tecnología química industrial - diquima.upm.esa química industrial una planta típica de...
TRANSCRIPT

Tecnología Química Industrial

Tecnología Química Industrial

Tecnología Química Industrial
1. Propiedades y almacenamiento.

Tecnología Química Industrial
Almacenamiento refrigerado: Presión atmosférica y aprox. -33ºC Capacidades 10000 a 30000t (hasta 50000)
Esferas o tanques a presión: Temperatura ambiente y su presión de vapor. Capacidades de hasta 1700 t
Esferas semirefrigeradas: Presión intermedia (4atm) y 0ºC. Capacidades intermedias.

Tecnología Química Industrial
Una planta típica de amoníaco tiene una producción de unas 1500 t/d
Materias primas
Hidrocarburos
Carbón
Ligeros Reformado con vapor
Pesados Oxidación parcial
Gas Natural
Naftas ligeras
Fuel oil pesado
Residuos de vacío
Gasificación Sin presencia en Europa
PROCESO EMPLEADO para gas de síntesis
2. Materias primas, usos y producción
La materia prima restante es la energía que aportan los HC o carbón (junto con parte de hidrógeno).
El amoníaco se produce a partir de aire, agua.
La reacción de síntesis del amoníaco se produce a partir del nitrógeno y del hidrógeno:
N2+3H2 2NH3 H25 = -21920kcal/kmol

Tecnología Química Industrial
El 77% de la producción mundial de amoníaco emplea Gas Natural como materia prima. El 85% de la producción mundial de amoníaco emplea procesos de Reformado con vapor.
Las previsiones son que el gas natural siga siendo la materia prima principal durante por lo menos los próximos 50 años.

Tecnología Química Industrial
Industria de los fertilizantes Urea Nitratos amónicos Sales amónicas
Producción de ácido nítrico
Aprox. 80% de la producción
Plásticos Explosivos
Producción de Resinas, adhesivos,... Explosivos
Fluido frigorífico
Tendencia de crecimiento global de 1-2,5% Exportadores: países de la exURSS Importadores: EEUU, Europa Occidental, India, Corea, Filipinas y Taiwan
Producción aprox. 140Mtm/a

Tecnología Química Industrial
3. Procesos industriales Existen 2 procesos principales para producir el gas de síntesis para el amoníaco:
Reformado con vapor de gas natural o hidrocarburos ligeros. Oxidación parcial de fuel oil pesado.
La síntesis del amoníaco es independiente del proceso empleado para el gas de síntesis, aunque la calidad de este afecta al diseño del bucle de síntesis y a las condiciones de operación.
Hay tres secciones fundamentales en el proceso de fabricación
Gasificación Reformado:
Gasificación del carbón Oxidación parcial y Reformado con vapor
Conversión-depuración Conversión de CO a H2 y CO2
Bucle de síntesis Compresión y reacción a alta presión y temperatura. (Es necesario realizar una purga de inertes)

Tecnología Química Industrial
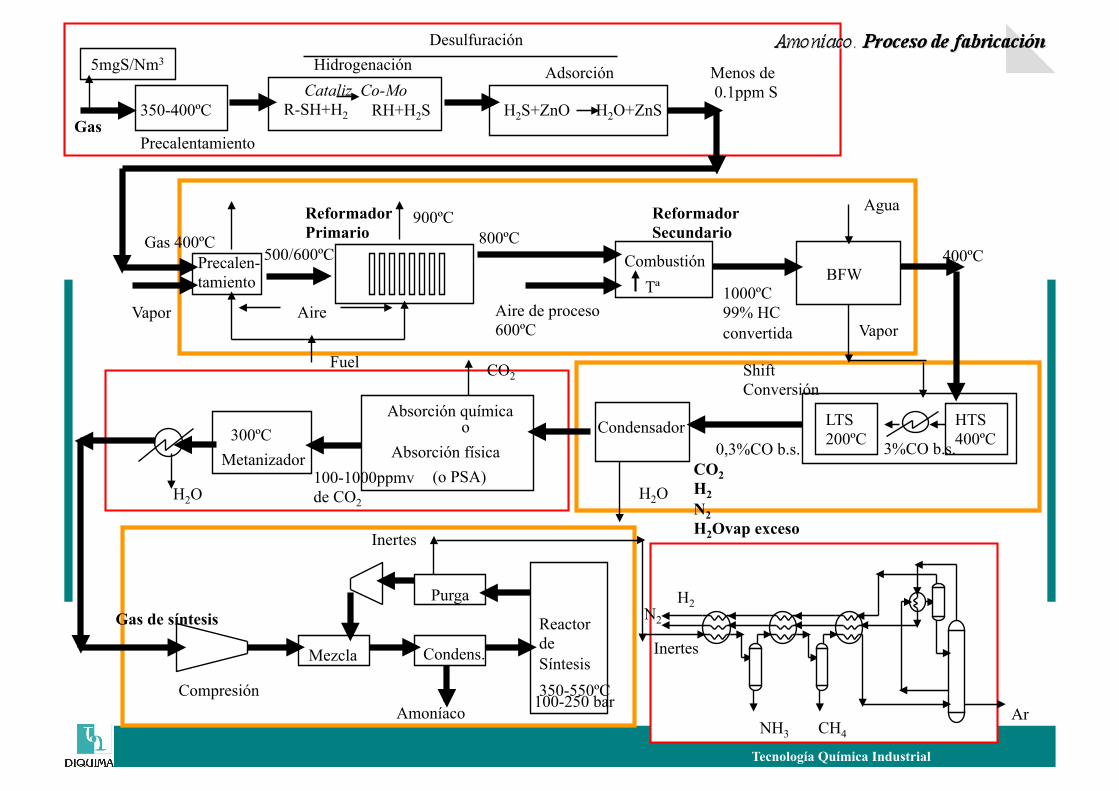
Diagrama de bloques del proceso de fabricación por reformado con vapor (convencional).

Tecnología Química Industrial
4. Proceso reformado con vapor
La conversión teórica basada en una alimentación de metano es:
0.88CH4+1.26Aire+1.24H2O 0.88CO2+N2+3H2
N2+3H2 2NH3
Producción de gas de síntesis: 25-35bar Síntesis del amoníaco: 100-250bar
350-400ºC
Precalentamiento Gas
5mgS/Nm3
CH4
Desulfuración
R-SH+H2 RH+H2S H2S+ZnO H2O+ZnS Cataliz. Co-Mo
Hidrogenación Adsorción Menos de 0.1ppm S
CH4

Tecnología Química Industrial
Fuel
Aire CO+3H2 CH4+H2O
CO+H2O CO2+H2
ΔH298o=206kJ/mol
Δ H298o=-41kJ/mol
100-200ºC
CO2 NOx SO2 CO
Precalen- tamiento
500/600ºC Gas
Vapor
400ºC CH4 Gas (composición
cerca del equilibrio químico). Se reforma 30-40% de los HC 800ºC
900ºC
Reformador Primario
H2 34,3% CO 6,4% CO2 8,3% CH4 5,0% H2O 45,8% N2 0,2% Ar --

Tecnología Química Industrial
BFW
Agua
Vapor
400ºC
Gas con 12-15% CO base seca
Reformador Secundario Gas del reformador
primario
Composición cerca del eq. químico
Aire de proceso 600ºC
Combustión
Para cumplir el balance energético Para tener gas de síntesis estequiométrico
Tª 1000ºC 99% HC convertida
H2 31,5% CO 8,5% CO2 6,5% CH4 0,2% H2O 40,5% N2 12,7% Ar 0,1%
Shift Conversión
CO+H2O CO2+H2
Δ H298o=-41kJ/mol
HTS 400ºC
LTS 200ºC 3%CO b.s.
Catalizador óxido de Fe
H2 CO 0,3% b.s. CO2 CH4 H2O N2 Ar

Tecnología Química Industrial

Tecnología Química Industrial
Condensador
H2O
H2 CO 0,3% b.s. CO2 CH4 H2O N2 Ar
Absorción química
Absorción física o
CO2 aMDEA
Glicol Dimetileter
(o PSA)
100-1000ppmv de CO2
H2 CO 0,3% b.s. CO2 100-1000ppmv CH4 H2O N2 Ar
CO2+4H2 CH4+2H2O CO+3H2 CH4+H2O
Metanizador 300ºC
H2O
H2 CO ppm CO2 ppm CH4 H2O N2 Ar
Tecnología Química Industrial
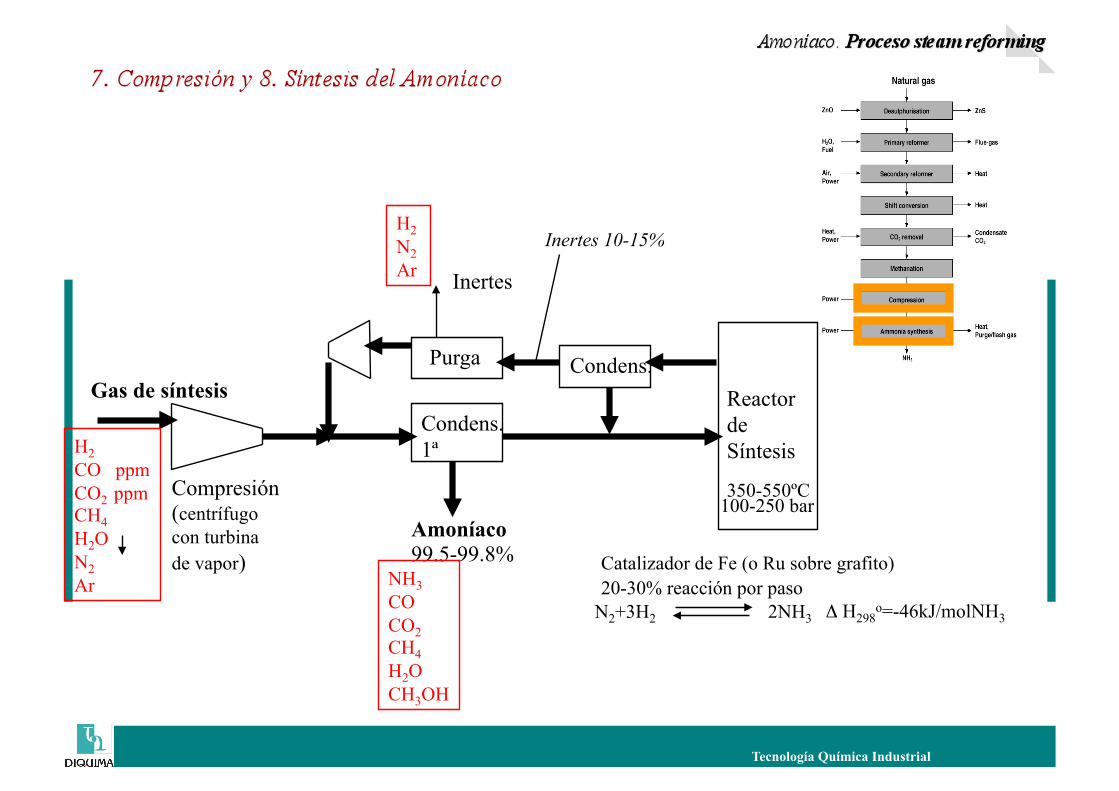
Compresión
Condens. 1ª
Reactor de Síntesis
Purga
Inertes
Gas de síntesis
Amoníaco Catalizador de Fe (o Ru sobre grafito)
350-550ºC
20-30% reacción por paso N2+3H2 2NH3 Δ H298
o=-46kJ/molNH3
100-250 bar (centrífugo con turbina de vapor)
Inertes 10-15%
99.5-99.8%
H2 CO ppm CO2 ppm CH4 H2O N2 Ar
H2 N2 Ar
NH3 CO CO2 CH4 H2O CH3OH
Condens.

Tecnología Química Industrial
Compresión y Síntesis del Amoníaco

Tecnología Química Industrial
PSA
• Gas más depurado. • Evita la unidad de metanización. • Evita la pérdida de H2. • No se genera más metano (inerte). • Se obtiene amoníaco más concentrado. • Permite mejorar la eficacia del bucle de síntesis.
Compresión
Condens.
Reactor de Síntesis
Purga
Inertes
Gas de síntesis de PSA Amoníaco
Se regeneran usando parte del gas depurado

Tecnología Química Industrial

Tecnología Química Industrial

Tecnología Química Industrial
Parcial II
Parcial I
Lecho I
Lecho II
Salida
Entrada parcial II
Entrada parcial I

Tecnología Química Industrial

Tecnología Química Industrial
Tecnología Química Industrial
NH3 CH4
Inertes
H2 N2
Ar
Shift Conversión
HTS 400ºC
LTS 200ºC 3%CO b.s. 0,3%CO b.s.
CO2 H2 N2 H2Ovap exceso
Condensador
H2O
Fuel
Absorción química
Absorción física o
CO2
(o PSA) 100-1000ppmv de CO2
Metanizador 300ºC
H2O
900ºC 800ºC
Vapor Aire
Precalen- tamiento
500/600ºC Gas 400ºC
Reformador Primario
Reformador Secundario
Aire de proceso 600ºC
Combustión Tª 1000ºC
99% HC convertida
BFW
Agua
Vapor
400ºC
Compresión
Mezcla Condens.
Reactor de Síntesis
Purga
Inertes
Gas de síntesis
350-550ºC 100-250 bar
Amoníaco
Desulfuración
R-SH+H2 RH+H2S H2S+ZnO H2O+ZnS 350-400ºC
Precalentamiento
Cataliz. Co-Mo Hidrogenación Adsorción Menos de
0.1ppm S
Gas
5mgS/Nm3

Tecnología Química Industrial
Ammonia plant BASF Antwerp, Belgium

Tecnología Química Industrial
Tecnología Química Industrial
Reformado con vapor con exceso de aire al reformado secundario
Pasa parte de la carga del reformador primario al secundario
Principales diferencias respecto al convencional
Disminuye el suministro de calor en el reformador primario. Salida a 700ºC. Aumenta el aire de proceso al reformador secundario (50% más de aire). Purificación criogénica tras la metanización. Menor nivel de inertes. Mejor conversión por paso.
Reformado autotérmico mediante intercambio de calor
El calor de salida del reformador secundario se emplea para calentar un “nuevo” reformador primario en vez de emplearlo en generar vapor.
5. Nuevos desarrollos en la fabricación de amoníaco

Tecnología Química Industrial
• Catalizador no basado en Fe, Rutenio sobre grafito Permite operar el bucle de síntesis a 70-90bar (procesp KAAP)
• Reformado autotérmico (proceso KRES 1994)
• Consumos de 6.5Gcal/t
Modificaciones

Tecnología Química Industrial
KAAPPlus

Tecnología Química Industrial
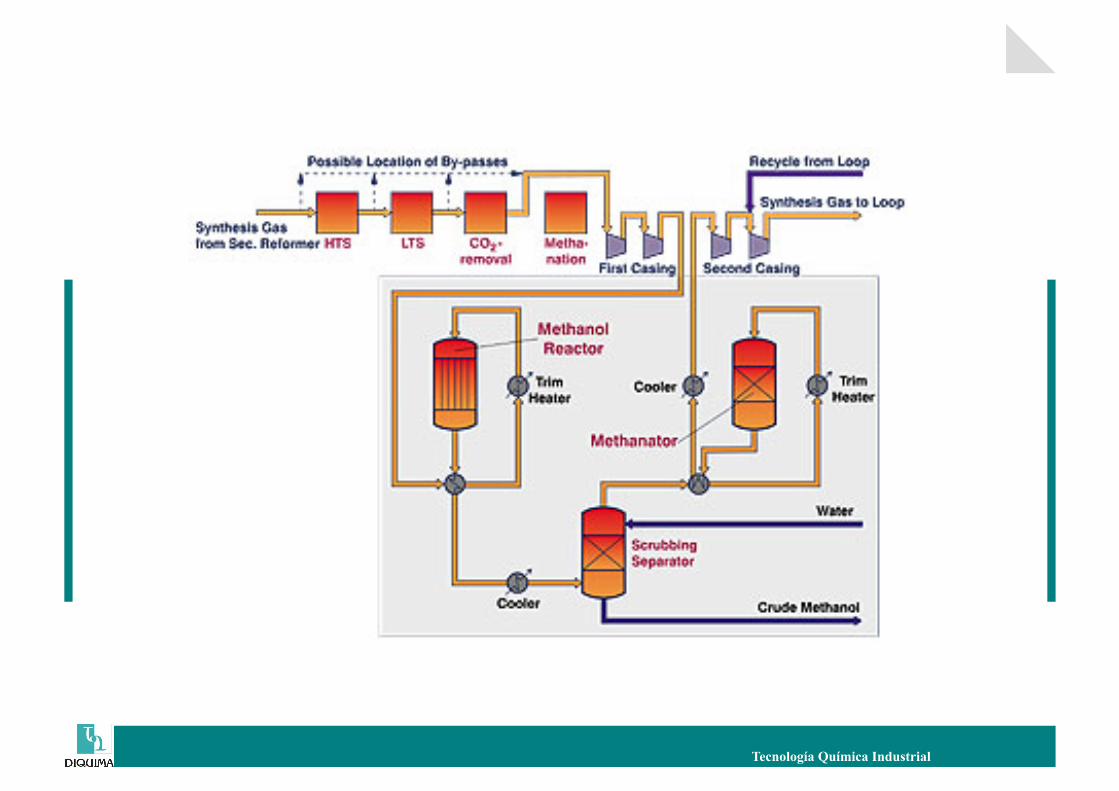
Para diversificar y no depender únicamente del mercado de los fertilizantes
CO2+3H2 CH3OH+H2O CO+2H2 CH3OH

Tecnología Química Industrial
• Para diversificar y no depender únicamente del mercado de los fertilizantes.
• La unidad de coproducción entre dos etapas de la compresión de síntesis.
• La nueva unidad consiste en:
Reactor de síntesis de metanol Metanizadora a alta presión
Modificaciones
Tecnología Química Industrial

Tecnología Química Industrial
Pista: No es necesario el reformador secundario

Tecnología Química Industrial
• Produce independientemente H2 y N2. Luego se alimentan al bucle de síntesis
• El H2 mediante reformado y purificación con PSA.
• El N2 mediante una unidad de fraccionamiento de aire.
• Dada la baja concentración de O2 no necesita purga en el bucle de síntesis
• Permite integrar unidades de productos adicionales como el metanol, CO,...
Modificaciones

Tecnología Química Industrial
Tecnología Química Industrial
• Introducción a la Química Industrial. S. Vian, Ed. Reverte
• Manual de procesos químicos de la industria. G.T. Austin, Ed. Mc. Graw-Hill.(1999)
• Best available Techniques for Pollution prevention and control in the European Fertilizer Industry. Production of ammonia. European Fertilizer Manuefacturers’ Association (EFMA) (2000)
• Modern Chemical Technology and Emission Control M.B.Hocking, Ed. Springer Verlag (1984)