tecnologia de controle numÉrico - grima.ufsc.br · por unidade de tempo (mm3/s). velocidade de...
TRANSCRIPT

TECNOLOGIA DE CONTROLE NUMÉRICO
FERRAMENTAS COM
GEOMETRIA NÃO-
DEFINIDA

USINAGEM POR RETIFICAÇÃO

Retificação processo de usinagem de acabamento,
muito usada na indústria metal mecânica.
Muitas das peças usinadas têm a retificação como a
última operação de uma ou várias de suas superfícies.
Retificação requer bastante atenção, pois se a peça for
danificada nessa operação, todo o custo acumulado
nas operações anteriores não poderá ser recuperado.
RETIFICAÇÃO

Sobrematerial deixado para o processo de retificação
0,2 a 0,5 mm.
Retificadora é uma máquina de custo seu uso
encarece o produto.
RETIFICAÇÃO

Espessura média de cavaco:
– Grandes induzem forças maiores sobre o grão abrasivo,
gerando uma superfície retificada mais rugosa.
– Pequenos aumento no risco de queimas da peça.
Taxa de Remoção quantidade de cavacos removidos
por unidade de tempo (mm3/s).
Velocidade de Corte velocidade periférica do rebolo,
combinada com a velocidade da peça (da mesa da
máquina).
VARIÁVEIS DO PROCESSO DE
RETIFICAÇÃO

VARIÁVEIS DO PROCESSO DE
RETIFICAÇÃO

VARIÁVEIS DO PROCESSO DE
RETIFICAÇÃO

VARIÁVEIS DO PROCESSO DE
RETIFICAÇÃO

VARIÁVEIS DO PROCESSO DE
RETIFICAÇÃO

Taxa “G” de remoção de material relação entre a
quantidade de material removido da peça e a
quantidade de material removido do rebolo, durante a
operação.
Quanto maior a taxa G, maior a capacidade de
usinagem do rebolo.
VARIÁVEIS DO PROCESSO DE
RETIFICAÇÃO

Para todos os tipos de superfícies planas: paralelas,
perpendiculares ou inclinadas.
A peça é presa a uma placa magnética, fixada à
mesada retificadora durante a usinagem a mesa
desloca-se em um movimento retilíneo da direita para a
esquerda e vice-versa peça ultrapassa o contato
com o rebolo em 10mm.
Movimento transversal junto com o movimento
longitudinal varredura da superfície a ser usinada.
RETIFICADORA PLANA

RETIFICADORA PLANA


RETIFICADORA PLANA

RETIFICADORA PLANA

RETIFICADORA PLANA

Retificadora cilíndrica máquina utilizada na
retificação de todas as superfícies cilíndricas, externas
ou internas de peças.
Em alguns casos superfícies planas que precisam
de faceamento.
RETIFICADORA CILÍNDRICA

RETIFICADORA CILÍNDRICA

RETIFICADORA CILÍNDRICA

RETIFICADORA CILÍNDRICA

RETIFICADORA CILÍNDRICA

RETIFICADORA CILÍNDRICA

RETIFICADORA CENTERLESS
OU SEM CENTROS
Muito usada na
produção em série
peça é
conduzida pelo
rebolo e pelo
rebolo de arraste.

RETIFICADORA CENTERLESS
OU SEM CENTROS

Rebolo aglomerado de partículas duras (grãos
abrasivos), unidas por um ligante.
Eficiência do rebolo relacionada com o tipo do
abrasivo empregado, o ligante e a porosidade
existente.
Grão abrasivo responsável pelo corte da peça.
Ligante une os grãos abrasivos.
Porosidade conduz o fluido de usinagem para a
peça, e dá espaço para os cavacos.
PROCESSO DE RETIFICAÇÃO

PROCESSO DE RETIFICAÇÃO

PROCESSO DE RETIFICAÇÃO

PROCESSO DE RETIFICAÇÃO

PROCESSO DE RETIFICAÇÃO

PROCESSO DE RETIFICAÇÃO

PROCESSO DE RETIFICAÇÃO

Rebolos reconhecidos pela notação padronizada,
em que constam dados sobre suas principais
características:
– TIPO DE ABRASIVO
– TAMANHO DO GRÃO ABRASIVO
– GRAU DE DUREZA DO REBOLO
– NÚMERO DA ESTRUTURA
– LIGANTE
– MARCA DO FABRICANTE
CLASSIFICAÇÃO DOS
REBOLOS

CLASSIFICAÇÃO DOS
REBOLOS

CLASSIFICAÇÃO DOS
REBOLOS

Tipo de abrasivo indicado pelas letras A, C, B e D:
– A – Óxido de Alumínio
– C – Carboneto de Silício
– B – Nitreto Cúbico de Boro (CBN)
– D – Diamante
Número colocado à frente da letra tipo particular de
abrasivo.
TIPO DE ABRASIVO

TIPO DE ABRASIVO

Medida feita em mesh/polegada, variando de 8 mesh
(grosseira) até 1200 mesh (ultrafina).
Classes mais grosseiras taxas de remoção de
material mais elevadas peças de grande porte,
materiais moles, e quando a superfície de contato entre
o rebolo e a peça é grande.
Granulações mais finas elevada qualidade de
acabamento superficial, materiais duros e pequena
área de contato.
TAMANHO DO GRÃO
ABRASIVO

Refere-se à resistência ao arrancamento das partículas
abrasivas, ou seja, à resistência à tração do ligante.
Grau do rebolo obedece à sequência alfabética da
letra E até a letra W, aumentando em grau (dureza).
GRAU (DUREZA) DO REBOLO

ESTRUTURA DO REBOLO

V – VITRIFICADOS (usado em cerca de 80% dos
rebolos comercializados):
– Muito utilizados em retificação de precisão baixa
sensibilidade a altas temperaturas, devido à sua estrutura
porosa.
B – RESINÓIDES:
– Baixa porosidade excelente acabamento superficial,
indicados para operações de acabamento elevada
sensibilidade a altas temperaturas, exigindo refrigeração
intensa e constante.
LIGANTE

R – BORRACHA:
– Usado em discos de corte refrigerados boa qualidade
superficial.
M – METAL:
– Mais utilizados com Superabrasivos (CBN e Diamante)
LIGANTE
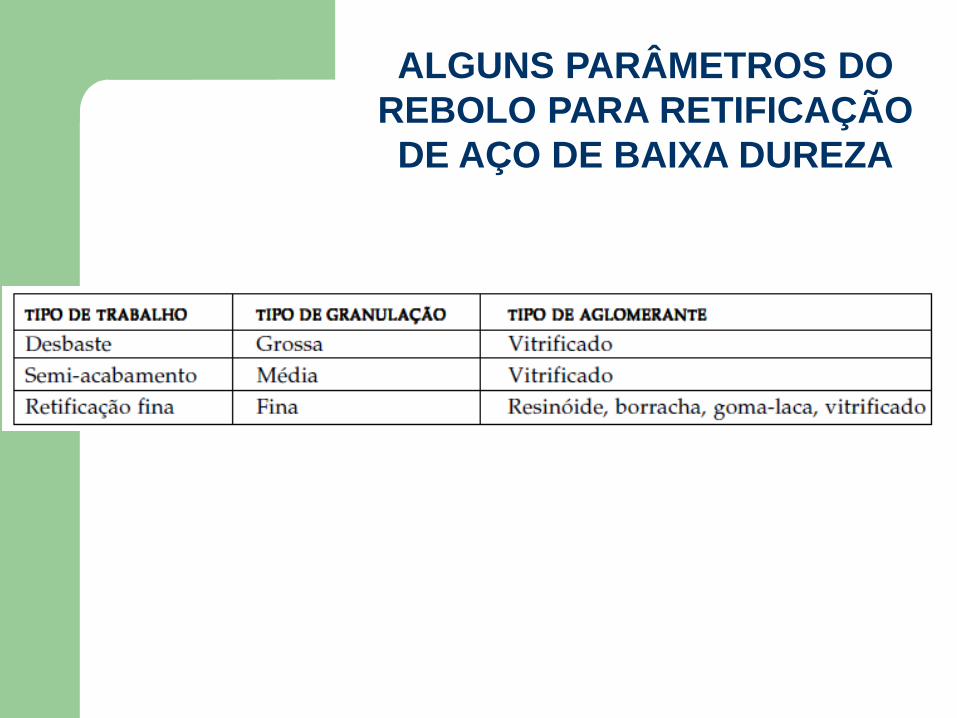
ALGUNS PARÂMETROS DO
REBOLO PARA RETIFICAÇÃO
DE AÇO DE BAIXA DUREZA

ALGUNS PARÂMETROS DO
REBOLO

ALGUNS PARÂMETROS DO
REBOLO

Durante a retificação desgaste do gume cortante dos
grãos forte perda de eficiência de corte, não
havendo mais retificação e, sim, apenas geração de
calor, queimando o material.
Para o correto funcionamento do rebolo tensões
entre o ligante devem estar equilibradas de tal forma a,
quando os grãos abrasivos atingirem um desgaste além
do admissível, eles sejam arrancados dando lugar a
outros novos (auto-afiação).
DESGASTE DO REBOLO

DESGASTE DO REBOLO

DESGASTE DO REBOLO

Preparação do rebolo processo de dressagem.
Dressagem remoção de material para realinhar a
concentricidade do rebolo pode-se criar um formato
desejado no rebolo criação de uma topografia
específica na superfície ativa do rebolo, para obter um
desejado comportamento de retífica (ponta de
diamante).
DRESSAGEM DO REBOLO

DRESSAGEM DO REBOLO

Principais objetivos dos fluidos lubrirrefrigerantes são:
– Resfriar a peça que está sendo retificada;
– Lubrificar a interface peça/partícula abrasiva;
– Arrastar os cavacos.
LUBRIFICAÇÃO E
REFRIGERAÇÃO

Região chamada de hot spot interface peça/rebolo
onde a temperatura é mais elevada eficácia da
refrigeração depende do fluido conseguir romper a
barreira de ar em volta do rebolo e chegar junto ao hot
spot na área de contato.
LUBRIFICAÇÃO E
REFRIGERAÇÃO

Oxidação: Oxidação da peça e/ou do fluido refrigerante
gera uma fina camada na superfície retificada.
DANOS TÉRMICOS
Fresa de aço rápido com oxidação
devido à retificação.
Super-revenimento: ocorre quando a temperatura da
peça atinge valores superiores ao do último revenido.
Retêmpera: ocorre quando a temperatura na superfície
da peça supera a temperatura de austenitização do
aço, causando transformação de fases durante o
resfriamento provocado pelo fluido lubrirrefrigerante.
DANOS TÉRMICOS

DANOS TÉRMICOS
Corte metalográfico de uma ferramenta
geradora de engrenagens, mostrando a
superfície “queimada” por retempera e
super revenimento.

Tensões residuais de tração:
à medida que a temperatura
aumenta, devido às restrições
impostas pela superfície à
dilatação e contração do
material durante a operação,
surgem tensões residuais de
tração, levando a propagação
de trincas.
DANOS TÉRMICOS

Processo de usinagem empregado no acabamento
normalmente de furos cilíndricos no qual os grãos ativos
da ferramenta abrasiva estão em constante contato com
a superfície da peça.
Ferramenta ou a peça gira e se desloca axialmente com
movimentos alternativos de pouca amplitude, e
frequência relativamente grande.
BRUNIMENTO

BRUNIMENTO

Ao girar, o brunidor faz um movimento vertical oscilante
de subir e descer.
A diferença entre retificação e brunimento consiste na
velocidade de rotação. No brunimento a velocidade é
bem menor, e o trabalho é feito com pressão maior, de 3
a 8 kgf/cm3 (30 a 80N/cm3).
Durante o giro e avanço, o brunidor é sempre guiado
pela peça.
Brunimento é realizado em cilindros de motores,
alojamento de êmbolos hidráulicos, canos de canhão etc.
BRUNIMENTO

BRUNIMENTO

BRUNIMENTO

BRUNIMENTO

BRUNIMENTO

BRUNIMENTO

O brunimento externo é aplicado em eixos e árvores.
BRUNIMENTO

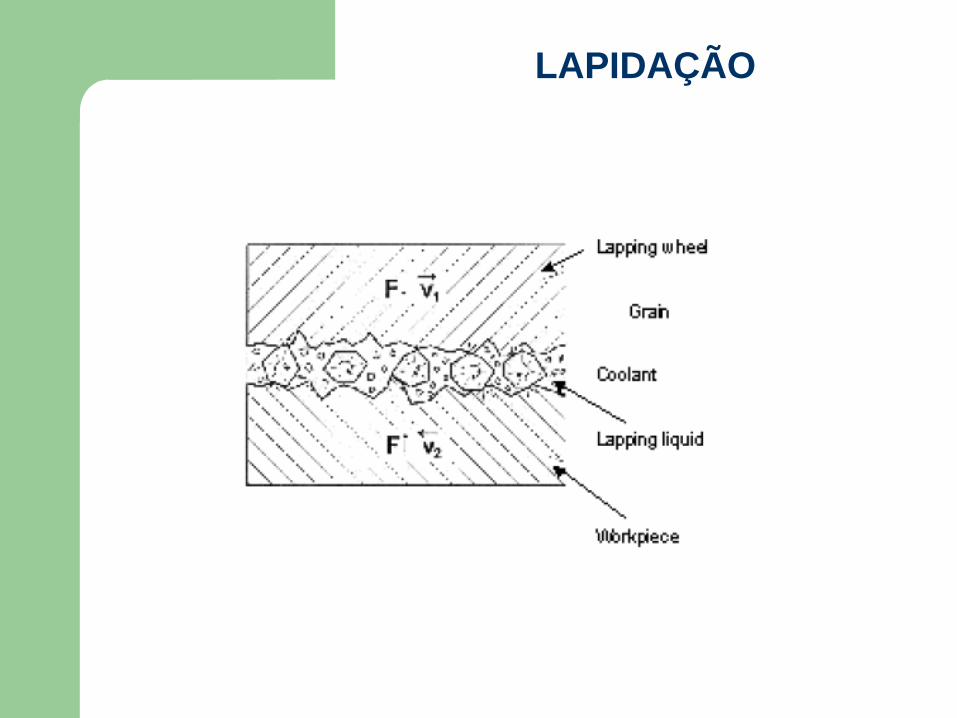
Processo de usinagem executado com grãos abrasivos
dispersos aplicados por porta-ferramenta adequado, com
o objetivo de se obter excelentes rugosidades das peças.
Remoção de material causada pelos grãos que
descrevem movimentos aleatórios sobre a superfície da
peça.
Principais componentes de uma lapidadora plana são:
disco de lapidação, anel de acondicionamento de peças
(anel dressador), e carga de lapidação.
LAPIDAÇÃO

Instrumentos de medição (paquímetros, calibradores
passa-não-passa, blocos padrão), mesas para medição,
superfícies de medição, superfícies de vedação de gás e
líquidos, superfícies de contato, guias, ferramentas
(pastilhas, fresas, chavetas), vidros ópticos,
engrenagens, equipamentos médicos.
Hidráulica, pneumática, eletrônica, mecânica fina,
relógios e indústria de jóias, indústria aeroespacial, de
construção de máquinas, etc.
LAPIDAÇÃO

LAPIDAÇÃO
LAPIDAÇÃO

LAPIDAÇÃO

Disco de lapidação e o anel dressador: conter as peças,
rotacionar as peças durante a usinagem, manter a
planicidade e transferi-la à peça, conformar o meio de
lapidação em um fino filme com distribuição uniforme das
partículas abrasivas para assegurar a perfeita
acomodação do disco com a superfície plana da peça,
eliminar o material removido na usinagem e guiar a
carga que pressiona o disco.
LAPIDAÇÃO

MATERIAIS DE FERRAMENTAS
• Video 1 – Retificação 1
• Video 2 – Retificação 2
• Video 3 – Retificação 3
• Video 4 – Retificação 4
• Video 5 – Retificação Centerless 1
• Video 6 – Retificação Centerless 2
• Video 7 – Retificação Centerless 3
• Video 8 – Retificação Centerless 4
• Video 9 – Dressamento 1
• Video 10 – Dressamento 2
• Video 11 – Brunimento 1
• Video 12 – Brunimento 2
• Video 13 – Brunimento 3
• Video 14 – Lapidação