simulation in comsol multiphysics of the reduction …
TRANSCRIPT

SIMULATION IN COMSOL MULTIPHYSICS OF THE REDUCTION OF SUPERFICIAL OXIDES THROUGHOUT THE SINTERING PROCESS OF AN IRON-STEEL POWDER METALURGY COMPACT
Author Juan Felipe Tamayo Gordillo Adviser Pablo Ortiz Herrera
General Objectives
Comprehend, study and analyze the influence that the process parameters have on the reduction of the superficial oxides in a pulvimetalurgic steel compact using computational simulations.
Specific Objectives
Study the influence that the parameters such as the gas inflow velocity, the composition
of the sintering atmosphere, and the thermic plateau of the sintering process, between
others, have on the superficial oxides reduction times for a steel compact. Perform the
simulation with mass (diffusive and convective), energy (without radiation), and Navier
Stokes balances for a weakly compressible fluid, and the Darcy law with the Brinkmann´s
approximation for the calculations inside the porous solid.
Implementation of a second model, with exploratory character, for modeling a porous
solid (possible method to use is Volume Averaging method). In case of implementing the
model correctly, the results of both models will be compared.

2
SIMULATION IN COMSOL MULTIPHYSICS OF THE REDUCTION OF SUPERFICIAL OXIDES THROUGHOUT THE SINTERING PROCESS OF AN IRON-STEEL POWDER METALURGY COMPACT
Juan Felipe Tamayo Gordillo
Chemical Engineering Department. Carrera 1E N° 19ª-40. Mario Laserna Building. Universidad de los Andes. Bogotá, Colombia.
Abstract During a sintering process, an effective reduction of the superficial oxides in a porous compact is required. This will enhance the solid-solid diffusion between metallic particles, and thus contribute to produce a metallic compact with the mechanical specifications demanded. Assuring that the reduction reaction takes place, involves manipulating the thermodynamics of the reaction, which means controlling the H2/H2O ratio. However, as the reduction of the oxides evolve, generation of water alters the ratio in the interior of the porous compact. Consequently, this might alter the rate of reaction or even reverse it. Based on this, it is proposed a model that evaluates the degeneration of the sintering atmosphere in the interior of the compact, and that estimates the time taken to reduce the superficial oxides. This study involves mass, energy and momentum balances in a time dependent model. Key words: Multiphysics Simulation, powder metallurgy compact, porous solid, oxide reduction, H2/H2O ratio. 1. Introduction
Nowadays the powder metallurgy industry (form now on PM) its being increasing its popularity because of the several advantages that offers to the industries that produce in great quantities small metallic-based pieces. In comparison to the metallurgy industry, this process saves plenty of the metallic raw materials used. To get an idea of the great acceptance of this industry in the world, more than 60% of the connecting rods in the USA cars are manufactured by this industry, and more than 70% of the pieces manufactured are done for the automotive industry [1]. The PM industry consists in the compression of metallic powder of a determined composition, until obtaining a porous compact with a desired density. After this, the compact is taken to the sintering process, where the formation of “necks” between particles occurs because of the solid-solid diffusive mass transport. For
this process to develop successfully it is important that the superficial oxides of the porous compact, which are formed spontaneously during previous stages of the process [2], are reduced completely. The final result of the process is a porous solid. As discussed previously, the reduction of the superficial oxides is a key stage during the sintering process. This one will ensure that the solid-solid diffusion occurs as expected, and thus that the resulting solid compact has the required specifications. For achieving this, the thermodynamics of the reduction reaction can be manipulated, and more precisely de H2/H2O ratio. This ratio is able to modify the partial pressure of oxygen in the sintering atmosphere to a value that is sufficient to promote the superficial oxides reduction. Currently, there are several atmospheres that are used in the industry to promote de

3
superficial oxides reduction. As an example of these ones there are ammonia, hydrogen, vacuum, and nitrogen with addition of hydrogen and water traces. [2]. The last one will be used in the present study.
Figure 1. Sintering process and oxides removal for a porous compact [3]
The reduction of the superficial oxides has as a consequence the modification of the internal reductive atmosphere of the porous compact due to the formation of water as by-product of the reaction. This reduces the H2/H2O ratio, and therefore weakens the reductive potential of the atmosphere or even worse displaces the equilibrium of the reaction into one of oxidative character. However, the rate at which the inner´s compact atmosphere degenerates is unknown. For this reason, it is intended to study and evaluate the behavior of this one while the reduction reaction evolves. For achieving this, the H2/H2O ratio and the reaction rate of the system will be monitored. Studies associated to this phenomenon are not easy to find, and even less in the PM area. This suggests that there are not so big advances in the study of this area. Nevertheless, it is important to highlight the experimental studies done by Danninger [4], Momemi [5] and Hryha [6]. In these works, besides studying the effect of the H2/H2O ratio, they also evaluate CO/CO2 as enhancing factors to the superficial oxides reduction process. Measuring the concentration peaks of compounds,
such as water, and carbon dioxide, evidence that the reduction reactions are taking place. As for the simulations area there are some works that precede this one. These ones have been developed in 2D, assuming that the relation height/width has high values. The results obtained confirm the existence of a water gradient in the interior of the porous compact, and how this one, the temperature of the system, and the inflow velocity of the sintering gas, influence directly in the time required to complete the reduction of the superficial oxides. [3] [7]. Finally, it is proposed a 3D model that assumes no more an infinite width of compact, that includes an industrial thermal sintering ramp, and that is able to calculate precisely the oxides reduced as time evolves and estimate the time taken to reduce completely the superficial oxides in the compact. This is going to be done by employing a time dependent model were momentum, energy and mass balances can be coupled. The effects of inflow sintering gas velocity, thermic ramps, and sintering atmosphere composition will be evaluated. The base model in which all this will be assessed is the reduction of FeO (wüstite) in a steel porous compact. Alternatively, it is proposed to build an exploratory model that describes the porous domain using the Volume Averaging technique. A single simulation will be executed with the objective of comparing the results obtained with the first model proposed. 2. Darcy-Brinkmann model settling The model settling was divided in four main stages. The first stage deals with the determination of the geometry and the mesh of the system. Next to this, the mass, momentum, and energy equations that describe the model where determined. Afterwards, the kinetic and thermodynamic parameters were obtained. Finally, defining a method for calculating the consumption of the superficial oxides at the porous solid as the reduction reaction develops.

4
2.1. Geometry definition A 2D-axisymmetric model of a tubular oven that contains a cylindrical porous solid at its interior was defined. This geometry is developed in Comsol Multiphysics using the 2D-axisymmetric rectangular geometry.
Figure 2. 3D scheme of the tubular oven built in Comsol with the porous solid in the center.
The description of the geometry constructed in Comsol was the following: The gas inflow enters by a cylindrical opening of 0.3175 cm of radius and 2 cm long. Next to this, the gas enters to a cylindrical furnace of 62 cm long a 1 cm of radius. Finally there is a contraction to a 0.3175 cm of radius and 5 cm long. The porous compact is of 0.45 cm of radius and 1 cm long. This geometry was chosen based on two reasons:
1. The distance before the porous compact must be sufficiently long so that the laminar flow can be fully developed. In the same way, after the porous compact perturbation, the gas must have the sufficient length so that the gas can fully develop again.
2. A cylindrical oven with the characteristics listed on numeral one was used for an experimental work similar to the model proposed in this project. The dimensions of this oven were used in this model for coupling both studies in a future.
The mesh used in the simulation is of triangular elements. These elements are very fine in the porous domain, and in the solid-gas boundary. In the gaseous domain the mesh elements increase their size as they get farther from the porous compact. The following table presents a summary of the geometry of the system.
Table 1. Mesh and geometric characteristics of the system
Characteristic Value/Type
Geometry 2D axisymmetric-rectangular
Inflow radius 0.3175 cm
Inflow cylinder long 2 cm
Expansion/contraction angle 45˚
Furnace long 62 cm
Furnace radius 1 cm
Porous compact long 1 cm
Porous compact radius 0.45 cm
Mesh elements Triangular
The following figure illustrates the resulting applied mesh upon the geometry. The red dots indicate the points from which the time dependent graphs are built.
Figure 3. Mesh applied to the system. Point 1 is the most favorable site for reduction in the porous compact and Point 2 is the least favorable site for reduction
2.2. Definition of the model’s equations
It is important to define the equations that will describe the momentum, mass and energy of the model. As a first issue, the mass balance is described by convective and diffusive terms. (Equation 1).

5
The energy equation takes into account convection and conduction, but neglects the radiant term. (Equation 2).
The momentum balance equation is used to model a compressible laminar flow (Ma>0.3). This type of flow was chosen due to the fact that in this way the effects that the solid’s geometry has on the atmosphere can be analyzed in a better way (Equation 3).
For the porous solid, it is proposed the Brinkmann modification of Darcy’s law (Equation 4).
2 3 ∇. − (4)
In the previous equations: , rate of reaction of each specie; , molar concentration of the specie
i; , diffusion coefficient of the specie I in the
gas; , viscosity of the fluid; , velocity
vector; , pressure; , thermic
conductivity; , compact porosity; , permeability of the compact.
As an additional aspect, the boundary conditions that are considered for implementing each physic in Comsol Multiphysics are shown ahead. Table 2. Boundary conditions of the model
Free and porous media flow
Inflow Boundary Inflow velocity
Outflow Boundary Pressure, no viscous stress
Porous Boundary Porous matrix in the solid compact domain
Wall Boundary Non slip condition in the superior wall of the
furnace
Symmetry Boundary Axial symmetry
Heat transfer in fluids
Outflow Boundary Outflow
Temperature 1 Boundary
Inflow gas temperature
Temperature 2 Boundary
Porous solid temperature
Insulation Boundary Thermal insulation in the superior wall of the
furnace
Symmetry Boundary Axial symmetry
Transport of diluted species
Inflow Boundary Concentration inflow
Outflow Boundary Outflow
Reaction1 Boundary Reaction in the porous domain
Reaction 2 Boundary Reaction in the gaseous domain
No flux Boundary No flux in the upper wall of the furnace
Symmetry Boundary Axial symmetry
2.3. Obtaining the kinetic parameters The reduction of wüstite is as follows:
As the reaction is reversible, the rate of reactions considers the velocity of oxidation of iron, and reduction of wüstite. As a consequence of this, the rate of reaction is of second order.
Here corresponds to the rate of reaction, and is expressed in . The values of and correspond to the concentrations of wüstite and iron. These two values are constant and were taken

6
from a previous work done by Pablo Ortiz [3]. The factor was taken also from [3], and its
inclusion allows converting the units of the concentrations to the required by the mass balance equation (equation 1). The activation energy and the pre-exponential factor were taken from [3]. However, the oxidation’s arrenhius factors were calculated using the equilibrium criteria, .
2.4. Oxides consumption It is pertinent to establish a condition for stopping the rate of reduction of the oxides. The stopping criterion is the total consumption of all the superficial oxides present in the porous compact. The inclusion of this criterion is important, as when the oxides in a section are completely consumed, the reduction reaction will stop and thus the generation of water also. This might increase the H2/H2O in the adjacent zone, which might be reflected in an increase in its reduction rate. A total volumetric concentration of oxygen, , was taken from [3], which gives a value for the total oxides present. The total oxides reduced, on a specific point, until a time is defined as:
Equation 7 cannot be introduced in that way into Comsol, because this software is not able to calculate time evolving integrals. Due to this, Domains ODEs and DAEs tool is used, were the following differential equation is declared:
As for the stopping criterion, it is defined in the following way:
3. Volume averaging model construction An alternative model was proposed for simulating the same study problem. The alternative model was based on the Volume Averaging method, and it estimates some imaginary properties, called effective, that allow modeling the porous matrix as a free flow element [8]. For this case, it is only required to modify the diffusivity in the porous compact, due to the fact that this property is the only one that is affected by the permeability and porosity factors of the porous compact. The rest of the model is composed by exactly the same aspects of the Darcy-Brinkmann’s model. The Volume Averaging method contributes to find the expression for the effective diffusivity. The following is the expression:
Where is the diffusivity, the porosity, and the tortuosity. Generally, for some PM materials, the tortuosity is defined as the inverse of the porosity. The only modification respect to the original model is the removal of the porous matrix module for the momentum balance. Instead of this, to the domain that corresponds to the porous matrix, an effective diffusivity is assigned. 4. Darcy-Brinkmann model results In this model It was evaluated the effect the gas inflow velocity, atmosphere composition, and thermic ramp plateau have on the reduction times of the porous compact. The results illustrate several tendencies that are important to highlight.
4.1. Inflow velocity effect, and reaction rate stages
The first variable that was evaluated was the inflow velocity to the system. This one appears to have a

7
Table 3. Summary of all the parameters used in the model
Variable Symbol/Units Value(s)/Expression
Properties and composition of the atmosphere
Dynamic Viscosity
Inflow gas velocity
Pressure
Thermic conductivity
Temperature of the gas at the entry
Specific Heat
Adiabatic coefficient
Inflow H2 concentration
Inflow H2O concentration
Properties of diluted species transport
Diffusivity N2-H2
Diffusivity N2-H2O
Properties of powder and compact
Permeability
Compact’s porosity
Particle’s mean diameter
Apparent density
Size of surface lattice: Fe, FeO
Moles in surface: Fe, FeO
Specific surface
Conversion factor
Atomic oxygen mass fraction
Atomic oxygen concentration
Substrate temperature
Kinetic parameters
Pre-exponential factor for reduction
Activation energy for reduction
Pre-exponential factor for oxidation
Activation energy for oxidation

8
direct positive effect in the time taken to reduce the oxides in the porous compact. However there are several aspects that also should be evaluated.
Figure 4. Evolution of the rate of reaction throughout time, at different inflow velocities. Thermic ramp plateau at 1400K, and constant atmosphere composition (10% H2). Point 1 is the most favorable site for reduction in the porous compact and Point 2 is the least favorable site for reduction.
In Figure 4 and in the time dependent figures illustrated from now on, point 1 corresponds to the first point in the porous compact to reduce, while point 2 corresponds to the last point in the porous compact to reduce. The first effect that is appreciated is the increase in the reaction rate when an increase in the inflow velocity is present. This occurs due to the fact that an increase in the inflow velocity increases the convective mass transport. The unitless Sherwood number allows proving this, because it is defined as follows:
For a system as the one studied here, the correlation that allows calculating the Sherwood number is the following:
Were:
For the unitless numbers Sh and Re, L corresponds to the characteristic length of the system. In this case the characteristic length was assumed to be the diameter of the oven. Calculating the Sherwood number for the system proposed gives that for the case in which inflow velocity is 0.1 m/s its value is 2.8, while when it is calculated at 0.001 m/s its value is 2.08. Based on this it is clear that at higher velocities, the mass transfer by convection is more predominant. Having a higher mass convection transport allows the atmosphere to remove more water from the porous compact surface, compared to the one removed at lower velocities. By removing more water at the surface, the water gradient in the inner compact is bigger, and thus the diffusive transport of water to the compact surfaces increases also. As a consequence of all this, the degeneration of the reductive atmosphere is lower at higher than that at lower velocities. A direct effect of a higher velocity is the rise in the H2/H2O ratio (a less water degenerated atmosphere), which additionally contributes to a higher reaction rate.
Moreover, in Figure 4 it can also be appreciated the evolution that the reaction has throughout the time. From here three main stages are identified. Additionally, the characteristic length used to calculate the unitless numbers can be redefined as a dimension of the porous compact such as its length or diameter. The reason for this is because these are the distances in which the mass transfer

9
will occur between the solid and the bulk will occur. Another aspect to take into account is the inclusion of the Biot mass transfer number. This number gives a ratio between the mass transfer resistances inside and at the surface of the porous compact. This will allow determining whether or not the mass in the porous compact will vary significantly in space due to a mass gradient applied in the compact’s surface. Rate increase stage The first stage is the reaction’s rate increase phase. This one occurs while the temperature of the thermic ramp is still rising; in this phase the reaction rate rises constantly. This constant rise is due to the fact that the kinetic parameters obey Arrhenius, which means that these will increase exponentially with respect to the temperature rise. Consequently, the reaction rate will increase exponentially too. Adjusting stage The second phase is the reaction’s rate adjusting phase. In this phase, the temperature of the system is no longer rising, but it has reached to the thermic plateau. Here the rate of reaction decreases a little until it achieves equilibrium. The phenomena present in this phase can be explained from the point of view of mass transport, and the H2/H2O ratio. When the temperature stops rising, the generation of water inside the porous compact decreases the H2/H2O ratio inside it, causing the degeneration of the reductive potential of the inner atmosphere. As a consequence of this, the rate of reaction decreases until it achieves equilibrium (when the generation of water is equal to the elimination of this one by diffusive means). The adjusting phase becomes longer and larger at lower velocities, due to the fact that at these velocities the water eliminating capacity is lower.
This means, that at lower velocities, the H2/H2O ratio at which the system is in equilibrium is lower.
Figure 5. Adjusting phase at different inflow velocities. Constant atmosphere composition 10% H2, and 1000 K of thermic ramp plateau. Point 1 is the most favorable site for reduction in the porous compact and Point 2 is the least favorable site for reduction.
As it can be appreciated in Figure 5, higher inflow velocities have a less pronounced adjusting phase. As the inflow velocity decreases the adjusting stage starts to be more and more pronounced. Power up stage: Finally, the last stage is the reaction’s rate power up. This stage starts to occur when the first point in the porous compact reduces. The reduction of the first point, make that the rate of reaction in the points near this one rises. This effect, unleashes a domino effect that ends with the reduction of the last point in the porous compact. This power up phase can be appreciated in Figure 4 and Figure 5 as the suddenly rise of the reaction rate in point 2, once reaction rate in point one is zero. The reason for this phase to exist, is because once the first point of the porous compact reduces this point stops producing water. As result of this, the adjacent points to this one have a more favorable

10
atmosphere (higher H2/H2O ratio), which enhances its reaction rates.
4.2. Atmosphere composition effect The reductive atmosphere has an effect in the reduction rate of the superficial oxide in the porous compact. This one affects directly the H2/H2O ratio, and thus the spontaneity and velocity of the reaction.
In Figure 6 several tendencies are important to be mentioned. As a first issue, it can be appreciated once again how at higher velocities the time taken to reduce the porous compact decrease. Additionally to this, it can also be observed how as the hydrogen composition in the atmosphere increases, the time of reduction decreases. This second effect evidently is caused because of a very high H2/H2O ratio, which enhances the reaction rate. However, when evaluating the effect that the hydrogen composition has on the reduction of the oxides of the porous compact, the following aspects should also be considered:
1. At low hydrogen compositions in the atmosphere, the times taken to reduce the first and the last point of the porous compact are much lower at high inflow velocities, than at low inflow velocities (up to 50 minutes of difference). Different to this, at high hydrogen compositions in the atmosphere, the times taken to reduce the first and last point in the porous compact are very similar in the different velocity systems (up to 2 minutes of difference).
2. As hydrogen composition in the atmosphere rises, the reduction time difference between the first and last point tends to decrease too.
3. As the composition of hydrogen in the atmosphere increases, the marginal effect that this one has on reducing the time of reduction tends to decrease. Once the composition of hydrogen exceeds 40% the maximum reduction in time reduction is of 4 minutes. From this point on, it is important to carry out a benefit-cost analysis that allows concluding if it is profitable to afford more costs for saving 4 minutes of time reduction.
The reason of the existence of the previous mentioned aspects is because at low hydrogen compositions in the atmosphere the rate of reaction at which the points reduce is low, which ends broadening the reduction times. As the hydrogen composition rises, the rate of reaction of the system rises, which ends narrowing the distance between the reduction times. Additionally to this, increasing the hydrogen composition in the atmosphere is more significant for increasing the reduction rate, than increasing the gas inflow velocity. This occurs because when it is increased the hydrogen composition in the atmosphere a higher H2/H2O is achieved than if increased the gas inflow velocity. This helps to explain more accurately the aspect mentioned in numeral 1.
4.3. Thermic ramp plateau temperature
Figure 6. Effect of hydrogen concentration on reduction time. Thermic ramp plateau of 1400 K. Point 1 is the most favorable site for reduction in the porous compact and Point 2 is the least favorable site for reduction.

11
The thermic ramp plateau temperature has an effect on the reduction times of the porous compact, because this one affects the kinetic parameters of the reaction.
Figure 7. Effect of thermic ramp plateau temperature on reduction time. Constant atmosphere (10% H2). Point 1 is the most favorable site for reduction in the porous compact and Point 2 is the least favorable site for reduction.
Once again, it can here be noticed the effect that velocity has on the system. Nevertheless, there are two more aspects that should be accounted when taking into account the effects that thermic ramp plateau has on the time reduction:
1. As temperature rises, there is a point in which there is no more effect of the temperature in the reduction times. This point is more rapidly reached at high inflow velocities, than at lower ones. The reason for this to occur is because when raising the thermic plateau, there is going to be a point at which the entire compact is reduced during the thermic ramp. This implies that further that point, no matter how much the thermic plateau is raised the time taken to reduce the compact will remain constant, as for achieving that further point the process must pass through the latter one.
2. As the thermic plateau increases the difference in the times taken for reduction
between the different gas inflow velocities systems tend to decrease. This occurs because at low thermic plateaus the rate of reaction is low, which broadens the difference in reduction times between the systems. Different to this, at high thermic plateaus the rates of reaction are high, which narrows the difference in reduction times between the systems. This effect allows noticing that the temperature of the systems has a greater effect on the time of reduction of the compact, than the H2/H2O in the interior of the compact.
4.4. Thiele modules evaluation Until the moment it has been noticed how one of the key aspects for the success of the reduction of the compact’s superficial oxides is the reductive potential of the inner atmosphere. However, this inner atmosphere is finally determined by the ability that the system has to remove form the porous matrix all the water produced because of the reduction of oxides. The Thiele modulus is able to illustrate the relation between the reaction rate (generation of water) and diffusion (elimination of water). Values above 1 for this modulus indicate that water generates at a faster rate, than the rate at which it eliminates. Due to the fact, that the concentrations of wüstite and iron are constant, the Thiele modulus was calculated for a first order reversible reaction. For a cylindrical catalytic pellet, the Thiele modulus of a first order reversible reaction is the following:
Where
12
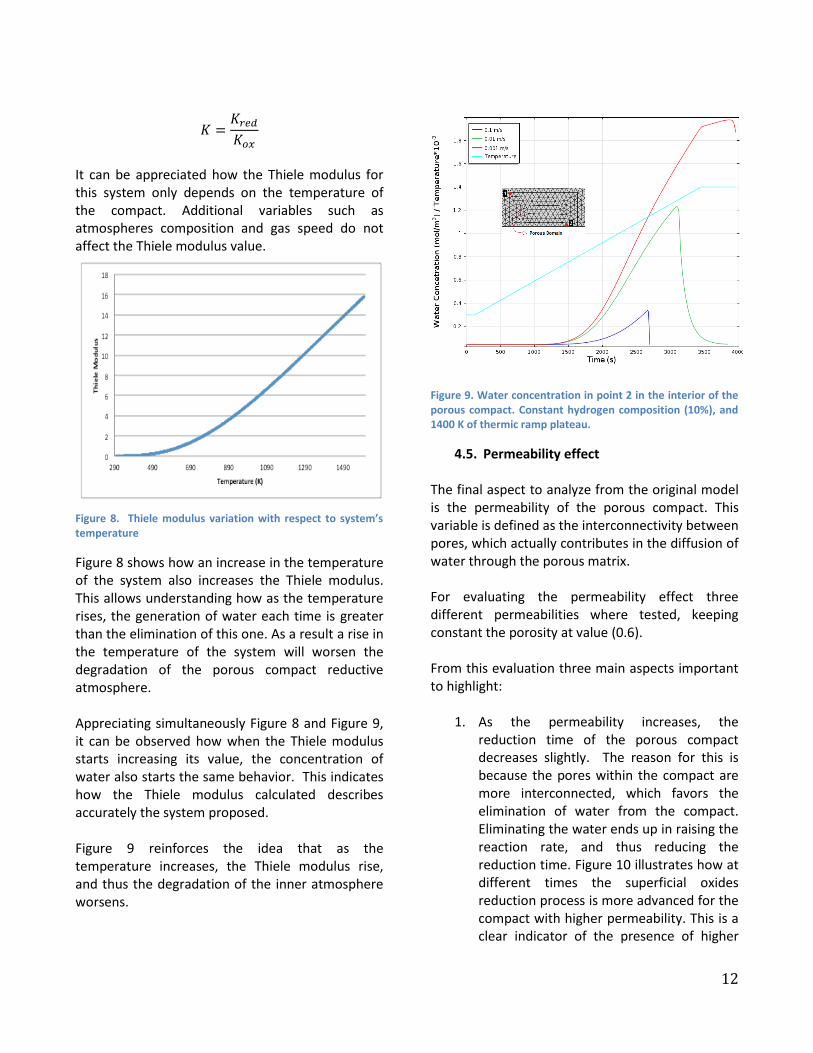
It can be appreciated how the Thiele modulus for this system only depends on the temperature of the compact. Additional variables such as atmospheres composition and gas speed do not affect the Thiele modulus value.
Figure 8. Thiele modulus variation with respect to system’s temperature
Figure 8 shows how an increase in the temperature of the system also increases the Thiele modulus. This allows understanding how as the temperature rises, the generation of water each time is greater than the elimination of this one. As a result a rise in the temperature of the system will worsen the degradation of the porous compact reductive atmosphere. Appreciating simultaneously Figure 8 and Figure 9, it can be observed how when the Thiele modulus starts increasing its value, the concentration of water also starts the same behavior. This indicates how the Thiele modulus calculated describes accurately the system proposed. Figure 9 reinforces the idea that as the temperature increases, the Thiele modulus rise, and thus the degradation of the inner atmosphere worsens.
Figure 9. Water concentration in point 2 in the interior of the porous compact. Constant hydrogen composition (10%), and 1400 K of thermic ramp plateau.
4.5. Permeability effect The final aspect to analyze from the original model is the permeability of the porous compact. This variable is defined as the interconnectivity between pores, which actually contributes in the diffusion of water through the porous matrix. For evaluating the permeability effect three different permeabilities where tested, keeping constant the porosity at value (0.6). From this evaluation three main aspects important to highlight:
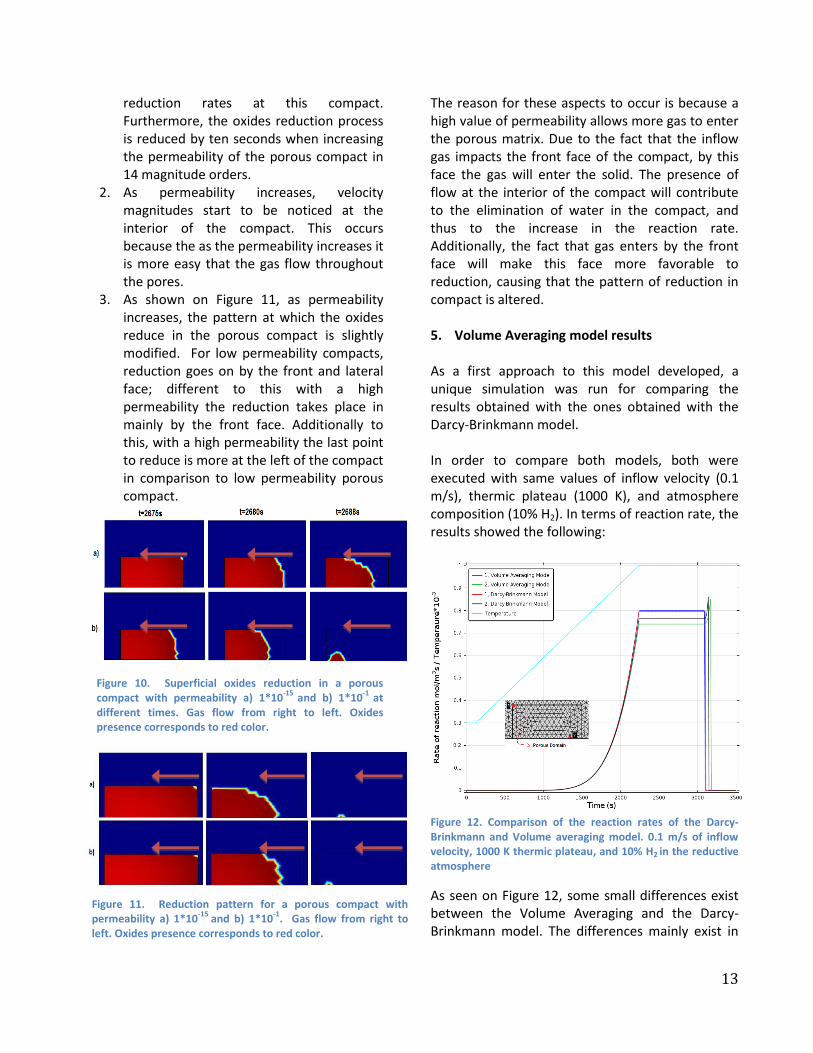
1. As the permeability increases, the reduction time of the porous compact decreases slightly. The reason for this is because the pores within the compact are more interconnected, which favors the elimination of water from the compact. Eliminating the water ends up in raising the reaction rate, and thus reducing the reduction time. Figure 10 illustrates how at different times the superficial oxides reduction process is more advanced for the compact with higher permeability. This is a clear indicator of the presence of higher
13
reduction rates at this compact. Furthermore, the oxides reduction process is reduced by ten seconds when increasing the permeability of the porous compact in 14 magnitude orders.
2. As permeability increases, velocity magnitudes start to be noticed at the interior of the compact. This occurs because the as the permeability increases it is more easy that the gas flow throughout the pores.
3. As shown on Figure 11, as permeability increases, the pattern at which the oxides reduce in the porous compact is slightly modified. For low permeability compacts, reduction goes on by the front and lateral face; different to this with a high permeability the reduction takes place in mainly by the front face. Additionally to this, with a high permeability the last point to reduce is more at the left of the compact in comparison to low permeability porous compact.
Figure 10. Superficial oxides reduction in a porous compact with permeability a) 1*10
-15 and b) 1*10
-1 at
different times. Gas flow from right to left. Oxides presence corresponds to red color.
The reason for these aspects to occur is because a high value of permeability allows more gas to enter the porous matrix. Due to the fact that the inflow gas impacts the front face of the compact, by this face the gas will enter the solid. The presence of flow at the interior of the compact will contribute to the elimination of water in the compact, and thus to the increase in the reaction rate. Additionally, the fact that gas enters by the front face will make this face more favorable to reduction, causing that the pattern of reduction in compact is altered. 5. Volume Averaging model results As a first approach to this model developed, a unique simulation was run for comparing the results obtained with the ones obtained with the Darcy-Brinkmann model. In order to compare both models, both were executed with same values of inflow velocity (0.1 m/s), thermic plateau (1000 K), and atmosphere composition (10% H2). In terms of reaction rate, the results showed the following:
Figure 12. Comparison of the reaction rates of the Darcy-Brinkmann and Volume averaging model. 0.1 m/s of inflow velocity, 1000 K thermic plateau, and 10% H2 in the reductive atmosphere
As seen on Figure 12, some small differences exist between the Volume Averaging and the Darcy-Brinkmann model. The differences mainly exist in
Figure 11. Reduction pattern for a porous compact with permeability a) 1*10
-15 and b) 1*10
-1. Gas flow from right to
left. Oxides presence corresponds to red color.

14
the top reaction rate reached, and thus in the time of reduction. However, both simulations communicate the same tendencies and allow extracting the same conclusion on the effects studied. The main reason for this discrepancy might be the fact that the tortuosity factor was estimated as inverse of the porosity of the system. Furthermore, this value should be calculated respect the permeability of the system, due to the fact that both factors express the interconnectivity of the pores. 6. Conclusions and Recommendations The objectives initially established for this project were achieved wholly. Based on these objectives several conclusions can be drawn:
1. There is a geometrical effect that causes different reduction times in each point of the porous compact. Further evaluations on the variation in reduction times when varying the geometry of the compact might be an interesting aspect for future studies.
2. Even though the effects were evaluated one by one, it was noticed that one effect contribute on the other effects. Due to this it is important to always consider the interactions between the variables.
3. A cost-benefit analysis should always be taken into account. Tendencies, when evaluating the effects of the thermic plateau and atmosphere composition, illustrate how the effects are less noticeable as the values of both variables tend to increase. This ends in finding out if an increase in the variable desired is justified in terms of the benefits gained.
4. The entire analysis is reduced to the evaluation of production/elimination of water in the interior of the porous compact. Conserving the inner atmosphere (H2/H2O ratio) will assure spontaneous reduction reactions. Based on this, high
inflow velocities, low temperatures and high hydrogen compositions in the atmosphere will contribute to this. However, kinetic parameters have a greater influence in the rate of reaction than the H2/H2O ratio. Consequently, higher temperatures are more recommended for achieving lower reduction times.
5. In terms of having a favorable atmosphere for reduction, increasing the hydrogen composition in the atmosphere appear to be more effective than increasing the velocity in the system. However, once more the cost-benefit analysis should be taken into account for taking decisions.
6. Compact permeability has an effect in reduction times. Nevertheless, its effect is no so relevant when considering the slight decrease in reduction times. It is suggested to revise the model’s integration of permeability factor, because it is still not comprehended why significant changes in the permeability alter marginally the reduction times.
The Volume Averaging model constructed based on the volume averaging method, predicts in a similar way the tendencies of the superficial oxides reduction. However, finding an expression that correlates the permeability factor with the tortuosity factor might increase the similarity between both models. Even though the Darcy-Brinkmann model was improved in several aspects in comparison to the previous studies done, there is still an aspect that can be improved: Mass and energy transport modules seem to not be completely well coupled because a rise in temperature is not affecting the components compositions in the gas. For future works, it is important to find the solution of this aspect, as reaction rate and thus reduction times will be altered.

15
It is important to take into account the different alternatives previously mentioned for the calculation the Sherwood unitless number. Additionally to this, the inclusion of the Biot number for mass might also show different aspects in terms of the mass transport between the fluid bulk and the porous compact inside. List of symbols
Pre-exponential factor m3 mol-1 s-1 Molar concentration mol m-3
Specific heat at constant pressure, JKg-1K-1
Atomic oxygen volumetric concentration mol m-3
Effective diffusivity of specie i m2s-1
Diffusion coefficient of specie i m2s-1 Activation energy Jmol-1
Transformation factor m-1
Thermic conductivity Wm-1K-1 Reaction rate constant m3mol-1s-1 Convective mass coefficient ms-1
Characteristic length m Total pressure Pa Rate of reaction of the specie i molm-3s-1
Inflow gas temperature K Substrate temperature K
Velocity vector m s-1
Greek Symbols Porosity, unitless Permeability, m2 Tortuosity, unitless Dynamic viscosity Pa s Thiele modulus
Sub index Specie i Oxidation reaction Reduction reaction
Bibliography
[1] L. Sheppard, «Powder Metallurgy Markets,» N.A Septiembre 2007. [En línea]. Available:
http://www.powdermetallurgymarket.com/.
[2] ASM International, ASM Handbook Volume 7: Powder Metal Technologies and Aplications, ASM International, 1998.
[3] P. Ortiz, «Modelamiento de las reacciones de reducción durante la sinterización de hierros pulvimetalúrgicos,» Rev. LatinAm. Metal. Mat, 2012.
[4] H. Danninger y G. Christian, «Processes in PM steel compacts during the initial stages of sintering,» Materials chemistry and physics, pp. 49-55, 2001.
[5] M. Momemi y H. Danninger, «Study of the oxide and the interstitial contents during sintering of different plain carbon steels by in situ mass spectrometry in nitrogen atmosphere,» Materials chemistry and physics, pp. 209-216, 2011.
[6] E. Hryha y N. L. Dudrova E., «On-line control of processing atmospheres for proper sintering of oxidation-sensitive PM steels,» Journal of materials processing tehnology, pp. 977-987, 2012.
[7] P. Ortiz y W. Vargas, «Modelling Solid-Gas Interactions During SIntering of PM Steels,» PM2010 World Congress, 2012.
[8] S. Whitaker, The method of volume averaging, Springer.
[9] New Mexico State University, «Ch E 542 Intermediate reactor analysis and design,» New Mexico , 2009.
[10] M. E. Davis y R. J. Davis, «Effects of Transport limitations on rate of solid-catalized reactions,» de Fundamentals of Chemical Reaction Engineering , New York, McGraw Hill, 2003.
[11] O. Bergman, «Key aspects of sintering powder metallurgy steel prealloyed with chromium and manganese,» Gothenburg, 2011.
[12] F. Incropera, Fundamentos de Trasnferencia de Calor, Mexico: Prentice Hall, 1999.
[13] P. Roberge, «High Temperature Corrosion,» de Handook of corrosion engineering, New York, Mchraw HIll, 1999.
[14] J. Smith y H. C. Van Ness, «Apendice C,» de

16
Introducción a la termodinámica en Ingeniería Química, Mexico D.F, McGraw Hill, 2007, p. 816.
[15] H. Fogler, Elements of Chemical Reaction Engineering, Westford, Massachusetts: Prentice Hall, 2010.






