steel: that's our business. - hkm.de
TRANSCRIPT

Steel:That’s our business.

At the center for steel
2
The HKM steelworks 2
At the center for steel
Coking plant 4
A basic ingredient
Burden preparation 6The mixture counts
Blast furnace plant 8
Some like it hot
The melting shop 10
In the fluid state
The casting shop 12
Vital strands
Mineral products and Technical Services 14
All-round know-how
Staff and quality 16
The guarantors of success
Industrial safety/Health and environmental protection 18
Responsibility in action
Purchasing/Controlling/IT 20
Getting everything right
At a glance 22
A unique range
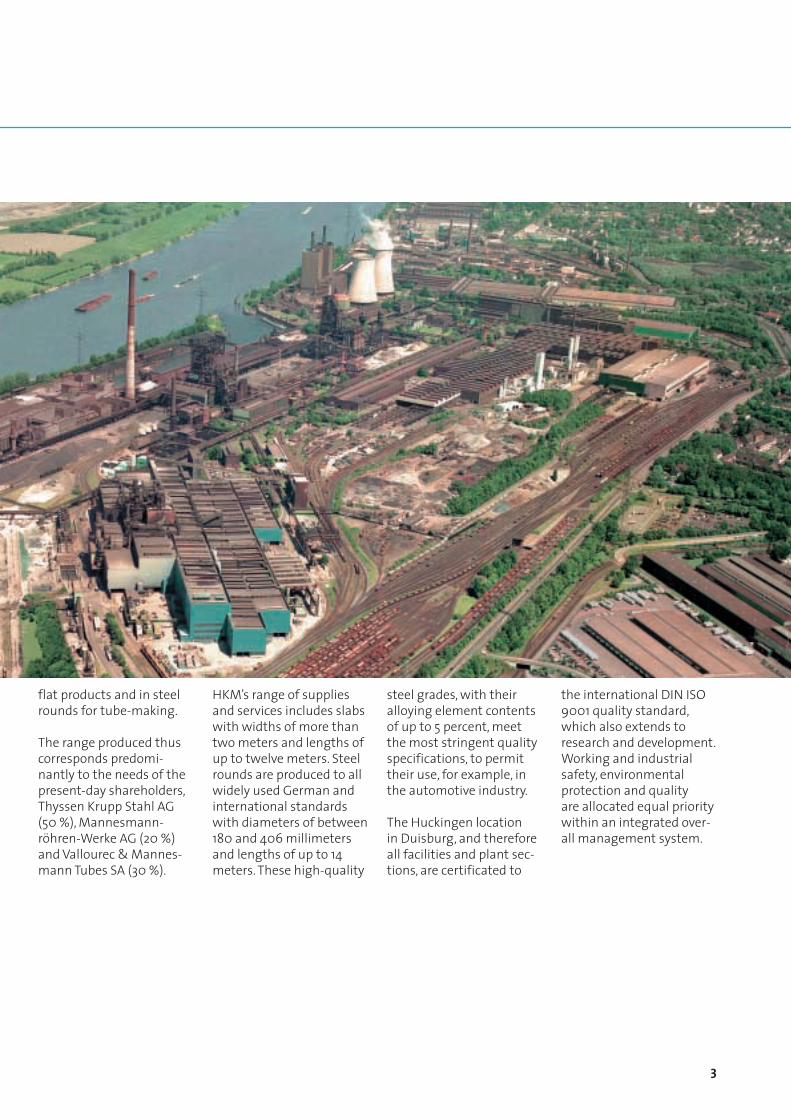
Hüttenwerke KruppMannesmann’s plant islocated in Duisburg, thesteelmaking heart ofGermany's Ruhr industrialregion. With its workforceof 3480, the company pro-duces significantly morethan five million tonnes of steel here each year,
equating to approximately12 percent of all crude steelproduced in Germany.
Since its formation in 1990by Krupp Stahl AG andMannesmannröhren-Wer-ke AG, HKM has increas-ingly specialized in theproduction of slabs for
The HKM steelworks
3
flat products and in steel rounds for tube-making.
The range produced thuscorresponds predomi-nantly to the needs of thepresent-day shareholders,Thyssen Krupp Stahl AG(50 %), Mannesmann-röhren-Werke AG (20 %)and Vallourec & Mannes-mann Tubes SA (30 %).
HKM’s range of suppliesand services includes slabswith widths of more thantwo meters and lengths ofup to twelve meters. Steelrounds are produced to allwidely used German andinternational standardswith diameters of between180 and 406 millimetersand lengths of up to 14meters. These high-quality
steel grades, with their alloying element contentsof up to 5 percent, meetthe most stringent qualityspecifications, to permittheir use, for example, inthe automotive industry.
The Huckingen location in Duisburg, and thereforeall facilities and plant sec-tions, are certificated to
the international DIN ISO9001 quality standard,which also extends toresearch and development.Working and industrialsafety, environmentalprotection and quality are allocated equal prioritywithin an integrated over-all management system.

4
Coal preparationBunkers 12 x 200 tDouble-cross mixer 700 t/hHammer mill 2 x 100 t/h + 1700 t/hCoal storage towers 1 x 3000 t / 1 x 500 tCoal stockyard (capacity) 50,000 tCoal oil spraying max. 40 t/d
Coking plantYear of construction 1984
Cross regenerative type coke ovens 70 chambersChamber dimensions 18.00 x 7.85 x 0.55 mEffective chamber capacity 70 m3
Coke mass, dry 42 t/chamberProduction capacity 1.08 million t/a
Byproducts plantGas treatment 60,000 m3/hAnnual tar/benzol production 35,000 t / 11,000 tSulfuric acid 8,500 t
A basic ingredient
Coking plant

5
Reducing agents are needed to bring iron liter-ally to the boil. Alongsidefuel oil, HKM mainly usescoke to supply its blastfurnaces – up to 1.5 milliontonnes each year. The cokeis needed for the produc-tion of hot metal, where itis used for reduction of the iron ores to metalliciron and supplies the heatnecessary for the blast-furnace process. The use ofhigh-quality metallurgicalcoke is an important pre-condition, since proper-ties such as mechanicalstrength and load carryingcapacity at high tempera-tures are decisive factorsfor the process.
HKM produces the majorpart of the coke requireditself, in the world’s largestsingle-unit coke oven bat-tery. Coal is distilled in thishigh-capacity battery withthe exclusion of air by means of external inputof heat. Modern environ-mental safety provisionsensure practically emission-free coke oven operation.After complete carbon-ization, the hot coke
pushed from the ovenchambers requires cooling.HKM has developed forthis operation a wet-quenching process whichachieves coke moisturecontents of less than twopercent in continuousoperation.
In order to attain consis-tent high quality, HKM’sown coke is blended in a screening plant withbought-in coke and themixture is stabilized andscreened in a falling-impact process. The cokebreeze is used in the sinterplant, while the lump frac-tion is fed into the blastfurnace.
The process and produc-tion control systems of this 1984 coking plant
were long ago convertedto more modern methods.The same applies to thebyproducts plant forcleaning of the coke-ovengas, which assure attain-ment on the purity of low-pressure coke oven gas.
The mixture counts
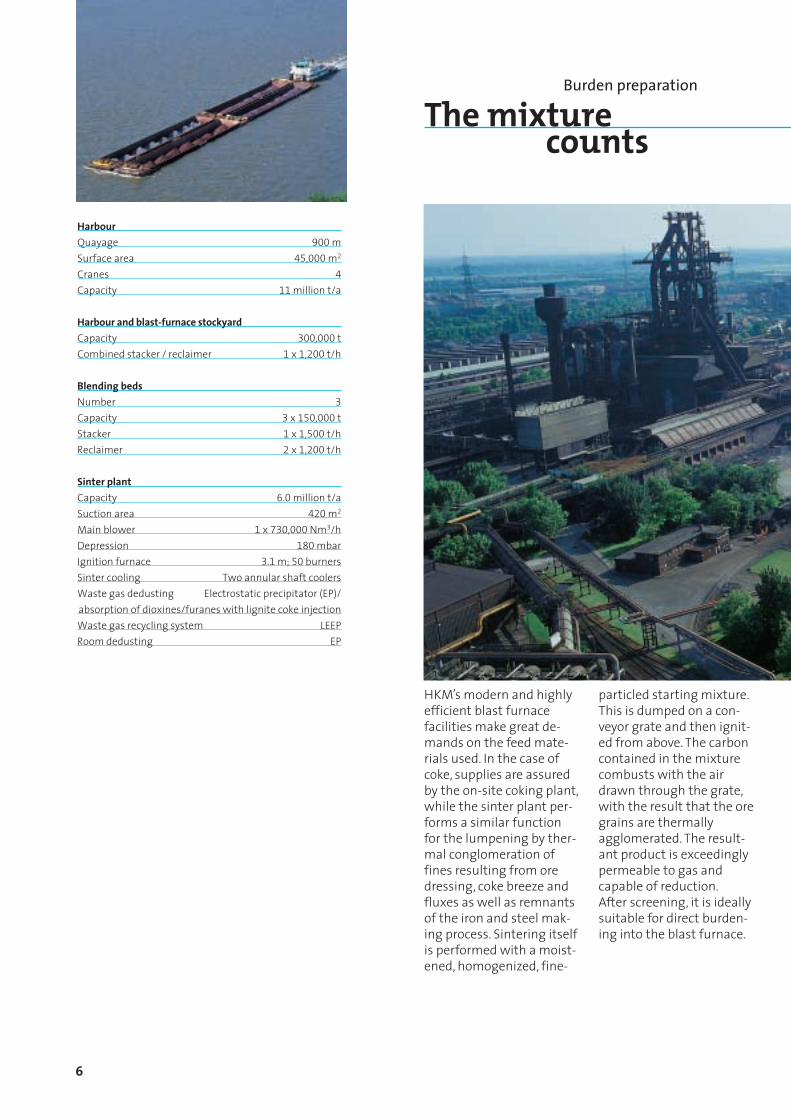
HKM’s modern and highlyefficient blast furnace facilities make great de-mands on the feed mate-rials used. In the case ofcoke, supplies are assuredby the on-site coking plant,while the sinter plant per-forms a similar functionfor the lumpening by ther-mal conglomeration offines resulting from oredressing, coke breeze andfluxes as well as remnantsof the iron and steel mak-ing process. Sintering itselfis performed with a moist-ened, homogenized, fine-
particled starting mixture.This is dumped on a con-veyor grate and then ignit-ed from above. The carboncontained in the mixturecombusts with the air drawn through the grate,with the result that the oregrains are thermallyagglomerated. The result-ant product is exceedinglypermeable to gas andcapable of reduction.After screening, it is ideallysuitable for direct burden-ing into the blast furnace.
6
HarbourQuayage 900 mSurface area 45,000 m2
Cranes 4
Capacity 11 million t/a
Harbour and blast-furnace stockyardCapacity 300,000 tCombined stacker / reclaimer 1 x 1,200 t/h
Blending bedsNumber 3
Capacity 3 x 150,000 tStacker 1 x 1,500 t/hReclaimer 2 x 1,200 t/h
Sinter plantCapacity 6.0 million t/aSuction area 420 m2
Main blower 1 x 730,000 Nm3/hDepression 180 mbarIgnition furnace 3.1 m; 50 burnersSinter cooling Two annular shaft coolersWaste gas dedusting Electrostatic precipitator (EP)/ absorption of dioxines/furanes with lignite coke injectionWaste gas recycling system LEEPRoom dedusting EP
Burden preparation

The sintering plant isequipped with a specialwaste gas recycling LEEPsystem (Low Emission andEnergy optimised sinteringProcess) developed at HKMto minimize energy inputand emissions.Supply of the ores and coalproducts needed for hotmetal production at HKM
constitutes a great logis-tical challenge – in view,not least of all, of the factthat they are obtainedfrom all regions of theworld, and primarily fromBrazil, Canada and Austra-lia. Following mining, theores are transported inenormous ore-carrierswith capacities as high
as 350,000 tonnes to theharbour at Rotterdam,where HKM partially ownsa terminal. Here the cargois transferred to barges,each capable of transport-ing some 2,800 tonnes ofore. These are assembledunits of four barges each,making it possible totransport around 11,000tonnes of ore to HKM’splant harbour on the Rhine in a single move-ment.
Two ore-handling gantriesand two dock-cranes areavailable for transfer of the
cargoes on the 900 meterlong quay of the harbourbasin. This facility is cap-able of handling some tenmillion tonnes of materialannually. Of this figure,around nine million tonnesis accounted for by incom-ing supplies (fine ores,lump ores, pellets, etc.).Some one million tonnesof cargo leaves the har-bour each year, includingboth semi-finished, slag,and tubing products, andalso other finished pro-ducts of the companieslocated on the iron andsteel plant site.
7

8
Blast furnace A BYear of construction 1973 1981
Last relining 1998 2000
Hearth diameter 10.3 m 11.0 mEffective capacity 2449 m3 2824 m3
Charging equipment Double bell with moveable armour Rotating chute
Top pressure 2.8 bar 2.8 barBlast temperature 1270° C 1350° CTuyeres 30 30
Tapping holes 2 2
Capacity 2.5 million t/a 2.7 million t/a
Hot blast stovesNumber 3 3
DedustingTop gas dedusting Ring slot washer Radial-flow washerCasting-house dedusting EP EP
Slag removalType Granulation Slag pen
Blast furnace plant
Some like it hot

9
Liquid iron temperaturesof about 1,500 degrees –hot metal production atHKM leaves scarcely any-body cold.And that’s just the way itshould be – the blast fur-nace plant where suchhellish heat is generated is one of the highlights ofan integrated iron andsteel plant.
The main reason for theinfernal scenario: Iron onlyoccurs naturally in the
form of chemical combina-tions, predominantly withoxygen (iron oxide).In the blast furnaces, withthe aid of coke and hotblast the bond betweenthe iron and oxygen con-tained in lump ore, pelletsand sinter is broken down.At the same time, the ironis freed from existinggangue (impurities) bymelting.The reactions taking placeduring the reduction ofiron oxide to iron arecomplex. The engineeringknow-how is therefore
even more important andvaluable. Many years ofexperience, combined withultra-modern technology,make it possible to operateand control the reductionprocess with the verygreatest efficiency while at the same time keepingthe energy inputs to aminimum.
Great importance is alsoattached to the environ-mental safety provisionsapplied. The dust-laden
gases released at tappingof the hot metal from theblast furnaces are routedthrough appropriate sys-tems for cleaning.
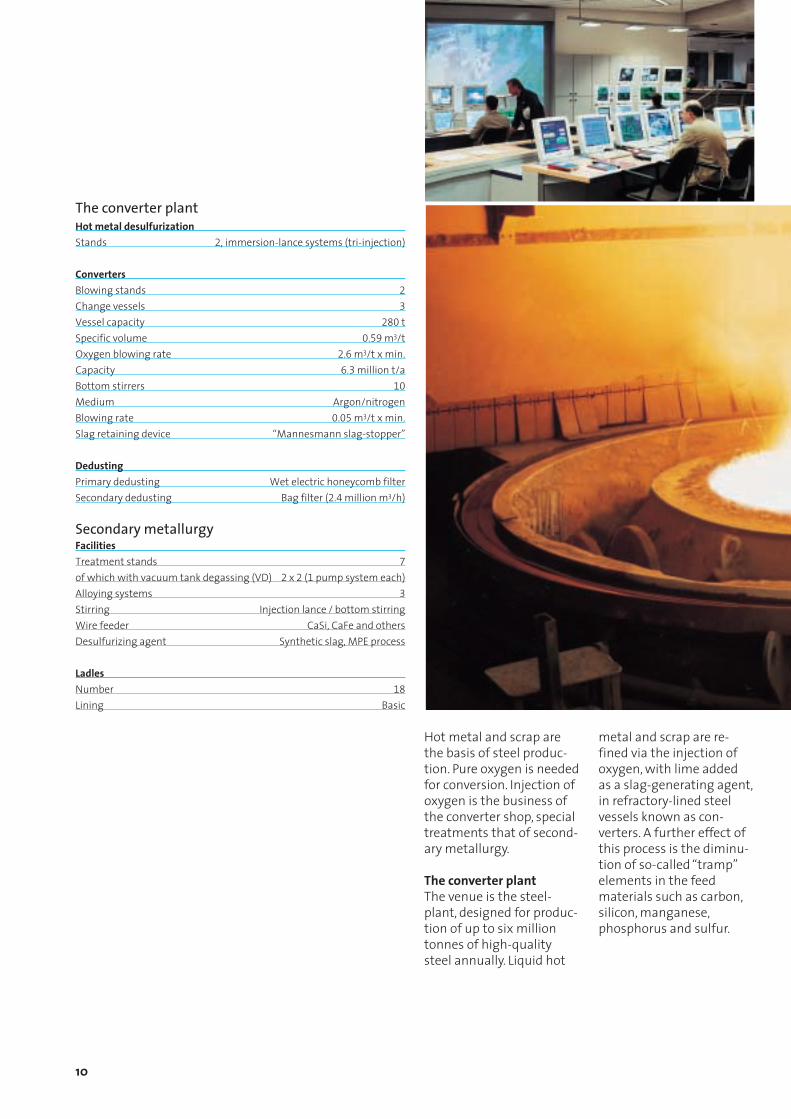
Hot metal and scrap arethe basis of steel produc-tion. Pure oxygen is neededfor conversion. Injection ofoxygen is the business ofthe converter shop, specialtreatments that of second-ary metallurgy.
The converter plantThe venue is the steel-plant, designed for produc-tion of up to six milliontonnes of high-qualitysteel annually. Liquid hot
metal and scrap are re-fined via the injection ofoxygen, with lime added as a slag-generating agent,in refractory-lined steelvessels known as con-verters. A further effect ofthis process is the diminu-tion of so-called “tramp”elements in the feed materials such as carbon,silicon, manganese,phosphorus and sulfur.
10
The converter plantHot metal desulfurizationStands 2, immersion-lance systems (tri-injection)
ConvertersBlowing stands 2
Change vessels 3
Vessel capacity 280 tSpecific volume 0.59 m3/tOxygen blowing rate 2.6 m3/t x min.Capacity 6.3 million t/aBottom stirrers 10
Medium Argon/nitrogenBlowing rate 0.05 m3/t x min.Slag retaining device “Mannesmann slag-stopper”
DedustingPrimary dedusting Wet electric honeycomb filterSecondary dedusting Bag filter (2.4 million m3/h)
Secondary metallurgyFacilitiesTreatment stands 7
of which with vacuum tank degassing (VD) 2 x 2 (1 pump system each)Alloying systems 3
Stirring Injection lance / bottom stirringWire feeder CaSi, CaFe and othersDesulfurizing agent Synthetic slag, MPE process
LadlesNumber 18
Lining Basic

In the fluid state
Precise adjustment of steelcomposition is achieved at HKM even with directtapping rates of more than80 percent. The precondi-tion for this: Compre-hensive metallurgical pro-cessing know-how, dynam-ic process control and acomputer assisted systemfor input of alloying ele-ments. In addition, HKM’s
modern change-vesselconverter system permitsthe replacement of steel-making vessels in the shortest possible time.Ultra-high availability isthus guaranteed in theconverter plant. The highlogistical challenges pre-sented by the supply of hot metal and scrap, inaddition to heat and ladle
scheduling, have also longbeen controlled by meansof integrated computersystems at HKM.
Secondary metallurgyAdditional treatment ofthe steel is necessary in order to produce gradeswith a particularly highoxide cleanness and lownitrogen, hydrogen andsulfur contents. Both this, and achievementof ultra-precise alloying specifications, are the function of secondary metallurgy.
Corresponding treatmentfacilities have been in place since as early as 1977,and have been continu-ously modernized.Two ladle tank degassingunits and three argonstirring stands nowadaysprovide an optimumsecondary metal-lurgicalprocessing line at HKM,further supported withcomputer-assistedmethods for temperaturecontrol and vacuum treat-ment.
11
The melting shop

Vital strands
HKM slabs and tube-mak-ing rounds have to fulfillultra-high specifications.They are used, ultimately,for high-quality steels forautomotive panelling andoil-field tubulars, amongmany other applications.For this reason, the liquidsteel is cast at HKM onlyusing the modern continu-ous-casting process. Thismakes it possible to guar-antee uniform solidificationand optimum structure inthe slabs and tube-makingrounds.
Slab castersIn late 2000, HKM againset vital signals, followingits previous decisive in-volvement in the develop-ment of the process for casting of liquid steel tocreate a continuous strandwith the world’s first bow-type continuous caster inaround 1964. One of theworld’s most modern slabcasters has now been in-stalled, after a construc-tion period of only fifteenmonths. The capacity ofthe new machine now en-ables the BOF steelplant toproduce 400,000 tonnesof slabs each month.
12
The casting shop
Slab Caster I Caster II Caster IIIYear of construction 2001 1989 2000
Type Oval-bow caster Oval-bow caster Vertical bending(Twin) caster
Number of strands 4 2 2
Width 325 to 670 mm 800 to 2100 mm 850 to 2100 mmThickness 260 mm 260 mm 260 mmMould length 700 mm 700 mm 900 mmVertical section 3 mCasting radii 7 bending pts.
Initial radius 5 m Initial radius 5 m Main radius 9.2 m6 straightening pts. 6 straightening pts. 7 straightening pts.
Supported length 27.7 m 27.7 m 36.5 mLength up toflame cutting machine 30 m 30 m 40 mMax. slab length 12 m 12 m 10 mCasting speed 0.5 to 1.0 m/min. 0.8 to 1.0 m/min. 0.8 to 1.5 m/min.Capacity 0.7 million t/a 1.8 million t/a 3.0 million t/a
Round Caster I Caster IIYear of installation 1982 1984
Type Bow caster Bow casterNumber of strands 6 5
Strand diameter 180 to 240 mm 180 to 406 mmCasting radii 10.5/19.5 m 10.5/13.5/18.0/30.5 mLength up toflame cutting machine 31.1 m 36.5 mProduct length 10 to 14 m 8 to 12 mCasting speed max. 3.5 m/min. max. 3.2 m/min.Capacity 1.20 million t/a 0.96 million t/a

The 3 m long vertical sec-tion and large casting ra-dius provide the precondi-tions for outstanding product cleanness. In addi-tion, the tight roll pitchand a dynamic spray cooling water control sys-tem also guarantee goodinternal and surface qual-ity. Furthermore, Soft Re-
duction of the continuous-cast slabs promotes theformation of an optimumcenter zone. This is imple-mented by means of so-called Cyberlink segmentswhich automatically de-tect the still liquid centerof the slab and are in usehere for the first timeanywhere in the world.
Additionally, the slabcaster 1 was remodelledobtaining a twin slabcasting machine.The blooms produced bythis route are used asinput material for amedium strip rolling mill.
Round castersTwo continuous castingmachines are available atHKM for the production of steel rounds. It is neces-sary, in view of the giventapping weights of 280tonnes, to achieve high
casting speeds, particularlyfor continuous casting ofsmall cross-sections.HKM’s many years of ex-perience have resulted insuccessful application ofthis process even wherethe quality requirementsfor the semi-finished pro-duct are at their highest.The rounds thus meet allthe conditions necessaryfor production of alloyedboiler tubes, high strengthoilfield tubulars and forg-ing grades of all dimen-sions.
13

All-round know-how
14
Mineral products and Technical Services
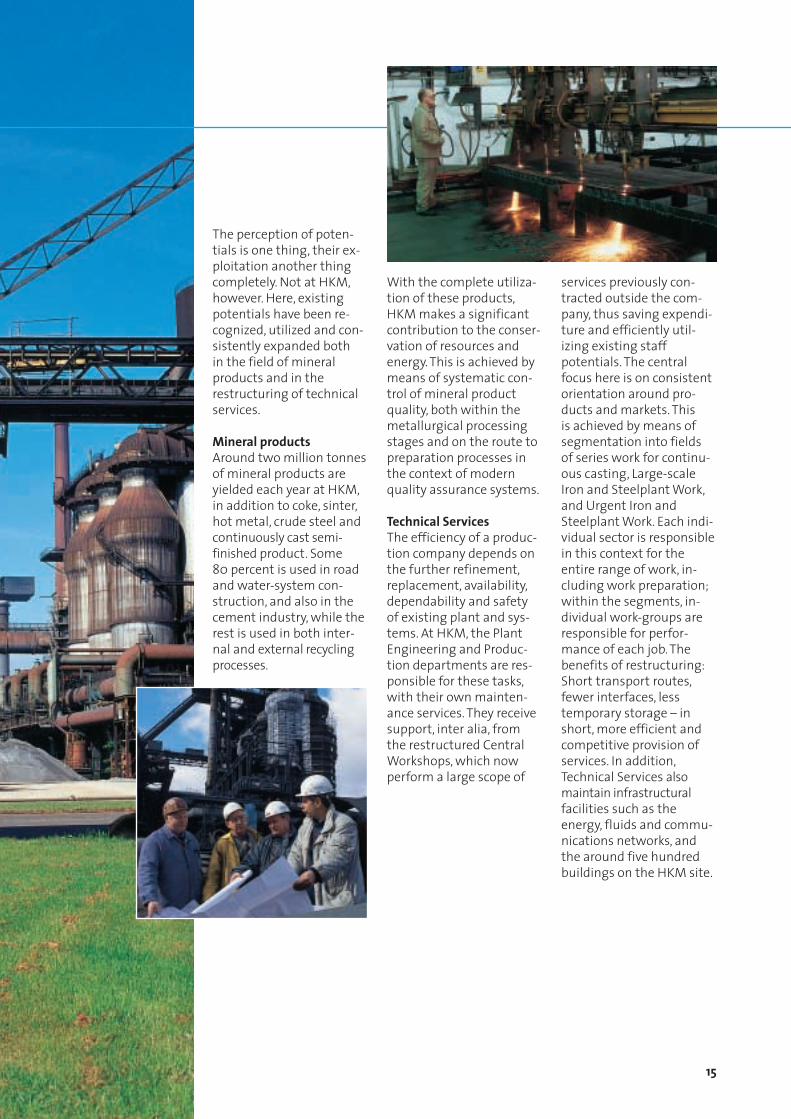
The perception of poten-tials is one thing, their ex-ploitation another thingcompletely. Not at HKM,however. Here, existing potentials have been re-cognized, utilized and con-sistently expanded both in the field of mineralproducts and in therestructuring of technicalservices.
Mineral productsAround two million tonnesof mineral products areyielded each year at HKM,in addition to coke, sinter,hot metal, crude steel andcontinuously cast semi-finished product. Some 80 percent is used in roadand water-system con-struction, and also in thecement industry, while therest is used in both inter-nal and external recyclingprocesses.
With the complete utiliza-tion of these products,HKM makes a significantcontribution to the conser-vation of resources andenergy. This is achieved bymeans of systematic con-trol of mineral productquality, both within themetallurgical processingstages and on the route topreparation processes inthe context of modernquality assurance systems.
Technical ServicesThe efficiency of a produc-tion company depends onthe further refinement,replacement, availability,dependability and safetyof existing plant and sys-tems. At HKM, the PlantEngineering and Produc-tion departments are res-ponsible for these tasks,with their own mainten-ance services. They receivesupport, inter alia, fromthe restructured CentralWorkshops, which nowperform a large scope of
services previously con-tracted outside the com-pany, thus saving expendi-ture and efficiently util-izing existing staffpotentials. The central focus here is on consistentorientation around pro-ducts and markets. This is achieved by means ofsegmentation into fields of series work for continu-ous casting, Large-scaleIron and Steelplant Work,and Urgent Iron andSteelplant Work. Each indi-vidual sector is responsiblein this context for the entire range of work, in-cluding work preparation;within the segments, in-dividual work-groups areresponsible for perfor-mance of each job. Thebenefits of restructuring:Short transport routes,fewer interfaces, lesstemporary storage – inshort, more efficient andcompetitive provision ofservices. In addition,Technical Services alsomaintain infrastructuralfacilities such as theenergy, fluids and commu-nications networks, and the around five hundredbuildings on the HKM site.
15

The guarantors of success
No company succeeds onits buildings and equip-ment alone – people arebehind every product andevery service. At HKM, thecompany’s 3480 staff areits assurance of success.And Quality is a far fromunknown word to them.
StaffQualification, motivation,creativity and enthusiasmare the foundations of ourstaff’s performance. In ad-dition, a climate of mutualtrust creates the basis
for identification with the company, for team-oriented work and for theassumption of responsibi-lity. HKM nurtures thiscommitment by promot-ing systematic staff devel-opment and continuousfurther training and quali-fication for each individual.Particular importance at-taches in this context tothe training center, whichutilizes the very latestdiscoveries and methodsto impart key capabilities
16
Staff and quality

and qualifications. And not only in the context ofinitial occupational train-ing, but also of further training. Thanks to this,HKM is generally able tomeet demands for newtechnical and managerialstaff from within the com-pany. The developmentand furtherance of staff isjust a financial burden,however – it also producestangible benefits. At HKM,suggestions for improve-ments to production pro-cedures and operations,technical equipment andindustrial safety have already produced cost-
savings measurable in millions of Euro. And worthwhile rewards forthe suggestion donors in the framework of the company’s improvementsuggestion system.
Quality with systemThe commitment of HKM’sstaff to potential improve-ments is a direct benefitfor the company’s cus-tomers. Continuous im-provement of processesand simultaneous reduc-tion of costs enables HKMto provide its customers
with effective benefits and therefore with signi-ficant advantages vis-à-visthe competition. And – because quality is morethan high–value productsand services – HKM’s Qual-ity Management Systemcovers not only costs, dead-line-keeping and serviceprovision. Instead, it con-stitutes the organizationalframework for the promo-
tion of product, processand corporate quality, andextends equally to all pro-cedures, processes andmembers of staff. A par-ticular emphasis in thiscontext is always erroravoidance.HKM is certificated as acompany to the interna-tional DIN EN ISO 9001quality standard.
17

18
Responsibility in action
Industrial safety/Health and environmental protection

19
There is absolutely no reason why ecological,social and economic inter-ests should contradicteach other. Responsiblethinking and action alwaysincludes both economic,ecological and social as-pects. All three dimensionsare taken into account andacted upon at HKM.
Safety and healthAt HKM, Safety at Workand staff health have thesame priority as all othercorporate objectives. Theyare formulated as inde-pendent focuses in theCorporate Guidelines.“Zero accidents” is one ofthe most important tar-gets. Staff are actively in-volved in efforts to avoidaccidents and health hazards on the basis of aguiding safety code; theyalso contribute to adher-ence to the necessary safety provisions and rules.In addition, specialized safety officers and com-pany doctors, assisted byhonorary safety represen-tatives, ensure safe equip-ping and design of placesof work and working pro-cedures and, in addition,promote safety awarenessand safe behavior. All thisis complemented by sys-tematic provisions andcourses for the promotionof staff health. Highly qualified rescue staff areavailable within theIndustrial Medicine andWorks Fire Brigade teamsto copy with the few emer-gencies which can neverbe entirely excluded.
Environmental protectionEnvironmental safety has along tradition at HKM.Significant achievementsand technical advanceshave been made atHuckingen to permit re-ductions in particulatesemissions, noise, water re-quirements and energyconsumption. And anothersuccess for this strategy:All the dust and sludge re-
sulting from air and watercleaning processes are 100 percent recycled tousable materials in specialrecycling processes. HKM iscontinuing this trend andhas invested a two-digitmillion amount for theconstruction of a new bio-logical waste-water treat-ment plant for the cokingplant alone. It is now pos-sible to process some 80 cubic meters of waste-water here per hour. A further investment has been the construction of a plant for preparation of commercial iron oxide.This is used for the collec-tion of the 200,000 tonneannual production of
dust from filter systemsand their preparation inaccordance with the needsof the user departmentsand companies. In order toensure further continuousimprovement of environ-mental protection, HKM issetting up an Environ-mental ManagementSystem (EMAS) orientedaround the internationalDIN EN ISO 14001 environ-
mental standard and theEC environmental auditordinance. In this context,each individual member ofstaff is also required toinclude environmentallysafe behavior as a manda-tory component of his orher work.
Getting everything right
An enormous number of in-dividual “cogs” are neces-sary to enable an entity ascomplex as HKM to runsmoothly and efficiently.And it is not always the big-gest wheels or departmentswhich are the most impor-tant.Without purchasing,for example, or withoutCost Controlling, or withoutmodern information tech-nology, only one thing couldhappen at HKM – nothing!
PurchasingThe Materials departmentis responsible for the ob-tainment of all goods andservices necessary for theproduction process. Thedepartment acts on fixedprinciples:Whether it’s aquestion of German cokingcoal for HKM’s own cokingplant, foreign iron ores,lime additives or scrap –quality, price and assured-ness of supply are always
20
Purchasing/Controlling/IT
decisive. In addition, Ma-terials is also responsiblefor the supply of raw ma-terials and for purchasingand correct storage of thevarious auxiliary and op-erating utilities, and also of spare and replacementcomponents. The depart-ment is also concernedwith the obtainmentof complete plant units,such as blast furnaces,continuous casters andmachine tools.
Cost controllingTrust is good – but costcontrolling makes every-thing better. On the basisof this motto, this depart-ment provides well-found-ed real-time informationfor control of companyprocesses and for theachievement of optimumeconomic results. An inte-grated cost-planning andsteering system, combinedwith a permanent, in-pro-cess cost monitoring func-tion, provide the guaranteeof the achievement of thecorporate targets of quali-ty and cost leadership.
Information technologyThe digital age long agoarrived at HKM. The com-plexity of the measuring,monitoring and automa-tion equipment installed in a modern blast furnace,for example, is of a valueequal to that of a completeBoeing 757 aircraft. Andthe “rest of the plant” is inno way inferior. All depart-ments and divisions are networked with oneanother, and production isoperated and monitored
on a largely computer-assisted basis. Commercialdepartments, HumanResources and the tech-nical departments employthe standard SAP software,while the use of interna-tional standards such asUNIX, for example, is amatter of course for data-processing platforms.
21

A unique range
22
At a glance
On any view at all, HKMhas got a lot to offer. Ourrange of products includessemi-finished rounds fortube-making and long forged product, semi-finished slab material forhot and cold-rolled strip,and plate as the startingmaterial for welded tubes.In addition, we can alsosupply coal derivatives,construction materials derived from iron and steelplant slags and a rangesources of ferrousmaterials.
Continuous cast roundsDimensions: dia. 180 to406 millimeter.Length depending on format: Length multiples,7 to 11.3 or 14.2 meter; fixedlength from 0.8 meter.
Steel grades: to all Germanand foreign standards.
Continuous cast slabsDimensions: 260 x 800 to 2100 mm and 260 x 325 to 670 mm.Length: max. 12 mIndividual weight:max. 40 tonnesGrades: to all German and foreign standards.
Coal derivativesCrude benzeneRaw tarSulfuric acid according
Metallurgical slagsBlast furnace coarse slagGranulated slagSteel plant slags

23
Crude steel capacitySlabs 4.8 million t/aRounds 2.2 million t/aCapacity for shipment 6.0 million t/a
Salient economic data (2001)
Turnover 1.2 billion €Paid-up capital 102 million €Assets 349 million €Balance sheet total 598 million €
Staff (2001.12.31) 3556
The companyLegal form GmbH (= Limited Liability Company)Start of commercial activity 01.01.1990
ShareholdersThyssen Krupp Stahl AG 50%Vallourec & Mannesmann Tubes SA 30%Mannesmannröhren-Werke AG 20%
HüttenwerkeKrupp Mannesmann GmbHP.O. Box 25 11 24 · 47251 Duisburg · GermanyEhinger Strasse 200 · 47259 Duisburg · GermanyTelephone (49) (0) 203 999 – 01Telefax (49) (0) 203 999 – 44 11E-mail [email protected] www.hkm.de
HKM
05/
2002