surface finishing processes
DESCRIPTION
Details about surface finishing processes like Honning, Abrasive Grinding etc.TRANSCRIPT

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 1/32
Abrasive Machining and
Finishing Operations
Er. Narinder Singh
Scientist, CSIO
7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 2/32
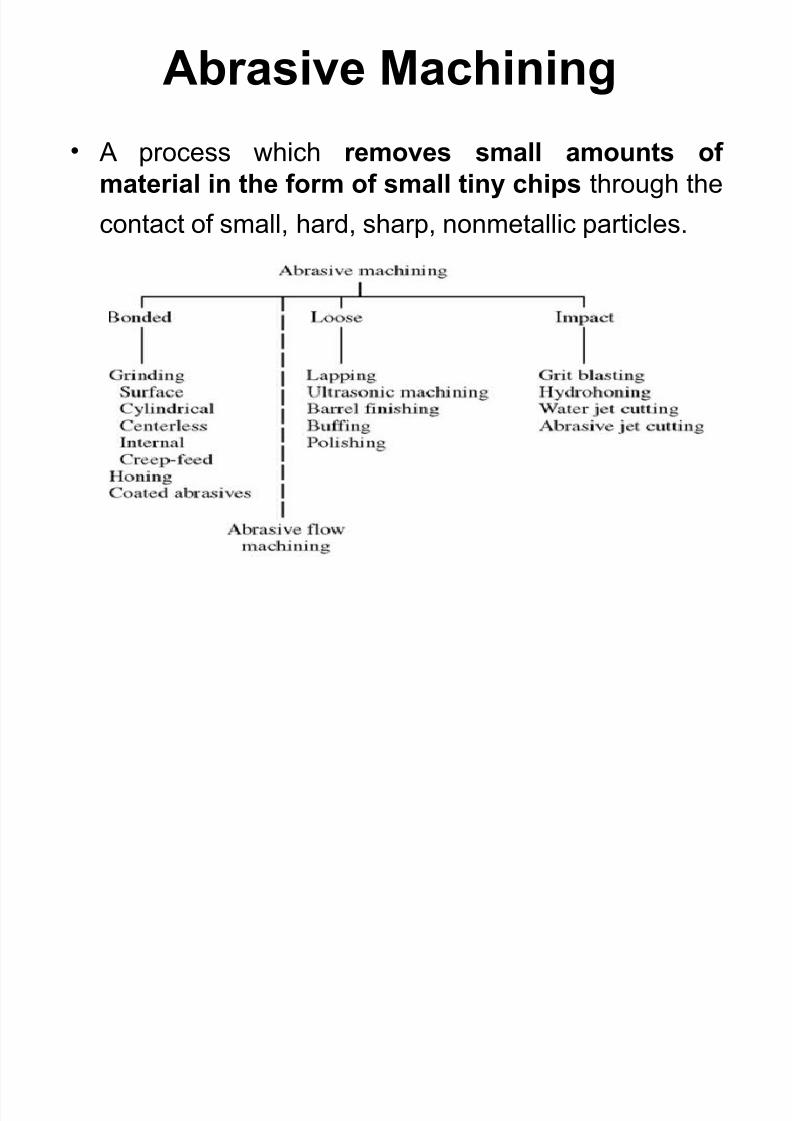
Abrasive Machining
• A process which removes small amounts of
material in the form of small tiny chips through the
contact of sa!!, hard, sharp, noneta!!ic partic!es.

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 3/32
Abrasive Machining
Processes to finish and smooth surfaces
Very low MRR
Very high surface finish
Dimension accuracy and control
Workpiece materials may be too hard
Workpiece materials may be too brittle
7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 4/32
Finishing Operations
•Coated abrasives•Wire brushing•Honing
•Superfinishing•Lapping•Polishing•Buffing
•Electropolishing•Magnetic-field-assisted polishing

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 5/32
"oning• "oning is used to remove small amounts of
ateria! to produce an exacting size and surfacefinish.
• Most coon app!ication is to produce precisesurface finish in engine cylinder walls and
hydraulic cylinder fabrication
• Rotation and axial oscillation is used to producethe desired surface throughout the entire !ength ofthe ho!e.
• "oning is done with cutting fluids and honingstones, specia! grinding stones with #$%&$$ gritwith the addition of additives to odif' the cutting
7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 6/32
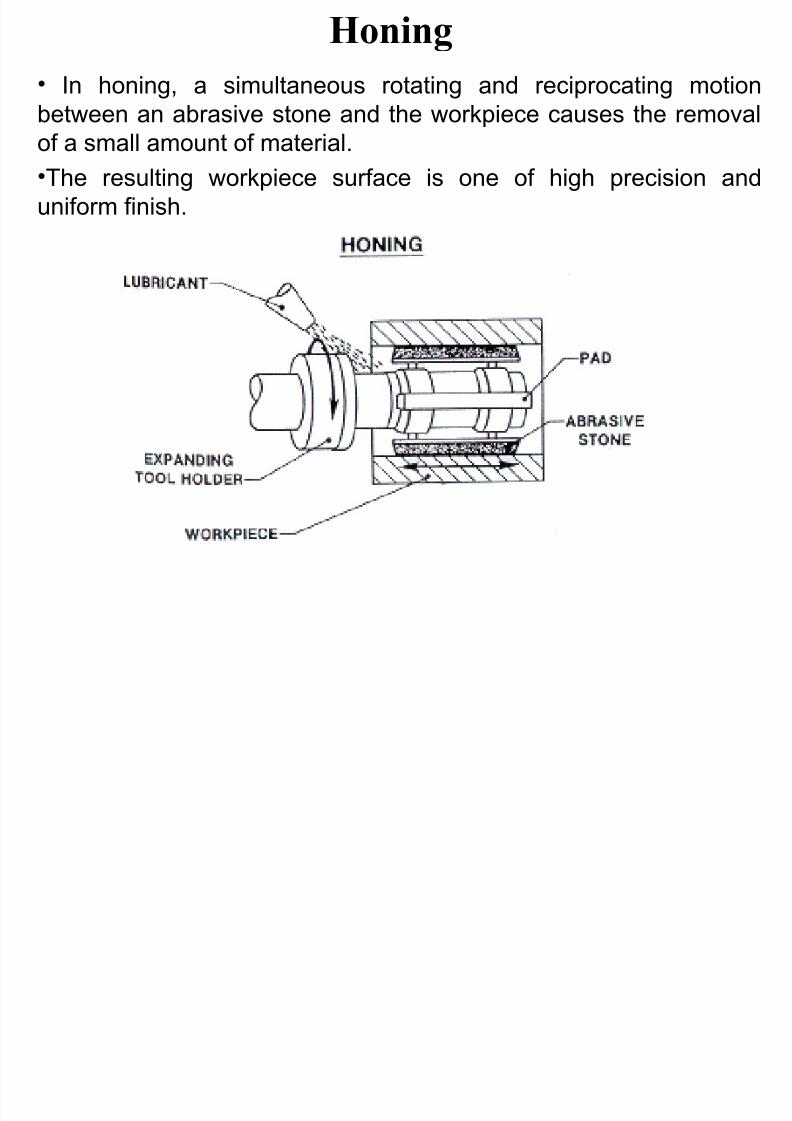
Honing
• In honing, a siu!taneous rotating and reciprocating otion
between an abrasive stone and the wor(piece causes the reova!
of a sa!! aount of ateria!.
•)he resu!ting wor(piece surface is one of high precision and
unifor finish.

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 7/32
7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 8/32
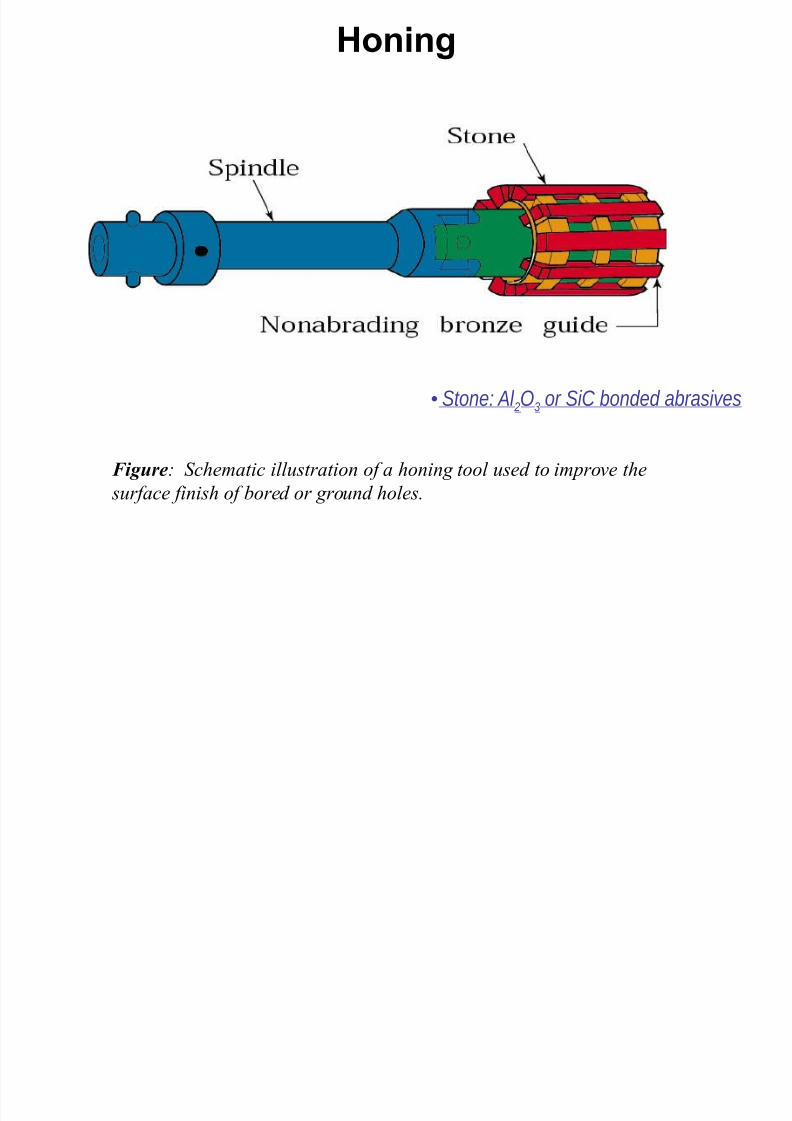
Honing
Figure: Schematic illustration of a honing tool used to improve the
surface finish of bored or ground holes.
• Stone: Al !" or SiC bonded abrasives

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 9/32
ylindrical Honing
FIGURE : Schematic of honing head showing the manner in which the stones
are held. The rotary and oscillatory motions combine to produce a
crosshatched lay pattern. Typical values for Vc and Ps are given below.
7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 10/32
IE *&* C!ass Notes b' Figen Eren
+$
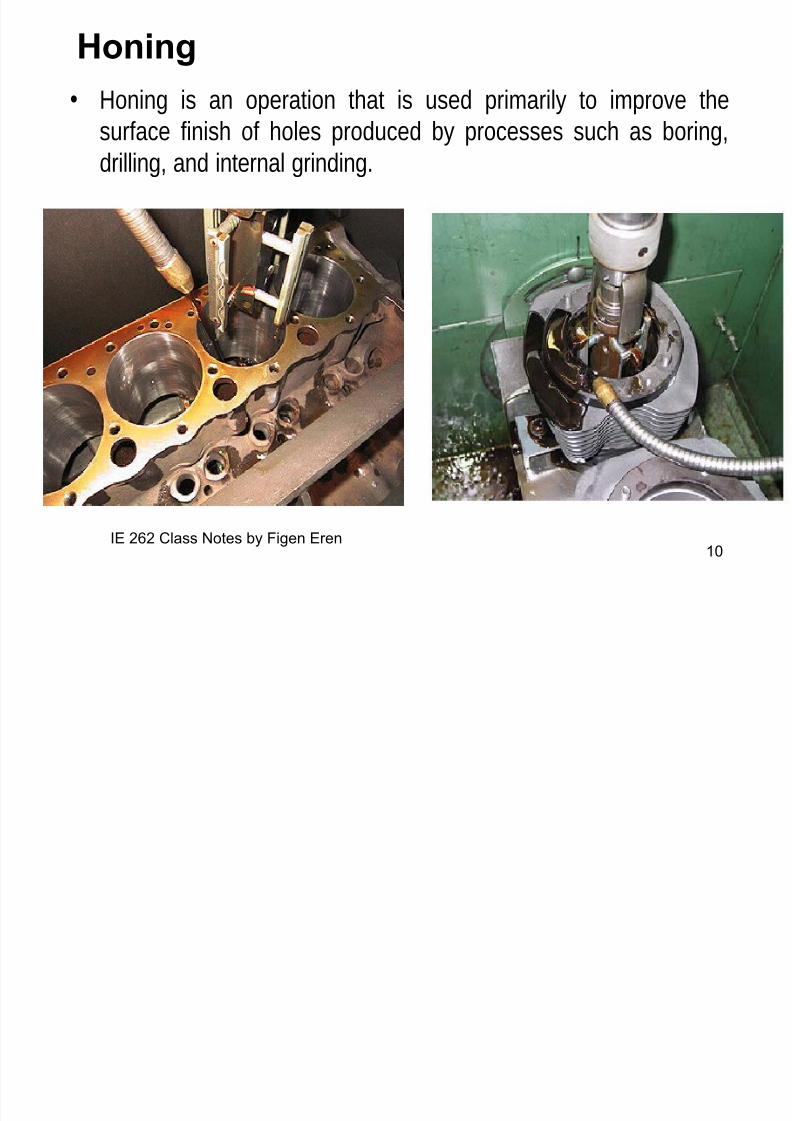
Honing
• Honing is an operation that is used primarily to improve the
surface finish of holes produced by processes such as boring,drilling, and internal grinding.
7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 11/32
Advantages of Honing
• Rapid and economical removal of stoc!
• Minimum of heat and distortion
• "eneration of round and straight surfaces
• #asy correction of taper$ Out of roundness• %evelopment of any desirable surface finish
• Accurate control of &ize
• MRR upto '.( mm
7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 12/32
Superfinishing
• Superfinishing is a variation of honing that is t'pica!!'used on f!at surfaces. )he process is
- er' light$ controlled pressure, +$ to /$ psi
- Rapid 0over /$$ c'c!es1 in2, short stro!es)!ess than +1/ in.
- &tro!e paths controlled so that a sing!e grit never traversesthe sae path twice
- Copious aounts of low)viscosity lubricant)coolant f!oodedover the wor( surface

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 13/32
&uperfinishing *s Honing
• 3ower operating speeds
• On!' for obtaining for 4ua!it'
surface finish
• Man' otions to get fina!
finish
• Most!' used for e5terna!
surfaces

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 14/32
Figure: Schematic illustrations of the superfinishing process for a
cylindrical part. (a) Cylindrical mircohoning, (b) Centerless microhoning.
&uperfinishing

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 15/32
&uperfinishing
FIGURE : In superfinishing and honing, a film of lubricant is established between the
work and the abrasive stone as the work becomes smoother.
7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 16/32
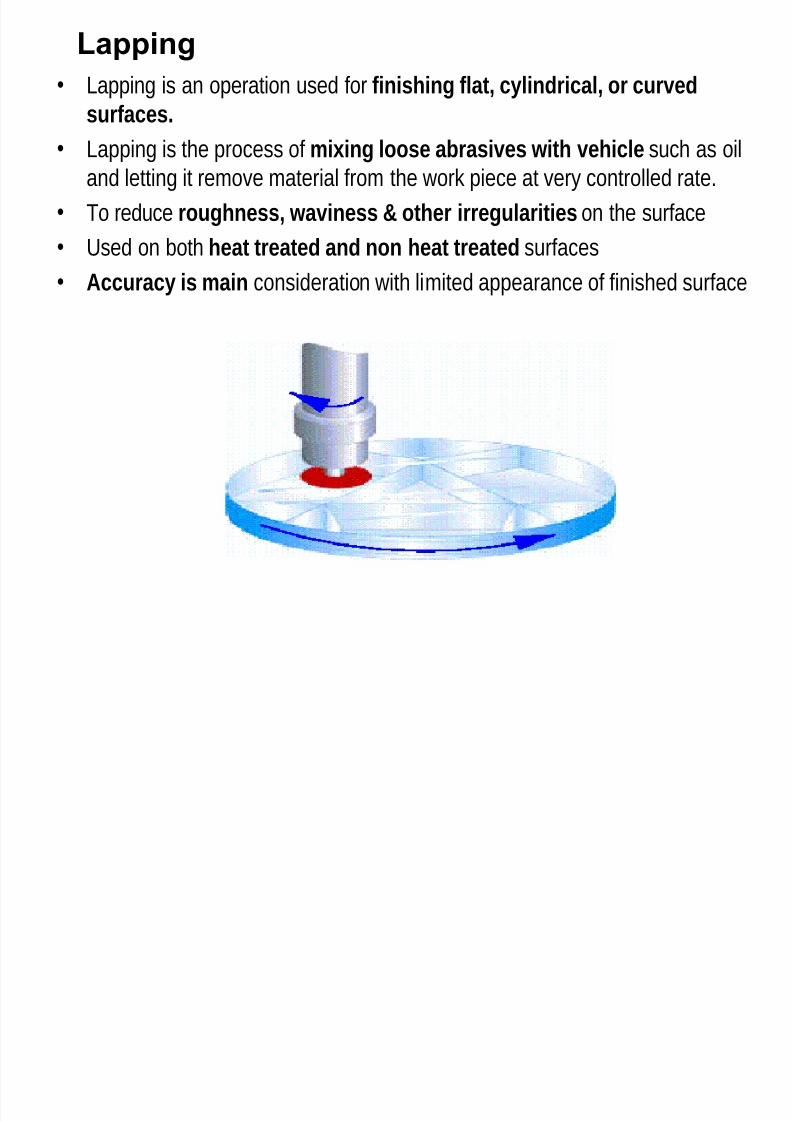
+apping
• Lapping is an operation used for finishing flat, cylindrical, or curved
surfaces.
• Lapping is the process of mixing loose abrasives with vehicle such as oil
and letting it remove material from the work piece at very controlled rate.
• To reduce roughness, waviness & other irregularities on the surface
• Used on both heat treated and non heat treated surfaces
• Accuracy is main consideration with limited appearance of finished surface

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 17/32
+apping
• 3apping is the process where the abrasive media ischarged 0ebedded2 into a softer edia ca!!ed !ap.
• +ap material range fro various t'pes of c!oth, or softeta! such as copper.
• )he embedded particles do the cutting not the !ap.
• )he abrasive is carried away by the lapping oil, orcoo!ant, and needs fre4uent rep!aceent.
• 3apping reoves ateria! very slowly and is t'pica!!'used to remove machining and grinding mar!s,producing a po!ished surface.

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 18/32
+apping ,rocess• Abrasives - Natura! as we!! as Artificia! !i(e A!*O6, SiC,
Eer', 7owered garnet, 8iaond
• *ehicle - )o carr' or retain the abrasive during process.
Coon!' used vehic!e are eg, 9ater So!ub!e, Minera!,
:erosene and O!ive Oi!, ;rease, A!coho! etc• -ype of lapping Operations
% E4ua!ising 3apping
% For 3apping
• +apping Methods
% "and 3apping
% Machine 3apping

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 19/32

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 20/32
3apping
Figure : (a) Schematic illustration of the lapping process. (b) Production lapping on flat
surfaces. (c) Production lapping on cylindrical surfaces.
•Lap: cast iron# copper# leather# or cloth
$e%bedded in the lap&

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 21/32
)ertiar' Manufacturing 7rocesses
3apping< Superfinishing

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 22/32
Polishing Pads
Lapping Machine

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 23/32
IEM%MAE OS= *6
'esources
Strasborough CMP M(c'etaining 'ing
Wafer
Carrier
PolishingPad
LapMaster Lapping M(c

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 24/32
+apping ,rocess
• Refining &urface finish
• "eometrical accuracy of flat $ cylindrical and
spherical surfaces
•ot to remove metal but to finish to some size
• ,rovide a close fit between mating parts

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 25/32
+apping ,rocess
• /ncreases wor! life by removing surface roughness
and irregularities
• &uperfine surface finish
•"reater uniformity and Optical flatness
• Accuracy limits upto '.''0 mm
• Removes errors in gears which produce noise and
wear

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 26/32
Ref: Fig. .!", #alpa$%ian. &anufacturing Processes for 'ngineering &aterials nd 'd, ddison*+esley --.
Flame Cutting
Snagging (Coarse Grinding)
Sawing
Planing, Shaping
Drilling
Chemical Machining
Milling
Broaching
Reaming
Electron!eam Machining
"aser Machining
Electrochemical Machining
#urning, Boring
Barrel Finishing
Electrochemical Grinding
Roller Burnishing
Grinding
$oning
Electropolishing
Polishing
"apping
Super%nishing
Electricaldischarge Machining
Process microinches
micrometers &'
'''
&
'''
*&
&''
+*
&'
*
&
*+
+
'*-
'*.
+
'*
-
'*
.
'*'&
*'&
*'
'*&
/0erage /pplication"ess Fre1uent /pplication
Surface roughness b) %achining

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 27/32
Surface >oughness a!ues

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 28/32
Surface >oughnessSurface roughness is generally described ith of methods
Ra* rithmetic &ean /alue* the average of the absolute values
of the deviations from the center line of the surface
Rq (formerly R&S)* Root &ean S0uared*
Rq = a2 + b2 + c2 + d 2 + ...
n
Ra1 *a* + *b* + *c* + *d* + , n$ &

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 29/32
>oughness =nits
• + Microeter ? +µ ? + icron ? +$%& eters
• + Microinch ? +µin? +$%& inches
• +µin ? $.$*@ µ
• +µ ? /$ µin
• "uan hair /$ µ
Both generally given in micrometers (microns) or
microinches

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 30/32
Machined Surface

7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 31/32
7/17/2019 Surface Finishing Processes
http://slidepdf.com/reader/full/surface-finishing-processes 32/32
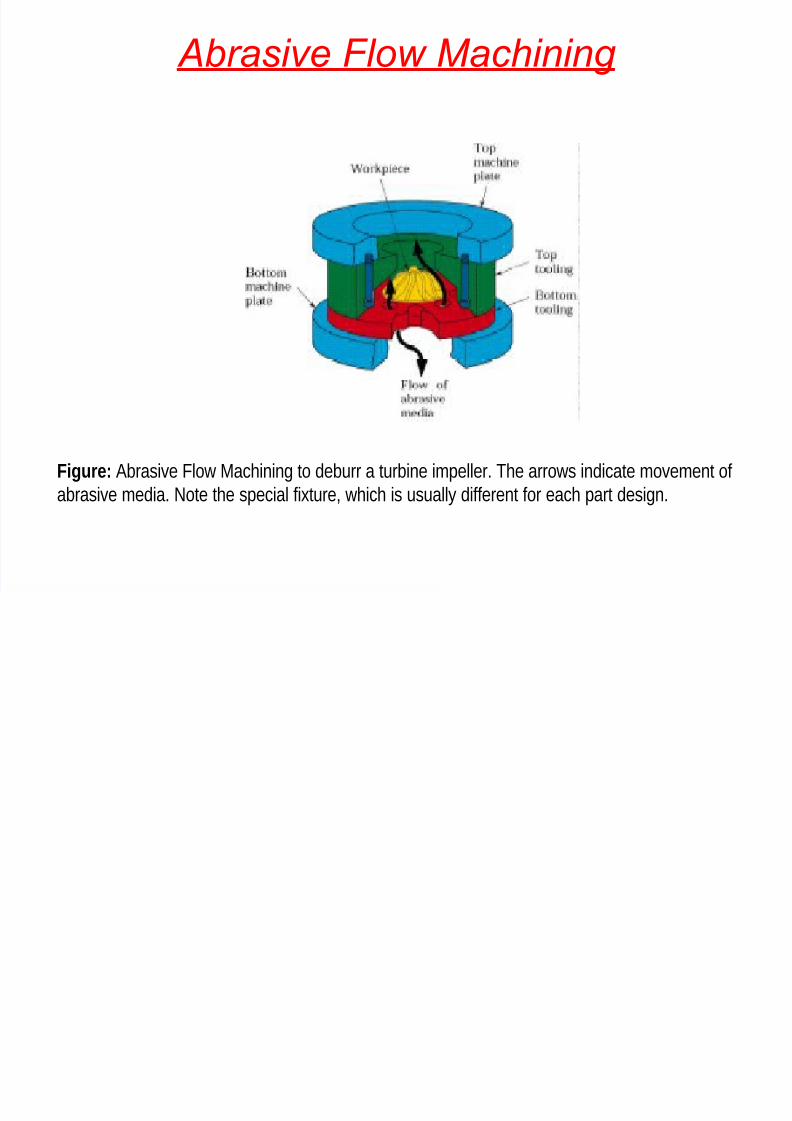
Abrasive low !achining
Figure: Abrasive low !achining to deburr a turbine impeller. The arrows indicate movement of
abrasive media. "ote the special fi#ture, which is usually different for each part design.