sustainable manufacturing innovation and competitiveness
TRANSCRIPT

1
Sustainable Manufacturing Innovation and Competitiveness
-Scheme of Minimal-Manufacturing-
○H. Kita, K. Masui, S. Hara, T. Yamaguchi, K.H. Park, T. Ohji and K. Igarashi
National Institute of Advanced Industrial Science and Technology (AIST)
WORKSHOP ON SUSTAINABLE MANUFACTURINGPRODUCTION AND COMPETITIVENESSCopenhagen, Denmark, 21-22 June 2007

2
Contents
Minimal Manufacturing (MM) and the Working Group at AIST
Task Assignments
MM Methodologies
・ Utilization of Exergy and Entropy
・ Analytical Results of Case Study
・ Competitiveness
Examples of Minimal-Manufacturing Technologies in AIST

3
Minimal Manufacturing for Sustainability
It aims at the high-performance manufacturing of products with maximal functionalities by use of minimal resources and minimal energies with the by-production of minimal wastes.
Traditional Minimal ManufacturingLow environmental load(Conservation of energy
and resources)
Frontier technology(novel & high functionality)
Practical technology(High efficiency by low cost)
Trade-off
Minimal resourcesMinimal energiesMinimal wastes
High manufacturing efficiencyLow cost
Maximal functionality
Let the exclusive technologies be compatible
Trade-off
Trade-off

4
Advisors and Lecturers outside AIST
K. UedaUniv. of Tokyo, Prof.F. KimuraUniv. of Tokyo, Prof.E. H. IshidaTohoku Univ. Prof.K. HaraGenesis Res. Inst., Executive managing Director
A. MatsuyamaDaicel Chemical Industries, Tsukuba Research Center, GM
AIST committee
T. IshidaResearch and Innovation Promotion OfficeT. MikiResearch and Innovation Promotion OfficeT. TokizakiResearch and Innovation Promotion OfficeSecretariatY. ShimoiNanotechnology Research InstituteJ. TakahashiTechnology Information DepartmentM. SawakiTechnology Information DepartmentS. NakahamaResearch CoordinatorK. IgarashiResearch CoordinatorS. HaraNanoelectronics Research InstituteN. KoshizakiNanoarchitectonics Research CenterK. YoshimuraMaterials R.I. for Sustainable DevelopmentK. MurataNanotechnology Research InstituteK. MasuiAdvanced Manufacturing Research InstituteT. OhjiAdvanced Manufacturing Research InstituteMembersH. KitaAdvanced Manufacturing Research InstituteT. YamaguchiNanotechnology Research InstituteCo-ChairS. SasakiAdvanced Manufacturing Research InstituteChair
Minimal Manufacturing Working Group, AIST
Secretariat
Chief
Advanced Manufacturing R.I.J. Akedo
Innovation Promotion OfficeT. IshidaInnovation Promotion OfficeT. Tokizaki
Nanotechnology R.I.H. MaedaAdvanced Manufacturing R.I.N. Mishima
R.I. Innovation in Sustainable Chemistry
M. NakaiwaNanoelectronics R.I.S. HaraichiTechnology Information Dept.K. -H. ParkNanotechnology R.I.W. MizutaniAdvanced Manufacturing R.I.K. MasuiNanotechnology R.I.K. MurataAdvanced Manufacturing R.I.H. KitaNanoelectronics R.I.S. Hara
Pj. Chief
Pj. Director
Advanced Manufacturing R.I.
K. MasuiNanotechnology R.I.K. MurataNanoelectronics R.I.S. Hara
Nanotechnology R.I., Director
H. Yokoyama
Chief
Advanced Manufacturing R.I.K. MasuiAdvanced Manufacturing R.I.H. KitaNanotechnology R.I.T. Yamaguchi
"Minimal Manufacturing & Maximum Servicing" President, Dr. H. Yoshikawa
Organization in FY2006
Task force of Technologiesfor Minimal Manufacturing
Task force of Indices for Minimal Manufacturing
Investigation on Production Innovation by Nanotechnology (NEDO mini fund FY2005)
Research Coordinator, Dr. K. Igarashi
Collabo-ration
Minimal Manufacturing Working Group at AIST

5
Demand
Production
ResourcesWaste Materials and Lost Energy
Economical
Economical
SystemSystem
Market
Task AssignmentsEnvironment
(Ecological System)
“Producing high performance products which meet the market demand while using the minimum amount of resources and wasting the minimum amount of materials and energy.”■Task1 : Standard of “the Minimum” and evaluation criteria considering competitiveness in economic activities.■Task2: AIST’s potential technologies for the minimal manufacturing.

6
Entropy Production
Entr
opy
Prod
uctio
n
Time
The goal is to retard the Entropy Production rates, while meeting the society / industry demands in total.

7
5 10 30 50
Environmental Impact
Waste
& Exhau
stInput Energy
Water
Input Resource
Environmental Efficiency
Social Cost
Resource
use ef
ficien
cyRare Resource usage
Amount of waste
Hazardous Chemicals
Cyclic Time (years) Long TermShort Term
Uni
vers
al S
pace
Glo
bal M
inim
alLo
cal M
inim
al
Entr
opy
Prod
uctio
nR
ate
Min
imal
M
anuf
actu
ring.
Universal Space - Cycle Time Chart
Fuel
Amount of material usage
Material YieldManufacturing efficiency
Intermediate Products/ Materials
Expenditure on R&DTime Schedule on R&D
Instruments Size
Capital Investment
Start-up speedArea of factory
Production lead time
Manufacturing cost
Goods in Process / Amount of Stock
Delivery Due
Processes Steps
YieldDistribution
Enterpris
e
Enterpris
e
Society
Society
Ecosy
stem
Ecosy
stem
The Erat
h
The Erat
h
Nation/
Nation/
Country
Country
Consumer
Consumer
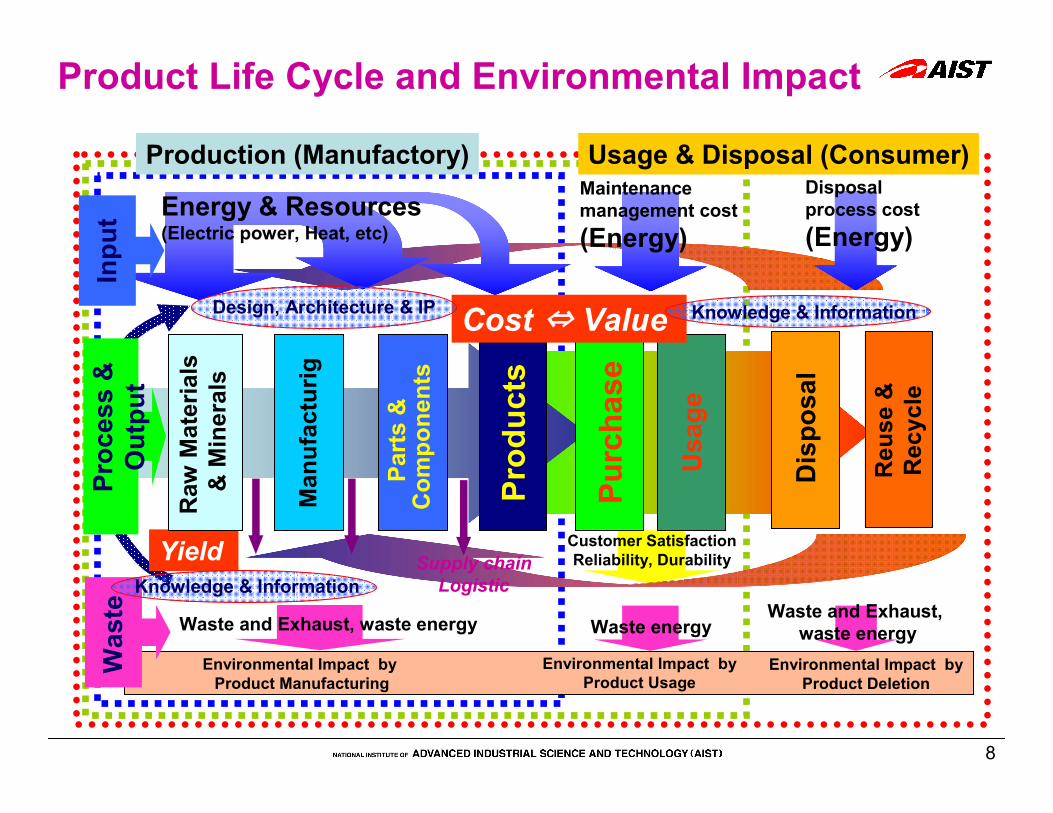
8
Energy & Resources(Electric power, Heat, etc)
Dis
posa
l
Environmental Impact byProduct Manufacturing
Maintenance management cost(Energy)
⑩
Customer SatisfactionReliability, DurabilityYield
Environmental Impact by Product Usage
Environmental Impact by Product Deletion
Waste energyWaste and Exhaust,
waste energy
Man
ufac
turig
Part
s &
C
ompo
nent
s
Prod
ucts
Raw
Mat
eria
ls
& M
iner
als
Reu
se &
R
ecyc
le
Production (Manufactory) Usage & Disposal (Consumer)
Supply chainLogistic
Disposal process cost(Energy)
Usa
ge
Purc
hase
Inpu
t
Cost ⇔ Value
Proc
ess
&
Out
put
Was
te
Design, Architecture & IP Knowledge & Information
Knowledge & Information
Waste and Exhaust, waste energy
Product Life Cycle and Environmental Impact

9
Input
Output
Input
Output
Input
Output
Input
Output
Input
Output
Manufactory Level
Specific Process Level
Society Level
Nested Open Systems in Manufacturing and Exergy
Exergy: “Quantity of State” commonly dealing with energy, resources, products, etc. going out, coming in and fixed in the stages of production, usage, and disposal.
In- and out-puts of resources, products, energies, and wastes in each system stage.

10
Environment Standard:
Earth Resources0
Artificial Product A
Prod
uctio
n:Co
nsum
ing
Exer
gy
Use and Disposal Waste A
Environment Impact Degree
Exe
rgy
Artificial Product B
Waste B
Concept of Exergy
Ex = (H-H0) – T0 (S-S0)T0:Environmental temperature

11
How Can We use “Exergy and Entropy” for Minimal Manufacturing?
1) Process Design
2) Resources Consumption Evaluation through Life Cycle

12
EXE
RG
Y
INPUT EXERGY
LOST EXERGY
EXERGY FIXED IN PRODUCTS
Efficiency of Process The ratio of the fixed energy in the products to the input energy.
Analysis Objects Quantification of resources, products and energy in common scale.
Practical use for index of process design Exergy in steady state can be the index for the optimal process.
Exergy Analysis
OUT( Products and wastes)
IN (Resources and Energy)
Environmental Index

13
Example: Efficiency of Process in Ceramic Parts
Calculated for a product of 5 kg
OUTPUT (Products、Wastes)
FixedFixed
INPUT (Resources, Energy)
Efficiency of Process (Fixed Ex / Input Ex) is about 7%.
Process
Exer
gy (M
J)
-800
-600
-400
-200
0
200
400
600
800
1000
1200
Powder Mixing
Granulation Press Forming Dewax Sintering Sum
Raw materials, Sub raw materials Electric power LPG
Waste Waste exergy Product, Intermediate product
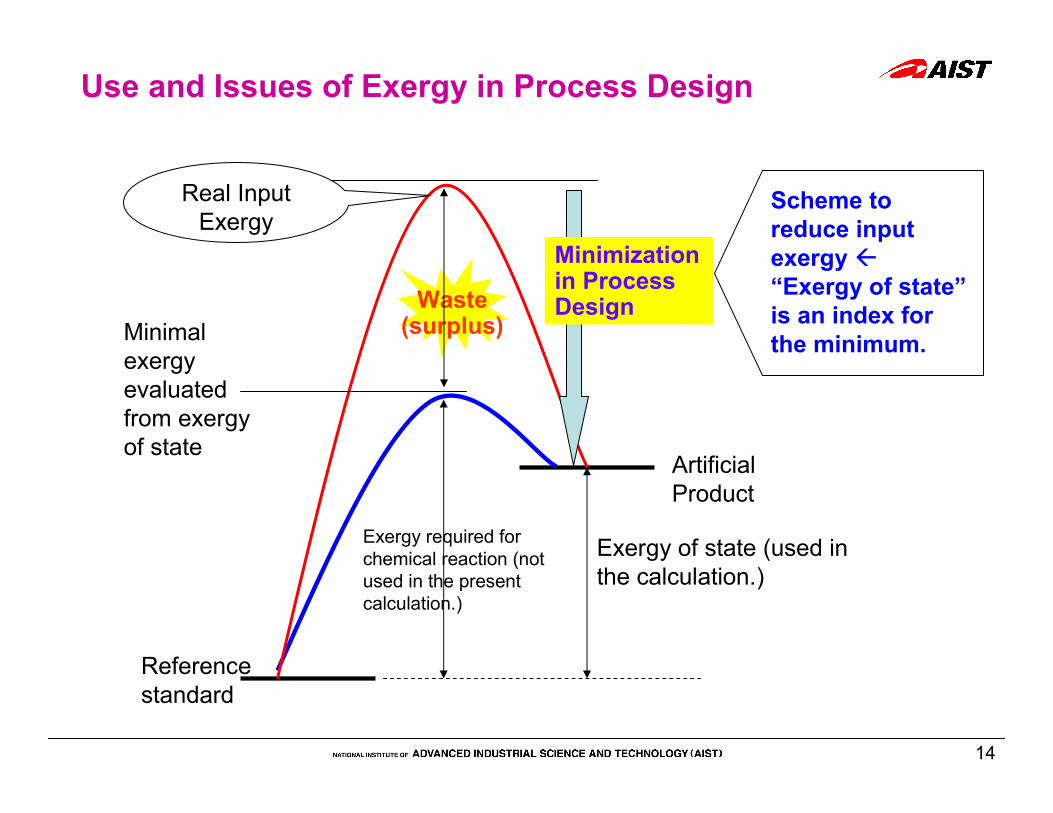
14
Waste (surplus)
Reference standard
Artificial Product
Exergy of state (used in the calculation.)
Exergy required for chemical reaction (not used in the present calculation.)
Real Input Exergy
Minimal exergy evaluated from exergy of state
Use and Issues of Exergy in Process Design
Scheme to reduce input exergy “Exergy of state”is an index for the minimum.
Minimization in Process Design

15
Practical Using Time (Months)Practical Using Time (Months)
Thic
knes
s o
f H
eate
r Tu
be (m
m)
Enh
ance
men
t E
ntro
py (
MO
ns)
(Controlling the Entropy Production due to the reactions with Molten Aluminum)Decreased Entropy By Using of Ceramic Heater Tube
Decreased Entropyof Heater TubeFour-teen Steel Heater Tubes
One Ceramic Heater Tube
This result suggests that entropy does not increase in a ceramic heater, whereas reaction between molten aluminum and steel increases the entropy in a steel heater.
Four-teen Steel Heater Tubes
One Ceramic Heater Tube

16
Al Factory(17 MOns=1.24MOns×14P)
(22 MOns=21.5MOns×1P)Al Factory
5,287 MOns
4,089 MOns
Steel Heater Tubes
Ceramic Heater Tube
Al- Product(Fe Contamination)~4300 ton
Al- Product (No Contamination)~4300 ton
Entropy Production
Entropy Production 1,198 MOns
Decreased Entropy
1 Piece
14 Pieces
Ordinary Process
Improved Process
Decreased Entropy By using Ceramic Heater Tube on the Aluminum Melting Process (Estimation for 7 years)

17
• Competitive Index (CI) =Customer value
Supply price
• Environmental Index (EI) = Exergy loss through the life-cycle that consists of production, use and disposal stages
EI
CI
Minimal Manufacturing Index
AB
CD
Region A: Ideal directionRegion B: CI improves more than the
increase of EI. It is hoped that technologies will move to region A via region B.
Region C: Environmental aspect is improved, but competitiveness becomes lower.
Region D: Allowed in no way.
Manufacturing cost, R&D expenses, producer’s and
supplier’s profits
Present value of benefit that a customer
receives through the product life-cycle
>1
Current status

18
AOKup+-Enhancing recycle
Lower recycle cost
Easy assembly/disassembly
product
Bbadup+++More functions
Multi-functional mobile phone
AOKup+++Feeling spacious
Contributing to water saving
Lower water cost
Water-saving lavatory
A orCOKdepen
ds++Feeling secure
Preventing soil and water pollution
Lead-free product
COKdowneven+Contributing to oil saving
Plant-derived plastics
COKdowneven+Preventing air pollution
Higher fuel cost
Diesel car with PM filter
n/aup++Feeling healthyHealthy tea
++
Cus-tomervalue
+
Sup-ply
price
up
CI
AOKFeeling
envi.benign
Contributing to energy saving
Lower fuel costHybrid car
Emotional value
Environmental value
Economic value
RegionEICustomer value
Examples
Classification of Customer Values and Effects on the Index

19
Concepts of Values,Economical, Environmental, and Emotional Values
(Example : Automobile)
Economical ValueEnvironmental ValueEmotional Value
User ClassificationWealth (common or rich)Use (play or work)Age (young or aged) Other factors (family members, region, character, etc.)
Commercial Vehicle(CV)
Passenger Vehicle(PV)
Popular car
Luxury car
Owners are not drivers.
Owners are drivers
Economical Value is the most important.
The value of automobile depends on types of vehicles and users.
Emotional Value
Economical Value

20
From Weight Basis to Function Basis
Use and Issues of Exergy in Material and Structure Design
Material and Structure Design Based on Integration and SimplificationMinimization in
Material and Structure
Reference standard (B)
Artificial Product (A)
Artificial Product (B)
1.Integrating functions by nano-technology
2.Using abundant, natural resources
3.Light weight products of optimaized structure, etc.
4.Re-use design, etc.

21
InflexibilityInflexibility
ComplexityComplexity
LocalMinimization
LocalMinimization
Processes
Materials
Device
Products
Systems
Mapping of technologies suitable for MM is being updated in AIST.
Issues ofPresent
Industries
ME
MS
ME
MS
On-site Production
3D devices
(WLC
SP
, ...)3D
devices(W
LCS
P, ...)
Flexible Function(FP
GA
, ...)Flexible Function
(FPG
A, ...)
micro-TA
Sm
icro-TAS
Cell P
roductionC
ell Production
Desktop factory
Desktop factory
mini FA
Bm
ini FAB
Co-P
roductionC
o-Production
Co-G
enerationC
o-Generation
SC
MS
CM
SC
MS
CM
Printed P
roductsP
rinted Products
Micro P
lasma
Micro P
lasma
Laser Annealing
Laser Annealing
Mask-less
Mask-less
Stereo-FabricM
odelingS
tereo-FabricM
odeling
InkjetInkjet
Desktop Furnace
Desktop Furnace
Com
binatorialC
ombinatorial
Com
binatorialC
ombinatorial
Self-O
rganizationS
elf-Organization
Micro-R
eactor M
icro-Reactor
Catalysis
Catalysis
Aerosol D
epositionA
erosol Deposition
Post
Silicon W
aferP
ostS
ilicon Wafer
IntelligentM
aterialsIntelligentM
aterials
InitializingC
ontamination C
onditionInitializing
Contam
ination Condition
Equipm
ent Sharing
Equipm
ent Sharing
Vacuum
FreeV
acuum Free E
ncapsulatedP
roduction System
Encapsulated
Production S
ystemE
ncapsulatedP
roduction System
Encapsulated
Production S
ystem
Technologies Suitable for Minimal Manufacturing
M.M.concept
FlexibilityFlexibility
SimplificationSimplification
UnificationUnification