spe division 44 newsletter - amazon s3s3.amazonaws.com/rdcms-spe/files/production/public/... · spe...
TRANSCRIPT
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 1 of 26
Barrier Films: Types, Markets and Production Considerations
Barrier in packaging can be defined as the ability of a structure (mono or multilayer) to stop or reduce the transmission of gases (oxygen, nitrogen, CO2),flavors, aromas, water vapor or even ultra-violet light between the inside and outside of the package. Glass-like barrier levels are impossible to achieve in flexible packaging,
but many multilayer structures (laminated or coextruded) are ideal high barrier solutions to keep the integrity of food packages (meat, cheese, etc.) and in many other non-food applications (greenhouse films, industrial goods). Another interesting trend are films that provide selective transmission of gases like oxygen, CO2 or nitrogen in produce packaging or case ready lidding applications. Allied Development estimates a healthy global annual growth rate of 5.7% (2004-08) of the main barrier materials market globally, including barrier resins and films, aluminum foil and metallized films among other materials. This article will concentrate on markets and applications of flexible Barrier packaging films produced by cast or blown film extrusion, also known as polyolefin based barrier films. (Click here for the rest of the article)
FlexPackCon 2008 Update
February’s FlexPackCon®08 will offer 4 specific sessions complementing the International Polyolefins Conference.
A unique session on “Food Packaging Challenges” will feature end users from specific Consumer Packaged Goods (CPG) food manufacturers, meant to explain how CPG companies look at the current and future expectations for flexible packaging. A session on Materials for Improved Package Functionality will highlight how the constant steam of industry innovation contributes to the growth of the industry. Similarly, machinery innovation will be the focus of a session on “Advances in Packaging and Converting Equipment”. A special session on the industry’s response to expectations for sustainable packaging options will round out the dynamic picture of forces changing the flexible packaging industry.
We will also hear a special presentation from Dr. Michele Perchonok of the NASA Advanced Food Technology laboratory on that agency’s requirements for food packaging in manned spaced programs.
All of this is in addition to the South Texas Section’s Annual International Polyolefins Conference. Both take place February 24 - February 27, 2008 at the Wyndham Greenspoint Hotel, Houston, Texas. (Detailed information
is available at http://www.spe-stx.org/PolyolefinsConference.htm )
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
German Laverde Director of Marketing and Communications Battenfeld Gloucester Engineering
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 2 of 26
SPE’s International Polyolefins Conference and FlexPackCon™
Tutorial – Chair: Lan Nguyen, Heritage Plastics, Sunday, February 24, 12:30 PM
• Fundamentals of Flexible Packaging, Darby Duncan, Clemson University • Materials and Structural Requirements for Various Flexible Packaging Products, Lan Nguyen, Heritage
Combined Plenary – Session Chairs: Donna Davis, ExxonMobil Chemical, Bill Diecks, Ametek Westchester Plastics, Monday, February 25, 8:00 AM
• A Global Update on Polyolefin Polymers and Monomers, Gary Adams, CMAI • Recent Developments in Polyolefin Process Technology, Ken Sinclair; Principal, STA Research • Status of the Packaging Business, Ram Singhai, Flexible Packaging Association • Open Innovation and Value Creation at Proctor & Gamble, Mark Peterson, Proctor & Gamble • Trends and Drivers in Flexible Packaging, Brian Elliott, VP, Sealed Air Corporation
FlexPackCon™ - Food Packaging Challenges: Session Chair: Donna Davis, Monday, February 25, 1:00 PM
• Challenges of Meat Packaging, Paul Zerfas, Kraft Foods • Challenges of Flexible Condiment Packaging, Bill Raslie, Heinz North America • Snack Packaging, TBD, Frito Lay • Beverage Packaging, Marilyn Baker, Coca-Cola • Fresh Produce Packaging, Sam Goldsmith, Dole • Panel Discussion – Similarities and Trends in Food Packaging, Donna Davis, ExxonMobil
Developments in Processing Technology – Session Chair: Ananda Chatterjee, Monday, February 25, 1:00 PM
• Twin Screw Design Advances, Charlie Martin, Leistritz • New Developments in Stretch Film Winding, R. Duane Smith, Black Clawson • Stackable Co-extrusion Die Technology, Surendra Segar, Macro Engineering • Twin Screw Extruders in Compounding of Polyolefins An Overview, Kapfer Klaus, Coperion • Processing Polyolefins Using Twin Screw Extruder in Testing Applications, Andrew Yacykewych, CW
Brabender • Polyolefins Technology Advancements in Latin America, Jorge Buhler-Vidal, Polyolefins Consulting • Modifiers That Boost the Output of LLDPE in Blown Film, Barry Morris, DuPont • Sharkskin Removal: the Role of Particle Size and Viscosity Ration, David Bigio, University of Maryland

SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 3 of 26
Polyolefin Elastomers – Session Chair: Sidhartha Sen, Monday, February 25, 1:00 PM • Supply Chain Shifts and International Competition, Robert Eller, Robert Eller Associates • New Polypropylene Based Vulcanizable Polyolefin Elastomers, Sudhin Datta, ExxonMobil • Polyolefin Elastomers, Adding New Life to a Maturing Market, James Virosco, Nexant • Styrenic Block Copolymers for Low Temp Impact Blends with PP, David Hansen, Kraton • TBD, Jay Munsey, Alpha Garry • Panel Discussion – Trends in Niche Elastomeric Polymers, Sid Sen, Petrochemical Development Group
FlexPackCon™ - New Materials for Improved Package Functionality – Session Chair: Randy Jester, Tuesday, February 26, 8:00 AM
• The Interaction between Nanocomposites and TiO2 Pigment in Thin-Film Applications, Harutun Karian, • Rhetech/Naocore • Polyolefin Film Enhancement Using Cyclic Olefin Copolymers for Retort Applications, Paul Tatarka, TOPAS • New Transparent High-Barrier Film for Advanced Retort Applications, Robert Armstrong, Eval America • Adding a High Barrier Shrink Film to PET Bottle, Changefeng Ge, Rochester Institute of Technology • High Clarity Shrink Films Using Styrene-Butadiene Copolymers, Cliff Petty, ChevronPhillips Chemical • Styrenic Block Copolymer Tie-Layer Adhesives in Flexible Packaging Applications, Richard Schmidt, Kraton
New Developments in Stabilization – Session Chair: Thois Ho, Dow Chemical, Tuesday, February 26, 8:00 AM
• Benzoates or Forgotten UV Stabilization Strategies for Polyolefins, John Mara, Songwon Industrial • Fielding the Challenges of Artificial Turf Stabilization, Jeanne Courter, Cytec Industries, Inc. • Discoloration of Polyolefins, Lee Robin, Dow Chemical • Liquid Antioxidants for Polyethylene, Michael Gelbin, Chemtura • Global Regulatory Issues on TNPP, Rob Hendricks, Dover Chemical • New Developments in use of Release Agents for Polyolefins, Ashu Sharma, Axel • A New Phenol-free Stabilizer solution for Polypropylene Fiber, Joing Yu, Ciba SC
New Developments in Polymer Processing and Film Analysis – Session Chair: Simon Dominey, Emery Jorgenson, Tuesday, February 26, 8:00 AM
• TBD, TBD, Perkin Elmer • TBD, Jochem Koenig, Shenck Vision Systems • TBD, Simon Dominey, Davis Standard • Predicting Blown Film Bubble Stability for Linear Medium MW HDPE, Tom Schwab, Lyondell Chemicals • TBD, Steve Jonjak, Premier Die Corp • TBD, Niel Sticha, Oakland Instrument • Processing Additives interactions with Polyolefins in mono and Co-Ex polymer flows, M. Zatoukal and C.
Lavalle, Tomas Bata University and 3M • Micro Capillary Polymer Film Extrusion, M. Mackley, Cambridge University, UK • TBD, Charles Mork, DOW Chemical Company

SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 4 of 26
FlexPackCon™ - Packaging Equipment/Converting – Session Chair: Paul Zerfas, Tuesday, February 26, 1:00 PM • Addition of a Reclosure Feature to Large Package Sizes: Overcoming the Technical Challenges, Dave Anzini, • Zip-Pack • Advances in Horizontal Thermo Form-Fill-Seal Packaging Equipment, Joe Stanek, Alkar RapidPack • Flexible High Speed Pouching for the Food Industry, Paul Wilson, R.A. Jones • Advances in Stick Packaging Equipment Technologies, Ken Botterbrodt, THEM • Latest Advances in Standup-Pouch Packaging Machinery, A Global Perspective, Dennis Calamusa, Alliedflex • TBD, Mike Wilcox and Stan Kapustika, Doboy
Processing and Applications of Polyolefins – Session Chair: Abdelhade Sahoune, Tuesday, February 26, 1:00 PM
• Advances in Soft Polyolefins, Sudhin Datta, ExxonMobil Chemical • Product and Manufacturing Advances in Gas Phase EPDM, Bob Gowell, DOW Chemical • PE/PP Multilayer and Nanocomposite Films: Some Process-Structure Performance Relationships, Abdellah
Ajii, • NRC-Canada • Advanced Materials fromNovel Bio-Based Resins, Shiram Bagrodia, Cereplast Inc. • Development of Injection Foam Molding for Automotive, S.M. Cho, Honam Petrochemical • Microcellular Foaming of LDPE and HDPE Using Sub-critical CO2, Dustin Miller, University of Washington • Plasma Assisted Continuous Modification of Polyethylene, P. Tasanatanachai, Petroleum & Petrochemical • College, Thailand • In Line Roto Vacuum Forming of High Density Polyethylene Thin Film, Don Reum, Don Reum
New Catalyst and Materials Developments – Session Chair: Bill Beaulieu, ChevronPhillips Chemical, Tuesday, February 26, 1:00 PM
• INFUSE(™) Olefin Block Copolymers: From Molecular Design to Market Introduction, Edmund Carnahan, DOW • Chemical • Polyolefin Catalyst Update, John Hain, Grace Chemical • Activation of the Phillips Cr/Silica Catalyst, Max McDaniel, ChevronPhillips Chemical • Functionalized Polyolefins, Rich Jordan, University of Chicago • Challenges and Solutions with Scale –up of Catalyst and Co-catalyst Components, Don Morrison, Boulder • Scientific • Influence of Dispersion Characteristics on Performance of Multiwall Carbon Nanotubes in Polyolefins, Nishant • Negandi, Ovation Polymers • An Industry Update on PQ Cr-on-SiO2 Catalysts for HDPE, John Lau, PQ Corporation • Avant Catalysts – Going Beyond, Jim Seward, Basell
FlexPackCon™ - Sustainability – Session Chair: Tom Dunn, Wednesday, February 27, 8:00 AM
• Market Overview, TBD, TBD • Ripening Inhibition and Bio-Compostable Packaging for the Future, Joseph Webster, Stabilization Technologies • Sustainable Packaging: Delivering Performance with Reduced Environmental Impact, Carol Casarino, DuPont • USA • Economic and Environmental Comparison of Reprocessed PE vs Virgin PE Liners, Lan Nguyen, Heritage • The Linkage Between Product Freshness, Package barrier and Sustainability, DL Visoli. Dupont Packaging • New Technology for Effective Compatibilization of Barrier Regrind in Flexible Packaging, Steve Tanny, DuPont

SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 5 of 26
PMAD-2 – Session Chair: John Mira and John Osby, Wednesday, February 27, 8:00 AM • Superior Clarified Polypropylene Formulations for Bottle Applications, Naoshi Kawamoto, ADEKA Corporation • New Clarifier Technology, Reed Walker, Milliken • Heterogeneous Nucleation of PP; A New Line of Talc Functional Additives, Piergiovanni Ercoli, IMI Fabi Spa • Clarified Polypropylene – Old Technology v. New Chemistry, Estibaliz Santamaira, RIK International • Quantitative Abrasion and mar Resistance Evaluation of Thermoplastic Olefin, Hung-Jue Sue, Texas A&M • New Development in Talcs, Saied Kochesfahani, Rio Tinto Minerals
New Developments in Testing and Characterization of Polyolefins-Session Chair: Vasilios Galliatsatos, Wednesday, February 27, 8:00 AM
• High Throughput Measurements of Crystallization and Phase Behavior of Polyolefin Blend Thin Films, Alamgir • Karim, NIST • Rheological Methods for Fingerprinting Polyolefin Processing Behavior, Savvas Hatzikiriakos, U. British • Columbia • Branched or Unbranched Polymers and Polyolefins: A Scattered Perspective, Gregory Beaucage, U. Cincinnatti • Ultra High Mass Spectrometry Analysis of Polystyrene and of Biological Polymers, Mark Bier, Carnegie Mellon • Phase Behavior and Mechanical Properties of PLA-Biomax Strong 100 Blends, Douglas Hirt, Clemson • Bulk and Interfacial Effects on Permeability in Polymer Nanocomposites, Nandika D’Souza, U. North Texas
Unassigned Papers
• 25 Micro-Layer Blown Film Extrusion Die, Henry Schirmer, BBS Corporation • Latest Development in ExtrusionCoating and Lamination Helping to Improve Your Profitability, German
Laverde and Guenter Rosier. Battenfeld Gloucester Engineering • Advances in Packaging Equipment, Charles Murray, PPI Tech • Process Aids – A Proactive Approach, Paul Greisinger, Ampacet • Shape-Up Your Cast Film Extrusion process with a Contour Die, Sam Luliano, Extrusion Dies Industries • PP- Blends for Soft Applications, Doris Machl, Borealis Group
Program Chairs
Tom Walsh Randy Jester 2008 Polyolefins FlexPackCon® 2008
281-493-2344 1-864-895-6557 [email protected] [email protected]
Show your commitment to the future of Flexible Packaging
BE a Volunteer

SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 6 of 26
BEST PAPER: FLEXIBLE PACKAGING DIVISION, ANTEC 2007 The best paper from the Flexible Packaging Division at ANTEC 2007, was by Professor Ron Moffet, Virginia Polytechnic Institute & State University, entitled “INDUSTRIAL APPLICATIONS OF HEAT SEALING MODELING”
Dr. Moffet described his mathematical model “HEAT SEAL” for computer simulation of the constant-heat sealing process for linear, semi-crystalline polymer films. He provided examples of its application to heat sealing process optimization in industrial implications such as:
The identification of a sealant resin Melt index range ensuring maximum heat strength achievement for a
prescribed dwell time, the development of sealing conditions controlling the strength of frangible
seals, and Heat sealing equipment specification and selection.
Moffet is a regular and prolific contributor to ANTEC where his research at the VPI Advanced and Applied Polymer Processing Institute is shared with industry practitioners.
Show your company’s commitment to the future of Flexible Packaging
BE a Sponsor
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 7 of 26
Barrier Films: Types, Markets and
Production Considerations
German Laverde Battenfeld Gloucester Engineering What are Barrier Films?
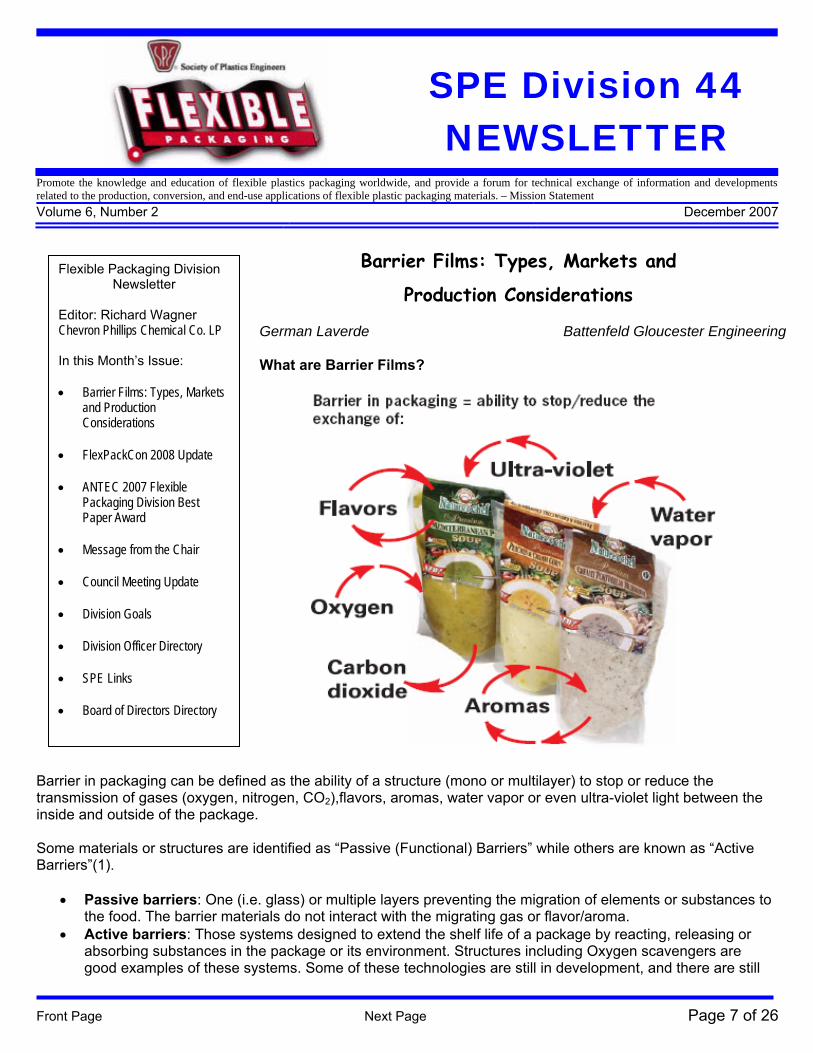
Barrier in packaging can be defined as the ability of a structure (mono or multilayer) to stop or reduce the transmission of gases (oxygen, nitrogen, CO2),flavors, aromas, water vapor or even ultra-violet light between the inside and outside of the package. Some materials or structures are identified as “Passive (Functional) Barriers” while others are known as “Active Barriers”(1).
• Passive barriers: One (i.e. glass) or multiple layers preventing the migration of elements or substances to the food. The barrier materials do not interact with the migrating gas or flavor/aroma.
• Active barriers: Those systems designed to extend the shelf life of a package by reacting, releasing or absorbing substances in the package or its environment. Structures including Oxygen scavengers are good examples of these systems. Some of these technologies are still in development, and there are still
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 8 of 26
some legal issues exist related to its use for packaging, especially in Europe. Italy in particular, according to European reports, does not allow their use.
Other useful definitions (ASTM D1434) are: • Gas transmission rate is the amount of a given gas passing through a
unit of the parallel surfaces of a plastic film in a unit time under certain conditions of temperature and pressure on both sides of the film.
• Permeability is the product of the permeance and the thickness of the film.
• Permeance is the ratio of the gas transmission rate to the difference in partial pressure of the gas on both sides of the barrier material.
The governing equation controlling gas pass through a membrane is known as the Mass Transport of Gas Equation or Fick’s Law. This equation is:
∆Mgas / ∆t = P[A∆p/L] where: ∆Mgas / ∆t = transmission rate at unit of thickness P = permeability of the barrier layer A = area of the polymer membrane ∆p = partial pressure difference across the membrane L = thickness of the membrane ASTM D3985 defines and establishes procedures to determine the gas permeability characteristics of films. It is important to establish the measurement conditions, particularly temperature and relative humidity as the barrier properties of most resins are very sensitive to those conditions. Barrier comparisons to rank different materials should be made under the same conditions. Barrier data is also expressed in many different ways around the globe and it is important to know how to make the proper unit conversion between metric and english units (table 3). The criteria to rank the barrier quality of different resins and films is
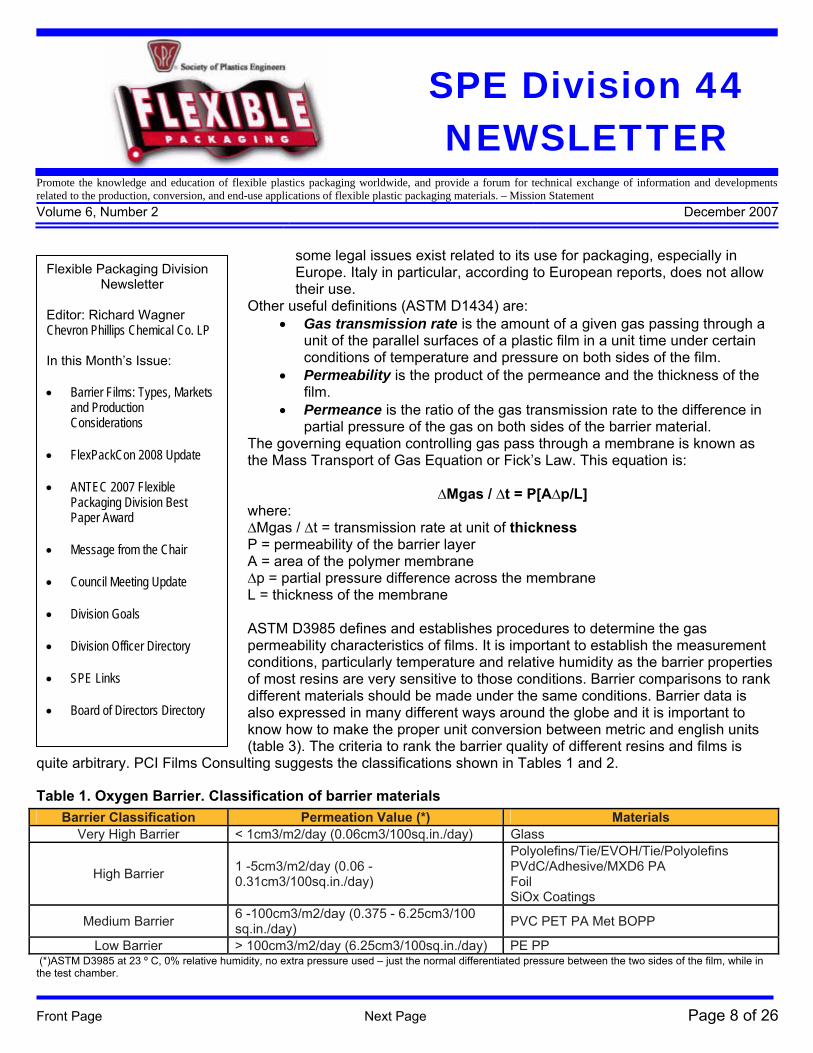
quite arbitrary. PCI Films Consulting suggests the classifications shown in Tables 1 and 2.
Table 1. Oxygen Barrier. Classification of barrier materials Barrier Classification Permeation Value (*) Materials
Very High Barrier < 1cm3/m2/day (0.06cm3/100sq.in./day) Glass
High Barrier 1 -5cm3/m2/day (0.06 - 0.31cm3/100sq.in./day)
Polyolefins/Tie/EVOH/Tie/Polyolefins PVdC/Adhesive/MXD6 PA Foil SiOx Coatings
Medium Barrier 6 -100cm3/m2/day (0.375 - 6.25cm3/100 sq.in./day) PVC PET PA Met BOPP
Low Barrier > 100cm3/m2/day (6.25cm3/100sq.in./day) PE PP (*)ASTM D3985 at 23 º C, 0% relative humidity, no extra pressure used – just the normal differentiated pressure between the two sides of the film, while in the test chamber.
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 9 of 26
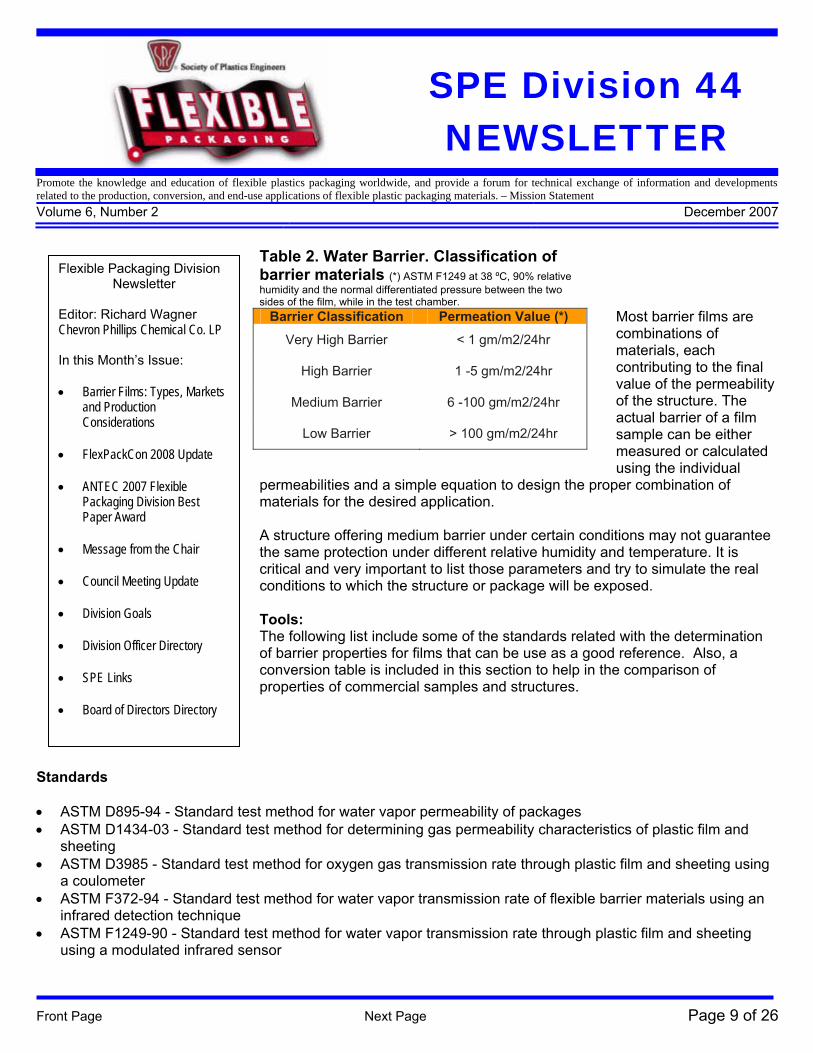
Table 2. Water Barrier. Classification of barrier materials (*) ASTM F1249 at 38 ºC, 90% relative humidity and the normal differentiated pressure between the two sides of the film, while in the test chamber.
Most barrier films are combinations of materials, each contributing to the final value of the permeability of the structure. The actual barrier of a film sample can be either measured or calculated using the individual
permeabilities and a simple equation to design the proper combination of materials for the desired application. A structure offering medium barrier under certain conditions may not guarantee the same protection under different relative humidity and temperature. It is critical and very important to list those parameters and try to simulate the real conditions to which the structure or package will be exposed. Tools: The following list include some of the standards related with the determination of barrier properties for films that can be use as a good reference. Also, a conversion table is included in this section to help in the comparison of properties of commercial samples and structures.
Standards • ASTM D895-94 - Standard test method for water vapor permeability of packages • ASTM D1434-03 - Standard test method for determining gas permeability characteristics of plastic film and
sheeting • ASTM D3985 - Standard test method for oxygen gas transmission rate through plastic film and sheeting using
a coulometer • ASTM F372-94 - Standard test method for water vapor transmission rate of flexible barrier materials using an
infrared detection technique • ASTM F1249-90 - Standard test method for water vapor transmission rate through plastic film and sheeting
using a modulated infrared sensor
Barrier Classification Permeation Value (*)
Very High Barrier < 1 gm/m2/24hr
High Barrier 1 -5 gm/m2/24hr
Medium Barrier 6 -100 gm/m2/24hr
Low Barrier > 100 gm/m2/24hr
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 10 of 26
• ASTM F1927-04 - Standard test method for oxygen gas transmission rate, permeability and permeance at controlled relative humidity through barrier materials using a coulometer
• ISO 2556 (1974) Plastics - Determination of the gas transmission rate of films and thin sheets under atmospheric pressure – Manometric method
• JIS K 7126 (1987) - Testing method for gas transmission rate through plastic film and sheeting
• JIS K 7129 - Testing method for water vapor transmission rate of plastic film and sheeting (instrument method)
Market trends: Reports from resin suppliers and industry consultants show high market growth for barrier films in recent years and all indications support continued growth in the coming years particularly in applications for flexible packaging. Why is flexible packaging growing? One of the clear driving forces behind this growth is the steady trend towards replacement of rigid packaging formats by flexible ones. This is true both in food packaging, where it started then for industrial applications. The success of stand-up pouches is also another important reason for this continued growth. Although the emphasis of this article is on polyolefin based films, cast or blown, we have included market data for film structures containing OPET, BOPP, metallized films, CPP, PVdC and other films since they all are a part of this market in different formats such as vacuum or modified atmosphere packaging.
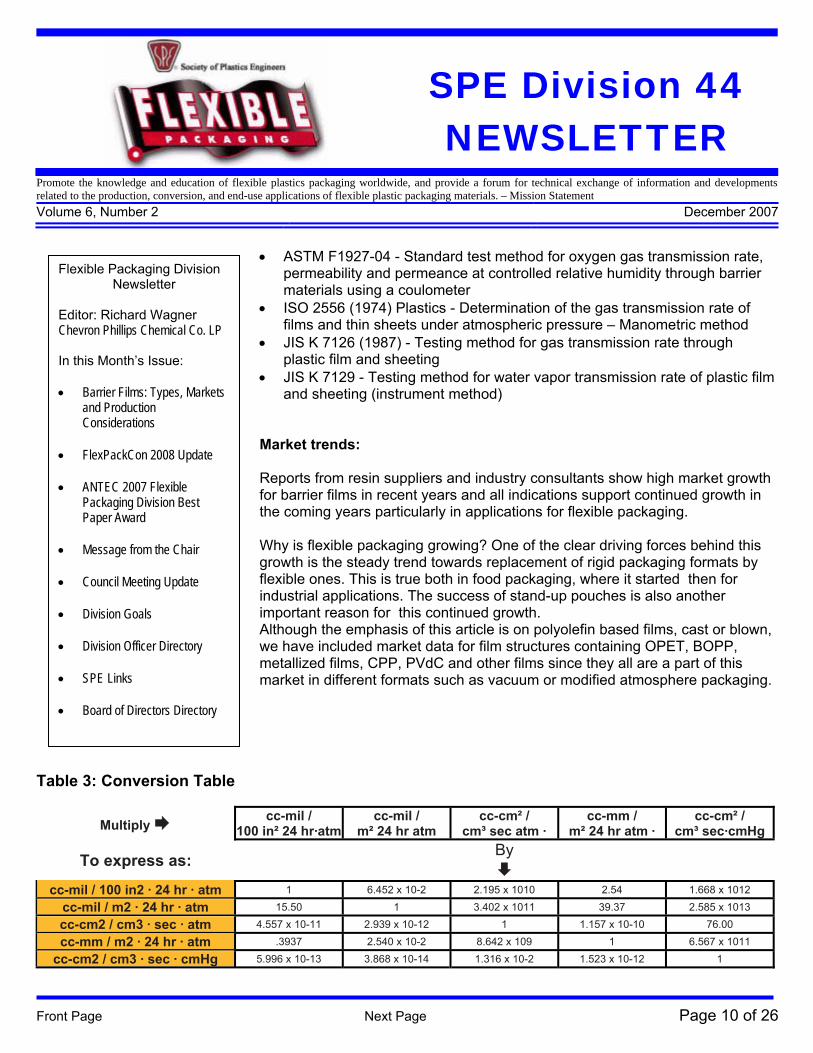
Table 3: Conversion Table
Multiply cc-mil /
100 in² 24 hr·atm cc-mil /
m² 24 hr atm cc-cm² /
cm³ sec atm · cc-mm /
m² 24 hr atm · cc-cm² /
cm³ sec·cmHg
To express as: By
cc-mil / 100 in2 · 24 hr · atm 1 6.452 x 10-2 2.195 x 1010 2.54 1.668 x 1012
cc-mil / m2 · 24 hr · atm 15.50 1 3.402 x 1011 39.37 2.585 x 1013
cc-cm2 / cm3 · sec · atm 4.557 x 10-11 2.939 x 10-12 1 1.157 x 10-10 76.00
cc-mm / m2 · 24 hr · atm .3937 2.540 x 10-2 8.642 x 109 1 6.567 x 1011
cc-cm2 / cm3 · sec · cmHg 5.996 x 10-13 3.868 x 10-14 1.316 x 10-2 1.523 x 10-12 1
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 11 of 26
Global view: The trends mentioned above are global but some areas show more aggressive changes than others. Pet food packaging, for example, has been changing faster in Asia and Latin America than in North America, where multilayer paper bags are still in full use. The pictures below show two examples of medium or full size plastic bags displayed at a Chinese supermarket and during the recent 2005 Interpack show.
Pet food packaging using laminations of PET and coextruded barrier structures Table 4 shows the growth figures from 2004 to 2008 for some of the most representative films structures in this industry. The annualized growth rates for structures with PET, Polyamides and EVOH layers, all in the 5-10% range, are very strong while other materials containing PVDC or
aluminum foil are very modest. New technologies involving glass coated films, Poly chlorotetrafluorethylene, COC, PVOH and PAA resins are all showing promising growth from very low starting volumes.
Show your commitment to the future of Flexible Packaging
BE a Volunteer
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 12 of 26
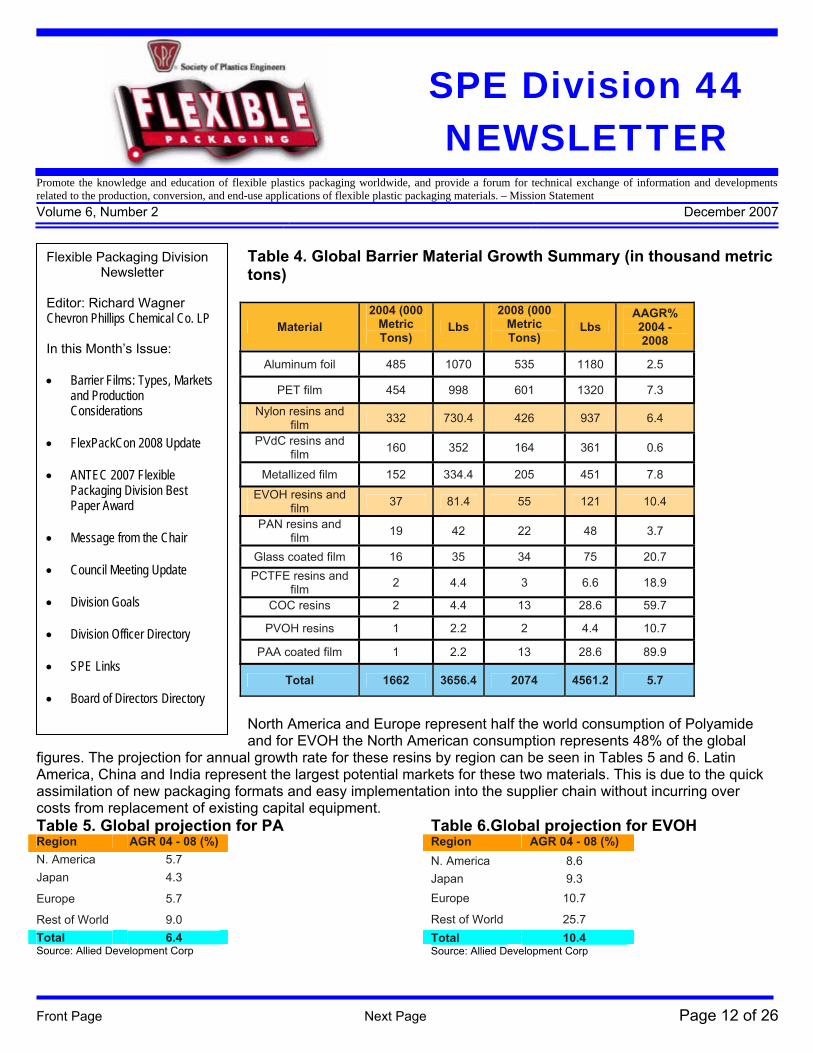
Table 4. Global Barrier Material Growth Summary (in thousand metric tons)
Material 2004 (000
Metric Tons)
Lbs 2008 (000
Metric Tons)
Lbs AAGR% 2004 - 2008
Aluminum foil 485 1070 535 1180 2.5
PET film 454 998 601 1320 7.3
Nylon resins and film 332 730.4 426 937 6.4
PVdC resins and film 160 352 164 361 0.6
Metallized film 152 334.4 205 451 7.8
EVOH resins and film 37 81.4 55 121 10.4
PAN resins and film 19 42 22 48 3.7
Glass coated film 16 35 34 75 20.7 PCTFE resins and
film 2 4.4 3 6.6 18.9
COC resins 2 4.4 13 28.6 59.7
PVOH resins 1 2.2 2 4.4 10.7
PAA coated film 1 2.2 13 28.6 89.9
Total 1662 3656.4 2074 4561.2 5.7
North America and Europe represent half the world consumption of Polyamide and for EVOH the North American consumption represents 48% of the global
figures. The projection for annual growth rate for these resins by region can be seen in Tables 5 and 6. Latin America, China and India represent the largest potential markets for these two materials. This is due to the quick assimilation of new packaging formats and easy implementation into the supplier chain without incurring over costs from replacement of existing capital equipment. Table 5. Global projection for PA Region AGR 04 - 08 (%) N. America 5.7 Japan 4.3
Europe 5.7
Rest of World 9.0 Total 6.4 Source: Allied Development Corp
Table 6.Global projection for EVOH Region AGR 04 - 08 (%) N. America 8.6 Japan 9.3 Europe 10.7
Rest of World 25.7 Total 10.4 Source: Allied Development Corp
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 13 of 26
North American Market: This region uses 48.6% of the EVOH worldwide consumption according to Allied Development Corp. and a significant part of it goes to high barrier films for flexible packaging. The consumption of Polyamides in NA corresponds to 24% of the global demand. Kline & Co (2004) estimated a 4% annual average growth for high performance barrier films in NA with perishable food packaging being 44% of this market, dry food packaging (dry mixes, snack food, baked snacks, pet food, confectionary and snack bars) 50% and the remaining 6% corresponds to other packaging. The perishable segment includes fresh meat (36%), processed meat (26%), prepared foods (25%) and dairy products (13%). The dairy products segment has seen intense activity in terms of replacement of rigid packaging for flexible, and the development of technologies and package formats that can guarantee the required shelf life while maintaining taste and flavor. The total market for high performance barrier films in packaging (including metallized films, laminations, coextrusions, coated films) has been estimated by Kline & Co to be $2.9 billion. European Market: West Europe is the second largest market for EVOH for packaging reaching 10,000 metric tons or 27% of the world demand (2004-Allied Development Corp). Europe represents probably the second largest market for high performance or barrier films, most of them going to what is known as protective atmosphere packaging. This market was estimated (PIRA, 2002) at 2.1 billion Euros (around $2 billion) with a growth rate of 6.4% in the following 5 years. Most of it (85%) goes to fresh food and meat is the largest application. The market includes vacuum packaging (40%) and modified atmosphere packaging or MAP (60%), with a clear trend to switch from vacuum to MAP packaging. PCI Films Consulting has estimated the market for high oxygen and high moisture barrier films, as defined in Tables 1 and 2, at 130,000 Tons. Transparent barrier films (EVOH
coex films, PVdC coated PET films, BOPP, and SiO coated PET films) account for 60% while the other 40% are metallized films. Environmental concerns affect the European packaging sector in different ways. Some countries such as Germany and Netherlands have banned PVC and PVdC , while they are commonly used in the UK and France. Also, it is well known that different gases are used for MAP and the Council Directive 89/107/EC on food additives has authorized them, but these gases must be classified as food additives and clear information such as “Packaged in a protective atmosphere” must be included on the labels. Asia and Latin America Situation: Higher growth rates are forecast for these two regions. This aggressive growth and high level of interest in these areas is related to shorter development time for new structures and packaging formats. Some applications are already using structures not seen on the developed markets. This may be due to the high cost of replacing existing automatic packaging and filling equipment in these developed countries needed to shift to new structures. Also, previous experiences and expertise generated in the mature markets are quickly being transferred and adopted in these particular regions.
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 14 of 26
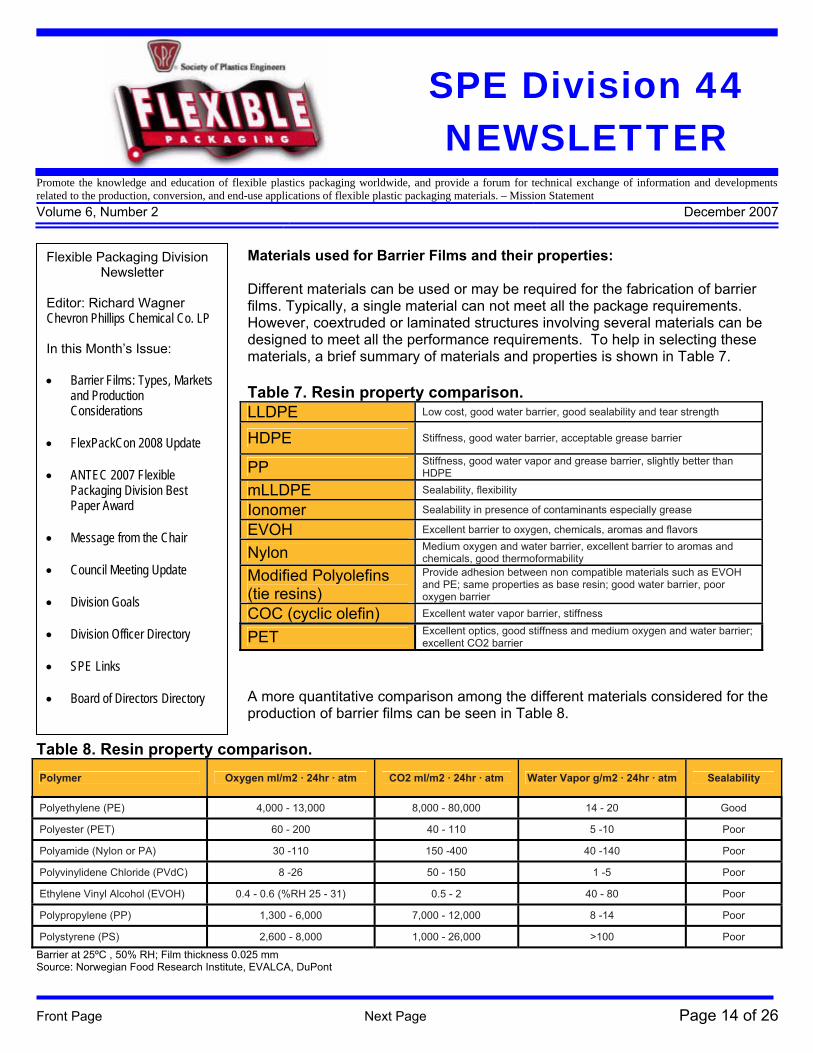
Materials used for Barrier Films and their properties: Different materials can be used or may be required for the fabrication of barrier films. Typically, a single material can not meet all the package requirements. However, coextruded or laminated structures involving several materials can be designed to meet all the performance requirements. To help in selecting these materials, a brief summary of materials and properties is shown in Table 7. Table 7. Resin property comparison. LLDPE Low cost, good water barrier, good sealability and tear strength
HDPE Stiffness, good water barrier, acceptable grease barrier
PP Stiffness, good water vapor and grease barrier, slightly better than HDPE
mLLDPE Sealability, flexibility
Ionomer Sealability in presence of contaminants especially grease
EVOH Excellent barrier to oxygen, chemicals, aromas and flavors
Nylon Medium oxygen and water barrier, excellent barrier to aromas and chemicals, good thermoformability
Modified Polyolefins (tie resins)
Provide adhesion between non compatible materials such as EVOH and PE; same properties as base resin; good water barrier, poor oxygen barrier
COC (cyclic olefin) Excellent water vapor barrier, stiffness
PET Excellent optics, good stiffness and medium oxygen and water barrier; excellent CO2 barrier
A more quantitative comparison among the different materials considered for the production of barrier films can be seen in Table 8.
Table 8. Resin property comparison. Polymer Oxygen ml/m2 · 24hr · atm CO2 ml/m2 · 24hr · atm Water Vapor g/m2 · 24hr · atm Sealability
Polyethylene (PE) 4,000 - 13,000 8,000 - 80,000 14 - 20 Good
Polyester (PET) 60 - 200 40 - 110 5 -10 Poor
Polyamide (Nylon or PA) 30 -110 150 -400 40 -140 Poor
Polyvinylidene Chloride (PVdC) 8 -26 50 - 150 1 -5 Poor
Ethylene Vinyl Alcohol (EVOH) 0.4 - 0.6 (%RH 25 - 31) 0.5 - 2 40 - 80 Poor
Polypropylene (PP) 1,300 - 6,000 7,000 - 12,000 8 -14 Poor
Polystyrene (PS) 2,600 - 8,000 1,000 - 26,000 >100 Poor
Barrier at 25ºC , 50% RH; Film thickness 0.025 mm Source: Norwegian Food Research Institute, EVALCA, DuPont
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory

SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 15 of 26
EVOH and Nylon may be the most representative polymers used for the fabrication of barrier films by blown or cast coextrusion process. Each of these resins is usually used in combination with polyolefins in 3 and 5 layer structures or together in more sophisticated 5, 7 or 9 layer structures. Figure 1. Evolution of Coextruded Structures
The evolution of manufacturing equipment and of packaging design technology has resulted in different structures addressing the improvement of mechanical and physical properties, processing issues and economics on these types of films. The following graph shows the evolution of coextruded structures and the resulting effects most of which are still commercially available depending on the region. Improved EVOH grades have been recently introduced in the market to solve issues such as improved thermoforming or orientation or less “retort shock”. New grades of polyolefins (Versify) using comonomers of ethylene and propylene have been released to offer specific effects as well. New versions of flexible PP or styrene copolymers open a window of opportunities for new or improved applications.
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 2 December 2007
Front Page Next Page Page 16 of 26
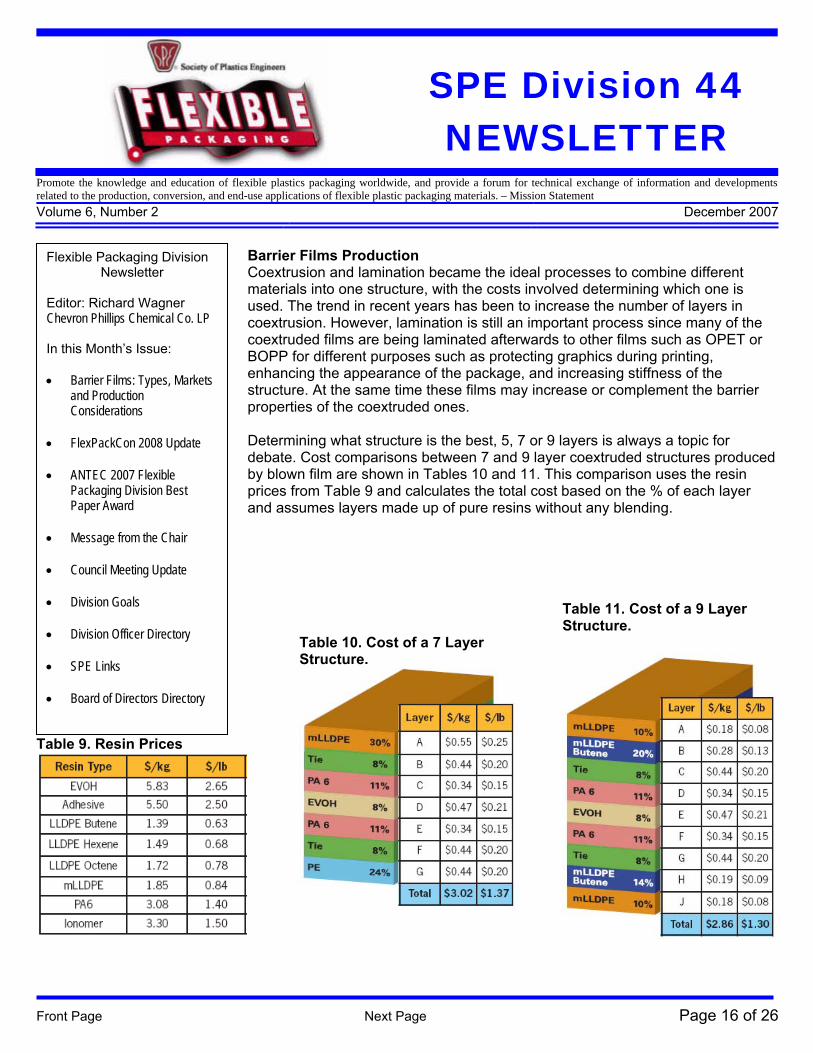
Barrier Films Production Coextrusion and lamination became the ideal processes to combine different materials into one structure, with the costs involved determining which one is used. The trend in recent years has been to increase the number of layers in coextrusion. However, lamination is still an important process since many of the coextruded films are being laminated afterwards to other films such as OPET or BOPP for different purposes such as protecting graphics during printing, enhancing the appearance of the package, and increasing stiffness of the structure. At the same time these films may increase or complement the barrier properties of the coextruded ones. Determining what structure is the best, 5, 7 or 9 layers is always a topic for debate. Cost comparisons between 7 and 9 layer coextruded structures produced by blown film are shown in Tables 10 and 11. This comparison uses the resin prices from Table 9 and calculates the total cost based on the % of each layer and assumes layers made up of pure resins without any blending.
Table 9. Resin Prices
Table 10. Cost of a 7 Layer Structure.
Table 11. Cost of a 9 Layer Structure.
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 17 of 26
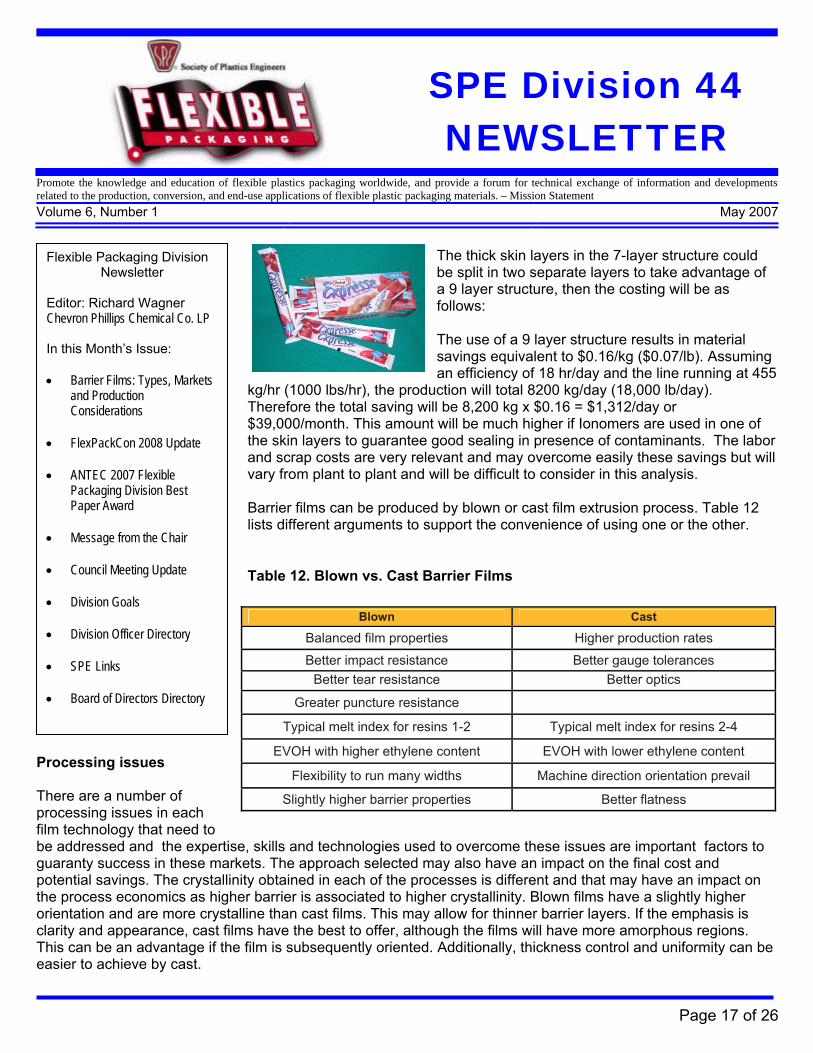
The thick skin layers in the 7-layer structure could be split in two separate layers to take advantage of a 9 layer structure, then the costing will be as follows: The use of a 9 layer structure results in material savings equivalent to $0.16/kg ($0.07/lb). Assuming an efficiency of 18 hr/day and the line running at 455
kg/hr (1000 lbs/hr), the production will total 8200 kg/day (18,000 lb/day). Therefore the total saving will be 8,200 kg x $0.16 = $1,312/day or $39,000/month. This amount will be much higher if Ionomers are used in one of the skin layers to guarantee good sealing in presence of contaminants. The labor and scrap costs are very relevant and may overcome easily these savings but will vary from plant to plant and will be difficult to consider in this analysis. Barrier films can be produced by blown or cast film extrusion process. Table 12 lists different arguments to support the convenience of using one or the other.
Table 12. Blown vs. Cast Barrier Films
Processing issues There are a number of processing issues in each film technology that need to be addressed and the expertise, skills and technologies used to overcome these issues are important factors to guaranty success in these markets. The approach selected may also have an impact on the final cost and potential savings. The crystallinity obtained in each of the processes is different and that may have an impact on the process economics as higher barrier is associated to higher crystallinity. Blown films have a slightly higher orientation and are more crystalline than cast films. This may allow for thinner barrier layers. If the emphasis is clarity and appearance, cast films have the best to offer, although the films will have more amorphous regions. This can be an advantage if the film is subsequently oriented. Additionally, thickness control and uniformity can be easier to achieve by cast.
Blown Cast
Balanced film properties Higher production rates
Better impact resistance Better gauge tolerances Better tear resistance Better optics
Greater puncture resistance Typical melt index for resins 1-2 Typical melt index for resins 2-4
EVOH with higher ethylene content EVOH with lower ethylene content
Flexibility to run many widths Machine direction orientation prevail
Slightly higher barrier properties Better flatness
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 18 of 26
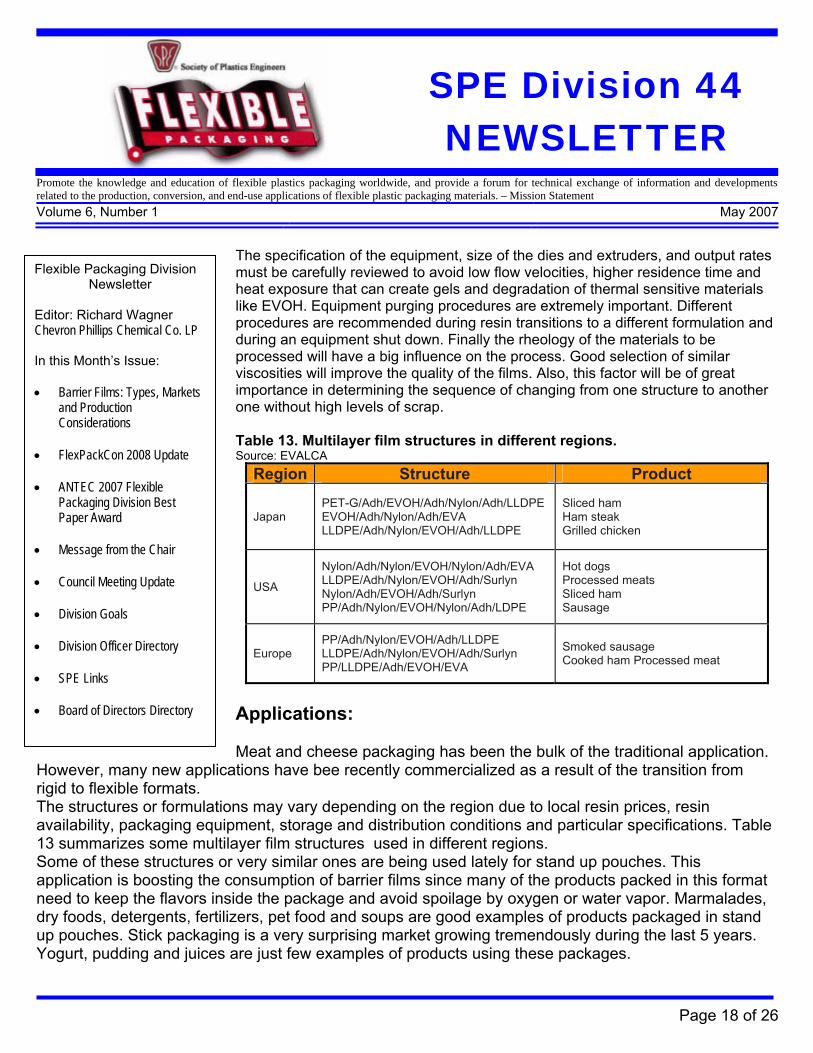
The specification of the equipment, size of the dies and extruders, and output rates must be carefully reviewed to avoid low flow velocities, higher residence time and heat exposure that can create gels and degradation of thermal sensitive materials like EVOH. Equipment purging procedures are extremely important. Different procedures are recommended during resin transitions to a different formulation and during an equipment shut down. Finally the rheology of the materials to be processed will have a big influence on the process. Good selection of similar viscosities will improve the quality of the films. Also, this factor will be of great importance in determining the sequence of changing from one structure to another one without high levels of scrap. Table 13. Multilayer film structures in different regions. Source: EVALCA
Applications: Meat and cheese packaging has been the bulk of the traditional application.
However, many new applications have bee recently commercialized as a result of the transition from rigid to flexible formats. The structures or formulations may vary depending on the region due to local resin prices, resin availability, packaging equipment, storage and distribution conditions and particular specifications. Table 13 summarizes some multilayer film structures used in different regions. Some of these structures or very similar ones are being used lately for stand up pouches. This application is boosting the consumption of barrier films since many of the products packed in this format need to keep the flavors inside the package and avoid spoilage by oxygen or water vapor. Marmalades, dry foods, detergents, fertilizers, pet food and soups are good examples of products packaged in stand up pouches. Stick packaging is a very surprising market growing tremendously during the last 5 years. Yogurt, pudding and juices are just few examples of products using these packages.
Region Structure Product
Japan PET-G/Adh/EVOH/Adh/Nylon/Adh/LLDPE EVOH/Adh/Nylon/Adh/EVA LLDPE/Adh/Nylon/EVOH/Adh/LLDPE
Sliced ham Ham steak Grilled chicken
USA
Nylon/Adh/Nylon/EVOH/Nylon/Adh/EVA LLDPE/Adh/Nylon/EVOH/Adh/Surlyn Nylon/Adh/EVOH/Adh/Surlyn PP/Adh/Nylon/EVOH/Nylon/Adh/LDPE
Hot dogs Processed meats Sliced ham Sausage
Europe PP/Adh/Nylon/EVOH/Adh/LLDPE LLDPE/Adh/Nylon/EVOH/Adh/Surlyn PP/LLDPE/Adh/EVOH/EVA
Smoked sausage Cooked ham Processed meat
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory

SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 19 of 26
Lidding represents another large application for barrier films in presentations that include trays. Some of these trays include laminated multilayer barrier films to guarantee the product freshness. Case ready is a large application for this format. Trends :
• More productive and efficient equipment. • Increasing popularity of new formats and new applications. • More trays with compartments and lids, and slanted-bottom trays for meat
packaging in Europe. • Continued replacement of vacuum packaging for MAP in Europe. • More metallized and coated coextruded films targeting the foil barrier in
North America and Europe. • Consumer convenience continuing to drive the development of new
packages and technologies in all regions • Continued search for better barrier at the lowest cost. • High growth in barrier films applications in China, Latin America and India. • Small portion sizes demanding an increased number of packages,
particularly prominent in these regions. However, the use of more trays in North America and Europe also consumes more barrier films.
• Simplification of production equipment.
Acknowledgments:
Special thanks to Dr. Jose Torradas from DuPont Packaging for his comments and contributions.
Other information sources: (1) Dr. Anna Gergely-Keller and Keckman LLP, Brussels (2) Allied Development Corp. (3) PCI Films Consulting Limited (4) Pira International (5) DuPont (6) Evalca (7) Nippon Goshei (8) Maria Noriega, ICIPC, Colombia (9) BGE database and information
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory

SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 20 of 26
MESSAGE FROM THE CHAIR Our energetic and thoughtful group of volunteers has been busy at work planning for the FlexPackCon® 2008 in Houston, February 24-27 at the Wyndham Greenspoint Hotel. Our program is in the final stages of preparation and will soon be published at www.Flexpackcon.com. FlexPackCon® and The International Polyolefins Conference (http://www.spe-stx.org/PolyolefinsConference.htm ) sponsored by SPE's South Texas Section will be held jointly. Participants can attend papers, activities and exhibits from both agendas during the four day event. The SPE seminar PolyTech 2008 will be conducted at an adjacent property on February 25-28, 2008 (this requires separate registration). We are also ready to receive papers for ANTEC 2008, May 4-8 at the Midwest Express Center & Hilton City Center Hotel, Milwaukee, WI. (http://4spe.org/conf/antec08/submissions.php). We hope to sponsor sessions on traditional topics about advances in materials and applications as well as the current themes important to our industry, such as new materials, new packaging equipment, and sustainable packaging solutions. With a successful FlexPackCon® we will be a long way towards fulfilling our division goal of instituting a substantial university student program. We plan to provide several thousand dollars in scholarship money to packaging programs at universities with appropriate polymer-based activities. Above all, the Flexible packaging Division Call is what its members make it! Please feel free to contact me or any other board members with your suggestions for information, programs, services or other activities appropriate to our mission as a division of the Society of plastics Engineers. Tom Dunn 2007-2008 Flexible Packaging Division Chair
Show your company’s commitment to the future of Flexible Packaging
BE a Sponsor
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 21 of 26
COUNCIL MEETING President Flaris honored Councilor Scott Peters of the Mold Making and Mold Design Division for his induction into the Plastics Pioneers Association. Mr. Peters was also honored by his Division as Mold Designer of the Year. President Flaris also announced that SPE Vice President James Griffing has been named a Fellow of the Boeing Corporation. Executive Director Susan Oderwald reported that SPE has been working on a number of new initiatives and programs in response to the findings of the all-member value survey that was completed earlier this year. The New Technology Committee has agreed to support SPE's efforts to produce a New Technology Symposium on a variety of topics in Philadelphia early next November. We are also working with the new Biopolymers SIG and the Plastics Environmental Division to develop a Green Building Symposium in the near future. Budget The major Council action was the approval of the 2008 calendar-year budget. The budget that was approved calls for gross income of $5,495,000, direct expenses of $3,331,750, staff and overhead expenses of $2,086,850 and a net income of $76,400. Council approved the budget unchanged from the original presentation by Treasurer Ken Braney. Awards and Recognition Programs: Annual Awards Program Applications for the SPE Annual Awards Program, recognizing excellence in business management, education, engineering technology, research, benefit to society, and overall industry contributions, are due November 15, 2007. Nominations for the Plastics Product Design Awards are due February 15, 2008;
parts will be shipped to ANTEC 2008 for judging. Essay Contest The 2008 “Wonders of Plastics” Essay contest is under way; the South Texas effort will be led Don Lotoro in his new role on the Education Committee. Husky and Chase Education Awards Applications are available online for the Husky Section Education Award and the Chase Student Chapter Award. Applications are due February 6, 2008. Questions about these two awards should be addressed to Laurie McDougal. Outstanding Student Chapter Awards (see additional notes under Committees)
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 22 of 26
Applications are available online for the Outstanding Student Chapter Award (formerly STRETCH). Applications are due February 6, 2008. Tricia McKnight is the contact for this award. Information on all SPE Awards is available on the SPE website at www.4spe.org/awards. Bylaws & Policies The Bylaws & Policies Committee submitted four new policies for consideration by Council:
• 003-Conflict of Interest • 007-Fellow Election Committee • 011-Unemployed Members • 017-Election of Councilors
Council voted to approve all four policies. K Show The SPE Seminar program for the K-Show in Dusseldorf, Germany, will be conducted by a new slate of Seminar instructors, recruited exclusively from the European Divisions and SIGs. It is felt that an all-European core of instructors will enhance attendance at the October K-Show and get the European Seminars program off to a faster start in 2008. The SPE Foundation The SPE Foundation ended August with a surplus of $64,818. Expenses are on track with this year’s budget. We continue to realize less income from the dues check-off boxes, which we attribute in part to the fact that the response to the dues invoice mailing is about 3.5% less than the same time last year. The
Foundation investment balance is approximately $1,592,000. Special Interest Groups The following three Special Interest Groups were approved by Council:
• Plastics in Building and Construction - Contact: Mark Barger ([email protected]) • Biopolymers - Contact: Doug Hirt ([email protected]) • Medical Polymers Europe - Contact: Gerard McNally ([email protected])
The following SIG name change was approved by Council:
• From North American Radiation Processing to Radiation Processing of Polymers North America Contact: Dave Kerluke ([email protected])
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 23 of 26
Committee Highlights Conference Committee
• Sections should be encouraged to report mini-techs to international in advance of the program. This will put the information on the SPE calendar and help keep TopCons from overlapping or competing with content.
• Sections and divisions should register trademarks of important programs. The Flexible Packaging Division has registered their topical conference name, FlexPackCon®, this year. South Texas should register Polyolefins.
o International will pick up costs for US registration. o Other country registration will be charged back to section.
Canada ~ $5000 EU ~ $3000
• Extrusion Division is planning a new TopCon focused on coextrusion for 2008
ANTEC committee
• ANTEC 2007 o Net revenue up over 2006 o Attendance near historical highs o 230 exhibitors (double historical high) o At this time all feedback towards new Plastics News partnership
• ANTEC 2009 o A new “write now” brochure available which adds a new
submission type of paper focused on industry to ANTEC. o New functionality has been added to the electronic submission site
which allows papers to be submitted after abstract submission deadline
o Sessions for 2008 will be held Mon. – Wed. o Exhibition for 2008 will be Mon. afternoon – Wed. Morning
Show your commitment to the future of Flexible Packaging
BE a Volunteer
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory

SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 24 of 26
Goals: Flexible Packaging Division, 2007-2008 1. Given our June 30, 2007 membership of 293 primary / 331 secondary
(624 total), we want to achieve an annual growth rate of 10% to increase our membership by 62 members to 686.
2. We will sponsor technical programming for 80 % of our members at our Flexible Packaging Conference (Target 200 attendees) and Antec 2008.
3. We will institute a student scholarship program offering at least 2 $1000 scholarships to graduate or undergraduate students studying flexible packaging in an accredited University packaging program.
4. We will reach out to flexible packaging professionals in South American with editorial content and communications about Division activities.
5. We will effectively communicate to members about SPE offerings and events to foster a sense of community and to allow them to respond, by using quarterly Division newsletters and regular “email blasts”.
6. We will adhere to the administrative requirements and opportunities of the Society of Plastics Engineers in complementing its primary goal of promoting the scientific and engineering knowledge relating to plastics by providing regular Board meetings with agenda and minutes.
7. We will operate with a balanced budget and generate a surplus toward the retirement of debt to the Society.
Show your company’s commitment to the future of Flexible Packaging
BE a Sponsor
Flexible Packaging Division Newsletter
Editor: Richard Wagner Chevron Phillips Chemical Co. LP In this Month’s Issue: • Barrier Films: Types, Markets
and Production Considerations
• FlexPackCon 2008 Update
• ANTEC 2007 Flexible Packaging Division Best Paper Award
• Message from the Chair
• Council Meeting Update
• Division Goals
• Division Officer Directory
• SPE Links
• Board of Directors Directory
SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 25 of 26
Officers for 2007- 2008 Term Chair Tom Dunn Printpack P.O. Box 43687 4445 Wendell Drive, S.W. Atlanta, GA 30336-0687 Tel: (404) 460-7315 Fax: (404) 699-9068 [email protected]
Chair Elect Paul Zerfas Oscar Mayer. 910 Mayer Avenue Madison, WI 53704 Tel: (608) 285-3118 Fax: (608) 285-4761 [email protected]
Past Chair Wayne Moras Pactiv Corporation 500 East Superior Ave Jacksonville, IL 62650 Tel: (217) 479-1106 Fax: (217) 479-1532 [email protected]
Councilor Ken Russell PolyOne Producer Services Seabrook, TX 77586-0352 Tel: (281) 474-2831 x122 [email protected]
Technical Program Chair Bill Hellmuth Battenfeld Gloucester Engr. Blackburn Industrial Park Gloucester, MA 01931 Tel: (978) 282-9290 Fax: (978) 282-9111 [email protected]
Technical Program Chair Barry A. Morris Dupont P.O. Box 80323 Experimental Station Wilmington, DE 19880-0323 Tel: (302) 695-4765 Fax: (302) 695-2568 [email protected]
Secretary Allison Calhoun Whitman College 345 Boyer Ave Hall of Science 358 Wala Wala, WA 99362 Tel: (509) 527-4987 Fax: (509) 527-5904 [email protected]
Treasurer John Wagner Crescent Associates 300 Ashley Drive Rochester, NY 14620 Tel: (585) 461-1466 Fax: (585) 244-9367 [email protected]
Public Relations Chair Rick Wagner Chevron Phillips Chemical Co. P.O. Box 7400 Orange, TX 77631 Tel: (409) 882-6156 Fax: (409) 882-6135 [email protected]
Membership Donna S. Davis ExxonMobil Chemical Co. 5200 Bayway Drive Baytown, TX 77522-5200 Tel: (281) 834-2036 Fax: (281) 834-2006 [email protected]
Appointed Chairs
FlexPackCon 2008 Chair Tom Dunn Printpack P.O. Box 43687 4445 Wendell Drive, S.W. Atlanta, GA 30336-0687 Tel: (404) 460-7315 Fax: (404) 699-9068 [email protected]
International Liaison German Laverde Battenfeld Gloucester Engr. Blackburn Industrial Park Gloucester, MA 01931 Tel: (978) 282-9290 Fax: (978) 282-9111 [email protected]
SPE Links
• SPE Main website: www.4spe.org • Flexible Packaging Division: http://www.4spe.org/communities/divisions/d44.php • FlexPackCon 2008: http://www.4spe.org/conf/flexpack07/index.php • SPE Member Center: http://www.4spe.org/membercenter/ • SPE Journal Search: http://www.4plasticsresearch.org/ • Plastics Engineering Online: http://www.4spe.org/pub/

SPE Division 44 NEWSLETTER
Promote the knowledge and education of flexible plastics packaging worldwide, and provide a forum for technical exchange of information and developments related to the production, conversion, and end-use applications of flexible plastic packaging materials. – Mission Statement Volume 6, Number 1 May 2007
Page 26 of 26
Board of Directors 2005 - 2008 2006 - 2009 2007 - 2010
Randy Jester Topas Advanced Polymers Inc. 1795 Lake Cunningham Road Greer, SC 29651 Tel: (859) 746-6447 x4409 Fax: (864) 895-3191 [email protected]
Andrew W Christie OPTEX Process Solutions, LLC 1641 State Route 48 Fulton, NY 13069 Tel: (315) 695-2199 Fax: (315) 695-2188 [email protected]
Marilyn Baker The Coca-Cola Company PO Box 173 TEC335 Atlanta, GA 30301 Tel: (404) 676-3750 Fax: (404) 598-3750 [email protected]
John Wagner Crescent Associates 300 Ashley Drive Rochester, NY 14620 Tel: (585) 461-1466 Fax: (585) 244-9367 [email protected]
Donna S. Davis ExxonMobil Chemical Co. 5200 Bayway Drive Baytown, TX 77522-5200 Tel: (281) 834-2036 Fax: (281) 834-2006 [email protected]
Allison Calhoun Whitman College 345 Boyer Ave Hall of Science 358 Wala Wala, WA 99362 Tel: (509) 527-4987 Fax: (509) 527-5904 [email protected]
Paul Zerfas Oscar Mayer. 910 Mayer Avenue Madison, WI 53704 Tel: (608) 285-3118 Fax: (608) 285-4761 [email protected]
Chris Kerscher Milliken Chemical 920 Milliken Rd M-605 Spartanburg, SC 29304 Tel: (864) 503-6037 Fax: (864) 503-2409 [email protected]
Bill Diecks AMTEK Westchester Plastics 4119 Cason Street Houston, TX 77005 Cel: (281) 381-1264 [email protected]
Vacant Rick Wagner Chevron Phillips Chemical Co. P.O. Box 7400 Orange, TX 77631 Tel: (409) 882-6156 Fax: (409) 882-6135 [email protected]
German Laverde Battenfeld Gloucester Engr. Blackburn Industrial Park Gloucester, MA 01931 Tel: (978) 282-9290 Fax: (978) 282-9111 [email protected]
Position will open for 2008 Term Position will open for 2009 Term Surendra M. Sagar Macro Engineering & Technology Inc. 199 Traders Boulevard East Mississaugua, Ontario L4Z 2E5 Canada Tel: (905) 507-0909 x108 Fax: (905) 507-3000 [email protected]
Show your commitment to the future of Flexible Packaging
BE a Volunteer