table of contents - · pdf file2 this "how to" manual has been developed to assist...
TRANSCRIPT

Table of Contents
1
Table of Contents . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Section I: FabricatingA. Sawing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3B. Blade Recommendations . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4C. Shearing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4D Jointing or Filing of Edges . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5E. Routing: For Bending . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5F. Small Radius Bending (By Routing) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10G. Curving . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .12H. Drilling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14I. Punching . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
Section II: JoiningA. General Advice on Joining Elements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15B. Threaded Fasteners . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15C. Rivets . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17D. Hot Air Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18E. Concealed Fastening . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
Section III: ConceptsA. Details . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .23
Section IV: Off Line FinishingA. Painting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33B. Screen Printing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .35C. Panel Repair . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .36
Section V: EngineeringA. Deflection . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37B. Windload Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37C. Thermal Expansion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41D. Technical Data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .42
Section VI: ProcessingA. Storage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .45B. Fabricating Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .45C. Masking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .46
Section VII: SourcesA. Adhesives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47B. Blades and Bits . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47C. Extrusions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47D. Fasteners . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47E. Fabricating Tables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47F. Hot Air Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .48G. Machinery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .48H. Masking . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .48I. Paints . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .48J. Sealants . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .49K. Screen Print Inks . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .49L. Tapes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .49

2
This "How To" Manual has been developed to assist fabricators to work withAlucobond Material in the most efficient and effective manner. The tips andsuggestions contained in this manual are the result of many years of combinedexperience by fabricators in both the U.S. and Europe.
These recommended suggestions and product data are based on information whichis, in our opinion, reliable. However, since skill, judgment, and quality of equipmentand tools are involved, and since conditions and methods of using Alucobond Materialare beyond our control, the suggestions contained in this manual are providedwithout guarantee. We recommend that prospective users determine the suitability ofboth the material and suggestions before adopting them on a commercial scale.ALUSUISSE COMPOSITES, INC. DOES NOT MAKE ANY WARRANTIES,EXPRESS OR IMPLIED, INCLUDING MERCHANTABILITY AND FITNESS FORPURPOSE, WITH RESPECT TO ANY SAID SUGGESTIONS AND PRODUCT DATA.In no event shall Alusuisse Composites, Inc., have any liability in any way related toor arising out of said suggestions and product data for direct, special, consequentialor any other damages of any kind regardless whether such liability is based on breachof contract, negligence or other tort, or breach of any warranty, express or implied.
Also, normal safety and health precautions practiced in any fabricating environmentshould be used when fabricating Alucobond Material. Goggles or other faceprotection, as well as hearing protection should always be worn.
MSDS for Alucobond Material are available through our Customer Service Department.
A UL RECOGNIZEDCOMPONENT®
This "How To" Manual is written to address the fabrication of 3 mm, 4 mm and 6 mmAlucobond Material. Although DIBOND Material (2 mm, 3 mm, 4 mm) is a similarcomposite, it is not covered by this manual. Questions regarding DIBOND Material areanswered in the DIBOND Material Processing Manual.
Introduction

Section I: Fabricating
3
Considerable care should be taken in the layout and handling of Alucobond Material.Refer to Section VI of this manual for information on care and handling.
The use of coolants or lubricants is not required when sawing.
A. Sawing (For Sizing Panels)Alucobond Material is manufactured with any one of several high quality finishes. It isbest to move the saw blade rather than the material in most operations. Saw cuttingcan be accomplished with the following cutting equipment:
1. Table Saws –Table saws are not recommended for cutting sheets larger than 4' x 4' in size.
2. Panel Saws –Panel saws provide an effective method of cutting. These saws, whether standardequipment or custom made, perform well and have the added advantage of spacesavings. If a panel saw is to be used as production equipment, an industrial modelshould be purchased in order to obtain adequate cutting tolerances and increasethe longevity of the equipment.
3. Multiple Operation Rip/V-Grooving Saws –In high production operations, equipment that is capable of performing more thanone operation with a single pass through the machinery may be used. Thisequipment can make multiple saw cuts (sizing the panel) and V-Grooves (rout) atthe same time.
4. Portable Saws –Cutting Alucobond Material with portable circular saws is another effectivemethod. As mentioned, this equipment should also be production/industrial typeequipment.
5. Reciprocating Saws –Reciprocating saws work well for cutouts. Care should be taken with portablesaws and reciprocating saws to prevent damage to the Alucobond Materialsurface. More than one sheet can be cut at a time by stacking panels. If centercutting (i.e., letter cutouts) is required, a foam pad may be placed under thematerial with the reciprocating blade cutting into the foam. The sheets may beclamped or secured with double-faced tape for the cutting operation. Whenclamping between jaws, protect the panel surface against damage.

4
Section I: Fabricating
B. Blade RecommendationsConsult Table I for recommended blades and cutting speeds for various types of saws.
WORKING CUTTING BLADE OR BAND TOOTH CUTTING SPEED CUTTING FEEDMETHOD MATERIAL GEOMETRY GEOMETRY (MAX.) (MAX.)
Circular saws Carbid tipped or 8" x 14" blades Angle or circular 5,500 RPM 16"/secondhigh-speed steel. with maximum tooth, alternate(For anodized number of carbide beveled, triplefinish, use teeth available, ground. Tooth gapCarbide tipped designed for wall rounded. Chiponly.) cutting nonferrous angle: 5° to 15°.
material. The blade Clearance angle:should be ground 10° to 30°. Tooththinner from the spacing: 3/16" to 1"rim towards the (4 mm to 25 mm),center to prevent fine spacingpinching. preferable.
Bandsaws Tempered Thickness: .03" to Skip teeth, 10,000'/min. 10"/secondspring strip . 047" (0.8 mm designed forsteel. to 1.2 mm). nonferrous and
Width: 9/16" to 1" ferrous materials(15 mm to 25 mm). (light metals andUse racket or plastics). Toothstraight set. spacing: minimum
ten teeth per inch.
Reciprocating High speed Thickness: .03" to Hook or circular 4"/secondsaws steel. .047" (0.8 mm tooth with alternate
to 1.2 mm). angles, set orWidth: 3/16" to 9/16" waved. Tooth(15 mm to 15 mm). spacing:
.010" to .250"(2 mm to 6 mm).(Plywood blade).
TABLE I
C. ShearingAlucobond Material can be easily sheared. However, a slight roll-down of thealuminum cover sheet may occur on the impact side (Reference Figure 1). This roll-down area is often referred to as the "edge zone." In this area, the polyethylene coreis compressed and can lead to increased stress between the core and the aluminumcover sheet. Due to this additional stress, shearing should be avoided when the edgeof the panel is exposed to the environment.
When shearing Alucobond Material, light markings on the material may be caused bythe hold down pads. In order to avoid these markings, the hold down on the shearshould be fitted with a shock-absorbing rubber pad which will help to prevent damageto the Alucobond Material.
FIGURE 1-SHEARING
0.4 mm (Approx.)
Rollover of cover sheetwhen sheared.

5
Section I: Fabricating
D. Jointing or Filing of EdgesFloor model woodworking jointers are effective for edge finishing.
For finishing work, after contour cutting with a reciprocating saw (ordinary cutting fileswork best), the file profile should be from slightly to fully rounded. The proper filingdirection is length-wise along the edge.
E. Routing: For BendingUnlike sheet metals which require the use of a large break press for folding fabrication,Alucobond Material can be accurately folded by hand after a simple routing operationis done on the back skin. Anytime a blueprint shows a fold line, this routing operationis done at the location of the bend. This fabrication method is unique to compositepanel fabrication and is referred to as Rout and Return. Floor model woodworkingjointers are effective for edge finishing.
Alucobond Material may be routed using one of the two following methods: (Eithermethod should use high-quality industrial equipment.)
1. RouterOne procedure for routing Alucobond Material is to use an industrial or commercialgrade, hand-operated router. For production operations this method is relatively slow.The recommended feed rate is 6' to 10' per minute using carbide tipped cutters.
Special custom cutters for Alucobond Material are available (Reference SectionVII). These cutters have been specifically developed for Alucobond Material andwill produce the required configuration for proper rout tolerances. Commerciallyavailable 90° wood working routing cuttters, available from your local hardwarestore, may be modified to provide approximately the same function as the customcutters, provided the tip is ground to a (or flattened) 1/16" minimum at the point(Reference Figure 2).
Keep router bit sharp to reduce heat build-up and the need to rerout fused corematerial.
FIGURE 2-ROUTER BITS
90˚
1/16" MIN.
95˚TO
105˚
CustomCommercially available wood working router bit

6
Section I: Fabricating2. Circular Saw (Custom Blade)
For fabrication of a large number of sheets that require routing, a portablecircular saw fitted with a special blade is advisable (Reference Figure 3). Thisblade is often referred to as a "V" Routing Blade. These blades, used with aquality industrial saw, will produce the required tolerances at a much faster ratethan hand routers (Reference Section VII). Many fabricators use a worm gear-driven industrial-quality saw, with a larger plastic base plate added for stability.
FIGURE 3-ROUTING SAW BLADE(“V” ROUTING BLADE)
The depth of the "V" rout is critical. As a rule of thumb, the exterior aluminum skin shouldbe visible through the polyethylene core at the valley of the rout; this visual appearanceshould be consistent along the entire length of the rout (Reference Figure 4). Extremecare should be taken not to touch the exterior aluminum skin with the router bit or sawblade. Slight variations can occur due to thickness changes in the Alucobond Materialsheet; constant depth of the rout ensures a good smooth line when the edge is folded.
The same guidelines should be used when routing with a "V" Routing Blade on aportable circular saw or with a portable router. Figure 4 indicates the finished routrequired to develop a quality bend.
AA
1/16" Minimum
Section A-A
90˚

7
Section I: Fabricating
Leave skin plus 1/64" of polyethylene.
By routing only one side, Alucobond Material can be bent either upward or downwardto create both an inside or outside corner as illustrated in Figure 5.
FIGURE 4-ROUTING
FIGURE 5-“V” ROUTING
NOTE: It is not necessary to reinforce the returned corner. The material is most easilybent when the rout is made at least one inch or more from the edge of the panel.
90˚ to 105˚Interior (Back Side)
Exterior (Face Side)
1/64"
Rout the same side for either bend.

8
An Alucobond Material "pan" is easily fabricated by routing all four sides, notching thecorners (shown in Figure 7 and Figure 8), and folding or returning each of the routedsides (Reference Figure 6). This type of fabrication is commonly referred to as "Routand Return."
Section I: Fabricating
Note that as a result of the slight radius produced when bending, your finished paneldimension will be 1/32" to 1/16" larger when folded. This is determined by the profileof the cutter used to make the rout. Trial cuts should be made prior to production todetermine any necessary adjustments in layout dimensions (Reference Figure 6).
On the following page, two different methods of fabrication are illustrated showinghow corners may be handled on the folded or "returned" leg of the "pan."
FIGURE 6- ROUTING
Panel or Pan Dimension
Panel or Pan Dimension + 1/16"

INSIDE
ENVELOPE CORNER CUTOUTS
INSIDE
9
Section I: FabricatingFIGURE 7–SQUARE CORNER CUTOUTS
FIGURE 8–ENVELOPE CORNER CUTOUTS

10
Section I: Fabricating
FIGURE 9–"V" ROUTING
By changing the shape of the cutter used, a larger radius can be achieved. A flatter, widercut will result in a smoother bend (Reference Figure 10). Care must be taken whensliding the router across the Alucobond Material surface to avoid surface scratches.
F. Small Radius Bending (By Routing)A very small radius can be achieved by "V" routing and folding (Reference Figure 9).
FIGURE 10–FLAT ROUTING
Very small radius
Larger radius
11
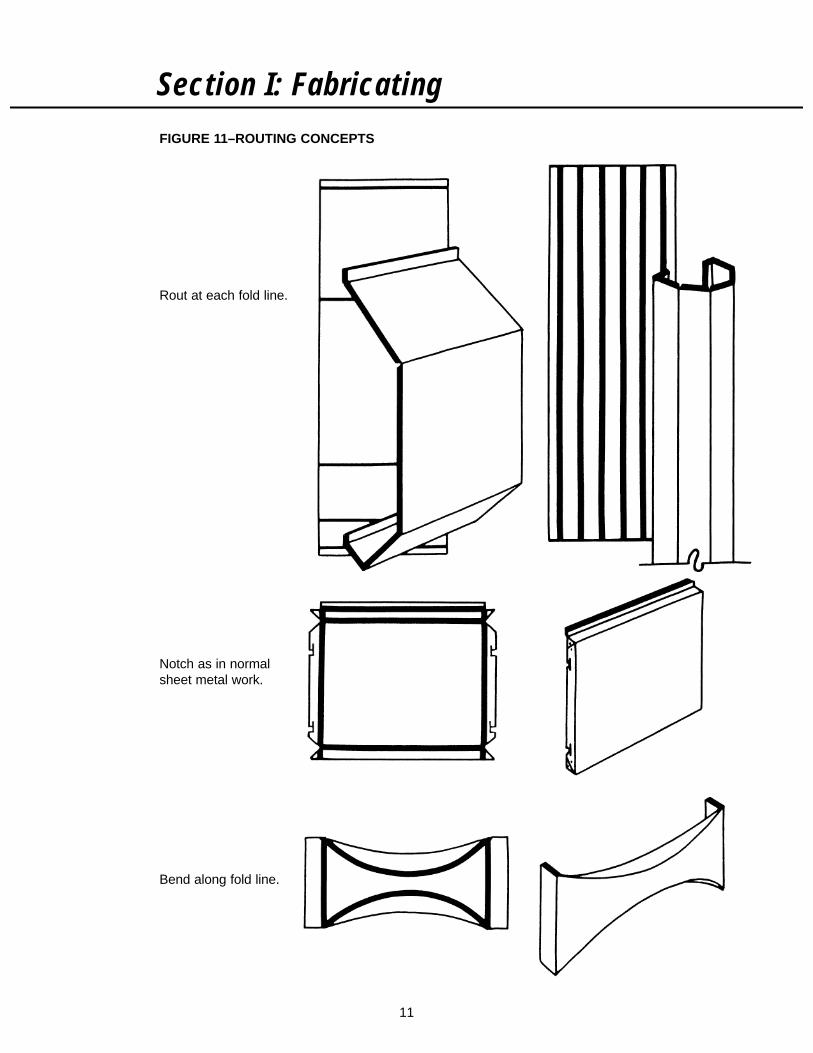
Section I: FabricatingFIGURE 11–ROUTING CONCEPTS
Rout at each fold line.
Notch as in normal sheet metal work.
Bend along fold line.

12
Section I: Fabricating
FIGURE 12–PYRAMID ROLLER
1. Make sure rollers are clean.2. Use protective material between rollers and Alucobond Material—top and bottom.3. Adjust rollers for thickness (3 mm, 4 mm, 6 mm).4. Allow 2" to 4" scrap at each end.
G. CurvingThe minimum bending radius for 3, 4 & 6 mm Alucobond Material without routing theback skin is fifteen times the thickness of the panel being curved (i.e., 3 mm = 45 mm(1.77") minimum radius, 4 mm = 60 mm (2.36") minimum radius, and 6 mm = 90 mm(3.54") minimum radius).
Alucobond Material can be cold formed in a pyramid roller, a press brake or over aclamped pipe 3 mm only). The process is similar to the forming of aluminum;however, due to the sensitive surface, care should be taken to ensure rollers areclean, smooth and free of defects to avoid damage to the surface finish.
1. Pyramid RollerAs an extra precaution, a film should be used between the panel and the rollersto further protect the panel surface. Do not pinch the Alucobond Material betweenthe rollers. Roll the panel 3° to 5° tighter to allow for a small amount of springbackthat will occur. Once the sheet is curved; however, it will remain curved(Reference Figure 12).
2" TO 4" SCRAP

13
2. Press BrakeWhen forming with a press brake, use a top die (tubular) with the radius desiredand open the bottom die (jaws) approximately two times the thickness of thematerial plus film wider than the top die. The lower die should always have aprotective pad of not less than 1/8" film. Some adjustment of the lower jaws maybe necessary to allow for varying bending properties between anodized andpainted finished and for varying thicknesses. The radius of the top die will be theapproximate inside radius of the finished panel (Reference Figure 13).
Section I: Fabricating
FIGURE 13–PRESS BRAKE
ProtectiveFilm
R = 15 x T
min.
R = RadiusT = Thickness
Bending Die (Snaker)
Tmin. 1
0 x T
TABLECLAMP
HINGE
PIPE
FIGURE 14–BENDING OVER A CLAMPED PIPE
3. Bending Over a Clamped Pipe (3 mm only)Alucobond Material may be formed over a pipe of the proper diameter that issecurely clamped to a work table. A hinged "leaf" attached to the end of the tablewill bend the material easily.

14
Section I: Fabricating
H. DrillingAlucobond Material can be worked with twist drills usually used for aluminum andplastics, and on drilling machines customarily used for metals.
Working Specifications:Drill Bit: Twist drill, high-speed steel.Tip Angle: 100° to 140°, or counterbore grind with centering tip.Cutting Speed: 164 RPM to 984 RPM.
Quick removal of chips, particularly the polyethylene, can be achieved by a processof high revolution, slow feed and occasional lifting of the drill bit.
I. PunchingThe punching of flat-formed parts from Alucobond Material is performed the same wayas the solid aluminum sheet, using evenly ground tools and the narrowest possiblecutting gap. Be sure to punch through the Alucobond Material to completely serratethe polyethylene core material. As with shearing, a slight roll down may occur. Referto the section on shearing for additional information.

15
A. General Advice on Joining ElementsUse the following guidelines when other elements come in direct contact with thesurface of Alucobond Material:
1. Acceptable joining element materials:AluminumPlasticStainless steelPlated or coated steel with cadmium, zinc or aluminum
2. Unacceptable joining element materials:CopperBrassBronzeIronRaw Steel
Unacceptable materials cause corrosion of joining surfaces due to electrolysis ofdissimilar materials. Therefore, use "heavy" or "red" metals only with an electricallyinsulating intermediate layer.
When joining elements are to be anodized, assemble the materials after theanodizing process.
Proper consideration should be given to the thermal expansion characteristics ofAlucobond Material when using any of the joining techniques. Refer to Section V,Subsection C for the method of determining thermal expansion of Alucobond Material.
B. Threaded FastenersThe easiest method of joining sheets of Alucobond Material together or to an extrusionprofile erection system is with machine screws or bolts (Reference Figure 15). Thismethod allows the panel to be removed. Use the largest possible flat washer to minimizesurface pressure and eliminate possible compression due to cold flow of the corematerial. Arrange attachment screws at least 2.5 x the diameter of the fastener from theedge of the sheet, as shown in Figure 16.
It is not recommended to torque fasteners due to the cold flow of the core material. Twocomplete turns of the nut past finger tight is common practice (Reference Figure 17).
Section II: Joining

16
To countersink into Alucobond Material without prior preparation, tighten the nut andwasher onto the bolt and draw the head of the fastener into the cover sheet. Counter-sink washers can also be used. Either method is preferable in lieu of traditionalcountersinking as shown in Figure 18.
Section II: JoiningFIGURE 15 FIGURE 16
FIGURE 17
FIGURE 18
DIAMETER
MINIMUM 2.5 TO 3 TIMES DIAMETER
2.5 X DIAMETERMINIMUM
EXCESSIVE TORQUE(NOT RECOMMENDED)
Preferred
Traditional(not recommended)
Preferred

17
C. RivetsPanels of Alucobond Material can be fastened together or joined to aluminumextrusion profiles or other sheet metals with rivets common to aluminum construction.Blind rivets provide the advantages of labor savings, one-sided working of thematerial, and the reduced potential of surface damage. Semi-tubular, solid and othertypes of rivets can also be effective on a production basis.
Place the closing or set-head on the side of the aluminum extrusion profile or sheetmetal. When conditions do not permit this or when two pieces of Alucobond Materialare to be joined together, use rivets with special wide closing heads as shown inFigure 19 or with tightly fitting washers.
Section II: Joining
FIGURE 19
When blind rivets are subjected to tensile strength tests, the head tends to "unbutton"from the Alucobond Material, or pull through the hole. Since this would causelocalized tearing of the Alucobond Material, use the largest possible rivet head forconnections that will experience loading.
Aluminum alloys such as 5032 and 5154 are suitable rivet material. Due to stresscorrosion, alloy 5056 should not be used if the temperature of the manufactured partis expected to rise over 140° F (60° C).
Rivet connections are well suited for parts that may be subjected to concussion orvibration. Colored plastic concealment caps are available for various types of blindand tubular rivets. Consult the rivet manufacturer for details. Follow the directions anddetermine suitability by pre-testing.

18
Section II: Joining
D. Hot Air WeldingHot-air welding, although somewhat labor intensive, has proven an effective methodfor joining thermoplastic materials. Hand held, electrically heated, hot-air welding toolsare used to heat the Alucobond core material and the welding rod (low density, UVstabilized PE) to their melting temperature. This allows the two components to fusetogether. However, the strength of the welded core material alone is not capable ofwithstanding structural loading. To insure a good weld, the correct diameter rod shouldbe used. For 3 mm Alucobond Material, use a 4 MM (5/32") diameter rod. For both 4mm and 6 mm Alucobond Material, use a 5 mm (3/16") diameter rod. Rod shapes otherthan round and diameters greater than 5 mm are not suitable for this procedure.Temperature settings used should be approximately 500° F and the PE, both corematerial and rod, should be sanded to remove any surface contaminants. Figure 20illustrates the process for "V" and corner seam hot-air welds. Although this process canbe used to join two pieces of Alucobond Material, the joint created should be reinforcedwith an aluminum cap sheet if significant load is anticipated on the panel.
FIGURE 20
E. Concealed FasteningConcealed fasteners may be used when a smooth, exposed surface is required, as inexterior building cladding, interior surfaces, signs, exhibits, store fixtures and furniture.Several fastening options are available, including adhesives and mechanicalattachments. All of these methods have medium to low load transmitting capacitycompared to conventional fasteners.
ALUMINUM CAPSHEET ADHERED TOTHE BACK SKIN OFTHE ALUCOBOND
60˚

19
Section II: Joining
FIGURE 21
1. Adhesive BondingMost adhesives and sealing compounds do not adhere to the polyethylene corematerial; therefore, bond to the aluminum skin of the Alucobond Material only(Reference Figure 21).
To achieve reliable bonding, it is imperative to follow the adhesive manufacturer’sinstructions.
For interior design purposes, high strength contact adhesives that do not requirelengthy setting times can be used to achieve particularly high shear strengths.
Where moderate cure times are acceptable, construction adhesives should beconsidered.
When longer cure times are not objectionable, silicones can be used successfully.However, it may be necessary to hold the components with foam tape while thesilicone sets.
When using an adhesive to hold dissimilar materials, select one that will handlethermal movement without shearing. Use a low modulus sealant where greateramounts of movement are expected (i.e., plastics to aluminum), and high modulussealants if minimum movement is expected (i.e., bonding aluminum to aluminum).
CUTOUT
PLASTIC SILICONE1/8" MINIMUM
FOAM TAPE

20
Section II: Joining2. "Stud Welding" on Alucobond Material
Another approach for attaching to Alucobond Material has been developed whichis very fast and easy. This attachment method utilizes a special stud that has nothreads, together with a push nut.
This non-threaded stud must be manufactured of the most compatible alloys toensure the maximum weldability possible to the panel. The proper stud can beeasily fastened or welded using a standard capacitor discharge stud welder. Theuse of a non-threaded stud eliminates the problems of finding the lead threads,paint in the threads, or of most importance, the possibility of over torquing theretaining nut which could shear the weld.
The push nut has a built-in washer and locking function. Therefore, the use of awasher, lock washer and nut are not needed. Installing the push nut is a simplethrust with a nut driver.
To remove, the self-threaded push nut is unscrewed. Oversized holes are drilledin the material to be attached at the stud locations prior to installation. Paintshould be removed at each stud location by mild abrasion or with the use of paintremovers prior to welding. Care should be used to select the proper settingsdepending on the stud welding gun and the thickness of Alucobond Material.
This method of attachment is not to be used for structural load requirements.
FIGURE 22

"Z" CLIPPLASTIC
BOND ON STUD
HOOP AND LOOP FASTENERS
STRUCTURE
21
Section II: Joining
FIGURE 23
3. TapesFor concealed attachment, double-faced high strength foam tapes are effective.The purposes for these various tapes are: 1) to hold material under limited loadapplications, 2) to hold material in line while silicone sets, and 3) for sealing(Reference Figure 21 & Table 2).
4. Hook and Loop SystemsHook and Loop systems and mounting systems may be used when simpledemounting is needed (Reference Figure 23).
5. Bond on StudAn alternative to stud welding is the bond on stud. These are available in variouspad sizes as well as different bolt dimensions and are easily used to attach othermaterials to the back side of Alucobond Material (Reference Figure 24).
FIGURE 24

22
Section II: Joining
3M – INDUSTRIAL TAPE & VHB DOUBLE COATED ACRYLIC SPECIALTIES DIVISION FOAM TAPE
AVERY DENNISION – FasTape ACRYLIC FOAM TAPESPECIALTY TAPE DIVISION
MACTAC – TECHNICAL MACmount DOUBLE-COATED PRODUCTS DIVISION FOAM TAPES
NORTON – NORTON PERFORMANCE NormountPLASTICS CORPORATION
TABLE 2

23
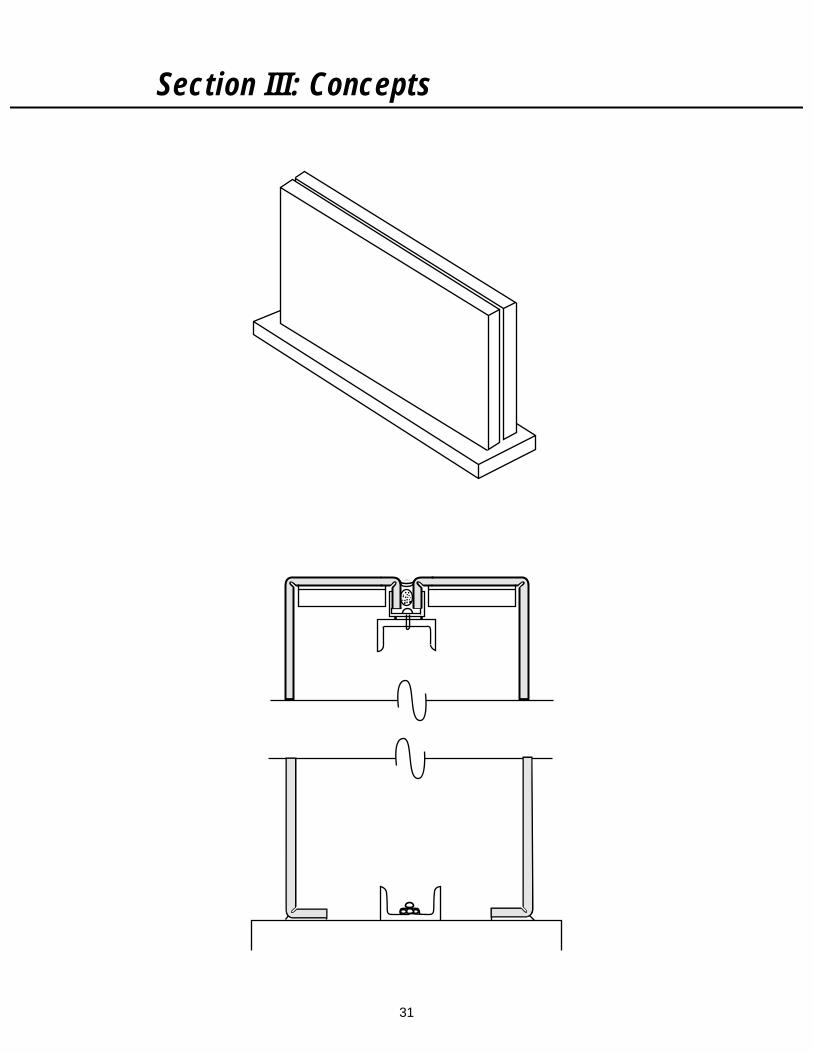
A. DetailsThe following details are provided for conceptual purposes only. These are not theonly methods that can be used to attach Alucobond Material, nor can they be usedgenerically without consideration for each individual application. Good design, thermalexpansion, and engineering may preclude the choice of details used.
NOTE: The core material of Alucobond Material is UV stabilized, which eliminates theconcern of core deterioration.
Section III: Concepts
FABRICATION VERTICAL OR HORIZONTAL JOINT CORNER
SQUARE CUT
MITERED
"V" ROUT & RETURN
SINGLE "V" ROUT
DOUBLE "V" ROUT
END ROUT

24
INTERIOR JOINTS – (No Allowance for Thermal Expansion)
Section III: Concepts
TWO-SIDED TAPE
SILICONE

25
EXTERIOR JOINTS – Allows Thermal Expansion of Panels)(Clips are at different locations on left and right sides of panels to allow foreasier installation.)
Section III: Concepts

26
Section III: ConceptsEXTERIOR JOINTS – (Allows Thermal Expansion of Panels)
SECTION A-A
ANGLE CLIPS
STAGGER ALUMINUM
1/2"TYP.
SECTION B-B
SUB STRUCTURE
SEALANT WITH BACKER
CUSTOM EXTRUSION (NOT STAGGERED)
SHIM ASREQ'D
1/2"TYP.
SEALANT WITH BACKER
1 1/2"(MIN.)

SIGN BAND
ALT.
SECTION A-A
Bottom may be turned up on inside
TWO-SIDED TAPE AND ADHESIVE (TYP)
STIFFENER VERTICAL JOINT
ALUCOBONDMATERIAL
27
Section III: Concepts

28
Section III: Concepts

29
Section III: Concepts
SIGN CAN
ALUCOBOND MATERIAL
ONE SIDE
ALUCOBOND MATERIAL
TWO SIDES SHEET METAL SIGN CAN

30
Section III: Concepts
SHEET METAL SIGN CAN
ALUCOBOND MATERIAL
31
Section III: Concepts

32
Section III: Concepts

33
Section IV: Off-Line Finishing
A. PaintingAlucobond Material can easily be painted by experienced and qualified professionalpainters. Any painting operation must be of the type that is cured by chemical action,UV exposure, or by air drying. Never use a paint system that must be baked in anoven for curing. The drying time may be speeded up with heat provided that paneltemperature does not exceed a maximum of 140° F (60° C).
It is essential that the paint manufacturer be contacted to evaluate a specificapplication over a known substrate. Once an application and substrate are known,proper selection of primers (if needed), top coats, colors, etc., should be utilizedaccording to the direction of the paint manufacturers.
For off-line coating and repaint operations, proper substrate preparation is important,from sanding and scuffing to proper primer selection. Due to the very poor paintadhesion to the core material, extra care should be taken when painting cut edgeswhere the core is exposed.
Best adhesion will occur when the coating is applied over an existing polyestersubstrate, following precise selection of compatible materials. Use of lacquers is notrecommended, and any coating material under consideration should be tested oversmall pieces of substrate finish.
The information found in Table 3 is a summary from the recommendations of severalpaint manufacturers for painting over Polyester, Duranar, Duranar XL, and AnodizedAlucobond Material. Please use these recommendations as a guide only. No warranty,guarantee, or claims concerning the practicality, merchantability or fitness of any off-linecoating material or process are made by Alusuisse Composites, Inc.

AKZO NOBEL PRIMER TOP COAT
POLYESTER NONE GRIP-GUARD orGRIP-GUARD HS
GRIP-GUARD or GRIP-GUARD GRIP-GUARDCF WASH PRIMER
HS EPOXY PRIMER GRIP-GUARD HS
DURANAR NONE GRIP-GUARD orGRIP-GUARD HS
GRIP-GUARD WASH PRIMER GRIP-GUARD
GRIP-GUARD HF PRIMER GRIP-GUARD orGRIP-GUARD HS
HS EPOXY PRIMER GRIP-GUARD HS
DURANAR XL GRIP-GUARD WASH PRIMER GRIP-GUARD
GRIP-GUARD HF PRIMER GRIP-GUARD orGRIP GUARD HS
HS EPOXY PRIMER GRIP-GUARD HS
ANODIZED GRIP-GUARD WASH PRIMER GRIP-GUARD
GRIP-GUARD CF WASH GRIP-GUARDPRIMER
BENJAMIN MOORE & CO. PRIMER TOPCOAT
POLYESTER, DURANAR, M15 BONDING PRIMER M22 URETHANE ALKYDDURANAR XL, & ANODIZED GLOSS ENAMEL, OTHERS
ALSO AVAILABLE
E.I. DUPONT NEMOURS, CO. PRIMER TOPCOAT
POLYESTER - SAND AND 226-S or 100-S IMRONPRETREAT WITH 225-S
MATTHEWS PAINT CO. PRIMER TOPCOAT
POLYESTER - SOLVENT NONE MAP, VOC MAP,WIPED or SANDED SATIN VOC MAP
DURANAR - SOLVENT NONE MAP, SATIN VOC MAPWIPED or SANDED SPRAY BOND 74-793 MAP, VOC MAP,
SATIN VOC MAP
DURANAR XL - SOLVENT NONE MAP, SATIN VOC MAPWIPED or SANDED SPRAY BOND 74-793 MAP, SATIN VOC MAP
ANODIZED NONE NONE
PPG INDUSTRIES PRIMER TOPCOAT
POLYESTER - LIGHT SCUFF PITT-TECH PRIMER 90-712 PITT-TECH ACRYLIC LATEX
DURANAR, DURANAR XL NONE DURANAR ADS
ANODIZED - LIGHT SCUFF UC59790 ADS PRIMER DURANAR ADS
T.J. RONAN PAINT CORP. PRIMER TOPCOAT
POLYESTER, DURANAR, UNIVERSAL PRIMER BULLETIN COLOR AQUACOTEDURANAR XL, ANODIZED
SHERWIN WILLIAMS PRIMER TOPCOAT
POLYESTER, DURANAR, DTM BONDING PRIMER DTM ACRYLIC COATING META-DURANAR XL LATEX SEMI-GLOSS COATING
ANODIZED DTM WASH PRIMER DTM ACRYLIC COATING META-LATEX SEMI-GLOSS COATING
SPRAYLAT CORPORATION PRIMER TOPCOAT
POLYESTER - MUST BE 20/30 WASH PRIMER SERIES 20 or SERIES 30SANDED OR PRIMED
DURANAR - MUST BE 20/30 WASH PRIMER SERIES 20 or SERIES 30 SANDED OR PRIMED
DURANAR XL 20/30 WASH PRIMER SERIES 20 or SERIES 30
ANODIZED 20/30 WASH PRIMER SERIES 20 or SERIES 30
UNIVERSAL PAINT CO. PRIMER TOPCOAT
POLYESTER - SAND LIGHTLY TACK COAT AWL GRIP WET COAT AWL GRIP
DURANAR, DURANAR XL, CONTACT UNIVERSALANODIZED
34
Section IV: Off-Line FinishingTABLE 3

35
Section IV: Off-Line Finishing
B. Screen PrintingAnodized or coil coated Alucobond Material can easily be screen printed. Any screenprinting ink used must be cured by air drying, jet drying under 40 seconds at amaximum air or panel temperature of 250° F, or UV cured at maximum paneltemperature of 140° F. Temperature or dwell times in excess of these limits may causewarping or distortion of the panel.
It is recommended to contact the ink manufacturer to determine the products best-suited for a particular application.
Proper surface preparation prior to screen printing is essential. Wipe the printingsurface with isopropyl alcohol to remove any surface residue; allow isopropyl alcoholto dry (visual inspection) and screen print as usual.
The information found in Table 4 is the summary from the recommendations of screenprint ink manufacturers for printing on Polyester, Duranar, Duranar XL, and AnodizedAlucobond. Please use these recommendations as a guide only. No warranty,guarantees, or claims concerning the practicality, merchantability, or fitness of any off-line coating material or process are made by Alusuisse Composites, Inc.
The above mentioned inks should be tested in a manner which duplicates yourprinting process before initiating production.
It is strongly recommended to consult the appropriate ink manufacturer regarding anyrequired ink additives such as a catalyst required for proper adhesion and exterior usage.
POLYESTER DURANAR DURANAR XL ANODIZED
DECO-CHEM ATX ATX ATX ATX3502 Home St. MFX EPO EPO EPOMishawaka, IN 46545 EPO(219) 259-3787
INK DEZYNE VP VP VP EA-177410 E. Division MP GE EA-177Sparta, MI 49345 EA-177(616) 887-8879
NAZ-DAR/KC S2 9700 9700 59000
8501 Hedge Ter. 9600 9600 9600 9600
Shawnee, KS 66227 3200 59000 59000 3200
(913) 422-1888 2700 3200 3200 27002700 2700
SERICOL Gloss Poly TM TM None20 West 14th Ave. TM PYEL PYELN. Kansas City, MO 64116 PY Matte PY Matte PY Matte(913) 573-3829 XG
SUMMIT Zepher-Jet Zepher-Jet Zepher-Jet Zepher-Jet201 E. 16th Ave. UVRP UVRP UVRPN. Kansas City, MO 64116(816) 842-8525
TABLE 4

36
C. Panel RepairPainted Alucobond Material of any thickness can be repaired. Any small areas damagedduring fabrication or erection may be repaired using materials recommended by theparticular paint system manufacturer supplying the off-line paint finish. These minorrepairs are generally done with an automotive glazing putty between the primer andfinish coat. The glazing putty is applied to the sanded, dented area. Allow applied puttyto dry, then sand, prime and paint much like the methods used in an auto body repair.
Larger and deeper dents may be filled using an automotive polyester body filler. Onceagain, auto body repair practices are used. Generally, a larger dented area is sandedwith a rough grit paper and drilled with small diameter holes and then filled, sanded,primed and painted.
This method of repair should be used only after all fabrication is done on the panel.Any rolling, drilling, shearing, or punching operations through a filled area may causedamage to the repair.
Section IV: Off-Line Finishing

37
Section V: Engineering
A. DeflectionDeflections of Alucobond Material under load are demonstrated by the followingcharts. The charts are developed to demonstrate the amount of spacing betweensupports across the short dimension of the panel in comparison to the paneldeflection. Deflections in excess of 2" should not be allowed as such excess maystress the aluminum skin beyond allowable limits.
B. Windload DataCharts 1 through 6 contain data relative to the use of all thicknesses of AlucobondMaterial under two types of support conditions where the panel is fixed or attachedalong two sides only: Single span with flexible ends and twin span with flexible ends.
To determine support spacing, choose the chart for the appropriate thickness ofAlucobond Material and type of support planned. At the bottom of the chart labeled"Space in Feet," enter the chart with anticipated support spacing, then follow this valueof spacing upward until it intersects the curve, labeled according to design windload.Read the corresponding deflection at the left side of the chart labeled "Deflection inInches." At no time should the intersection of the planned support distance andwindload be above the line marked "Maximum Tension." Adjust anticipated designspacing and supports as needed to avoid exceeding "Maximum Tension." If thisdeflection value exceeds the allowable deflection, adjust spacing accordingly.
Example:
What is the maximum deflection of a sheet of 6 mm (1/4") Alucobond Materialsupported on two sides, every 3'-0" with flexible ends, under a windload of 40 psf?
Locate the chart for 6 mm single span condition. At the bottom of the chart find the"Spacing in Feet." Follow the 3.00' line upward until it intersects the 40 psf curve, thenline over to the left side of the chart and read the "Deflection in Inches" of 1.150".

38
Section V: EngineeringWINDLOADS IN PSF
SUPPORT SPACING IN FEET
CHART 1 — WINDLOAD CHART: 3 MM, SINGLE SPAN
0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 4.50 5.00
2.00
1.75
1.50
1.25
1.00
0.75
0.50
0.25
0.00
DE
FL
EC
TIO
N IN
INC
HE
S
50 40 30 20 15 10 5
MAX. TENSION —
WINDLOADS IN PSF
SUPPORT SPACING IN FEET
CHART 2 — WINDLOAD CHART: 3 MM, TWIN SPAN SIMPLY SUPPORTED
2.00
1.75
1.50
1.25
1.00
0.75
0.50
0.25
0.00
DE
FL
EC
TIO
N IN
INC
HE
S
50 40 30 20 15 10
5
MAX. TENSION —
0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 4.50 5.00

39
Section V: EngineeringWINDLOADS IN PSF
SUPPORT SPACING IN FEET
CHART 3 — WINDLOAD CHART: 4 MM, SINGLE SPAN
2.00
1.75
1.50
1.25
1.00
0.75
0.50
0.25
0.00
DE
FL
EC
TIO
N IN
INC
HE
S
50 40 30 20 15 10 5
0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 4.50 5.00
MAX. TENSION
WINDLOADS IN PSF
SUPPORT SPACING IN FEET
CHART 4 — WINDLOAD CHART: 4 MM, TWIN SPAN SIMPLY SUPPORTED
2.00
1.75
1.50
1.25
1.00
0.75
0.50
0.25
0.00
DE
FL
EC
TIO
N IN
INC
HE
S
50 40 30 20 15 10
0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 4.50 5.00
5
MAX. TENSION

40
Section V: EngineeringWINDLOADS IN PSF
SUPPORT SPACING IN FEET
CHART 5 — WINDLOAD CHART: 6 MM, SINGLE SPAN
2.00
1.75
1.50
1.25
1.00
0.75
0.50
0.25
0.00
DE
FL
EC
TIO
N IN
INC
HE
S
50 40 30 20 15 10
0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 4.50 5.00
5
MAX. TENSION
WINDLOADS IN PSF
SUPPORT SPACING IN FEET
CHART 6 — WINDLOAD CHART: 6 MM, TWIN SPAN SIMPLY SUPPORTED
2.00
1.75
1.50
1.25
1.00
0.75
0.50
0.25
0.00
DE
FL
EC
TIO
N IN
INC
HE
S
50 40 30
0.50 1.00 1.50 2.00 2.50 3.00 3.50 4.00 4.50 5.00
20
15
10
5
MAX. TENSION

41
C. Thermal ExpansionThermal expansion should always be considered in designs using AlucobondMaterial. Alucobond Material has been tested and has a Rate of Expansion of0.000158"/ft/° F. That translates into 1/8" movement in an 8 foot panel with a 100° Ftemperature change. Temperature differences must be considered between shop(fabrication) temperature and the highest or lowest temperature the panel isexpected to achieve. An example of this concept is listed below. Care should alwaysbe taken to avoid restricting thermal movement of the panel to eliminate unacceptablebowing and overstressing of the fasteners. The coefficient of expansion for unlikematerials should be considered in joint design.
Panel Length @ Shop Temperature: 10' (120")Panel Width @ Shop Temperature: 4' (48")
Maximum Panel Temperature (including reflected heat): 180° FMinimum Panel Temperature: -20° FFabrication Shop Temperature: 60° F
MAXIMUM PANEL LENGTH DIMENSION:
+ Temperature change: 180° F - 60° F = 120° FTotal Expansion: 0.000158" x 10' x 120° F = +0.190"
- Temperature change: 60° F - (-20° F) = 80° FTotal Contraction: 0.000158" x 10' x 80° F = -0.126"
Panel Width at extreme temperature: 9' - 11 7/8" @ - 20° F10' - 0 3/16" @ - 180° F
Total Panel Length change is .190" + .126" = .316" (From -20° F to 180° F)
MAXIMUM PANEL WIDTH DIMENSION:
+ Temperature change: 180° F - 60° F = 120° FTotal Expansion: 0.000158" x 4' x 120° F = +0.076"
- Temperature change: 60° F - (-20° F) = 80° FTotal Contraction: 0.000158" x 4' x 80° F = -0.050"
Panel Width at extreme temperatures: 3' - 11 61/64" @ - 20° F4' - 0 5/64" @ 180° F
Total Panel Width change is .076" + .050" = .126" (From -20° F to 180° F)
Section V: Engineering

42
Section V: Engineering
D. Technical DataENGINEERING PROPERTIES OF ALUCOBOND MATERIALAlucobond Material is an aluminum composite material (ACM) consisting of two coversheets of .020" (nominal) gauge aluminum with a low density polyethylene core. It isproduced with various core thicknesses in a continuous process. All material issupplied with a mill edge.
THICKNESS (mm) 3 mm (.1182") 4 mm (.1576") 6 mm (.2364")
WEIGHT (lb/ft2) 0.92 1.12 1.49
TENSILE YIELD (PSI) 6930 4650 3460
ULT. TENSILE (PSI) 8010 6020 4730
ELONGATION (%) 19 19 24
TENSILE MODULUS (PSI) 1.69 x 106 1.26 x 106 .87 x 106
FLATWISE TENSILE (PSI) 2030 1820 1700
ULT. FLEXURAL (PSI) 18870 13980 10780
FLEX. MODULUS (PSI) 5.59 x 106 5.05 x 106 4.00 x 106
FLATWISE COMPRESSION (PSI) 1750 2030 2230
COEFFICIENT OF EXP. ("/°F) 1.31 x 10-5 1.15 x 10-5 1.22 x 10-5
FLATWISE SHEAR (PSI) 990 920 890
DEFLECTION TEMP. (°F) 198 199 205
WATER ABSORPTION Nil Nil Nil
THERMAL CONDUCTANCE(BTU/hr. °F ft.2) (U) 24.3 20.5 10.5
THERMAL RESISTANCE(hr. °F ft.2/BTU) (R) .041 .049 .096
CONDUCTIVITY(BTU-in./hr. °F ft.2) 2.86 3.21 2.46

43
Section V: EngineeringFIRE TESTINGAlucobond Material has been subjected to a number of severe fire tests byindependent laboratories. All of the tests discussed here were conducted usingnationally recognized and standardized procedures. In the tests listed below,Alucobond Material, or a wall assembly incorporating Alucobond Material, was judgedto successfully meet the pass/fail criteria imposed.
ASTM E84 - Alucobond Material in 3 mm, 4 mm and 6 mm thicknesses achieved zeroratings for flame spread, fuel contribution and smoke density.
The resultant building material’s surface burning classifications are NFPA Class A andUBC Class 1.
ASTM E162 - In a test designed to measure surface flammability, Alucobond Materialwas exposed to a radiant heat source for 15 minutes. No burning resulted.
ASTM E108, Modified - This test impinges a gas flame on a vertically erected panelwith a typical construction joint to simulate an exterior installation. In tests of both 4mm and 6 mm Alucobond Material, the basic 15-minute test objective was exceeded.Neither thickness contributed to vertical or horizontal flame spread, and no significantoutgassing was observed.
UBC 17-5 Room Fire Test - In tests of wall assemblies incorporating AlucobondMaterial, no flame spread along the interior face or penetration through the walloccurred during the 15-minute test. Alucobond Material successfully met the criteriafor this test.
UBC 17-3 Thermal Barrier Evaluation, Modified - In a test which placed AlucobondMaterial wall assemblies directly above a furnace that reaches 1400° F, Alucobondmaterial successfully met test criteria of no penetration of aluminum skin by fireduring the 15-minute test.
UL 94 - In a test of 6 mm Alucobond Material, all test criteria were passed, resultingin a 94 V-0 rating for Alucobond Material.

44
Section V: EngineeringBENDING STRENGTHThe following formula can be used to calculate bending stress:
Mb = Bending Moment
t1 = Total Thickness
Z = Section Modulus
tc = Thickness of Core
W = Width
Mb 6t1 x Mb
Sb = =Z (t1
3 – tc3) W
TEMPERATURE RESISTANCEWithstands environmental temperature changes from -55° F to + 175° F. Changesdimensionally .000158" per foot per degree Fahrenheit. The coefficient of linearexpansion is governed by the aluminum cover sheets.
BOND INTEGRITYAlucobond Material has been tested to ASTM D-1781 for bond integrity, simulating itsresistance to delamination. The following minimum values have been established:
Bond Strength 214 PSI (Vertical Pull)/ASTM C-297Peel Strength 115 Nmm/mm o ASTM D-1781
No appreciable loss of bond strength has been determined due to normal weatherconditions.
SOUND TRANSMISSION AND VIBRATION CHARACTERISTICSSound Transmission Class for Alucobond Material has been determined byASTM E-90. Vibration damping loss factor was determined using the procedure ofASTM STP-378.
Loss Factorat 100 HZ STC No.
3 mm .060 254 mm .280 286 mm .440 28

45
Section VI: Processing
A. StorageAlucobond Material should always be stored in a cool dry area where temperaturesare relatively stable. Excessive temperature fluctuations may cause condensation toform on the stored sheets, possibly resulting in permanent surface damage,especially on anodized material. Do not allow moisture to reach stored material.
Ideally, crates of Alucobond Material should be stored horizontally with adequatesupport to prevent sagging, and not more four skids high; or if the panels are 16' orlonger, not more than four skids high. Long-term storage with the panels saggingcould create a permanent bow in the material. However, small quantities of materialmay be stored on edge if adequately supported with an "A" frame rack. The "A" framemust have a solid base and back rest.
B. Fabricating TablesSeveral approaches can be used for Alucobond Material fabrication tables. Thesedepend primarily on need, cost, and space.
Vacuum or suction tables can be built with minimal expense and used effectively tospeed up processing. Vacuum tables can be hand built utilizing PVC pipes, anindustrial-type vacuum, and a porous top surface, as shown in Figure 26.
Tables should be well supported and laterally stable. The surface needs to be capableof being easily cleaned. The material used for the surface should be of a type that willnot accumulate chips and other debris that could damage the surface of the sheets.
The use of spring clamps, screw clamps, and "C" clamps should always be done inconjunction with a flat bar, or other flat spacers, to avoid point compression on theAlucobond Material. Point clamping may cause a dimpling in the surface. The flat barcan also be used as a straight edge for routing or cutting. Care should be taken toavoid shifting of the panel while fabricating.
Avoid sliding the panels as they are placed on or removed from the table.

46
Section VI: Processing
C. MaskingMasking prior to fabrication is highly recommended to avoid surface damage. Undermost circumstances, masking can be applied at the factory. If masking is applied at thefabrication point, the paint manufacturer should be consulted for compatibility. Incorrectmasking selection may damage the panel finish. For standard polyester finishes,polyvinyl or Polyethylene film is recommended. Adhesive strength should be of the leastamount available and tested to ensure compatibility with the surface finish. Applicatorsof sufficient quality to apply a smooth bubbleless film are needed since trapped airbubbles can leave a permanent mark on the paint finish (Reference Figure 27).
FIGURE 26–SIMPLE VACUUM TABLE
FIGURE 27–MASKING TECHNIQUES
Caution should be taken when the fabricated product is exposed to ultraviolet light.Masking should be removed immediately after installation. Certain masking films arenot compatible with anodized surfaces and one should consult the supplier prior touse. Although this masking material protects the surface from minor scratches and dirtaccumulation, some markers will penetrate and stain the painted surface.
5' APPROX.
10' APPROX. TOP VIEW
POROUS MOLD BOARD
5 TO 7 PSI VACUUM
PLYWOOD FRAME
1/2"
AIR BUBBLE MASKING

47
Section VII: Sources
A. Adhesives1. Two Part-Adhesives
Bond Master 3National Starch & Chemical Corp.Finderne AvenueBridgewater, NJ 08807908-685-5000
Dymax Corporation51 Greenwoods RoadTorrington, CT 06790203-482-1010
2. Construction AdhesivesConstruction & Sub Floor AdhesiveSovereign Engineered Adhesives123 W. Bartges StreetAkron, OH 44331-1081216-374-2900
MA-4062
Miracle Adhesive Co.75 Tonawanda StreetBuffalo, NY 14207800-876-7005716-873-2770
3. Structural AdhesivesDow Corning Corp.Product InformationP.O. Box 997Midland, MI 48686-0997517-496-6000
GE Silicon Products260 Hudson River RoadWaterford, NY 12188800-332-3390
LEECH Products, Inc.P.O. Box 2147Hutchinson, KS 67504-2147316-669-0145
4. Other (Epoxy, Etc.)Lord Corp.Industrial Adhesives Dept.2000 West Grandview Blvd.Erie, PA 16514-0038814-868-3611
Essex Specialty Products, Inc.1250 Harmon RoadAurbin Hills, MI 48326810-391-6300
B. Blades, Router Bitsand Drill Bits
1. Custom Routing Blades and Cutters, Saw BladesDrake Corp.1913 N. Van Buren StreetHuntingburg, IN 47542812-683-2101
2. Drill Bits(Standard: High speed steel bits)
C. ExtrusionsFlexwall Products, Inc.827 Glenside Ave.Wyncote, PA 19095215-886-3328
Futura Industries Corp.P.O. Box 160350Freeport Center StationClearfield, UT 84016801-773-6282
Alumax2700 International DriveSuite 200West Chicago, IL 60185708-584-1000
D. Fasteners1. Bond on Stud
Midwest FastenersP.O. Box 292450 Richard StreetMiamisburg, OH 45342513-866-0463
2. Stud WeldingSouthern Stud Weld3910-H North FreewayHouston, TX 77022713-691-0897
E. Fabricating TablesPorous Mold BoardHarvey J. DiamondPLASTI-VAC, Inc.214 Dalton Ave.P.O. Box 5543Charlotte, NC 28225704-334-4728
The following list of products and sources is for your reference, and is not intended as acomplete listing of either satisfactory products and materials or of possible sources of supply.

48
F. Hot Air Welding1. Welding Rod
Commercial Plastics98-31 Jamaica AvenueRichmond Hill, NY 11418718-849-8100
Cadillac Plastics26580 West 8 Mile RoadSouth Field, MI 48034810-358-5544
Ain Plastics249 E. Standford Blvd.Mount Vernon, NY 10550914-668-6800
Seelye, Inc.9701 Penn Ave. SouthSuite 107Bloomington, MN 55431612-888-8446800-258-2936
2. Hot Air GunSeelye, Inc.9701 Penn Ave. SouthSuite 107Bloomington, MN 55431612-888-8446800-258-2936
HAPCO, Inc.390 Portage Blvd.Brimfield, OH 44240216-677-9353800-345-9353
G. Machinery1. Press Brake
(Available through commercial sources)
2. Pyramid Rollers(Available through commercial sources)
3. RoutersBlack & Decker
Skil
Sears
Miller Falls
4. Panel SawsColonial Saw100 Pembroke StreetP.O. Box AKingston, MA 02364617-585-4364
W.W. Thayer7228 Weil Ave.St. Louis, MO 63119314-644-3385
HOLZ-HER U.S. Inc.5120 Westinghouse Blvd.Charlotte, NC 28273Tel: 704-587-3400Fax: 704-587-3412
5. Multiple OperationsRip/V - Grooving Saws
Multiscore1143 NW 51st St.Seattle, WA 98107206-784-7640
H. MaskingAmerican Biltrite, Inc.105 Whittendale DriveMoorestown, NJ 08057609-778-0700
Main TapeP.O. Box 379Plymouth, WI 53073800-858-0481
Polymask - Formerly Sealed AirP.O. Box 309Conover, NC 28613800-624-4772
I. PaintsAKZO Nobel6369 Old Peachtree RoadNorcross, GA 30071770-662-8464
Benjamin Moore & Co.2501 W. North AvenueMelrose Park, IL 60160-1197708-343-3100
E.I. Dupont Nemours, Co.1007 Market StreetWilmington, DE 19898800-441-7515
Matthews Paint CompanyLakeview Corporate Park8201 100th StreetKenosha, WI 53142-7739414-947-0700800-323-6593
PPG Industries151 Colfax StreetSpringdale, PA 15144800-441-9695
Section VII: Sources

49
T.J. Ronan Paint Corp.749 East 135th StreetBronx, NY 10454718-292-1100800-247-6626
Sherwin Williams10 Midland Building101 Prospect Ave.Cleveland, OH 44115800-331-7979
Spraylat Corporation716 South Columbus Ave.Mount Vernon, NY 10550-4795914-699-3035
J. SealantsDow Corning Corp.Product InformationP.O. Box 997Midland, MI 48686-0997517-496-6000
General Products Dept.Customer ServiceGeneral Electric Co.260 Hutson River RoadWaterford, NY 12188800-332-3390
Lord CorporationIndustrial Adhesives Division2000 West Grandview Blvd.P.O. Box 10038Erie, PA 16514-0038814-868-3611
Pecora Corp.165 Wambold RoadHarleysville, PA 19438215-723-6051
Rhone Poulenc Chemical Co.CN-5266Princeton, NJ 08543609-860-4000800-634-5705
Sika Corporation27770 Franklin RoadSouthfield, MI 48034810-353-2150800-967-SIKA
Tremco Corp.3735 Green RoadBeachwood, OH 44122216-292-5000
K. Screen Print InksDeco-Chem3502 Home St.Mishawaka, IN 46545219-259-3787
Ink Dezyne410 E. DivisionSparta, MI 49345616-887-8879
Naz-Dar/KC8501 Hedge Ter.Shawnee, KS 66227913-422-1888
Sericol20 West 14th Ave.N. Kansas City, MO 64116913-573-3829
SUMMIT201 E. 16th Ave.North Kansas City, MO 64116816-842-8525
L. Tapes3MIndustrial Tape and Specialties Div.3M Center Building 220-7E-01St. Paul, MN 55144-1000800-362-3550
Avery DennisonSpecialty Tape Division250 Chester StreetPainesville, OH 44077216-639-2600
MactacTechnical Products Division4560 Darrow RoadStow, OH 44224-1898800-323-3439
NortonNorton Performance Plastics Corp.One Sealants ParkGranville, NY 12832800-724-0883518-642-2200
Section VII: Sources

50
Notes

51
Notes

52
Notes