struktur- und herstellkostenanalyse - dynardo.de · struktur- und herstellkostenanalyse, christoph...
TRANSCRIPT
STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
TRUMPF Werkzeugmaschinen GmbH + Co. KG
STRUKTUR- UND HERSTELLKOSTENANALYSEzur ganzheitlichen Optimierung von komplexen Blechbaugruppen
Christoph Blömker
Weimar, 02.06.2017
Vorentwicklung Vernetzte Systeme
präsentiert zu den 14. Weimarer Optimierungs- und Stochastiktagen 2017 Quelle: www.dynardo.de/library

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.201702.06.2017STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker
TRUMPF
optiSlang in der Entwicklung vom Laservollautomat
TruLaser Center 7030
parametrische Strukturoptimierung
kombinierte Struktur- und HK-Analyse
Zusammenfassung
2
AGENDA
STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017 3
TRUMPF ist…
… ein Familienunternehmen
…Innovationsführer
…Technologieführer
… international aufgestellt
seit 1923
in zwei
Geschäfts-
Bereichen
71 Tochtergesellschaften ständige Veränderung
NPI
3D
-CAD
Global
Service
FMEA
KIS
SAP
R/3
TruServices
FEM
smarT
TPM
Kenn-zahlen
Synchrone
Produktion
Virtual Reality
VR
InfoTec
ForsaT
Tru-Name
QFD
TRIZ
Modularisieru
ngIntegrierteProdukt-
entwicklungPO Re-
organisation
Produktions-
einheiten Qualitäts-
standard
SYNCHRO
4Purchasing
Excellence
Standard
Projektmgmt
Produktakte
Sales
Excellence
Innovations-
mgmt
Büro
SYNCHRO
Nutzenorientiertes Pricing
CRM
Messe-
konzept
Produkt-
mgmt.
Lieferantenmanagement
Entwicklungs-
PMStandort
Entw.konzepte
AusbildungSYNCHRO-
SpezisTechnologie
Teams
OE
LT
50:50
SYNCHRO plus
Kata
Baureihe
Lieferanten-portal
Produktpfleg
e teams
Plattform-entwicklunm
Multiprojekt-management
Rendite-programm R10
xPert
Easy WM
PurchasingExcellence
Zentral-
bereicheTalent-
programm
ERABündnis für
Arbeit bei
TWN
KVP
3. Bündnis
für Arbeit
Qualifizierung Mitarbeiter
FK-
Beurteilung
Arbeitszeit-
regelung FK-
Trainings
Kunden-
orientierung
Mitarbeiter-
portalTOP
Internationa-ler Personal-austausch 2. Bündnis
für Arbeit
Gesundheits
politik
Familientage
Gruppen-
arbeit
Bündnis
für Arbeit
Potential-
analyse
Neues
Broschüren-
konzept
MIT
Standard Hierarchie-
ebenen
Bündnis für
Arbeit bei TE
Quali in
Kurzarbeit
MINT
Programm
Bündnis für
Arbeit 2016
Mitarbeiter-
befragungenZielvereinbaru
ng
Karriere-
bausteine
Experten-
ebenen
Führungs-
strukturen
TruMatic
7000
TCL
2510 TLC 6005
Schalt-
schrank
TC 1000 R
TruLaser Cell 7000
TC 3000 RTC 500R
TLC 5005
TrumabendV-Serie
TC 200R
TC 600L
TLC 1005
TC 2000R
Tube-
matic
TC 5000R
Qualifier
TLC
Cut 5
TC L
3050
TC 6000 L
TCL
6050
Bendmaster
TruLaser
5030
TruStore
1030/3030
TruLaser
2030
Tru Tops
Fab
TC 3000 L
TC L 3040
TRB
V-Serie
TruLaser
7040 ÜFTSC1
TruLaser
3030 NEU
TruBend
7000
TruLaser
Tube 7000
TruMatic
3000 Fiber
TruBend
Cell
TruPunch3000
TruLaser
5030 Fiber
TruLaser
1030
Turbo-
Laser
TruLaser
5040 Fiber
TCL 3030
Ultrakurz-
Puls-Laser
TruTops
Boost
BrightLine
fiber
1990 1995 2000 2005 2010
* Geschäftsbereich Werkzeugmaschinen
Menschen
Methoden
Produktion in
China
VSZ Italien
Produktion in
CZTG
Russland
2. Job Shop
in China
Produktionin Mexiko
Produktion in
Polen
TG Indien
TG
NL
RepOffice
Vietnam
Job Shop
Indonesien Produktion
Taiwan
1. Job Shop
CNJoint
Venture China
TG
Deutschland
TG
Korea TG
Singapur
Ausbau
USA VSZ
Tschechien
Med. Prod.
In China
Produktion
In Japan
ProduktionFaserlaser in
GB (SPI)
Erwerb JFY
Produktion
Japan neu
Produktion
Singapur Erwerb
Codatto
TG Ungarn
Erwerb
IMM
Märkte
Maschinen*
Hauptsitz in Ditzingen nahe Stuttgart Lasertechnik und Werkzeugmaschinen
STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
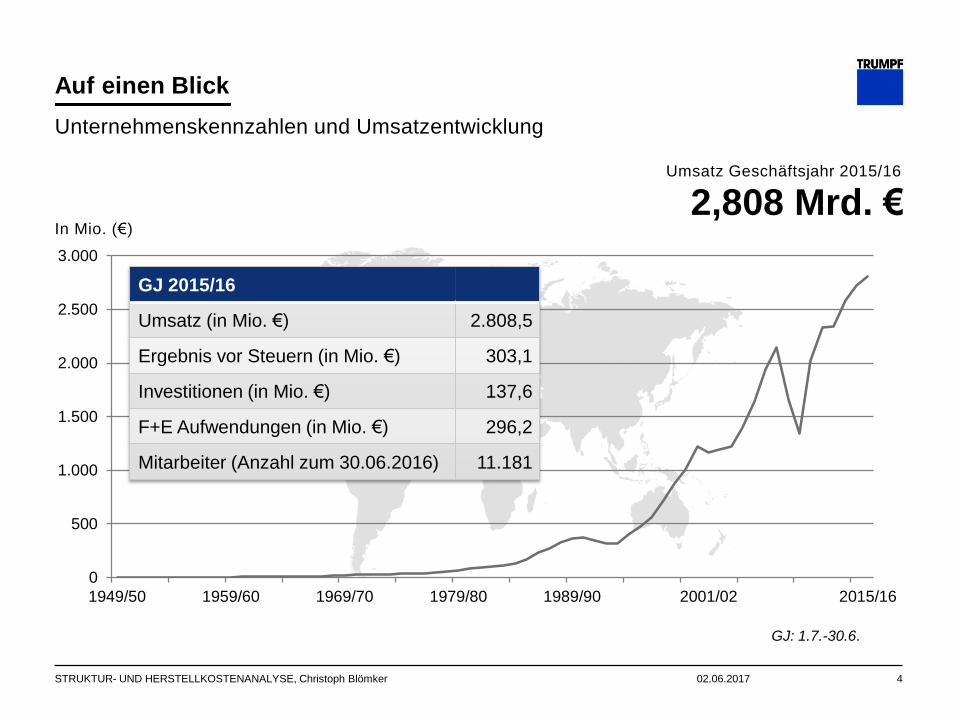
Unternehmenskennzahlen und Umsatzentwicklung
4
Auf einen Blick
In Mio. (€)
Umsatz Geschäftsjahr 2015/16
2,808 Mrd. €
0
500
1.000
1.500
2.000
2.500
3.000
1949/50 1959/60 1969/70 1979/80 1989/90 2001/02 2015/16
GJ: 1.7.-30.6.
GJ 2015/16
Umsatz (in Mio. €) 2.808,5
Ergebnis vor Steuern (in Mio. €) 303,1
Investitionen (in Mio. €) 137,6
F+E Aufwendungen (in Mio. €) 296,2
Mitarbeiter (Anzahl zum 30.06.2016) 11.181

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Weltmarkt- und Technologieführer in der Fertigungstechnik
5
Unsere Geschäftsbereiche
Werkzeugmaschinen Lasertechnik / Elektronik
Werkzeugmaschinen
für die flexible Blech- und
Rohrbearbeitung
Laser für die
Fertigungstechnik
Stromversorgungen für
Hochtechnologieprozesse
2,52 Mrd. € Umsatz
7.355 Mitarbeiter
1,01 Mrd. € Umsatz
2.957 Mitarbeiter
Zahlen Geschäftsjahr 2016/17
STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
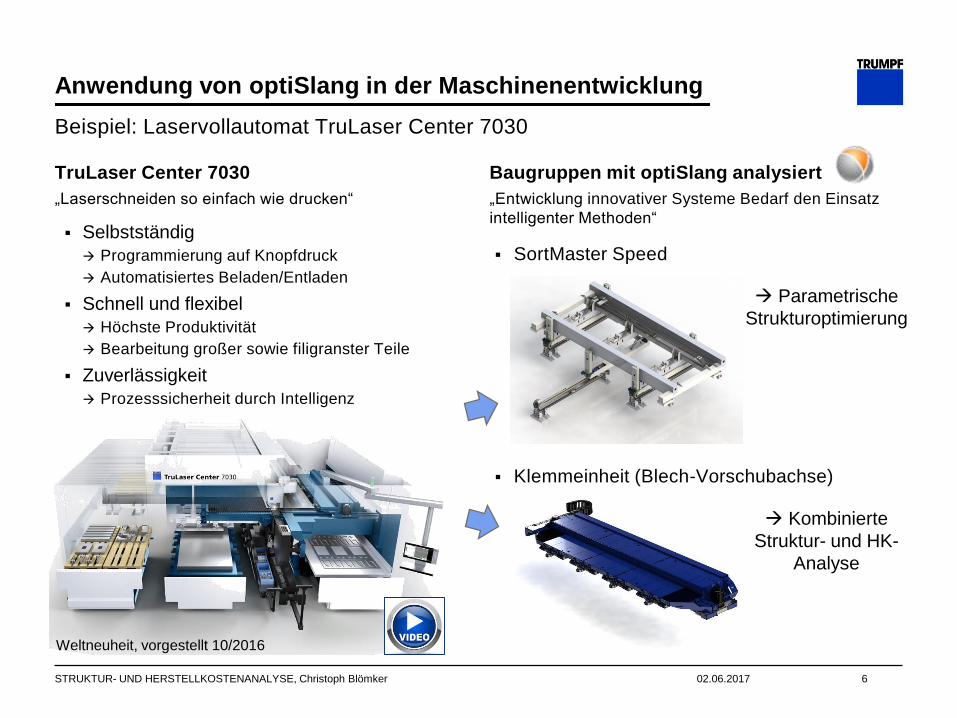
Baugruppen mit optiSlang analysiert
„Entwicklung innovativer Systeme Bedarf den Einsatz
intelligenter Methoden“
TruLaser Center 7030
„Laserschneiden so einfach wie drucken“
Beispiel: Laservollautomat TruLaser Center 7030
6
Anwendung von optiSlang in der Maschinenentwicklung
SortMaster Speed
Klemmeinheit (Blech-Vorschubachse)
Parametrische
Strukturoptimierung
Kombinierte
Struktur- und HK-
Analyse
Weltneuheit, vorgestellt 10/2016
Selbstständig
Programmierung auf Knopfdruck
Automatisiertes Beladen/Entladen
Schnell und flexibel
Höchste Produktivität
Bearbeitung großer sowie filigranster Teile
Zuverlässigkeit
Prozesssicherheit durch Intelligenz

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Am Beispiel der Automatisierungseinheit der TruLaser Center 7030
7
Parametrische Strukturoptimierung
SortMaster Speed
Anforderungen
Prozesssichere Teileentnahme Steifigkeit bei hohen Prozesskräften (insg.10.000N Pin-Kraft)
Keine Rückwirkung auf Schneidprozess „sanftes“ Aufsetzen während des Schneidens
Großer Arbeitsbereich von 5,0 m x 4,8 m (x 0,6 m) auskragende Mechanik
Produktivität bei hauptzeitparalleler Teileentnahme höchste Dynamik
Der SortMaster Speed entnimmt
und stapelt hauptzeitparallel
große und kleine Teile in
Rekordzeit

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Wandstärkenanalyse zur Optimierung der Blech-Schweißkonstruktion
8
Aufgabe: Gewichtsreduktion der Automatisierungseinheit…
7 Lastfälle
Variation Wandstärken (0 bis 20mm)
XZ-Einheit = 620 kg
davon Blech = 325 kg
XZ-
Einheit
18 Variations-Parameter
7 FE-Rechnungen
52 Min Rechenzeit 15 Ergebnisgrößen
Verschiebungen, Eigenfreq.,
Verkippungen, Masse, …
Aufwand konventioneller DoE*-Methoden:
2-Werte pro Parameter, z.B. 1 mm & 10 mm (ohne nichtlineare Zusammenhänge)
Full-Factorial Analysis: 218 * 52 min = 26 Jahre Rechenzeit
Klassische Parametervariation für Wandstärkenoptimierung nicht möglich!
aX, aY, aZ,…
Fpin
x1, x2, z1,…
phix, phiY,…
fo,1, fo,2,,…
… ohne Einbußen bei Steifigkeit und Dynamik
* DoE = Design of Experiments
Setup:

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Meta-Modellbildung und Sensitivitätsanalyse mit optiSlang Inside ANSYS Workbench
Vorgehensweise
Vorgabe Wertebereiche,
„Abrastern“ des Parameterraums Übergabe der Parametersätze
(80 Design-Points)
Ergebnisgrößen
für jeden Design-Point
FE-Berechnung
9
Korrelationsanalyse
und Modellbildung
Meta-Modell
mit Prognose-
Fähigkeit CoP > 93 %
Aufwand Meta-Modellbildung (stetige Wertebereiche von 0,1 mm – 20 mm)
Latin Hypercube Sampling: 80 * 52 min = 69 Stunden Rechenzeit
Parameteranalyse mit vertretbarem Aufwand automatisiert durchführbar!

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Wandstärkenoptimierung auf Meta-Modell
10
Ergebnis
Z-Träger
Z-Winkel
X-Träger
8 6 mm
8 4 mm
8 5 mm
8 0 mm
8 4 mm
8 4 mm
8 4 mm
8 4 mm
12 10 mm
8 8 mm
8 5 mm
20 15 mm
Massen:
XZ-Einheit = 620 kg
davon Blech* = 325 kg
nach Optimierung = 223 kg * Bleche, die bei Parameter-
variation berücksichtigt wurden
- 102 kg
(= - 31%)
Reduktion der Masse um 102 kg je Master bei nahezu gleicher Steifigkeit!
Randbedingung:
Steifigkeitsverlust < 5 % bei allen LF
Optimierungsziel: Minimiere Masse
Massenverlauf
bei Optimierung
(6832 Iterationen in
4,47 min Rechenzeit)
STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
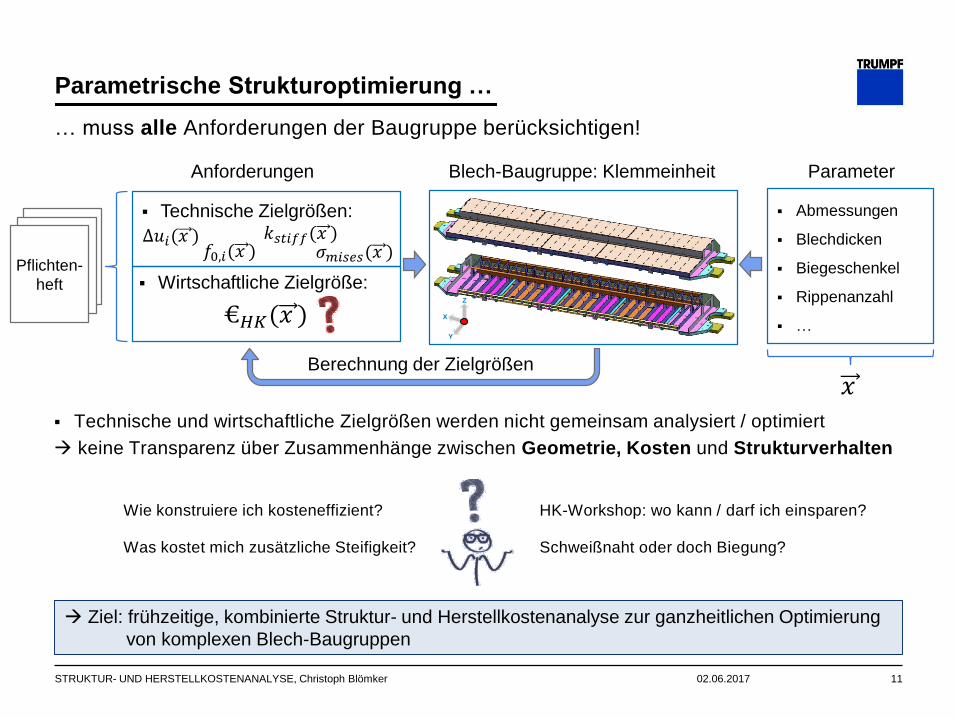
… muss alle Anforderungen der Baugruppe berücksichtigen!
11
Parametrische Strukturoptimierung …
Blech-Baugruppe: Klemmeinheit Anforderungen
Y
X
Z
Parameter
Abmessungen
Blechdicken
Biegeschenkel
Rippenanzahl
…
Pflichten-
heft
Berechnung der Zielgrößen
𝑥
Technische Zielgrößen:𝑘𝑠𝑡𝑖𝑓𝑓(𝑥 )∆𝑢𝑖(𝑥 )
𝑓0,𝑖(𝑥 ) 𝜎𝑚𝑖𝑠𝑒𝑠(𝑥 )
Wie konstruiere ich kosteneffizient?
Technische und wirtschaftliche Zielgrößen werden nicht gemeinsam analysiert / optimiert
keine Transparenz über Zusammenhänge zwischen Geometrie, Kosten und Strukturverhalten
Was kostet mich zusätzliche Steifigkeit? Schweißnaht oder doch Biegung?
HK-Workshop: wo kann / darf ich einsparen?
Ziel: frühzeitige, kombinierte Struktur- und Herstellkostenanalyse zur ganzheitlichen Optimierung
von komplexen Blech-Baugruppen
Wirtschaftliche Zielgröße:
€𝐻𝐾(𝑥 )

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Idee einer parametrischen, multidisziplinären CAE-Analyse
12
Kombinierte Struktur- und Herstellkostenanalyse
ZieloptimierungZieloptimierung
HK-
Berechnung
Struktur-
Simulation
Generierung und Übergabe
der Designvariablen 𝑥
Designstudie (Iterativer Durchlauf)
Optimierungen
Parametrische Analyse
x1
x2
x3
𝑓 𝑥 Metamodell
𝑓𝑚𝑖𝑛
Sensitivitätsanalyse
Metamodell
Zusammenhänge zwischen Geometrie, Kosten und
Strukturverhalten werden transparent
Optimierungsberechnungen mit verschiedenen
Zielgrößen, Gewichtungen und Randbedingungen möglich
Workflow-
Manager
Geometrie
(CAD)
𝑓 𝑥 = 𝜎, 𝑓0, 𝑢𝑓𝐻𝐾 𝑥 = €𝐻𝐾
𝜎
€𝐻𝐾
𝑥
𝑓0

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Parametrischer Aufbau der Geometrie
13
Kombinierte Struktur- und Herstellkostenanalyse
x1 x2 x3…
2 1,5 20 ..
Schnitt-
länge
Anzahl
Schnitte
Anzahl
Biegungen
Schweiß-
länge
…
Teil 1 … … … … …
Teil 2 … … … .. …
SolidWorks
Design Table
Geometrie
Mulitbody Part
Volumenmodell
Zuschnitts- und
Schweißnahtlisten
Parameter
Workflow-
Manager
HK-
Berechnung
Struktur-
Simulation
Geometrie
(CAD)
𝑥
Abmessungen
Blechdicken
Biegeschenkel
Rippenanzahl
…

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Kopplung Geometrie mit Strukturanalyse
14
Kombinierte Struktur- und Herstellkostenanalyse
x1 x2 x3…
2 1,5 20 ..
Schnitt-
länge
Anzahl
Schnitte
Anzahl
Biegungen
Schweiß-
länge
…
Teil 1 … … … … …
Teil 2 … … … .. …
SolidWorks
Design Table
Geometrie
Mulitbody Part
Volumenmodell
Zuschnitts- und
Schweißnahtlisten
ANSYS Workbench
Parameter Set
DesignModeler
Oberflächenmodell
Workflow-
Manager
HK-
Berechnung
Struktur-
Simulation
Geometrie
(CAD)

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Kopplung Geometrie mit Strukturanalyse
15
Kombinierte Struktur- und Herstellkostenanalyse
Lastfall: Erdbeschleunigung (g=9,81m/s2)
Total Deformation in mm
Lastfall: Modalanalyse (35,4Hz)
Total Deformation
Lastfall: Steifigkeit der Klötze
Total Deformation in mmLastfall: Y-Beschleunigung (a=8m/s2)
Total Deformation in mm
g
aF1 F2
Workflow-
Manager
HK-
Berechnung
Struktur-
Simulation
Geometrie
(CAD)
𝑓 𝑥 = 𝜎, 𝑓0, 𝑢

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Parametrische Herstellkostenberechnung
16
Kombinierte Struktur- und Herstellkostenanalyse
€HK
Anwendung
API-Zugriff
Herstellkosten-
berechnung
x1 x2 x3…
2 1,5 20 ..
Schnitt-
länge
Anzahl
Schnitte
Anzahl
Biegungen
Schweiß-
länge
…
Teil 1 … … … … …
Teil 2 … … … .. …
SolidWorks
Design Table
Geometrie
Mulitbody Part
Volumenmodell
Zuschnitts- und
Schweißnahtlisten
Workflow-
Manager
HK-
Berechnung
Struktur-
Simulation
Geometrie
(CAD)
STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
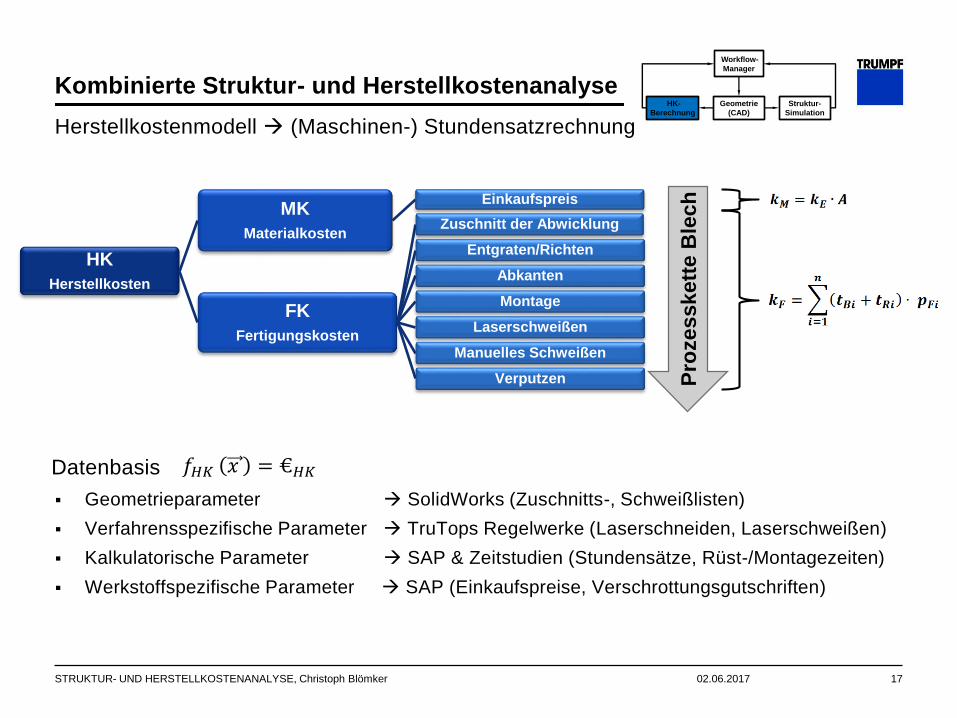
Herstellkostenmodell (Maschinen-) Stundensatzrechnung
17
Kombinierte Struktur- und Herstellkostenanalyse
HK
Herstellkosten
MK
Materialkosten
Einkaufspreis
FK
Fertigungskosten
Zuschnitt der Abwicklung
Entgraten/Richten
Abkanten
Montage
Laserschweißen
Manuelles Schweißen
Verputzen
Datenbasis
Pro
zessk
ett
e B
lech
Workflow-
Manager
HK-
Berechnung
Struktur-
Simulation
Geometrie
(CAD)
𝑓𝐻𝐾 𝑥 = €𝐻𝐾
Geometrieparameter SolidWorks (Zuschnitts-, Schweißlisten)
Verfahrensspezifische Parameter TruTops Regelwerke (Laserschneiden, Laserschweißen)
Kalkulatorische Parameter SAP & Zeitstudien (Stundensätze, Rüst-/Montagezeiten)
Werkstoffspezifische Parameter SAP (Einkaufspreise, Verschrottungsgutschriften)

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Automatischer CAE-Workflow
18
Kombinierte Struktur- und Herstellkostenanalyse
x1 x2 x3…
2 1,5 20 ..
Schnitt-
länge
Anzahl
Schnitte
Anzahl
Biegungen
Schweiß-
länge
…
Teil 1 … … … … …
Teil 2 … … … .. …
€HK
Anwendung
API-Zugriff
Herstellkosten-
berechnung
SolidWorks
Design Table
Geometrie
Mulitbody Part
Volumenmodell
Zuschnitts- und
Schweißnahtlisten
OptiSlangANSYS Workbench
Parameter Set
DesignModeler
Oberflächenmodell
Workflow-
Manager
HK-
Berechnung
Struktur-
Simulation
Geometrie
(CAD)
𝑓 𝑥 = 𝜎, 𝑓0, 𝑢
𝑓𝐻𝐾 𝑥 = €𝐻𝐾

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Automatischer CAE-Workflow
19
Kombinierte Struktur- und Herstellkostenanalyse
Vergleich Berechnungszeit für Anwendungsfall Klemmeinheit
„konventionell“, 10 diskrete Werte:
Full Factorial = 1018 Kombinationen·12 min = 2,28·10^13 Jahre Rechenzeit
Aufwand automatischer CAE-Workflow:
Latin Hypercube Sampling = 80 Berechnungen·12 min = 16 Stunden Rechenzeit
Workflow-
Manager
HK-
Berechnung
Struktur-
Simulation
Geometrie
(CAD)

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017 20
Ergebnisse
0
5
10
15
20
25
Co
Pin
%
Y-Beschleunigung: Verschiebungen des Klotzanschalgs in Y-Richtung (CoP=89%)
0
10
20
30
40
50C
oP
in %
Allgemein: Herstellkosten (CoP=98%)
0
10
20
30
40
50
Co
Pin
%
Erdbeschleunigung: Verschiebungen des mittleren Bodenblechs in Z-Richtung
(CoP=89%)
0
20
40
60
80
100
Co
Pin
%
Steifigkeit der Klötze: Verschiebungendes Klotzanschalgs in Y-Richtung
(CoP=98%)
Ma
ß d
er
Ein
flu
ss
na
hm
e in
%
0
5
10
15
20
25
Co
Pin
%
Y-Beschleunigung: Verschiebungen des Klotzanschalgs in Y-Richtung (CoP=89%)
0
10
20
30
40
50C
oP
in %
Allgemein: Herstellkosten (CoP=98%)
0
10
20
30
40
50
Co
Pin
%
Erdbeschleunigung: Verschiebungen des mittleren Bodenblechs in Z-Richtung
(CoP=89%)
0
20
40
60
80
100
Co
Pin
%
Steifigkeit der Klötze: Verschiebungendes Klotzanschalgs in Y-Richtung
(CoP=98%)
Ma
ß d
er
Ein
flu
ss
na
hm
e in
%
Anzahl Rippen ist
Kostentreiber
aber nicht maßgebend
für Steifigkeit in Y
Gleiche Funktion kann
„günstiger“ gelöst
werden
Durchführung von Sensitivitätsstudien
Sensitivitäts-Analysen
Zusammenhänge zwischen Kosten, Strukturmechanik und Geometrie werden transparent
Y
X
Z
Herstellkosten gesamt
(CoP = 98%)
Nachgiebigkeit bei
Y-Beschleunigung (CoP = 89%)
Maß
der
Ein
flussnahm
ein
%
Maß
der
Ein
flussnahm
ein
%

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017 21
Ergebnisse
„Pareto-Front“
Herstellkosten in €
Na
chg
iebig
ke
it b
ei
Y-B
eschle
un
igu
ng
Kombinierte Struktur- und Herstellkostenoptimierung
Einbindung eines Optimierungsalgorithmus
Berechnung
von 10`000 DPs
in ca. 5 min
Mehrziel-Optimierung auf MOP
DP 4215:
DP 0: Referenz
Technische Zielgrößen:
𝑘𝑠𝑡𝑖𝑓𝑓∆𝑢𝑖𝑓0,𝑖 𝜎𝑚𝑖𝑠𝑒𝑠
Wirtschaftliche Zielgröße:
€𝐻𝐾 MIN
Herstellkostenreduktion um 27 % bei geforderter / gleicher Steifigkeit
STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017
Zusammenfassung
22
Kombinierte Struktur- und Herstellkostenanalyse
erlaubt erstmalig ganzheitliche Analyse/Optimierung komplexer Blechbaugruppen
multidisziplinäre Analyse ermöglicht
Identifizierung von Kostentreibern
kosteneffizientes Konstruieren
wird zukünftig in verschiedensten Maschinenprojekten bei TRUMPF eingesetzt
Parametrische Strukturoptimierung
Meta-Modellbildung über Sampling-Methoden erlaubt wirtschaftliche Berechnungs- und
Analysezeiten auch bei vielen Parametern und Lastfällen
bereits „einfach aufgebaute“ Workflows erzielen sehr gute Ergebnisse

STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker 02.06.2017STRUKTUR- UND HERSTELLKOSTENANALYSE, Christoph Blömker
TRUMPF Werkzeugmaschinen GmbH + Co. KG
Christoph Blömker, Vorentwicklung Vernetzte Systeme
Weimar, 02.06.2017
UND JETZT FREUE ICH MICH AUF
IHRE FRAGEN!