simulaciÓn de proceso de corte fino … · • la pieza en cual se diseño el troquel se puede...
TRANSCRIPT

SIMULACIÓNDEPROCESODECORTEFINO(fineblanking),USANDOELMÉTODODEELEMENTOSFINITOS
Ins@tutoTecnológicodeCelayaDepto.DeIngenieríaMecánicaAv.TecnológicoyA.GarcíaCubas
C.P.38010,Celaya,Gto.Tel:(461)6117575ext.206
CELAY,S.A.deC.V.CentroIndustrialCelaya
38010Celaya,Gto.Tel.(52)4616187200Fax:(52)461611707
Luis Daniel Martínez Carreño, Adrián Almanza Martínez, Eugenio Otsoa Ugalde Daniel Aguilera Camacho, Rogelio Huerta Lemus Luis Torres Parga, Raúl Lesso Arroyo

Agenda• Introducción• Definicióndelproblema• Tecnologíadecortefino• Metodologíadeanálisis• Obtenciónanálisisderesultados• Conclusiones

• CELAY S.A. de C.V. es una empresa que sededicaalaelaboracióndepiezasparaelramoautomotriz mediante la tecnología deltroqueladopormediodecortefino.
Introducción

Enelañoanteriorlaempresalogrounaventade261.719.038,nuestroproyectadoparaeste2011esde341.973.801
EslaempresamexicanapioneraenCorteFino,ademásdeotrastecnologíascomotratamientosysobremoldeadodepiezas
metálicas.
Introducción……

• Para llevar a cabo el procesode corte fino se requiere delusodetroquelesyprensasdegran capacidad que usen latecnologíadecortefino.
Definicióndelproblema
• El diseño optimo de un troquel es de suma importancia para poder garant izar un buen desempeño de producción del troquel y obtener el mayor tiempo de vida útil del mismo.
• Por este motivo se decidió implementar el método de elemento finito a la actual metodología de diseño empleada por la empresa CELAY.

TECNOLOGÍADECORTEFINO
Ø Técnica del troquelado. Ø Produce componentes en
una sola operación de acabado preciso.
Ø Corte limpio en todo el espesor del material.
Ø Tolerancias dimensionales cerradas y l ibres de desgarres.

TROQUELADOCONVENCIONALYCORTEFINO
Estructura de mater ia l no adecuada para corte fino
Estructura de material adecuada para corte fino
• Resistencia a la tracción pequeña. • Límite elástico pequeño. • Elongación, porcentaje alto. • Deformación o reducción del área,
porcentaje alto.
MATERIALPARACORTEFINO
• Material compuesto en un 95% por dos componentes, ferrita (material blando) y perlita globular (material duro): Material para el proceso de corte fino.
• Dentro del proceso de laminación, en la estructura del material se generan láminas largas de perlita, debido a esto es necesario hacer un recocido para tener un material globular.
• Esta característica es básica para el corte fino ya que de esta forma en el material solo se corta la ferrita y la perlita simplemente se desliza
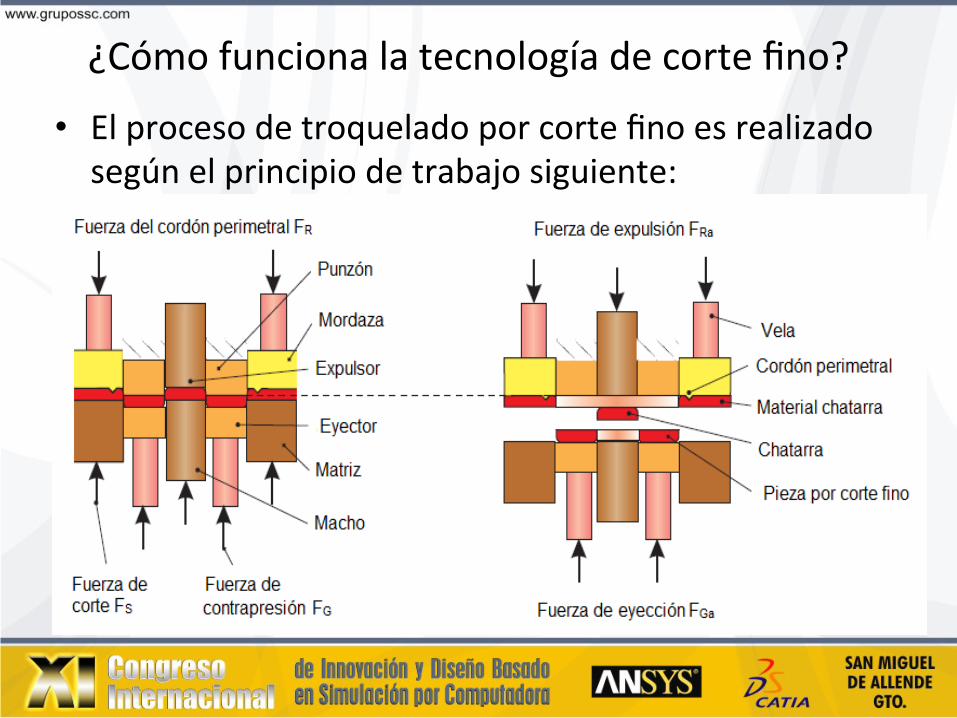
• Elprocesodetroqueladoporcortefinoesrealizadosegúnelprincipiodetrabajosiguiente:
¿Cómofuncionalatecnologíadecortefino?

¿Cómofuncionalatecnologíadecortefino?
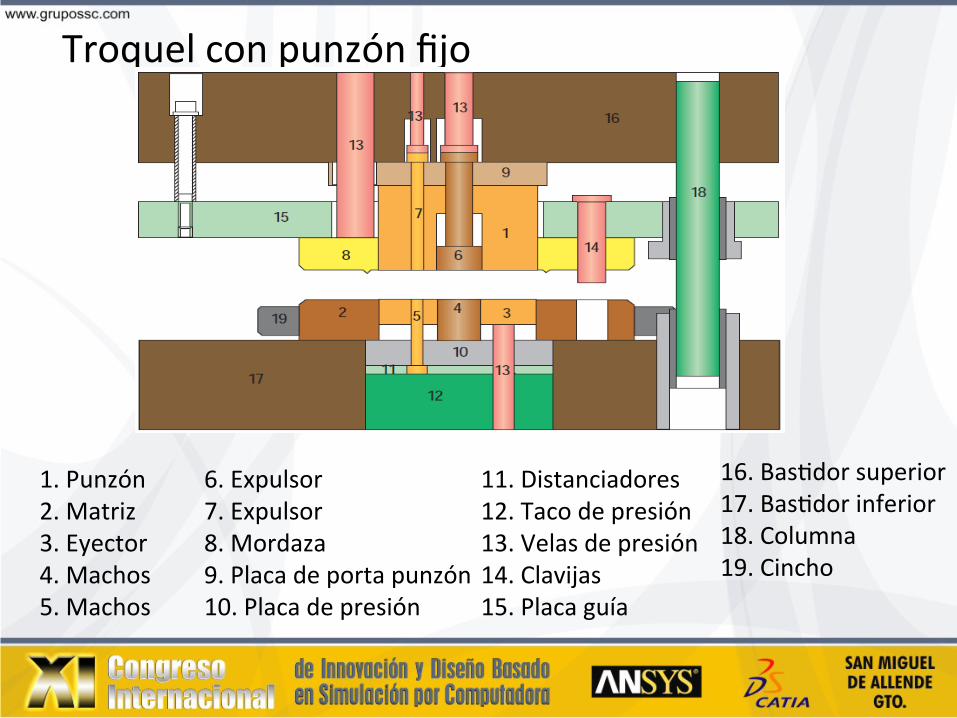
Troquelconpunzónfijo
1.Punzón2.Matriz3.Eyector4.Machos5.Machos
6.Expulsor7.Expulsor8.Mordaza9.Placadeportapunzón10.Placadepresión
11.Distanciadores12.Tacodepresión13.Velasdepresión14.Clavijas15.Placaguía
16.Basedorsuperior17.Basedorinferior18.Columna19.Cincho
• La pieza en cual sediseño el troquel sepuede observar en lafigura siguiente, estaes fabricada con unacero1045
Propiedadesmecánicasacero1045:• Dureza163HB(84HRb)• Esfuerzodefluencia310MPa• Esfuerzomáximo565MPa• Elongación16%(en50mm)• Reduccióndeárea(40%)• Módulodeelasecidad200GPa• Maquinabilidad57%(AISI1212=100%)
Metodologíadelanálisis

Fuerza de corte fino, FS=f(p,s,Rm).
FS = p*s*Rm*f1 (1)
Donde, FS = fuerza de corte p = perímetro de la pieza s = espesor del material Rm=resistencia a la tracción del
material (N/mm2 o MPa) f1 =factor de corrección entre el
radio de la resistencia a la cizalladura y la resistencia a la tracción (0.6 a 0.85).
• El perímetro se calcula directo de nuestro modelo CAD de la pieza
• Por lo que la fuerza de corte es de: FS = (1032.56 mm)*(9 mm)*(673.7
MPa)(0.85) = 5 634,648.943 N

Fuerza de pisador: fuerza requerida para pisar el cordón perimetral que mantendrá sujeta la chapa al momento del corte La teoría dice que esta fuerza se calcula por las ecuaciones:
𝐹↓𝑅 = 𝑓↓2 ∗𝑙↓𝑅 ∗𝑅↓𝑚 ∗ℎ (2)
𝐹↓𝑅 =(0.5)∗( 𝐹↓𝑠 )(3) lR = largo del cordón perimetral h = altura del cordón perimetral
f2 = factor de aproximación, se obtiene e x p e r i m e n t a l m e n t e , e s u n inconveniente por tiempo y porque cada p ieza d i s t in ta a fabr i car necesitaría de ensayos
Fuerza de la contrapresión: Esta fuerza de contrapresión sujeta al material dentro del perímetro de la pieza durante la operación de corte contra la superficie del punzón Esta es la fuerza que previene deformaciones al momento de realizar el corte. Se calcula según la ecuación:
𝐹↓𝐺 =0.25∗𝐹↓𝑠 (4)

Tipo de análisis Velocidad de impacto (m/s)
Razón de deformación (/
s)
Efecto
Implícito <10-5 Estático / Creep
< 50 10-5 - 10-1 Elástico
50 -1000 10-1 - 101 Elástico- Plástico (Resistencia de material significativa)
1000 - 3000 105 - 106 Zona Plástica (presiones iguales o se excede la resistencia del material )
3000 - 12000 106 - 108 Hidrodinámica (mayoresalapresióndelaresistenciadelmaterial)
Explícito > 12000 > 108
Respuesta de impacto de los Materiales
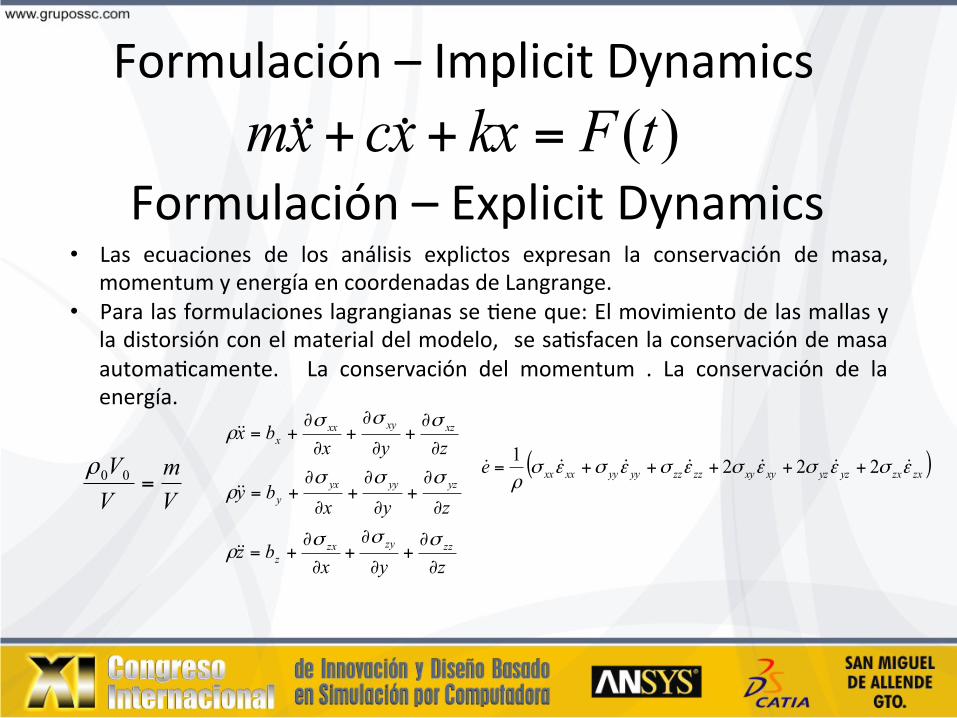
Formulación–ImplicitDynamics
)(tFkxxcxm =++ !!!Formulación–ExplicitDynamics
• Las ecuaciones de los análisis explictos expresan la conservación de masa,momentumyenergíaencoordenadasdeLangrange.
• Paralasformulacioneslagrangianasseeeneque:Elmovimientodelasmallasyladistorsiónconelmaterialdelmodelo, sesaesfacenlaconservacióndemasaautomaecamente. La conservación del momentum . La conservación de laenergía.
zyxbz
zyxby
zyxbx
zzzyzxz
yzyyyxy
xzxyxxx
∂
∂+
∂
∂+
∂
∂+=
∂
∂+
∂
∂+
∂
∂+=
∂
∂+
∂
∂+
∂
∂+=
σσσρ
σσσρ
σσσρ
!!
!!
!!
Vm
VV
=00ρ ( )zxzxyzyzxyxyzzzzyyyyxxxxe εσεσεσεσεσεσρ
!!!!!!! 2221+++++=
min⎥⎦
⎤⎢⎣
⎡∗≤Δchft
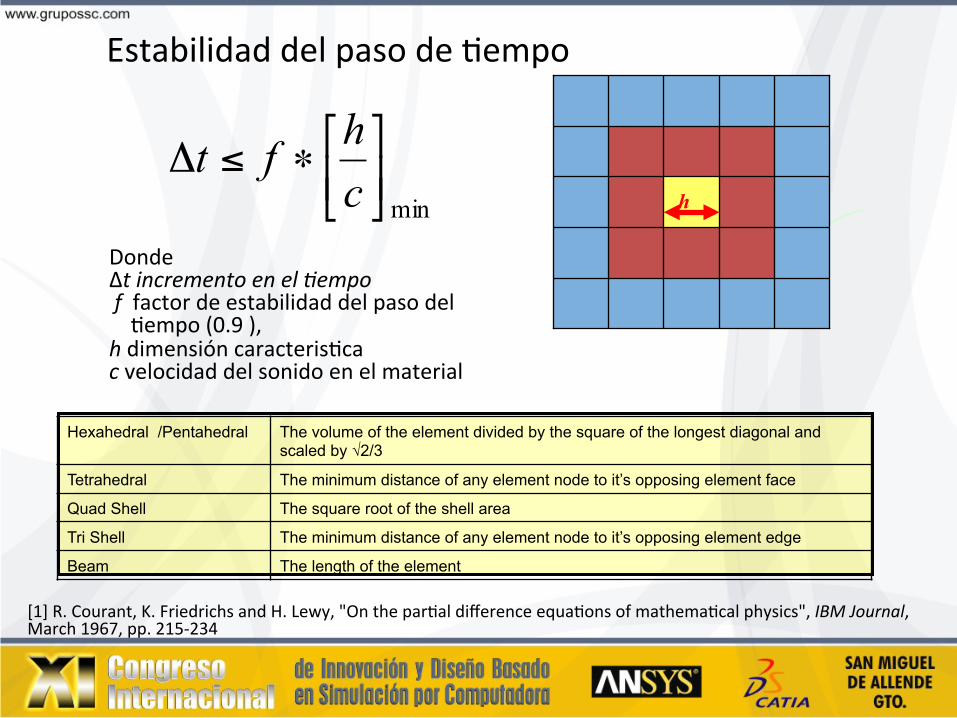
[1]R.Courant,K.FriedrichsandH.Lewy,"Ontheparealdifferenceequaeonsofmathemaecalphysics",IBMJournal,March1967,pp.215-234
Estabilidaddelpasodeeempo
h
DondeΔtincrementoenel1empoffactordeestabilidaddelpasodeleempo(0.9),hdimensióncaracterisecacvelocidaddelsonidoenelmaterial
Hexahedral /Pentahedral The volume of the element divided by the square of the longest diagonal and scaled by √2/3
Tetrahedral The minimum distance of any element node to it’s opposing element face Quad Shell The square root of the shell area Tri Shell The minimum distance of any element node to it’s opposing element edge Beam The length of the element
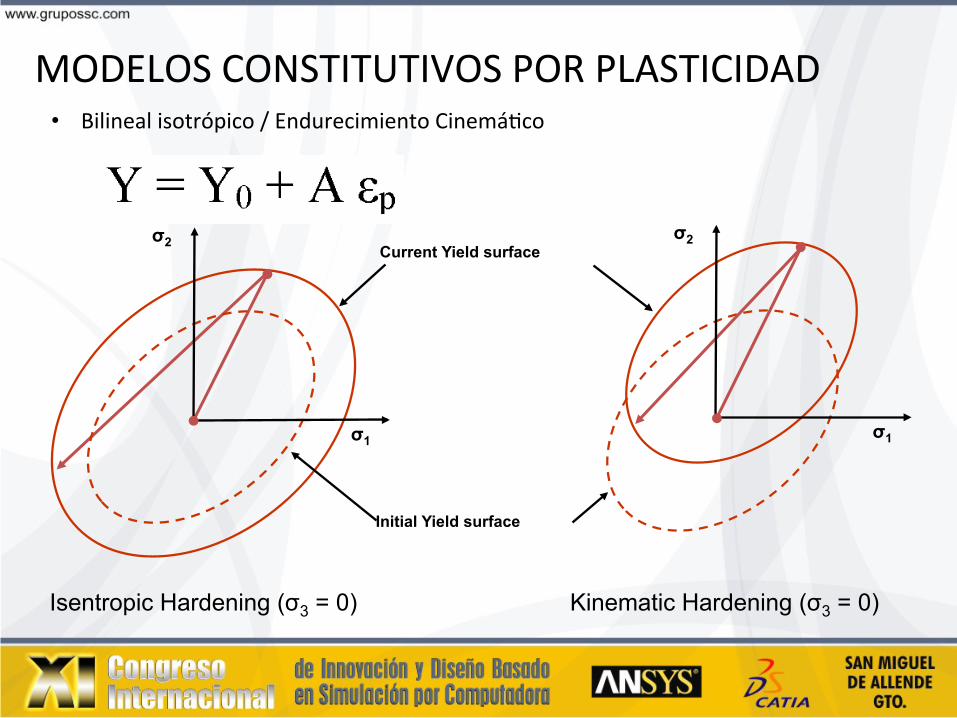
MODELOSCONSTITUTIVOSPORPLASTICIDAD• Bilinealisotrópico/EndurecimientoCinemáeco
σ1
σ2
σ1
σ2
Initial Yield surface
Current Yield surface
Isentropic Hardening (σ3 = 0) Kinematic Hardening (σ3 = 0)
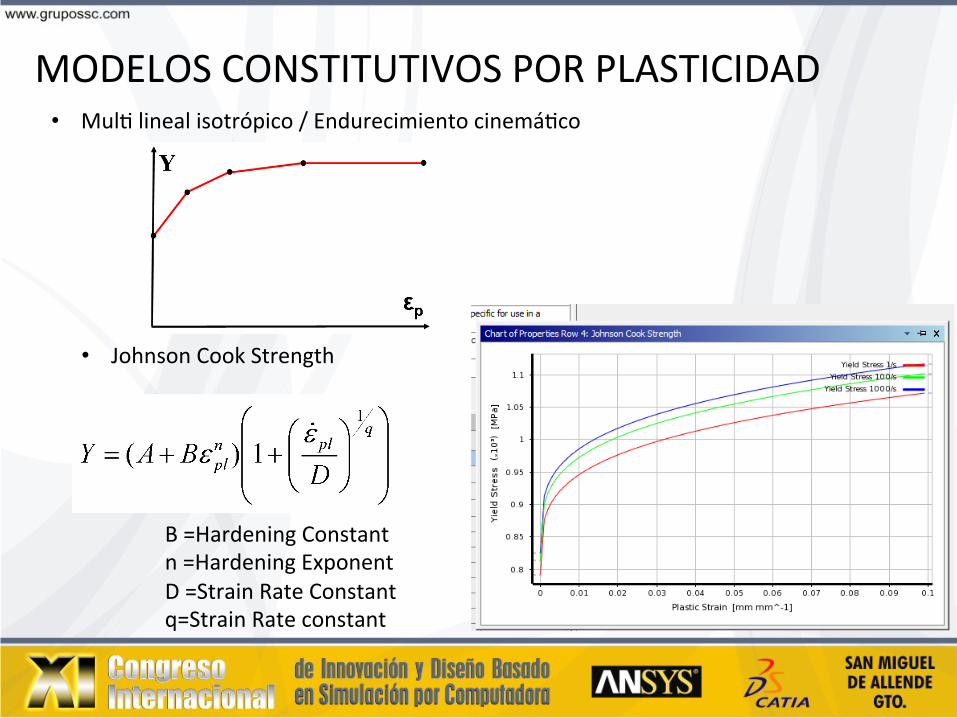
MODELOSCONSTITUTIVOSPORPLASTICIDAD• Mulelinealisotrópico/Endurecimientocinemáeco
• JohnsonCookStrength
B=HardeningConstantn=HardeningExponentD=StrainRateConstantq=StrainRateconstant

Propiedadesmecánicasacero1045:• Dureza163HB(84HRb)• Esfuerzodefluencia310MPa• Esfuerzomáximo565MPa• Elongación16%(en50mm)• Reduccióndeárea(40%)• Módulodeelasecidad200GPa• Maquinabilidad57%
Materialesusadosenlasimulaciónexplícita
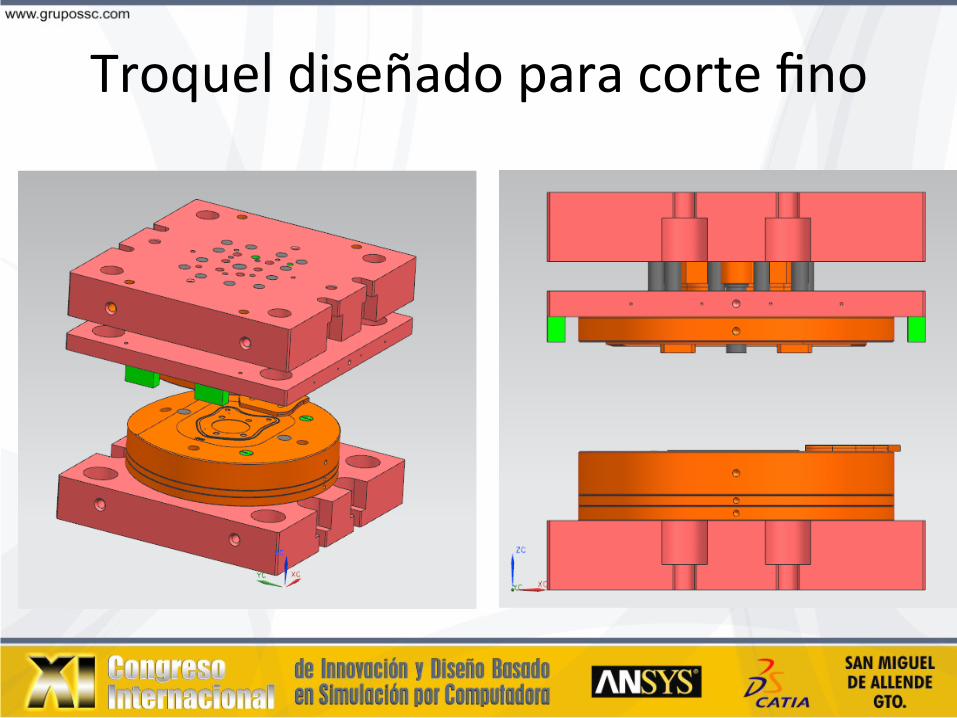
Troqueldiseñadoparacortefino

Modeloreducidodeltroquel

Discreezacióndeltroquel
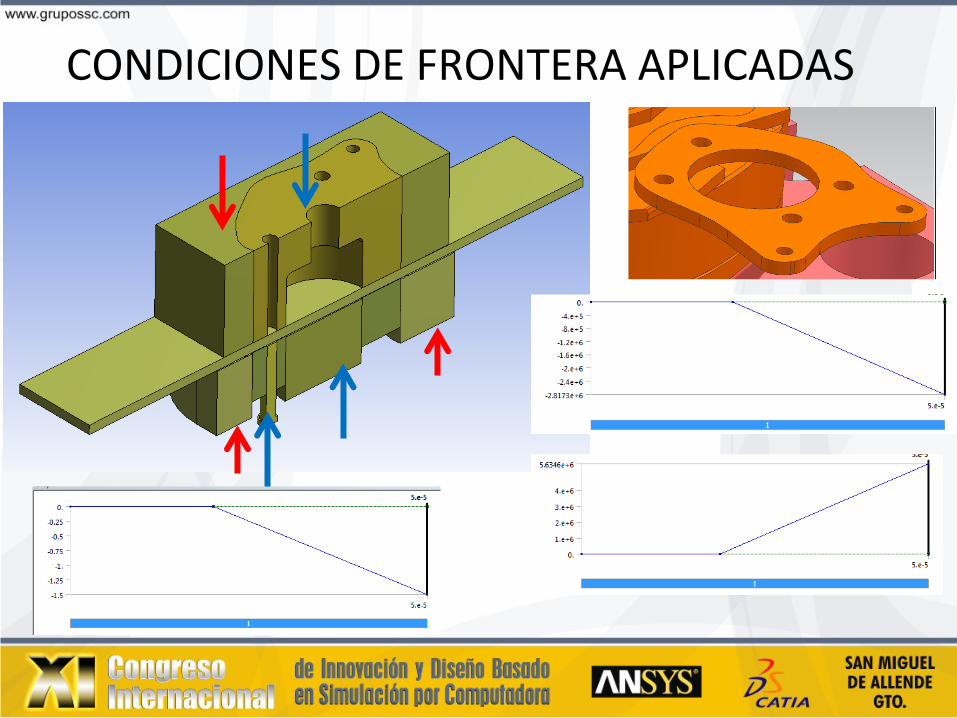
CONDICIONESDEFRONTERAAPLICADAS
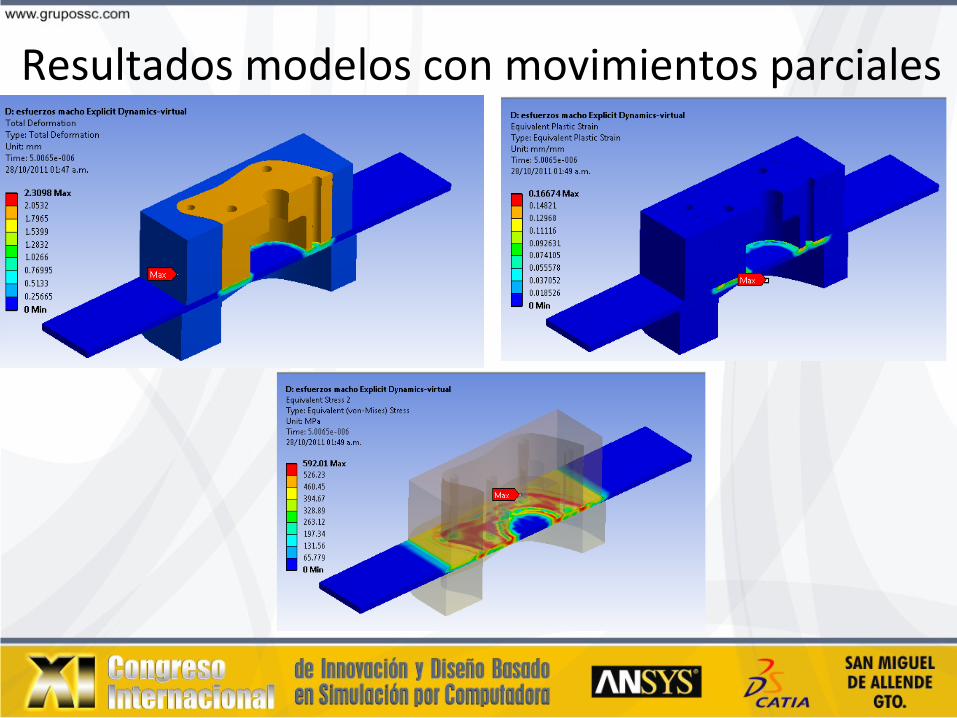
Resultadosmodelosconmovimientosparciales

Resultadosmodelosconmovimientosparciales

Resultadosmovimientodesolounefecto
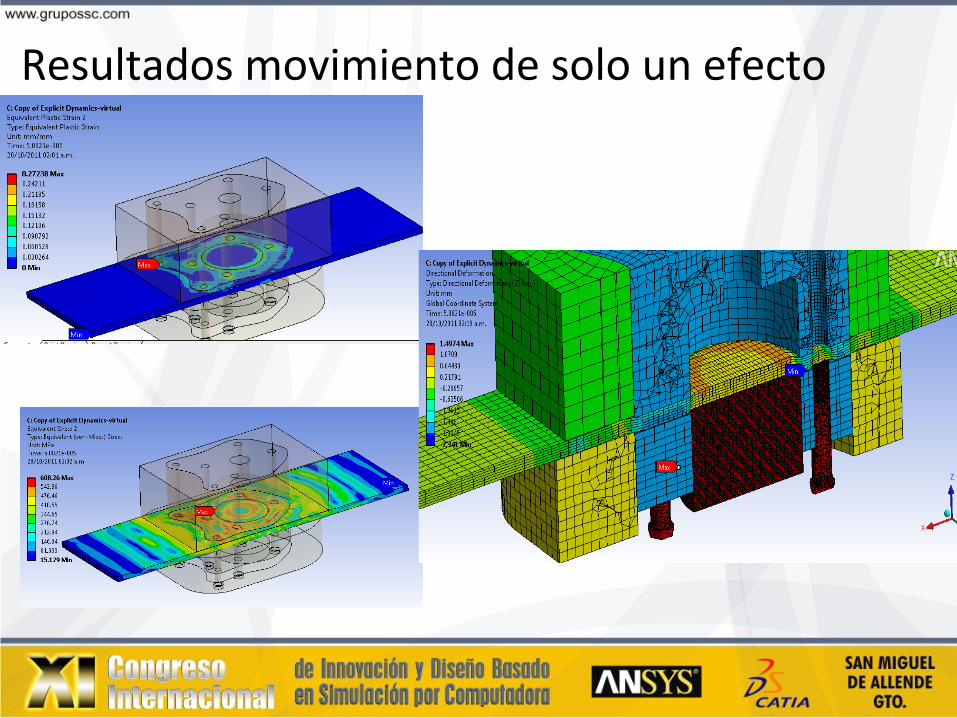
Resultadosmovimientodesolounefecto
CONCLUSIONESØ Apesarde lagranexperienciadelCelayencortefino,
esnecesariotrabajaratravésdelusodeherramientasCAD-CAE-CAM
Ø Elprocesodecortefinoescomplejoyportantoesnecesariotrabajaranalizarcorrectamenteelmodeloconsetuevocorrecto
Ø Esnecesariodefinirdelamaneraclaralascondicionesdefrontera.
Ø Losprimerosanálisisexplícitoshanpermiedoestablecer,comportamientosdeelementosparaverlacapacidaddeltroqueldiseñadoparaelprocesodecortefino.