surface & coatings technology · investigation on the influence of particle preheating...
TRANSCRIPT

Surface & Coatings Technology xxx (2016) xxx–xxx
SCT-21583; No of Pages 7
Contents lists available at ScienceDirect
Surface & Coatings Technology
j ourna l homepage: www.e lsev ie r .com/ locate /sur fcoat
Investigation on the influence of particle preheating temperature onbonding of cold-sprayed nickel coatings
Yingchun Xie a, Marie-Pierre Planche a, Rija Raoelison a, Philippe Hervé b, Xinkun Suo a,c,⁎,Pengjiang He a,⁎, Hanlin Liao a
a Université Bourgogne Franche-Comté, UTBM, LERMPS, 90010 Belfort, Franceb LEME. Université Paris Ouest Nanterre la Défense, 92410 Ville d'Avray, Francec Key Laboratory ofMarineMaterials and Related Technologies, Key Laboratory ofMarineMaterials and Protective Technologies of Zhejiang Province, Ningbo Institute ofMaterials Technology andEngineering, Chinese Academy of Sciences, Ningbo 315201, China
⁎ Corresponding authors.E-mail addresses: [email protected] (X. Suo), hep
http://dx.doi.org/10.1016/j.surfcoat.2016.09.0370257-8972/© 2016 Elsevier B.V. All rights reserved.
Please cite this article as: Y. Xie, et al., Surf. C
a b s t r a c t
a r t i c l e i n f oArticle history:Received 6 April 2016Revised 16 September 2016Accepted in revised form 17 September 2016Available online xxxx
Spherical nickel (Ni) particles were deposited onto aluminium (Al) substrates in order to investigate the defor-mation and bonding mechanisms of particles as a function of their temperature. The particles were preheatedto 473 K, 673 K and 873 K prior to be sprayed onto the substrates. The microstructure and microhardness ofthe coatingswere evaluated. Results show that themicrohardness of the coatings deposited using preheated par-ticles decreased due to the elimination of work hardening after coating deposition. The relationship between theadhesion strength of coatings and the preheated temperature of particles was also discussed. The result showsthat a stronger adhesion strength can be obtained using preheated particles. However, the adhesion strength de-creased when the preheated temperature of particles was too high. Ni-Al diffusion layer generated during an-nealing process was also used to explain the effect of particle preheating temperature on the bondingmechanism of coatings.
© 2016 Elsevier B.V. All rights reserved.
Keywords:Cold sprayAdhesion strengthDiffusion layerParticle temperatureOxide film
1. Introduction
Cold spraying was developed more than two decades, and has un-dergone rapid development. In cold spraying, solid spray particles areinjected into a high speed gas stream produced through a Laval nozzleto attain a high velocity (300–1200 m/s) before impacting a substrate.A coating is formed through the intensive plastic deformation of parti-cles impacting on the substrate at the temperaturewell below themelt-ing point of spray material. As a result, spray materials experience littlemicrostructure change, little oxidation or decomposition as comparedto conventional thermal spray processes. Many metals, their alloysand composites have been coated using cold spraying cold spraying [1].
Research on the bonding mechanism of cold spray has been inten-sively carried out. Currently, mechanical and metallurgical bondingare commonly perceived to be two dominant bonding mechanisms ofcold spraying [1–4]. Strong plastic deformation during high velocity im-pact at cold spraying can disrupt surface oxide films of both particlesand substrates. This effect provides discontinuous intimate contact,allowing metal to metal contact, thus metallurgical bonding occurs [3,5,6]. It has beenwidely accepted thatmetallurgical bondingmechanismin cold spraying is due to adiabatic shear instability which takes place at
[email protected] (P. He).
oat. Technol. (2016), http://d
the local “jet” zone of particles and substrates, resulting in metallurgicalbonding between particles and substrates. At the region where adiabat-ic shear instability occurs, thermal softening is locally dominant overwork strain and strain rate hardening, in consequence, leading to soft-ening, mixing and extruding of materials from the interface, formingan outward metal jet at the rim where the oxide film is broken and afresh surface contact takes place. So far, metallurgical and mechanicalbonding have been accepted twowidely accepted bondingmechanismsof cold sprayed coatings. One viewpoint is that mechanical interlockingforms through the embedment of particles into substrates, which con-tributes to the bonding between coatings and substrate [1,7–10].Grujicic et al. [3] reported that interfacial instability resulted in the for-mation of interfacial roll-ups and vortices, which contributed to interfa-cial mixing and played a significant role in producing the high strengthbonding at interfacial. Li et al. [11] studied the influence of particle oxi-dation on the properties of cold sprayed copper coatings, and revealedrestrictive function of oxide films to the bonding of coatings. Kim et al.[12] reported the effect of oxide films on the strain, stress and temper-ature at interfaces between Al coatings and steel substrates. It is foundthat the most particles did not bond intimately to the substrates, andthin gaps were clearly detected along the interface of particles/substrates.
Many factors including powder shapes, particle size distribution,particle oxygen content, working gas pressure and temperature,
x.doi.org/10.1016/j.surfcoat.2016.09.037

Fig. 2. Schematic diagram of the nozzle geometry.
2 Y. Xie et al. / Surface & Coatings Technology xxx (2016) xxx–xxx
powder preheating temperature, powder feed rate, nozzle shape affectthe properties of coatings, such as deposition efficiency, microstructureand microhardness, et al. Specially, powder preheating temperature isone of critical factors in cold spray process. Many researchers have re-ported that preheating particles to a suitable temperature range beforespraying can increase deposition efficiency and adhesion strength ofcoatings [13–15]. However, only a few articles discussed the influencemechanism of particle temperature on the bonding strength of coatingsfrom perspective of plastic deformation of the single particle. In thisstudy, the velocity and the temperature of working gas and in-flightparticles were calculated by Fluent (a commercial CFD software). Nipowder were preheated to 473 K, 673 K and 873 K using a home-devel-oped preheating device. The deformation characterization and thebonding features of a single particle impacted on a substrate havebeen analysed. Furthermore, the relationships between the particlepreheating temperature and the adhesion strength were studied fromperspective of the deformation of a single particle.
2. Experimental methods
2.1. Materials
Ni powder (ECKA Granules Metal Powders Ltd., Germany) was usedto deposit coatings. The particlemorphology and the size distribution ofthe powder were determined by scanning electron microscope (SEM)(JEOL, JSM-5800LV, Japan) and laser diffraction particle size analyzer(Mastersizer 2000, MALVERN Instruments, UK), respectively. Fig. 1 (a)displays the spherical morphology of this powder, and Fig. 1 (b) pre-sents a mean particle diameter of 32 μm. Aluminium cylindrical with adiameter of 25mmwere polished or grit blasted in order to get individ-ual splat deposition and full coating deposition.
2.2. Coating deposition and heat treatment
The coatings and splats were manufactured by a cold spray system(CGTK3000, Germany)with aMOCnozzle (type 24 of CGT). The dimen-sion of the nozzle was illustrated in Fig. 2. The nozzle has a circularcross-section with an expansion ratio of 8.3. The nozzle is cooled bywater in order to prevent nozzle clogging and improve the reliabilityof this system. High pressure argon and compressed air were used aspowder carrier gas and propelling gas, respectively. The pressure andtemperature of the compressed air were 2.8 MPa and 873 K, respective-ly. The standoff distance between the exit of the nozzle and the sample
Fig. 1.Morphology (a) and diameter d
Please cite this article as: Y. Xie, et al., Surf. Coat. Technol. (2016), http://d
surface was held at 30 mm. The nozzle scan speed of 500 mm·s−1 wasapplied in order to obtain individual splat deposition, and the speed of100 mm·s−1 was used for the coating deposition. The particles werepreheated to 473 K, 673 K and 873 K by home-made preheating device.In order to form Ni-Al diffusion zone at the interfaces of Al substratesand Ni coatings, samples were heated to 673 K for 5 min in a tube fur-nace protected by argon to eliminate oxidation.
2.3. Splats and coatings characterization
Optical microscope (OM) (Nikon, Japan) and scanning electron mi-croscope (SEM) (JEOL, JSM-5800LV, Japan) were used to observe themicrostructures of the powder and the coatings. The surface andcross-section morphologies of a single splat were observed by SEM.The coatingporositywas estimated by software Image J. The coatingmi-crohardness was measured by a Vickers hardness indenter (Leitz, Ger-many) with a load of 300 g for 30 s. 10 positions were randomlytested and averaged to determine the microhardness. The adhesionstrength of coatings was measured using a pull-off test (according tothe international standard ASTM C-633-01).
2.4. Numerical simulation of sprayed particles
Considering the particle mean diameter and morphology, compara-ble spherical particles with a diameter of 32 μm were employed to cal-culate particle velocity and temperature. The computational fluiddynamics code of Fluent was used to predict the gas flow field andparticle's velocity and temperature. In order to save computationaltime, a two-dimensional axisymmetricmodel was used. A schematic di-agram of the computational domain and boundary conditions areshown in Fig. 3. The computational domain was filled at calculationsusing a regular and structured grid of quadrilateral elements. In this
istributions (b) of Nickel particles.
x.doi.org/10.1016/j.surfcoat.2016.09.037
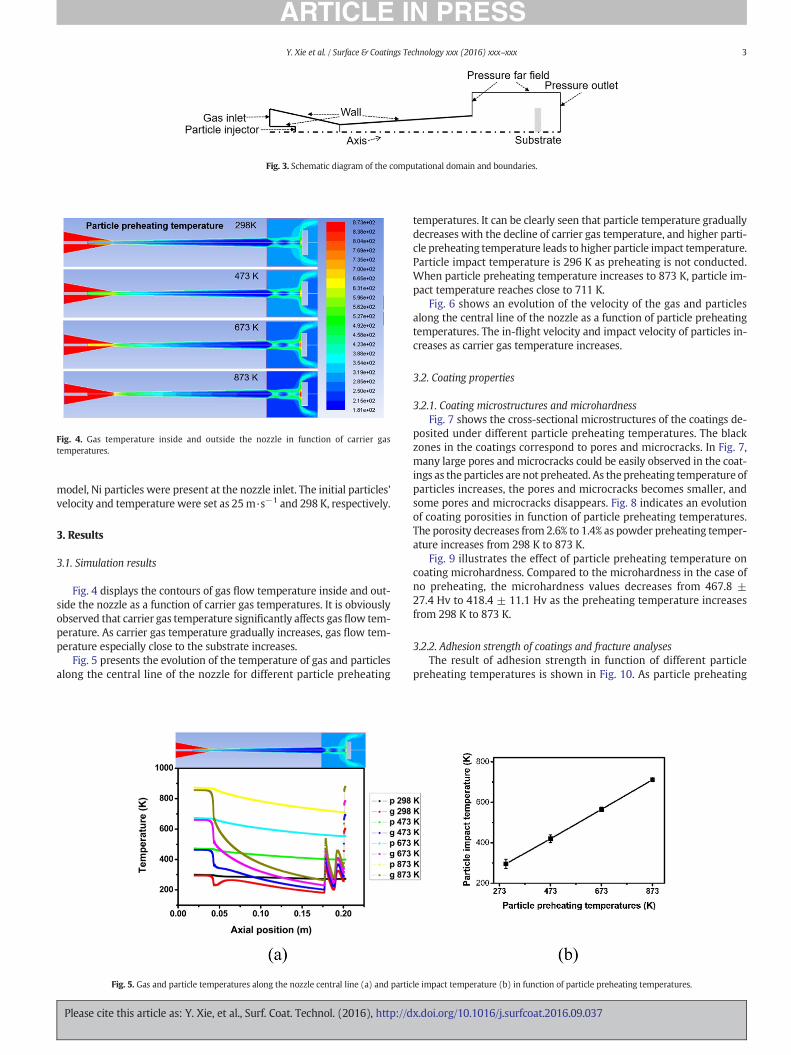
Fig. 3. Schematic diagram of the computational domain and boundaries.
Fig. 4. Gas temperature inside and outside the nozzle in function of carrier gastemperatures.
3Y. Xie et al. / Surface & Coatings Technology xxx (2016) xxx–xxx
model, Ni particles were present at the nozzle inlet. The initial particles'velocity and temperature were set as 25m·s−1 and 298 K, respectively.
3. Results
3.1. Simulation results
Fig. 4 displays the contours of gas flow temperature inside and out-side the nozzle as a function of carrier gas temperatures. It is obviouslyobserved that carrier gas temperature significantly affects gasflow tem-perature. As carrier gas temperature gradually increases, gas flow tem-perature especially close to the substrate increases.
Fig. 5 presents the evolution of the temperature of gas and particlesalong the central line of the nozzle for different particle preheating
Fig. 5. Gas and particle temperatures along the nozzle central line (a) and partic
Please cite this article as: Y. Xie, et al., Surf. Coat. Technol. (2016), http://d
temperatures. It can be clearly seen that particle temperature graduallydecreases with the decline of carrier gas temperature, and higher parti-cle preheating temperature leads to higher particle impact temperature.Particle impact temperature is 296 K as preheating is not conducted.When particle preheating temperature increases to 873 K, particle im-pact temperature reaches close to 711 K.
Fig. 6 shows an evolution of the velocity of the gas and particlesalong the central line of the nozzle as a function of particle preheatingtemperatures. The in-flight velocity and impact velocity of particles in-creases as carrier gas temperature increases.
3.2. Coating properties
3.2.1. Coating microstructures and microhardnessFig. 7 shows the cross-sectional microstructures of the coatings de-
posited under different particle preheating temperatures. The blackzones in the coatings correspond to pores and microcracks. In Fig. 7,many large pores and microcracks could be easily observed in the coat-ings as the particles are not preheated. As the preheating temperature ofparticles increases, the pores and microcracks becomes smaller, andsome pores and microcracks disappears. Fig. 8 indicates an evolutionof coating porosities in function of particle preheating temperatures.The porosity decreases from 2.6% to 1.4% as powder preheating temper-ature increases from 298 K to 873 K.
Fig. 9 illustrates the effect of particle preheating temperature oncoating microhardness. Compared to the microhardness in the case ofno preheating, the microhardness values decreases from 467.8 ±27.4 Hv to 418.4 ± 11.1 Hv as the preheating temperature increasesfrom 298 K to 873 K.
3.2.2. Adhesion strength of coatings and fracture analysesThe result of adhesion strength in function of different particle
preheating temperatures is shown in Fig. 10. As particle preheating
le impact temperature (b) in function of particle preheating temperatures.
x.doi.org/10.1016/j.surfcoat.2016.09.037

Fig. 6. Gas and particle velocity along the nozzle central line (a) and particle impact velocity (b) in function of particle preheating temperatures.
4 Y. Xie et al. / Surface & Coatings Technology xxx (2016) xxx–xxx
temperature increases, the adhesion strength firstly increases, and thendecreases. The adhesion strength in the case of no preheating is 54.8 ±6.6MPa.When the particle is preheated to 473 K, the adhesion strengthincreases to 65.5± 2.1MPa, and the fractures take place in the glue sur-face for all samples due to the limitation of adhesion strengthmaximumof the glue. However, if the particle preheating temperature reaches673 K, the adhesion strength decreases to 61.1 ± 4.9 MPa. Finally,with the highest preheating particle temperature (873 K), the adhesion
Fig. 7. Cross-sectional microstructures of coatings with the particle preh
Please cite this article as: Y. Xie, et al., Surf. Coat. Technol. (2016), http://d
strength continues to reduce to 54.1±5.7MPa. It can be concluded thatpreheating particle to a suitable temperature promotes improves theadhesion strength of nickel coating.
4. Discussion
From the results mentioned above, particle preheating temperaturesignificantly influences the adhesion strength between coatings and
eating temperature: (a) 298 K, (b) 473 K, (c) 673 K and (d) 873 K.
x.doi.org/10.1016/j.surfcoat.2016.09.037
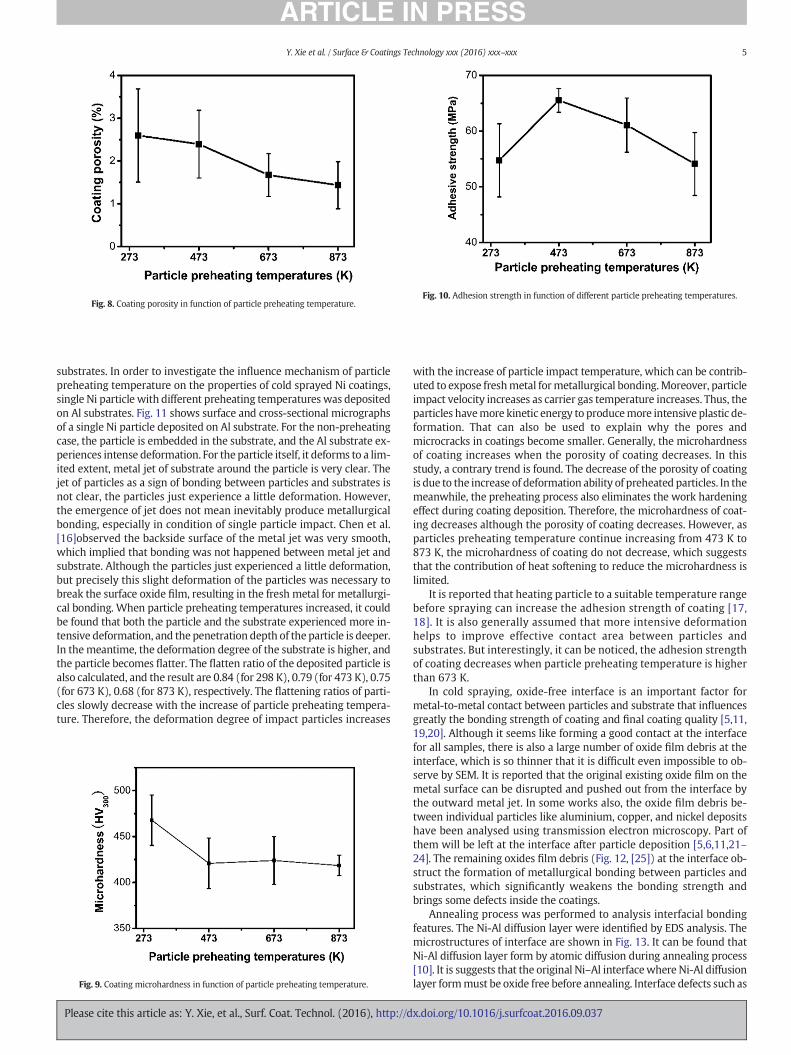
Fig. 8. Coating porosity in function of particle preheating temperature.Fig. 10. Adhesion strength in function of different particle preheating temperatures.
5Y. Xie et al. / Surface & Coatings Technology xxx (2016) xxx–xxx
substrates. In order to investigate the influence mechanism of particlepreheating temperature on the properties of cold sprayed Ni coatings,single Ni particle with different preheating temperatures was depositedon Al substrates. Fig. 11 shows surface and cross-sectional micrographsof a single Ni particle deposited on Al substrate. For the non-preheatingcase, the particle is embedded in the substrate, and the Al substrate ex-periences intense deformation. For the particle itself, it deforms to a lim-ited extent, metal jet of substrate around the particle is very clear. Thejet of particles as a sign of bonding between particles and substrates isnot clear, the particles just experience a little deformation. However,the emergence of jet does not mean inevitably produce metallurgicalbonding, especially in condition of single particle impact. Chen et al.[16]observed the backside surface of the metal jet was very smooth,which implied that bonding was not happened between metal jet andsubstrate. Although the particles just experienced a little deformation,but precisely this slight deformation of the particles was necessary tobreak the surface oxide film, resulting in the fresh metal for metallurgi-cal bonding. When particle preheating temperatures increased, it couldbe found that both the particle and the substrate experienced more in-tensive deformation, and the penetration depth of the particle is deeper.In themeantime, the deformation degree of the substrate is higher, andthe particle becomes flatter. The flatten ratio of the deposited particle isalso calculated, and the result are 0.84 (for 298 K), 0.79 (for 473 K), 0.75(for 673 K), 0.68 (for 873 K), respectively. The flattening ratios of parti-cles slowly decrease with the increase of particle preheating tempera-ture. Therefore, the deformation degree of impact particles increases
Fig. 9. Coating microhardness in function of particle preheating temperature.
Please cite this article as: Y. Xie, et al., Surf. Coat. Technol. (2016), http://d
with the increase of particle impact temperature, which can be contrib-uted to expose freshmetal formetallurgical bonding.Moreover, particleimpact velocity increases as carrier gas temperature increases. Thus, theparticles havemore kinetic energy to producemore intensive plastic de-formation. That can also be used to explain why the pores andmicrocracks in coatings become smaller. Generally, the microhardnessof coating increases when the porosity of coating decreases. In thisstudy, a contrary trend is found. The decrease of the porosity of coatingis due to the increase of deformation ability of preheated particles. In themeanwhile, the preheating process also eliminates the work hardeningeffect during coating deposition. Therefore, the microhardness of coat-ing decreases although the porosity of coating decreases. However, asparticles preheating temperature continue increasing from 473 K to873 K, the microhardness of coating do not decrease, which suggeststhat the contribution of heat softening to reduce the microhardness islimited.
It is reported that heating particle to a suitable temperature rangebefore spraying can increase the adhesion strength of coating [17,18]. It is also generally assumed that more intensive deformationhelps to improve effective contact area between particles andsubstrates. But interestingly, it can be noticed, the adhesion strengthof coating decreases when particle preheating temperature is higherthan 673 K.
In cold spraying, oxide-free interface is an important factor formetal-to-metal contact between particles and substrate that influencesgreatly the bonding strength of coating and final coating quality [5,11,19,20]. Although it seems like forming a good contact at the interfacefor all samples, there is also a large number of oxide film debris at theinterface, which is so thinner that it is difficult even impossible to ob-serve by SEM. It is reported that the original existing oxide film on themetal surface can be disrupted and pushed out from the interface bythe outward metal jet. In some works also, the oxide film debris be-tween individual particles like aluminium, copper, and nickel depositshave been analysed using transmission electron microscopy. Part ofthem will be left at the interface after particle deposition [5,6,11,21–24]. The remaining oxides film debris (Fig. 12, [25]) at the interface ob-struct the formation of metallurgical bonding between particles andsubstrates, which significantly weakens the bonding strength andbrings some defects inside the coatings.
Annealing process was performed to analysis interfacial bondingfeatures. The Ni-Al diffusion layer were identified by EDS analysis. Themicrostructures of interface are shown in Fig. 13. It can be found thatNi-Al diffusion layer form by atomic diffusion during annealing process[10]. It is suggests that the original Ni–Al interfacewhere Ni-Al diffusionlayer formmust be oxide free before annealing. Interface defects such as
x.doi.org/10.1016/j.surfcoat.2016.09.037
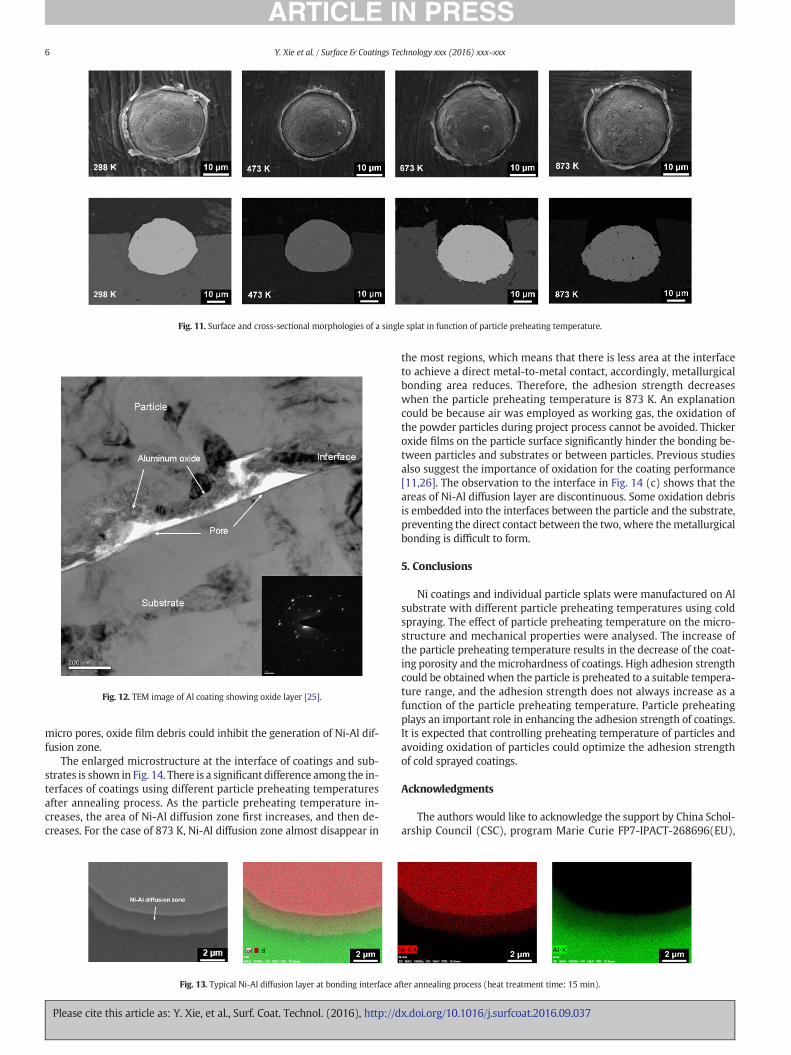
Fig. 11. Surface and cross-sectional morphologies of a single splat in function of particle preheating temperature.
Fig. 12. TEM image of Al coating showing oxide layer [25].
6 Y. Xie et al. / Surface & Coatings Technology xxx (2016) xxx–xxx
micro pores, oxide film debris could inhibit the generation of Ni-Al dif-fusion zone.
The enlarged microstructure at the interface of coatings and sub-strates is shown in Fig. 14. There is a significant difference among the in-terfaces of coatings using different particle preheating temperaturesafter annealing process. As the particle preheating temperature in-creases, the area of Ni-Al diffusion zone first increases, and then de-creases. For the case of 873 K, Ni-Al diffusion zone almost disappear in
Fig. 13. Typical Ni-Al diffusion layer at bonding interface a
Please cite this article as: Y. Xie, et al., Surf. Coat. Technol. (2016), http://d
the most regions, which means that there is less area at the interfaceto achieve a direct metal-to-metal contact, accordingly, metallurgicalbonding area reduces. Therefore, the adhesion strength decreaseswhen the particle preheating temperature is 873 K. An explanationcould be because air was employed as working gas, the oxidation ofthe powder particles during project process cannot be avoided. Thickeroxide films on the particle surface significantly hinder the bonding be-tween particles and substrates or between particles. Previous studiesalso suggest the importance of oxidation for the coating performance[11,26]. The observation to the interface in Fig. 14 (c) shows that theareas of Ni-Al diffusion layer are discontinuous. Some oxidation debrisis embedded into the interfaces between the particle and the substrate,preventing the direct contact between the two, where themetallurgicalbonding is difficult to form.
5. Conclusions
Ni coatings and individual particle splats were manufactured on Alsubstrate with different particle preheating temperatures using coldspraying. The effect of particle preheating temperature on the micro-structure and mechanical properties were analysed. The increase ofthe particle preheating temperature results in the decrease of the coat-ing porosity and themicrohardness of coatings. High adhesion strengthcould be obtained when the particle is preheated to a suitable tempera-ture range, and the adhesion strength does not always increase as afunction of the particle preheating temperature. Particle preheatingplays an important role in enhancing the adhesion strength of coatings.It is expected that controlling preheating temperature of particles andavoiding oxidation of particles could optimize the adhesion strengthof cold sprayed coatings.
Acknowledgments
The authors would like to acknowledge the support by China Schol-arship Council (CSC), program Marie Curie FP7-IPACT-268696(EU),
fter annealing process (heat treatment time: 15 min).
x.doi.org/10.1016/j.surfcoat.2016.09.037

Fig. 14. Ni-Al diffusion zone features at bonding interface in function of particle preheating temperature (heat treatment time:5 min).
7Y. Xie et al. / Surface & Coatings Technology xxx (2016) xxx–xxx
Project of Scientific Innovation Team of Ningbo (# 2015B11050), KeyResearch and Development Program of Zhejiang Province (#2015C01036) and International Scientific and Technological Coopera-tion Project of Ningbo (# 2016D10012).
References
[1] H. Assadi, F. Gärtner, T. Stoltenhoff, H. Kreye, Bonding mechanism in cold gasspraying, Acta Mater. 51 (2003) 4379–4394.
[2] M. Grujicic, C.L. Zhao, C. Tong, W.S. DeRosset, D. Helfritch, Analysis of the impact ve-locity of powder particles in the cold-gas dynamic-spray process, Mater. Sci. Eng. A368 (2004) 222–230.
[3] M. Grujicic, J.R. Saylor, D.E. Beasley, W.S. DeRosset, D. Helfritch, Computational anal-ysis of the interfacial bonding between feed-powder particles and the substrate inthe cold-gas dynamic-spray process, Appl. Surf. Sci. 219 (2003) 211–227.
[4] Y. Xie, M.-P. Planche, R. Raoelison, H. Liao, X. Suo, P. Hervé, Effect of substratepreheating on adhesive strength of SS 316L cold spray coatings, J. Therm. SprayTechnol. 25 (2015) 123–130.
[5] S. Yin, X. Wang, W. Li, H. Liao, H. Jie, Deformation behavior of the oxide film on thesurface of cold sprayed powder particle, Appl. Surf. Sci. 259 (2012) 294–300.
[6] W.-Y. Li, H. Liao, C.-J. Li, H.-S. Bang, C. Coddet, Numerical simulation of deformationbehavior of Al particles impacting on Al substrate and effect of surface oxide films oninterfacial bonding in cold spraying, Appl. Surf. Sci. 253 (2007) 5084–5091.
[7] M. Grujicic, C.L. Zhao, W.S. DeRosset, D. Helfritch, Adiabatic shear instability basedmechanism for particles/substrate bonding in the cold-gas dynamic-spray process,Mater. Des. 25 (2004) 681–688.
[8] G. Bae, Y. Xiong, S. Kumar, K. Kang, C. Lee, General aspects of interface bonding inkinetic sprayed coatings, Acta Mater. 56 (2008) 4858–4868.
[9] T. Schmidt, H. Assadi, F. Gärtner, H. Richter, T. Stoltenhoff, H. Kreye, T. Klassen, Fromparticle acceleration to impact and bonding in cold spraying, J. Therm. SprayTechnol. 18 (2009) 794–808.
[10] S. Yin, Y. Xie, X. Suo, H. Liao, X.Wang, Interfacial bonding features of Ni coating on Alsubstrate with different surface pretreatments in cold spray, Mater. Lett. 138 (2015)143–147.
[11] W.-Y. Li, C.-J. Li, H. Liao, Significant influence of particle surface oxidation on depo-sition efficiency, interface microstructure and adhesive strength of cold-sprayedcopper coatings, Appl. Surf. Sci. 256 (2010) 4953–4958.
Please cite this article as: Y. Xie, et al., Surf. Coat. Technol. (2016), http://d
[12] K. Kim, W. Li, X. Guo, Detection of oxygen at the interface and its effect on strain,stress, and temperature at the interface between cold sprayed aluminum andsteel substrate, Appl. Surf. Sci. 357 (2015) 1720–1726.
[13] S. Yin, X. Suo, H. Liao, Z. Guo, X. Wang, Significant influence of carrier gas tempera-ture during the cold spray process, Surf. Eng. 30 (2014) 443–450.
[14] W. Tang, J. Liu, Q. Chen, X. Zhang, Z. Chen, The effects of two gas flow streams withinitial temperature and pressure differences in cold spraying nozzle, Surf. Coat.Technol. 240 (2014) 86–95.
[15] M. Yu, W.Y. Li, F.F. Wang, X.K. Suo, H.L. Liao, Effect of particle and substratepreheating on particle deformation behavior in cold spraying, Surf. Coat. Technol.220 (2013) 174–178.
[16] C. Chen, Y. Xie, S. Yin, M.-P. Planche, S. Deng, R. Lupoi, H. Liao, Evaluation of the in-terfacial bonding between particles and substrate in angular cold spray, Mater. Lett.173 (2016) 76–79.
[17] S. Yin, X. Wang, X. Suo, H. Liao, Z. Guo, W. Li, C. Coddet, Deposition behavior of ther-mally softened copper particles in cold spraying, Acta Mater. 61 (2013) 5105–5118.
[18] X.-J. Ning, J.-H. Jang, H.-J. Kim, The effects of powder properties on in-flight particlevelocity and deposition process during low pressure cold spray process, Appl. Surf.Sci. 253 (2007) 7449–7455.
[19] C.J. Li, H.T. Wang, Q. Zhang, G.J. Yang, W.Y. Li, H.L. Liao, Influence of spray materialsand their surface oxidation on the critical velocity in cold spraying, J. Therm. SprayTechnol. 19 (2009) 95–101.
[20] W.Y. Li, C. Zhang, H.T. Wang, X.P. Guo, H.L. Liao, C.J. Li, C. Coddet, Significant influ-ences of metal reactivity and oxide films at particle surfaces on coating microstruc-ture in cold spraying, Appl. Surf. Sci. 253 (2007) 3557–3562.
[21] K. Balani, A. Agarwal, S. Seal, J. Karthikeyan, Transmission electron microscopy ofcold sprayed 1100 aluminum coating, Scr. Mater. 53 (2005) 845–850.
[22] C. Borchers, F. Gärtner, T. Stoltenhoff, H. Kreye, Microstructural bonding features ofcold sprayed face centered cubic metals, J. Appl. Phys. 96 (2004) 4288.
[23] C.-J. Li, W.-Y. Li, Y.-Y. Wang, Formation of metastable phases in cold-sprayed softmetallic deposit, Surf. Coat. Technol. 198 (2005) 469–473.
[24] R.C. McCune, W.T. Donlon, O.O. Popoola, E.L. Cartwright, Characterization of copperlayers produced by cold gas-dynamic spraying, J. Therm. Spray Technol. 9 (2000) 80.
[25] K. Kang, S. Yoon, Y. Ji, C. Lee, Oxidation dependency of critical velocity for aluminumfeedstock deposition in kinetic spraying process, Mater. Sci. Eng. A 486 (2008)300–307.
[26] M. Yu,W. Li, X. Guo, H. Liao, Impacting behavior of large oxidized copper particles incold spraying, J. Therm. Spray Technol. 22 (2012) 433–440.
x.doi.org/10.1016/j.surfcoat.2016.09.037