structural stability of thermal barrier coatings...
TRANSCRIPT

23. - 25. 5. 2012, Brno, Czech Republic, EU
STRUCTURAL STABILITY OF THERMAL BARRIER COATINGS
PRODUCED BY THERMAL SPRAYING
Ladislav ČELKO a,b, Lenka KLAKURKOVÁ a,b, Karel SLÁMEČKA a,b, Simona POSPÍŠILOVÁ a,b,
Martin JULIŠ a,b, Karel NĚMEC a,b, Tomáš PODRÁBSKÝ a,b, Jiří ŠVEJCAR a,b
a Brno University of Technology (BUT), Central European Institute of Technology (CEITEC), Centre for
Advanced Materials, Research Programm Structure and Phase Analysis, Technická 3058/10, 616 00 Brno,
Czech Republic, [email protected]
b Brno University of Technology (BUT), Faculty of Mechanical Engineering, Institute of Materials Science and
Engineering, Technická 2896/2, 616 69 Brno, Czech Republic, [email protected]
Abstract
One type of functionally graded coating system is thermal barrier coating (TBC), where the combination of
ceramic and metallic coating is used both to reduce the temperature and to increase oxidation and corrosion
resistance of the substrate. TBCs usually consist of the top ceramic coating based on YSZ (ZrO2+Y2O3) and
the metallic bond coating of M-CrAlY type, where M means Ni, Co or their appropriate combination. Electron
beam physical vapour deposition (EB-PVD) or vacuum (VPS), low pressure (LPPS) or atmospheric (APS)
plasma spraying techniques are most frequently used as a deposition method. Despite some requirements
on the product shape simplicity, the air plasma spraying offers high productivity, sufficient quality and much
lower production costs in comparison with the EB-PVD technology. The contribution deals with high
temperature structural stability of TBCs of YSZ + NiCrAlY and YSZ + CoNiCrAlY types that were produced
by air plasma spraying on the INCONEL 713LC polycrystalline nickel based superalloy substrate.
Immediately after deposition, the specimens were exposed to temperature of 1000°C for 5-500 hours in the
common ambient atmosphere. The changes in both microstructure and chemical composition were studied
by means of scanning electron microscopy, energy dispersive microanalysis and image analysis methods.
Keywords: Plasma Spraying, Thermal Barrier Coatings, Nickel-based Superalloys, Thermal exposure,
Microstructure
1. INTRODUCTION
High temperature coatings are important materials with main applications in aircraft and power generation
industries, where they are used primarily for the protection of turbine blades and vanes. These materials
operate in extremely harsh working conditions, including high temperatures and temperature gradients,
abrupt thermal changes (thermal shocks), the presence of oxidizing and corroding atmosphere, high
pressures and multiaxial stresses of broad amplitude and frequency spectra [1,2].
Based on the functional principle, two main groups of coatings exist: (BCs) bond coatings, which could be
further subdivided into diffusion and overlay coatings [3,4], and, (TBCs) thermal barrier coatings. A functional
graded thermal barrier coating consists of two coatings: the thermally insulating ceramic top coat and the
metallic aluminium-containing bond coat (usually of the MCrAlY type), which provides oxidation resistance
and compensates for different thermal expansion coefficients of the substrate and the top coat [2].
The deposition of the ceramic top coat is done either by electron beam physical vapour deposition or by
plasma spraying, although other deposition methods are also being explored, e.g. [5]. In the case of plasma
spraying, a raw coating material is injected in the form of powder into the high-temperature and/or high-
velocity plasma jet. The powder is melted and propelled toward the substrate, where the molten particles

23. - 25. 5. 2012, Brno, Czech Republic, EU
solidify and form “splats”. Plasma spray deposition results in a lamellar structure with 10-15 wt.% ceramic
coating porosity and a certain volume fraction of cracks that are generated in order to relieve stresses
caused by different thermal contraction of the top coat and the bond coat substrate, and by the rapid cooling
of droplets. Moreover, because of the relatively weak adhesion, further delamination cracks are formed at
the splat boundaries, having a significant effect on thermal conductivity and thermal shock resistance. The
main advantage of plasma spraying consists in high deposition rates and low production costs.
The paper focuses on reporting the structural stability of thermal barrier coatings produced by means of
thermal spraying onto the Inconel 713LC substrate surface. Specimens were subjected to high temperature
exposure for different dwell-times in ambient environment. The changes in a coatings microstructure and
chemical composition were investigated in detail.
2. MATERIAL AND METHODS
Functional graded coating systems were prepared from commercially available powders NiCrAlY (GTV
60.46.8), CoNiCrAlY (GTV 60.95.1) and ZrO2/Y2O3 (GTV 40.23.1) that were purchased from company GTV
GmbH. Nominal chemical composition and the average particle size guaranteed by the manufacturer are
collected in Table 1.
Table 1 Nominal chemical composition (wt %) and the average grain size of used powders [m]
Powder Average size Al Y Zr Cr Ni Co
NiCrAlY 15 – 38 10.0 1.0 --- 22.0 bal. ---
CoNiCrAlY 20 – 45 8.0 0.5 --- 21.0 32.0 bal.
ZrO2/Y2O3 20 – 45 --- 8.0 bal. --- --- --
Coatings were deposited on specimens made of a polycrystalline nickel-based superalloy Inconel 713LC
substrate. Substrate’s surface was grounded by the #600 sandpaper and polished by 3 m diamond paste
prior to deposition. Thermal barrier top coat was prepared by plasma spraying in standard ambient
atmosphere in cooperation with the company S.A.M. Two TBCs were prepared: ZrO2/Y2O3 + NiCrAlY a
ZrO2/Y2O3 + CoNiCrAlY. The thicknesses of individual coating layers were 50±5 m and 30±5 m (ceramic
ZrO2/Y2O3 topcoat) and 210±10 m and 450±50 m (NiCrAlY and CoNiCrAlY bond coat), respectively.
Structural stability of all systems was studied under isothermal annealing in the tubular furnace HERAEUS.
Specimens were exposed to temperature 1000°C in the ambient atmosphere with dwell-time in the range of
5-500 hours. Metalographic samples from both the as-sprayed state (VS) and thermally-exposed state (TS)
specimens were obtained by means of the deformation-free dividing equipment AKUTOM by STRUERS. All
samples were grounded by increasingly finer sandpapers (starting at #120 up to #1200) under intensive
water cooling, polished by 3m and 1m diamond pastes and finally chemically polished by means of
OPCHEM. Microstructural observations were carried out by means of the scanning electron microscope
(SEM) XL30 by PHILIPS equipped with the energy dispersive X-ray spectroscopy microanalyser by EDAX
company.
3. RESULTS AND DISCUSSION
Microscopical observations revealed that the ZrO2/Y2O3 topcoats are present in the form of continuous locally
irregular layers that traced the geometry of the underlying MCrAlY bond coat. Considerable number of
microcracks, especially at interfaces of individual splats, and high number of closed pores were observed.
The bond coating NiCrAlY (Fig. 1a,c,e) and CoNiCrAlY (Fig. 1b,d,f) layers deposited on the IN 713 LC
substrate are comparatively more uniform and coherent. In this case, the microstructure and the surface
relief, which is essential for the geometry of the top coat, correspond to manual deposition directly onto the
plane substrate specimens. The microstructure consists primarily of flattened splats, which are generated
23. - 25. 5. 2012, Brno, Czech Republic, EU
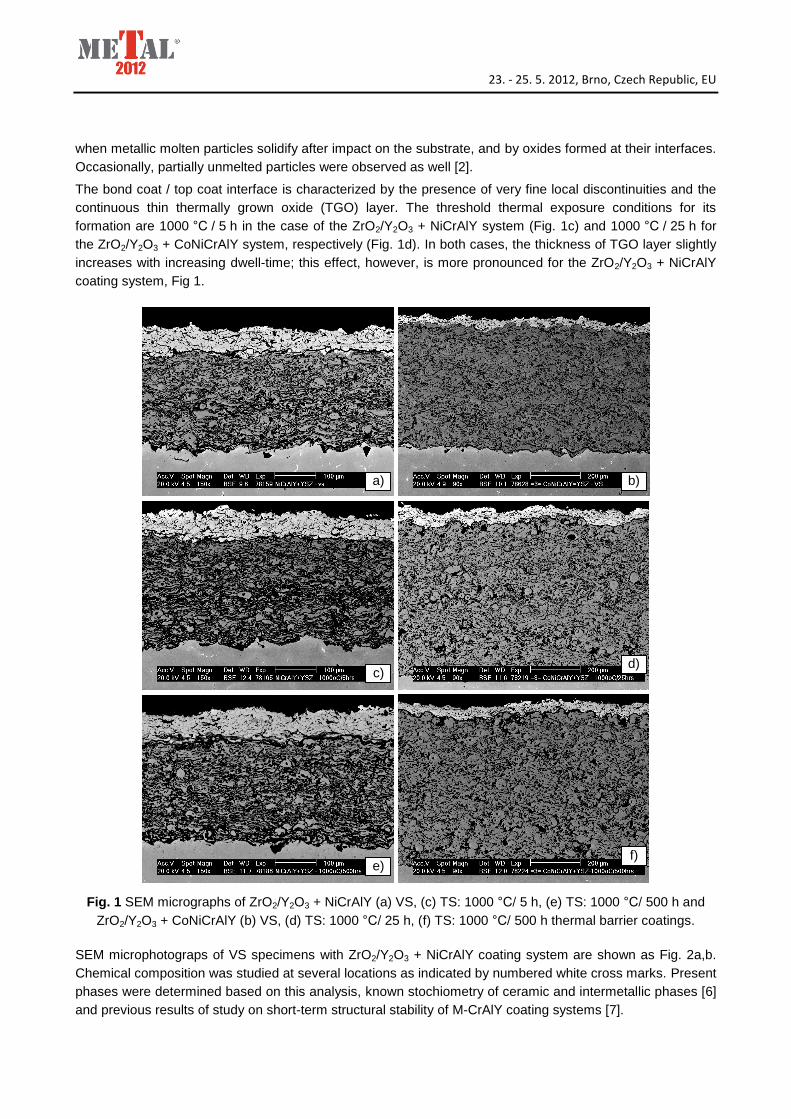
when metallic molten particles solidify after impact on the substrate, and by oxides formed at their interfaces.
Occasionally, partially unmelted particles were observed as well [2].
The bond coat / top coat interface is characterized by the presence of very fine local discontinuities and the
continuous thin thermally grown oxide (TGO) layer. The threshold thermal exposure conditions for its
formation are 1000 °C / 5 h in the case of the ZrO2/Y2O3 + NiCrAlY system (Fig. 1c) and 1000 °C / 25 h for
the ZrO2/Y2O3 + CoNiCrAlY system, respectively (Fig. 1d). In both cases, the thickness of TGO layer slightly
increases with increasing dwell-time; this effect, however, is more pronounced for the ZrO2/Y2O3 + NiCrAlY
coating system, Fig 1.
Fig. 1 SEM micrographs of ZrO2/Y2O3 + NiCrAlY (a) VS, (c) TS: 1000 °C/ 5 h, (e) TS: 1000 °C/ 500 h and
ZrO2/Y2O3 + CoNiCrAlY (b) VS, (d) TS: 1000 °C/ 25 h, (f) TS: 1000 °C/ 500 h thermal barrier coatings.
SEM microphotograps of VS specimens with ZrO2/Y2O3 + NiCrAlY coating system are shown as Fig. 2a,b.
Chemical composition was studied at several locations as indicated by numbered white cross marks. Present
phases were determined based on this analysis, known stochiometry of ceramic and intermetallic phases [6]
and previous results of study on short-term structural stability of M-CrAlY coating systems [7].
a) b)
c) d)
e) f)

23. - 25. 5. 2012, Brno, Czech Republic, EU
Fig. 2 SEM microphotographs of VS microstructure of ZrO2/Y2O3 + NiCrAlY thermal barrier: (a) ceramic
ZrO2/Y2O3 top coat, (b) metallic NiCrAlY bond coat.
SEM microphotograps of TS specimens with ZrO2/Y2O3 + NiCrAlY coating system is presented as Fig. 3a-d.
Clearly, the ceramic top coat does not experience any substantial changes of chemical composition during
the thermal exposure. On the contrary, the metallic bond coat undergoes distinct changes during the thermal
exposure. In the VS, NiCrAlY-based bond coating belongs to two-phases coating consisting of solid solution
-NiCr (77-84%Ni, 10-18%Cr, max. 5%Al (wt.%) – Fig. 2b, locations 1,5) and intermetallic phase ‘-Ni(Cr)3Al
(66-68%Ni, 22-23%Cr, 10-12%Al, max. 1%Y – Fig. 2b, locations 2-4). Oxides Al2O3 and Cr2O3 are found at
splats’ interface (38%O, 20%Al, 32%Cr, 2%Y, 8%Ni – Fig. 2b, location 5). After thermal exposure, more
Al2O3, Cr2O3 and NiO oxides (24-45%O, 48-15%Al, 21-4%Cr, 72-3%Ni – Fig. 3c,d), locations 13-15,18,21)
are formed not only at the layers interface but also in the vicinity of flattened particles. This is due to the Al
depletion, which causes complete transformation of initial Ni(Cr)3Al intermetallic phase to NiCr solid solution
(75-77%Ni, 21-24%Cr, 1-3%Al [hm.%] – Fig. 3c,d, locations 16,17,19,20,22) during thermal exposure.
Fig. 3 SEM microphotographs of microstructure of ZrO2/Y2O3 + NiCrAlY thermal barrier after TS: 1000°C /
500 h: (a,b) ceramic ZrO2/Y2O3 top coat, (c) top coat / bond coat interface (d) metallic NiCrAlY bond coat.
a) b)
a) b)
c) d)

23. - 25. 5. 2012, Brno, Czech Republic, EU
SEM microphotograps of VS specimens with ZrO2/Y2O3 + CoNiCrAlY coating system is presented as Fig.
4a,b. Similarly to ZrO2/Y2O3 + NiCrAlY coatings, there are no substantial changes in the chemical
composition of the top coat, while the chemical composition of the CoNiCrAlY bond coat changes quite
substantially.
Fig. 4 SEM microphotographs of VS microstructure of ZrO2/Y2O3 + CoNiCrAlY thermal barrier: (a) ceramic
ZrO2/Y2O3 top coat, (b) metallic CoNiCrAlY bond coat.
As in the previous case, the ceramic top coat does not experience any substantial changes of chemical
composition. In the VS, the CoNiCrAlY bond coat consists of the intermetallic ‘-CoNi(Cr)3Al phase (8-12%Al,
max. 19-22%Cr, 32-37%Co, 31-36%Ni (wt. %) – Fig. 4b, locations 7-11), with Al2O3, Cr2O3, NiO oxides
(24%O, 13%Al, 23%Cr, 27%Co, 13%Ni – Fig. 4b, location 12) at splats’ interface. During the thermal
exposure, an aluminium is going to be depleted in a direction from the ceramic top / metallic bond coat
interface down to the bond coat and the intermetallic phase ‘ is transformed to solid solution (4-5%Al, 22-
23%Cr, 38-40%Co, 34-35%Ni – Fig. 5b, locations 7,8,10) within splats, while Al2O3 – based oxides (34%O,
44%Al, 2%Y, 6%Cr, 7%Fe, 7%Co – Fig. 5b, location 9) form at splats’ interfaces. In the middle and lower
(adjacent the substrate) parts of the bond coat, formation of the solid solution (4-5%Al, 21-23%Cr, 36-
40%Co, 33-38%Ni – Fig. 5c,d, locations 12-14), precipitation and coarsening of intermetallic CoNi(Cr)Al
particles (20%Al, 7%Cr, 20%Co, 53%Ni – Fig. 5c, location 11) were observed.
Fig. 5 SEM microphotographs of microstructure of ZrO2/Y2O3 + CoNiCrAlY thermal barrier after TS: 1000°C /
500 h: (a) ceramic ZrO2/Y2O3 top coat / metallic CoNiCrAlY bond coat interface, (b) upper part of the metallic
CoNiCrAlY bond coat.
a) b)
a) b)

23. - 25. 5. 2012, Brno, Czech Republic, EU
Fig. 5 SEM microphotographs of microstructure of ZrO2/Y2O3 + CoNiCrAlY thermal barrier after TS: 1000°C /
500 h: (c) middle, and (d) lower (adjacent the substrate) part of the metallic CoNiCrAlY bond coat.
4. CONCLUSIONS
Thermal barrier coating of ZrO2/Y2O3 + CoNiCrAlY type shows better structural stability in the thermal
exposure (1000°C, 500 h) when compared with the ZrO2/Y2O3 + NiCrAlY coating system. This corresponds
with delayed formation of the continuous thermally grown oxide layer at the top ceramic / bond metallic
coating interface in the first case (ZrO2/Y2O3 + CoNiCrAlY type). Moreover, the presence of the intermetallic
phases was observed for all 100, 250 and 500 h time dwells. Both studied coating systems undergoes
almost the same degradation mechanism: undesirable oxide based on Al, Ni, Cr and Fe are formed in the
ceramic top coat and the Al is gradually depleted from the metallic bond coat forming Al-based oxides
between individual splats. Due to Al depletion, intermetallic Al-based phases in the metallic bond coat are
transformed into NiCr and CoNiCr solid solutions, respectively. Based on achieved results, the thermal
barrier coating of ZrO2/Y2O3 + CoNiCrAlY type is recommended to be preferred for nickel based superalloy
Inconel 713LC substrate protection.
ACKNOWLEDGEMENTS
The authors want to acknowledge the financial support for this work provided by the projects
(GA 107/12/1922 and GA 107/11/2065) of Czech Science Foundation and “CEITEC - Central European
Institute of Technology” (CZ.1.05/1.1.00/02.0068) from European Regional Development Fund.
REFERENCES
[1] BOSE,T. High temperature coatings. 2007, Elsevier Science & Technology Books. ISBN 0750682523.
[2] ACERS. Progress in Thermal Barrier Coatings. 2009: Willey. ISBN 978-0-470-40838-4.
[3] XIANG, Z.D., DATTA, P.K . Codeposition of Al and Si on nickel base superalloy by pack cementation process”
Materials Science & Engineering A 356 (2003) 136-144.
[4] ČELKO, L., KLAKURKOVÁ, L. , ŠVEJCAR, J. Use of powder liquid method of aluminide diffusion coatings
formation on Inconel 713LC nickel-based superalloy” Materials & Manufacturing Processes 24 (2009) 1155-1161.
[5] GARCIA, J.R.V. , T. Goto, Thermal barrier coating produced by chemical vapor deposition. Science & Technology
of Advanced Materials 4 (2003), 397-402.
[6] ASM International. Binary Alloy Phase Diagrams Vol. 1, second ed. 1996, ASM International. ISBN 0-87170-404
[7] ČELKO, L., ŘIČÁNKOVÁ, V., KLAKURKOVÁ, L., PODRÁBSKÝ, T., DVOŘÁČEK, E., ŠVEJCAR, J. „Changes in
Microstructure of Air Plasma Sprayed MCrAlY Coatings After Short Thermal Exposure in Argon Atmosphere“ Acta
Physica Polonica A 120 (2011) 336-339.
c) d)