sÍntesis y aplicaciÓn de membranas polimÉricas de ... · membrana de nanofiltración resistente...
TRANSCRIPT

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
SÍNTESIS Y APLICACIÓN DE MEMBRANAS POLIMÉRICAS DE
NANOFILTRACIÓN (NF) RESISTENTES A SOLVENTES
ORGÁNICOS (SRNF) EN LA SEPARACIÓN Y PURIFICACIÓN DE
BIODIESEL
J. J. Torres*†, J. Toledo Arana
†, C. Illanes
‡, N. Ochoa
‡, J. Marchese
‡, C. Pagliero
†
† Planta Piloto de Ingeniería Química
(Universidad Nacional de Río Cuarto, Facultad de Ingeniería, Dpto. de Tecnología
Química). Ruta Nacional N° 36 km 601 – 5800 Río Cuarto – Argentina
‡ INFAP–CONICET-FONCYT
(Universidad Nacional de San Luis). Chacabuco 915 – 5700 San Luis – Argentina)
E-mail: [email protected]
Resumen. Este trabajo es el resultado de la investigación sobre las
potencialidades tecnológicas de la utilización de membranas de nanofiltración
poliméricas resistentes a solventes orgánicos (RSNF) en la purificación de
esteres etílicos ó biodiesel (BD) provenientes de aceite semi-refinado de soja.
El BD obtenido se sintetizó a partir de materias primas renovables: aceite de
soja semi-refinado y etanol (EtOH) usando hidróxido de sodio (NaOH) como
catalizador homogéneo. Se investigaron diferentes configuraciones para la
síntesis de BD y diferentes condiciones de purificación del producto. Con el
objetivo de eliminar el glicerol libre y total (como glicéridos) disueltos en el
BD se usaron membranas poliméricas compuestas, sintetizadas a partir de
poli(difluoruro de vinilideno) (PVDF) realizadas con un cubrimiento de
poli(dimetilsiloxano) comercial (PDMS) y una membrana comercial SOLSEP
030306®. Los resultados obtenidos demuestran que la membrana de PVDF-
* A quien debe enviarse toda la correspondencia
VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
PDMS permitió una separación más eficiente que la membrana comercial
SOLSEP 030306®. La eficiencia operativa de estos sistemas se calculó de
acuerdo a la retención o rechazo de glicerol (% R=(1-CGP/CGR)x100) medidos
por cromatografía gaseosa (GC). Para las diferentes configuraciones separativas
realizadas ( P = 15 y 20 bar, T = 40, 50 y 60 °C), usando la membrana PVDF-
PDMS se obtuvo un 23,8 % de rechazo (valor mínimo) y un valor máximo de
67,0 %; mientras que para la membrana comercial SOLSEP 030306®, este valor
no superó en ningún momento un % R del 15,0 %.
Palabras clave: biodiesel, purificación, membranas poliméricas compuestas.
1. Introducción
Debido al agotamiento de las reservas de petróleo del mundo y del aumento de las
preocupaciones por mantener mejores condiciones ambientales, actualmente hay una gran
demanda de fuentes alternativas de combustible. En este contexto el BD ha sido
recientemente considerado como el mejor candidato para la sustitución del combustible de
petróleo.
En Argentina, la industria del biodiesel se encuentra en franco crecimiento. Desde el año
2006 al cuarto trimestre del año 2011 el crecimiento ha evolucionado en una producción de
~100 a ~3200 mil toneladas anuales colocando al país en el quinto productor mundial de
esta combustible (CADER; Martinez Justo, 2012).
El método industrial mayormente aplicado para la fabricación de BD consiste de una
reacción de transesterificación entre un aceite vegetal y un alcohol primario de cadena corta
en exceso, usualmente metanol (MeOH) y etanol (EtOH), catalizada por una base fuerte:
metilato de sodio (MeONa), etilato de sodio (EtONa); hidróxido de potasio (KOH),
hidróxido de sodio (NaOH), entre otras. La reacción se lleva a cabo a presión ambiente y en
condiciones de reflujo, a la temperatura de ebullición del solvente o por debajo de la misma
(Leung et al., 2010; Ma and Hanna, 1999; Vicente et al., 2004).

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
En la última década y como consecuencia del aumento en los costos de los aceites
comestibles, han crecido los aportes de otras materias primas como fuente de ácidos grasos,
ya sea como triglicéridos (TG) o como ácidos grasos libres para la fabricación de BD. Entre
ellas se destacan: el aceite de Jatropha curcas, el aceite de Castor, algas de agua salada y
dulce y grasas de origen animal son las fuentes que han tomado notoriedad, cada una de
ellas con sus beneficios y desventajas (Janaun and Ellis, 2010).
El principal alcohol usado para le reacción de transesterificación es el MeOH. Este
alcohol es altamente tóxico y derivado de petróleo; además el precio final del BD tiene un
fuerte correlato con el precio del MeOH. Esta dependencia genera ciertos riesgos en la
elección del alcohol usado. Un sustituto que ha sido estudiado es el EtOH. Un alcohol
masivamente producido en el cono sur y que puede ser un buen candidato si los costos del
MeOH evolucionan en forma desfavorable en la ecuación productiva. Este alcohol permite
producir BD con mejores parámetros de rendimiento en motores diesel como por ejemplo
mayor número cetano y punto de enturbiamiento menor (Mendow et al., 2011; Patrylak et
al., 2013; Machado et al., 2012). Sin embargo presenta algunas desventajas, entre ellas la
más importante es la mayor solubilidad relativa de los esteres etílicos, glicerol y EtOH al
final de la reacción. Para lograr una separación es necesario adicionar glicerol o evaporar
parte del etanol. Además, la presencia de EtOH produce una cantidad importante de
jabones lo cual genera emulsiones estables de dificultosa ruptura (Mendow et al., 2011;
Machado et al., 2012).
En cualquier escenario, el principal subproducto obtenido de la reacción de
transesterificación es el glicerol. En menores cantidades es posible encontrar restos de
catalizador, ácidos grasos libres, jabones de ácidos grasos, monoglicéridos, diglicéridos y
triglicéridos. Luego de la reacción se producen dos fases cuando se usa MeOH o dos fases
“forzadas” al adicionar glicerol cuando se usa EtOH como alcohol de transesterificación.
Una de estas fases es rica en esteres (metílicos o etílicos) y otra es rica en glicerol. Estas
fases son separadas por métodos gravimétricos y el alcohol de cadena corta en exceso es
eliminado por evaporación para su posterior reutilización. La fase rica en esteres, o BD
crudo, es lavada con agua caliente para la eliminación de jabones, catalizadores y restos de

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
glicerina. (Vicente et al., 2004; Ma and Hanna, 1999; Cao et al., 2006). Esta etapa de
lavado es quizás la más cuestionada por dos razones: i- ambiental, por generar
aproximadamente 10 litros de agua residual por litro de BD (Atadashi et al., 2011); ii- la
complejidad y el costo del proceso productivo. El agua de lavado debe ser eliminada del
BD por métodos separativos que implican altos costos operativos y de mantenimiento
(ultracentrífugas).
Para ello, para reducir los costos y consumos de energía en la producción de BD resulta
necesario mejorar la: i) la eliminación de glicerol, triglicéridos residuales y el alcohol en
exceso sin reaccionar y ii) la eliminación del catalizador homogéneo.
Ambos problemas podrían ser superados mediante el uso de membranas de
nanofiltración (NF) resistentes a solventes orgánicos (RSNF) (Othman et al., 2010; Saleh et
al., 2010; Shuit et al., 2012). El uso de membranas permitiría una reducción del costo en el
consumo energético y la eliminación de efluentes generados por el proceso convencional.
El uso de equipos con altos costos de mantenimiento (centrífugas de lavado) sería
reemplazado por estas tecnologías, simplificando y haciendo menos costosas las
operaciones de purificación de BD.
El objetivo de este trabajo es estudiar la performance de RSNF en BD fabricado a partir
de aceite de soja semirefinado con EtOH en presencia de NaOH como catalizador como
alternativa para la purificación de BD.
2. Experimental
2.1. Materiales
Para la síntesis de BD se adquirió NaOH 97 % p/p (Cicarelli). El aceite de soja
semirefinado1 fue gentilmente cedido por Oleaginosa Cabrera SAIC Gral. Cabrera-Cba.. El
1 Aceite de soja desgomado, neutralizado y secado.

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
EtOH 99,4% v/v fue provisto por la empresa Bio4 S.A de Río Cuarto-Cba. Para la
determinación de glicerol y total: monoglicéridos (MG), diglicéridos (DG) y triglicéridos
(TG) por la técnica ASTM D 6584 se adquirieron de Sigma-Aldrich Argentina los patrones
primarios 1,2,4-butanetriol (solución en piridina 1000 μg/mL), tricaprina (solución en
piridina 8000 μg/mL); las soluciones de referencia glicerol (solución en piridina 500
μg/mL), MG. DG, y TG (solución en piridina 5000 μg/mL). Como sililizante se utilizó N-
Methyl-N-(trimethylsilyl)trifluoroacetamide (MTFA) 98,5 % v/v y heptano anhidro 99%
v/v como solvente.
2.2. Membranas
Las membranas PVDF-PDMS fueron sintetizadas por el proceso de inversión de fases de
acuerdo a (Firman et al., 2013) partiendo de una solución de PVDF al 23% p/p disuelto en
dimetilformamida y una solución de PDMS al 12% p/p en hexano (Siloc, Anaeróbicos
S.A., Argentina). El peso molecular de corte de esta membrana fue estimado por (Firman et
al., 2013) en ~ 1000 Da.
La membrana comercial SOLSEP 030306® utilizada fue adquirida de SOLSEP BV.
Apeldoorn, Países Bajos. Esta membrana es presentada por el proveedor como una
membrana de nanofiltración resistente a solventes orgánicos. El corte de peso molecular de
la membrana (cut-off) es de 1000 Da en poli(estireno)/acetona.
2.3. Equipos
Los ensayos de cromatografía gaseosa se realizaron en un equipo Agilent 7820A,
equipado con un detector de ionización de llama (FID). La determinación de glicerol (G),
MG, DG y TG se realizó de acuerdo a la norma ASTM D 6584. Para la cuantificación de
estos compuestos se construyeron cuatro curvas de calibración, obteniéndose para todos los
casos, un ajuste por mínimos cuadrados con valores de R2 ajustados > 0,98. Por cada
cromatograma se inyectaron 1 L de muestra de BD previamente cargado con los patrones

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
primarios tricaprina y 1,2,4-butanetriol y luego derivatizado con MTFA en piridina y n-
heptano.
Para los estudios de permeación se utilizó una celda de extremo cerrado Sterlitech HP
4750, USA de 300 mL y 14,6 cm2 de área de membrana colocada sobre una platina de
calefacción regulada por una termocupla y con sistema de agitación magnético (Pagliero et
al., 2001). La presurización de la celda se realizó con gas nitrógeno de cilindro regulado por
válvula. Para lograr una estabilización de los polímeros y una respuesta estable al permeado
de las muestras, las membranas fueron colocadas en la celda con EtOH al menos 24 horas
antes de su utilización. El registro del fluido permeado se realizó por pesada en una balanza
conectada a un registrador automático. La eficiencia de separación se calculó de acuerdo a
los porcentajes de rechazo de glicerol, calculados de acuerdo a la Ec. 1.
1001% xC
CR
P
G
R
G
(1)
Las mediciones de ángulo de contacto se realizaron con un anglómetro Micromeritics
Modelo 1501.
Las micrografías (SEM) fueron realizadas en un microscopio electrónico de barrido
LEO 1450VP. Los análisis de dispersión de energía por rayos X (EDS) fueron efectuados
con un equipo Genesis 2000 EDAX. Previo a la observación en el microscopio, las
muestras fueron cubiertas con una delgada capa de oro.
2.4. Síntesis de BD
Para la síntesis de BD se utilizó una platina con agitación magnética. La calefacción de la
mezcla reactiva se realizó por baño maría, usando un cristalizador con glicerol-agua (90:10
v/v). Luego se colocaron 300 gr de aceite semirefinado en un balón de 500 mL y se
acondicionó a 55 °C. Por otro lado se preparó el catalizador. Se hicieron reaccionar 3,15 gr
de NaOH en 98 mL de EtOH. Una vez completada la formación del EtONa, lo cual fue
VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
verificado por la desaparición de sólido suspendido, se incorporó el mismo en el aceite
calefaccionado y se colocó un refrigerante en la parte superior. El sistema reactivo se
mantuvo a temperatura constante y en agitación (~ 800 rpm) durante 2 hs. De acuerdo a
estas proporciones de reactivos, la relación molar entre el alcohol y los triglicéridos (aceite)
fue de 5:1. Finalizadas las 2 horas se transfirió la mezcla reactiva a una ampolla de
decantación de 500 mL. Al alcanzar la temperatura ambiente (18-20 °C) se observó la
separación de fases: una superior, rica en etil-esteres (BD) y una inferior rica en glicerol.
Esta última fue separada y descartada, mientras que la primera se tomó para su
caracterización y acondicionamiento para ser usada en los experimentos con la celda de
permeación. La conversión de esteres etílicos (%EE) fue calculada por pesada de BD (sin
EtOH) respecto de la masa de aceite inicial (Ec. 2) y por análisis de las muestras en
cromatografía gaseosa según ASTM D 6584 (Ec. 3).
100%Aceite
BD
m
mEE (2)
)%%%(%100% TGDGMGGEEGC
(3)

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
3. Resultados y discusión
3.1. Caracterización de las membranas SOLSEP 030306 y PVDF-PDMS
La Fig. 1 muestra las micrografías SEM de la superficie (a) y corte transversal (b) de las
membranas SOLSEP 030306 y la Fig. 2 muestra las micrografías de superficie y corte
transversal de la membrana PVDF-PDMS.
Fig. 1. Micrografia SEM de membrana SOSLSEP 030306. a) imagen superficial, b) corte
transversal.
La observación de las Fig 1-a) y Fig. 2-a) permite distinguir claramente la regularidad
superficial de la membrana preparada en nuestros laboratorios respecto de la membrana
comercial. La observación de otras zonas de la membrana PVDF-PDMS muestra este
patrón de cubrimiento e igual conclusión se saca de la membrana SOLSEP.
a) b)

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Fig. 2. Micrografia SEM de membrana PVDF-PDMS. a) imagen superficial, b) corte
transversal.
El corte transversal, Fig. 2-b) no permite distinguir claramente la zona del cubrimiento
(PDMS) de la zona soporte (PVDF) indicando una clara adhesión entre en la capa
“selectiva” del cubrimiento y el soporte. El corte transversal de la membrana comercial
muestra también una continuidad entre la zona de cubrimiento y la zona soporte, de igual
modo que la irregularidad superficial observada en la Fig. 1-a).
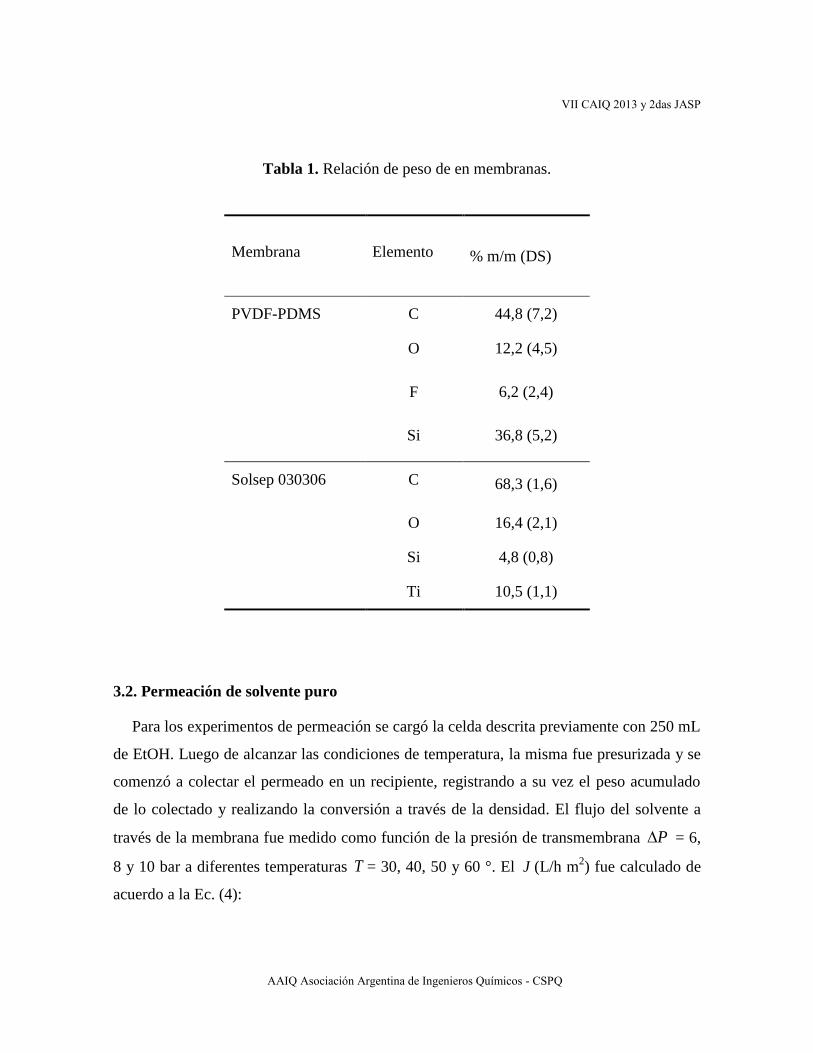
Dado que el fabricante de la membrana SOLSPEP solo especifica que esta membrana está
fabricada en base polímeros siliconados se realizó una caracterización por dispersión de
rayos X. Los perfiles dispersivos muestran la presencia de titanio y silicio en la membrana
SOLSEP confirmando lo especificado por el fabricante. Tal como era esperado, la
membrana fabricada en nuestros laboratorios contiene flúor y silicio. Los contenidos
porcentuales en masa se listaron en la tabla 1. El contenido en Si de la membrana PVDF-
PDMS es ~ 10 veces mayor que el encontrado en la membrana comercial, lo cual podría
indicar en principio una mayor hidrofobicidad. Mediciones realizadas de ángulo de
contacto (θ ) confirman esta hipótesis. Para la membrana SOLSEP se verificó un θ =104°,
mientras que para la membrana PVDF-PDMS θ =117.
a) b)
VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Tabla 1. Relación de peso de en membranas.
Membrana Elemento % m/m (DS)
PVDF-PDMS C 44,8 (7,2)
O 12,2 (4,5)
F 6,2 (2,4)
Si 36,8 (5,2)
Solsep 030306 C 68,3 (1,6)
O 16,4 (2,1)
Si 4,8 (0,8)
Ti 10,5 (1,1)
3.2. Permeación de solvente puro
Para los experimentos de permeación se cargó la celda descrita previamente con 250 mL
de EtOH. Luego de alcanzar las condiciones de temperatura, la misma fue presurizada y se
comenzó a colectar el permeado en un recipiente, registrando a su vez el peso acumulado
de lo colectado y realizando la conversión a través de la densidad. El flujo del solvente a
través de la membrana fue medido como función de la presión de transmembrana P = 6,
8 y 10 bar a diferentes temperaturas T = 30, 40, 50 y 60 °. El J (L/h m2) fue calculado de
acuerdo a la Ec. (4):

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
t
m
ρAJ
1 (4)
La Fig. 3 muestra los resultados de los experimentos de permeabilidad con solvente puro.
De acuerdo a los resultados de las regresiones lineales, en todos los casos y para una dada
temperatura el flujo aumenta con la presión de forma lineal (R2 > 0,95), confirmándose un
comportamiento Hagen- Poiseuille. Además, puede observarse que a mayor temperatura, se
produce una mayor permeación de EtOH. Por otro lado, la serie de experimentos para la
membrana PVDF-PDMS muestra mayores flujos, para su equivalente en presión y
temperatura, al comparar con la membrana SOLSEP.
Fig. 3. Efecto de la presión y la temperatura sobre la permeabilidad, regresión lineal de
datos. Membrana PVDF-PDMS en símbolos llenos y líneas enteras, membrana SOLSEP en
símbolos vacíos y línea cortada.

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
3.3. Biodiesel
Las condiciones de síntesis de BD usadas fueron el resultado de una optimización
previamente realizada. El uso de EtOH permite obtener esteres etílicos de los ácidos grasos
del aceite vegetal, Encinar y otros (Encinar et al., 2007) mostraron que este combustible es
superior al obtenido con metanol, sin embargo su uso trae algunas complicaciones durante
y después de la reacción. La principal desventaja en el uso de EtOH es la solubilidad mutua
de los productos de reacción, lo cual reduce la eficiencia en la separación de fases al final
de la reacción (Patrylak et al., 2013; Liu et al., 2008). Varios autores han reportado la
formación de emulsiones estables con el uso de EtOH (Mendow et al., 2011). Estas
emulsiones retardan sustancialmente la conversión de triglicéridos en etil-esteres,
principalmente por las resistencias a la transferencia de masa producidas. La consecuencia
más grave de este fenómeno es una reacción incompleta, con altos contenido de mono y
diglicéridos dificultándose la separación gravimétrica del BD. En particular, pequeñas
fluctuaciones de temperatura, contenido de agua, concentración de catalizador y relación
volumétrica EtOH/aceite pueden fácilmente estancar el avance de reacción llevando a
conversiones < 50-60 % (Mendow et al., 2011; Encinar et al., 2007; Bouaid et al., 2007).
Para los experimentos de permeación–purificación se sintetizaron 2 L de BD crudo. En
todos los casos la conversión fue > 97% p/p. Los cálculos de conversión (% EE) obtenidos
por pesada fueron coherentes con aquellos realizados por cromatografía (% EEGC) (Ec. 2 y
Ec. 3).
3.4. Permeación de BD y eficiencia de separación
Con el objetivo de estudiar el efecto de la presencia de EtOH y del pH*2 (Titrino 848
Plus) en el BD, previo a la purificación por membranas, se realizaron dos series de
2 pH*: medición de pH aparente. Solución no acuosa.

VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
experimentos: una de ellas consistió en tomar una cantidad adecuada de BD crudo3 al cual
se le midió el pH* y luego se ajustó el mismo por el agregado de ácido sulfúrico. Para la
otra serie se tomó una alícuota de BD a la cual se le eliminó el EtOH por evaporación y
luego se le ajustó el pH* de igual manera. Los valores de pH* medidos en el BD previo al
ajuste, con EtOH y sin EtOH fueron de 9,4 para ambos. Tras el ajuste, se verificó un pH*
de 8,3 para las dos series.
La tabla 2 resume estos experimentos para las distintas membranas, con las eficiencias
de separación, expresadas como % R (Ec. 1).
Tabla 2. Eficiencias de separación de glicerol en membranas SOLSEP 030306 y PVDF-
PDMS. Condiciones de permeación: 15 bar y 60 °C.
Muestra Membrana J† (L/h m
2) %R
‡
BD con EtOH SOLSEP 0,54 12,1
PDVF-PDMS 7,65 27,5
BD sin EtOH SOLSEP 0,78 15,0
PDVF-PDMS 6,79 66,4
BD con EtOH-neutroǂ SOLSEP 0,53 11,8
PDVF-PDMS 6,79 67,0
BD sin EtOH-neutroǂ SOLSEP 0,56 8,7
PDVF-PDMS 8,07 47,1
† Flujo de permeado medido a los 75 minutos.
‡ %R calculado sobre mediciones de concentración de glicerol en permeado y rechazo por cromatografía
gaseosa.
ǂ pH ajustado a 8,3.
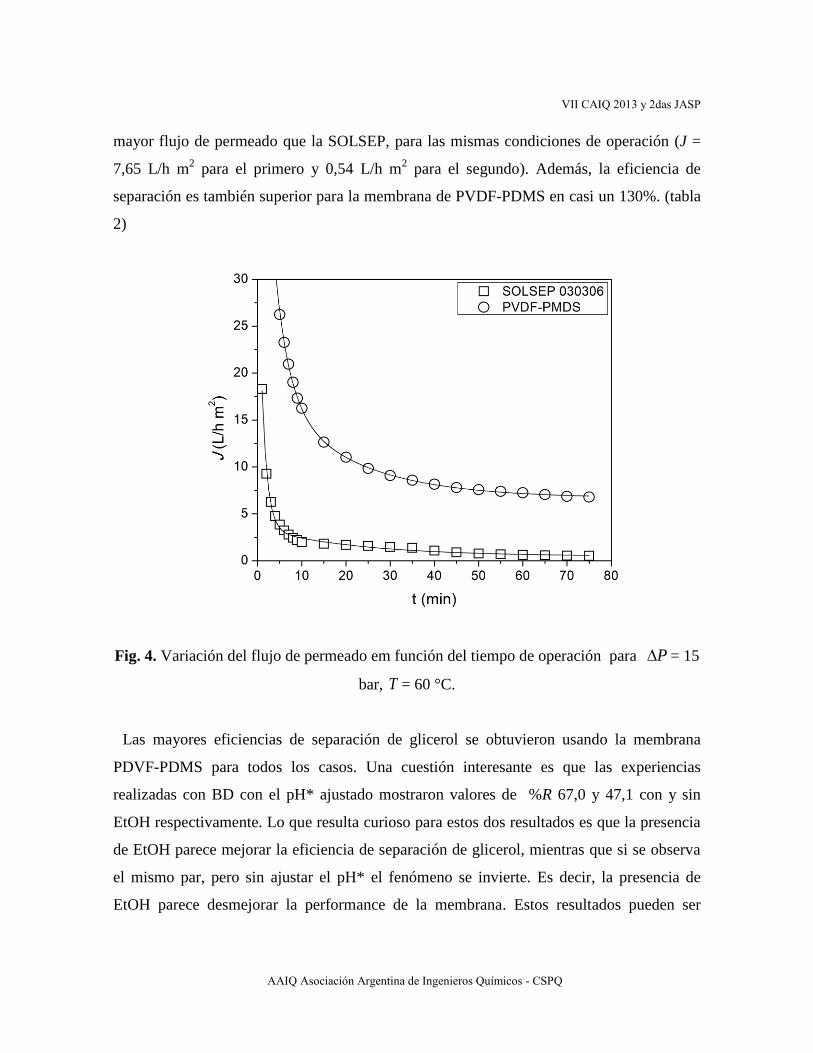
La Fig. 4 muestra dos perfiles de permeación de BD con EtOH sin ajuste de pH con el
objetivo de ejemplificar las diferencias en los comportamientos de las dos membranas. En
la misma puede observarse claramente que la membrana de PVDF-PDMS permite un
3 La fase rica en esteres retirada de la ampolla de decantación al finalizar la síntesis.
VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
mayor flujo de permeado que la SOLSEP, para las mismas condiciones de operación (J =
7,65 L/h m2 para el primero y 0,54 L/h m
2 para el segundo). Además, la eficiencia de
separación es también superior para la membrana de PVDF-PDMS en casi un 130%. (tabla
2)
Fig. 4. Variación del flujo de permeado em función del tiempo de operación para P = 15
bar, T = 60 °C.
Las mayores eficiencias de separación de glicerol se obtuvieron usando la membrana
PDVF-PDMS para todos los casos. Una cuestión interesante es que las experiencias
realizadas con BD con el pH* ajustado mostraron valores de %R 67,0 y 47,1 con y sin
EtOH respectivamente. Lo que resulta curioso para estos dos resultados es que la presencia
de EtOH parece mejorar la eficiencia de separación de glicerol, mientras que si se observa
el mismo par, pero sin ajustar el pH* el fenómeno se invierte. Es decir, la presencia de
EtOH parece desmejorar la performance de la membrana. Estos resultados pueden ser
VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
atribuidos al impacto que producen los álcalis en las membranas de NF produciendo un
cambio reversible superficial que afectan el corte de pesos moleculares. De acuerdo a otros
investigadores (Dalwani et al., 2011; Mänttäri et al., 2006) se produce un cambio en la
selectividad al aumentar el pH* de la solución debido cambios en el hinchamiento de la
membrana. Estos cambios morfológicos son causados por diferentes interacciones entre los
iones de solución (por ej.Na2SO4), el medio de reacción y la resultante densidad de carga
superficial de la membrana. Es necesario realizar estudios posteriores para dilucidar estas
interacciones.
La elección de las condiciones de P y T de operación fue el resultado de una
optimización de operación. Menores presiones de transmembrana (8-10 bar) proveyeron
velocidades de flujo depreciables para ambas membranas. Mientras que una presión de 20
bar resultó en un %R = 6,5 para la membrana SOLSEP y de un 23,8 % para la membrana
de PDVF-PDMS.
Vale agregar que a diferencia de la membrana de PVDF-PDMS, la membrana SOLSEP se
rompió en varias oportunidades antes de finalizar los ensayos. Esta capacidad de resistencia
al ataque caustico del resto de catalizador aun presente en el BD, es otra característica
destacable de la membrana PVDF-PDMS.
Los resultados encontrados son alentadores por lo que se orientarán los esfuerzos de
investigación, en la búsqueda de otras membranas con diferentes características físico-
químicas. Se ensayarán membranas compuestas de PVDF con poli(vinil alcohol) y
poli(vinil alcohol) derivatizado con grupos hidrofílicos como por ejemplo fosfonatos. El
objetivo de estos ensayos será estudiar las migraciones de glicerol durante los
experimentos de permeación.
Reconocimientos
Los autores agradecen al Concejo Nacional de Investigaciones Científicas y Tecnológicas
(CONICET), UNRC, UNSL y ANPCYT por el apoyo brindado en este trabajo.
VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Referencias
Atadashi, I. M., Aroua, M. K. &Aziz, A. A. (2011). Biodiesel separation and purification:
A review. Renewable Energy 36(2): 437-443.
Bouaid, A., Martinez, M. &Aracil, J. (2007). A comparative study of the production of
ethyl esters from vegetable oils as a biodiesel fuel optimization by factorial design.
Chemical Engineering Journal 134(1–3): 93-99.
CADER; Martinez Justo, J. L. (2012). Evolución del Mercado de Biocombustibles en la
Argentina. Cámara Argentina de Energía Renovable.
Cao, P., Tremblay, A. Y., Dubé, M. A. &Morse, K. (2006). Effect of Membrane Pore Size
on the Performance of a Membrane Reactor for Biodiesel Production. Industrial &
Engineering Chemistry Research 46(1): 52-58.
Dalwani, M., Benes, N. E., Bargeman, G., Stamatialis, D. &Wessling, M. (2011). Effect of
pH on the performance of polyamide/polyacrylonitrile based thin film composite
membranes. Journal of Membrane Science 372(1–2): 228-238.
Encinar, J. M., González, J. F. &Rodríguez-Reinares, A. (2007). Ethanolysis of used frying
oil. Biodiesel preparation and characterization. Fuel Processing Technology 88(5): 513-
522.
Firman, L. R., Ochoa, N. A., Marchese, J. &Pagliero, C. L. (2013). Deacidification and
solvent recovery of soybean oil by nanofiltration membranes. Journal of Membrane
Science 431(0): 187-196.
Janaun, J. &Ellis, N. (2010). Perspectives on biodiesel as a sustainable fuel. Renewable and
Sustainable Energy Reviews 14(4): 1312-1320.
Leung, D. Y. C., Wu, X. &Leung, M. K. H. (2010). A review on biodiesel production using
catalyzed transesterification. Applied Energy 87(4): 1083-1095.
Liu, X., Piao, X., Wang, Y. &Zhu, S. (2008). Liquid–Liquid Equilibrium for Systems of
(Fatty Acid Ethyl Esters + Ethanol + Soybean Oil and Fatty Acid Ethyl Esters + Ethanol +
Glycerol). Journal of Chemical & Engineering Data 53(2): 359-362.
VII CAIQ 2013 y 2das JASP
AAIQ Asociación Argentina de Ingenieros Químicos - CSPQ
Ma, F. &Hanna, M. A. (1999). Biodiesel production: a review. Bioresource Technology
70(1): 1-15.
Machado, A. B., Ardila, Y. C., de Oliveira, L. H., Aznar, M. &Wolf Maciel, M. R. (2012).
Liquid–Liquid Equilibria in Ternary and Quaternary Systems Present in Biodiesel
Production from Soybean Oil at (298.2 and 333.2) K. Journal of Chemical & Engineering
Data 57(5): 1417-1422.
Mänttäri, M., Pihlajamäki, A. &Nyström, M. (2006). Effect of pH on hydrophilicity and
charge and their effect on the filtration efficiency of NF membranes at different pH.
Journal of Membrane Science 280(1–2): 311-320.
Mendow, G., Veizaga, N. S. &Querini, C. A. (2011). Ethyl ester production by
homogeneous alkaline transesterification: Influence of the catalyst. Bioresource
Technology 102(11): 6385-6391.
Othman, R., Mohammad, A. W., Ismail, M. &Salimon, J. (2010). Application of polymeric
solvent resistant nanofiltration membranes for biodiesel production. Journal of Membrane
Science 348(1–2): 287-297.
Pagliero, C., Ochoa, N., Marchese, J. &Mattea, M. (2001). Degumming of crude soybean
oil by ultrafiltration using polymeric membranes. Journal of the American Oil Chemists'
Society 78(8): 793-796.
Patrylak, L. K., Patrylak, K. I., Okhrimenko, M. V., Ivanenko, V. V., Zubenko, S. O.,
Levterov, A. M., Marakhovskyi, V. P. &Savytskyi, V. D. (2013). Ethanol containing ethyl
esters of fatty acids as perspective environment like fuel. Fuel 113(0): 650-653.
Saleh, J., Tremblay, A. Y. &Dubé, M. A. (2010). Glycerol removal from biodiesel using
membrane separation technology. Fuel 89(9): 2260-2266.
Shuit, S. H., Ong, Y. T., Lee, K. T., Subhash, B. &Tan, S. H. (2012). Membrane
technology as a promising alternative in biodiesel production: A review. Biotechnology
Advances 30(6): 1364-1380.
icente art nez, M. &Aracil, J. (2004). Integrated biodiesel production: a comparison
of different homogeneous catalysts systems. Bioresource Technology 92(3): 297-305.