tecnología gráfica -...
TRANSCRIPT
1
Tecnología Gráfica Información Preliminar Sólo la aplicación de las nuevas tecnologías garantizan que la Industria Gráfica pueda satisfacer la creciente demanda de productos en cantidad y calidad. Esta renovación implica superar más de seis siglos de trabajo con los tipos móviles de Gutenberg para introducirnos al uso de las computadoras. Los cambios tecnológicos nos aportan la aplicación electrónica, el procesamiento de imagen y texto por computadora y nuevos procesos y materiales.
Debido a los cambios tecnológicos, la industria gráfica necesita de operarios altamente preparados que dominen las nuevas técnicas, desde el imprescindible trabajo manual hasta el procesamiento electrónico de datos, para dar respuestas a las crecientes exigencias de los clientes. Flujo de trabajo en la Industria Gráfica. Un trabajo para la impresión final requiere de numerosas variables; desde el presupuesto y el tiempo disponible, hasta el efecto que tendrá el diseño en el tipo de papel, de la máquina y tintas empleadas. Un producto gráfico pasa por diversas etapas que se corresponden con las áreas laborales del proceso moderno de la industria gráfica. Dicho proceso se divide en las siguientes etapas: Diseño. La función principal del diseño gráfico es la de comunicar visualmente en mensaje acerca de un producto, de una idea, o una empresa. Esta comunicación visual se realiza a través de objetos gráficos y para que estos objetos se puedan reproducir es necesario que se diseñen. Cada proyecto puede contener diversas clases de imágenes ( textos, dibujos, fotografías, ilustraciones, diagramas, etc.). Estos documentos se realizan con la utilización de diversos programas, como Adobe Photoshop, Adobe Illustrator, PageMaker, QuarkXpress, etc.
Para la reproducción gráfica se utilizan originales como: - De línea o pluma: se compone de texto y diagramas o ilustraciones cuya imagen se configura con una densidad constante. Por su marcado contraste, facilita su fotorreproducción. - De tono continuo: son aquellos que representan una variada gama de tonos intermedios. (Por ejemplo: una fotografía)

2
Pre-impresión. Implica la elaboración de las películas con procesos fotográficos o electrónicos. De los originales diseñados se obtienen posteriormente las películas, en el área de pre-impresión, a través de dos métodos: - Fotográficamente, utilizando una cámara gráfica especial.(proceso más antiguo) - Electrónicamente, a partir del diseño realizado en la computadora. Las películas se obtienen a través de una filmadora conectada a una computadora.
Cámara Gráfica Obtención por medio electrónico
Original de línea Original de tono continuo

3
Para ilustraciones blanco y negro se necesita una sola película, para originales color se necesitan cuatro películas, la cantidad de películas dependerá de la cantidad de colores que tengas esos originales, generalmente los colores se logran sobreimprimiendo los cuatro colores básicos, que son: cyan, magenta, amarillo y negro. Estas películas se denominan fotocromos y se utilizan para la copia de la forma impresora.
A partir de los fotocromos se realiza una prueba a color, la cual tiene como objetivo verificar el resultante de color de las películas terminadas.
El copiado es el encargado de producir la forma impresora.
En todo proceso se realizan estrictos controles de calidad garantizando que las películas y las formas impresoras posean todas las cualidades necesarias para la transferencia correcta de las imágenes.
Impresión. Imprimir significa reproducir lo más fielmente posible un original en un considerable número de veces. Los diferentes tipos de impresión exigen diferentes tipos de formas impresoras. Para poder comenzar con el proceso de impresión el operador debe realizar una serie de trabajos previos, como por ejemplo: colocar la forma impresora, el soporte a imprimir, la tinta, etc. La responsabilidad del operador continúa con las primeras impresiones que salen de la máquina, realizando las correcciones de registro y reproducción de color. En esta etapa y antes de la continuación del trabajo se solicita el conforme del cliente. Entre otras cosas el operador deberá medir los colores impresos con instrumentos electrónicos adecuados. Terminación.
Los procesos de terminación integran todos los procesos de acabado final tales como el guillotinado, troquelado, laminado, encuadernado.

4
Otra forma de terminación de impresos es la confección de envases, una rama que ha tenido un crecimiento muy importante a consecuencia del desarrollo de las industrias farmacéuticas y alimenticias.
Fundamentos de Tecnología Gráfica Definición. La impresión es la reproducción fidedigna de un original, en una cantidad determinada de ejemplares, transfiriendo la tinta sobre el material a imprimir, mediante un elemento llamado forma impresora. De esta definición se desprenden cuatro elementos básicos de la impresión: - La forma impresora - La tinta - La presión - El soporte La forma impresora es el elemento preparado de manera que haga posible la transferencia de información a través de sustancias colorantes (Tintas de imprimir). Toda forma impresora está comprendida por una zona impresora y zona no-impresora:
- Impresoras: son las zonas capaces de recibir tinta y transmitirla al soporte. - No-impresora: son las que no reciben tinta. Por lo tanto, entre la zona impresora y no-impresora, debe haber una diferencia en la predisposición al recibir la tinta. Esta diferencia puede obtenerse de varios modos, que son los que caracterizarán después las diferentes de formas de impresión y por consiguiente los procedimientos de impresión. La preparación de una forma requiere, a menudo, varios pasos a partir de un original. Además de la forma impresora nos encontramos con otros elementos indispensables en todo proceso de impresión, como son la tinta y el soporte. Denominamos soporte: a todo material sobre el cual es posible imprimir. El papel es, ciertamente, el elemento más utilizado en la impresión. Sin embargo, también se utilizan otros tipos de soporte como: telas, metales, plástico, vidrio, madera, etc.

5
La tinta consiste esencialmente, en un líquido viscoso, llamado vehículo, dentro del cual se mantienen en suspensión, un polvo fino sólido e insoluble denominado pigmento, que le confiere a la tinta su color. Las distintas formas de impresión. En la Industria Gráfica distinguimos varias formas impresoras según la configuración del sistema en la cual se hará la impresión. De esta forma podemos clasificar a los principales procedimientos de impresión, en: - relieve - superficie - profundidad - por tamiz En el caso de impresión en relieve, se distingue en la matriz una zona impresora en alto relieve respecto a la zona no-impresora, que se encuentra en un nivel más bajo. La variación tonal se logra generando sobre la forma impresora una trama de puntos en relieve de distintos tamaños. La diferencia de tamaño es el que simula variación tonal, ya que nuestra visión normal no puede distinguir los pequeños puntos que en realidad forman la imagen. La tipografía y la flexografía se basan en principios de impresión en relieve. Así, mismo decimos que se trata de una impresión directa, ya que la forma impresora toma contacto directo con el soporte a imprimir. Debemos tener en cuenta que para la realización de estas formas impresoras, es fundamental tener conocimiento de que la imagen debe estar al revés para obtener una impresión al derecho.
Tipos móviles y grabados
Máquina Tipográfica
Sistema de impresión Flexográfico
Esquema de una imagen impresa en
Esquema de una imagen impresa en flexografía

6
En el procedimiento de impresión en superficie, la forma impresora es plana, en este caso no hay diferencias apreciables de nivel entre las zonas impresoras y las no-impresoras. La forma impresora es tratada con procedimientos físico-químico, en el que actúan gran número de factores, como: pH del agua, la acidez del papel, la naturaleza de la tinta, etc. Una falta de equilibrio entre ellos determina incidentes de todas clases en el curso de la tirada (imágenes que no se imprimen, etc.) La litografía y el offset se basan en principios de impresión en superficie. Así, mismo clasificaremos a esta, como impresión indirecta, ya que la forma impresora toma contacto primero con un cilindro de caucho, que transfiere la imagen al soporte. En este caso deberemos saber que la matriz debe tener su imagen al derecho, para ser transferida al caucho al revés, y luego ser transferido al soporte al derecho. En el procedimiento de impresión, en profundidad, es notorio encontrar nuevamente una zona impresora a un nivel bajo con respecto a la zona no-impresora. En cierto sentido puede afirmarse que la forma en hueco o profundidad es lo contrario de la forma en relieve. Estas zonas que se encuentran en bajo nivel se los denomina alvéolos o celdillas; las tintas, son las que primeramente son extendidas, tanto sobre las zonas impresoras como las no-impresoras, se quitan seguidamente mediante dispositivos denominado racla o cuchilla. En el sistema de rotograbado autotípico la variación tonal está dada por la diferencia de tamaño de celdilla o alvéolo, por ejemplo: los alvéolos más profundos podrán contener mayor cantidad de tinta, produciendo así un tono más intenso sobre el papel. El rotograbado o huecograbado se basa en principios de impresión en profundidad. Así, mismo clasificaremos a esta, como impresión directa, como ya dijimos antes, este tipo de impresión mantiene un contacto directo con el soporte.
Piedra litográfica
Sistema de impresión offset TEsquema de una imagen impresa en offset

7
En el procedimiento de impresión por tamiz, las zonas impresoras son, a diferencia de las no-impresoras, permeables a la tinta. Esta forma impresora es una tela tejidas con finísimos hilos, tensada en un marco de madera, llamada pantalla o chablón. Al aplicar la tinta, ésta atraviesa el tamiz sólo en las zonas caladas de la pantalla, imprimiendo así la imagen sobre el soporte. La serigrafía se basa en principios de impresión por tamiz. Así, mismo clasificaremos a esta, como impresión directa, como ya dijimos antes, este tipo de impresión mantiene un contacto directo con el soporte.
Sistema de impresión en huecograbado Esquema de una imagen impresa en huecograbado o rotograbado
Sistema de impresión en serigrafía
Esquema de una imagen impresa en serigrafía.

8
Máquinas rotativas a pliegos Las partes principales que constituyen una máquina de imprimir y que, a pasar de la variedad de clases y diversidad de fabricaciones, tienen funciones similares.
- Marcador de entrada: comprende los dispositivos para la entrega del soporte –hoja o bobina-. - Los dispositivos de presión: la presión de impresión es necesaria para la transferencia de la imagen de la forma al soporte. - Sistema de entintado: integrado por varios dispositivos que transfiere la tinta de un depósito –tintero- a la forma. - Sistema de humectado (Offset): el sistema de mojado está constituido por una por una cubeta de agua y una serie de rodillos que tienen la función de hacer llegar a la superficie de la plancha una película lo más uniforme posible de agua. - Marcador de salida: comprenden los dispositivos que extraen, acompañan y recogen de modo adecuado al soporte impreso. Máquinas Rotativas de bobina Las tendencias a alimentar los grupos impresores de las máquinas de imprimir con bobinas, en lugar de pliegos cortados a un tamaño determinado, sacados de una pila e introducidos por dispositivos transportadores, ha sido determinada en el curso de la evolución de la tecnología gráfica por diversos factores, los más importantes pueden resumirse así: - Velocidad: la alimentación mediante bobinas permite superar ampliamente los límites de velocidad propia del sistema de alimentación de los pliegos. Este último dispositivo, aunque haya sido perfeccionado poco a poco, tiene límites insalvables de velocidad, debido a que está sujeto a diferentes problemas que surgen durante la tirada.
C. Plancha
C. Caucho
Impresor
Dispositivos de presión
Sistema de entintado
Sistema de humectación
Marcador desalida
Marcador de entrada
9
- Número de colores que puede imprimir de una pasada: aunque no son raros los casos de máquinas a pliegos que impriman una diversidad de colores, las máquinas a bobina tienen, a veces, ocho o más elementos de impresión, y los colores se imprimen frecuentemente por ambas caras de la banda: es decir se ha generalizado la impresión simultánea de frente y dorso. La banda de papel entra de frente y sale completamente impresa, mientras que la impresión en pliegos exige muy a menudo varias pasadas por las máquinas. - Número de operaciones: en una instalación de impresión a bobina puede realizarse sobre el soporte, es decir, sobre la banda de papel o de otro material adecuado. Además de imprimir, se puede perforar, pegar y sobre todo, plegar con la misma instalación, obteniéndose así un producto acabado sin posteriores manipulaciones que representan pérdidas de tiempo y mayor costos de mano de obra. - Menor costo de materia prima: ya que el papel y los otros materiales imprimibles se producen en principio en rollos o bobinas y, como tales, puede emplearse en una instalación de impresión en bobina, mientras que para la fabricación de papel en pliegos son necesarias diferentes operaciones de acabado, como corte al tamaño, refilado de los cuatro lados y empaquetado. El menor costo del material en bobina respecto al cortado en pliegos varía notablemente al variar las calidades y las clases de papel.
- Tiempo de puesta en marcha: una instalación, por ejemplo, de cuatro cuerpos a bobina es menor que una máquina de pliegos equivalente a cuatro colores. Las máquinas a bobinas presentan gran ventaja con respecto a las máquinas a pliegos; pero también presentan desventajas, como: Costo de instalación: son bastante más elevados que el de las máquinas de pliegos, por la mayor magnitud y complejidad, por el mayor esfuerzo de los mecanismos obligados a trabajar a una velocidad mucho más elevada y, finalmente, porque la máquina a bobina es más, una instalación que una máquina, con una multiplicidad de componentes, accesorios servo mandos necesarios para asegurar la alta productividad y el ciclo completo de trabajo. Versatilidad: inferior a la de las máquinas de pliegos, sobre todo a causa del sentido del formato fijo. Además, el paso de una clase de trabajo a otro muy diferente, requiere en las instalaciones de bobina mayor tiempo y más regulaciones, precisamente por la complejidad de la instalación. Especialización: generalmente más elevada exigida a la mano de obra en las instalaciones de bobina por la velocidad de producción, la complejidad de la instalación y la multiplicidad de las operaciones que la misma instalación realiza para obtener un producto acabado. Una máquina a bobina imprime frecuentemente un sólo color, de frente y de dorso. Se ha generalizado las instalaciones que imprimen varios colores por ambas caras de la banda. La orientación hacia estas instalaciones más complejas ha sido debido a dos factores: la tendencia hacia el color, cada vez más actual en los impresos de todas clases y los continuos perfeccionamientos de la impresión multicolor. Las rotativas multicolores pueden clasificarse en dos categorías bien distintas: - Máquinas de elementos independientes, cada uno de los cuales imprime un solo color de frente, o también, dos colores, iguales o distintos, de frente y dorso. Los elementos de las instalaciones de este sistema pueden estar dispuestos en un mismo plano horizontal, o bien, parcialmente superpuestos.

10
- Máquinas sistema satélite, compuesta por un cilindro de presión común de gran diámetro, alrededor del cual están dispuestos los elementos de impresión en número de tres, cuatro y también seis. La banda avanza enrollándose en el cilindro central y recibe sucesivamente los diferentes colores saliendo completamente impresa de un lado de la banda. La impresión de la otra cara se obtiene de modo semejante en otro grupo impresor idéntico al primero. Las máquinas sistemas satélite son instalaciones más complejas, más costosas, menos versátiles y de una puesta en marcha más larga y dificultosa pero, debido a la mayor velocidad de impresión, han encontrado condiciones favorables de empleo cuando se imprime siempre la misma clase de trabajo, o bien, pocos trabajos semejantes en la clase de soporte y de impresión requeridas, de manera que el cambio de uno a otro trabajo implique un número limitado de operaciones de puesta en marcha.
Debobimador Cuerpos impresores Horno de secado
Cilindros tensores
Salida de impresión
Cilindros porta-mantilla
Cilindros porta-plancha
11
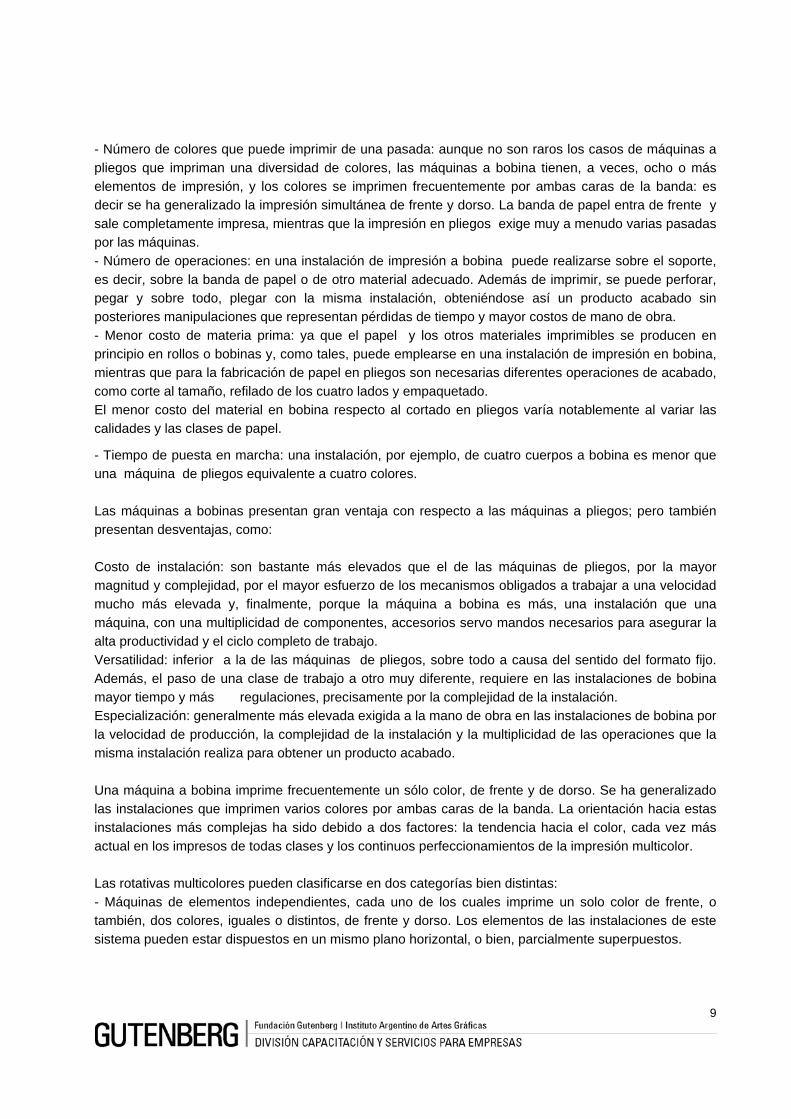
Componentes de las instalaciones a bobina: los principales componentes que, junto con los grupos impresores constituyen una instalación a bobina, son: - El grupo alimentador, que tiene la función de desenrollar la banda de la bobina y alimentar a la máquina manteniendo constante tensión, condición esencial para obtener un perfecto registro de los colores. Los grupos alimentadores realizan el cambio automático de la bobina terminada, sin parar la máquina. - Dispositivos para el control de la banda de papel: estos dispositivos sirven para almacenar papel, su función es de mantener tensada la banda de papel para cuando se realizan cambios de bobinas. Cuando la bobina está a punto de terminarse modera su velocidad, y al mismo tiempo en sincronismo perfecto, empieza el movimiento de acercamiento de los rodillos que permiten a la rotativa continuar trabajando a plena velocidad tirando de la banda del grupo de almacenamiento.
Cilindro impresor
Cilindro porta-mantilla
Cilindro porta-plancha

12
- Dispositivo para el secado de la impresión, indispensable para evitar que se raye la impresión reciente y el repintado durante el plegado en la misma instalación de la rotativa. - Grupo de refrigeración, necesarios para que la cinta vuelva a las condiciones normales tras el calentamiento efectuado por los dispositivos de secado. - Grupo de salida, que tiene la función de transformar la banda impresa en secciones dobladas, en hojas sueltas, o también, de volver a rebobinarla después de impresa para efectuar las sucesivas operaciones de transformación, necesarias para la entrega del producto terminado. Máquina rotativa para rotograbado. La alimentación de estas máquinas se lleva a cabo por medio de bobinas, que partiendo del porta-bobinas pasa a través de todos los elementos impresores de la máquina; cada elemento imprime una cara del papel. Cuando la impresión se realiza a cuatro colores por ambas caras del papel, este debe pasar por otros cuatro elementos impresores, sumando pues un total de ocho cuerpos.

13
Una máquina rotativa de rotograbado está formada por: los cuerpos impresores, grupo inversor, porta-bobina (debobinador y rebobinador) y sistema de salida, estos elementos forman prácticamente el conjunto de una rotativa. Los cuerpos impresores: es una serie de cuerpos, cuyo número depende de las necesidades de impresión. La función principal de cada cuerpo impresor es transmitir la forma grabada sobre el cilindro a la cinta de papel; además la impresión debe llegar al siguiente elemento completamente seca. Para poder conseguir esto, el elemento se compone de una serie de aparatos para conseguir los fines deseados, esto es: un grupo impresor formado por los asientos o soportes para el cilindro grabado, un entintador, un recipiente de nivel para la tinta, dispositivo para la racleta, un cilindro de presión revestido de caucho con el correspondiente cilindro de contrapresión y un sistema de secado. Grupo inversor: un complemento de gran importancia para el funcionamiento de una máquina rotativa es una parte de la misma que se denomina inversor o cono inversor.
Cámara de secado
Cilindro de contra-
Cilindro de presión con caucho
Cilindro
Debobinador

14
Este grupo, aunque de dimensiones y formas diversas, pues varía de una rotativa a otra, tiene una finalidad muy concreta y es la de permitir que el papel que llegue de los cuerpos impresores se desvíe de su dirección inicial, que es paralela al eje longitudinal de la máquina. Este artificio permite resolver muchos problemas los cuales el más importante es el relativo al alzado de varios pliegos de los periódicos.
En relación con los demás grupos de la máquina, el inversor se encuentra siempre junto a una plegadora, cualquiera que sea el tipo de ésta, y colocado entre un elemento impresor y la plegadora misma. Sistema de salida: existen diferentes sistemas de salida en las máquinas de huecograbado –rebobinado, salida a pliego, etc.- Porta-bobinas: Las bobinas se apoyan sobre dos potentes brazos montados sobre el eje central y desplazables sobre el mismo. En uno de los brazos están montados los dínamos-freno que controlan, por medio de un sistema electrónico, la tensión del papel durante la operación del cambio. En el mismo brazo están colocados también los dispositivos para iniciar automáticamente el ciclo de cambio cuando se alcanza un determinado diámetro mínimo de bobina Máquina rotativa flexográfica En una máquina flexográfica, al igual que otros sistemas de impresión rotativa, se puede encontrar: la sección de porta-bobinas, cuerpos impresores, sistema de secado y el sistema de salida. En impresión flexográfica, podemos encontrar tres tipos básicos de prensas: convencionales o de torre, cilindros de impresión central o satelital, y prensas en línea. En la prensa convencional, las estaciones de color individual están agrupadas o apiladas una encima de otra a uno o a ambos lados de la estructura principal de la prensa. Estas prensas se manufacturan con una a ocho estaciones de color, aunque la más común es la prensa de seis colores.

15
En la prensa de tambor central o satelital, soporta todas las estaciones de color alrededor de un solo cilindro de impresión de acero, montado en la estructura principal de la prensa. La más común es la prensa de seis colores; también se encuentran prensas de cuatro colores y algunas hasta de ocho colores. Prensas en línea, las estaciones de color son unidades completas, separadas, dispuestas horizontalmente e impulsadas por un eje de transmisión común. Las prensas en línea se pueden tener cualquier número de colores y pueden fácilmente ser diseñadas para manejar rollos extremadamente anchos puestos que no se necesitan que una sola estructura sostenga todas las estaciones de color.
Cilindro de contrapresión
Cilindro porta- clisé
Cilindro anilox
Cilindro tambor de tinta
Batea de tinta
Batea de tinta
Cilindrotomador de
tinta
Cilindro anilox
Cilindro porta-clisé
Cilindro de contrapresión
Horno de secado, general
Horno de secado
Debobinador Rebobinador

16
Debobinador
Rebobinador

17
Pre-impresión Las películas, el montaje y la copia de la matriz. Un paso importante del proceso gráfico es obtener, a partir del original diseñado, las películas necesarias para su correcta reproducción. Con ellas se confecciona la forma impresora que se colocará luego en la máquina impresora. La calidad de las películas es determinante para un buen resultado final en la impresión. Un original de un solo color o monocromo necesita una sola película. En trabajos de dos o más colores, se necesitan películas para cada color. En trabajos que contengan muchos colores, por ejemplo una fotografía en color o policromía, los colores son reproducidos a partir de la combinación de las cuatro tintas básicas de impresión: cyan, magenta, amarillo y negro. Para este tipo de trabajos se necesitan, entonces, cuatro películas, de ahí el nombre de cuatricromía, una por cada uno de los cuatro colores básicos. Estas películas también se llaman fotocromos. En cualquiera de los casos antes mencionados, las películas pueden obtenerse mediante dos métodos: - Fotográfico: también llamado método tradicional. Las películas se obtienen fotografiando el original, que entrega el diseñador, con una cámara fotográfica de gran formato, específica para ese caso. - Electrónico: este método se emplea para obtener las películas de trabajos diseñados por computadora. Los datos almacenados en la computadora son enviados a la filmadora. Ésta produce las películas utilizando un rayo láser. Este método permite obtener las películas en un tiempo mucho menor, en comparación con el procedimiento fotográfico convencional. Proceso de revelado Una vez que se obtienen las películas reveladas, se realizan algunas pruebas de calidad. Al finalizar el control, se comienza con el montaje de las películas, sobre astralones (foil transparente, siendo en el caso de offset convencional) y la copia sobre la forma impresora.
Entrada de la película Salida de la película
Revelador Fijador Agua Secado

18
Elementos principales en el proceso de copia
SOPORTEEMULSION
En los sistemas de flexografía y serigrafía no es necesario realizar un montaje, ya que la película deberá ubicarse en contacto directo con la forma impresora, siempre teniendo un control del posicionamiento de la misma.
La forma impresora o matriz luego de ser expuesta a una cierta cantidad de luz UV es revelada y controlada, para luego ser trasladada al área de impresión. La acción de la luz origina una transformación química en la capa fotosensible que cubre la superficie de forma la impresora; dicha capa se conoce con nombre de emulsión. Equipos de pre-impresión: Para la obtención de formas impresoras se utilizan en general los siguientes equipos:
Película
Folio de montaje (astralón)
Folio milimetrado
Regleta de pre-registro
Montaje de película

19
- Insoladora o prensa de contacto - Reveladora de película - Pileta para revelado manual o reveladora automática de la forma impresora y otros elementos (cuentahílos, cutter, etc) La insoladora o prensa de contacto consta de dos partes principales: la fuente luminosa, es decir el emisor de la luz que incidirá sobre la forma, y el marco de copia, cuya función será la de sujetar la película y la forma durante la exposición de la luz. Usualmente, la fuente luminosa se sitúa por encima del marco de copia que puede poseer una tapa de vidrio rebatible. Para proteger al operador de los rayos ultravioleta que comúnmente irradian estas lámparas se dispone de una cortina que se cierra cuando se encienden. Otras insoladoras poseen la fuente luminosa por debajo del marco de copia. Dicho marco dispone un sistema de vacío que asegura un perfecto contacto entre la película y la forma. De no existir este contacto, los textos e imágenes de la película se copiarían sobre la forma sin nitidez e incluso podrían llegar a desaparecer los detalles pequeños. Las emulsiones de las formas impresoras poseen únicamente sensibilidad a la porción azul de la luz visible y a los rayos ultravioletas. Por esta razón, la copia de las formas requiere de la exposición con lámparas que irradien principalmente luz azul y UV. La pileta de revelado manual, consiste en una batea donde es posible humedecer la forma impresora con el líquido revelador y enjuagarla después, con agua. También existen las máquinas reveladoras automáticas, que cumplen las tareas de aplicación de revelador y enjuague, completando la operación con el secado de las mismas a través de aire caliente. Este tipo de máquinas son recomendables cuando la cantidad de formas que se producen son importantes.
Condiciones para la realización de la copia Una forma impresora correctamente elaborada es premisa imprescindible para obtener buenos resultados en la impresión. Para conseguir una copia efectiva, se deben seguir algunas reglas generales: - Mantener constantemente las condiciones de limpieza. El recinto de trabajo no debe tener polvo. El polvo del ambiente y el que se deposita sobre los equipos se debe limpiar con un trapo de húmedo, no barrerlo. - La temperatura y la humedad ambiente en el área de trabajo deben ser las adecuadas. Se recomienda una temperatura de 20º C y humedad relativa del 50% para evitar la aparición de carga electrostática que atrae polvo e impurezas. - Copiar “emulsión contra emulsión”. En el momento de la copia, la emulsión de la película debe estar en contacto directo con la emulsión de la forma. Cualquier elemento extraño (polvo, resto de material, etc.)que se interponga entre las dos emulsiones será perjudicial para la copia, ya que impedirá una buena copia. Este tipo de defecto se denomina flou, y se manifiesta de distintas maneras como, por ejemplo, la pérdida de puntos de trama en un grisado, o bien la aparición de puntos indeseados en la forma impresora. - Exponer a la luz el tiempo adecuado. La exposición con menor intensidad de luz, produce poco endurecimiento de la emulsión o poca descomposición de la misma. Por lo contrario, la exposición con exceso de luz, produce la pérdida de detalles pequeños en las imágenes o textos que se copian.

20
Una vez realizado todo el procedimiento para obtener los fotocromos, se deberá realizar la prueba a color para verificar la calidad, las fotos y las ilustraciones de la separación obtenida. Si estas pruebas demostraran alguna diferencia con respecto al original, se deberá buscar la falla correspondiente y rehacer toda la separación nuevamente. Una vez realizada la prueba, pueden comprobarse y confirmarse por parte de los clientes. Luego se entrega al impresor como comprobación que las mismas son correctas y, al mismo tiempo como medida obligatoria, con la cual se pueden controla la calidad de la impresión. Será igual si se tratara de una impresión de periódicos, de flexografía, de huecograbado, etc.; una prueba a color proporciona seguridad al comprador de impresos.
La reproducción tramada Antes los sistemas de impresión habituales, y entre ellos el offset, no permitían imprimir tonos continuos modulados. Las zonas grises, de mayor o menor densidad, se imprimían y se imprimen en forma de puntos, cuyo tamaño determina la negrura de cada zona del impreso. Para obtener este efecto a partir del original, se efectúa lo que llamamos tramado de la película. En la obtención de películas tramadas para la impresión en blanco y negro, las tramas se acostumbran orientar de forma que sus líneas formen un ángulo de 45º . En la impresión de cuatricromía la superposición de las cuatro imágenes tramadas, condiciona la orientación de las distintas tramas, ya que la superposición total de los puntos desvirtuaría totalmente el rendimiento de cada color. Además la orientación respectiva ha de ser tal que el efecto visual del conjunto no adopte forma geométricas que causen el efecto moiré (si una tinta se imprime en un ángulo incorrecto o si el papel se desplaza al pasar por la prensa, la roseta no se dibuja correctamente, esto altera la percepción de las gradaciones de color)
Efecto moiré
Si en una mesa luminosa se superponen dos películas tramadas, dejando una fija y haciendo girar la otra, se observará que la superposición de las dos configuraciones tramadas, producen un efecto visual reticular. Esta desagradable apariencia desaparece cuando el ángulo formado por líneas de trama de una y otra película es de 30º. Ello nos sugiere la posibilidad de inclinar la trama de cada color en la separación para que entre ellos posean diferentes ángulos; tan sólo será posible dar a tres colores la desviación respectiva de 30º, ya que la inclinación de trama de un cuarto color coincidiría de nuevo con la inclinación de trama del primero. Como el color más claro de la gama es el que hará menos ostensible en la impresión el efecto de moiré, la inclinación de trama del amarillo se sitúa de forma equidistante entre inclinaciones de los otros dos colores relativamente más claros, como son el magenta y el cyan.

21
Así, pues, conservando la inclinación del negro a 45º, tal como habitualmente se hace para las reproducciones a un solo color, las inclinaciones respectivas de los cuatro colores de la selección quedan distribuidos de la siguiente forma: Negro = 45º Magenta = 75º Amarillo = 90º Cyan = 15º Tramas estocásticas Las tramas estocásticas tienen varias ventajas sobre las tradicionales. En estas no hay un patrón de punto regular, no se produce moiré cuando las tramas están superpuestas; además al utilizar puntos más pequeños, las imágenes tienen más detalle. Autotipía Son las zonas impresoras que tienen imágenes monocromas con variación tonal. La representación de los diferentes grises se consigue transformando una imagen fotográfica en una trama de pequeños puntos. La variación en el tamaño de los puntos simula la variación tonal, ya que nuestra visión normal no puede distinguir los pequeños puntos que en realidad forman la imagen. Para ver las tramas usualmente se utilizan cuentahílos. Los puntos que forman la imagen en una autotipía, se la denomina lineatura de trama. Una trama de 85 líneas por pulgada es más abierta que una de 150 líneas por pulgada. La impresión de una autotipía con una trama más cerrada permite una mejor reproducción el evidenciarse mejor los detalles más pequeños y obtener una simulación más real de los valores tonales. Lineatura La lineatura es el número de puntos por unidad de medida utilizado para reproducir la imagen impresa en el papel. La relación entre la resolución de salida (dpi) y la lineatura (lpi) determina el grado de detalle en la impresión del mapa de bits y la cantidad de niveles de gris que podrá tener. Para elegir una lineatura, hay que tener en cuenta la resolución de la filmadora, el tipo de papel y la máquina que se usará para imprimir.
cuentahílos

22
Control de calidad Los métodos empleados para controlar y mantener al nivel de calidad varía mucho en los distintos talleres de impresión. - En algunos talleres es el impresor quien controla el pliego impreso, aplicando sus propios criterios. - En otros, confían este trabajo a un técnico supervisor; - También hay casos en los que el cliente controla la calidad en conjunto con el taller. Algunos talleres emplean aparatos de medición para controlar la calidad. Los aparatos más usuales son los densitómetros, que pueden ser de mano o estacionarios (CPC). Conceptos de densitometría El término “medición de la densidad” se refiere a la medición de ennegrecimiento o densidad. Los aparatos que se emplean para esto se los denomina densitómetros. De acuerdo al soporte que se mida, podemos distinguir los siguientes: - Materiales transparentes, como láminas o películas. - Materiales opacos, como papeles impresos. Materiales transparentes Los cuerpos transparentes permiten el paso de la luz que incide sobre ellos. Para establecer la transparencia, en los materiales traslúcidos, se mide la luz que pasa y se la relaciona con la luz incidente. Dado que la luz absorbida no se puede medir directamente, se relaciona la luz incidente con la luz transmitida. La luz incidente, que proviene de la fuente de luz del densitómetro, se denomina Li, la luz transmitida se la denomina Le.
Li: Luz incidente
Le: Luz emergente
Lectura por transparencia
23
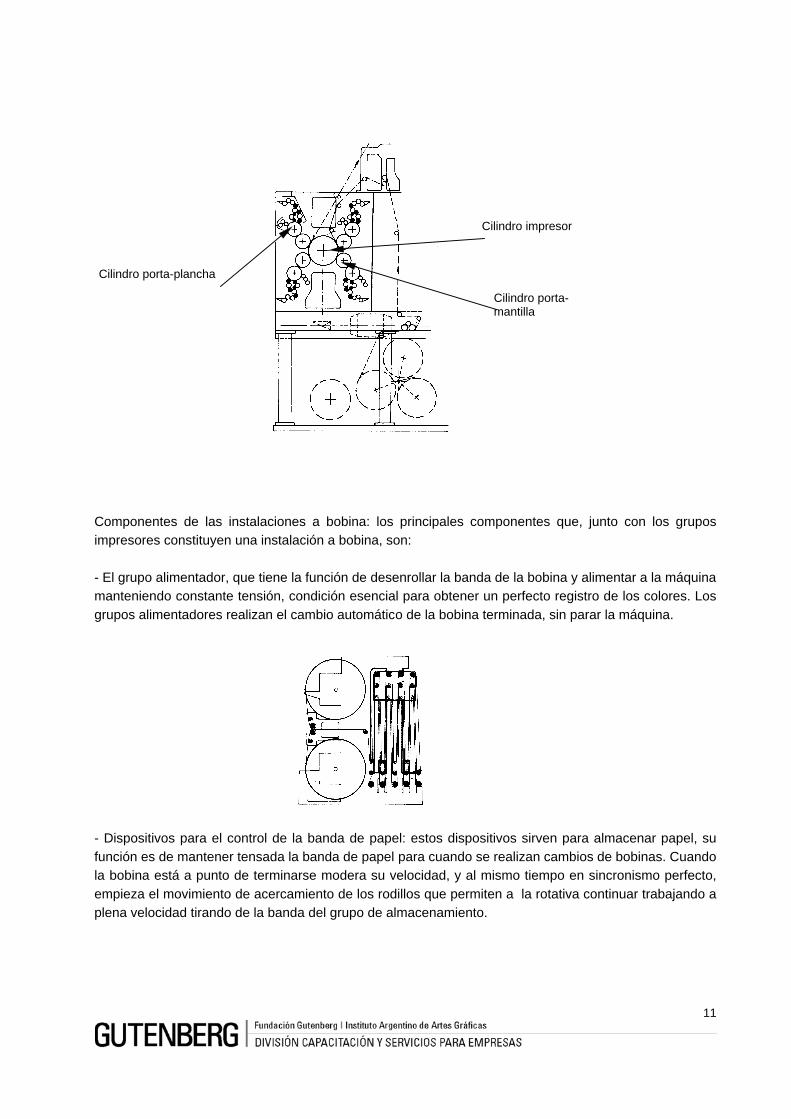
Li: Luz incidente Le: Luz
Lectura por reflexión
De manera que el rayo de luz, de acuerdo con la estructura –densidad- del material a medir, se debilita. Por lo general, para cualquier densitómetro vale Li = 100%.
Reflexión
La reflexión es el proceso por el cual la luz que incide sobre una superficie cambia de dirección sin penetrar en ella.
Cuando se miden materiales que no permiten el paso de la luz, no es posible medir un debilitamiento del rayo de luz que pasa a través sino que se debe establecer la relación entre el rayo de luz reflejado y la luz incidente.
Para el cálculo se procede igual que para la transparencia:
Opacidad
Con el término transparencia se entiende la permisibilidad de un material al paso de la luz. La opacidad es lo contrario, es decir la no permisibilidad al paso de la luz. De manera que matemáticamente se puede definir la opacidad como el valor inverso a la transparencia, es decir, la no-transparencia.
Densidad
La densidad es la magnitud decisiva para el control de la producción. En películas de medio tono la densidad es el ennegrecimiento de la película en porcentaje, que se llamará valor tonal. El valor tonal indica la cobertura en porcentaje. Enla impresión resultan decisivos el espesor de la capa de tinta con tono pleno y el grado de cobertura en tramas. La densidad es un valor logarítmico.

24
Modo de operación de un densitómetro
Los densitómetros son aparatos para medir la densidad, que se aplican con diversas funciones en pre-prensa e impresión.
En la producción podemos diferenciar las distintas mediciones en:
- La medición de luz transmitida para la medición de negativos y diapositivas. - Medición de la luz incidente en originales gráficos y en la impresión. - Mediciones de trama que antes se realizaban con aparatos propios y que hoy en día se pueden realizar con densitómetros.
Densitómetros de transmisión:
Es un instrumento que mide la cantidad de luz transmitida por una fuente determinada a través de la película.
Densitómetro de reflexión
Es un instrumento que mide densidades de imágenes o colores, a través de un haz de luz que refleja de la superficie de un sustrato, tal como tinta sobre papel.
25
Para el control en los procesos de producción siempre conviene copiar cuñas de control, como por ejemplo: tira UGRA, con el fin de acertar siempre los mismos campos de medición.
Procedimiento de medición:
- Al tener conectado el aparato; - Seleccionar el tipo de medición deseado – densidad o porcentaje de valor tonal. - Colocar el material a medir. - Calibrar con el material, a cero - Ubicar por debajo del haz de luz del aparato, la sección que se quiera medir. - Presionar el botón, para comenzar la medición. - Verificar en el indicador digital la medición tomada.
Este orden puede considerarse general. Cualquier otro procedimiento especial u otras funciones deben extraerse de las descripciones del aparato correspondiente.
Se denomina entintado normal a la densidad de tinta en tono pleno – DV -, con lo que se puede obtener el mejor resultado de impresión en un color y un material determinado. Dado que este resultado puede variar según el materia, que se emplea, no es posible dar un valor general de densidad que sea indicativo.
Valor tonal
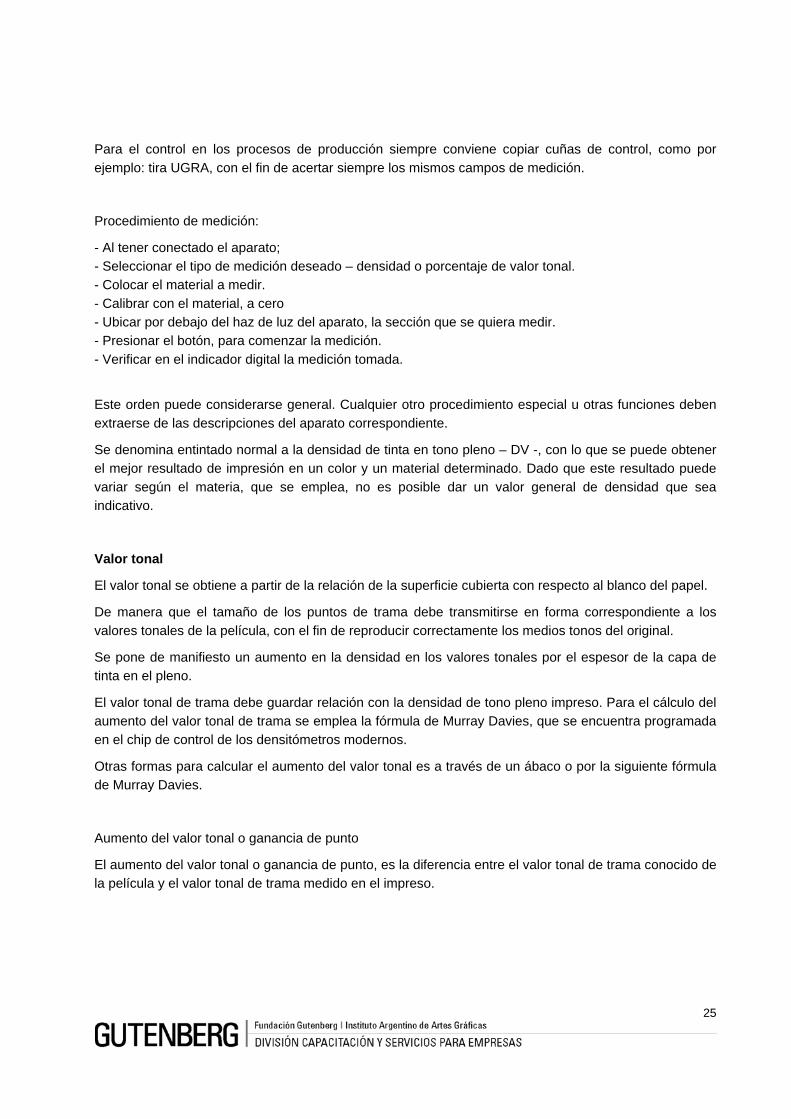
El valor tonal se obtiene a partir de la relación de la superficie cubierta con respecto al blanco del papel.
De manera que el tamaño de los puntos de trama debe transmitirse en forma correspondiente a los valores tonales de la película, con el fin de reproducir correctamente los medios tonos del original.
Se pone de manifiesto un aumento en la densidad en los valores tonales por el espesor de la capa de tinta en el pleno.
El valor tonal de trama debe guardar relación con la densidad de tono pleno impreso. Para el cálculo del aumento del valor tonal de trama se emplea la fórmula de Murray Davies, que se encuentra programada en el chip de control de los densitómetros modernos.
Otras formas para calcular el aumento del valor tonal es a través de un ábaco o por la siguiente fórmula de Murray Davies.
Aumento del valor tonal o ganancia de punto
El aumento del valor tonal o ganancia de punto, es la diferencia entre el valor tonal de trama conocido de la película y el valor tonal de trama medido en el impreso.
26
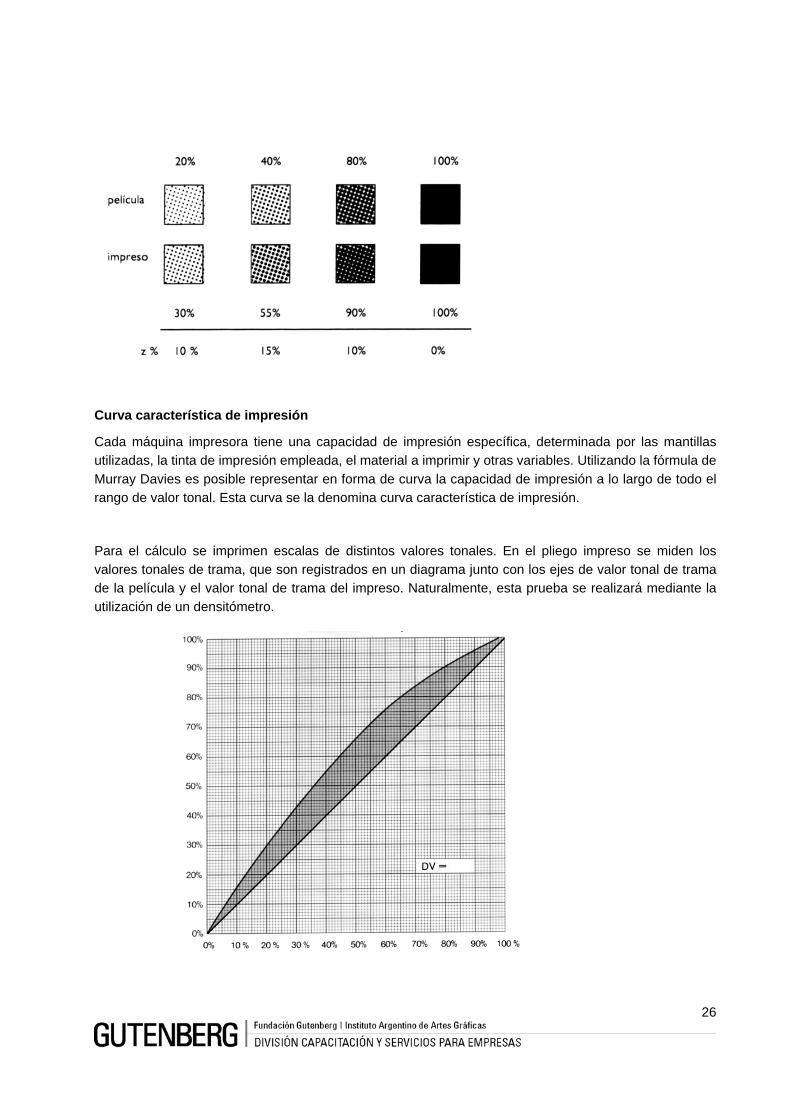
Curva característica de impresión
Cada máquina impresora tiene una capacidad de impresión específica, determinada por las mantillas utilizadas, la tinta de impresión empleada, el material a imprimir y otras variables. Utilizando la fórmula de Murray Davies es posible representar en forma de curva la capacidad de impresión a lo largo de todo el rango de valor tonal. Esta curva se la denomina curva característica de impresión.
Para el cálculo se imprimen escalas de distintos valores tonales. En el pliego impreso se miden los valores tonales de trama, que son registrados en un diagrama junto con los ejes de valor tonal de trama de la película y el valor tonal de trama del impreso. Naturalmente, esta prueba se realizará mediante la utilización de un densitómetro.

27
Una vez obtenida la curva característica de impresión, es posible dar a la sección de pre-prensa una indicación de cómo deberá manejar en el futuro las películas en sus valores de densidad.
Con la ayuda de éstas curvas es posible la estandarización, cuyo objetivo es la definición de valores estándar para el aumento del valor tonal de todas las máquinas impresoras, subdividido en grupos de papel y la utilización de los mismos en la reproducción de películas. La tarea del impresor es controlar el valor tonal de trama y mantenerlo constante dentro del rango estándar.
Contraste de impresión
El contraste de impresión (K) es un buen indicador de la calidad de la impresión, porque el área de sombras es importante en la reproducción de muchas imágenes. Estos valores también se usan como guía para mantener un buen balance de agua tinta.
El contraste se calcula en base a los valores de medición de la densidad de la tinta en el tono pleno y la densidad de la tinta en la trama seminegra.
Trapping (Factor de atrapamiento)
Se denomina trapping a la capacidad o incapacidad de la tinta impresa de aceptar la próxima tinta a imprimir, comparándose con la manera en que el papel acepta esa tinta. Según su estructura y grado de secado, los colores pre-impresos reciben la tinta mejor o peor.
El trapping se encuentra estrechamente ligado a la secuencia de impresión de colores. Será diferente el resultado de la impresión si una tinta se imprime sobre papel blanco, sobre una tinta pre-impresa ya seca o una impresión de húmedo sobre humedo (ej. Máquinas que poseen más de un cuerpo impresor, en donde se realizan impresiones simultáneas)
Si la receptividad de la tinta está perturbada, en la sobre-impresión no alcanza el tono deseado. La variedad de colores se reduce y no es posible reproducir todos los matices de color deseados.
Las mediciones se realizan en los campos de tono pleno del R, G, B de la tira de control, aquí se debe tener en cuenta el filtro empleado. Se mide siempre con el filtro del último color impreso.
Error de matiz
Esta medición es adecuada para controlar la constancia de los colores de las tintas suministradas y para verificar como se va ensuciando el color durante la tirada.
Cuanto menor es nuestro error de matiz, menor es la contaminación que posee de otras tintas.
Colorimetría
Si se toma una muestra de color de un color secundario y se muestra a varias personas, pidiéndoles que anoten el nombre del color que observan, es muy posible que se obtengan distintos nombres para el mismo color.
Los densitómetros son daltónicos, es decir que perciben los colores en forma errónea.

28
La colorimetría permite definir exactamente los colores mediante valores numéricos. Los colores se describen con todos sus matices y pueden ser incorporados en un sistema análogo al de la vista humana.
Se sabe que el ojo humano percibe aquellas ondas del espectro electromagnético que se hallan entre los 400 a 700 nm, es decir entre la luz UV y la luz IR.
Espacio cromático CIELAB (L*, a*, ab*)
En el diagrama CIELAB, la posición de cada color en el espacio cromático se indica sobre tres ejes de coordenadas. Estas han sido designadas con las letras L*, a*, b*.
L*: eje de luminosidad, que se desplaza de abajo hasta arriba. En el punto más bajo se encuentra el negro, cuyo valor es 0 %. En su punto superior se halla el blanco, con un valor de 100 %.El tono y saturación se representan con los ejes a* y b*, los cuales se cruzan en ángulo recto.
Dentro de este sistema pueden compararse los valores reales de un color con sus valores de referencia.
Un error de color real respecto el color de referencia en el espacio cromático se define como �E. Este indica la tolerancia de color admisible.
Si el delta E es menor que 1, el error es muy pequeño y la diferencia de color no puede ser percibida por el ojo humano.
Un valor de delta E entre 1 y 2 es pequeño y sólo será percibido por un observador experimentado.
Si el delta E se sitúa entre 3.5 y 5, la diferencia de color es más pronunciada. Un valor superior a 5 indica una diferencia muy pronunciada.

29
Sistema CPC Computer Print Control “CPC”, el sistema de telemando de tinta y registro para las máquinas offset, ha ido perfeccionándose consecuentemente hasta convertirse en un sistema modular. Los principios fundamentales no han sufrido modificaciones, se trabaja con extraordinaria precisión. Hoy en día la mayoría de las máquinas se equipan con CPC.
Las máquinas gobernadas por CPC presentan en varios grupos consecutivos diferencias mecánicas respecto a los modelos convencionales: los tinteros con cuchilla se sustituyen por tinteros dosificadores; los rodillos de tintero llevan servomotores para regular su carrera y los cilindros porta-planchas van equipadas también con servomotores para el ajuste de los registros circunferencial y lateral. Estas modificaciones mecánicas permiten telemandar la tinta y el registro. Estas máquinas están equipadas con mecanismos de mojado, para optimizar también el mojado. Ventajas de mando de CPC - Todas las zonas del tintero dosificador pueden igualarse o graduarse escalonadamente en sectores de zonas, con pluma luminosa sobre la pantalla de zonas de entintado. De este modo se facilita sobre todo el ajuste del entintado al imprimir grandes superficies. - Corrección de todos el perfil de la capa de tinta en pasos porcentuales, alternativamente a la modificación del ancho de la franja de tinta del rodillo del tintero. Menos maculatura gracias al sobreentintado o subentintado programados. - Limitación del formato. Una instrucción cierra en todos los tinteros las zonas marginales libres de impresión, en consonancia con el formato. - Supresión de entintado en el mecanismo de entintado al cambiar de pedido. Esta instrucción iguala el perfil de tinta de los rodillos y crea condiciones óptimas para conformar selectivamente el perfil de tinta del pedido siguiente. - El desplazamiento del perfil de tinta permite disponer de los perfiles de tinta almacenados para utilizarlos en máquinas de distinto formato. Importante para pedidos repetidos y ventajoso al organizar el trabajo. Además, los datos pueden almacenarse en casete y volver a introducir en caso de pedidos repetidos.

30
Lector de planchas En la sección de copiado se leen todas las planchas de un pedido y sus valores de cubrimiento superficial, por medio de una barra sensorial que pasa sobre la plancha y se almacenan en un casete. Estas máquinas abren nuevas posibilidades de reducir considerablemente los tiempos de ajuste y con ellos los tiempos de parada improductivos. Control de calidad La simplificación se inicia con la medición de las densidades ópticas en la tira de control de impresión del pliego. No se pierde tiempo midiendo con los densitómetros manual. En vez de ello, el cabezal medidor simultáneamente se desplaza sobre la tira de control de impresión, registrando en pocos segundos todos los campos de medición que expresan la calidad. La ventaja estriba en un registro incomparablemente más rápido de los numerosos datos necesarios para el enjuiciamiento de la calidad. El ordenador del pupitre calcula de inmediato, por ejemplo, parámetros tales como densidad cromática, aumento del valor tonal, contraste de la impresión, remosqueo, aceptación de la tinta; este registro rápido permite al impresor beneficiarse por completo de la efectividad de todo el sistema. CPC auto-registro Es un aparato manejable, para lectura en las cruces de registro especiales, indican y almacenan divergencias en los registros lateral y circunferencial. Los datos tomados pueden ser transferidos mediante el pulsador del CPC.

31
Las correcciones necesarias se efectúan entonces automáticamente. Las divergencias necesarias en la cruz de registro pueden asumirse como valor teórico a través de las funciones del aparato de lectura.

32
Soportes Orientación Los soportes de impresión gráfica son muy variados según el destino y el uso que se le confiera al producto terminado. Muchas de las condiciones que deben cumplir vienen determinadas también por los procedimientos de impresión y de terminación con los que se elaborará el producto. Tal es la variedad de soportes que utiliza la industria gráfica moderna que, si observamos con atención, podremos reconocer productos impresos sobre un vasto número de materiales distintos: vidrio, hojalata, polietileno, polipropileno, telas, madera, papel, cartón, etc. Como de uso más general debemos destacar, sobre todo, el papel, la cartulina y el cartón. Datos históricos Entre los diferentes soportes usados en la impresión, el papel es, indudablemente, el más importante y el que más se emplea. Desde que el hombre ideó y realizó la interpretación gráfica del pensamiento, fueron muchos los materiales usados antes de llegar al descubrimiento del papel: ladrillos de arcilla, tablillas de madera y de marfil, planchas de metales dulces, pieles de animales, sedas finas, etc. Pero los más importantes de todos por su difusión y por los documentos históricos que nos han transmitido, son: • El papiro, extraído pelando el tallo de una planta – Ciperus papirus – de forma triangular. De la médula o tejido celular de la caña se cortaban tiras largas y estrechas de la mayor anchura posible, que se juntaban, encolaban, prensaban, y se dejaban secar.
La planta de pairo y su empleo

33
• El pergamino, obtenido de la piel de distintos animales mediante lavados sucesivos, raspaduras y variados tratamientos. Con adecuados empalmes se obtenían tiras de 30 cm de ancho y varios metros de longitud. Pegando un extremo a un palillo, podía enrollarse para su conservación. Los orígenes del papel se remontan a los primeros siglos después de Jesucristo y fueron los chinos los primeros en descubrir que las fibras de celulosa, sustancia contenida en casi todos los vegetales, aisladas y tratadas convencionalmente podían enlazarse y unirse tan íntimamente que formasen una hoja apta para recibir la escritura. El invento se difundió desde China por Oriente y Occidente y aquí, sobre todo en los en los albores de la Edad Moderna, encontró en las condiciones más favorables para desarrollarse y difundirse. Las fibras celulósicas El papel consiste fundamentalmente en una pasta de materias vegetales cuyo principal componente es la celulosa. La celulosa es una sustancia que se encuentra presente en los tejidos vegetales en forma de fibras alargadas. La pasta celulósica es el punto de partida para la elaboración del papel y su obtención se hace directamente de la madera de forestación. La madera constituye un tejido vegetal formado principalmente por fibras celulósicas y lignina. La lignina es la sustancia encargada de conferirles dureza y resistencia a los tejidos vegetales. La obtención de pastas celulósicas consiste en una serie de operaciones cuyo principal objetivo es separar las fibras celulósicas de la madera eliminando o ablandando al máximo la lignina. Dichas fibras pueden distinguirse en dos tipos. Las llamadas fibras largas son aquellas que verifican una longitud mayor de 3 mm, mientras que las fibras cortas son aquellas menores de 3 mm de longitud. La fibra larga otorga al papel la propiedad de resistencia necesaria, por ejemplo, para los papeles de envoltorio o las bolsas de cemento o harina. La fibra corta se distingue, en cambio, porque confiere al papel una terminación superficial más delicada y lisa, tal como la que exigen, por ejemplo, los papeles para escritura. De la forestación se puede obtener otro tipo de fibra según la especie arbórea. Así, de las coníferas es posible obtener solamente fibras largas, es decir, fibras vegetales de más de 3 mm, y según la variedad se pueden encontrar hasta fibras de 5 mm de longitud. De las salicáceas, en cambio, es posible obtener solamente fibras cortas, es decir fibras vegetales de menos de 3 mm de longitud, usualmente de entre 2 y 3 mm. El bagazo, por otro lado, proporciona sólo fibras cortas.
El pergamin

34
La materia prima La materia prima de la industria papelera en todo el mundo, es un material vegetal fibroso, denominado pasta celulósica, que se puede obtener de tres fuentes diversas: - la forestación - los residuos naturales reciclables - el papel de desecho reciclable La forestación consiste en la realización de cultivos científicamente controlados de especies aptas para la fabricación de papel. Las mismas son protegidas cuidadosamente, durante toda su vida, de factores agresivos tales como plagas o fenómenos meteorológicos adversos. Gracias a esto, la materia prima obtenida a partir de estas especies vegetales se distingue por su homogeneidad y constancia de propiedades. La selección de la zona geográfica en la cual realizar la forestación de una determinada especie se lleva a cabo basándose en la evaluación de la riqueza del suelo, el régimen de lluvias y la distribución de temperaturas a lo largo del año. La provincia de Misiones, por sus características de clima subtropical y suelo sumamente rico en minerales ofrece, dentro del país, las zonas de forestación más aptas para las variedades de coníferas (pinos, araucarias, etc.). En cambio en la provincia de Buenos Aires y particularmente en el Delta confluyen las características de un clima y un suelo especiales para la forestación de salicáceas (sauces y álamos). Los residuos naturales reciclables son principalmente el bagazo de la caña de azúcar y la paja de trigo. El bagazo está constituido por restos de caña de azúcar aplastada y desmenuzada que se obtienen, junto con la melaza, al pasar la caña de azúcar por una especie de prensa denominada trapiche. La provincia de Jujuy es rica en caña de azúcar, lo que permite realizar una fabricación importante de papeles en base al bagazo. Otra fuente importante de obtención de la materia prima para el papel, en sus diversas variedades, son también los procesos de reciclado de papel de desecho (diarios viejos, envases descartados, etc). El desarrollo de las tecnologías de reciclado constituye una tendencia muy fuerte en los países altamente industrializados, puesto que se respeta la ecología dejando en pie los árboles de la forestación, a la vez que se logran eliminar los desechos en forma rentable.

35
Fabricación del papel La primera fabricación del papel tuvo lugar en China. En el año105 d.C. el artesano Tse Lung obtuvo por primera vez una hoja de papel, siguiendo una serie de pasos que, en modo general, son los que se repiten hasta el día de hoy. Estos pasos son: Obtención de pastas celulósicas Las principales operaciones que componen el proceso de obtención de la pasta celulósica son: 1. Descortezado: consiste en desechar las raíces, ramas y hojas de los troncos de los árboles procedentes de la forestación; estos elementos no prestan ninguna utilidad en el proceso de obtención del papel. 2. Obtención de astillas: el tronco sin corteza es reducido a astillas de aproximadamente 1 x 2 x 0,5 cm; en este paso se debe tener cuidado de no producir aserrín o viruta, puesto que esto significaría la destrucción de la fibra celulósica. 3. Desincrustado: es el ablandamiento de la lignina y su eliminación parcial o total con la separación de las fibras celulósicas. Esta operación se realiza a través de un proceso industrial que puede ser mecánico, químico o una combinación de ambos. El proceso mecánico se caracteriza por eliminar la lignina en forma parcial. Requiere un gran consumo de energía y no se sirve de productos químicos para la obtención de la pasta celulósica. En el proceso químico en cambio, la eliminación de la lignina es total y el consumo de energía, moderado. Tanto el proceso mecánico como el proceso químico son una combinación de los procesos anteriores. En el primer caso, para separar la celulosa, se aplican reactivos químicos pero predominan los medios mecánicos; en el segundo, por el contrario, predomina la aplicación de procesos químicos frente a las operaciones mecánicas. 4. Blanqueo: de las operaciones anteriores se obtiene una pasta de color amarronado que, según el destino del papel, puede ser necesario blanquear en mayor o menor medida. Para ello, la pasta entra en contacto con diluciones muy grandes de agua y productos químicos tales como hipoclorito de sodio, agua oxigenada y cloro gaseoso. Tamiz con
rodillos para la Prensado
Horno de secado Calandra
Bobinado

36
A partir de la pasta de fibras celulósicas suspendidas en una cantidad muy grande de agua, esta pasa: 1.Filtrando en suspensión, a través de un tamiz de malla fina, se forma una lámina. 2.La lámina, así formada, se transfiere luego a una tela gruesa. 3.Sustentada por dicha tela, las láminas son prensadas para quitarle la mayor cantidad de agua posible. 4.El secado por evaporación de la humedad remanente completa la obtención de la hoja de papel. La fabricación actual del papel es un proceso industrial que se realiza en la llamada "máquina papelera". La pasta diluida en agua circula por la máquina en una corriente líquida sobre una cinta sin fin, tejida con alambres de bronce. El chorro laminar de pasta y el agua se desplaza junto con la cinta a una velocidad constante. A medida que se va drenando el agua a través del tamiz continuo móvil, la parte fibrosa se concentra y se entretejen las fibras celulósicas unas con otras en forma desordenada y al azar. Bombas succionadoras o de vacío realizan la aspiración de gran parte del agua. Se complementa con el pasaje de la pasta a través de cilindros exprimidores y un secado homogéneo, lento y equilibrado. Sin embargo, y para fines muy específicos, aún persiste la fabricación artesanal del papel.
Definición de papel Basándose en el proceso anteriormente descrito y a sus características más evidentes, diremos como definición que el papel es: un fieltro autoportante constituido por fibras celulósicas dispuestas en forma desordenada y al azar, con un tratamiento adicional de compactado y alisado.
Algunas consideraciones para la manipulación del papel Sentido de la fibra Como hemos visto, el proceso de fabricación del papel hace que las fibras celulósicas, de forma alargada, se orienten en el sentido en que circula la pasta dentro de la máquina papelera. Las propiedades y el comportamiento del papel varían según la disposición de dichas fibras. Con la absorción o la expulsión de agua, las fibras se dilatan especialmente en su sentido de anchura. Por lo tanto, determinar la posición de las mismas en el papel, tiene una influencia enorme en la estabilidad dimensional, y entonces, una gran importancia para la impresión.
Para poder reconocer el sentido de la fibra del papel, hay algunos métodos sencillos que el impresor puede aplicar:
37
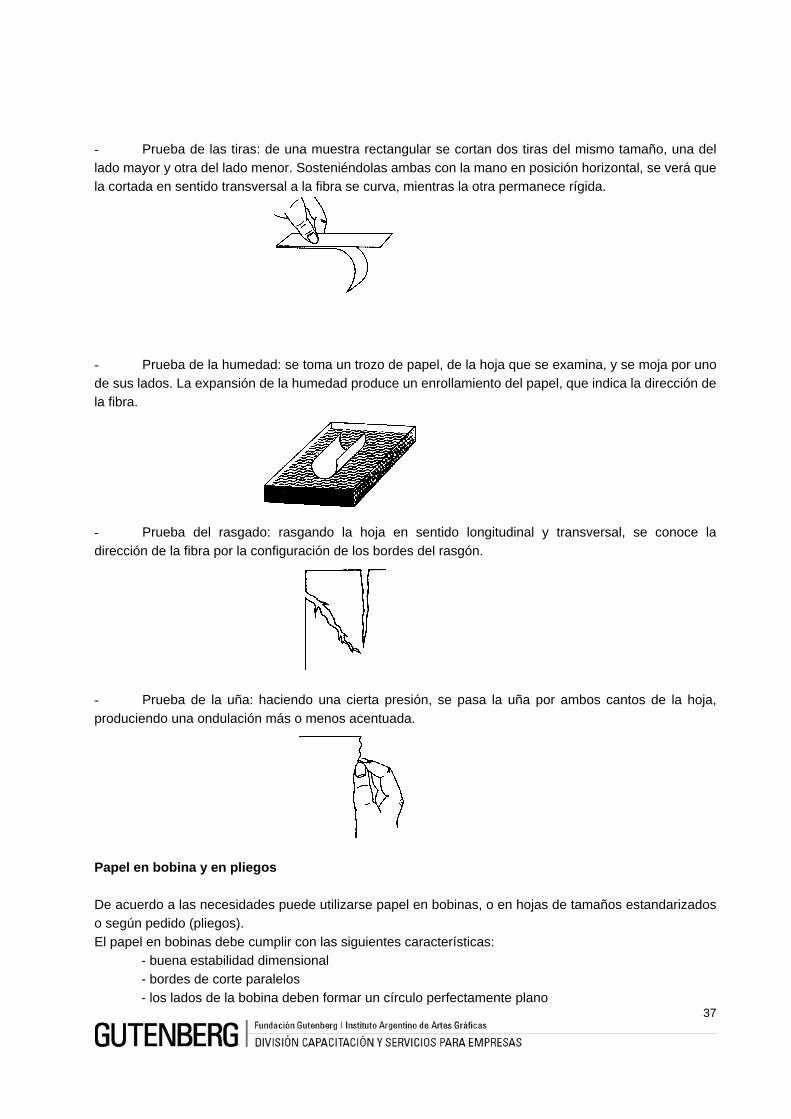
- Prueba de las tiras: de una muestra rectangular se cortan dos tiras del mismo tamaño, una del lado mayor y otra del lado menor. Sosteniéndolas ambas con la mano en posición horizontal, se verá que la cortada en sentido transversal a la fibra se curva, mientras la otra permanece rígida.
- Prueba de la humedad: se toma un trozo de papel, de la hoja que se examina, y se moja por uno de sus lados. La expansión de la humedad produce un enrollamiento del papel, que indica la dirección de la fibra. - Prueba del rasgado: rasgando la hoja en sentido longitudinal y transversal, se conoce la dirección de la fibra por la configuración de los bordes del rasgón. - Prueba de la uña: haciendo una cierta presión, se pasa la uña por ambos cantos de la hoja, produciendo una ondulación más o menos acentuada. Papel en bobina y en pliegos De acuerdo a las necesidades puede utilizarse papel en bobinas, o en hojas de tamaños estandarizados o según pedido (pliegos). El papel en bobinas debe cumplir con las siguientes características: - buena estabilidad dimensional - bordes de corte paralelos - los lados de la bobina deben formar un círculo perfectamente plano

38
- compactibilidad de enrollado uniforme en toda la anchura - envoltorios con suficientes solapas - embalaje adecuado A su vez, el papel en pliegos, en tamaños estandarizados, debe poseer: - precisión en el tamaño - precisión en el escuadrado - bordes de corte limpios - ausencia de hojas defectuosas - embalaje especialmente apto para preservar el papel de las consecuencias de las variaciones climáticas Reacciones del papel ante la humedad Los papeles tienen la característica de ser muy sensibles a factores como la humedad y la temperatura. Su contenido de humedad alcanza los valores de la humedad ambiental en un tiempo muy breve, sobre todo si hay movimiento de aire. Por ejemplo, es suficiente el paso por la máquina para producir notables reacciones. Sin embargo, si las hojas están apiladas, son influidos solamente los bordes.
Este comportamiento de la pila puede ocasionar problemas. En efecto, si una pila con humedad relativa normal se lleva a un local donde el aire es más seco, sus superficies exteriores se secarán, produciendo un acortamiento de los bordes de las hojas. Puesto que todavía el interior o parte central de la pila continúa manteniendo las dimensiones originales, la pila se arquea formando una protuberancia. En este caso se habla de embolsado o bordes tirantes.
Al contrario, si la pila es llevada a un local muy húmedo, los bordes absorberán vapor acuoso, dilatándose. La diferencia de dimensiones entre la parte central y los bordes, es que se producirán bordes ondulados, este efecto se conoce como enrollado.
39
Ambos fenómenos hacen dificultosa la entrada y salida de los pliegos en la máquina impresora, ocasionando además, la formación de arrugas y posibles diferencias de alteraciones en el registro.
Para evitar el embolsado o enrollado, el papel deberá permanecer envuelto dentro de la sala de uso, con su embalaje original, por lo menos 48 horas; este tiempo permite que se igualen las temperaturas del papel y de la sala.
Tipos de papel Las características principales que determinan los distintos tipos de papel son: - gramaje - espesor - resistencia mecánica - adaptación a los procedimientos de impresión Se entiende por gramaje el peso expresado en gramos de una hoja de 1 metro por 1 metro, es decir 1 metro cuadrado, (gr /m2) y se determina con balanzas adecuadas. No siempre guarda relación con el espesor, pues éste depende de las diversas materias que componen el papel y de otros factores de la fabricación.
En la comercialización del papel, se utiliza comúnmente la expresión kilo /resma, de una determinada medida de papel. Así, por ejemplo, el papel obra de 60 gr /m2 en la medida 74 x 110 cm, pesa 35 kg /resma y el papel obra de 120 gr /m2, en la misma medida, pesa 70 kg /resma aproximadamente.
El espesor es la distancia comprendida entre las dos caras del papel, se lo determina con unos dispositivos que sirven para medir el espesor bajo determinadas condiciones. La determinación del espesor es importante para regular las presiones de impresión. La resistencia mecánica depende del largo de las fibras y es de mucha importancia, pues en las máquinas impresoras a bobina de alta velocidad, una baja resistencia puede provocar la ruptura de la banda con la consiguiente detención del proceso.
Con respecto a la adaptación a los procedimientos de impresión diremos que, por ejemplo: -Para impresión offset es fundamental que el papel sea resistente al agua, para lo cual, debe tener incorporados de resinas sintéticas no solubles al agua. También es importante conseguir papeles con las mejores propiedades de estabilidad dimensional. En lo que se refiere a la uniformidad en la superficie, cualquier papel es apto ya que el caucho se adapta perfectamente a las rugosidades y porosidad del papel. -Para impresión en rotograbado se utilizan papeles especiales que tienen cierta contextura de las fibras con gran absorción de solventes.

40
-Para impresión en flexografía son aptos papeles con variación de espesor o comprimibles, como el tisú, los cartones corrugados, etc.
Es sumamente útil conocer los papeles y elegir los adecuados para cada procedimiento de impresión, y para darles el tratamiento necesario (grado de humedad conveniente que impida arrugas, ondulaciones y movimientos; eliminación de electricidad estática, para impedir que se adhieran unas hojas a otras durante la tirada, etc.) para no hallar problemas al imprimir, particularmente cuando se imprime a colores con registro de precisión.
Es pertinente aclarar que la terminación superficial del papel tiene una relación precisa con la lineatura de trama de las autotipías. Por ejemplo, en el papel prensa o de diarios, se utilizan hasta 55 líneas por pulgada, en el papel obra se utilizan hasta 120 líneas por pulgada y en papeles encapados se pueden imprimir autotipías de 150 líneas por pulgada en adelante.
Veremos ahora las características de algunos de los tipos de papel de uso más frecuente en la industria gráfica: -Papel prensa o de diario: es el papel más barato que se fabrica. Es exclusivamente realizado con pasta mecánica, sin purificación química. Tiene buena resistencia mecánica. -Papel kraft: es más conocido como papel madera. Tiene alta resistencia al reventado. Se utiliza mucho para bolsas, etc. -Papel afiche: de 70 gr, con una superficie satinada y otra áspera para facilitar el pegado. -Papel tisú: sin encolado y con gran absorción (pañuelos descartables). -Papel manifold: muy liviano (28 gr). Se comercializa con el nombre de "vía aérea". -Papel comercial: de 50 a 60 gr. Se utiliza generalmente para fotocopias, folletos, etc. Puede poseer color para duplicados o triplicados. -Papel obra: de 70 a 80 gr. -Papel encapado: se utiliza para trabajos de alta calidad. Tiene una perfecta terminación de superficie, es un papel de una superficie pareja y homogénea y un alto grado de blanco. Posee un tratamiento superficial a base de una pintura que contiene cargas minerales, como caolín, carbonato de calcio, yeso, etc. También se conoce como ilustración, Cote, Estucado, etc. Hay encapados brillante y mate.
Cartón Máquina redonda o a tambor El tipo de máquinas que con preferencia se utiliza para la obtención de materiales pesados es la redonda (que se la suele llamar "cartonera"). En una máquina redonda, la pasta ya preparada y muy diluida en agua, proveniente de la caja de alimentación, es conducida por cañería hasta una batea dentro de la cual gira un tambor cilíndrico llamado "molde", recubierto con una malla metálica, el cual queda semisumergido en la suspensión de pasta en agua. El agua de la suspensión pasa a través de la malla hacia el interior del molde, quedando las fibras depositadas contra la malla, formando una lámina. Como el nivel de líquido se mantiene siempre más

41
alto fuera que dentro del tambor (ya que mediante bombas se extrae agua continuamente desde el interior del tambor), se crea así un continuo flujo desde afuera hacia adentro del mismo. Siendo que en todo momento el tambor gira, va llevando sobre su superficie y fuera del nivel de la suspensión de la bata, la hoja formada, la que se adhiere a un fieltro de lana que se traslada en dirección horizontal y tocando tangencialmente al molde la hoja se adhiere al fieltro en razón de la absorbencia del mismo, y por la acción de un rodillo que prensa al fieltro contra la hoja, haciendo más íntimo su contacto.
Aunque existen máquinas de un solo tambor, lo más común en la fabricación de cartones y cartulinas son las máquinas que poseen una batería de tambores. De esa manera, cada tambor va sumando o adhiriendo la hoja en él formada a las formadas por los tambores precedentes, constituyéndose así un material del gramaje deseado, con la particularidad de que cada tambor puede ser alimentado con pastas de distinto tipo, que dan lugar a un material constituido por capas de distinta calidad o propiedades (por ejemplo capas o forros de alta calidad en el exterior y rellenos más económicos en el interior).
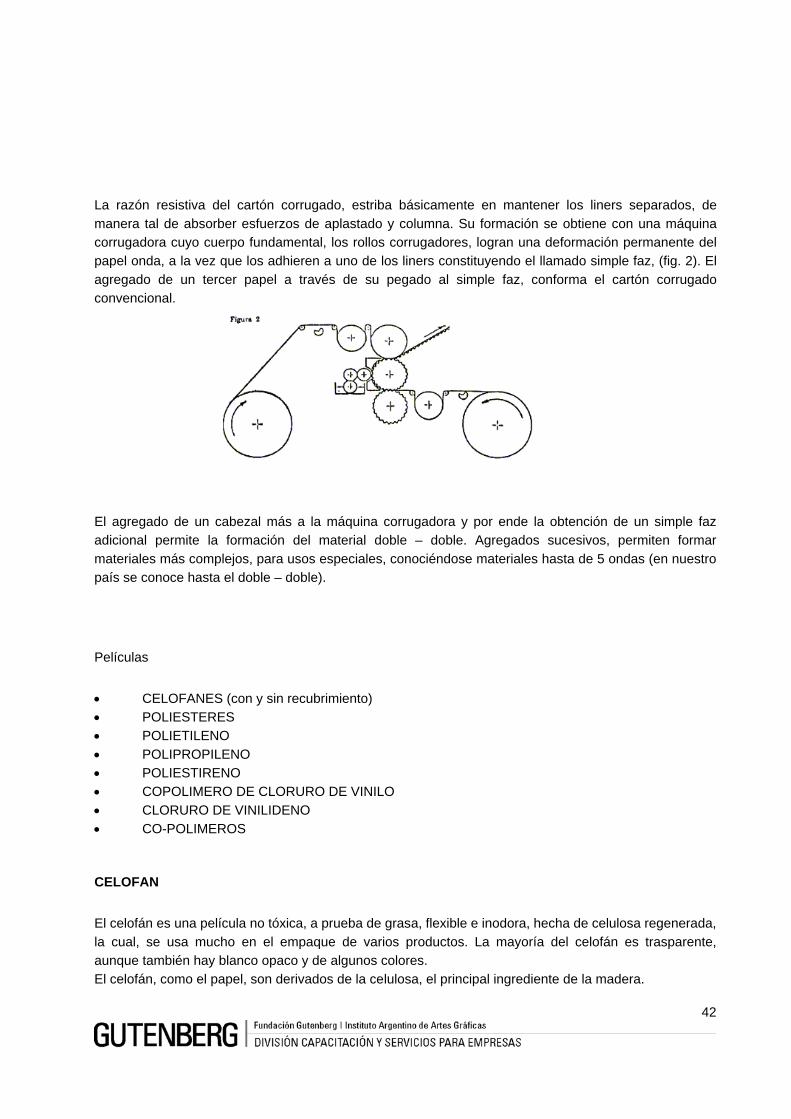
Constitución del cartón corrugado Formación El cartón corrugado responde a una estructura tipo reticular, en la cual entran como constituyentes básicos, los papales caras o liners y el papel onda.
42
La razón resistiva del cartón corrugado, estriba básicamente en mantener los liners separados, de manera tal de absorber esfuerzos de aplastado y columna. Su formación se obtiene con una máquina corrugadora cuyo cuerpo fundamental, los rollos corrugadores, logran una deformación permanente del papel onda, a la vez que los adhieren a uno de los liners constituyendo el llamado simple faz, (fig. 2). El agregado de un tercer papel a través de su pegado al simple faz, conforma el cartón corrugado convencional. El agregado de un cabezal más a la máquina corrugadora y por ende la obtención de un simple faz adicional permite la formación del material doble – doble. Agregados sucesivos, permiten formar materiales más complejos, para usos especiales, conociéndose materiales hasta de 5 ondas (en nuestro país se conoce hasta el doble – doble).
Películas • CELOFANES (con y sin recubrimiento) • POLIESTERES • POLIETILENO • POLIPROPILENO • POLIESTIRENO • COPOLIMERO DE CLORURO DE VINILO • CLORURO DE VINILIDENO • CO-POLIMEROS
CELOFAN El celofán es una película no tóxica, a prueba de grasa, flexible e inodora, hecha de celulosa regenerada, la cual, se usa mucho en el empaque de varios productos. La mayoría del celofán es trasparente, aunque también hay blanco opaco y de algunos colores. El celofán, como el papel, son derivados de la celulosa, el principal ingrediente de la madera.

43
Hoy en día, casi todas las películas de celofán van recubiertas por ambos lados para darle diferentes grados de resistencia a la humedad, facilidad de termosellado, y facilidad de procesamiento de acuerdo a los requisitos de la aplicación. Un pequeño porcentaje de la producción de celofán se deja sin recubrimiento. El celofán que se usa para laminar otros materiales va recubierto por lo general por un solo lado. Otras películas de celofán son tratadas por un solo lado para darles un mejor desprendimiento de las quijadas de sellado por calor. Cuando se imprime o lamina películas tratadas o recubiertas por un solo lado, se debe poner mucho cuidado de montar los rollos de tal forma que se imprime o lamine el lado correcto. Se pueden combinar celofanes de muchos tipos, pesos, con recubrimiento y propiedades básicas diferentes.
PELICULAS DE POLIÉSTER (PET) Las películas de poliéster son trasparentes, inodoras, insípidas, muy resistentes, inertes químicamente y, tienen una buena resistencia al vapor de agua. Químicamente, la película de poliéster es hecha de ésteres polimerizados, que resultan de una reacción de condensación de un compuesto hidróxido, tal como glicol etileno, o un ácido aromático bibásico. La característica física más llamativa de esta familia es su resistencia a la elongación. Su resistencia a un amplio rango de temperaturas, solventes y reactivos, su estabilidad, resistencia a la abrasión y durabilidad hacen que el poliéster tenga una gran variedad de usos. Además de esto, las películas de poliéster tienen una resistencia dieléctrica muy alta. Esto es importante en los casos en que actúa como aislante eléctrico. Como muchas otras películas sintéticas, al poliéster se le puede aumentar su resistencia y durabilidad orientándolo u ordenando sus moléculas. Esto se logra estirando la película en una o ambas direcciones durante su formación. La gran mayoría del poliéster que verá el impresor flexográfico es orientado. El poliéster sin orientar casi no se usa debido a lo difícil de su manejo, ya que es muy quebradizo, además de otros problemas. Para empaques las películas de poliéster casi siempre son recubiertas para que se vuelvan una mejor barrera al oxígeno y sellen mejor al calor; dos características que no son inherentes al material. Los recubrimientos son muy similares a los usados en el celofán, recubierto de polímeros. Las películas de poliéster son hechas en calibres que van desde 0,00006 hasta 0,014 pulgadas, pero los calibres más usuales en empaques impresos van desde 0.00048 hasta 0,001". Las películas de poliéster tienen una gran variedad de usos, tales como: • Es usada como película base en laminaciones; el poliéster da resistencia al calor, al roce y actúa como barrera. Las laminaciones resultantes se usan en empaques con gas o al vacío, en empaques flexibles o en bolsas para hervir la comida. • Las variedades recubiertas para ser termoselladas se usan para envolver, en laminaciones o para fabricar y llenar bolsas. • Como ventanilla en cajas plegadizas. • Como un material duro y resistente al ser laminado sobre otros plásticos, o papel, cartón, papel de aluminio, vinilo, metales o paneles decorativos.

44
• Al darle un acabado metalizado, el poliéster se vuelve una muy buena barrera y aumentan sus propiedades decorativas en empaques. Para proteger la superficie metalizada, ésta se debe recubrir o laminar sobre otra película. • Poliéster metalizado se usa como remplazo del cromado en paneles decorativos y, en la manufactura de hilos metalizados o condensadores eléctricos. • La película de poliéster se usa en papelería y, en la fabricación de libros, como protectores de hojas o como hojas ilustrativas. • Otros usos industriales son: áislante de motores, base de cinta magnetofónica, cartografía y dibujo.
POLIETILENO (PE) El polietileno es un termoplástico, o sea que se ablanda con el calor y, es una resina formada por la polimerización de gas etileno a alta presión y temperatura. Las películas o tubos de polietileno extruidos de esta resina son trasparentes, inodoras, insípidas, no tóxicos, buenas barreras al agua y vapor, ter-mosellables, elásticas, durables y muy flexibles aún a bajas temperaturas. Químicamente, el polietileno es una cadena larga de resina de hidrocarburo saturada. Las propiedades pueden ser variadas un poco basándose en los pesos moleculares o densidades y en el tipo y grado de entrelazamiento de las moléculas. Por eso tenemos polietileno de baja, mediana y alta densidad. La resina de polietileno extruida como película no se puede imprimir hasta que no haya sido tratada para que la tinta se adhiera. Este tratamiento afecta adversamente el termosellado del polietileno y, entre más tratada sea la superficie, más se afecta. El tratamiento también puede disminuir la resistencia al rasgado y al impacto de la película. La película de polietileno es única, ya que se extruye de la resina sin añadirle plastificantes y con muy pocos aditivos. La mayoría del polietileno se usa sin recubrimientos aunque el polietileno cada vez se usa más como recubrimiento para varios tipos de papeles, películas y folias de aluminio. Los primeros polietilenos no eran comparables con el celofán o acetato en cuanto a claridad, por el contrario, era un poco opaco. Mas adelante, técnicas nuevas de extrusión hicieron mejorar la claridad y la suavidad de la superficie hasta asemejarse al celofán en estos dos aspectos. El polietileno de mediana y alta densidad es por lo general, menos flexible que el de baja densidad pero son superiores en cuanto a la resistencia a aceites, grasas y altas temperaturas. El polietileno de mediana y alta densidad requiere un tratamiento más fuerte que el de baja densidad, y éste puede durar menos. El calibre del polietileno varía de 0,0005" a 0,010" pero los más comunes en impresión van de 0,001" a 0,0030". El polietileno se ha usado para tantas cosas que no sería ni práctico, ni útil enumerar todos sus usos. Probablemente el volumen más alto de polietileno impreso se ha usado en el empaque de vegetales frescos, comidas congeladas y pan, donde su resistencia al agua, flexibilidad a baja temperatura y, re-lativamente alta permeabilidad de gas son importantes; también se usa mucho en la industria textil o de confecciones donde su flexibilidad permanente, trasparencia, resistencia y durabilidad la hacen muy útil como material de empaque. La flexibilidad hace posible que el ama de casa sienta la textura o suavidad de la tela a través del polietileno y, como el polietileno no contiene agua o plastificantes, la tela no los puede absorber, lo cual, dejaría la película quebradiza. Esta película no se quiebra en el empaque al en-

45
vejecer. Su durabilidad, trasparencia y resistencia al vapor de agua explican su popularidad en el empaque de pan.
POLIPROPILENO (PP) El polipropileno es un pariente cercano del polietileno y se comenzó a usar en empaques en 1960. Químicamente se hace con la polimerización de gas propileno. El polipropileno es tan similar en su apariencia física a algunos tipos de polietilenos de alta densidad que es difícil distinguirlos. El polipropileno es superior al polietileno de igual densidad, en su resistencia a la grasa, al impacto, al rasgado y, en la tasa de trasmisión de gas. Las películas de polipropileno, al igual que el polietileno de mediana y alta densidad, tienen más resistencia a la elongación que el polietileno de baja densidad. El polipropileno, al igual que las películas de polietileno de densidades más altas, requieren un mayor nivel de tratamiento que las películas de polietileno de baja densidad, para asegurar una buena adhesión de la tinta. El polipropileno posee una tendencia a perder o a que se le desaparezca el tratamiento antes de la impresión. Una vez que la película se imprime y la tinta se adhiere bien no hay indicaciones de que la adhesión se deteriore; pero, sí hay evidencia de que el polipropileno no se debe guardar por períodos de varios meses después del tratamiento y antes de la impresión. Si el tratamiento se pierde hay que retratar la película.
POLIESTIRENO El poliestireno es una resina trasparente e inodora, formada por una polimerización muy controlada de un estireno muy duro; el cual es a veces llamado vinil-benceno. Como la película no tiene plastificantes, es semi-rígida, semi-flexible, de poca resistencia, quebradiza, es muy fácilmente atacada por los solventes de la tinta y tiene malas características termosellables. Aunque su costo es bajo, casi nunca se usa como película. Su única excepción es en el empaque de tomates y lechuga.
CO-POLIMEROS DE CLORURO DE VINILO (PVC) Estas películas son trasparentes, inodoras, insípidas, flexibles, termoplásticas, termosellables y muy resistentes. Se pueden moldear, extruir o calandrear partiendo de co-polímeros de vinil-acetato con plastificantes de monómeros de cloruro de vinilo. Se produjeron co-polímeros de vinilo como resinas en cantidades comerciales en los años 30, pero no se produjo como película y en cantidades grandes hasta los años 40 cuando surgió la necesidad de empacar material de guerra. Se han desarrollado varios usos para estas películas en tiempos de paz y muchos de estos son en el área de empaques.

46
Cuando se mezclan acetato de vinilo y cloruro de vinilo y se polimerizan juntos, el resultado, llamado un copolímero de vinilo es muy diferente y en algunos casos superior a cualquiera de sus dos componentes. Sigue siendo inodoro e insípido, pero le aumenta bastante su resistencia a la humedad, a los ácidos, álcalis, jabones, grasas, aceites, corrosión y ataque químico. Como las películas de co-polímeros de vinilo se pueden hacer de tal forma que cumplan requisitos específicos, las películas de esta familia van desde muy suaves, flexibles y plegables hasta semi-rígidas y tiesas. Se pueden producir en varios colores tanto opacos, como trasparentes. La mayoría de las películas de co-polímeros de vinilo vienen en calibres que van de 0,00075" hasta 0,002" pero se pueden hacer películas que van desde 0,0005" hasta 0, 005". Películas de co-polímeros de vinilo se usan mucho en estructuras laminadas, junto con folias de aluminio, papel u otras películas plásticas, donde la resistencia de ellas, o termosellabilidad, o el hecho de que son inertes químicamente, dan una serie de propiedades importantes para varios usos. Empaques hechos con estas estructuras son usados para empacar material militar, químicos, grasas, comida y drogas. La película de co-polímeros de vinilo sola o sea sin soporte se usa, en los calibres bajos, para el empaque de varios textiles o herramientas y, en los calibres gruesos, para cortinas de baños, recubrimientos de pared o piso, gabardinas, paraguas, correas, cubiertas de libros, etc.
PELICULAS DE CLORURO DE VIN ILIDENO (SARAN)* Las películas de co-polímeros de cloruro de vinilideno son trasparentes, flexibles, inodoras, insípidas, no tóxicas, a prueba de agua, resistentes y son una muy buena barrera a los vapores y la humedad. Son hechas por la extrusión con calor de una mezcla polimerizada de cloruro de vinilideno y monómeros de acrilonitrilo debidamente plastificados. Pueden ser termosellados, pero se deben tener precauciones especiales; y el método más satisfactorio es el termosellado electrónico. Las películas de co-polímeros de cloruro de vinilideno fueron desarrolladas y refinadas durante la segunda guerra mundial para empaques militares, y fueron introducidas comercialmente al final del conflicto. Etileno, el cual es derivado del petróleo por un proceso de refinación fraccionada, es combinado con cloro, el cual es producido por electrólisis de salmuera, para formar tricloroetano. Este es convertido a cloruro de vinilideno usando cal. Monómeros de cloruro de vinilideno y cloruro de vinilo son co-polimerizados para formar co-polímeros de vinilideno y éstos son extruidos en películas, por lo general, usando el sistema de tubo soplado, el cual estira y enfría la película a la vez ordenando las moléculas, aumentando la resistencia, durabilidad y dándole características de un material termoencogible. Se pueden producir películas que van desde muy flexibles hasta bastante rígidas, con características superficiales que van desde muy suave hasta relativamente dura, resistente y con una estructura cristalina. Estas películas se consiguen en calibres que van desde 0,0005" hasta 0.0025", pero se pueden hacer más delgadas y más gruesas cuando hay suficiente demanda. También, se pueden conseguir trasparentes, o de colores opacos.

47
FOIL DE ALUMINIO El foil de aluminio es muy delgado y viene en hojas o rollos de aluminio o aleaciones de aluminio que pueden ser flexibles, semi-rígidas o rígidas, dependiendo del calibre y dureza. Puede venir solo o combinado con varios tipos de películas plásticas o papel o cartulina usando adhesivos, ceras o plásticos para pegarlos. La mayoría del foil de aluminio que se usa en empaques tiene un calibre que varía entre 0,0002" a 0.005" 0 0,006". El aluminio es el elemento metálico más abundante en la corteza terrestre pero no fue aislado como metal sino en 1825 y no fue producido en forma pura hasta 1854. En 1886, se descubrió una forma práctica de producirlo comercialmente. En un principio, este metal era una novedad, pero con el tiempo, se le fueron descubriendo nuevos usos y, en 1920 se usaba folio de aluminio en empaques. Desde esa época sus usos han aumentado. El folio de aluminio se hace pasando un lingote de aluminio entre dos rodillos lisos de acero que lo van haciendo más y más delgado. Las propiedades de la folia de aluminio son las mismas del material puro, o sea que, no es absorbente, es inodoro, no es tóxico, es completamente opaco, y no es afectado por la mayoría de los solventes, aceites, grasas, ceras, alimentos y gases. La superficie del folio de aluminio se puede recubrir con varios tipos de sustancias, tales como, de resinas o plásticos que lo hacen más fácil de imprimir, y previenen la contaminación o corrosión de la superficie, sellan los agujeros, lo hacen termosellable o le mejoran su resistencia al medio ambiente o apariencia. El folio de aluminio tiene muchas aplicaciones que van desde aislamiento para empaques militares, hasta envolturas para regalos, además de usos caseros, varios usos en el empaque de alimentos, cigarrillos, helados, envolturas de dulces, y en calibres más altos se usa en bolsas que se cocinan con los alimentos adentro. Aluminio que ha sido laminado a papel usando ceras o adhesivos es muy común verlo en bolsas, empaques, envolturas, latas y otros contenedores, mientras que, las laminaciones más complejas hechas con folia de aluminio, papel y películas plásticas se usan cada vez más para empacar alimentos, drogas y sustancias químicas. Tintas Orientación Al parece ser que fueron los chinos los primeros en usar tintas para la impresión del papel, aproximadamente en el siglo VIII después de Cristo: encontrándose, el impreso más antiguo que se conoce y se remonta al año 770. En Europa, las primeras tintas aparecieron contemporáneamente al invento de la impresión con caracteres móviles, Según alguno, fue Schöffer, uno de los socios de Gutenberg, el inventor de la tinta de imprimir. También es cierto que los primeros impresores se fabricaban ellos mismos las tintas, para las que estudiaban fórmulas y recetas que guardaban celosamente.
La tinta es uno de los elementos fundamentales del proceso de impresión. Frecuentemente el impresor debe modificar algunas características de la tinta que recibe para adaptarla a las condiciones de trabajo; para ello, es necesario estudiar las nociones indispensables sobre la composición de la tinta, el secado y la relación tinta-papel.

48
Composición Existen varios tipos de tintas, que se emplean de acuerdo con las características de la impresión y el sustrato (material a imprimir). Algunas de ellas: tintas para rotograbado, para offset, para flexografía, para diarios, esmaltes sintéticos y pastas.
El pigmento está constituido por partículas sólidas, sumamente finas e insolubles. Su finalidad es conferir color a la tinta.
Antiguamente, los pigmentos se obtenían directamente a partir de los elementos de la naturaleza. Las tintas obtenidas con este tipo de pigmento no tienen la calidad suficiente para satisfacer las exigencias actuales y por ello han perdido prácticamente todo uso.
Este puede ser orgánico o inorgánico; según sea su composición tendrá determinadas características. En un taller, los clientes cuentan con un catálogo de tintas. El mismo es útil para elegir los colores a emplear en la impresión, o los puntos de partida para una determinada mezcla. Pero deberá considerar también que cada tono tiene características especiales que derivan de los pigmentos comercialmente conocidos como fanales; estos forman parte de la fórmula constitutiva de las siguientes tintas: Magentas, Rodaminas, Púrpuras, Maltas, Verdes base, Violetas base. Las principales condiciones que deben cumplir los pigmentos son: - insolubilidad en el vehículo - afinidad con el vehículo - pureza de color - intensidad de color - finura de grano - resistencia a agentes físicos y químicos: calor, luz, álcalis, ácidos, alcohol, agua, grasa, etc. El vehículo es un fluido en el cual se encuentran, en suspensión, las partículas del pigmento. Su función es contener dichas partículas formando una pasta imprimible, es decir, que posibilita el transporte de las partículas al soporte y después del secado, deja adheridos los pigmentos sobre el mismo.
Tinta
Pigmento
Aditivos
Vehículo Barniz
Resinas
Aceites

49
El vehículo es el elemento que determina las características específicas de la tinta para que se adapte a los diferentes sistemas de impresión, los tipos de máquinas y la calidad de los papeles. De él dependen también, de manera decisiva, las propiedades del secado de la tinta y su comportamiento sobre el soporte. Se distinguen dos tipos de vehículos: los aceites y los disolventes.
Desde los tiempos de Gutenberg y hasta hace algunos años se empleaban exclusivamente barnices de aceite de linaza. Fácilmente comprobamos que si se aplastan semillas de lino sobre una hoja de papel, se produce una pequeña mancha de aceite. Este tipo de aceite se obtiene sometiendo las semillas de lino a un proceso industrial.
El inconveniente principal es su lentitud en el secado, pues se produce por absorción de oxígeno, proceso que demanda varias horas.
Los disolventes están formados por dos elementos: una parte muy fluida, compuesta generalmente por un aceite mineral, y una parte más consistente compuesta de resinas duras que se dispersan en el aceite y que se caracterizan por su tendencia a desprenderse fácilmente del disolvente. Al producirse el entintado, el papel absorbe el aceite muy fluido; las resinas permanecen sobre la superficie formando una capa compacta que seca rápidamente y fija los pigmentos colorantes al soporte. El calor acelera la evaporación del disolvente.
Los aditivos o cargas son sustancias que se añaden a la tinta con el fin de mejorar las propiedades de la impresión.
Algunas de sus funciones pueden ser: equilibrar la relación entre la parte sólida y la parte fluida, rebajar la intensidad del color cuando es demasiado fuerte, acelerar el tiempo de secado, y otras.
Secado Una característica determinante de la tinta es el secado. Esencialmente, este proceso consiste en la transformación de la capa de tinta fluida depositada sobre el papel, en película sólida y perfectamente fija.
Aditivos
Pastas deslizantes (cera de polietileno)
Secantes
Anticapas (retardador)
Cobalto (secante de superficie)
Manganeso (secante intermedio) Zirconio (secante de base)

50
El secado tiene que tener lugar tan rápidamente como sea posible. De esta manera los productos recién impresos pueden ser apilados sin que se peguen entre sí, y la tinta adquiere la resistencia necesaria para que el producto gráfico pueda seguir procesándose (segunda pasada, corte, plegado, etc.)
El secado comienza cuando la tinta es depositada sobre el soporte, y se produce simultáneamente: - por oxidación - por penetración - por evaporación
La oxidación se produce por la combinación química del oxígeno con los agentes secantes del aceite, provocando el endurecimiento. El espesamiento progresivo de la tinta hasta su completa solidificación se produce por polimerización.
La penetración se produce por la absorción parcial o total del vehículo por parte de soporte. Las partículas del pigmento permanecen adheridas sobre la superficie del mismo.
La evaporación se produce cuando parte de la humedad de la tinta pasa al ambiente. Si bien la oxidación, la penetración y la evaporación se producen simultáneamente se podrían distinguir dos fases en el secado. En la primera de ellas, llamada de secado superficial, la penetración cumple un papel fundamental. Aquí se produce la filtración de una parte del vehículo de la tinta en el soporte. Es un proceso muy rápido y comprende un endurecimiento limitado de la capa de tinta, pero suficiente como para impedir el repintado. En condiciones normales, después de pocos minutos el soporte impreso puede manipularse con cierto cuidado. En la segunda fase, de verdadera solidificación, cumple un papel importante la oxidación, ya que, lo que completa el endurecimiento, es la oxidación de los aceites secantes. La duración de las dos fases puede variar dentro de ciertos límites, condicionados por las calidades del papel y de la tinta. A temperatura y humedad normales el tiempo de secado completo no suele pasar de las 24 horas.
De entre los numerosos factores que pueden influir en el secado de las tintas nombraremos los siguientes: - la temperatura. Sabemos que las reacciones químicas tienen lugar con mayor rapidez cuanto más alta es la temperatura. Así, el aumento de la temperatura reduce el tiempo de secado. La acidez del soporte puede incluso anular la actividad de agregados secantes si desciende por debajo de un pH de 4,5. Una misma tinta sobre un papel de pH 7 seca en unas cuatro horas y sobre un papel de pH 4 lo hace en noventa horas.
- La humedad relativa: si dicha humedad es alta, retrasa el secado todavía más que un pH bajo, pues el agua llena los poros del soporte impidiendo que penetre el vehículo de la tinta. Si se suman los efectos de los dos factores de pH bajo y humedad relativa elevada, se hace muy difícil el proceso de secado.
- La acidez del agua de mojado: al depositarse sobre el soporte, altera en el mismo su grado de acidez.

51
- La emulsión: la inevitable emulsión que forman el agua y la tinta en el proceso offset; en condiciones normales, puede llegar a un contenido de agua del 30 %. Si el agua es ácida, al estar emulsionada en la tinta, retrasará notablemente el secado.
Clases de tintas Las fábricas suministran una gran variedad de tintas de distintas características, tanto en negro como en color, para adecuarse al procedimiento de impresión, al papel, a la máquina, etc. Los distintos procedimientos de impresión son muy diferentes y requieren, cada uno, tintas específicas. Por ejemplo, la tinta para offset tiene que contener grasa y repeler el agua, las tintas para rotograbado y flexografía tienen que ser muy fluidas. Independientemente del proceso de impresión, el vehículo tiene que adaptarse siempre al tipo de soporte. Las tintas para tipografía son consistentes, con vehículos a partir de aceite de linaza o aceites sintéticos; una excepción la constituye la tinta para diarios, que es muy fluida y utiliza un vehículo a partir de aceites minerales. Las tintas para serigrafía son grasas, de una consistencia adecuada, a fin de pasar regularmente por el tamiz de impresión. Como, en general, la capa de tinta depositada sobre el soporte es gruesa, tarda bastante tiempo en secarse, aunque también hay tintas para serigrafía de secado rápido y específicas para cada uno de los distintos soportes de impresión.
Relación tinta-papel El concepto de imprimibilidad entre una tinta y un soporte se define como la menor cantidad posible de tinta capaz de obtener una impresión continua y uniforme. Cuanto mayor sea la imprimibilidad, tanto menor es la cantidad de tinta requerida para imprimir.
Los factores que favorecen la transferencia de la tinta dependen del soporte, de la tinta y de la máquina impresora.
Para mejorar la transferencia se puede, por ejemplo, disminuir la velocidad de la máquina, aumentar la presión de impresión, disminuir la dureza del revestimiento, elegir un papel más liso, blando o más absorbente.
Fabricación de tintas Es de fundamental importancia elegir los pigmentos y vehículos adecuados, y respetar la concentración de cada componente, de acuerdo con una fórmula probada.
Las dos operaciones más importantes en la fabricación de tintas son la mezcla de la pasta y la refinación en molino de los componentes. La acción mecánica de los molinos tiende a desmenuzar los eventuales grumos del pigmento para que queden bien bañados por el vehículo, favoreciéndose el estado de dispersión y suspensión.
En las fases de su obtención, la tinta se somete a controles estrictos de calidad.

52
Sistema de humectación Las zonas de no-entintado de la plancha son hidrófilas y liporrepelentes. Para poder mantener estas propiedades durante la tirada, es necesario añadir al agua de mojado adecuados aditivos, para regular la tensión superficial del agua.
Tensión superficial Es la fuerza que tiene a disminuir la superficie de un líquido, partiendo de la base de que el líquido está rodeado de aire u otro gas. Las moléculas del líquido se atraen mutuamente hacia el interior del mismo por las partículas que se encuentran por debajo.
pH
El valor del pH indica si el agua utilizada es ácida o alcalina. La acidez o alcalinidad de las soluciones acuosas es determinada por su contenido de iones de hidrógeno. El pH (potencial de hidrógeno) se expresa en valores logarítmicos comprendidos entre 0 y 14. Los valores de pH comprendidos entre 0 y 7 (neutro) expresan la acidez de las soluciones, y los comprendidos entre 7 y 14 indican la alcalinidad. De manera no exactamente científica pero muy clara, la escala del pH se puede representar con una línea recta dividida en 14 partes. Para impresión offset, el agua de mojado debe tener un pH comprendido entre 4.5 y 5.5. Este grado de acidez aumenta la cantidad de agua en las zonas de no-entintado de la plancha y reduce la tensión superficial del mojado. El pH es ordinariamente medio con unas tiras de papel indicador a propósito. La coloración que toma la tira de papel después de la inmersión en el agua se compara con las distintas coloraciones correspondientes a los diversos valores pH. Agregándole soluciones tampón o de fuente, ácidos a propósito, el pH puede ser mantenido en sus justos valores por mucho tiempo. La regulación incorrecta del pH del agua de mojado puede influir negativamente en la calidad de la impresión. Si el pH es demasiado alto, la ganancia de punto es mayor: la tinta emulsiona agua y la plancha se cubre completamente con un fino velo de tinta. También el pH del papel puede influir en el resultado de la impresión. El efecto, mediante el caucho no se transfiere al papel sólo la tinta sino también una mínima cantidad de agua. El polvo desprendido del papel que se adhiere en las partes humedecidas de la mantilla de caucho es parcialmente transferido a la plancha y de ella a los rodillos mojadores. Dureza del agua El agua para usos industriales no es químicamente pura y sus propiedades dependen de la clase y cantidad de sales disueltas en ella. La dureza del agua, o sea su contenido de sales, se expresa en grados alemanes (dH). La dureza del agua varía según la zona geográfica e incluso puede variar, con el tiempo, hasta en la misma zona. Para tener buenos resultados en la impresión offset la dureza del agua no debería superar los 15º dH.

53
Conductividad La conductividad es una medida de habilidad para conducir electricidad. En la medida en que materiales iónicos se disuelven o entran en solución con agua, formando iones ésta se vuelve más conductiva, por lo tanto la conductividad del agua es directamente proporcional a la cantidad de iones que contiene. Los valores óptimos dependen de la dureza del agua utilizada y el tipo específico de solución de fuente cuyos valores ya vienen estipulados por los fabricantes. La conductividad se expresa en microhmios, y el valor puede estar entre los 600 y 1500 microhmios. Alcohol en el agua de humectación El alcohol reviste especial importancia como aditivo. Consideramos que es el producto más importante a la hora de controlar el agua de humectación. El alcohol influye apenas en el pH del agua, pero reduce su tensión superficial y aumenta considerablemente su capacidad de mojado. Al añadir alcohol, la película de líquido humectador se hace más uniforme, pudiendo disminuir su espesor. Este se evapora más deprisa que el agua, llegando a pasar menor cantidad de agua en a la mantilla y al material que se imprime. Existen diversos tipos de mecanismos mojadores acreditados en la práctica cotidiana. Se diferencian, por una parte, en el método que utilizan para producir la película de líquido humectador, por ejemplo: Mecanismos mojadores por rodillo tomador, mecanismo de mojado continuo; mecanismo de mojado por turbinas, inyectores, centrifugadores y por cepillos.
Mojadores por cepillos Mojadores por inyectores

54
Terminación de impresos Introducción a la terminación de impresos La terminación de impresos comprende diversas tareas, todas ellas orientadas a obtener el acabado en forma completa de un determinado producto impreso. Las tareas del área de terminación de impresos Las principales operaciones que se desarrollan en el área de terminación son:
- el plegado - el corte - el alzado - el afianzamiento o unión - la terminación superficial No resulta posible dar una norma que establezca el orden de las operaciones a realizar, dado que cada trabajo tiene su propio requerimiento. Algunas tareas anexas que frecuentemente incumben a la sección de terminación son las relativas al almacenamiento y clasificación de los soportes de impresión, descartonado, recuento de productos terminados, empaque, etc. Tal y como sucede en las secciones productivas anteriores –diseño gráfico, reproducción e impresión–, el trabajo comienza cuando se recibe, junto con el material elaborado hasta ese punto, la descripción de lo que se espera como resultado de los trabajos de la sección, generalmente especificado en una orden de trabajo. La construcción de los productos impresos puede responder a alguno de los siguientes tipos: - hojas sueltas - hojas en block - productos plegados - productos encuadernados - envases
Hojas sueltas Productos
l d Productos
d d
Hojas de Block Envases
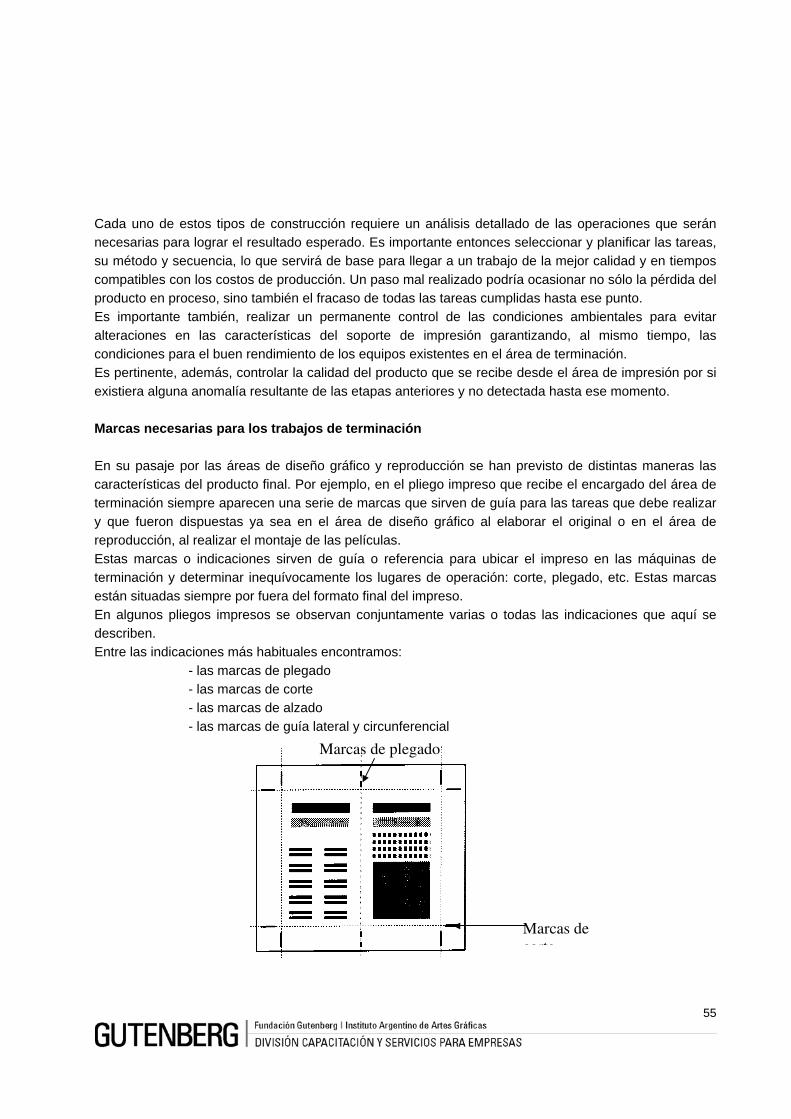
55
Cada uno de estos tipos de construcción requiere un análisis detallado de las operaciones que serán necesarias para lograr el resultado esperado. Es importante entonces seleccionar y planificar las tareas, su método y secuencia, lo que servirá de base para llegar a un trabajo de la mejor calidad y en tiempos compatibles con los costos de producción. Un paso mal realizado podría ocasionar no sólo la pérdida del producto en proceso, sino también el fracaso de todas las tareas cumplidas hasta ese punto. Es importante también, realizar un permanente control de las condiciones ambientales para evitar alteraciones en las características del soporte de impresión garantizando, al mismo tiempo, las condiciones para el buen rendimiento de los equipos existentes en el área de terminación. Es pertinente, además, controlar la calidad del producto que se recibe desde el área de impresión por si existiera alguna anomalía resultante de las etapas anteriores y no detectada hasta ese momento. Marcas necesarias para los trabajos de terminación En su pasaje por las áreas de diseño gráfico y reproducción se han previsto de distintas maneras las características del producto final. Por ejemplo, en el pliego impreso que recibe el encargado del área de terminación siempre aparecen una serie de marcas que sirven de guía para las tareas que debe realizar y que fueron dispuestas ya sea en el área de diseño gráfico al elaborar el original o en el área de reproducción, al realizar el montaje de las películas. Estas marcas o indicaciones sirven de guía o referencia para ubicar el impreso en las máquinas de terminación y determinar inequívocamente los lugares de operación: corte, plegado, etc. Estas marcas están situadas siempre por fuera del formato final del impreso. En algunos pliegos impresos se observan conjuntamente varias o todas las indicaciones que aquí se describen. Entre las indicaciones más habituales encontramos: - las marcas de plegado - las marcas de corte - las marcas de alzado - las marcas de guía lateral y circunferencial
Marcas de corte
Marcas de plegado

56
Las marcas de plegado se representan por medio de pequeños trazos cortos y discontinuos. Cada par de ellas señala una línea virtual que define la línea de plegado. Las marcas de corte señalan el lugar por donde se debe realizar un corte determinado. Se las representa por un trazo corto y continuo, y cada par de marcas alineadas determina virtualmente una línea de corte. Las marcas de alzado sirven de guía para el correcto alzado u ordenamiento de los cuadernillos que componen un libro, y pueden aparecer impresas en distintas zonas del pliego según el procedimiento de alzado. En el caso de cuadernillos a alzar, la marca aparece en el lomo, y si se trata de cuadernillos a embuchar, la marca está sobre la cabeza. Es común que las marcas de alzado se representen como un rectángulo negro y con una ubicación tal que, al ordenar los cuadernillos, se visualiza una escalerilla sobre el lomo o la cabeza. Las marcas de guía circunferencial y lateral son las referencias con las que se identifican, luego de la impresión, el borde del impreso que fue tomado por el mecanismo de entrada del pliego en la máquina impresora –guía circunferencial o "pinzas"– y el borde que hizo contacto con el tope lateral –guía lateral o sapo–. Ambos bordes determinan una esquina o "escuadra", que se utiliza para ubicar correctamente el pliego en las máquinas de terminación. Estas marcas están indicadas sobre el pliego impreso de diversa forma según el uso de cada empresa, no existiendo una norma establecida. Ejemplo: Dentro del desarrollo de este tema es pertinente definir también algunos conceptos importantes relativos a ciertas indicaciones de distribución o de tipo de corte que aparece en el pliego impreso, como son, por ejemplo: - la echada - las calles - los cortes secos El plegado Orientación Las hojas de papel impreso deberán ser sometidas a distintas operaciones de terminación –cortadas, plegadas y/o afianzadas– en la secuencia correcta para transformarlas en el tipo de construcción requerido por el cliente.
Marca de guía lateral
Marca de guía circunferencial

57
La operación de plegado puede definirse como aquel proceso por el cual se dobla un pliego hasta obtener un formato determinado. Los principios mecánicos del plegado de papel en pliegos La tecnología que aplican las máquinas de plegado de papel impreso en pliegos presenta, en general, dos principios mecánicos según los dispositivos que se utilizan para realizar la operación. Estos principios son: - plegado por bolsa o parrilla - plegado por cuchilla Algunas máquinas plegadoras combinan ambos. En el plegado por bolsa o parrilla, el sistema plegador está formado por una bolsa y tres rodillos llamados plegadores (ver ilustración nº 10). La secuencia de la operación de plegado por este principio es la siguiente: 1. Dos de los rodillos están dispuestos de tal forma que arrastran el pliego a doblar introduciéndolo –a la velocidad adecuada a las características del papel– en la bolsa plegadora hasta llegar a un tope dentro de ella. La posición de este tope dentro de la bolsa plegadora es regulable, permitiendo variar la ubicación de la línea de plegado. 2. Al chocar el borde delantero del pliego contra el tope, y no poder avanzar, el pliego se flexiona produciendo una deformación tal que permite que sea tomado por los rodillos inferiores, responsables de producir el plegado. En este sistema, el proceso de plegado tiene lugar en forma continua, con lo que puede aplicarse a una gran producción, y además es posible lograr un gran número de variantes de plegado.
Tope regulable
Bolsa plegadora
Rodillos plegadores
Entrada del pliego

58
El principio de plegado por cuchilla se basa, como su nombre lo indica, en una cuchilla de movimiento vertical y dos rodillos plegadores de rotación opuesta. La secuencia de la operación de plegado por este principio es la siguiente: 1. El pliego es trasladado por medio de bandas de transmisión hasta llegar al sistema plegador donde es interceptado por un tope. 2. En el trayecto hasta el sistema plegador el pliego pasa por un ojo electrónico cuya función es dar a la cuchilla la señal de que el pliego está posicionado correctamente. En este momento la cuchilla desciende y este movimiento vertical hace que el pliego se introduzca entre los rodillos plegadores que son los que producen el plegado. Los principios mecánicos del plegado de papel en bobinas En el caso de las máquinas plegadoras para papel en bobinas se pueden diferenciar dos principios mecánicos básicos: - plegado a embudo - plegado a tambor Los dispositivos de plegado a embudo y a tambor en general, vienen incorporados a las máquinas de impresión rotativa. En el caso de la producción de diarios y revistas, los productos son plegados por estos dispositivos en forma directa luego de la salida de impresión. En el principio de plegado a embudo la banda de papel que corre a alta velocidad es inducida a plegarse por una chapa guía en forma de embudo abovedado, continuando su recorrido, pasa a través de los rodillos plegadores que rotan en forma opuesta generando el plegado buscado. El principio de plegado a tambor es también llamado "de cilindro a listón". La banda de papel es cortada por el cilindro de corte y transformada en pliego. Los pliegos se juntan en un cilindro colector giratorio, que gira contra un cilindro a listón. Alcanzada la posición de plegado, los pliegos, que se encuentran uno sobre otro, son golpeados por la cuchilla de plegado, ubicada inferiormente entre los listones, generando de esta manera el plegado.
Cuchilla demovimient
o verticalEntrada del
pliego impreso
Rodillos plegadores

59
Tipos de plegado Un producto impreso puede requerir un único plegado o una serie de operaciones sucesivas de plegado. Con esta consideración puede hacerse una primera distinción de los tipos de plegado según el número de operaciones sucesivas que se deben realizar. Estos tipos son: - plegado simple - plegado múltiple o editorial También, existe una variedad de alternativas según la forma en que un producto impreso puede ser plegado. De esta manera surge una segunda clasificación que reconoce los siguientes tipos: - plegado paralelo - plegado en cruz - plegado combinado Hendido o trazado El hendido o trazado es una operación de terminación estrechamente relacionada con el plegado y frecuentemente se realiza en las mismas máquinas plegadoras. Consiste en la realización mecánica de un rehundido sobre el soporte, que produce la compactación de las fibras del papel sin dañar su estructura; esto facilita su plegado y aumenta la precisión del pliegue. Asimismo, se evita que la capa superficial del papel se quiebre al plegarse en forma sucesiva, ya que las fibras compactadas ofrecen menos resistencia. El trazado se utiliza en los casos en que el soporte tiene un espesor y/o rigidez considerable (cartón, cartulina), en los que el pliegue debe realizarse perpendicular al sentido de la fibra y también cuando el producto está barnizado. Las máquinas plegadoras poseen un dispositivo especial para generar hendidos que consiste básicamente en una cuchilla de hender y dos contracuchillas de bordes redondeados, las mismas están posicionadas de forma tal que generan el hendido en la dirección de movimiento del pliego.
Rodillos plegadore
Chapa guía con forma de
Banda del papel
Salida Editor Posición de plegado
Cilindro colector
Cilindro de corte
Cuchilla de
Cilindro plegador
Cilindros de movimiento
Entrada de papel

60
El corte La operación de corte permite seccionar total o parcialmente líneas interiores o de contorno de un pliego, un conjunto de pliegos, o de papel en bobinas. Corte con guillotina Este tipo de operación de corte se realiza mediante una máquina llamada guillotina, que, dada una pila de pliegos, permite realizar un corte por vez y en forma paralela a uno de sus lados. Hasta no hace mucho tiempo se utilizaban guillotinas en las cuales el movimiento de la cuchilla se manejaba a través de una palanca o un volante. Hoy en día estos elementos fueron reemplazados por mecanismos electro-neumáticos y electro-hidráulicos que dan al trabajo una mayor precisión, seguridad y rapidez. Existen varios tipos de guillotinas, pero los más encontrados actualmente en los talleres gráficos son: - las guillotinas de acción oblicua - las guillotinas con acción de cizalla - las guillotinas trilaterales En las guillotinas de acción oblicua, el movimiento descendente de la cuchilla es siempre paralelo a la mesa de corte y, a medida que desciende, la cuchilla se va desplazando hacia uno de los costados. En la guillotina con acción de cizalla, la cuchilla no se desplaza en forma paralela a la mesa de corte, sino que el movimiento es realizado en forma similar al de las hojas de una gran tijera.
Cuchilla de endido
Contracuchillas
Pliego
Guillotina deacción oblicua
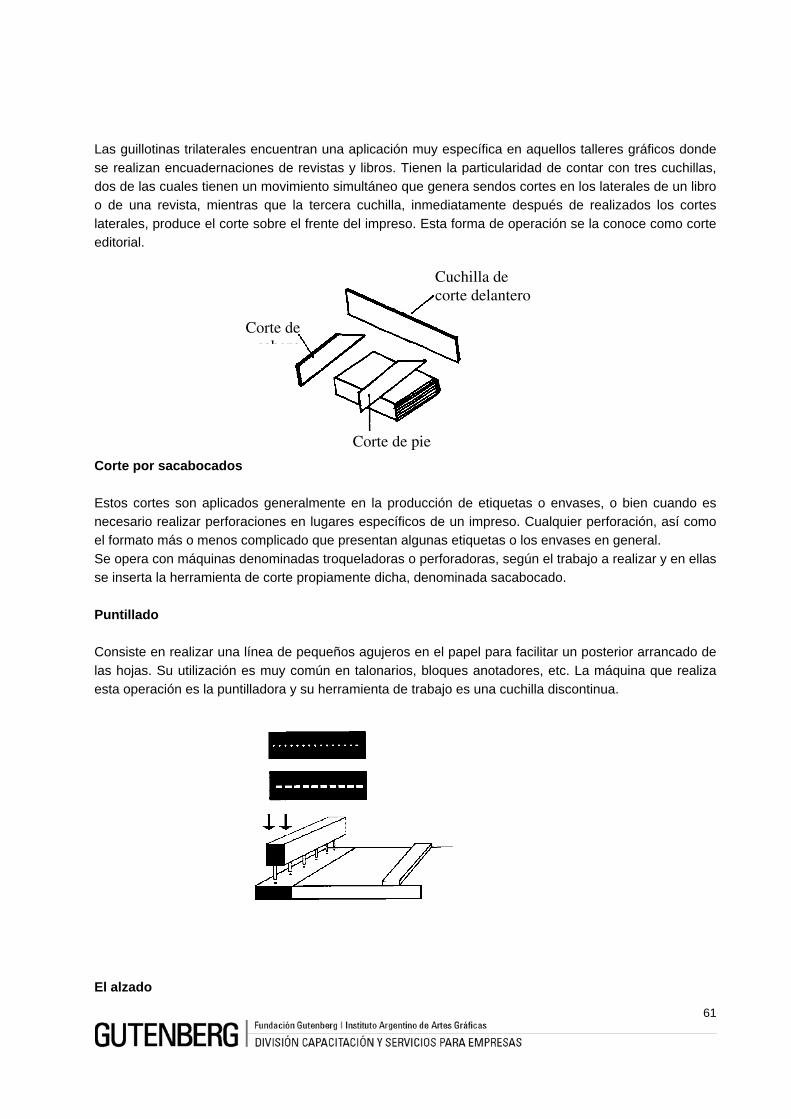
61
Las guillotinas trilaterales encuentran una aplicación muy específica en aquellos talleres gráficos donde se realizan encuadernaciones de revistas y libros. Tienen la particularidad de contar con tres cuchillas, dos de las cuales tienen un movimiento simultáneo que genera sendos cortes en los laterales de un libro o de una revista, mientras que la tercera cuchilla, inmediatamente después de realizados los cortes laterales, produce el corte sobre el frente del impreso. Esta forma de operación se la conoce como corte editorial. Corte por sacabocados Estos cortes son aplicados generalmente en la producción de etiquetas o envases, o bien cuando es necesario realizar perforaciones en lugares específicos de un impreso. Cualquier perforación, así como el formato más o menos complicado que presentan algunas etiquetas o los envases en general. Se opera con máquinas denominadas troqueladoras o perforadoras, según el trabajo a realizar y en ellas se inserta la herramienta de corte propiamente dicha, denominada sacabocado. Puntillado Consiste en realizar una línea de pequeños agujeros en el papel para facilitar un posterior arrancado de las hojas. Su utilización es muy común en talonarios, bloques anotadores, etc. La máquina que realiza esta operación es la puntilladora y su herramienta de trabajo es una cuchilla discontinua. El alzado
Corte decabeza
Cuchilla de corte delantero
Corte de pie
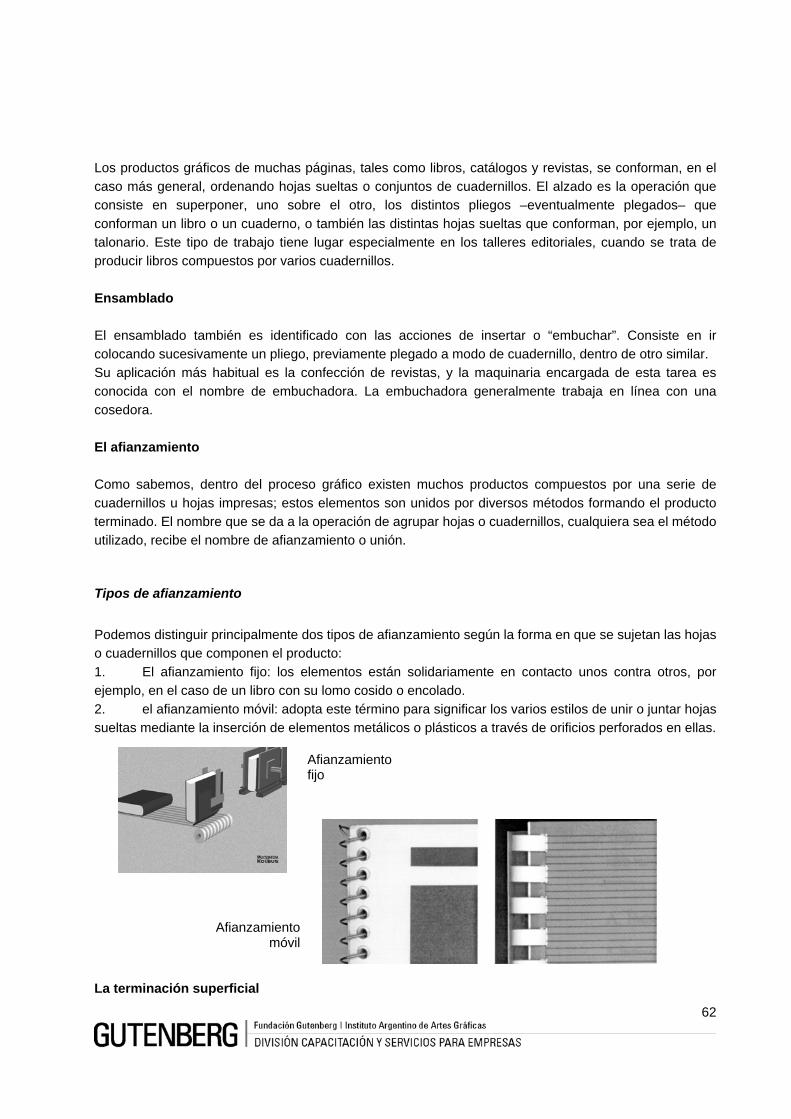
62
Los productos gráficos de muchas páginas, tales como libros, catálogos y revistas, se conforman, en el caso más general, ordenando hojas sueltas o conjuntos de cuadernillos. El alzado es la operación que consiste en superponer, uno sobre el otro, los distintos pliegos –eventualmente plegados– que conforman un libro o un cuaderno, o también las distintas hojas sueltas que conforman, por ejemplo, un talonario. Este tipo de trabajo tiene lugar especialmente en los talleres editoriales, cuando se trata de producir libros compuestos por varios cuadernillos. Ensamblado El ensamblado también es identificado con las acciones de insertar o “embuchar”. Consiste en ir colocando sucesivamente un pliego, previamente plegado a modo de cuadernillo, dentro de otro similar. Su aplicación más habitual es la confección de revistas, y la maquinaria encargada de esta tarea es conocida con el nombre de embuchadora. La embuchadora generalmente trabaja en línea con una cosedora. El afianzamiento Como sabemos, dentro del proceso gráfico existen muchos productos compuestos por una serie de cuadernillos u hojas impresas; estos elementos son unidos por diversos métodos formando el producto terminado. El nombre que se da a la operación de agrupar hojas o cuadernillos, cualquiera sea el método utilizado, recibe el nombre de afianzamiento o unión.
Tipos de afianzamiento
Podemos distinguir principalmente dos tipos de afianzamiento según la forma en que se sujetan las hojas o cuadernillos que componen el producto: 1. El afianzamiento fijo: los elementos están solidariamente en contacto unos contra otros, por ejemplo, en el caso de un libro con su lomo cosido o encolado. 2. el afianzamiento móvil: adopta este término para significar los varios estilos de unir o juntar hojas sueltas mediante la inserción de elementos metálicos o plásticos a través de orificios perforados en ellas. La terminación superficial
Afianzamientomóvil
Afianzamiento fijo

63
Existen muchos productos impresos que, por diversos motivos, requieren de terminaciones superficiales especiales. En general este tipo de terminaciones se realizan en el área de impresión cuando las máquinas utilizadas poseen dispositivos en línea a tal efecto. Cuando este no es el caso, estas terminaciones se realizan con máquinas especiales llamadas barnizadoras o laminadoras. Barnizado La operación de barnizado consiste en la aplicación de una capa superficial de barniz sobre los pliegos impresos y tiene, por lo general, varias finalidades: - Aumentar el brillo, mejorando el aspecto general del impreso - Mejorar la resistencia a la fricción producida por el uso Laminado La operación de laminado consiste en la aplicación de una capa superficial de diversos tipos de materiales plásticos como polietileno, polipropileno y poliéster sobre el impreso. La capa de material plástico se adhiere de tal forma al soporte que casi constituyen una sola pieza. Tiene por finalidad aumentar el brillo de los impresos a la vez que les otorgan mayor rigidez y resistencia al uso, que los barnices. El laminado se realiza con las llamadas máquinas laminadoras, cuyo mecanismo se basa en dos rodillos que aplican, por calor, el material plástico sobre el soporte. La distancia entre los rodillos es regulable, lo que permite ajustar el micronaje o espesor de la capa superficial de material que se adherirá al soporte. Envases Orientación Los envases constituyen, la envoltura o contenedor de toda clase de artículos y productos de la industria. La función de los envases es contener, proteger, conservar e identificar, además de facilitar su manipuleo y comercialización. Es infinita la variedad de envases de todo tipo, material y forma que requiere el mercado. El ciclo de trabajo de producción de envases, es similar al de cualquier otro impreso pero requiere de distintas formas de terminación, para los distintos materiales a tratar. El pliego impreso, para la fabricación del envase, que llega al área de terminación posee las indicaciones correspondientes al perfil de troquelado, es decir el contorno por el que se debe cortar el soporte para armar el envase. Los troqueles se fabrican especialmente sobre la base de las indicaciones del pliego impreso y a partir de láminas de acero empotradas o sujetas de diversa manera en un zócalo de madera y que perfilan el contorno del envase. El troquelado se realiza en máquinas troqueladoras a presión que además generan el hendido previo al plegado. Una vez realizado el troquelado, los pliegos son introducidos en máquinas que doblan y encolan los envases de forma automática y veloz produciendo hasta 50.000 cajas por hora. Diseño de envases, asistido por computador

64
CAD-CAM son siglas que identifican funciones específicas dentro del manejo de determinadas funciones con la computadora. Como es sabido, CAD significa en ingles Computer Aided Design, en nuestra lengua Diseño Asistido por Computadora. Por lo tanto, en mecánica, el proceso de CAD involucra a todas las operaciones de diseños de piezas. Pero en esta especialidad, a diferencias de otras (como la arquitectura o ingeniería de plantas), el empleo de la computadora puede extenderse más allá del diseño y la documentación de una idea. CAM significa en inglés Computer Aided Manufacturing. Cuya traducción sería Manufactura o Fabricación asistida por computadora. Esto ya da una idea de cuanto más puede explotarse un sistema de computación en la fabricación de una pieza mecánica. El CAM abarca todo el aspecto de salida del diseño en CAD a una máquina de Control Numérico Computarizado (CNC), la cual se encarga de desbastar el material en bruto, hasta convertirlo en esa geometría desarrollada con CAD. El uso de Sistemas CAD/CAM en el diseño de envases rígidos permite a los diseñadores cambiar su metodología de trabajo, reduciendo costos y tiempos en todas las etapas de diseño del producto. El diseño de un envase puede ser realizado de distintas formas. Con el software adecuado es posible simular desde la apariencia de un envase hasta los procesos de inyección, con la intención de verificar y optimizar las condiciones tecnológicas de producción. La fabricación de moldes utilizando máquinas y herramientas por CNC y sistemas CAD/CAM permite aumentar la productividad de toda la industria; utilizando ordenadores para la preparación automatizada de flejes para la aplicación en troqueles elaborados con láser. Tareas complementarias En el área de terminación de impresos de los talleres gráficos y según su envergadura, frecuentemente se realizan tareas muy importantes que complementan los trabajos específicos requeridos para la producción de impresos. Almacenamiento del papel
Programa de preparación de envases Elaboración de troqueles con láser

65
El papel que se recibe en un taller gráfico debe guardarse en un lugar que reúna las condiciones de tamaño y temperatura ambiental adecuados. Es conveniente que el almacén de papel se encuentre cerca del lugar donde es recibido y del área de impresión donde será utilizado. En general el papel se almacena en estanterías que permitan la circulación del aire y generalmente se guarda en pilas con etiquetas colocadas que registran el tipo y calidad del papel, las medidas de los pliegos además se colocan marcas cada diez resmas para facilitar su recuento. Es tarea del encargado del almacén el control eficiente del stock, es decir, la cantidad almacenada de los diversos tipos de papel, para actualizar constantemente la información de "entradas" y "salidas". Movimiento del papel En general, el movimiento del papel es una tarea difícil por su peso y tamaño y se utilizan medios mecánicos para ello. Es usual la utilización de plataformas de madera, bancales o "pallets" sobre las que se ubican las pilas de papel que permiten ser trasladadas por carretillas especiales a horquilla. Expedición Los productos gráficos ya terminados deben ser remitidos al cliente en las mejores condiciones por lo que, en general, se cuenta con un área especial para el empaquetado. Es usual que esta área esté cerca o incluida en la de terminación de impresos. En ella, en general se procede al control y recuento de los productos terminados, y se descartan aquellos en los que aparecen fallas. Luego se procede al empaquetado, que difiere según el taller gráfico y el tipo de producto de que se trate. Por ejemplo una forma posible es atar una pila de una cierta cantidad de pliegos con una faja de papel y luego unir varias de ellas realizando un paquete con papel especial o material plástico y/o eventualmente colocar el producto en una caja de cartón rígido. Es conveniente también que en el exterior del paquete se pegue uno de los impresos que éste contiene y asimismo una etiqueta con el nombre y dirección del cliente. En todos los casos, el objetivo del empaquetado es la protección del producto impreso.
66
Revolución Digital Importantes cambios aplicados en estos últimos tiempos han sido superados porque la revolución digital provocó una tremenda transformación en las estructuras de la pre-impresión. Las comunicaciones gráficas en el futuro se presentan atractivas para quienes ofrecen los servicios de pre-impresión electrónica. La obtención de imágenes a través de diversas tecnologías de entradas basadas en CCD (Dispositivo de Carga Acoplada), llámese cámaras digitales, escáneres, que se pueden instalar tanto en empresas como en los proveedores y así interconectarse o simplemente enviar originales, fotos retocadas, trabajos terminados, etc. La edición electrónica es un desafío al que aún no se le conoce al límite. Los futuros técnicos gráficos (diseñadores, fotocromistas e impresores) que asumen tareas de producción deberán capacitarse permanentemente para absorber el muy importante cúmulo de información disponible y aplicable a los nuevos sistemas de pre-impresión e impresión. Nuevas tecnologías de impresión Computer to Plate (Computadora a plancha) Los términos gráficos CPT (computadora a plancha) es un sistema que admite exponer las planchas de offset mediante ases de láser directamente desde el documento digitalizado sin emplear películas gráficas como paso intermedio, eliminando así una parte importante del sistema convencional. Se dispone actualmente de una amplia serie de planchas litográficas sensibles a la luz y de alta velocidad que pueden ser preparadas mediante laceres modulados a partir de datos computarizados sin necesidad de películas intermedias. Los equipos CTP son 100 % digitales. Se presentan equipos que trabajan con luz UV, térmica, convencional, de polímero, etc. Todas estas opciones dependen del tiraje, calidad, velocidad de producción, etc. Muchos equipos poseen sistemas automáticos de carga de planchas y reveladoras en línea. En estos nuevos sistemas, se emplea una prueba digital de muy alta calidad de resolución y fidelidad de color, muy confiable, capaz de reproducir con alta definición de imagen. Sistema Indigo
Tambor de copiado de plancha.

67
El sistema de impresión Digital Indigo es muy reciente; pero su desarrollo exhibido en los últimos años ha presentado una espectacular evolución en sus equipos. Es un sistema indirecto que funciona a semejanza del offset convencional, porque transfiere la imagen a un cilindro revestido con una lámina de OPC (fotoconductor orgánico) cuya superficie es excitada por la reacción del láser que graba sobre ella una imagen única. Trabaja superponiendo colores como en la roseta tradicional. La trama de puntos es igual que en el proceso convencional. La lineatura de trama estándar es de 150 lpi con opción hasta 250 lpi. Esta imagen está conformada por un conjunto de cargas eléctricas dispuestas en una grilla de 800 x 800 dpi que se revela al adherirse las partículas de inyección de electrotintas con cargas eléctricas opuestas. La electrotinta se transfiere a la mantilla en un 100%, pudiendo cambiar completamente la imagen en cada revolución del cilindro maestro o portaimagen e imprimir un pliego diferente en cada maestro o portaimagen e imprimir un pliego diferente en cada vuelta. Esto se logra gracias a la transferencia electrostática más la presión, más la temperatura de 140º a la que se encuentra la mantilla. Esto también conlleva un rápido secado de las tintas sobre el papel. Estas características ofrecen reproducir todos los colores del proceso en una sola unidad impresora y además agregarle, de ser necesario, dos colores suplementarios o especiales bajo las mismas condiciones técnicas. Las tintas son transferidas prácticamente seca y polimerizada por lo que se evita problemas de retintado y ganancia de punto. Imprime de frente y de dorso pudiendo agregar equipos acoplados para diversas tareas. Son máquinas muy versátiles para imprimir tiradas cortas y pueden imprimir diferentes tipos de soportes desde plásticos hasta papeles. Xeikon
Cilindro porta-imagen
Cilindro porta-mantilla
Cilindro de contra-presión
Incidencia del láser
Cilindro revelador
Entrada de papel
Salida de papel

68
Xeikon es la campaña líder mundial en el suministro de soluciones de impresión digital en color para aplicaciones profesionales en los mercados de la impresión comercial, la impresión profesional de datos variables y la impresión de etiquetas, así como de diversas aplicaciones especiales. A través de una participación de Nipson, Xeikon es también líder en el suministro de soluciones de impresión digital, para la producción en blanco y negro. Estas prensas digitales y los consumibles para responder a los requisitos de calidad, velocidad, fiabilidad, costo y gestión de contenido variable de numerosas aplicaciones especializadas, tales como la impresión trasnacional, correo directo, así como la impresión por pedido. Su construcción es sólida, teniendo en cuenta una producción impresa intensiva.
La combinación de un eficiente control con un mecanismo de impresión magnetográfica patentado, permite obtener unos resultados de calidad superior en una amplia gama de materiales, como papel, etiquetas sensibles a la presión, materiales de vinilo, materiales sin carbono y láminas.
Métodos de tramado de gran calidad, potentes herramientas de producción del color y precisos controles de registro permiten a todas las prensas Xeikon ofrecer una calidad de impresión superior. Lineaturas de trama precisas permiten obtener imágenes de gran nitidez e igualan con gran fidelidad los tonos más sutiles. La posibilidad de elegir entre el tramado en rosetas o estocástico garantiza una calidad óptima para cada impresión.
La tecnología digital Xeikon permite un flujo de trabajo directo al papel, eliminando así muchos de los procesos de la impresión en color tradicional y procediendo directamente de la pre-impresión a las propias impresiones. Además las impresiones salen de la prensa secas y ordenadas, listas para el trabajo. Gracias a este flujo enteramente digitalizado, el tiempo de repuesto de los trabajos disminuye considerablemente y se pueden realizar más trabajos de tiradas cortas por turno que en las prensas tradicionales, con capacidad de producción de hojas impresas a doble cara. Estas prensas admiten varios sustratos, desde el papel offset estándares a los materiales sintéticos como el poliéster, las transparencias o las etiquetas adhesivas. Por otra parte pueden gestionar una gran diversidad de formatos, como B3 – B2 profesional. Para todo tipo de aplicaciones estándares o no estándares, tales como carteles de hasta 1m. Otra característica clave de las impresoras digitales en color Xeikon es que no es preciso invertir en dispositivos de pruebas especiales ni en los costosos sustratos que suelen utilizarse para la obtención de pruebas. Simplemente, las pruebas de los trabajos se obtienen inmediatamente en la prensa, sobre el sustrato final y en la cantidad deseada. Estas prensas permiten pasar de un trabajo a otro con fluidez y rápidamente, gracias a su tecnología de datos avanzados, capaz de preparar completamente el siguiente trabajo mientras imprime.
Todas las prensas digitales suponen una ventaja desde el punto de vista de la rentabilidad. En la impresión digital, los datos pasan directamente del entorno de pre-impresión a la prensa y, de ahí al papel, eliminando muchas etapas costosas (en cuanto a tiempo, dinero y material) asociadas al proceso de producción impresas, con lo que se reduce el costo por copia impresa. No es necesario realizar filmaciones, obtener pruebas, realizar imposiciones ni confeccionar planchas, de modo que, normalmente, la prensa puede ser dirigida fácilmente por un solo operador. Simplemente se imprime un trabajo tras otro, sin detener la prensa. En un entorno de comunicación cada vez más digitalizadas, la impresión de datos variables presenta enormes posibilidades.
Al posibilitar que cada impresión pueda retocarse sobre la marcha, permite que las impresoras y sus clientes no tengan que limitarse a la impresión generalizada y puedan crear con facilidad productos personalizados con un gran valor añadido. Gracias a la tecnología de base de datos, las páginas pueden

69
elaborarse a partir de varios campos que tengan texto o gráficos y que puedan variar de una página a otra. Es posible reestructurar íntegramente los documentos e intercalarlos electrónicamente de modo que el número (y el orden) de las páginas de un folleto o de un catálogo difieran en función del lector para el que está previsto. La exclusiva tecnología magnetográfica de Nipson emplea un conjunto de electroimanes para crear una imagen magnética latente en la superficie de un tambor metálico. La imagen se expone en el toner para el revelado, proceso tras el cual se transfiere el sustrato en el que las partículas de tóner se fijan por el método flash de modo permanente. Con la tecnología electrofotográfica de Xeikon, se utilizan LED o láser en vez de imágenes para obtener la misma calidad y consistencia. Estas tecnologías exclusivas y eficientes son decisivas para la innovación en la producción impresa.
Flexografía Digital La flexografía tiene desde hace una década el grabado de goma por láser. La computadora a la plancha para la fabricación de clisés fotopoliméricos llamada máscara integrada. Consiste en una plancha fotopolimérica revestida con una fina capa negra sensible al rayo láser, donde este quema la capa negra creando la imagen. De esta manera se obtiene una máscara con la imagen formada directamente sobre la superficie de la plancha. La longitud de onda del láser corresponde al infrarrojo cercano. Este es absorbido por la capa negra mientras que pasa libremente a través de la capa fotopolimérica situada debajo. Por lo tanto, podemos eliminar completamente la capa negra sin dañar el fotopolímero. Una vez que se ha terminado de formar la imagen sobre la capa negra se coloca la plancha en una expositora UV convencional para la etapa de exposición principal. Sin embargo, no es necesario usar la hoja de vacío despreocupándose, por lo tanto, de la necesidad de obtener un buen contacto entre el negativo y la plancha como debe hacerse en el sistema convencional.

70
Xerox Xerox es reconocida como la firma que dio inicio a la publicación digital por pedido, con el lanzamiento en 1990 de la ya clásica DocuTech. Las máquinas impresoras de Xerox realizan la transferencia de la imagen desde la computadora hasta el equipo impresor; luego se edita una primera copia o master color que una vez aprobada se coloca en la bandaja superior del escáner de la misma máquina. La bandeja del escáner lee el impreso aprobado y lo toma como parámetro de copia para la impresión. A partir de ese momento se le introduce los datos de cantidad y tipo de papel empleado y comienza la reproducción. Puede imprimir papeles desde 70 grs. Hasta 200 grs. En tamaño tabloide. Tecnología de producción de color: estas máquinas producen muestras de color de toner CMYK directamente sobre la banda de transporte del papel para verificar los valores de densidad del toner de cada trabajo de impresión. Durante todo el tiraje, las lecturas del densitómetro aseguran que la curva de reproducción de tonalidad en el soporte iguale los valores correspondientes de las muestras CMYK y si es necesario, las corrige al instante. Offset sin agua Direct Imaging es el paso hacia el futuro digital. La GTO-DI fue lanzada al mercado en 1991 y, hoy en día, constituye -en segmentos especiales- una alternativa de calidad al offset clásico. El sistema recibe informaciones digitales y genera directamente la imagen en la plancha. Tiene su fuerte en las tiradas de hasta 20.000: - Ahorro de tiempo y costes al suprimirse los trabajos de fotorreproducción y la preparación de la impresión. - Al no utilizar agua; la GTO-DI trabaja sin contaminación ambiental y con todas las ventajas dé calidad de la impresión sin solución de mojado. La copia se realiza con diodos láser. La tecnología láser genera un punto de trama con nitidez de bordes y permite aumentar la resolución a 2540 dpi, lo que equivale a una trama de 70 lpi. La resolución estándar es de 1270 dpi.

71
Laminados y barnizados En la industria gráfica, son utilizados habitualmente, diferentes tipos de acabado. Tendencia, que va hacia el mejoramiento de las propiedades físicas y ópticas de los productos publicitarios, envases, tapas de libros y revistas. Existen diferentes barnices y lacas para proteger o dar brillo a un producto impreso. Podemos clasificarlos de acuerdo a sus propiedades en: • Oleorresinosos: este tipo de recubrimiento utiliza “tintas” de alta viscosidad sin pigmentación (transparentes) que se aplican sobre la superficie impresa para dar el brillo y mejorar la resistencia al roce del producto impreso. La presencia de aceites secantes y de resinas que es inherente a los sistemas oleorresinosos, exterioriza con el transcurso del tiempo una coloración amarilla, además de mostrar tiempos de secado relativamente largos en comparación con otros sistemas. Otro inconveniente es olor característico de estos agentes. • De base acuosa: el disolvente principal de este tipo de recubrimiento es de agua, en su conformación pueden estar también presentes co-disolventes tales como el alcohol. • Secables mediante reacción UV / EB: Los barnices que secan por radiación pueden ser de dos tipos: los de secado mediante - radiación ultravioleta (UV): estos barnices se componen, básicamente, de éster de ácido acrílico con foto iniciadores, los cuales se encargan de polimerizar el barniz en fracciones de segundo. Bajo el efecto de la radiación de luz ultravioleta. Los barnices UV no contienen disolventes, se compone en un 100% de sólidos, con la gran ventaja de que no se presenta una emisión de compuestos orgánicos volátiles durante la curación o secado. - Y aquellos que lo hacen mediante un haz de electrones Electrón Bram (EB): los barnices de secado mediante haz de electrones se caracterizan por un secado instantáneo, y por la gran durabilidad y brillo que producen. Los secadores EB pueden además secar capas muy gruesas de barniz (hasta 600 micras). • Lacas de disolventes: están compuestos por una mezcla de resinas duras (nitrocelulosa) y plastificantes contenida en un sistema de disolvente. Debido a que en su composición intervienen disolventes orgánicos muy inflamables, su uso se ha restringido; las empresas que utilizan estos disolventes deben instalar en sus talleres plantas de recuperación e incineradores para contrarrestar los riesgos que se desprenden de su utilización. • Agentes Catalíticos: estos barnices son productos que secan por polimerización de condensación inducida térmicamente. Para acelerar el secado se utilizan catalizadores. Existen tecnologías distintas y muy difundidas para el recubrimiento de sustratos impresos mediante la aplicación de películas de diversos materiales.
• Laminación al calor: este tipo de laminación es el método de recubrimiento de pliegos más difundido, y consiste en la aplicación o fundición directa de una película de polietileno sobre el sustrato impreso.

72
• Plastificado en frío: el término de “frío” es un proceso que se origina al humedecer el sustrato impreso con adhesivos, para luego presionarlo junto con una película de poliéster o polipropileno a través de dos rodillos.