simulaciÓn numÉrica de procesos de …ehu.eus/manufacturing/docencia/895_ca.pdf · dpto. de...
TRANSCRIPT

Dpto. de Ingeniería Mecánica
SIMULACIÓN NUMÉRICA DE PROCESOS DE FUNDICIÓN
E.T.S.I. de BilbaoCurso 2012-2013
Técnicas Avanzadas de Moldeo y Conformado

Dpto. de Ingeniería Mecánica
MODELIZACIÓN
ETAPAS
PREPROCESADO PROCESADO POSTPROCESADO
GEOMETRIA
DISCRETIZACIÓN
TIPO FUNDICION
Temperaturas
Presiones
Velocidades
COMP. FUNDICION
OPERACIONES
Sol. de las ecuaciones
Dpto. de Ingeniería Mecánica
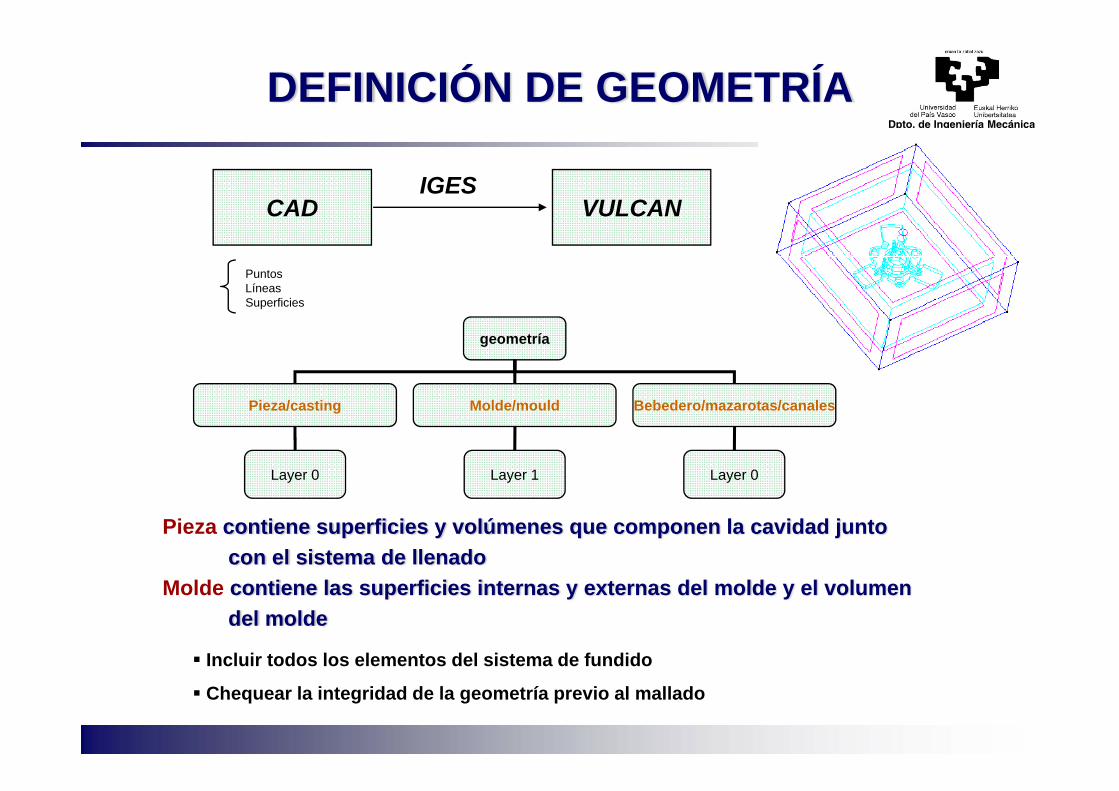
DEFINICIÓN DE GEOMETRÍA
geometría
Pieza/casting Molde/mould
Layer 0 Layer 1 Layer 0
Bebedero/mazarotas/canales
CAD VULCANIGES
PuntosLíneasSuperficies
Incluir todos los elementos del sistema de fundido
Chequear la integridad de la geometría previo al mallado
Pieza contiene superficies y volúmenes que componen la cavidad junto con el sistema de llenado
Molde contiene las superficies internas y externas del molde y el volumendel molde
Dpto. de Ingeniería Mecánica
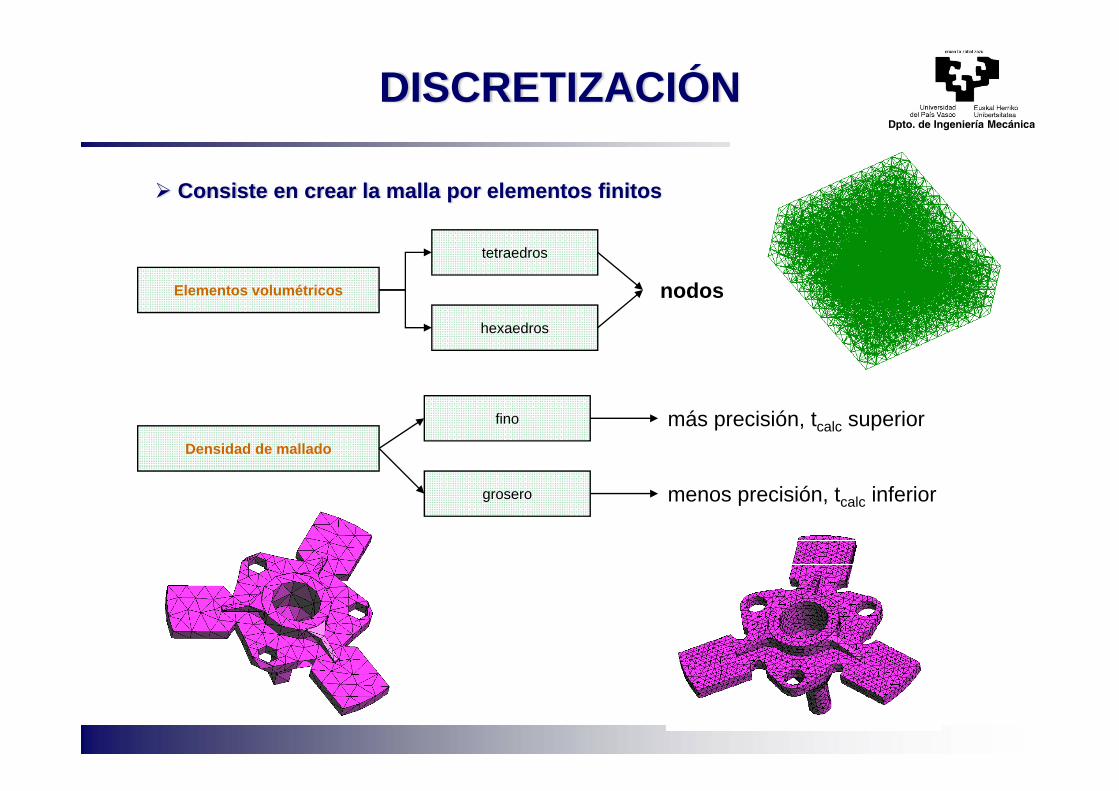
Elementos volumétricos
tetraedros
hexaedros
nodos
Densidad de mallado
fino
grosero
más precisión, tcalc superior
menos precisión, tcalc inferior
Consiste en crear la malla por elementos finitos
DISCRETIZACIÓN

Dpto. de Ingeniería Mecánica
FUNDICIÓN
GRAVEDAD ALTA PRESIÓN BAJA PRESIÓN
TIPO DE FUNDICIÓN

Dpto. de Ingeniería Mecánica
Cada layer debe estar asignado al componente correspondiente
COMPONENTES
PIEZA
MOLDE
MACHO
ENFRIADORES
en uno o varios layers según complejidad
en uno o varios layers según complejidad
en uno o varios layers según complejidad y nº
en uno o varios layers según complejidad y nº
Material de los componentes y propiedades
Pieza → acero, aleación de Al, aleación de Zn, fundición, etc.Molde → arena, metálicoMacho → arena, metálicoEnfriadores → metálicos, etc.
COMPONENTES FUNDICIÓN (I)

Dpto. de Ingeniería Mecánica
Aleación:Tª liquidus y
Tª solidus
Molde:propiedades
térmicas
Coeftes.transferenciacalor: molde-
aleación
Propiedadesmateriales
Condiciones iniciales
Condiciones de contorno
Temperaturas iniciales (molde, colada), etc.
Coeficiente de transferencia de calor (intercaramolde-pieza, molde-ambiente)
Tª fundición
Tamañofundido
Fluidez metalfundido
Configuración molde
Cond. Cont..y Cond. Inici.
COMPONENTES FUNDICIÓN (II)

Dpto. de Ingeniería Mecánica
Algunas propiedades de distintos materiales:Arena Acero X40CrMoV5 AlSi7Mg
Densidad:1550 Kg/m3 a 300ºC1390 Kg/m3 a 600ºC
Variación conductividad con Tª:Tª (ºC) Conduct (W/m.K)100 0.69450 0.585650 0.625850 0.73
1050 0.811150 0.85
Variación calor específico con Tª:Tª (ºC) C. espec. (J/kg.K)150 790450 960650 1085850 1085
Composición:C 0.4%, Si 1%, Cr 5.3%, Mo 1.4%, V 1%
Densidad:7830 Kg/m3 a 1ºC7644 Kg/m3 a 600ºC
Tª de solidus:1375ºC
Variación conductividad con Tª:Tª (ºC) Conduct (W/m.K)100 26500 26.8700 26.2900 26.8
1100 28.9
Variación calor específico con Tª:Tª (ºC) C. espec. (J/kg.K)100 485.624400 604.85600 768.707800 890.604
Composición:Si 6-7.5%, Mg 0.2-0.45%
Densidad:2670 Kg/m3 a 1ºC 2400 Kg/m3 a 700ºC
Tª de liquidus Tª de solidus Calor latente613ºC 542ºC 430518 W
Variación conductividad con Tª:Tª (ºC) Conduct (W/m.K)100 152300 153542 166613 68
7000 69
Variación calor específico con Tª:Tª (ºC) C. espec. (J/kg.K)100 898200 942400 1058613 1168
Variación fracción sólida con Tª:Tª (ºC) Fracción sólida542 1563 0.65613 0
COMPONENTES FUNDICIÓN (III)

Dpto. de Ingeniería Mecánica
OPERACIONES
LLENADO SOLIDIFICACIÓN ENFRIAMIENTO
OPERACIONES

Dpto. de Ingeniería Mecánica
Llenado
Estrategia Contactos Salidas
Solidificación
Estrategia Contactos Salidas
Se ajustan parámetros de llenado propios del proceso
HTC entre pieza y moldemolde y mediocond/conv.
Tª fracción sólidaMódulo de
solidificación (V/S)Tiempo de
solidificación
Se ajustan parámetros de llenado propios del proceso
HTC entre pieza y moldemolde y mediocond/conv.
OPERACIONES
Se escribe el nº de resultados a escribir durante el análisis y la frecuencia

Dpto. de Ingeniería Mecánica
ec. Navier-Stokes
ec. Fourier
Leyes de la Termodinámica,..
ec. Conservación del Momento
Llenado
Solidificación y enfriamiento
Transformaciones de estado sólido
Tensiones y deformaciones pieza
Resolución de las ecuaciones que gobiernan el proceso definido
PROCESADO

Dpto. de Ingeniería Mecánica
Gráficos de la evolución tiempo/velocidadpor nodo seleccionado
Velocidad de llenado del fluido
Evolución de la temperatura
Evolución del llenado
POSTPROCESADO
LLENADO

Dpto. de Ingeniería Mecánica
Gráficos de la evolución tiempo/temperaturapor nodo seleccionado de molde y de pieza
Evolución de la temperatura
Evolución de la fracción sólida
Módulo de solidificación
Evolución de la temperatura en sección
POSTPROCESADO
SOLIDIFICACIÓN

Dpto. de Ingeniería Mecánica
Dinámica de fluidos Defectos asociados a un mal llenado del molde
Parámetros de solidificación Características microestructurales y contenido de microporosidades de la pieza fundida
Tiempo de solidificación
Velocidad de enfriamiento
Para discriminar “puntos calientes”
Indicador de la velocidad de solidificación y tamaño final degranos
DEFECTOS EN LA FUNDICIÓN