 a 20 segundos y en los zumos llegaría hasta 77
– 92º C durante 15 a 60 segundos. En este segundo caso las
propiedades de los productos se ven muy poco afectadas, aunque las
temperaturas sean más altas por el corto tiempo de mantenimiento.

a. LTLT (Low Temperature Long Time) o Pasteurización Baja
• Sistema discontinuo
• Volúmenes pequeños (100 – 500 L)
• Tiempos largos (30’)
• Temperaturas bajas (62 – 68º C)
• Tanques de doble pared, con agitadores y termómetro, por donde circula fluido calefactor y refrigerante.
MÉTODOS DE PASTEURIZACION

b. HTST (High Temperature, Short Time) o
pasteurización alta.
• Sistema de flujo continuo
• Temperaturas elevadas (72 – 85 º C)
• Tiempos cortos (15 – 20”)
• Intercambiadores de calor (tubulares o placas)
MÉTODOS DE PASTEURIZACION

ELECCIÓN DE LAS CONDICIONES DE
PASTEURIZACIÓN
El sistema de pasteurización elegido condicionará
el equipamiento necesario para aplicarlo.
El sistema LTLT se puede plantear, en procesos
por cargas, para productos líquidos (que se
calienten por convección) a granel (en marmitas)
o envasados; también puede emplearse para
productos sólidos que se calienten por
conducción ya que con estas bajas temperaturas
las diferencias en el procesado inherentes a este
mecanismo de transmisión del calor se verán
minimizadas.

ELECCIÓN DE LAS CONDICIONES DE
PASTEURIZACIÓN
El sistema HTST es utilizado para productos
líquidos en procesos continuos, empleando
equipos de intercambio térmico de suficiente
eficiencia para que la homogeneidad del
tratamiento sea conveniente pese a que el tiempo
sea tan corto.
La única forma de aplicar una determinada
temperatura durante 15 a 20 segundos es
consiguiendo un calentamiento y un
enfriamiento instantáneos de toda la masa de
producto que se está tratando.

Figura 1. Intercambiadores de Calor Tubular
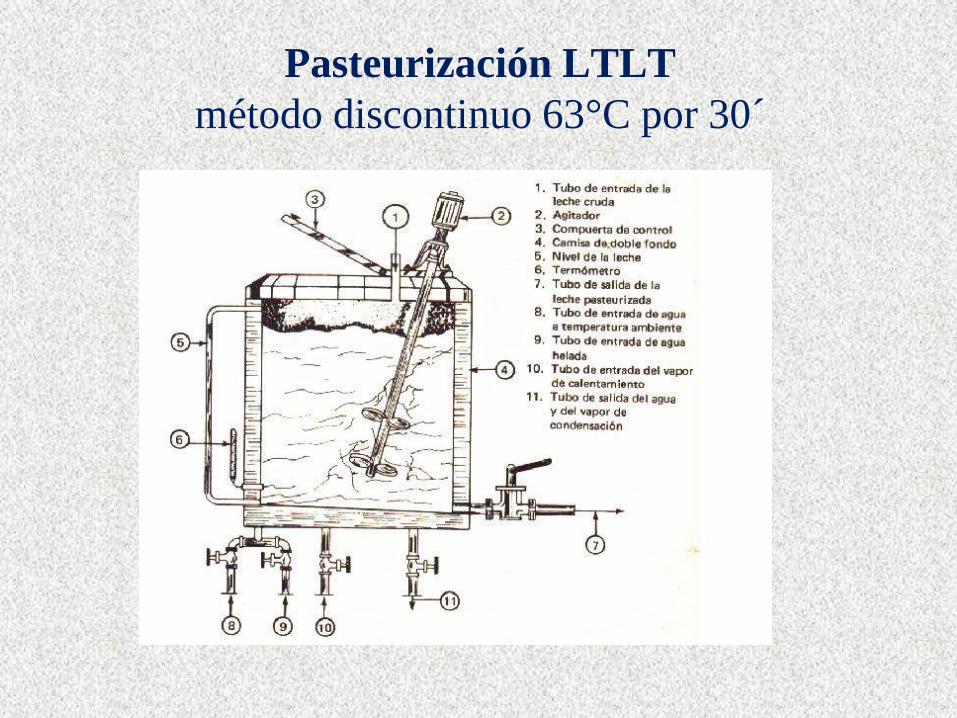
Pasteurización LTLT
método discontinuo 63°C por 30´

Pasteurización HTST
método continuo 72°C por 15´´
Intercambiador de calor de placas

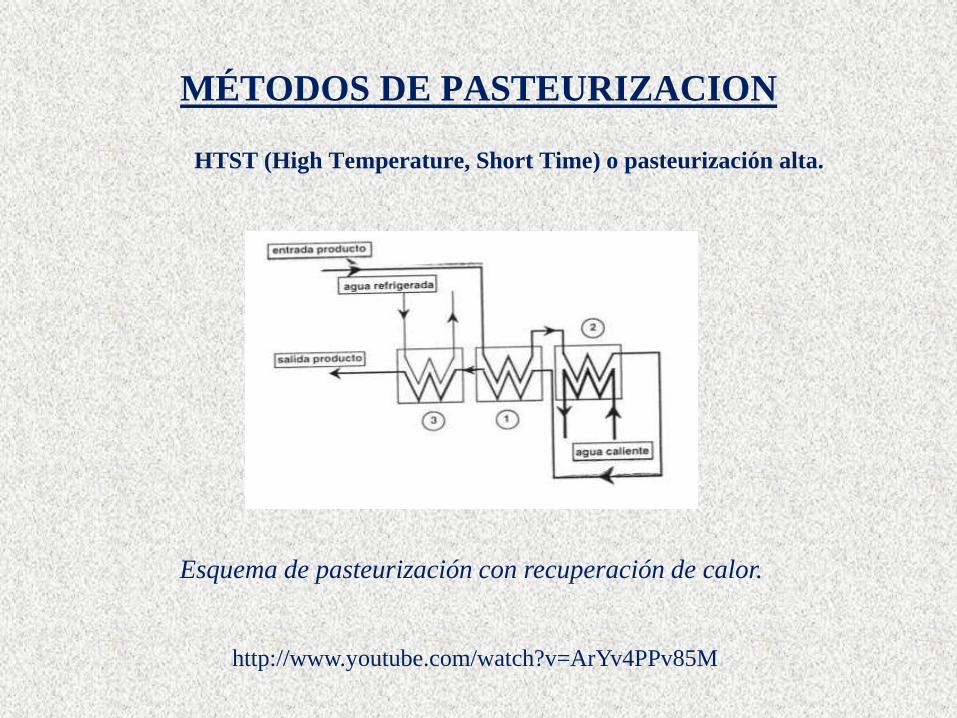
HTST (High Temperature, Short Time) o pasteurización alta.
http://www.youtube.com/watch?v=ArYv4PPv85M
MÉTODOS DE PASTEURIZACION
Esquema de pasteurización con recuperación de calor.
En este esquema las zonas de calentamiento y de enfriamiento se
han separado en dos secciones cada una de ellas, al incluirse un
sistema de recuperación de calor.
Así, el producto de entrada se precalienta antes de llegar a la
sección de calentamiento, contra el mismo producto que ya ha
sufrido el mismo tratamiento térmico y que a su vez se preenfría
antes de llegar a la zona de enfriamiento final.
El producto cede una parte importante del calor que ha adsorbido,
consiguiéndose así un ahorro energético considerable, aunque se
incrementa la complejidad del equipo.
Esquema de pasteurización con recuperación de calor.

Circulación de fluidos por un cambiador de placas.

4 ºC
72ºC
Intercambio de calor en un sistema de placas

INSTALACIONES DE PASTEURIZACIÓN
1. Panel de control.
2. Depósito de regulación.
3. Bomba de impulsión de la leche.
4. Pasteurizador de placas con varias
secciones.
5. Bomba de agua de enfriamiento.
6. Bomba de agua caliente.
7. Calderín de calentamiento del agua

PROCESAMIENTO DE LECHE PASTEURIZADA

PROCESAMIENTO DE LECHE PASTEURIZADA

Es todo por hoy, muchas
gracias por su atención!