sweater manufacturing process
DESCRIPTION
Sweater Manufacturing ProcessTRANSCRIPT
SWEATER MANUFACTURING PROCESS IN INDUSTRY

SWEATER MANUFACTURING PROCESS IN INDUSTRY
Prepared by:
Toufiqul Islam
ID- 081011159
Group- B
6th Semester (AMM)
Prepared for:
Farruque M Masud
Head of the AMM department.
Prepared date:
December 05-2010
Shanto-mariam University of creative technology
Decembar04, 2010
Farruque M Masud
Course teacher
Sub: Sweater manufacturing process in industry.
Dear Sir,
I am pleased to enclose my above subject assignment as desire by you.
If you need any clarification please let me know.
Sincerely,
Toufiqul Islam

TABLE OF CONTENTS
1. Introduction.
2. Difference between fully fashion and cut & sewing knitting.
3. Discuss about sweater manufacturing machine, classification, function, properties of machine.
4. What is Garments length machine?
5. Sowing different part of machine.
6. Organograme of sweater industry.
7. Sweater manufacturing process.
8. Conclusion.
INTRODUCTION:(fully fashion knitting)
Fully-fashioned knitting means “shaped wholly or in part by widening or narrowing of piece of fabric by loop transference in order to increase or decrease of the number of Wales”. Thus, as the number of loops are increased or decreased, the fabric can get shaped areas as seen. To achieve fully fashioned knitting, loop transference is necessary. The loop transference is the process that moves stitches (i.e., loops) from the needles on which they were made to other needles. illustrates the mechanism of loop transference on a V-bed flat knitting machine.In addition, the following stitch notation describes how widening or narrowing occurs by loop transference on fully fashioned machines. The fully-fashioning process allows the separate creation of shaped front and back body parts and sleeve parts by increasing or decreasing the number of loops. This eliminates the cutting operation. However, because all parts of the garment are knitted separately, the fully fashioned knitting still requires a post sewing or linking process. Linking is defined as a process of joining side seams or edges of fabric pieces together with a row of knitting on a linking machine.
Difference between fully fashion and cut & sewing knitting:-
Fully fashion knit:
Fully fashion or shaping is a method of knitting production where the front, back and sleeve pieces are knitted in the right shape directly in the knitting machine. The cutting process is at a minimum or totally eliminated, but some post-knit cutting can still be necessary. Trimmings and pockets are knitted separately and sewn together with the rest of the knitted pieces to complete the garment. The benefit of this production method compared with the cut & sew method is that cutting is eliminated or at a minimum, and that the material consumption is much lower due to lower cut-loss. Both material and labour costs are saved in comparison to the cut & sew production method.
Cut & sewing knit:
Cut & sew is the conventional and most common method for production of flat knitted garments. Panels for front, back and sleeves are knitted in a rectangular form and then cut in the right form in the cutting process. After the cutting process, the panels are sewn together with separately knitted trimmings and pockets to complete the garment. Both cutting and sewing are post-knit processes, separated from the knitting machine. With cut & sew, up to 30% of the original fabric may go to waste as cut-loss. The advantage with this type of production is that it could be done on all flat knitting machines, including old models without computer processing systems. The disadvantages is the labour intensive post-knitting processes such as cutting and sewing, which makes this production suitable in countries with low labour costs, such as eastern Europe and China. Another
disadvantage is material waste in the cutting process. A high degree of the knitted material is cut-loss, even when the right form of the panels is formed in the cutting machine.
Discuss about sweater manufacturing machine:-
(Flat knitting machine is a Sweater manufacturing machine.)
The flat knitting machine is one type of knitting machinery. It has a linear needle bed that makes it possible to produce flat knitted rectangular panels for products like sweaters, cardigans, skirts, scarves and other outer garment products. This machine type traditionally produces coarse structure knit panels, with a fixed edge and a welt at the bottom of the panel and then structures or patterns as jacquard, stripes or cables across the panel. Thus the production of a product from yarn to garment with flat knitting technology could be done in several ways, depending on the machinery available and the production methods that a company has adopted.
Knitting----- finishing----- cutting sewing---- finishing = Readymade garments
Figure 2. Production process of flat knitted garments.
The production from yarn to readymade garment consists of several processes, as shown in Figure 2. It starts with the knitting process, where yarn on yarn-cones is knitted to panels in the flat knitting machine. The panels are steamed in the finishing process after knitting. In the cutting process the panels are cut to the right shape and size according to design quality requirements. The panels are joined together to a garment in the sewing process. To accomplish the right quality, the garment is often passed through a finishing process such as washing or steaming. The traditional production of coarse flat knitted garment thus consists of several-time consuming processes after knitting.
Knitting------ cutting & sewing------ finishing = readymade garments
Figure 3. Production process of complete garment concept.
The production of complete garment due to the new complete garment technology is done as shown in Figure 3. Yarn on yarn-cones is knitted to complete garments directly in the flat knitting machine. After knitting, some cutting and sewing processes can be obtained, but not to the extent as in ordinary flat knit production, shown in Figure 2, as the garment is here complete and almost ready made. Here the finishing of the garment is done in only one process, after knitting, cutting and sewing. The fact that the garment is knitted complete and almost ready made, directly in the knitting machine, with less number of manufacturing processes, makes it possible to reduce the start to finish time of production. The chain of processes becomes shorter and especially non-value added time, such as waiting time for the garments between processes, is reduced.
Flat knitting is one of the most important technological inventions for knitwear design and production that has gone through a lot of changes over time (1, 2, and 3). When comparing the primary flat knitting using jacquard steel for needle selection with the state-of-the –art machine for integral shape knitwear, one can readily realize the amount of breakthroughs in this progression. The huge improvement in the efficiency of loop transfer has replaced the flat bed purl knitting machine with double hooked latch needles. The knitting production process evolved from cut-and-sewn piece goods knitting to fully fashion shaped knitting, and finally to integral shape knitting. The latest machine has completely eliminated the cutting and linking processes and put things together in one single operation.
The manufacturing process of flat knitted garments can be divided in four different production methods:
Cut & sew Fully fashion
Integral knitting
Complete garment
Classification of flat knitting m/c:-
Flat bed machine. V-bed machine.
Flat bed purl machine with double ended needle. (Latch needle)
Unidirectional multi carriage machine.
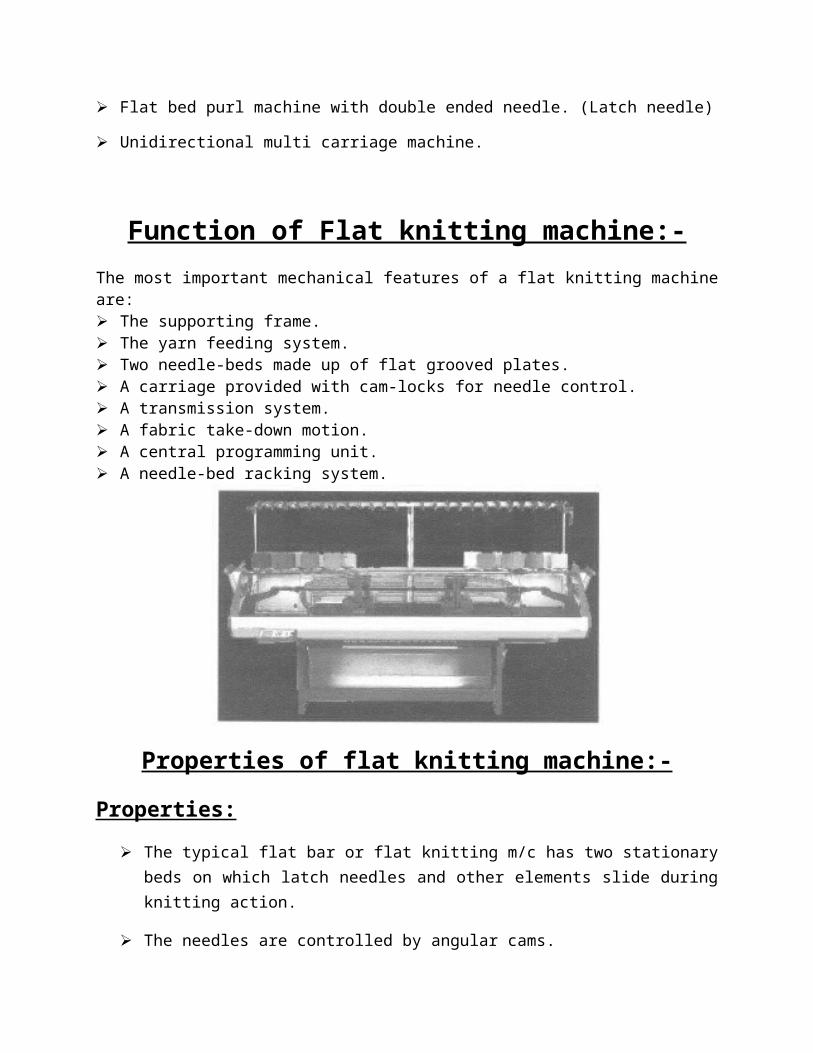
Function of Flat knitting machine:-
The most important mechanical features of a flat knitting machine are: The supporting frame. The yarn feeding system. Two needle-beds made up of flat grooved plates. A carriage provided with cam-locks for needle control. A transmission system. A fabric take-down motion. A central programming unit. A needle-bed racking system.
Properties of flat knitting machine:-
Properties:
The typical flat bar or flat knitting m/c has two stationary beds on which latch needles and other elements slide during knitting action.
The needles are controlled by angular cams.
The carriage with its selected yarn carrier’s traverse in reciprocating manners across the machine width.
The m/c may be hand controlled or may be fully automated electronically controlled and power driven.
Types of flat bar knitting m/c.
V-bed flat knitting m/c.
Flat –bed knitting m/c.
Flat bed machine
Function of Flat bed machine:-
This model KM-1122 is computerized model. Its features this model is the computerized strap flat bed knitting machine, which developed by our highly qualified electronic engineers and mechanical engineers. This is an electronic machine with LCD display and is easy to read. Knit design and programming are directly operated with keypad. And it is very easy to operate. 30 Design you can store on this machine. On this machine you can knit Collar, Cuffs, Pullovers, Band, & Sweatshirt etc.
Properties of flat – bed machine:
Flat-bed machines can also be equipped with a wide range of auxiliary devices. Leading to virtually unlimited combinations.
According to the user’s specific requirements.
The manufacturer can emphasize the machine’s output capacity, reliability, space-saving characteristics or cost effectiveness.
Types of machine used in sweater industry
1. Winding m/c. –Hanks to Cone transferring section are called winding section.2. Knitting m/c –All parts of sweater is knitting here.
3. Linking m/c –All garment parts joining to each other.
4. Over lock m/c
5. Washing m/c –Washing the garments for chemical hazards.
6. Hydro extractor m/c –Squeezing the garments to remove water & garments become dry.

7. Dryer m/c –To dry the garments by dryer machine.
8. Iron/steam iron –Steam ironing for completion.
9. Single needle lock stitch m/c- For sewing it is used.
Garments Length Machine: –
Garments length Machine which has an additional garments control mechanism to co-ordinate the knitting action in the production of garments structured repeat sequence in a wale direction.
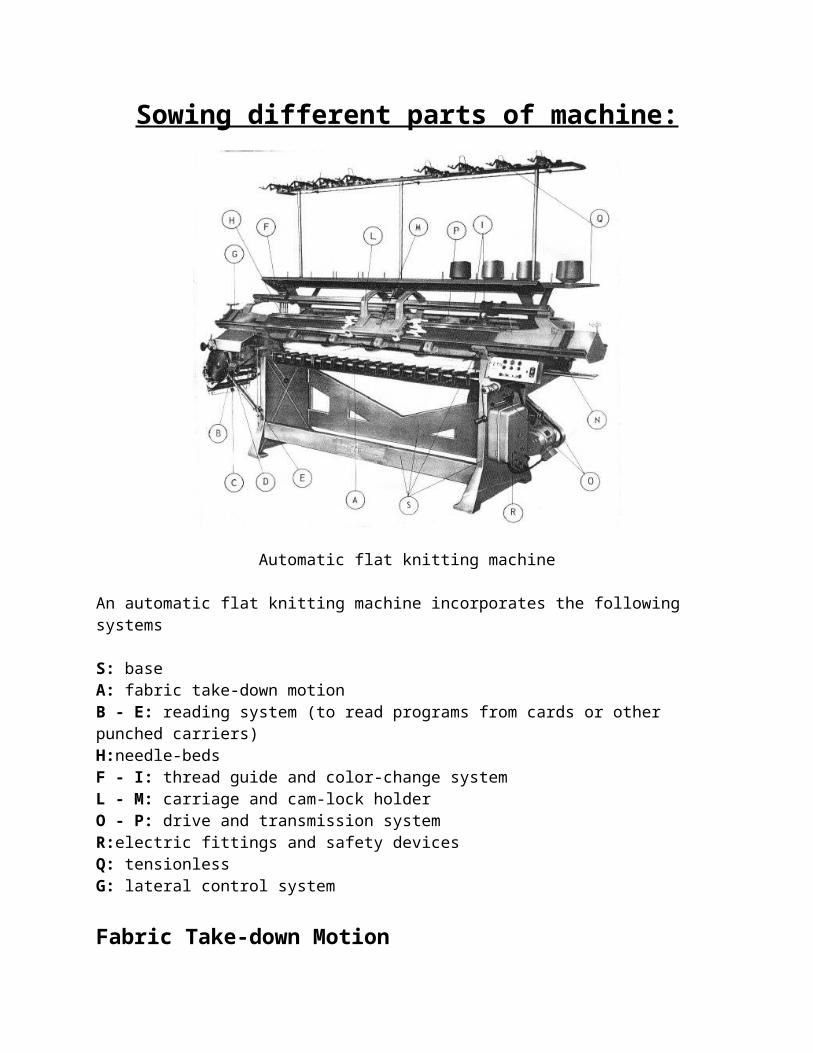
Sowing different parts of machine:
Automatic flat knitting machine
An automatic flat knitting machine incorporates the following systems
S: base A: fabric take-down motionB - E: reading system (to read programs from cards or other punched carriers)H:needle-bedsF - I: thread guide and color-change systemL - M: carriage and cam-lock holder
O - P: drive and transmission systemR:electric fittings and safety devices Q: tensionless G: lateral control system
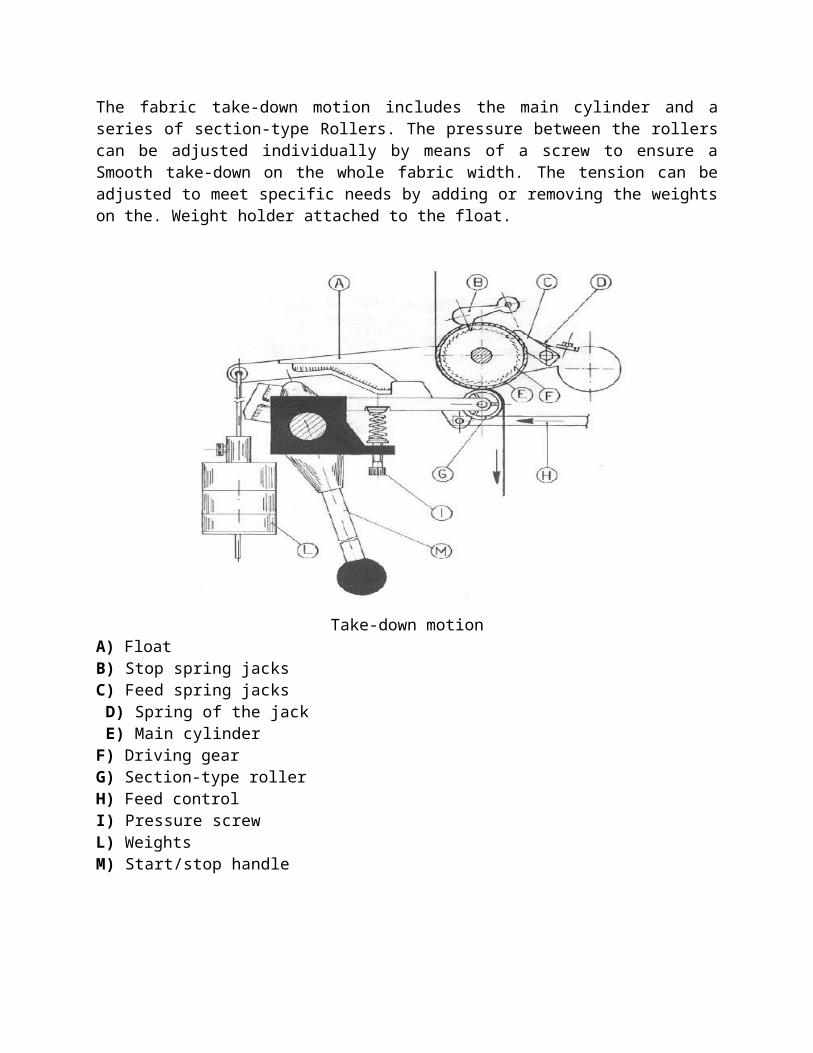
Fabric Take-down Motion The fabric take-down motion includes the main cylinder and a series of section-type Rollers. The pressure between the rollers can be adjusted individually by means of a screw to ensure a Smooth take-down on the whole fabric width. The tension can be adjusted to meet specific needs by adding or removing the weights on the. Weight holder attached to the float.
Take-down motionA) Float B) Stop spring jacks C) Feed spring jacks D) Spring of the jack E) Main cylinder F) Driving gearG) Section-type rollerH) Feed controlI) Pressure screw L) Weights M) Start/stop handle
Office and Factory
Address: Unity Industrial (BD) LimitedMir Mansion Rajakhali Road, ChaktaiChittagong, Bangladesh.
Phone: 880 (31) 633 045
Facsimile: 880 (31) 633 142
Email: [email protected]
Website: www.unitybd.com
Contact Person: Ali Zafar Md. Belal (Chairman)
Registered Name
Unity Industrial (BD) Limited
Year of establishment
August 2001
Business Activity
Manufacturer and Exporter
Floor Space
44,600 sft. (4-storied)
Nature of Production
Knit
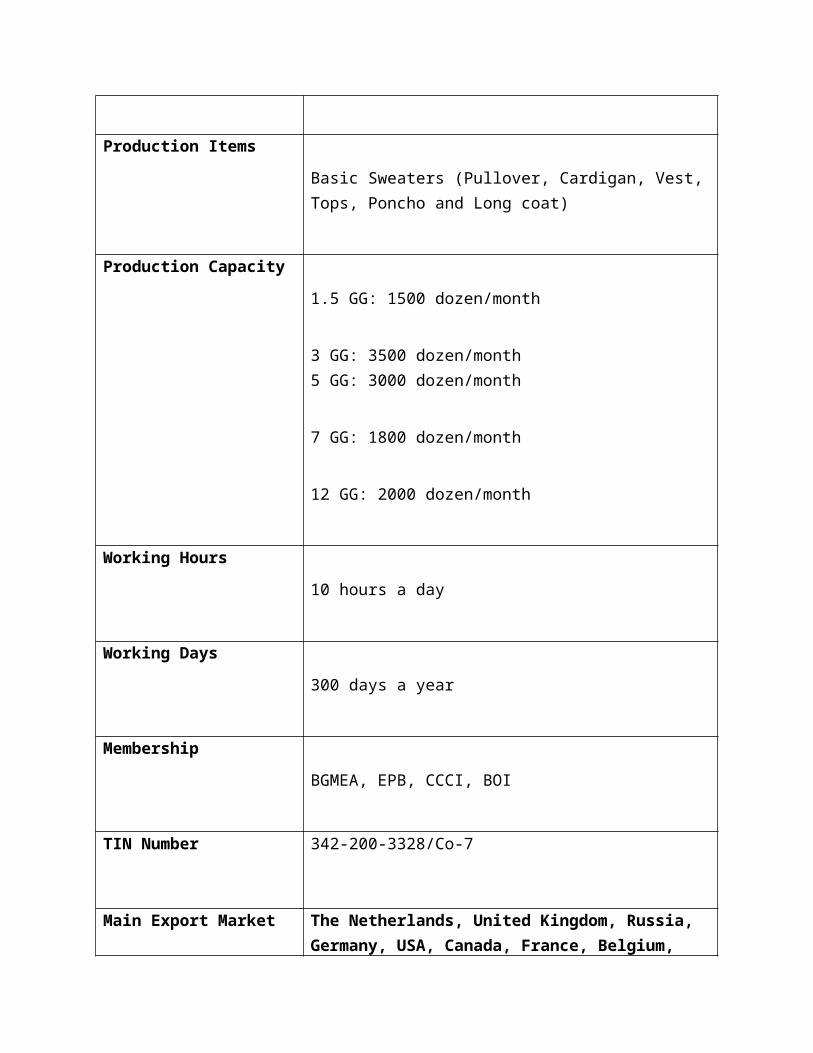
Production Items
Basic Sweaters (Pullover, Cardigan, Vest, Tops, Poncho and Long coat)
Production Capacity
1.5 GG: 1500 dozen/month
3 GG: 3500 dozen/month5 GG: 3000 dozen/month
7 GG: 1800 dozen/month
12 GG: 2000 dozen/month
Working Hours
10 hours a day
Working Days
300 days a year
Membership
BGMEA, EPB, CCCI, BOI
TIN Number 342-200-3328/Co-7
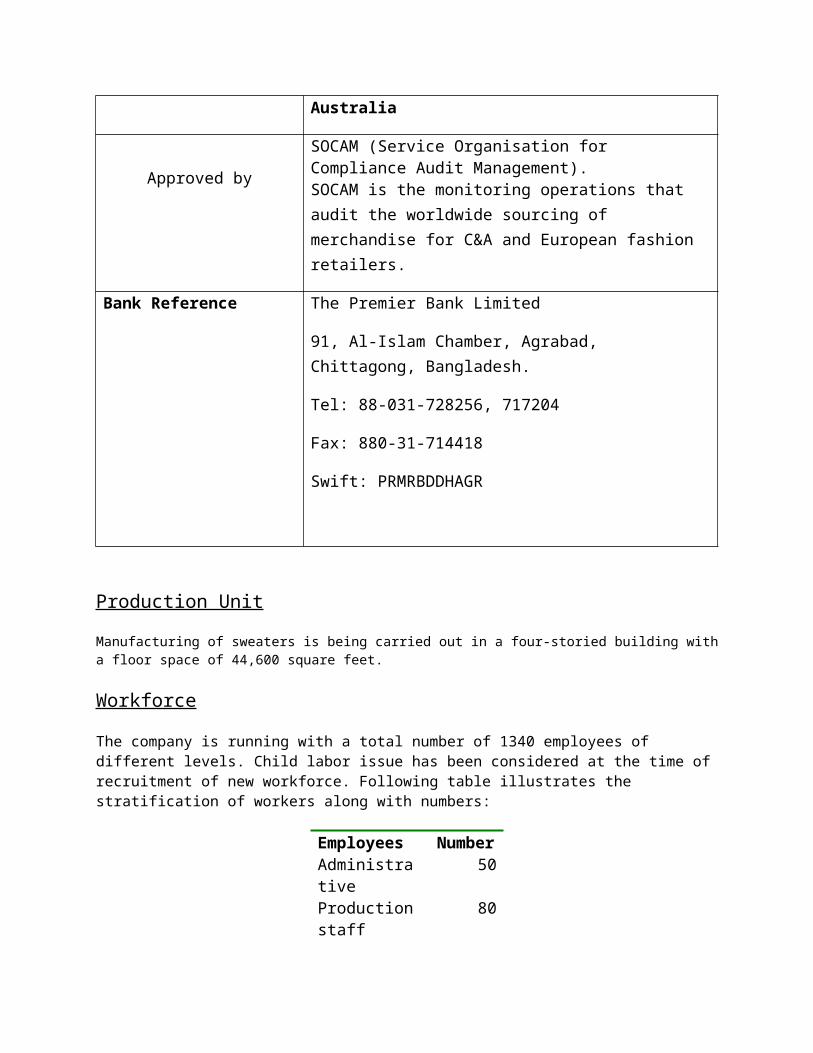
Main Export Market The Netherlands, United Kingdom, Russia, Germany, USA, Canada, France, Belgium, Australia
Approved by
SOCAM (Service Organisation for Compliance Audit Management). SOCAM is the monitoring operations that audit the worldwide sourcing of merchandise for C&A and European fashion retailers.
Bank Reference The Premier Bank Limited
91, Al-Islam Chamber, Agrabad, Chittagong, Bangladesh.
Tel: 88-031-728256, 717204
Fax: 880-31-714418
Swift: PRMRBDDHAGR
Production Unit
Manufacturing of sweaters is being carried out in a four-storied building with a floor space of 44,600 square feet.
Workforce
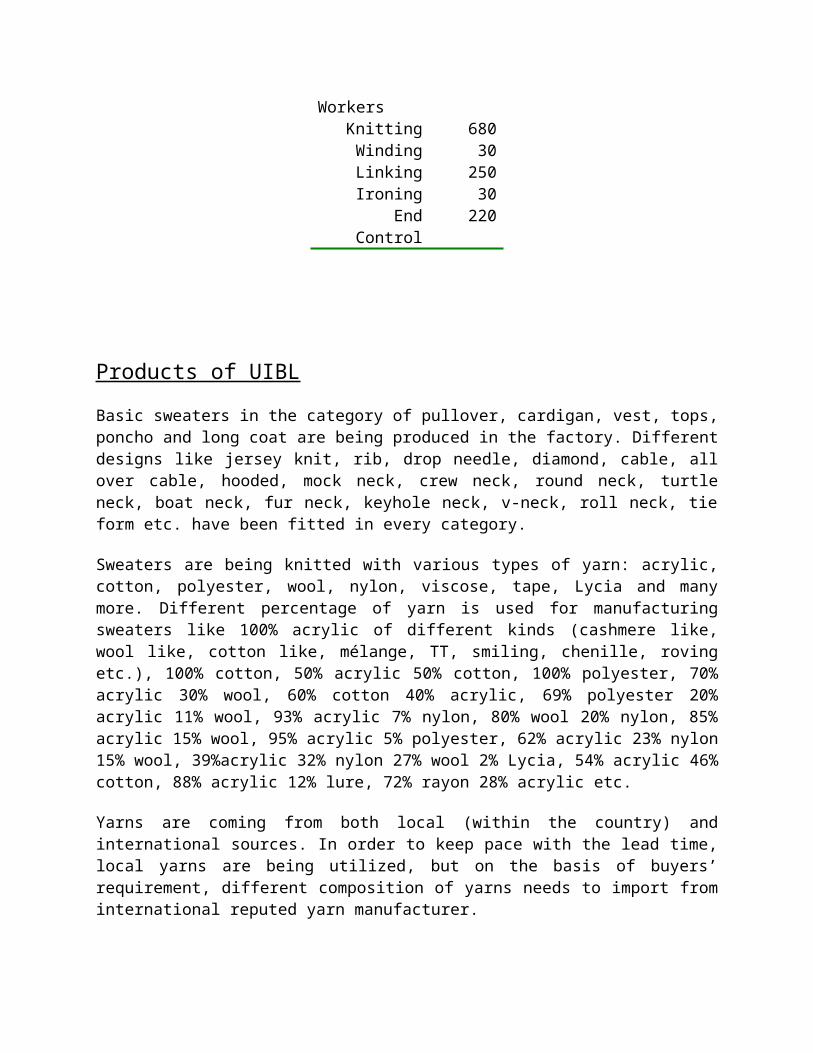
The company is running with a total number of 1340 employees of different levels. Child labor issue has been considered at the time of recruitment of new workforce. Following table illustrates the stratification of workers along with numbers:
Employees NumberAdministrative 50Production staff
80
Workers Knitting 680Winding 30Linking 250Ironing 30
End Control 220
Products of UIBL
Basic sweaters in the category of pullover, cardigan, vest, tops, poncho and long coat are being produced in the factory. Different designs like jersey knit, rib, drop needle, diamond, cable, all over cable, hooded, mock neck, crew neck, round neck, turtle neck, boat neck, fur neck, keyhole neck, v-neck, roll neck, tie form etc. have been fitted in every category.
Sweaters are being knitted with various types of yarn: acrylic, cotton, polyester, wool, nylon, viscose, tape, Lycia and many more. Different percentage of yarn is used for manufacturing sweaters like 100% acrylic of different kinds (cashmere like, wool like, cotton like, mélange, TT, smiling, chenille, roving etc.), 100% cotton, 50% acrylic 50% cotton, 100% polyester, 70% acrylic 30% wool, 60% cotton 40% acrylic, 69% polyester 20% acrylic 11% wool, 93% acrylic 7% nylon, 80% wool 20% nylon, 85% acrylic 15% wool, 95% acrylic 5% polyester, 62% acrylic 23% nylon 15% wool, 39%acrylic 32% nylon 27% wool 2% Lycia, 54% acrylic 46% cotton, 88% acrylic 12% lure, 72% rayon 28% acrylic etc.
Yarns are coming from both local (within the country) and international sources. In order to keep pace with the lead time, local yarns are being utilized, but on the basis of buyers’ requirement, different composition of yarns needs to import from international reputed yarn manufacturer.
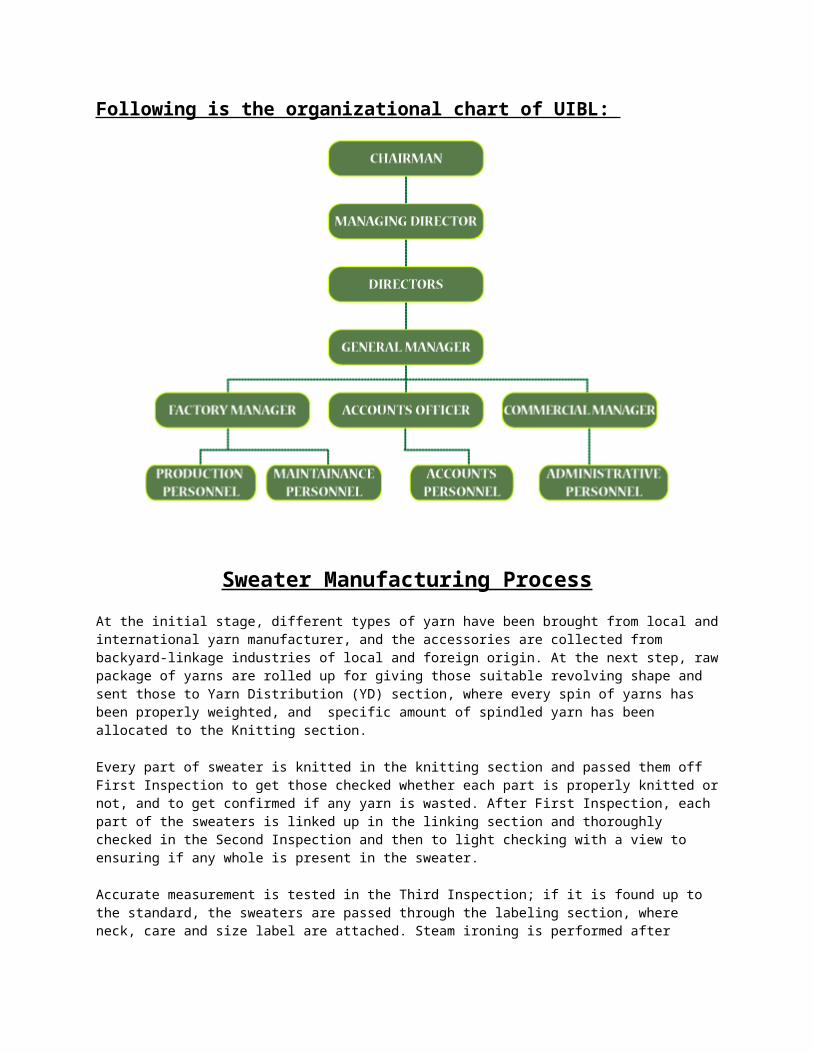
Following is the organizational chart of UIBL:
Sweater Manufacturing Process
At the initial stage, different types of yarn have been brought from local and international yarn manufacturer, and the accessories are collected from backyard-linkage industries of local and foreign origin. At the next step, raw package of yarns are rolled up for giving those suitable revolving shape and sent those to Yarn Distribution (YD) section, where every spin of yarns has been properly weighted, and specific amount of spindled yarn has been allocated to the Knitting section.
Every part of sweater is knitted in the knitting section and passed them off First Inspection to get those checked whether each part is properly knitted or not, and to get confirmed if any yarn is wasted. After First Inspection, each part of the sweaters is linked up in the linking section and thoroughly checked in the Second Inspection and then to light checking with a view to ensuring if any whole is present in the sweater.
Accurate measurement is tested in the Third Inspection; if it is found up to the standard, the sweaters are passed through the labeling section, where neck, care and size label are attached. Steam ironing is performed after labeling and sent them in the quality control section, where each part of sweater is checked carefully, thus if the sweaters are found not up to the standard, they are sent back to the Third Inspection section for mending the loopholes. Whole process of knitting is being examined at final inspection section, and passed them for packing or folding. After packaging, whole lots are transferred into the warehouse and keep them standby for shipping.
For the ease of understanding the sweater manufacturing process, a processing lay-out is presented below:
Process Flow of Production UIBL industry limited:
Precaution Label at Wall Fire Extinguisher Washing Machine
Hydro Extractor Dryer 150 KVA Generator
Auto Trapping Machine Winding Machines Sample Room
Office Conference Room Unit Outlook
Warehouse
Winding Section Yarn Distribution Knitting Section
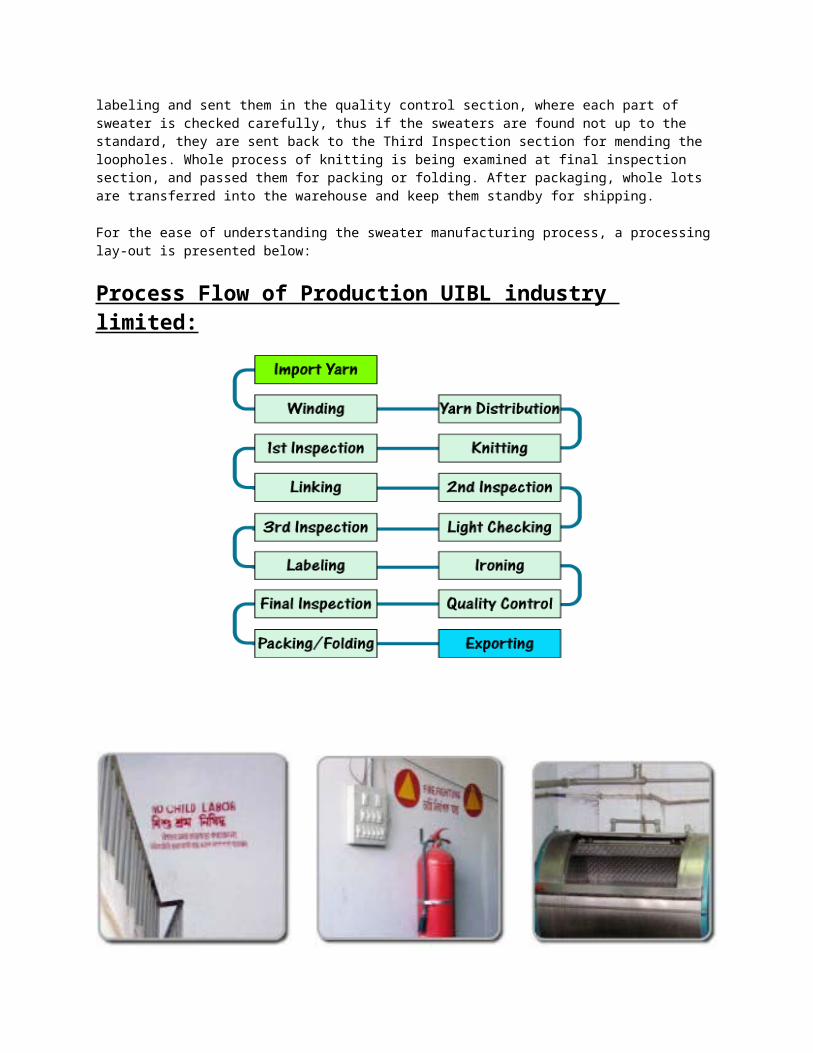
1st Inspection Linking Section 2nd Inspection
3rd Inspection Inspection Label Section
Iron Section Quality Control Tagging
Ready for Packing Packing Section Packed Cartons
Conclusion:-
For completing this tram paper I have taken help from lecture note, internet, factory etc. For that reason I am able to learn more about sweater manufacturing process and fiat knitting m/c and fully fashion & cut and sewing knitting. Previous time I was about to adopt little bit knowledge about practically how fully fashion going on. When I visit factory and discuss different kinds of thins clearly and practically observe it the other hand I have learn how make tram paper. So I can say that without any confutation my knowledge is increased about these subjects. Some discuss about this subject:-
The main purpose of this paper has been to explain and give examples of how the flat knitting integral and complete garment technology could be implemented in a fast fashion logistics system. Several manufacturing methods in the production of flat knitted garments are described and discussed, such as: cut & sew, fully fashion, integral knitting and complete garment. The advantages of complete garment production compared to traditional production methods such as cut & sew and fully fashion are, from a technical point of view, the savings in the time-consuming post-knit operations such as cutting and sewing. The other advantage is saving of material because the garments are ready made directly in the knitting machine; thus no cut-loss is produced. The textile technology and production issues are taken into consideration and implemented in a fast fashion logistics system. The input in the system is customer demands for fashion products. This demand creates a range of constraints, such as quality, cost, time etc. In the transformation process demand fulfillment is the key issue. All parameters as quality cost and time should all be in focus, but often factors such as delayed raw material or waiting time in transportation have a negative influence on the results of this process. The ideal output from the system should be perfect products delivered at the right time in the right place, completely fulfilling customer demand, but this is not always the case due to the problems described above.