serviÇo pÚblico federal universidade federal do...
TRANSCRIPT

SERVIÇO PÚBLICO FEDERAL
UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO DE TECNOLOGIA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA INDUSTRIAL – PPGEI
ÁREA DE CONCENTRAÇÃO – PROCESSOS DE FABRICAÇÃO
�
CARLOS AUGUSTO CAYRES SANTOS
ANÁLISE DE TENSÕES RESIDUAIS E FLECHAS EM SOLDAS PLANAS DE AISI
1020 ATRAVÉS DE ENSAIOS DE TRAÇÃO, MICRODUREZA VICKERS E
MEDIÇÕES POR PASSE.
Belém-PA
2014

CARLOS AUGUSTO CAYRES SANTOS
ANÁLISE DE TENSÕES RESIDUAIS E FLECHAS EM SOLDAS PLANAS DE AISI
1020 ATRAVÉS DE ENSAIOS DE TRAÇÃO, MICRODUREZA VICKERS E
MEDIÇÕES POR PASSE.
Dissertação apresentada ao Programa de Pós - Graduação em Engenharia Mecânica do Instituto de Tecnologia da Universidade Federal do Pará, como requisito necessário para obtenção do título de Mestre em Engenharia Industrial. Área de concentração - Processos de Fabricação. Orientador: Prof. Dr. Roberto Tetsuo Fujiyama
Belém-PA
2014

CARLOS AUGUSTO CAYRES SANTOS
ANÁLISE DE TENSÕES RESIDUAIS E FLECHAS EM SOLDAS PLANAS DE AISI
1020 ATRAVÉS DE ENSAIOS DE TRAÇÃO, MICRODUREZA VICKERS E
MEDIÇÕES POR PASSE.
Dissertação submetida ao Programa de Pós - Graduação em Engenharia Mecânica do Instituto de Tecnologia da Universidade Federal do Pará, para obtenção do título de Mestre em Engenharia Industrial do Instituto de Tecnologia da Universidade Federal do Pará. Orientador: Prof. Dr. Roberto Tetsuo Fujiyama
DATA DE APROVAÇÃO: Belém – Pará, 22 de maio de 2014. BANCA EXAMINADORA: _______________________________________ Orientador - Presidente Prof. Dr. Roberto Tetsuo Fujiyama Programa de Pós-Graduação em Engenharia Industrial / UFPA _______________________________________ Membro Externo – 1º Examinador Prof. Dr. Alexandre Saldanha do Nascimento Programa de Pós-Graduação em Engenharia Mecânica / UFPA _______________________________________ Membro Interno – 2º Examinador Prof. Dr. Daniel Joaquim da Conceição Moutinho Programa de Pós-Graduação em Engenharia Industrial / UFPA
Belém-PA
2014

DEDICATÓRIA
A Minha mãe Ivelyze do Carmo Cayres
e ao meu pai Carlos Augusto da Cunha Santos
AGRADECIMENTOS
Agradeço primeiramente a Deus pelas oportunidades que tive em minha vida, por me dar
visão e determinação para lutar por meus sonhos.
Dedico este trabalho aos meus pais, meus primeiros professores na jornada da vida, por seu
amor e apoio incondicional.
Agradeço aos meus orientadores, Prof. Dr. Roberto Tetsuo Fujiyama e Prof. Dr. Jandecy
Cabral Leite, pelos ensinamentos e orientações.
Ao amigo e colega de trabalho Engenheiro Ricardo Estefany Aquino de Souza por suas
contribuições ao longo do deste trabalho que foram essenciais para seu desenvolvimento.
À amiga e engenheiranda do IFAM Luzia Claudia Freitas Guimarães por seu apoio que
ajudou na consolidação deste trabalho.
Às Coordenadoras do SENAI de Manaus Sras. Anne Kaperine Solares de Aguiar e Marcela
Lima de Castro por seu auxilio no contato com os professores, e ajudar na elaboração de um
cronograma para a execução das etapas do trabalho realizadas no SENAI.
Ao professor Ernesto Carlos de Freitas e equipe do Laboratório de Soldagem do SENAI de
Manaus por seu apoio para a execução das soldas analisadas.
Aos professores Fernando Dias da Silva e Raimundo Antônio de Jesus Furtado de Souza do
Laboratório de Usinagem do SENAI de Manaus por seu apoio durante a etapa de corte das
amostras para os ensaios de tração e dureza.
À professora Risolda Maria Silva Farias e equipe do Laboratório de Ensaios Mecânicos do
SENAI de Manaus por seu apoio na execução dos ensaios de tração.
Ao Prof. Dr. José Costa de Macedo Neto da Universidade do Estado do Amazonas por
disponibilizar o Laboratório de Ensaios Mecânicos, seu apoio e orientações durante o preparo
e execução dos ensaios de microdureza.
A todos, meus mais sinceros agradecimentos!

“Só conheço uma liberdade, e essa é a liberdade do
pensamento.”
(Antoine de Saint-Exupéry)

RESUMO
A temperatura na Zona Termicamente Afetada (ZTA) varia com sua posição ao longo da
mesma, com o tempo e as condições de resfriamento durante a solidificação, e que essa
variação de temperatura é responsável por possíveis mudanças de fase ao longo da estrutura
cristalina e por dilatações térmicas que dão origem as tensões residuais de soldagem. Neste
trabalho foram investigadas para soldas horizontas em Aço Carbono AISI 1020, a flecha por
passe através de medições das alturas após cada passe, as tensões residuais nas regiões do
Metal de Base (MB) por ensaios de tração, Zona Termicamente Afetada (ZTA), Zona Fundida
(ZF) e foi avaliada a variação por passe das tensões residuais na região inscrita à ZTA por
ensaios de microdureza Vickers para 4 soldas distintas, sendo a primeira sem restrições, a
segunda engastada, a terceira com restrições a dilatação paralelas ao cordão de solda e a
ultima com restrições a dilatação perpendiculares ao cordão de solda. Os resultados obtidos
para cada solda permitiram a modelagem de ajustes lineares para as flechas e do perfil de
tensões de acordo com o tipo de restrição adotado, determinar em que região da união soldada
irá ocorrer à falha, quer regiões podem apresentar tensões benéficas ou prejudiciais de acordo
com o tipo de restrição e de carregamento. Concluiu-se que é possível modelar
matematicamente a flecha em função do número do passe de soldagem, que as tensões
residuais observadas na ZTA e na Zona Fundida (ZF) crescem ao longo da espessura, que o
pico de tensão nestas regiões ocorrem na região central da solda, que para efeito de projeto a
junta 1x2 e a junta 5x6 são equivalentes com uma tensão residual trativa no metal de base
(MB) da ordem de 10% do limite de escoamento, a junta 3x4 apresenta tensão residual
compressiva no MB da ordem de 66% do limite de escoamento enquanto a junta 7x8
apresenta um tensão residual trativa da ordem de 25% do limite de escoamento para a mesma
região.
Palavras-chave: Tensões residuais, soldagem, tração, dureza, aços.

ABSTRACT
Temperature in Heat Affected Zone (HAZ) changes according to its position, with time and
cooling conditions during solidification, this variation in temperature can produce phase
changing along crystalline structure and thermal dilatations which originates welding residual
stresses. In this work were analyzed the deflection per passes with height measurements, the
residual stresses in Base Metal (BM) with tension tests, in Heat Affected Zone (HAZ), in
Fusion Zone (FZ) and the variation thru-thickness inside Heat Affected Zone (HAZ) region
with Vickers microindentation for 4 different welds, the first one without restraints, the
second full restricted, the third one with parallel restrictions on the weld bead and the fourth
perpendicular to the weld bead restrictions for plane weldings of AISI 1020 carbon steel.
Results for each weld allows modeling the deflection thru linear adjustments and determine
the stresses profile according to the type of restraints adopted, the region in which the welded
joint shall fail and which regions present beneficial or harmful stresses according to the type
of restrictions and loading. In this experiment was observed that defletion can be modeled as a
welding passa function, that the residual stresses in HAZ and Fusion Zone (FZ) increases thru
thickness, that the peak tension in these regions occur next to the welding center region, that
to project effect, joints 1x2 and 5x6 are equivalent with tractive residual stresses in Base
metal about 10% of the yielding stress, that joint 3x4 presents compressive residual stress in
base metal about 66% of yielding stress while joint 7x8 presents a tractive residual stress
about 25% of yielding stress for the same reagion.
Keywords: Residual Stresses, welding, tension, hardness, steel.

LISTA DE FIGURAS
Figura 2.1 - Técnicas mais comuns para medição de tensões residuais...................................22
Figura 2.2 - Modelo do ensaio de Sachs...................................................................................23
Figura 2.3 - Esquema de aplicação do ensaio de furação, a) Estágio I, b) Estágio II, c) Estágio
III..............................................................................................................................................26
Figura 2.4 - Notação para determinação das tensões residuais.................................................27
Figura 2.5 - Curva típica de concentração de deformação obtida na borda de um furo sem
carregamento em peça submetida a carregamento uniaxial......................................................29
Figura 2.6 - Perfil de contato entre endentador e material.......................................................32
Figura 2.7 - Locais recomendados para corte de amostras para ensaios de tração e
dobramento................................................................................................................................41
Figura 3.1 - Amostras Utilizadas no experimento....................................................................44
Figura 3.2 - Esboço de geometria de soldagem........................................................................44
Figura 3.3 - a) Fonte de soldagem. b) Dados dos eletrodos......................................................45
Figura 3.4 - a) Solda das chapas 1 e 2, solda sem restrições. b) Solda das chapas 3 e 4, solda
com restrição total. c) Solda das chapas 5 e 6, solda com restrições paralelas ao cordão. d)
Solda das chapas 7 e 8, solda com restrições perpendiculares ao cordão.................................45
Figura 3.5 - Larguras das amostras para ensaios de tração, microdureza.................................47
Figura 3.6 - Esboço para usinagem dos corpos de prova da chapa de controle.......................48
Figura 4.1 - Seções transversais da solda das chapas 1 e 2, a) antes da solda, b) após o passe
de raiz, c) após o primeiro passe, d) após o segundo passe, e) após o terceiro passe, f) após o
quaro passe................................................................................................................................51
Figura 4.2 - Seções transversais da solda das chapas 3 e 4, a) antes da solda, b) após o passe
de raiz, c) após o primeiro passe, d) após o segundo passe, e) após o terceiro passe, f) após o
quaro passe...............................................................................................................................54
Figura 4.3 - Seções transversais da solda das chapas 5 e 6, a) antes da solda, b) após o passe
de raiz, c) após o primeiro passe, d) após o segundo passe, e) após o terceiro passe, f) após o
quaro passe................................................................................................................................57
Figura 4.4 - Seções transversais da solda das chapas 7 e 8, a) antes da solda, b) após o passe
de raiz, c) após o primeiro passe, d) após o segundo passe, e) após o terceiro passe, f) após o
quarto passe...............................................................................................................................60
Figura 4.5 - Corpos de prova da amostra de controle após a fratura durante ensaio de
tração.........................................................................................................................................61
Figura 4.6 - Corpos de prova da solda 1x2 após afratura durante ensaio de tração..................62

Figura 4.7 - Limite de escoamento da solda 1x2 em função da coordenada x, limite de
escoamento de referencia e valor médio do calculado para os 6 corpos de prova....................63
Figura 4.8 - Corpos da solda 3x4 após afratura durante ensaio de tração.................................64
Figura 4.9 - Corpos da solda 5x6 após afratura durante ensaio de tração.................................66
Figura 4.10 - Corpos da solda 7x8 após afratura durante ensaio de tração...............................67
Figura 4.11 - Esboços de matriz de pontos de medição de microdureza, a) corpo de prova
extraído da extremidade esquerda, b) corpo de prova extraído do centro da amostra, c) corpo
de prova extraído da extremidade direita da amostra...............................................................70
Figura 4.12 - Microdurezas Vickers medida na amostra c da solda 1x2, a) Passe 1 medido
próximo a superfície, b) Passe 2 medido 1,5 mm acima da linha central, Passe 3 medido 1,5
mm abaixo da linha central, d) Passe 4 medido 3 mm abaixo do passe 3................................71
Figura 4.13 - Microdurezas Vickers medida na amostra g da solda 1x2, a) Passe 3 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 1 medido 3 mm
abaixo da linha central..............................................................................................................71
Figura 4.14 - Microdurezas Vickers medida na amostra k da solda 1x2, a) Passe 1 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm
abaixo da linha central..............................................................................................................72
Figura 4.15 - Esboços de matriz de pontos de medição de microdureza, a) corpo de prova
extraído da extremidade esquerda, b) corpo de prova extraído do centro da amostra, c) corpo
de prova extraído da extremidade direita da amostra...............................................................72
Figura 4.16 - Microdurezas Vickers medida na amostra c da solda 3x4, a) Passe 1 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm
abaixo da linha central..............................................................................................................73
Figura 4.17 - Microdurezas Vickers medida na amostra g da solda 3x4, a) Passe 1 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm
abaixo da linha central..............................................................................................................73
Figura 4.18 - Microdurezas Vickers medida na amostra k da solda 3x4, a) Passe 3 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 1 medido 3 mm
abaixo da linha central..............................................................................................................74
Figura 4.19 - Esboços de matriz de pontos de medição de microdureza, a) corpo de prova
extraído da extremidade esquerda, b) corpo de prova extraído do centro da amostra, c) corpo
de prova extraído da extremidade direita da amostra...............................................................75
Figura 4.20 - Microdurezas Vickers medida na amostra c da solda 5x6, a) Passe 1 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm
abaixo da linha central..............................................................................................................75

Figura 4.21 - Microdurezas Vickers medida na amostra g da solda 5x6, a) Passe 1 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm
abaixo da linha central..............................................................................................................75
Figura 4.22 - Microdurezas Vickers medida na amostra k da solda 5x6, a) Passe 3 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 1 medido 3 mm
abaixo da linha central..............................................................................................................76
Figura 4.23 - Esboços de matriz de pontos de medição de microdureza, a) corpo de prova
extraído da extremidade esquerda, b) corpo de prova extraído do centro da amostra, c) corpo
de prova extraído da extremidade direita da amostra...............................................................76
Figura 4.24 - Microdurezas Vickers medida na amostra c da solda 7x8, a) Passe 1 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm
abaixo da linha central..............................................................................................................77
Figura 4.25 - Microdurezas Vickers medida na amostra g da solda 7x8, a) Passe 1 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm
abaixo da linha central..............................................................................................................77
Figura 4.26 - Microdurezas Vickers medida na amostra k da solda 7x8, a) Passe 3 medido 3
mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 1 medido 3 mm
abaixo da linha central..............................................................................................................78
Figura 5.1 - Flechas para as soldas em função do passe, sendo 1 o passe de raiz, a) Para a
solda das Chapas 1x2 sem restrições, b) Para a solda das Chapas 3x4 engastada, c) Para a
solda das Chapas 5x6 com restrições paralelas ao cordão, d) Para a solda das Chapas 7x8 com
restrições perpendiculares ao cordão........................................................................................80
Figura 5.2 - Flechas para a solda das Chapas 1x2 sem restrições, curva azul obtida a partir das
medições, curva em vermelho apresenta as deformações obtidas por passe para o ajuste
linear..........................................................................................................................................80
Figura 5.3 - Flechas para a solda das Chapas 3x4 engastada, curva azul obtida a partir das
medições, curva em vermelho apresenta as deformações obtidas por passe para o ajuste
linear..........................................................................................................................................81
Figura 5.4 - Flechas para a solda das Chapas 5x6 com restrições paralelas, curva azul obtida a
partir das medições, curva em vermelho apresenta as deformações obtidas por passe para o
ajuste linear...............................................................................................................................81
Figura 5.5 - Flechas para a solda das Chapas 7x8 com transversais, curva azul obtida a partir
das medições, curva em vermelho apresenta as deformações obtidas por passe para o ajuste
linear..........................................................................................................................................81

Figura 5.6 - Limite de escoamento da solda 1x2 em função da coordenada x, limite de
escoamento de referencia e valor médio do calculado para os 6 corpos de
prova..........................................................................................................................................83
Figura 5.7 - Limite de escoamento da solda 3x4 em função da coordenada x, limite de
escoamento de referencia e valor médio do calculado para os 6 corpos de prova....................85
Figura 5.8 - Limite de escoamento da solda 5x6 em função da coordenada x, limite de
escoamento de referencia e valor médio do calculado para os 6 corpos de prova....................86
Figura 5.9 - Limite de escoamento da solda 7x8 em função da coordenada x, limite de
escoamento de referencia e valor médio do calculado para os 6 corpos de prova....................87
Figura 5.10 - Dureza média em função da altura para a solda 1x2. a) Para a amostra c; b) Para
a amostra g; c) Para a amostra k...............................................................................................90
Figura 5.11 - Dureza média em função da altura para a solda 3x4. a) Para a amostra c; b) Para
a amostra g; c) Para a amostra k...............................................................................................92
Figura 5.12 - Dureza média em função da altura para a solda 5x6. a) Para a amostra c; b) Para
a amostra g; c) Para a amostra k...............................................................................................94
Figura 5.13 - Dureza média em função da altura para a solda 7x8. a) Para a amostra c; b) Para
a amostra g; c) Para a amostra k...............................................................................................96
Figura 5.14 - Dureza média da ZTA em função da distância para a origem da solda para as
soldas 1x2 e 3x4........................................................................................................................97
Figura 5.15 - Dureza média da ZF em função da distância para a origem da solda para as
soldas 1x2 e 3x4........................................................................................................................98
Figura 5.16 - Dureza média da ZTA em função da distância para a origem da solda para as
soldas 3x4, 5x6 e 7x8................................................................................................................98
Figura 5.17 - Dureza média da ZTA em função da distância para a origem da solda para as
soldas 3x4, 5x6 e 7x8................................................................................................................99
Figura 5.18 - Dureza média da ZTA em função da distância para a origem da solda para as
soldas 1x2, 3x4, 5x6 e 7x8........................................................................................................99
Figura 5.19 - Dureza média na ZF na em função da distância para a origem da solda para as
soldas 1x2, 3x4, 5x6 e 7x8......................................................................................................100
Figura 5.20 - Limite de escoamento em kgf/mm2 ao longo da seção para as amostras c, g e k
da solda 1x2 e limite de escoamento de referência.................................................................102
Figura 5.21 - Limite de escoamento em kgf/mm2 ao longo da seção para as amostras c, g e k
da solda 3x4 e limite de escoamento de referência.................................................................103
Figura 5.22 - Limite de escoamento em kgf/mm2 ao longo da seção para as amostras c, g e k
da solda 5x6 e limite de escoamento de referência.................................................................105

Figura 5.23 - Limite de escoamento em kgf/mm2 ao longo da seção para as amostras c, g e k
da solda 7x8 e limite de escoamento de referência.................................................................106
Figura 5.24 - Limite de escoamento em kgf/mm2 ao longo do eixo de soldagem para a ZTA,
ZF da solda 1x2 e limite de escoamento de referência...........................................................108
Figura 5.25 - Limite de escoamento em kgf/mm2 ao longo do eixo de soldagem para a ZTA,
ZF da solda 3x4 e limite de escoamento de referência...........................................................110
Figura 5.26 - Limite de escoamento em kgf/mm2 ao longo do eixo de soldagem para a ZTA,
ZF da solda 5x6 e limite de escoamento de referência...........................................................111
Figura 5.27 - Limite de escoamento em kgf/mm2 ao longo do eixo de soldagem para a ZTA,
ZF da solda 7x8 e limite de escoamento de referência...........................................................112
Figura 5.28 - Tensões residuais em kgf/mm2 médias na amostra g da solda 1x2..................113
Figura 5.29 - Tensões residuais em kgf/mm2 médias na amostra g da solda 3x4..................114
Figura 5.30 - Tensões residuais em kgf/mm2 médias na amostra g da solda 5x6..................114
Figura 5.31 - Tensões residuais em kgf/mm2 médias na amostra g da solda 7x8..................115

LISTA DE TABELAS
Tabela 3.1 - Faixa de medição dos paquímetros Starrett série 125 com respectivas
resoluções..................................................................................................................................46
Tabela 3.2 - Largura em milímetros das amostras para ensaios de tração, microdureza e
metalografia..............................................................................................................................47
Tabela 3.3 - Geometria e dimensões de corpos de prova.........................................................48
Tabela 4.1 - Parâmetros de soldagem e deslocamentos medidos para passe de raiz................50
Tabela 4.2 - Parâmetros de soldagem e deslocamentos medidos para passe 1.........................50
Tabela 4.3 - Parâmetros de soldagem e deslocamentos medidos para passe 2.........................50
Tabela 4.4 - Parâmetros de soldagem e deslocamentos medidos para passe 3.........................51
Tabela 4.5 - Parâmetros de soldagem e deslocamentos medidos para passe 4.........................51
Tabela 4.6 - Medições nas pontas, próximo a solda e Flechas por passe para a solda sem
restrições...................................................................................................................................52
Tabela 4.7 - Parâmetros de soldagem e deslocamentos medidos para passe de raiz................53
Tabela 4.8 - Parâmetros de soldagem e deslocamentos medidos para passe 1.........................53
Tabela 4.9 - Parâmetros de soldagem e deslocamentos medidos para passe 2.........................53
Tabela 4.10 - Parâmetros de soldagem e deslocamentos medidos para passe 3.......................54
Tabela 4.11 - Parâmetros de soldagem e deslocamentos medidos para passe 4.......................54
Tabela 4.12: Medições nas pontas, próximo a solda e Flechas por passe para a solda
engastada...................................................................................................................................55
Tabela 4.13 - Parâmetros de soldagem e deslocamentos medidos para passe de raiz..............55
Tabela 4.14 - Parâmetros de soldagem e deslocamentos medidos para passe 1.......................56
Tabela 4.15 - Parâmetros de soldagem e deslocamentos medidos para passe 2.......................56
Tabela 4.16 - Parâmetros de soldagem e deslocamentos medidos para passe 3.......................56
Tabela 4.17 - Parâmetros de soldagem e deslocamentos medidos para passe 4.......................57
Tabela 4.18 - Medições nas pontas, próximo a solda e Flechas por passe para a solda com
restrições paralelas ao cordão...................................................................................................57
Tabela 4.19 - Parâmetros de soldagem e deslocamentos medidos para passe de raiz..............58
Tabela 4.20 - Parâmetros de soldagem e deslocamentos medidos para passe 1.......................58
Tabela 4.21 - Parâmetros de soldagem e deslocamentos medidos para passe 2.......................59
Tabela 4.22 - Parâmetros de soldagem e deslocamentos medidos para passe 3.......................59
Tabela 4.23 - Parâmetros de soldagem e deslocamentos medidos para passe 4.......................59
Tabela 4.24 - Medições nas pontas, próximo a solda e Flechas por passe para a solda com
restrições perpendiculares ao cordão........................................................................................60

Tabela 4.25 - Cargas e tensões limite de escoamento, resistencia e ruptura para os 5 corpos de
prova da amostra de controle....................................................................................................61
Tabela 4.26 - Cargas e tensões limite de escoamento, resistencia e ruptura para os 6 corpos de
prova da solda 1x2....................................................................................................................63
Tabela 4.27 - Cargas e tensões limite de escoamento, resistencia e ruptura para os 6 corpos de
prova da solda 3x4....................................................................................................................65
Tabela 4.28 - Cargas e tensões limite de escoamento, resistencia e ruptura para os 6 corpos de
prova da solda 5x6....................................................................................................................66
Tabela 4.29 - Cargas e tensões limite de escoamento, resistencia e ruptura para os 6 corpos de
prova da solda 7x8....................................................................................................................67
Tabela 4.30 - Rendimento térmico para os principais processos de soldagem.........................69
Tabela 5.1 - Coeficientes angulares e de translação para as retas de ajuste das flechas em
função dos passes, onde �(n)=an+b..........................................................................................82
Tabela 5.2 - Propriedades mecânicas das amostras de controle...............................................83
Tabela 5.3 - Limite de escoamento para corpos de prova da solda 1x2, limite de escoamento
de referência e tensão residual ao longo do eixo x...................................................................84
Tabela 5.4 - Limite de escoamento para corpos de prova da solda 3x4, limite de escoamento
de referência e tensão residual ao longo do eixo x...................................................................85
Tabela 5.5 - Limite de escoamento para corpos de prova da solda 5x6, limite de escoamento
de referência e tensão residual ao longo do eixo x...................................................................87
Tabela 5.6 - Limite de escoamento para corpos de prova da solda 7x8, limite de escoamento
de referência e tensão residual ao longo do eixo x...................................................................88
Tabela 5.7 - Valores medidos de dureza da região delimitada pela Zona termicamente afetada
para as amostras da solda 1x2...................................................................................................89
Tabela 5.8 - Valores médios de dureza da região delimitada pela Zona termicamente afetada
para as amostras da solda 3x4...................................................................................................91
Tabela 5.9 - Valores médios de dureza da região delimitada pela Zona termicamente afetada
para as amostras da solda 5x6...................................................................................................93
Tabela 5.10 - Valores médios de dureza da região delimitada pela Zona termicamente afetada
para as amostras da solda 7x8...................................................................................................95
Tabela 5.12 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 1x2...................................................................................101
Tabela 5.13 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 1x2...................................................................................101

Tabela 5.14 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 1x2...................................................................................101
Tabela 5.15 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 3x4...................................................................................102
Tabela 5.16 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 3x4...................................................................................103
Tabela 5.17 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 3x4...................................................................................103
Tabela 5.18 - Tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 5x6...................................................................................104
Tabela 5.19 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 5x6...................................................................................104
Tabela 5.20 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 5x6...................................................................................104
Tabela 5.21 - Tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 7x8...................................................................................106
Tabela 5.22 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 7x8...................................................................................106
Tabela 5.23 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para as seções da solda 7x8...................................................................................106
Tabela 5.24 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para ZTA ao longo do eixo x para a solda 1x2.....................................................108
Tabela 5.25 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para ZTA ao longo do eixo x para a solda 1x2.....................................................108
Tabela 5.26 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para ZTA ao longo do eixo x para a solda 3x4.....................................................109
Tabela 5.27 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para ZF ao longo do eixo x para a solda 3x4........................................................109
Tabela 5.28 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para ZTA ao longo do eixo x para a solda 5x6.....................................................111
Tabela 5.29 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para ZF ao longo do eixo x para a solda 5x6........................................................111
Tabela 5.30 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para ZTA ao longo do eixo x para a solda 7x8.....................................................112

Tabela 5.31 - tensões, deformações e o expoente de endurecimento por encruamento n
calculados para ZF ao longo do eixo x para a solda 7x8........................................................112

NOMENCLATURAS
ASM – American Society of Materials
ASTM - American Society Testing Materials
ASME – American Society of Mechanical Engineers
TTAT – Tratamento Térmico de Alívio de Tensão
TH – Teste Hidrostático
TP – Teste Pneumático
ZTA – Zona Térmicamente Afetada
ZF – Zona Fundida
NR-13 – Norma Regulamentadora 13 do Ministério do Trabalho
� – Flecha
� – Deformação
� – Tensão
HV – Dureza
A – Área
v – Velocidade
V – Tensão
H – Aporte Térmico
I – Corrente
t – Espessura
F – Força
T – Temperatura
� – Eficiência Térmica
� – Densidade
Y – Largura da ZTA
SMAW – Shielded Metal Arc Weld
K – Coeficiente de Resistência
n - Expoente de Endurecimento por Encruamento
l – Comprimento
HV – Dureza

SUMÁRIO
RESUMO ................................................................................................................................. .vi�
ABSTRACT ............................................................................................................................ .vii�
LISTA DE FIGURAS ............................................................................................................ .viii�
LISTA DE TABELAS ............................................................................................................ .xii�
NOMENCLATURA ............................................................................................................... .xvi
1 INTRODUÇÃO....................................................................................................................15
1.2 Objetivos Gerais e Específicos.........................................................................................17
2 REVISÃO BIBLIOGRÁFICA............................................................................................21
2.1 Introdução..........................................................................................................................21
2.2 Ensaios Destrutivos e Semi-destrutivos...........................................................................22
2.3 Ensaios Não Destrutivos...................................................................................................31
2.4 Avaliação de Características Mecâcicas.........................................................................40
3 MATERIAIS E MÉTODOS APLICADOS À PESQUISA.............................................44
4 MEDIÇÕES DE DESLOCAMENTO, TRAÇÃO E DUREZA.....................................49
4.1 Introdução.........................................................................................................................49
4.2 Medições de Deslocamentos...........................................................................................49
4.2.1 Deslocamentos da solda sem restrições (Chapas 1x2)..................................................49
4.2.2 Deslocamentos da solda engastada (Chapas 3x4)........................................................52
4.2.3. Deslocamentos da solda com restrições paralelas (Chapas 5x6).................................55
4.2.4. Deslocamentos da solda com restrições perpendiculares (Chapas 7x8)......................58
4.3. Ensaios de Tração.........................................................................................................60
4.3.1. Ensaios de tração para a amostra de controle..............................................................60
4.3.2. Ensaios de tração para a solda 1x2..............................................................................62
4.3.3. Ensaios de tração para a solda 3x4..............................................................................63
4.3.4. Ensaios de tração para a solda 5x6..............................................................................65
4.3.5. Ensaios de tração para a solda 7x8..............................................................................66
4.4. Ensaio de Microdureza Vickers..................................................................................68
4.4.1. Medições iniciais.........................................................................................................68
5 ANÁLISE, DISCUSSÕES E RESULTADOS.............................................................79
5.1. Estudo comparativo das flechas.................................................................................79
5.2. Ensaios de Tração........................................................................................................82
5.2.1. Determinação do Coeficiente de Resistência e do Expoente de Endurecimento por
Encruamento........................................................................................................................82

5.2.2. Análise de tensões para a solda 1x2..........................................................................83
5.2.3. Análise de tensões para a solda 3x4..........................................................................84
5.2.4. Análise de tensões para a solda 5x6..........................................................................86
5.2.5. Análise de tensões para a solda 7x8..........................................................................87
5.3. Ensaios de Microdureza Vickers..............................................................................89
5.3.1. Análise de microdureza para a solda sem restrições (Chapas 1x2)..........................89
5.3.2. Análise de microdureza para a solda engastada (Chapas 3x4).................................90
5.3.3. Análise de microdureza para a solda com restrições paralelas (Chapas 5x6)..........92
5.3.4. Análise de microdureza para a solda com restrições perpendiculares (Chapas
7x8)....................................................................................................................................94
5.3.5. Estudo comparativo das microdurezas....................................................................97
6 CONCLUSÕES...........................................................................................................116
7 RECOMENDAÇÕES.................................................................................................117
8 REFERÊNCIAS..........................................................................................................118 �
�

18 ��

15
CAPÍTULO I
1. Introdução Os processos de soldagem por fusão durante a deposição do metal fundido
na zona de soldagem introduzem um gradiente de temperatura nas peças a serem
unidas, estas de acordo com sua geometria, com as restrições a que estão
submetidas, com suas propriedades mecânicas e como elas variam com a
temperatura podem desenvolver deformações e tensões internas.
Moldenesi (2008), “a soldagem por fusão é caracterizada pelo aquecimento
de regiões localizadas das peças, permanecendo o restante destas em temperaturas
muito inferiores. As regiões aquecidas tendem a se dilatar, mas esta dilatação é
dificultada pelas partes adjacentes submetidas a temperaturas menores, o que
resulta no desenvolvimento de deformações elásticas e plásticas no material
aquecido. Como conseqüência, ao final do processo de soldagem, tensões internas
(tensões residuais) e mudanças permanentes de forma e de dimensões (distorções)
ocorrem na peça”.
As tensões internas modificam o comportamento da peça quando submetida
a um carregamento, por exemplo, peças submetidas a tensões trativas têm sua
resistência aumentada quando possuem tensões residuais de natureza
compressiva. Para um corpo submetido a um carregamento externo de mesma
natureza do anterior, porém com tensão residual trativa é observado que a
resistência mecânica da peça diminui. Efeito similar pode ser visto em peças
submetidas a carregamentos compressivos, desse modo as tensões residuais
podem ser benéficas contribuir para a diminuição da carga equivalente ou nocivas
ao amplificar a carga equivalente.
Wainer et. al (2010), observa que “além dos problemas metalúrgicos
causados pelos ciclos térmicos durante a soldagem, outros fenômenos podem
provocar efeitos danosos à estrutura soldada. Entre eles, e praticamente inerente a
todos os processos de soldagem, ressalta a ocorrência de deformações residuais e
consequentemente, o aparecimento de tensões residuais na junta soldada e suas
adjacências”.

16
As deformações residuais podem se originar de conformações durante o
processamento do material ou no caso dos processos de soldagem da dilatação
diferencial do material induzida pelo gradiente de temperatura, essas podem ser
elásticas ou plásticas e podem comprometer a atividade a que se destina a peça ou
impedir sua montagem.
A ASM (1998), afirma que “tensões térmicas complexas ocorrem em peças
durante a soldagem devido a aplicação localizada de calor. Tensões residuais e
distorções permanecem na peça após a solda estar completa. Altas tensões
térmicas transientes em áreas próximas a solda podem causar falhas prematuras em
estruturas soldadas em certas condições.”
As tensões e deformações residuais podem diminuir a resistência mecânica, a
vida útil quando a peça é submetida a carregamento cíclico, podem dificultar o
funcionamento ao qual a peça é destinada ou impedir que sua montagem seja
realizada. São desenvolvidos procedimentos de soldagem para impedir ou diminuir a
incidência de defeitos nos cordões de solda e controlar as deformações, normas
nacionais e internacionais recomendam a aplicação de tratamentos térmicos de
alivio de tensões (TTATs) para diminuir a magnitude dessas tensões, testes
hidroestáticos (THs) e pneumáticos (TPs) para verificar se equipamentos como
tanques de armazenamento, vasos de pressão, caldeiras, permutadores, e
tubulações resistem a uma tensão igual ao limite de escoamento. No entanto os
testes citados demandam energia, mão de obra qualificada, e tem duração
prolongada, levando a custos altos e dilatando prazos de empreendimentos e
paradas de manutenção.
1.1. Justificativa do Estudo
Segundo Andrino (2003) “na indústria, é crescente o interesse em se
identificar como o estado de tensões residuais pode afetar uma determinada
estrutura. Sabe-se que quando uma estrutura falha, nem sempre a simples
aplicação de um carregamento externo pode ser o causador desta falha. Tensões
residuais que surgem em processos de soldagem são também um importante
parâmetro a ser considerado.
Estas tensões aparecem mesmo após a elaboração de um plano de
soldagem adequado. A quantificação do estado de tensões residuais em juntas

17
soldadas e em componentes mecânicos, em geral, se faz necessária durante as
fases de projeto e manutenção. Na maioria dos processos de soldagem ocorrem
irregularidades, seja no cordão de solda, na zona termicamente afetada (ZTA) ou
mesmo no metal de base. Deste modo, existe a necessidade do prévio
conhecimento destas tensões em componentes soldados. Atualmente diversas
técnicas experimentais são utilizadas para esta determinação. Técnicas destrutivas
e não destrutivas tem sido aplicadas com graus de sucesso.”
Segundo Murugan et. al (2001), “chapas de diferentes espessuras são usadas
na industria e chapas mais espessas são usualmente unidas por soldas multipasse.
Em uma operação de soldagem multipasse, o numero de ciclos térmicos pelo qual o
material passa durante a soldagem é o mesmo que o numero de passes, e a cada
passe, o padrão das tensões residuais muda. A medição das tensões residuais em
regiões próximas a solda, após cada passe de soldagem, juntamente com medições
dos ciclos térmicos durante a soldagem, serão uteis no entendimento da evolução
das tensões residuais em cada passe, permitindo então a otimização dos
procedimentos de soldagem”.
Como pode-se estimar no dia-a-dia de projeto as tensões residuais, e se são
trativas ou compressivas de forma simples e segura?
Conforme exposto anteriormente quantificar as tensões e deformações
residuais ainda na etapa de projeto é fundamental para se determinar a necessidade
de medidas de controle e quais medidas tomar, para desta forma economizar tempo
e recursos em serviços de construção e manutenção de equipamentos e estruturas
soldadas.
1.2. Objetivos
O estudo tem como objetivos desenvolver um modelo matemático as flechas
δ em função do numero do passe (n) em soldas multipasse, planas em chapas de
aço AISI 1020 com 3/8”, isto é, com 9,525 mm de espessura, investigar as tensões
residuais no metal de base através de ensaios de tração, avaliar as tensões
residuais na Zona Fundida (ZF) e Zona Termicamente Afetada (ZTA) através de
ensaios de Microdureza Vickers ao longo da espessura e do eixo de soldagem de
uma junta soldada para quantificar as tensões residuais resultantes dos processos

18
de soldagem de chapas de aço carbono AISI 1020 que possa ser usado no dia-a-dia
de projetos de equipamentos e estruturas soldadas.
1.2.1. Objetivos específicos:
• Determinar a função δ(n);
• Investigar o perfil de tensões no metal de base ao longo do eixo de soldagem;
• Avaliar o perfil de tensões na Zona Fundida (ZF) ao longo do eixo de
soldagem;
• Analisar o perfil de tensões na Zona Termicamente Afetada (ZTA) ao longo da
espessura;
• Avaliar o perfil de tensões na Zona Fundida (ZF) ao longo do eixo de
soldagem;
• Analisar o perfil de tensões na Zona Termicamente Afetada (ZTA) ao longo da
espessura;
• Verificar o impacto das restrições na formação das tensões residuais.
1.3. Contribuição e Relevância do Estudo
Diversas normas internacionais apresentam métodos de alivio e controle de
tensões residuais, estes, no entanto, não quantificam estas tensões servindo apenas
para eliminar ou minimizá-las, sem quantificá-las.
O conhecimento dos estados de tensão e flechas desenvolvidos durante os
processos de soldagem por fusão é necessário para se especificar a sequencia de
soldagem mais adequada para minimizar as tensões residuais e flechas em peças e
estruturas metálicas ou então criar em uma dada região tensões compressivas que
serão benéficas quando o item for submetido a carregamentos trativos.
O conhecimento das tensões presentes na peça, sua magnitude e como elas
variam ao longo do eixo de soldagem e espessura permitirão que na fase de
execução de projetos que estas possam ser minimizadas pela sequencia de
soldagem mais adequada, e em muitos casos, evitar a execução de Tratamentos
Térmicos de Alivio de Tensões (TTATs) para diminuir estas tensões através das
recristalizações.

19
No caso de vasos de pressão, e tubulações possibilitará que os Profissionais
Habilitados, conforme descrito na NR-13 optem por não realizar Testes Hidrostáticos
que submetem o equipamento a tensões superiores aquelas especificadas em
projeto para verificar se o equipamento mesmo com as tensões residuais suporta o
carregamento de projeto, e ao mesmo tempo, aliviar estas tensões inerentes do
processo de fabricação.
A não realização dos ensaios descritos nos dois parágrafos anteriores
implicará em economia de tempo de implantação de projetos, de paradas de
manutenção em plantas industriais, economia de eletricidade aplicada para o
bombeio de agua durante testes hidrostáticos e para aquecimento de resistências
elétricas necessárias para os tratamentos térmicos.
1.4. Delimitação da Pesquisa
No estudo serão quantificadas as tensões residuais em cordões de soldas
planas em chapas de aço carbono AISI 1020 através dos ensaios de tração para o
metal de base e de microdureza Vickers para medir as tensões residuais na Zona
Fundida (ZF) e Zona Térmicamente Afetada (ZTA), ao longo da espessura e do eixo
de soldagem.
As flechas serão medidas comparando-se as médias das alturas nas
extremidades com aquelas próximas a solda após o resfriamento de cada passe,
então estas são modeladas por ajustes lineares.
A pesquisa se concentra na avaliação de resultados de ensaios de tração,
microdureza Vickers, medição de flechas em soldas planas e em analises
metalográficas de juntas soldadas.
1.5. Estrutura dos Capítulos
No Capítulo I é feita uma introdução sobre o que são as tensões residuais, suas
origens, e características, são explicadas suas consequências, a necessidade de
sua medição e controle.
No Capitulo II é apresentada uma revisão literária sobre técnicas de medição de
tensões residuais, sobre variação das propriedades mecânicas dos aços com o

20
aumento da temperatura e sobre como determinar as propriedades mecânicas dos
aços através de ensaios mecânicos.
No Capítulo III é apresentado o conceito do experimento, as ferramentas
usadas, o número de observações e medições feitos, como foram feitas as
medições, o tratamento e a analise dos dados obtidos.
No Capitulo IV é feito o detalhamento do experimento e são apresentados os
dados obtidos.
No Capitulo V é feita a analise dos dados obtidos, são apresentados e
resultados parciais.
No Capitulo VI são apresentadas as conclusões do estudo, seus
desdobramentos e limitações e são feitas recomendações para trabalhos futuros.

21
CAPÍTULO II
REVISÃO BIBLIOGRÁFICA
2.1. Introdução
Tensões residuais são aquelas que continuam no material após seu
processamento ou fabricação na ausência de carregamento e gradientes de
temperatura externos. De acordo com Rossini et. al (2012) as tensões residuais
podem ser classificadas conforme sua magnitudes como:
• Tipo I: São aquelas que se desenvolvem no componente em uma escala
superior ao tamanho do grão do material.
• Tipo II: São aquelas que se desenvolvem em uma peça, sendo notados
quando se analisa o grão.
• Tipo III: São aquelas que se desenvolvem no interior do grão, como
resultado da presença de discordâncias e outros defeitos internos.
A tensão do tipo I é tipicamente a macrotensão, a tensão mais fácil de
observar e medir em campo e o foco deste trabalho, as tensões do tipo II e III são
observadas apenas em escala microscópica.
As tensões residuais podem se originar de deformações e resfriamentos
diferenciais, e de transformações de fase com mudança de volume. Na soldagem as
tensões residuais originadas da compressão da poça de fusão durante a
solidificação são de natureza trativa enquanto aquelas oriundas de transformações
de fases são compressivas.
Os ensaios destrutivos ou semi-destrutivos se baseiam na medição da
deformação ocasionada pelo alivio de tensões nas peças analisadas devido à
remoção de material. Ensaios como raio X, difração de nêutrons, entre outros
medem outros parâmetros relacionados com as tensões.
Esses últimos tem tido uso crescente devido a sua aplicação no
acompanhamento de equipamentos nas indústrias aeronáutica e petrolífera e em

22
medições de campo devido a portabilidade dos equipamentos empregados. A Figura
2.1 apresenta um fluxograma com as principais técnicas de medição.
Figura 2.1: Técnicas mais comuns para medição de tensões residuais.
Fonte: Rossini, N., (2012).
2.2. Ensaios Destrutivos e Semi-Destrutivos
No entanto, Garcia-Granada et. al (2000) afirma que os métodos de medição
não-destrutivos, principalmente difração de raios X e de nêutrons são indicadas
apenas para medir tensões superficiais, tendo o alcance limitado a profundidades de
no máximo 100 µm para o primeiro método e 10 mm para o segundo.
Segundo o autor acima é apresentado o processo destrutivo de medição de
Sachs adequado para peças cilíndricas e tensões simétricas em relação ao eixo da
peça, e uma variação da técnica adequada para medição em peças cilíndricas,
porém sem a simetria axial.
A técnica de furação proposta por Sachs consiste no alargamento de um furo
de raio a para um de raio c, em um cilindro de raio externo b, onde as deformações
tangenciais são medidas com o uso de strain gages.
Assume-se εθ (antes) como a deformação medida antes do furo ser alargado
para o diâmetro c, εθ (depois) como a deformação medida após o tubo ser alargado.
A Figura 2.2 mostra o modelo do ensaio, na sequência são apresentadas as

23
equações envolvidas na medição sendo considerado um tubo de parede grossa, isto
é um tubo com razão t/r ≤ 0,1(TIMOSHENKO, 1948).
Figura 2.2: Modelo do ensaio de Sachs.
Fonte: Garcia-Granada, A., (2000).
2)(
r
BArr −=σ Eq. (1)
2)(
r
BAr +=θσ Eq. (2)
Rr c σσ =)( Eq. (3)
0)( =brσ Eq. (4)
As equações (3) e (4) são as condições iniciais do modelo, onde σR é a
tensão residual na direção radial, ao usá-las na equação (2) obtemos:
2c
BAR −=σ Eq. (5)
20
b
BA −= Eq. (6)
2b
BA = Eq. (7)

24
Usando (7) em (5) obtemos o coeficiente B e ao usarmos esse resultado em (7)
obtemos o coeficiente A e as equações de tensão.
22c
B
b
BR −=σ Eq. (8)
−=
22
22
cb
bcBRσ Eq. (9)
Bcb
cbR =
−−
22
22
σ Eq. (10)
−−=
222
221
bcb
cbA Rσ Eq. (11)
−−=
22
2
cb
cA Rσ Eq. (12)
−−
−
−−=
22
22
222
21
)(cb
cb
rcb
cr RRr σσσ Eq. (13)
−
−= 1)(
2
2
22
2
r
b
cb
cr Rr σσ Eq. (14)
−
−=
2
22
22
2
)(r
rb
cb
cr Rr σσ Eq. (15)
−−
+
−−=
22
22
222
21
)(cb
cb
rcb
cr RR σσσθ Eq. (16)
+
−−=
2
2
22
2
1)(r
b
cb
cr Rσσθ Eq. (17)
+
−−=
2
22
22
2
)(r
rb
cb
cr Rσσθ Eq. (18)
Garcia-Granada et. al (2000) indica que a deformação εθ (antes) segue a lei
de Hooke e isso leva a um ∆εθ igual equação (20), no entanto os autores informam
que essa relação só é valida se o relaxamento da tensão residual for puramente
elástico. Ao alargar gradativamente o furo do diâmetro a até o diâmetro b pode-se
determinar a tensão residual em função do raio conforme equação (21).
( )rE
antes νσσε θθ −=1
)( Eq. (19)

25
−=∆
22
22
cb
c
E
Rσεθ Eq. (20)
−∆=
2
22
2)()(
r
rbrErR θεσ Eq. (21)
Os autores concluíram em seu estudo que o novo método do furo incremental
de Sachs adequado para medir campos de tensão residual assimétricos, quando
comparado a simulações de elementos finitos apresenta resultados bem próximos.É
observado pelos autores que o método convencional apresenta erros significativos
quando usado para medir tensões assimétricas.
Seifi (2012) estudou a deformação plástica desenvolvida em materiais
contendo tensões residuais quando submetidos a ensaios de furação. Em seu
estudo foram obtidas expressões adequadas para definir as tensões residuais
através da analise do comportamento elástico e efeitos de concentração de tensão,
o método proposto apresenta bons resultados para tensões residuais de até 97% do
limite de escoamento.
Mahmoudi et. al (2011) estudou o efeito da deformação plástica nas
medições de tensões residuais através do ensaio de furação profunda tendo
concluído que a deformação plástica introduz erros na medição das tensões
residuais ao criar uma região deformada plasticamente ao redor do furo que
perturba o campo de tensões e por que o material deforma plasticamente de modo
continuo durante a furação o que invalida a hipótese de descarregamento elástico.
Xu et. al (2011) investigaram através de ensaios de furação as tensões
residuais desenvolvidas no topo e fundo de chapas de alumínio AA 2219-T62,
variando-se a velocidade transversal e de rotação. Foi observado que na superfície
o perfil de tensões teve um perfil em forma de M com os picos na ZTA, no fundo
apresentou o formato de um V invertido, quanto maior a velocidade transversal e a
velocidade de rotação maiores os níveis de tensões residuais observados.
Balalov et. al (2006) propõe uma variação do ensaio de furação, onde é usado
um interferômetro holográfico para medir as deformações, que os autores afirmam
apresentar medições mais precisas que aquelas com rosetas de strain gages.

26
É assumido que pequenos furos são feitos em campos de tensão
bidimensionais, isso implica não levar em conta as influências de gradientes de
tensão na vizinhança do furo e os efeitos de curvatura do tubo analisado.
Na Figura 2.3 os campos de tensão σ1 e σ2 representam a condição descrita
acima, um pequeno furo de raio r0 é feito onde se quer medir a tensão residual, os
eixos x1 e x2 indicam as direções das deformações ε1 e ε2. A decomposição das
tensões e deformações relacionadas à técnica de furação também são mostradas na
Figura 2.4.
Figura 2.3: Esquema de aplicação do ensaio de furação, a) Estágio I, b) Estágio II, c) Estágio III.
Fonte: Balalov, V., (2007).
O estado I representa o carregamento bidimensional do elemento de volume
a ser analisado, o estado II é o estagio inicial do volume a ser analisado, isto é antes
do furo ser feito, o estado III representa o volume após a liberação de energia
provocada pelo furo, ele equivale ao estado I menos o estado II. A decomposição
das tensões e deformações relacionadas à técnica de furação também são
mostradas na Figura 2.4.

27
Figura 2.4: Notação para determinação das tensões residuais.
Fonte: Balalov, V., (2007).
Para a determinação da deformação resultante e necessário medir os
deslocamentos da borda do furo conforme notação apresentada na Figura 2.3 e
então calcular a deformação de acordo com a equação 22.
Na equação (22) a coordenada polar do referencial centrado no centro do
furo, ro é o raio do furo u e o deslocamento no eixo x1 e v o deslocamento ao longo
do eixo x2. Da figura 3 temos que ε1 e ε2 equivalem ao εϕ quando ϕ igual a 90° e 0°
respectivamente.
Segundo Balalov et. al (2001) e (2007) o estado inicial pode ser considerado
em regime elástico, o que implica que as equações (23) e (24) são validas para
determinar as deformações ε1 e ε2.
∂
∂−
∂
∂= )sin()cos(
1
0
φφ
φφ
εφ
uv
r Eq. (22)
EE
I 22
111
σα
σαε −= Eq. (23)
EE
I 12
212
σα
σαε −= Eq. (24)
Nas equações (23) e (24) é adotada a notação dos autores, onde os alfas são
fatores de concentração de deformação, esses são de difícil definição, em geral é

28
calculado pela solução do problema inverso, no caso de estruturas de parede fina
pode ser feita a medição de dois lados e então calcula-se os valores médios dos
coeficientes levando-se em conta a simetria.
Balalov (2000) também considera que as deformações no estado II ocorrem
em regime elástico, isso pode ser visto nas equações (25) e (26), e com (23) e (24)
podemos calcular as funções das deformações finais e ao rearrumá-las podemos
calcular as componentes σ1 e σ2 da tensão residual.
( )211
1νσσε −=
E
II Eq. (25)
( )122
1νσσε −=
E
II Eq. (26)
111IIIIII εεε −= Eq. (27)
222IIIIII εεε −= Eq. (28)
( )21
2
2
1
11
1νσσ
σα
σαε −−−=
EEE
III Eq. (29)
( ) ( )νασ
ασ
ε −−−= 2
2
1
11 1
EE
III Eq. (30)
( ) ( )νασ
ασ
ε −−−= 2
1
1
22 1
EE
III Eq. (31)
( ) ( )νασ
ασ
−−−=∆
2
2
1
1
0
12 EEr
u Eq. (32)
( ) ( )νασ
ασ
−−−=∆
2
1
1
2
0
12 EEr
v Eq. (33)
( )11 −= αa Eq. (34)
( )να −= 2b Eq. (35)
a
b
ar
uE2
0
12
σσ +∆
= Eq. (36)
a
b
ar
vE1
0
22
σσ +∆
= Eq. (37)
+
∆+
∆=
a
b
ar
uE
a
b
ar
vE2
00
222
σσ Eq. (38)
0
2
0
2
2
2222 r
uE
a
b
ar
vE
a
b ∆+
∆=− σσ Eq. (39)
∆+
∆=
−2
0
2
22
22 a
ub
a
v
r
E
a
baσ Eq. (40)

29
∆+∆=
−2
0
2
22
22 a
ubva
r
E
a
baσ Eq. (41)
−
∆+∆=
22
0
22 ba
ubva
r
Eσ Eq. (42)
−
∆+∆+
∆=
22
00
122 ba
ubva
r
E
a
b
ar
uEσ Eq. (43)
)(2)(2222
0
2
22
00
1baar
uEb
baar
vabE
ar
uE
−
∆+
−
∆+
∆=σ Eq. (44)
)(2)(2)(2
)(22
0
2
22
0
22
0
22
1baar
uEb
baar
vabE
baar
bauE
−
∆+
−
∆+
−
−∆=σ Eq. (45)
)(2)(2
)(22
0
22
0
222
1baar
vabE
baar
bbauE
−
∆+
−
+−∆=σ Eq. (46)
)(2)(222
0
22
0
2
1baar
vabE
baar
uEa
−
∆+
−
∆=σ Eq. (47)
−
∆+∆=
22
0
12 ba
vbua
r
Eσ Eq. (48)
Figura 2.5: Curva típica de concentração de deformação obtida na borda de um furo sem carregamento em peça submetida a carregamento uniaxial.
Fonte: Pisarev, V.,(2001).
Balalov (2007) concluiu que para a determinação da tensão residual em
cascos cilíndricos e tubos, ambos de parede fina com diâmetro externo não inferior a
60 mm, a combinação do método de furação com a interferometria holográfica de
reflexão é capaz de obter medições das componentes de tensões residuais com
desvio máximo de 5%.

30
Balalov (2000) informa que as constantes α1 e α2, na maioria dos casos, de
chapas finas com furos passantes ou de chapas grossas com furos cegos pode-se
aplicar os valores da Figura 2.5, de modo geral eles são calculados de acordo com
(49) e (50). Nas equações temos a dependência de uma deformação ε1 que neste
caso é a deformação na direção do carregamento sem a presença do furo.
1
1
1
1
)90(
ε
ε
ε
φεα φ
I
=°=
= Eq. (49)
1
2
1
1
)0(
ε
ε
ε
φεα φ
I
=°=
= Eq. (50)
Liu e Yi (2013) analisaram as tensões residuais longitudinais em soldas por
atrito realizadas em chapas de liga de alumínio AA6061-T6 com 4mm e 8mm de
espessura através do método do contorno. Eles concluíram que o perfil de tensões
residuais não apresenta o formato de M na direção transversal para as amostras
analisadas, que a tensão medida na direção de avanço e superior aquela observada
na direção de saída da ferramenta em ambos os casos, e que a tensão máxima
medida é de 168 MPa, equivalente a 61% do limite de escoamento e está localizada
a 62,5% da espessura.
Murugan e Narayanan (2009) afirmam que as tensões residuais são da ordem
do limite de escoamento, em seu trabalho eles adotam o método do contorno
baseado na variação do principio de superposição elástica de Bueckner que afirma
que se um corpo trincado sujeito a carregamento externo ou deslocamentos
conhecidos em se as fronteiras são submetidas a forças que tendem a aproximar as
faces das trincas, as forças devem ser equivalentes à distribuição em um corpo não
trincado com a mesma geometria submetido a um carregamento externo. Esse
método assume que o material deforma elasticamente durante o relaxamento
promovido pela remoção de material e que esse processo não introduz novas
tensões no material. O artigo apresenta uma simulação por elementos finitos de uma
junta em T e faz sua validação pelo método do contorno.
Murugan et. al (2009) concluiu em seu estudo que o modelo termo-mecânico
tridimensional para juntas em T tem boa aderência aos resultados obtidos pelo
método do contorno, é citado que o método do contorno pode ser empregado para

31
medir com precisão as distribuições de tensão residual ao longo da seção
transversal de componentes soldados.
Turski e Edwards (2009) propõem em seu artigo o uso do método do contorno
associado a simulação de elementos finitos para medir as tensões residuais
transversais em soldas planas com chapas de AISI 316L, os autores afirmam que o
método aplicado se baseia no principio de superposição de Bueckner onde uma
amostra contendo tensões residuais é cortada em 2 partes e então é medida a
deformação obtida, esta é então comparada, neste experimento por elementos
finitos, com a deformação que seria obtida em um corpo livre de tensões quando
solicitado, e então se obtém o nível de tensão residual. Concluiu tensões residuais
variando entre 150 MPa no inicio do cordão e 200 MPa no final.
2.3. Ensaios Não-Destrutivos
Até o momento foram apresentados os principais métodos semi-destrutivos e
destrutivos de medição das tensões residuais e o modelo matemático por trás das
praticas adotadas, pode-se observar que todos os modelos até então apresentados
assumem que as tensões e deformações residuais estão em regime linear-elástico.
O ensaio de dureza é um dos ensaios não-destrutivos mais utilizados, para avaliar a
dureza superficial e estimar propriedades mecânicas como limite de resistência.
Zhu et. al (2010) propõe seu uso para a determinação de tensões residuais,
essa pode ser feita comparando-se a projeção de área obtida em uma amostra livre
de tensões e aquela obtida em uma amostra onde existem tensões residuais ou
analisando a interação entre a pressão do endentador e a tensão residual pela
avaliação da deformação por cisalhamento.
Em ambos os casos é necessário medir de forma adequada a área
deformada durante o ensaio para se obter a medida precisa da tensão residual
presente no objeto, Zhu et. al (2010) medem a tensão residual por comparação entre
2 amostras de aço AISI 1045 com dimensões de 25mm x 15mm x 8mm, uma delas
com a tensão residual presente, outra isenta dela e na sequencia compara os
resultados obtidos com aqueles de um ensaio de Raio X.
A partir dos dados obtidos foi plotada uma curva média carga x profundidade
para cada uma das amostras. Foram adotadas as equações (51) e (52) para

32
determinar as tensões residuais de natureza trativa e compressiva respectivamente,
onde σR é a tensão residual conforme definido anteriormente, A é a projeção do
endentador na peça com tensões residuais, A0 é a projeção na amostra livre de
tensões residuais, H é a dureza do material e α é o ângulo de ponta do endentador,
no caso desse experimento temos α igual a 24,7.
−=
A
AHR
01σ Eq. (51)
−=
A
A
sen
HR
01)(α
σ Eq. (52)
Tensões residuais de natureza trativa o material irá deformar plasticamente
com uma carga menor se comparado a uma amostra isenta de tensões internas, no
caso de tensões internas compressivas, a carga requerida será maior que a
observada em uma amostra isenta desse tipo de tensão para uma mesma
profundidade. Para fazer a correção da área deformada para continuar usando as
equações (51) e (52), Zhu et. al (2010) propõem a equação (53), essa é uma função
de altura efetiva de contato (hc), mostrada graficamente na Figura 2.6. Em (53) as
constantes C0 até C8, são obtidas em procedimentos calibrados, esses não foram
descritos em seu trabalho.
Figura 2.6: Perfil de contato entre endentador e material.
Fonte: Zhu, L., ( 2 0 1 0).
( )n
n
cn hCA
−
=
∑=28
0
Eq. (53)
Os autores encontraram com a metodologia proposta uma tensão residual de
-117 ± 32 MPa, e em sua medição com Raio-X encontraram -114 ± 20 MPa, isso

33
representa um desvio de aproximadamente 2,63% em relação a uma técnica
consagrada para esse tipo de medição.
Gauthier et. al (1997) afirma que o método Barkhausen se baseia no
movimento abrupto do campo magnético em materiais ferromagnéticos durante uma
mudança de magnetização, se esse tipo de material for magnetizado em um campo
de intensidade crescente, pulsos de tensão são induzidos em uma bobina próxima
da amostra. Esse movimento e provocado por mudanças de densidade de fluxo e
mudanças na fronteira devido a pontos de ancoragem como contornos de grãos,
vazios, espaços laminares, inclusões e discordâncias.
Sob a influência do campo magnético externo a amostra irá alinhar seu vetor
de magnetização com aquele do campo externo e então aumentará de tamanho e
mudar sua orientação em 90° ou 180° com o aumento de intensidade do campo
magnético.
O grau de magnetização da amostra varia conforme a anisotropia do material,
essa é influenciada pela estrutura cristalina, anisotropia induzida por tensões,
recozimento magnético, e deformação plástica não uniforme.
A energia total de um campo de ruído magnético de Barkhausen é dado pela
equação (54) onde α e β são parâmetros de ajuste e θ é o ângulo entre o campo
magnético de Barkausen e o campo de varredura aplicado, por exemplo, nos aços
não magnetizados, não submetidos a tensões os vetores de magnetização tendem a
se alinhar na direção [1 0 0], a direção de mais fácil magnetização do cristal.
βθα += )(cos2U Eq. (54)
Medições de ruído magnético de Barkhausen (MBN) indicam que a
intensidade do campo aumenta com tensões de natureza trativa e diminuem com
tensões de natureza compressiva, como os níveis de deformação estão
relacionados com o nível de ruído magnético, dessa forma pode-se quantificar o
nível de tensão.
Para medir a tensão residual precisa-se de duas amostras, uma com
carregamento conhecido, que pode ser uniaxial ou biaxial, esse ultimo apresenta
melhores resultados segundo os autores. No trabalho analisado foi usada uma
amostra com carregamento uniaxial para levantar a curva de calibração.

34
Gauthier et. al (1997) conclui que o método do ruído magnético de
Barkhausen (MBN) é apropriado para medir apropriadamente tensões superficiais de
até ± 25 MPa, desde que os aparatos estejam corretamente calibrados, as curvas de
calibração definem o intervalo dentro do qual as medições podem ser feitas
corretamente, o método usado apresenta resultados compatíveis com os obtidos por
difração de raio X, secção e furação.
Lindgren e Tepistö (2003) investigaram a potencial aplicação do método do
ruído magnético de Barkhausen para avaliação de tensões residuais em aços
duplex. Concluíram que é possível determinar as tensões residuais na fase ferrítica,
no entanto não foi possível avaliar estas tensões na fase austenítica.
Ju et. al (2003) em seu estudo usaram o método do ruído magnético de
Barkhausen com calibração baseada na ZTA para verificar os efeitos da variação da
microestrutura e a distribuição de tensões residuais em uma solda tubular de aço
API X65. Eles concluíram que a microestrutura afeta as leituras pelo método de
Barkhausen, que a tensão residual máxima obtida é encontrada na linha central da
solda e seu módulo equivale a 35% do limite de escoamento do material, e que a
ZTA e o metal de base apresentaram tensões residuais compressivas.
Desvaux et. al (2004) apresenta o método do ruído magnético de Barkhausen,
comparando-o com o método de difração de raio X para a medição de tensões
residuais superficiais presentes em esferas e pistas de rolamentos para mancais
usados na indústria aeronáutica.
Em seu experimento, os autores observaram que uma carga não centralizada
na pista interna do mancal após ciclo de serviço, indicando que o método pode ser
usado como critério para avaliação de mancais durante a manutenção e para analise
das condições que levam esses mancais a ter uma carga com distribuição irregular,
além disso, afirmam que o método é uma alternativa viável para este tipo de
medição na indústria por apresentar resultados eu um intervalo de tempo curto, não
exigir contato direto com a amostra a ser analisada e ser adequado para a geometria
de mancais de rolamento.
Kleber e Barroso (2010) estudaram as tensões residuais desenvolvidas no
tratamento de endurecimento por shot peening do aço inox austenítico 304L pelo
método do ruído magnético de Barkhausen. Eles concluíram que o método pode ser

35
usado na medição de tensões residuais neste tratamento e para quantificar as
fração em volume de martensita, que a intensidade do campo aumenta com a
profundidade do shot peening devido a uma combinação de tensões residuais e
aumento da fração de martensita na amostra, esta quando foi deformada
plasticamente, se observou mudanças no campo magnético.
Yelbay et. al (2010) mediram tensões residuais pelo método do ruído
magnético de Barkhausen em soldas planas em aço API 5L grau X70 e seu
resultados foram verificados através de ensaios pelo método de furação, medições
de dureza e analises de microestrutura. Eles concluíram que o método apresenta
bons resultados para medir tensões residuais superficiais desde que o instrumento
seja calibrado adequadamente levando sem conta a variação de microestrutura ao
longo da solda.
Sorsa et. al (2012) investiga o uso de medições pelo método do ruído
magnético de Barkhausen (MBN) para a medição de tensões residuais e dureza, o
experimento é dividido em etapas de pré-processamento de sinal, geração de sinal,
identificação do modelo, e sua validação. Foi adotado o modelo de regressão linear
multivariável, este foi escolhido por apresentar bons resultados em experimentos
anteriores de diversos autores.
Foi verificado pelos autores após a validação do método com dados de
controle, que a maioria das medições apresenta resultados coerentes com a
literatura, nos pontos onde isso não ocorre, os autores acreditam que se devem a
iteração entre as propriedades do material e os sinais de Barkhausen obtidos. Sorsa
et. al (2012) conclui que o método é adequado para a medição de tensões residuais,
dureza e pode ser usado para levantar outras propriedades mecânicas.
Gür (2002) afirma que as tensões residuais são criadas por gradiente de
temperatura e mudanças de fase que ocorrem durante o tratamento, ao mesmo
tempo se desenvolvem deformações para compensar a variação de volume. Em seu
estudo o autor propõe um método para avaliar por raio X o efeito da geometria no
desenvolvimento de tensões residuais e mudança de microestrutura, como primeiro
passo foi avaliado o efeito de diferentes tratamentos térmicos em cilindros maciços,
o segundo passo consiste em aplicar o tratamento térmico que produziu a menor

36
tensão residual é aplicado a cilindros com furos de diferentes diâmetros e variados
graus de excentricidade.
O autor concluiu que para um dado tratamento térmico, o tamanho da peça é
determinante para o desenvolvimento de tensões residuais, no caso das peças
vazadas o gradiente de espessura e função da excentricidade foi obtido e no caso
particular do aço C60 foi observada uma variação do nível de tensões residuais com
a espessura e a excentricidade dos tubos.
Gou et. al (2011) em seu experimento avalia a tensão residual nas paredes
internas de tubulações em serviço comparando-as com medições obtidas de tubos
novos soldados e analise de tensões, nos tubos em serviço foram medidas as
tensões por difração de raio X nas paredes externas, enquanto que nos tubos novos
foram feitas medições nas paredes interna e externa. O experimento tem como
objetivo obter as dados para analise de tensões e de falhas em tubos em serviço.
Os autores concluíram que para os tubos novos fora de serviço as tensões
residuais na face interna variam entre 0,8 e 1,05 vezes o limite de escoamento e na
parede externa não passam de 0,4 vezes o limite de escoamento, a tensão residual
máxima medida é paralela a solda e ocorre em uma região de 40 mm de largura ao
redor da solda e que a composição de carregamento com tensão residual podem
levar a corrosão sob tensão e fadiga com corrosão em tubulações em serviço sendo
observado que a Zona Termicamente Afetada (ZTA) é a região mais frágil.
McNelis et. al (2013) apresentaram um novo método para determinar as
tensões residuais em um componente através de uma malha de deformações
deduzidas a partir de deslocamentos de pico obtidos através de medições em
pontos discretos. Eles concluíram que a partir do uso de feixes de raio X de alta
energia e sincronia foi possível determinar as tensões residuais ao longo de toda
espessura.
Van Swygenhoven e Van Petegem (2013) explicam em seu artigo como
podem ser usadas as técnicas de difração de raios-X pulverizada e de Laue
combinadas respectivamente com deformações trativas e compressivas durante os
ensaios para desacoplar o efeito da microestrutura e do carregamento durante as
medições.

37
Kwon et. al (2013) em seu estudo investigaram a evolução de tensões
residuais em grão grosseiros de uma liga Fe-Mn-Si-Cr e sua dependência em
relação a transformações martensíticas e orientação do grão, onde as variações de
tensões foram quantificadas através de difração de raios X. Eles concluíram que a
magnitude das tensões residuais compressivas nas amostras está relacionada com
transformações martensíticas.
Sato et. al (2013) analisaram a distribuição de parâmetros microestruturais ao
longo da seção de arames de aço perlítico trefilados a frio através de análise de
perfis lineares e tensões residuais através de difração de raios X de feixes
dispersos.
Eles observaram que a tensão residual é inversamente proporcional ao raio,
sendo de 700 MPa no centro do arame e caído pela metade na superfície, que o
tamanho do grão na superfície é superior aquele observado no centro, este efeito
pode estar associado ao calor gerado pelo atrito entre a superfície e a alma do
arame, e que a medida que o raio aumenta diminui a densidade das discordâncias,
este efeito pode ser associado a deformação compressiva sofrida pelo centro do
arame.
Meismer et. al (2013) buscaram quantificar as tensões residuais na superfície
de amostras de NiTi após feixe de elétrons com derretimento de superfície onde foi
usado o método generalizado que combina diferentes geometrias de Bragg-
Brentano e leva em conta variações do módulo de elasticidade. Eles concluíram que
o modelo adotado é eficiente para a determinação de tensões residuais em
revestimentos levando-se em conta a variação do módulo de elasticidade, e este
ultimo pode ser verificado por microdureza.
Pierce e Linton (2006) em seu experimento analisaram por difração de
nêutrons as deformações em uma seção calandrada de uma chapa de controle e
aquelas em uma solda em chapas planas, esta técnica de medição foi usada por ser
um ensaio não destrutivo (END) capaz de medir campos de tensão tridimensionais.
O objetivo do estudo é ampliar a compreensão da variação dos campos de tensão
residual ao longo de soldas planas e em T feitas com alto grau de restrição e chapas
grossas, isto é, chapas a partir de 30mm de espessura, as estruturas de interesse
que levaram ao estudo destas geometrias foram vasos de pressão e tanques de

38
armazenamento produzidos a partir de chapas calandradas e com soldas com as
geometrias citadas anteriormente.
Os autores concluíram que as chapas calandradas apresentam tensões
residuais da mesma ordem de grandeza daquelas encontradas em chapas soldadas,
que quando são feitas duas soldas em laterais de uma chapa, a primeira apresenta
tensões trativas superiores aquelas observadas na segunda, e que as tensões
máximas observadas nas soldas são da mesma ordem de grandeza do limite de
escoamento dos consumíveis de soldagem.
Withers (2007) em seu artigo revisa os princípios básicos para a dedução das
deformações em uma dada direção através dos picos observados na difração de
nêutrons, demonstra como podem ser determinadas as tensões residuais a partir
das deformações com modelagem elástica. O autor conclui a partir dos
experimentos realizados que o método é adequado para a medição de deformações
residuais, para avaliação de fase e características de grão.
Segundo Sanderson e Shen (2010), o método de medição por ultrassom
utiliza 1 transmissor e 2 receptores acoplados a peça para gerar e detectar as ondas
respectivamente, o ultrassom gerado a laser é operacionalmente análogo ao modelo
tradicional, porém não requer contato com a peça. Os métodos citados não
apresentavam medições precisas para campo de tensão não uniformes na época.
Por esta razão os autores em seu experimento realizaram analise de elementos
finitos para verificar a eficácia do ultrassom gerado por laser na medição de tensões
residuais.
Os autores concluíram que existe correlação entre o comportamento da onda
e as tensões residuais presentes na superfície até uma profundidade de
aproximadamente 0,3 mm e que é possível aumentar a profundidade trabalhando-se
com frequências mais baixas.
Braga et. al (2013) realizaram uma análise comparativa entre os resultados
obtidos por medições de tensões residuais feitas pelo método do contorno com
aquelas feitas por difração de nêutrons em soldas planas em aço estrutural S35 que
sofreram laminação após a soldagem para aliviar tensões residuais. Foi verificado
que os 2 ensaios apresentam resultados similares e que a laminação realmente

39
alivia as tensões transformando a atenção residual trativa próxima da solda em
compressiva e diminuindo a magnitude da compressão dentro da ZTA.
Jiang et. al (2013) buscaram em seu estudo estabelecer uma relação entre
alivio de tensões residuais e a distância de corte de amostras em grandes estruturas
usando simulações numéricas e ensaios experimentais, onde a difração de nêutrons
foi usada para determinar a distribuição de tensões e verificar os resultados das
simulações.
Em seu trabalho eles obtiveram duas relações para o comprimento de corte
necessário para alívio de tensões, uma baseada no principio de Saint-Venant e outra
simplificada, baseada em seus resultados, foi observado que o comprimento máximo
que pode ser cortado da solda sem ocorrer alivio das tensões é de
aproximadamente 6 vezes o comprimento característico e 12 vezes a espessura das
chapas.
Haigh et. al (2013) em seu trabalho realizou medições de tensões residuais
por difração de neutrons em 2 soldas tubulares em aço inox austenítico, a primeira
com preenchimento até a metade da espessura do tubo e a segunda com
preenchimento total, com os objetivos de avaliar a mudança no perfil de tensões
com o enchimento da solda, e para validar o modelo em elementos finitos
desenvolvido as tensões residuais com o enchimento de soldas tubulares.
Foi observado dos resutados obtidos que o modelo em elementos finitos
apresentou um perfil de tensões compatível com aquele obtido a partir das
medições, porém com valores maiores, isto pode ser atribuído ao fato de o modelo
considerar endurecimento isotrópico.
Uzun e Bilge (2011) buscaram em seu experimento medir as tensões
residuais equivalentes e definir a fronteira da Zona Fundida (ZF) em uma solda
composta por 3 passes em chapas de aço AISI 316L usando a técnica de imersão
por ultrassom. No experimento são utilizadas 2 chapas, a primeira onde são
realizados os passes e a segunda como uma amostra de controle, as tensões
residuais na chapa soldada foram determinadas comparando-se a velocidade da
onda na chapa na chapa soldada com aquela obtida na chapa de controle.
Os autores concluíram que as tensões são altas na Zona Termicamente
Afetada (ZTA), que o método aplicado apresenta resultados coerentes quando

40
comparados com experimentos anteriores na fronteira da Zona de fusão, porém, não
consegue medir o estado de tensões na zona fundida.
Javadi e Najafabadi (2013) compararam as medições com ondas de contato e
imersão de tensões residuais desenvolvidas em soldas dissimilares de aço inox 304
com aço carbono ASTM A106. Foi observado no experimento que não existe
diferença significativa nos resultados obtidos com as ondas citadas, cabendo ao
usuário definir qual método usar.
2.4. Avaliação de Características Mecânicas
Até então foram apresentados os fundamentos dos métodos que vêm sendo
usados para a medição de tensões a partir de diversos estudos recentes dos quais
os ensaios destrutivos e semi-destrutivos consideram que as peças estão
submetidas ao regime linear-elástico e os não-destrutivos identificam apenas o nível
de tensão por comparação com aqueles obtidos com os de amostras isentas de
tensão. No caso especial de tensões residuais em soldas é preciso analisar com
mais cuidado o estado de tensões, deformações, temperaturas, a geometria das
soldas, suas restrições.
Dowling (2007) ao analisar o mecanismo de fluência afirma que “o movimento
de átomos, vacâncias, discordâncias ou moléculas dentro do material sólido ocorrem
de modo dependente do tempo, e mais rapidamente em temperaturas mais altas.”
Em materiais cristalinos a taxa de deformação possui relação de dependência
com tensão aplicada e temperatura absoluta de acordo com a equação (54) onde R
é a constante universal dos gases, d é o tamanho médio dos grãos, A, m, q e a
energia de ativação Q são variáveis do material que dependem do mecanismo de
difusão.
RT
Q
q
m
eTd
A −•
=σ
ε Eq. (54)

41
Tabela 1: Coeficientes de fluência para mecanismos físicos. Mecanismo m q Descrição
Escoamento por difusão (Fluência de Nabarro-Herring) 1 2 Difusão de vacância através da rede cristalina.
Escoamento por difusão (Fluência de Cobre) 1 3 Difusão de vacâncias ao longo de contornos
de grão. Deslizamento de contorno de grão 2 2 ou 3
Deslizamento acomodado pela difusão de vacancas através da rede cristalina (q=2) ou ao longo do contorno de grão (q=3).
Fluência de discordâncias 3 a 8 0 Movimentação de discordâncias que escalam
sobre obstáculos micro estruturais Fonte: Dowling, (2007).
De acordo com ASM (1998) é responsabilidade de quem contrata ou fabrica
estabelecer os critérios de aceitação de procedimentos de soldagem, para isso
podem ser adotados ensaios metalográficos, ensaios não destrutivos para avaliar a
integridade da solda, ensaios de tração, dobramento e dureza a ser executados em
amostras confeccionadas nas mesmas condições para verificar se a solda possui as
propriedades mecânicas desejadas. As amostras devem ser retiradas conforme
Figura 2.7.
ASME (2010) também afirma que é responsabilidade de quem contrata ou
fabrica estabelecer os critérios de aceitação de procedimentos de soldagem, além
disso, apresenta o numero de amostras mínimo que deve ser retirado para
qualificação de procedimentos de soldagem de acordo com a espessura,
orientações de como cortar as amostras.
Figura 2.7: Locais recomendados para corte de amostras para ensaios de tração e dobramento.
Fonte: ASM HANDBOOK, (1998).

42
Conforme descrito anteriormente os ensaios de tração e testes metálograficos
são extensivamente usados para qualificar procedimentos de soldagem, sabe-se
ainda que o ensaio de tração é uma ferramenta eficaz para se caracterizar as
propriedades mecânicas do material, e que existe relação entre a dureza superficial
do material sem tratamentos superficiais como cementação, nitretação e outros com
o limite de resistência.
Dowling (2007) ao tratar do ensaio de dureza diz que “as deformações
causadas pelo durômetro tem magnitude similar aquelas que ocorrem no limite de
resistência do ensaio de tração. No entanto, uma diferença importante é que o
material não pode escoar livremente, produzindo um estado triaxial de tensões
abaixo do endentador”. Para o mesmo autor ainda apresenta uma relação empírica,
adequada para aços carbono de baixa, media resistência e aços liga, para se obter o
limite de resistência em MPa a partir da dureza Brinell medida (55), onde σu é o
limite de resistência e HB é a dureza Brinell em kgf/mm2.
HBu 45,3=σ Eq. (55)
Benghini et. al (2006) buscou em seu experimento obter um método geral
para se obter a curva tensão-deformação a partir da curva carga-penetração obtida
em ensaio de dureza com endentador esférico. Como resultado, os autores
obtiveram um método para levantar as curvas de tensão-deformação a partir do
ensaio de dureza para aços, ligas de cobre e alumínio com o qual é possível obter o
modulo de elasticidade, o limite de escoamento e o coeficiente de endurecimento
por deformação n.
Yan et. al (2007) tentaram desenvolver uma técnica para avaliar os resultados
de ensaios de dureza com endentador cônico nos quais as amostras estão
endurecidas por encruamento e submetidas a tensões residuais equi-biaxiais. Foi
demonstrado que uma deformação representativa pode ser adotada quando uma
tensão residual esta presente, desta forma o limite de escoamento e o
endurecimento por encruamento podem ser determinados por análise reversa.
Larsson (2011) buscou diferenciar tensões residuais trativas e compressivas a
partir de medições de dureza com endentadores pontiagudos. O estudo concluiu que
as características da impressão durante os ensaios com tensões residuais

43
compressivas são muito diferentes daquelas livres de tensões, informa que são
necessários novos estudos principalmente para tensões de maiores magnitudes.
Podemos concluir que tanto o consagrado ensaio de tração quanto o ensaio
de dureza podem ser adotados para obter as propriedades mecânicas e caracterizar
o estado de tensões presentes amostras soldadas.

44
CAPÍTULO III
MATERIAIS E MÉTODOS APLICADOS A PESQUISA
Para o experimento foram selecionadas 9 chapas de aço carbono AISI 1020,
sendo as 8 primeiras para a execução das soldas com 75 x 198 mm, ver Figura 3.1,
e a última como amostra de controle para os ensaios de tração.
Figura 3.1: Amostras Utilizadas no experimento.
Os chanfros para a soldagem das chapas foram produzidos por fresamento
com ângulo de 45º, 5 mm de lado e um diâmetro de eletrodo, isto é, 3,25 mm de
espaçamento entre as peças a ser soldadas, ver Figura 3.2.
Figura 3.2: Esboço de geometria de soldagem.
As soldas foram feitas pelo processo de soldagem com eletrodo revestidos
(SMAW) com fonte de corrente constante ESAB LHI 425 tendo sido usados

45
eletrodos E7018 de 3,25 mm de diâmetro com 70 ksi de resistência mínima, solda
em todas as posições, com revestimento básico com adição de pó de ferro. A
Figura 3.3 mostra a fonte de soldagem e as características do eletrodo utilizado.
Figura 3.3: a) Fonte de soldagem. b) Dados dos eletrodos.
a)
b)
As soldas foram feitas com 4 características distintas, a primeira livre de
restrições confeccionada com as chapas 1 e 2, a segunda com restrição total
realizada através de ponteamento das chapas 3 e 4 em bancada de aço carbono, a
terceira com restrições paralelas ao cordão de solda realizada com as chapas 5 e 6,
a quarta com restrições perpendiculares ao cordão de solda foi confeccionada com
as chapas 7 e 8. Estas montagens podem ser vistas na Figura 3.4.
Figura 3.4.: a) Solda das chapas 1 e 2, solda sem restrições. b) Solda das chapas 3 e 4, solda com restrição total. c) Solda das chapas 5 e 6, solda com restrições paralelas ao cordão. d) Solda das chapas 7 e 8, solda com restrições perpendiculares ao cordão.
a)
b)
c)
d)

46
No caso da solda sem restrições foram utilizadas orelhas ponteadas as
chapas para eliminar defeitos no inicio e no final do cordão de solda, ver Figura 3.4,
estes impediram a medição da altura na região próxima ao cordão para os passes
de raiz, 1 2 e 3.
Foram usadas chapas de apoio para as soldas com restrição paralela e
perpendicular ao cordão com 5/16” de espessura. A cada passe foram feitas
medições do comprimento, da largura e da altura das chapas, nas extremidades e
próximo aos cordões e então foram calculados suas respectivas médias e desvios
padrão.
Parâmetros de soldagem como tensão, corrente e tempo de execução por
passe foram registrados por filmagens realizadas com uma câmera digital General
Electric modelo X5. As velocidades foram calculadas considerando-se o
comprimento da peça dividido pelo tempo de soldagem.
As medições das dilatações foram realizadas com um paquímetro Universal
Série 125 da Starrett modelo B com as características informadas na Tabela 3.1.
Tabela 3.1: Faixa de medição dos paquímetros Starrett série 125 com respectivas resoluções.
Modelo Milímetro Polegada Faixa de Medição
Resolução A 0,02 0,001
150 a 300mm / 6 a 12” B 0,05 1/128
Exatidão A ±0,02 ±0,001
B ±0,05 ±0,002 Fonte: Starrett., (2008).
De cada solda foram feitos 06 ensaios de tração com dimensões conforme
norma ASTM (2004) e adotadas as recomendações da ASME (2011), para os 03
ensaios de microdureza Vickers, as amostras metalográficas foram preparadas
conforme ASTM, (2001). “Amostras para serem polidas para exame metalográfico
normalmente tem área entre 12 e 25 mm2, ou ter um diâmetro variando entre 12 e 25
mm se a amostra for cilíndrica. A altura da amostra não deve ser maior que aquela
necessária para o manuseio adequado durante o polimento” (ASTM, 2001).
No experimento foram cortadas 7 amostras com aproximadamente 40 mm de
largura e ZTA na região central da amostra para avaliar as variações das tensões
residuais ao longo da seção, entre ZTA e ZF, ao longo do cordão e potenciais

47
mudanças de microestrutura que podem ocorrer nesta região da peça. Destas
amostras foram selecionadas apenas 3 para os ensaios de microdureza e
metalografia, as amostras identificadas na Figura 3.5 como c, g e k, esta escolha foi
feita para obtermos uma dispersão estatística dos dados adequada, para que possa
ser avaliada a variação da dureza ao longo da solda e para avaliar os efeitos de
borda no início e final da solda.
No preparo das amostras foram usadas lixas com granulometria 180, 240,
360, 480, 600, 800, 1200 e a Politriz Arotec Aropol 2V com oxido de alumina. Para
os ensaios de microdureza foi usado um microdurômetro Vickers Mitutoyo
Hardeness Testing Machine HM 100 com uma carga de 0,5 kgf e espaçamento entre
as endentações de 1,2 mm e distância entre linhas horizontais de 3 mm. A Figura
3.5 e a Tabela 3.2 mostram as larguras das amostras para os ensaios de tração e
microdureza.
Figura 3.5.: Larguras das amostras para ensaios de tração, microdureza.
Tabela 3.2.: Largura em milímetros das amostras para
ensaios de tração, microdureza e metalografia.
Chapas 1x2 Chapas 3x4 Chapas 5x6 Chapas 7x8 a 5,70 10,00 11,85 16,10 b 10,00 10,00 10,00 10,00 c 18,90 16,25 17,70 16,40 d 10,00 10,00 10,00 10,00 e 16,90 16,10 16,60 15,10 f 10,00 10,00 10,00 10,00 g 17,00 10,85 14,75 13,30 h 10,00 10,00 10,00 10,00 i 20,20 15,00 15,60 13,00 j 10,00 10,00 10,00 10,00 k 17,10 12,20 14,80 18,80 l 10,00 10,00 10,00 10,00
m 5,50 11,50 8,50 7,35

48
Para a amostra de controle (chapa 9) foram cortados 5 corpos de prova
conforme coluna Subsize Specimen da Tabela 3.3, que foram submetidos a ensaios
de tração para determinar o limite de escoamento, a tensão máxima, o limite de
ruptura do material. Os mesmos foram usinados da amostra conforme o esboço
apresentado na Figura 3.6.
Tabela 3.3: Geometria e dimensões de corpos de prova.
Dimensões em mm
Amostras padrão Amostras finas
Dimensões Nominais Tipo Chapa
40 mm Tipo folha 12,5 mm
6 mm
G – Comprimento de tracionamento 200,0±0,2 50,0±0,1 25,0±0,1
W – Largura 40,0±0,2 12,5±0,2 6,0±0,1
T - espessura Espessura do material
R – Raio de adoçamento 25 12,5 6
L – Comprimento total 450 200 100
A – Comprimento com seção reduzida
225 57 32
B – Comprimento da seção de fixação
75 50 30
C – Largura da seção de fixação 50 20 10
Fonte: ASTM, (2004).
Figura 3.6: Esboço para usinagem dos corpos de prova da chapa de controle.

49
CAPÍTULO IV
MEDIÇÕES DE DESLOCAMENTO, TRAÇÃO E MICRODUREZA
4.1. Introdução
Durante a soldagem das chapas 3 e 4 foi observado que os pontos inferiores
desenvolveram trincas não passantes após o passe 1 de solda, estes foram então
reforçados para a execução dos passes 2, 3 e 4.
Algum tempo após o passe 4, o ultimo a ser executado, os pontos superiores
romperam, indicando que o carregamento residual presente na peça ultrapassou o
limite de ruptura para os pontos superiores.
Na etapa de corte das amostras para os ensaios de microdureza e durante o
fresamento dos corpos de prova para os ensaios de tração, foi observado pelo
operador da fresa que os discos de corte precisaram ser afiados ou trocados 2
vezes quando as chapas 3x4 e 7x8 foram trabalhadas, as amostras das soldas
restantes foram confeccionadas sem troca de ferramenta ou parada para afiá-la.
As evidências apresentadas indicam que as soldas 3x4 e 7x8, apresentam
uma dureza superior a da solda sem restrição, e a da solda com restrições paralelas
evidenciando que a mesma possui uma tensão residual com modulo superior ao
limite de escoamento do AISI 1020.
4.2. Medições de deslocamentos.
4.2.1. Deslocamentos da solda sem restrições (Chapas 1x2)
Ao medir os deslocamentos na solda sem restrições (Chapas 1x2), devido ao uso
dos “babadores”, nos passes de raiz, 1, 2, 3 foram medições em milímetros da
largura, comprimento e altura nas pontas das chapas, no ultimo passe, os
“babadores” foram separados da junta soldada e então a chapa foi apoiada nas 4
pontas e as alturas foram medidas na região próxima a solda, após diversas
medições foram calculadas as respectivas médias e desvios padrões conforme
Tabelas 4.1, 4.2,4.3,4.4 e 4.5.
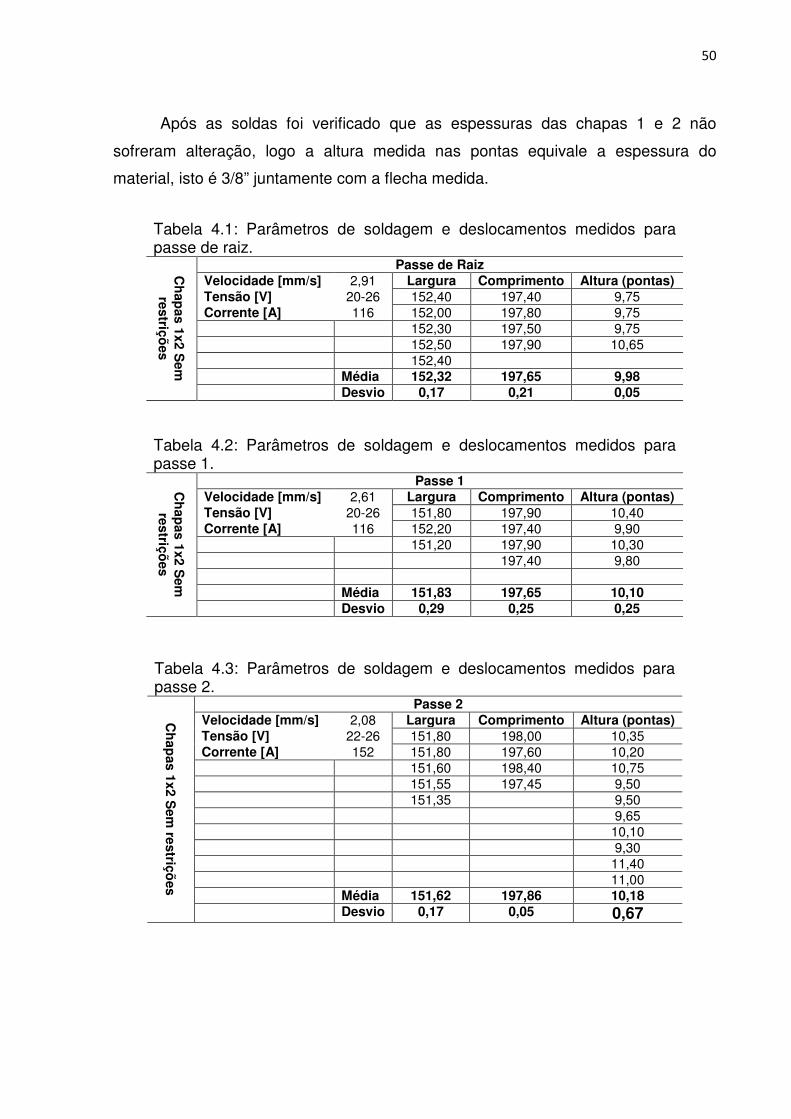
50
Após as soldas foi verificado que as espessuras das chapas 1 e 2 não
sofreram alteração, logo a altura medida nas pontas equivale a espessura do
material, isto é 3/8” juntamente com a flecha medida.
Tabela 4.1: Parâmetros de soldagem e deslocamentos medidos para passe de raiz.
Ch
apas 1x2 S
em
restrições
Passe de Raiz Velocidade [mm/s] 2,91 Largura Comprimento Altura (pontas) Tensão [V] 20-26 152,40 197,40 9,75 Corrente [A] 116 152,00 197,80 9,75
152,30 197,50 9,75
152,50 197,90 10,65
152,40
Média 152,32 197,65 9,98 Desvio 0,17 0,21 0,05
Tabela 4.2: Parâmetros de soldagem e deslocamentos medidos para passe 1.
Ch
apas 1x2 S
em
restrições
Passe 1 Velocidade [mm/s] 2,61 Largura Comprimento Altura (pontas) Tensão [V] 20-26 151,80 197,90 10,40 Corrente [A] 116 152,20 197,40 9,90
151,20 197,90 10,30
197,40 9,80
Média 151,83 197,65 10,10 Desvio 0,29 0,25 0,25
Tabela 4.3: Parâmetros de soldagem e deslocamentos medidos para passe 2.
Ch
apas 1x2 S
em restriçõ
es
Passe 2
Velocidade [mm/s] 2,08 Largura Comprimento Altura (pontas) Tensão [V] 22-26 151,80 198,00 10,35 Corrente [A] 152 151,80 197,60 10,20
151,60 198,40 10,75
151,55 197,45 9,50
151,35 9,50
9,65
10,10
9,30
11,40
11,00
Média 151,62 197,86 10,18 Desvio 0,17 0,05 0,67

51
Tabela 4.4: Parâmetros de soldagem e deslocamentos medidos para passe 3.
Ch
apas 1x2 S
em restriçõ
es
Passe 3
Velocidade [mm/s] 2,08 Largura Comprimento Altura (pontas) Tensão [V] 22-26 151,25 198,00 11,75 Corrente [A] 152 151,00 197,45 9,60
151,55 197,50 10,40
151,05 198,00 10,45
12,40
9,80
9,90
10,15
Média 151,21 197,74 10,56 Desvio 0,22 0,26 0,93
Tabela 4.5: Parâmetros de soldagem e deslocamentos medidos para passe 4.
Ch
apas 1x2 S
em
restrições
Passe 4
Velocidade [mm/s] 3,74 Largura Comprimento Altura (pontas) Tensão [V] 22-26 151,30 197,90 14,25 Corrente [A] 152 150,75 198,50 14,00
150,90 198,25 12,40
151,25 199,60 13,80
151,10 197,80
Média 151,06 198,41 13,61 Desvio 0,19 0,65 0,72
A partir das medições tomadas foi feita a Figura 4.1 que apresenta a seção
transversal da amostra 1x2 por passe.
Figura 4.1: Seções transversais da solda das chapas 1 e 2, a) antes da solda, b) após o passe de raiz, c) após o primeiro passe, d) após o segundo passe, e) após o terceiro passe, f) após o quaro passe.
a)
b)
c)
d)
e)
f)

52
As flechas foram calculadas conforme equação (56) onde hp é a altura medida
nas extremidades das chapas e t é a espessura das chapas do experimento, como
informado no capitulo 3 é de 3/8”.
thp −=δ (56)
A tabela 4.6 apresenta os deslocamentos medidos nas pontas, próximo a
solda onde foi possível, a espessura e as flechas calculadas por passe onde as
flechas foram calculadas até o 3º passe conforme equação (56).
Tabela 4.6: Medições nas pontas, próximo a solda e Flechas por passe para a solda sem restrições.
hp [mm] hc [mm] t [mm] δ [mm] Passe 0 0,000 0,000 9,525 0,000
Passe Raiz 9,725 0,000 9,525 0,450 Passe 1 10,100 0,000 9,525 0,575 Passe 2 10,175 0,000 9,525 0,650 Passe 3 10,556 0,000 9,525 1,031 Passe 4 10,325 13,613 9,525 3,288
Como a solda das chapas 1 e 2 está livre para se dilatar e devido a
impossibilidade de medir a altura da amostra próxima a solda durante os passes de
raiz, 1, 2 e 3 é assumido que a espessura das chapas se manteve constante ao
longo do processo.
4.2.2. Deslocamentos da solda engastada (Chapas 3x4)
Para as chapas 3 e 4 engastadas a bancada por pontos de solda foram feitas
medições dos deslocamentos no comprimento, largura e espessura da chapa, estas
medidas são apresentadas nas Tabelas 4.7, 4.8, 4.9, 4.10 e 4.11.
Após as soldas foi verificado que as espessuras das chapas 3 e 4 não
sofreram alteração, logo a altura medida nas pontas equivale a espessura do
material, isto é 3/8” juntamente com a flecha medida.

53
Tabela 4.7: Parâmetros de soldagem e deslocamentos medidos para passe de raiz.
Ch
apas 3x4 E
ng
astada
Passe de Raiz
Velocidade [mm/s] 2,13 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda) Tensão [V] 22,4-28,4 153,55 197,50 11,10 10,90
Corrente [A] 128 153,10 197,65 9,90 11,70
153,20 197,70 10,05 10,10
153,10 198,00 9,40 11,75
153,10 198,00 10,40 11,80
153,05 198,00 11,20 11,60
198,00
Média 153,18 197,84 10,34 11,31 Desvio 0,17 0,20 0,64 0,62
Tabela 4.8: Parâmetros de soldagem e deslocamentos medidos para passe 1.
Ch
apas 3x4 E
ng
astada
Passe 1
Velocidade [mm/s] 3,19 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda) Tensão [V] 25,6-32 152,80 197,85 11,10 10,75
Corrente [A] 176 152,70 197,80 11,10 11,05
152,55 198,00 10,50 9,80
152,80 198,00 10,00 11,50
152,55 197,80 9,80 11,80
153,40 197,70 9,65 10,70
153,20 198,00 9,00 11,60
153,30 198,00 9,50 10,20
9,30
Média 152,91 197,89 9,99 10,93 Desvio 0,37 0,11 0,71 0,66
Tabela 4.9: Parâmetros de soldagem e deslocamentos medidos para passe 2.
Ch
apas 3x4 E
ng
astada
Passe 2
Velocidade [mm/s] 2,02 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda) Tensão [V] 25,6-32 152,55 197,60 10,10 10,65
Corrente [A] 176 152,45 197,60 10,10 11,60
152,85 198,25 10,30 9,80
152,25 198,10 10,05 11,15
152,25 198,40 9,85 11,65
152,45 198,10 9,50 10,65
152,45 197,60 9,15 9,65
152,20 198,10 9,65 11,00
Média 152,43 197,97 9,84 10,77 Desvio 0,20 0,30 0,36 0,70

54
Tabela 4.10: Parâmetros de soldagem e deslocamentos medidos para passe 3.
Ch
apas 3x4 E
ng
astada
Passe 3
Velocidade [mm/s] 2,91 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda)
Tensão [V] 20,4-22,8
152,00 198,15 11,05 10,70
Corrente [A] 128 152,10 198,25 9,65 11,60
152,10 197,60 9,25 11,40
152,20 197,60 9,40 9,50
152,00 197,90 10,00 10,80
152,10 198,40 10,00 11,30
152,20 198,00 10,15 11,60
10,95 10,50
Média 152,10 197,99 10,06 10,93 Desvio 0,08 0,29 0,62 0,67
Tabela 4.11: Parâmetros de soldagem e deslocamentos medidos para passe 4.
Ch
apas 3x4 E
ng
astada
Passe 4
Velocidade [mm/s] 2,71 Largura Comprimento Altura
(pontas)
Altura (Próximo
Solda) Tensão [V] 21,6-24 151,80 197,70 11,00 11,10
Corrente [A] 128 151,90 197,60 11,00 12,15
152,00 198,00 10,00 11,50
152,20 198,00 10,00 12,10
152,50 198,00 9,85 11,40
152,00 197,50 9,40 10,00
151,70 197,50 10,50 11,05
198,00 12,00
Média 152,01 197,79 10,25 11,41 Desvio 0,25 0,22 0,56 0,67
A partir das medições tomadas foi feita a Figura 4.2 que apresenta a seção
transversal da amostra 3x4 por passe.
Figura 4.2: Seções transversais da solda das chapas 3 e 4, a) antes da solda, b) após o passe de raiz, c) após o primeiro passe, d) após o segundo passe, e) após o terceiro passe, f) após o quaro passe.
a)
b)
c)
d)
e)
f)

55
A flecha δ foi calculada conforme equação (60) onde hc é a altura medida
próximo a solda, estes valores são apresentados na Tabela 4.12.
cp hh −=δ (60)
Tabela 4.12: Medições nas pontas, próximo a solda e Flechas por passe para a solda engastada.
hp [mm] hc [mm] δ [mm] Passe 0 9,525 9,525 0,000
Passe Raiz 10,342 11,308 0,967 Passe 1 9,994 10,925 0,931 Passe 2 9,838 10,769 0,931 Passe 3 10,056 10,925 0,869 Passe 4 10,250 11,413 1,163
4.2.3. Deslocamentos da solda com restrições paralelas (Chapas 5x6)
Para a solda das chapas 5 e 6 que foi realizada com restrições paralelas ao
cordão de solda foram tomadas as medidas por passe apresentadas nas Tabelas
4.13, 4.14, 4.15, 4.16 e 4.17 a partir das quais foi calculada a flecha conforme
equação (60), estes valores são apresentados na Tabela 4.18.
Tabela 4.13: Parâmetros de soldagem e deslocamentos medidos para passe de raiz.
Ch
apas 5x6 R
estrição P
aralela
Passe de raiz
Velocidade [mm/s] 1,98 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda) Tensão [V] 20,6-23,6 152,40 197,55 9,31 9,16
Corrente [A] 112 152,30 197,60 9,66 10,16
152,40 198,10 9,06 9,06
152,40 198,00 10,46 9,11
152,50 198,00 10,16 9,26
152,40 197,60 9,56 9,26
152,40 198,20 9,66 9,06
152,55 198,00 9,31 9,06
9,66 9,21
Média 152,42 197,88 9,65 9,26 Desvio 0,07 0,24 0,41 0,38

56
Tabela 4.14: Parâmetros de soldagem e deslocamentos medidos para passe 1.
Ch
apas 5x6 R
estrição P
aralela
Passe de 1
Velocidade [mm/s] 2,23 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda)
Tensão [V] 21,6-24,8
151,15 198,00 9,41 8,91
Corrente [A] 128 152,15 198,00 9,46 9,21
152,15 197,60 9,61 8,76
152,35 197,60 9,96 9,16
152,00 197,70 9,26 8,96
152,10 198,15 9,46 9,16
151,90 198,00 9,26 9,06
197,55 9,46 8,66
Média 151,97 197,83 9,49 8,99 Desvio 0,36 0,22 0,21 0,19
Tabela 4.15: Parâmetros de soldagem e deslocamentos medidos para passe 2.
Ch
apas 5x6 R
estrição P
aralela
Passe 2
Velocidade [mm/s] 2,71 Largura Comprimento Altura
(pontas)
Altura (Próximo
Solda) Tensão [V] 21,6-24,8 151,95 197,55 10,11 8,41
Corrente [A] 128 151,70 197,50 9,76 7,81
151,50 197,60 9,36 8,01
151,55 198,00 9,16 8,16
151,65 198,15 8,96 8,21
151,60 198,00 10,11 8,16
151,80 197,95 9,86 7,86
197,50 9,31 8,16
9,91
Média 151,68 197,78 9,66 8,10 Desvio 0,13 0,25 0,41 0,18
Tabela 4.16: Parâmetros de soldagem e deslocamentos medidos para passe 3.
Ch
apas 5x6 R
estrição P
aralela
Passe 3
Velocidade [mm/s] 3,14 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda) Tensão [V] 20,8-24,4 151,90 197,60 9,96 7,66
Corrente [A] 132 151,5 198,30 10,01 8,11
151,20 197,55 10,11 7,71
151,30 198,00 10,16 7,66
151,50 198,00 9,96 7,66
151,60 198,00 10,21 7,96
151,35 198,15 9,71 7,66
151,55 197,5 9,66 7,76
Média 151,49 197,89 9,98 7,78 Desvio 0,20 0,27 0,19 0,16

57
Tabela 4.17: Parâmetros de soldagem e deslocamentos medidos para passe 4.
Ch
apas 5x6 R
estrição P
aralela
Passe 4
Velocidade [mm/s] 3,19 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda)
Tensão [V] 20,8-24,4
151,70 197,30 11,66 6,51
Corrente [A] 132 151,60 197,60 10,26 6,86
151,30 197,55 10,36 8,36
151,30 198,00 11,01 8,06
151,20 198,00 9,86 6,56
151,10 198,15 10,06 6,96
151,60 197,05 10,06 8,11
151,30 198,00 9,46 7,76
Média 151,39 197,83 10,34 7,40 Desvio 0,20 0,28 0,65 0,70
A partir das medições tomadas foi feita a Figura 4.3 que apresenta a seção
transversal da amostra 5x6 por passe.
Figura 4.3: Seções transversais da solda das chapas 5 e 6, a) antes da solda, b) após o passe de raiz, c) após o primeiro passe, d) após o segundo passe, e) após o terceiro passe, f) após o quaro passe.
a)
b)
c)
d)
e)
f)
Tabela 4.18: Medições nas pontas, próximo a solda e Flechas por passe para a solda com restrições paralelas ao cordão.
hp [mm] hc [mm] δ [mm] Passe 0 9,525 9,525 0,000 Passe Raiz
9,651 9,263 0,389
Passe 1 9,488 8,988 0,500 Passe 2 9,656 8,100 1,556 Passe 3 9,975 7,775 2,200 Passe 4 10,344 7,400 2,944

58
4.2.4. Deslocamentos da solda com restrições perpendiculares (Chapas 7x8)
Para a solda das chapas 7 e 8 que foi realizada com restrições
perpendiculares ao cordão de solda foram tomadas as medidas por passe
apresentadas nas Tabelas 4.19, 4.20, 4.21, 4.22 e 4.23 a partir das quais foi
calculada a flecha conforme equação (60), estes valores são apresentados na
Tabela 4.24.
Tabela 4.19: Parâmetros de soldagem e deslocamentos medidos para passe de raiz.
Ch
apas 7x8 R
estrição
Perp
end
icular
Passe de Raiz
Velocidade [mm/s] 1,65 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda) Tensão [V] 20,4-22 152,05 198,00 9,06 10,26
Corrente [A] 100 152,10 197,70 9,16 9,41
152,20 198,00 10,21 9,46
152,40 197,65 10,11 9,46
152,45 198,00 9,36 9,36
152,60 197,70 9,26 9,46
152,60 198,00 9,76 9,36
152,55 197,90 10,06 9,46
Média 152,49 197,87 9,63 9,53 Desvio 0,45 0,15 0,44 0,28
Tabela 4.20: Parâmetros de soldagem e deslocamentos medidos para passe 1.
Ch
apas 7x8 R
estrição
Perp
end
icular
Passe 1
Velocidade [mm/s] 2,475 Largura Comprimento Altura
(pontas)
Altura (Próximo
Solda) Tensão [V] 24-26 151,60 198,00 9,16 9,41
Corrente [A] 160 152,35 197,65 9,26 9,36
151,70 198,00 26,19 9,06
152,20 197,60 10,16 9,06
151,90 198,00 9,16 9,51
151,85 197,60 9,21 9,46
152,00 198,00 10,61 9,21
151,85 197,60 10,46 9,66
Média 151,93 197,81 11,78 9,34 Desvio 0,23 0,19 5,48 0,20

59
Tabela 4.21: Parâmetros de soldagem e deslocamentos medidos para passe 2.
Ch
apas 7x8 R
estrição
Perp
end
icular
Passe 2
Velocidade [mm/s] 3,194 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda) Tensão [V] 22,8-26 151,55 198,00 10,56 9,06
Corrente [A] 156 151,95 197,70 9,46 8,96
151,60 198,50 9,56 8,96
151,80 197,65 11,06 8,96
151,70 198,00 10,86 8,66
151,60 197,65 9,46 9,06
151,60 198,00 9,56 8,81
151,65 197,65 11,16 8,56
Média 151,68 197,89 10,21 8,88 Desvio 0,12 0,28 0,72 0,15
Tabela 4.22: Parâmetros de soldagem e deslocamentos medidos para passe 3.
Ch
apas 7x8 R
estrição
Perp
end
icular
Passe 3
Velocidade [mm/s] 3,882 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda) Tensão [V] 22,8-26 155,45 197,80 9,96 9,16
Corrente [A] 156 151,60 198,60 10,36 8,86
151,50 197,60 11,81 10,26
151,50 198,10 11,21 8,56
151,55 198,10 10,26 9,06
151,50 197,60 10,56 8,81
151,55 198,20 11,56 8,56
151,60 197,60 11,76 8,06
198,10
Média 151,53 197,97 10,94 8,92 Desvio 0,05 0,32 0,69 0,60
Tabela 4.23: Parâmetros de soldagem e deslocamentos medidos para passe 4.
Ch
apas 7x8 R
estrição
Perp
end
icular
Passe 4
Velocidade [mm/s] 3,414 Largura Comprimento
Altura (pontas)
Altura (Próximo
Solda) Tensão [V] 22,8-26 151,30 198,20 11,26 9,16
Corrente [A] 156 151,30 198,00 11,11 9,46
151,30 198,00 11,86 8,36
151,30 197,70 12,26 9,36
151,25 197,70 13,06 8,46
151,20 198,10 13,06 9,26
151,20 197,70 11,46 9,61
151,25 198,00 11,66 8,51
Média 151,26 197,93 11,97 9,03 Desvio 0,00 0,19 0,71 0,31

60
A partir das medições tomadas foi feita a Figura 4.4 que apresenta a seção
transversal da amostra 7x8 por passe.
Figura 4.4: Seções transversais da solda das chapas 7 e 8, a) antes da solda, b) após o passe de raiz, c) após o primeiro passe, d) após o segundo passe, e) após o terceiro passe, f) após o quarto passe.
a)
b)
c)
d)
e)
f)
Tabela 4.24: Medições nas pontas, próximo a solda e Flechas por passe para a solda com restrições perpendiculares ao cordão.
hp [mm] hc [mm] δ [mm] Passe 0 9,525 9,525 0,000
Passe Raiz 9,625 9,531 0,094 Passe 1 11,778 9,344 2,434 Passe 2 10,213 8,881 1,331 Passe 3 10,938 8,919 2,019 Passe 4 11,969 9,025 2,944
4.3. Ensaios de Tração
4.3.1. Ensaios de tração para a amostra de controle.
Conforme descrito no capitulo de materiais e métodos a estimativa das
propriedades mecânicas do aço de referência, isto é, limite de escoamento σe, limite
de resistência σrt e limite de ruptura σrp do material foram determinados como a
média dos valores obtidos a partir dos ensaios de tração realizados nos 5 corpos de
prova confeccionados.

61
Figura 4.5: Corpos de prova da amostra de controle após afratura durante ensaio de tração.
A Figura 4.5 apresenta os 5 corpos de prova da amostra de controle
rompidos, os valores do limite de escoamento, limite de tensão e limite de ruptura,
bem como suas medias e desvios são apresentados na Tabela 30. A partir das
tensões obtidas do ensaio, com as dimensões da seção transversal informadas de 6
x 10 mm foram calculadas as cargas aplicadas até o escoamento, até o limite de
resistência e o limite de ruptura da amostra, multiplicando-se as respectivas tensões
pela área da seção informada no relatório. A partir destas cargas foram calculadas
as tensões por amostra dividindo-se as cargas pela seção real, isto é, 6 x 9,525 mm
de onde foram obtidos os valores calculados na Tabela 4.25. A partir dos valores
calculados para as 5 amostras de controle forma calculados os valores médios para
o limite de escoamento, limite de resistência e limite de ruptura.
Tabela 4.25: Cargas e tensões limite de escoamento, resistencia e ruptura para os 5 corpos de prova da amostra de controle.
Tensões Corrigidas
[kgf/mm2] Cargas [kgf] Dimensões reais [mm]
CP σe σrt σrp Fe Frt Frp lar ura Espessura Área
1 11,86 50,38 36,01 678,00 2879,40 2058,00 6,00 9,53 57,15
2 10,67 49,09 35,75 609,60 2805,60 2043,00 6,00 9,53 57,15
3 10,59 50,27 36,37 605,40 2872,80 2078,40 6,00 9,53 57,15
4 13,08 49,44 35,32 747,60 2825,40 2018,40 6,00 9,53 57,15
5 11,39 51,45 36,58 651,00 2940,60 2090,40 6,00 9,53 57,15
Média 11,52 50,13 36,00
Dp 1,02 0,92 0,50

62
4.3.2. Ensaios de tração para a solda 1x2.
Para os corpos de prova da solda 1x2 foi adotado ajuste semelhante ao feito
para as amostras de controle, onde a partir das tensões limite de escoamento σe,
limite de resistência σrt e limite de ruptura σrp foram calculadas as respectivas cargas
aplicadas durante o ensaio, multiplicando-se as tensões informadas pela área
informada no relatório, e a partir destas, calculadas as tensões corrigidas para a
seção nominal dos corpos de prova. A Figura 4.6 mostra os 6 corpos de prova da
solda 1x2 rompidos, os valores do limite de escoamento, limite de tensão e limite de
ruptura, bem como suas médias e desvios são apresentados na Tabela 4.26.
Figura 4.6: Corpos de prova da solda 1x2 após afratura durante ensaio de tração.
A partir da Figura 4.6 e considerando-se que a largura da ZTA calculada foi
de 10,37 mm, foi observado que todos os corpos de prova desta solda romperam
fora da ZTA, no metal de base, onde espera-se que as propriedades mecânicas
sejam iguais as medidas nas amostras de controle.

63
Tabela 4.26: Cargas e tensões limite de escoamento, resistencia e ruptura para os 6 corpos de prova da solda 1x2.
Tensões Corrigidas
[kgf/mm2] Cargas [kgf] Dimensões reais [mm]
CP σe σrt σrp Fe Frt Frp largura Espessura Area
b 12,80 52,08 41,83 731,40 2976,60 2390,40 6,00 9,53 57,15
d 9,46 53,39 43,32 540,60 3051,00 2475,60 6,00 9,53 57,15
f 11,28 54,10 43,53 644,40 3091,80 2487,60 6,00 9,53 57,15
h 7,27 53,01 21,94 415,20 3029,40 1254,00 6,00 9,53 57,15
j 12,25 53,18 43,53 700,20 3039,00 2487,60 6,00 9,53 57,15
l 9,60 52,80 45,09 548,40 3017,40 2577,00 6,00 9,53 57,15
Média 10,44 53,09 39,87
Dp 2,06 0,67 8,84
A partir dos dados da Tabela 4.26 foi plotado o gráfico σe(x), onde x é a
coordenada média do corpo de prova no cordão, é apresentado na Figura 4.7
juntamente com o valor médio calculado e o valor médio calculado para a amostra
de controle, neste ponto chamado de limite de escoamento de referência.
Figura 4.7: Limite de escoamento da solda 1x2 em função da coordenada x, limite de escoamento de referencia e valor médio do calculado para os 6 corpos de prova.
4.3.3. Ensaios de tração para a solda 3x4
Para os corpos de prova da solda 3x4 foi adotado ajuste semelhante ao feito
para as amostras de controle, onde a partir das tensões limite de escoamento σe,
limite de resistência σrt e limite de ruptura σrp foram calculadas as respectivas cargas
aplicadas durante o ensaio, multiplicando-se as tensões informadas pela área

64
informada no relatório, e a partir destas, calculadas as tensões corrigidas para a
seção nominal dos corpos de prova.
Figura 4.8: Corpos da solda 3x4 após afratura durante ensaio de tração.
A Figura 4.8 mostra os 6 corpos de prova da solda 3x4 rompidos, os valores
do limite de escoamento, limite de tensão e limite de ruptura, bem como suas
médias e desvios são apresentados na Tabela 4.27.
A partir da Figura 4.8 e considerando-se que a largura da ZTA calculada foi
de 10,37 mm, foi observado que todos os corpos de prova desta solda romperam
fora da ZTA, no metal de base, onde espera-se que as propriedades mecânicas
sejam iguais as medidas nas amostras de controle.

65
Tabela 4.27: Cargas e tensões limite de escoamento, resistencia e ruptura para os 6 corpos de prova da solda 3x4.
Tensões Corrigidas [kgf/mm2]
Cargas [kgf] Dimensões reais [mm]
CP σe σrt σrp Fe Frt Frp largur
a Espessur
a Area
b 24,91
50,89
42,98
1423,80
2908,20
2456,40
6,00 9,53 57,15
d 21,96
50,29
43,78
1255,20
2874,00
2502,00
6,00 9,53 57,15
f 18,91
48,89
37,38
1080,60
2794,20
2136,00
6,00 9,53 57,15
h 14,68
49,34
41,57
838,80 2820,0
0 2376,0
0 6,00 9,53 57,15
j 21,03
50,11
42,59
1201,80
2863,80
2434,20
6,00 9,53 57,15
l 13,02
50,31
40,64
744,00 2875,2
0 2322,6
0 6,00 9,53 57,15
Média
19,08
49,97
41,49
Dp 4,52 0,73 2,30
4.3.4. Ensaios de tração para a solda 5x6.
Para os corpos de prova da solda 5x6 foi adotado ajuste semelhante ao feito
para as amostras de controle, onde a partir das tensões limite de escoamento σe,
limite de resistência σrt e limite de ruptura σrp foram calculadas as respectivas cargas
aplicadas durante o ensaio, multiplicando-se as tensões informadas pela área
informada no relatório, e a partir destas, calculadas as tensões corrigidas para a
seção nominal dos corpos de prova.
A Figura 4.9 mostra os 6 corpos de prova da solda 5x6 rompidos, os valores
do limite de escoamento, limite de tensão e limite de ruptura, bem como suas
medias e desvios são apresentados na Tabela 4.28.
A partir da Figura 4.9 e considerando-se que a largura da ZTA calculada foi
de 10,37 mm, foi observado que todos os corpos de prova desta solda romperam
fora da ZTA, no metal de base, onde espera-se que as propriedades mecânicas
sejam iguais as medidas nas amostras de controle.

66
Figura 4.9: Corpos da solda 5x6 após afratura durante ensaio de tração.
Tabela 4.28: Cargas e tensões limite de escoamento, resistencia e ruptura para os 6 corpos de prova da solda 5x6.
Tensões Corrigidas
[kgf/mm2] Cargas [kgf] Dimensões reais [mm]
CP σe σrt σrp Fe Frt Frp largura Espessura Area b 10,03 50,74 27,04 573,00 2899,80 1545,60 6,00 9,53 57,15
d 11,54 50,79 42,18 659,40 2902,80 2410,80 6,00 9,53 57,15
f 9,88 53,35 43,77 564,60 3049,20 2501,40 6,00 9,53 57,15
h 10,16 52,36 44,31 580,80 2992,20 2532,60 6,00 9,53 57,15
j 10,25 52,55 44,27 585,60 3003,00 2530,20 6,00 9,53 57,15
l 10,75 51,34 45,10 614,40 2934,00 2577,60 6,00 9,53 57,15
Média 10,43 51,85 41,11
Dp 0,62 1,06 6,96
4.3.5. Ensaios de tração para a solda 7x8.
Para os corpos de prova da solda 7x8 foi adotado ajuste semelhante ao feito
para as amostras de controle, onde a partir das tensões limite de escoamento σe,
limite de resistência σrt e limite de ruptura σrp foram calculadas as respectivas cargas
aplicadas durante o ensaio, multiplicando-se as tensões informadas pela área
informada no relatório, e a partir destas, calculadas as tensões corrigidas para a
seção nominal dos corpos de prova.

67
Figura 4.10: Corpos da solda 7x8 após afratura durante ensaio de tração.
A Figura 4.10 mostra os 6 corpos de prova da solda 7x8 rompidos, os valores
do limite de escoamento, limite de tensão e limite de ruptura, bem como suas
medias e desvios são apresentados na Tabela 4.29.
A partir da Figura 4.10 e considerando-se que a largura da ZTA calculada foi
de 10,37 mm, foi observado que todos os corpos de prova desta solda romperam
fora da ZTA, no metal de base, onde espera-se que as propriedades mecânicas
sejam iguais as medidas nas amostras de controle.
Tabela 4.29: Cargas e tensões limite de escoamento, resistencia e ruptura para os 6 corpos de prova da solda 7x8.
Tensões Corrigidas
[kgf/mm2] Cargas [kgf] Dimensões reais [mm]
CP σe σrt σrp Fe Frt Frp largura Espessura Area b 9,87 55,16 45,21 564,35 3152,45 2583,54 6,00 9,53 57,15
d 12,34 54,91 45,73 705,43 3138,17 2613,24 6,00 9,53 57,15
f 6,25 53,36 44,14 357,00 3049,64 2522,42 6,00 9,53 57,15
h 9,64 54,54 43,97 551,21 3117, 4 2512,71 6,00 9,53 57,15
j 7,25 52,81 42,93 414,12 3018,22 2453,30 6,00 9,53 57,15
l 6,66 54,71 44,69 380,42 3126,75 2553,84 6,00 9,53 57,15
Média 8,67 54,25 44,44
Dp 2,36 0,94 0,99

68
4.4. Ensaio de Microdureza Vickers.
4.4.1. Medições iniciais
Conforme citado no capítulo de materiais e métodos, foram selecionadas para
os ensaios de microdureza as amostras c, g e k, nas quais foram realizados os
ensaios de microdureza Vickers (HV). Todos os passes foram feitos com 1,2 mm de
distância entre os pontos e com espaçamento de 3 mm entre os passes, cada passe
começou a partir do final do anterior conforme indicado nas figuras 38, 42, 46 e 50, a
linha traço-e-ponto demarca a ZTA.
A Zona Termicamente Afetada (ZTA) teve sua largura determinada pelo
procedimento apresentado em ASM (1998) sabendo-se que a espessura nominal t
das chapas é de 3/8” ou 9,525 mm, H é o aporte térmico em J/s.mm, calculado
conforme a equação (66), η é a eficiência térmica do processo, V é a diferença de
potencial do processo, I a corrente do processo, v a velocidade de deslocamento do
eletrodo, Tp a temperatura de pico, assumida como a temperatura de austenitização
do material, Tm a temperatura de fusão do material, ρ é a densidade do material, Cp
o calor especifico a pressão constante, e T0 a temperatura inicial, neste caso a
temperatura ambiente.
v
VIH
η= (66)
00
113,41
TTH
tYC
TT m
p
p −+=
−
ρ (67)
Rearrumando a equação (67) para isolar a largura da ZTA definida como Y é
obtida a equação (68).
Para calcular a largura da ZTA são assumidos os maiores valores de tensão e
corrente de soldagem e a menor velocidade de deslocamento, respectivamente 32V,
176A e 1,65 mm/s.
))((13,4
)(
00 TTTTtC
TTHY
mpp
pm
−−
−=
ρ (68)

69
A temperatura inicial T0 assumida é de 32ºC, a temperatura média registrada
no aeroporto de Ponta Pelada em Manaus, por ser o ponto de medição oficial de
dados meteorológicos mais perto do local onde as soldas foram feitas. A
temperatura de fusão Tm e a temperatura de austenitização Tp do material são
respectivamente 1530ºC e 740ºC de acordo com Mei (2010). O produto ρCp, é
definido por ASM (1998) como calor específico volumétrico com valor de 0,0044
J/mm3.ºC para aços com baixo teor de carbono.
A eficiência de soldagem η e assumida como 70%, a menor eficiência com o
processo de soldagem por eletrodo revestido (SMAW) conforme Tabela 4.30.
Tabela 4.30: Rendimento térmico para os principais processos de soldagem.
Fonte: Modenesi, P., Marques P., Santos, D., 2011. Introdução a Metalurgia da Soldagem.
Para o modelo apresentado nas equações (66), (67) e (68) foi encontrado um
aporte térmico H de 2389,33 J/mm que produziu uma ZTA com aproximadamente
10,34 mm de largura para as soldas realizadas.
A equação (55) apresentada na revisão bibliográfica pode ser usada para se
determinar a tensão limite de resistência do material em MPa, no entanto, para
calcula-la em kgf/mm2 ela deve ser dividida por 9,8 resultando na equação (69)
HVrt 35,0=σ
(69)
Para a solda das chapas 1x2, sem restrições o esboço da matriz de pontos de
medição é apresentado na Figura 4.11.

70
Figura 4.11: Esboços de matriz de pontos de medição de microdureza, a) corpo de prova extraído da extremidade esquerda, b) corpo de prova extraído do centro da amostra, c) corpo de prova extraído da extremidade direita da amostra.
a)
b)
c)

71
As Figuras 4.12, 4.13 e 4.14 apresentam as microdurezas medidas por ponto
e por passe sendo, respectivamente referentes as amostras c, g e k da solda 1x2,
feita sem restrições.
Figura 4.12: Microdurezas Vickers medida na amostra c da solda 1x2, a) Passe 1 medido próximo a superfície, b) Passe 2 medido 1,5 mm acima da linha central, Passe 3 medido 1,5 mm abaixo da linha central, d) Passe 4 medido 3 mm abaixo do passe 3.
a)
b)
c)
d)
Figura 4.13: Microdurezas Vickers medida na amostra g da solda 1x2, a) Passe 3 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 1 medido 3 mm abaixo da linha central.
a)
b)
c)

72
Figura 4.14: Microdurezas Vickers medida na amostra k da solda 1x2, a) Passe 1 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm abaixo da linha central.
a)
b)
c)
Para as amostras extraídas da solda das chapas 3x4, engastada os esboços
das matrizes de pontos são apresentados na Figura 4.15.
Figura 4.15: Esboços de matriz de pontos de medição de microdureza, a) corpo de prova extraído da extremidade esquerda, b) corpo de prova extraído do centro da amostra, c) corpo de prova extraído da extremidade direita da amostra.
a)
b)
c)

73
As Figuras 4.16, 4.17 e 4.18 mostram as microdurezas medidas por ponto e
por passe sendo, respectivamente referentes as amostras c, g e k da solda 3x4,
engastada.
Figura 4.16: Microdurezas Vickers medida na amostra c da solda 3x4, a) Passe 1 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm abaixo da linha central.
a)
b)
c)
Figura 4.17: Microdurezas Vickers medida na amostra g da solda 3x4, a) Passe 1 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm abaixo da linha central
a)
b)
c)

74
Figura 4.18: Microdurezas Vickers medida na amostra k da solda 3x4, a) Passe 3 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 1 medido 3 mm abaixo da linha central.
a)
b)
c)
Para as amostras extraídas da solda das chapas 5x6, com restrições paralelas
os esboços das matrizes de pontos são apresentados na Figura 4.19.
Figura 4.19: Esboços de matriz de pontos de medição de microdureza, a) corpo de prova extraído da extremidade esquerda, b) corpo de prova extraído do centro da amostra, c) corpo de prova extraído da extremidade direita da amostra.
a)
b)
c)

75
As Figuras 4.20, 4.21 e 4.22 mostram as microdurezas medidas por ponto e por
passe sendo, respectivamente referentes as amostras c, g e k da solda 5x6, com
restrições paralelas ao cordão.
Figura 4.20: Microdurezas Vickers medida na amostra c da solda 5x6, a) Passe 1 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm abaixo da linha central.
a)
b)
c)
Figura 4.21: Microdurezas Vickers medida na amostra g da solda 5x6, a) Passe 1 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm abaixo da linha central.
a)
b)
c)

76
Figura 4.22: Microdurezas Vickers medida na amostra k da solda 5x6, a) Passe 3 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 1 medido 3 mm abaixo da linha central.
a)
b)
c)
Para as amostras extraídas da solda das chapas 7x8, com restrições
paralelas os esboços das matrizes de pontos são apresentados na Figura 4.23.
Figura 4.23: Esboços de matriz de pontos de medição de microdureza, a) corpo de prova extraído da extremidade esquerda, b) corpo de prova extraído do centro da amostra, c) corpo de prova extraído da extremidade direita da amostra.
a)
b)
c)

77
As Figuras 4.24, 4.25 e 4.26 mostram as microdurezas medidas por ponto e por
passe sendo, respectivamente referentes as amostras c, g e k da solda 7x8, com
restrições perpendiculares ao cordão.
Figura 4.24: Microdurezas Vickers medida na amostra c da solda 7x8, a) Passe 1 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm abaixo da linha central.
a)
b)
c)
Figura 4.25: Microdurezas Vickers medida na amostra g da solda 7x8, a) Passe 1 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 3 medido 3 mm abaixo da linha central.
a)
b)
c)

78
Figura 4.26: Microdurezas Vickers medida na amostra k da solda 7x8, a) Passe 3 medido 3 mm acima da linha central, b) Passe 2 medido na linha central, c) Passe 1 medido 3 mm abaixo da linha central.
a)
b)
c)

79
CAPÍTULO V
ANÁLISE, DISCUSSÕES E RESULTADOS
5.1. Estudo comparativo das flechas
Para as flechas podemos ajustar as curvas obtidas para a flecha em função
do passe δ(n), onde os parâmetros a e b também estão associados a características
de material, condições de resfriamento, geometria e restrições. A Figura 5.1 mostra
as flechas por passe para cada condição de soldagem.
bann +=)(δ Eq. (61)
Para o ajuste da reta representada pela equação (61) foram arbitrada que a
reta passaria pelo ponto determinado pelo passe de raiz, ou passe 1 no gráfico e
pelo ponto determinado pelo penúltimo passe, ou passe 4, pois estes pontos foram
os que apresentaram o melhor ajuste da reta.
Pode ser observado que para as soldas sem restrições e engastada as
flechas apresentaram tendência linear até o 4º passe no caso das duas primeiras
soldas, até o passe 1 no caso da última e então a curva sofreu uma inflexão e
manteve o comportamento linear, porem mudou os coeficientes a e b.
No caso da solda com restrições transversais foi observado que a curva pode
ser ajustada por 3 retas conforme pode ser visto na Figura 5.5.
As Figuras 5.2, 5.3 e 5.4 mostram as curvas de flechas em função do passe
medidas juntamente com as calculadas a partir do ajuste, e a Tabela 5.1 apresenta
os parâmetros a e b para cada solda e para cada intervalo entre passes.

80
Figura 5.1: Flechas para as soldas em função do passe, sendo 1 o passe de raiz, a) Para a solda das Chapas 1x2 sem restrições, b) Para a solda das Chapas 3x4 engastada, c) Para a solda das Chapas 5x6 com restrições paralelas ao cordão, d) Para a solda das Chapas 7x8 com restrições perpendiculares ao cordão.
a)
b)
c)
d)
Figura 5.2: Flechas para a solda das Chapas 1x2 sem restrições, curva azul obtida a partir das medições, curva em vermelho apresenta as deformações obtidas por passe para o ajuste linear.

81
Figura 5.3: Flechas para a solda das Chapas 3x4 engastada, curva azul obtida a partir das medições, curva em vermelho apresenta as deformações obtidas por passe para o ajuste linear.
Figura 5.4: Flechas para a solda das Chapas 5x6 com restrições paralelas, curva azul obtida a partir das medições, curva em vermelho apresenta as deformações obtidas por passe para o ajuste linear.
Figura 5.5: Flechas para a solda das Chapas 7x8 com transversais, curva azul obtida a partir das medições, curva em vermelho apresenta as deformações obtidas por passe para o ajuste linear.

82
Tabela 5.1: Coeficientes angulares e de translação para as retas de ajuste das flechas em função dos passes, onde δ(n)=an+b.
Passes 1-2 Passes 2-3 Passes 3-4 Passes 4-5
Soldas a b a b a b a b
1x2 0,19375 0,25625 0,19375 0,25625 0,19375 0,25625 2,25625 -7,9938
3x4 -0,03264 0,999306 -0,03264 0,999306 -0,03264 0,999306 0,29375 -
0,30 25
5x6 0,111111 0,277778 0,8145 3 -1,12917 0,814583 -1,12917 0,814583 -1,1292
7x8 2,3875 -2,34063 -1,10313 4,640625 0,80625 -1,0875 0,80625 -1,0875
Conforme citado anteriormente, os coeficientes angulares e de translação das
funções de flecha das chapas soldadas carregam dentro deles características de
material, geometria, e condições de resfriamento que poderão ser investigadas em
maiores detalhes em trabalhos futuros.
5.2. Ensaios de Tração:
5.2.1. Determinação do Coeficiente de Resistência e do Expoente de Endurecimento
por Encruamento.
Fez-se necessário calcular o coeficiente de resistência (K) e o expoente de
endurecimento por encruamento (n) para as amostras de controle, pois o valor de K
irá ser usado quando estivermos convertendo os dados de microdureza obtidos em
tensões limite de escoamento e de resistência.
O modelo usado para a obtenção destes paramentos é o modelo da ASTM
(2000), este é apresentado nas equações (62), (63), (64) e (65), a partir deste
modelo e conhecendo-se os limites de escoamento e de resistência, bem como suas
deformações de engenharia podemos determinar os parâmetros K e n.
0l
l∆=ε (62)
)1( εσσ +=real
(63)
( )εε +=
= 1lnln
0l
l
real (64)
n
realrealK
A
Fεσ == (65)

83
A Tabela 5.2 apresenta os limites de escoamento e de resistência, suas
deformações, módulo de elasticidade, os parâmetros K e n calculados por corpo de
prova, suas médias e desvios padrões.
Tabela 5.2: Propriedades mecânicas das amostras de controle. Tensões Relatório [kgf/mm2] E[kgf/mm2]
Deformações Relatório
Tensões Reais
[kgf/mm2]
Deformações Reais n
K [kgf/mm2]
CP σe σrt εe εrt σe σrt εe εrt
1 11,30 47,99 287,37 0,0393 0,4000 11,74 67,19 0,0386 0,3365 0,8052 161,5001
2 10,16 46,76 281,35 0,0361 0,4000 10,53 65,46 0,03 0,3365 0,8124 158,5958
3 10,09 4 ,88 275,12 0,0367 0,4000 10,46 67,03 0,0360 0,3365 0,8313 165,7853
4 12,46 47,09 266,25 0,0468 0,4000 13,04 65,93 0,0457 0,3365 0,8119 159,6365
5 10,85 49,01 261,84 0,0414 0,4000 11,30 68,61 0,0406 0,3365 0,8529 173,7404
Média 10,972 47,746 274,386 0,040 0,400 11,415 66,844 0,039 0,336 0,823 163,852
Dp 0,971 0,877 10,503 0,004 0,000 1,057 1,228 0,004 0,000 0,019 6,173
5.2.2. Análise de tensões para a solda 1x2.
A partir dos dados da Tabela 5.3 foi plotado o gráfico σe(x), onde x é a
coordenada média do corpo de prova no cordão, é apresentado na Figura 5.6
juntamente com o valor médio calculado para a amostra de controle, neste ponto
chamado de limite de escoamento de referência.
Figura 5.6: Limite de escoamento da solda 1x2 em função da coordenada x, limite de escoamento de referencia e valor médio do calculado para os 6 corpos de prova.

84
A partir da Figura 5.6 pode ser observado que o valor médio da tensão de
escoamento calculado para as amostras da solda 1x2 é de 10,44 kgf/mm2 sendo
aproximadamente 1,08 kgf/mm2 inferior ao limite de escoamento médio das
amostras de controle, isto indica que a tensão residual média presente na peça é de
natureza trativa e desta magnitude.
Também pode ser observado que o limite de escoamento de referência e
ultrapassado somente nos pontos a 13,76 mm e 151,23 mm da origem da solda de
tensões de 1,28 kgf/mm2 e 0,73 kgf/mm2 respectivamente, indicando que nestes
pontos a tensão residual foi compressiva.
As demais tensões também são de natureza trativa e inferiores ao limite de
escoamento de referência com valores entre 4,25 kgf/mm² e 0,25 kgf/mm². A tabela
36 apresenta os limites de escoamento médio para as amostras da solda 1x2, os
limites de escoamento dos corpos de prova da solda 1x2, o limite de escoamento de
referência, as diferenças entre os limites de escoamentos medidos e o de referência
(Δσ) e a tensão residual calculada σR com suas respectivas coordenadas ao longo
do eixo de soldagem.
Tabela 5.3: Limite de escoamento para corpos de prova da solda 1x2, limite de escoamento de referência e tensão residual ao longo do eixo x.
x [mm] σe 1x2 medio σe 1x2 (x) σe ref ∆σ σR
13,76 10,44 12,80 11,52 1,28 -1,28
48,78 10,44 9,46 11,52 -2,06 2,06
81,79 10, 11,28 11,52 -0,24 0,24
14,91 10,44 7,27 11,52 -4,25 4,25
151,23 10,44 12,25 11,52 0,73 -0,73
184,44 10,44 9,60 11,52 -1,92 1,92
5.2.3. Análise de tensões para a solda 3x4.
A partir dos dados da Tabela 5.4 foi plotado o gráfico σe(x), onde x é a
coordenada média do corpo de prova no cordão, este é apresentado na figura 33
juntamente com o valor médio calculado e o valor médio calculado para as amostras
de controle, neste ponto chamado de limite de escoamento de referência.

85
Figura 5.7: Limite de escoamento da solda 3x4 em função da coordenada x, limite de escoamento de referencia e valor médio do calculado para os 6 corpos de prova.
A partir da Figura 5.7 pode ser observado que o limite de escoamento médio
da solda 3x4 é 7,56 kgf/mm2 superior ao limite de escamento de referência para o
material, indicando que em média esta solda está submetida a uma tensão desta
magnitude de natureza compressiva.
Esta solda está sujeita a tensões residuais compressivas em todo seu
comprimento, estas variando entre -13,39 kgf/mm2 a 18,84 mm do inicio da solda e -
1,50 kgf/mm2 a 177,66 mm do inicio da solda.
Observa-se neste caso que as tensões residuais de maior módulo encontram-
se na primeira metade da solda e a no ponto a 147, 78 mm da origem da solda. A
tabela 38 apresenta os limites de escoamento médio para as amostras da solda 3x4,
os limites de escoamento dos corpos de prova da solda 3x4, o limite de escoamento
de referência, as diferenças entre os limites de escoamentos medidos e o de
referência (Δσ) e a tensão residual calculada σR com suas respectivas coordenadas
ao longo do eixo de soldagem.
Tabela 5.4: Limite de escoamento para corpos de prova da solda 3x4,
limite de escoamento de referência e tensão residual ao longo do
eixo x.
x [mm] σe 3x4 medio σe 3x4 (x) σe ref ∆σ σR
18,8 19,08 24,91 11,52 13,39 -13,39
52,78 19,08 21,96 11,52 10,44 -10,44
86,56 19,08 18,91 11,52 7,39 -7,39
115,09 19,08 14,68 11,52 3,16 -3,16
147,78 19,08 21,03 11,52 9,51 -9,51
177,66 19,08 13,02 11,52 1,50 -1,50

86
5.2.4. Análise de tensões para a solda 5x6.
A partir dos dados da Tabela 5.5 foi plotado o gráfico σe(x), onde x é a
coordenada média do corpo de prova no cordão, este é apresentado na Figura 5.8,
juntamente com o valor médio calculado e o valor médio calculado para as amostras
de controle, neste ponto chamado limite de escoamento de referência.
Figura 5.8: Limite de escoamento da solda 5x6 em função da coordenada x, limite de escoamento de referencia e valor médio do calculado para os 6 corpos de prova.
Ao analisar a Figura 5.8 pode se observar que o limite de escoamento médio
da solda 5x6 é 1,09 kgf/mm2 inferior ao limite de escoamento de referência indicando
que a mesma possui tensões residuais majoritariamente trativas ao longo da solda.
A 54,10 mm do inicio da solda a tensão de escoamento medida é de 11,54
kgf/mm2, isto é, 0,02 kgf/mm2 superior ao limite de escoamento de referência,
indicando que este é o único ponto desta solda onde a tensão residual é
compressiva.
As tensões residuais nos demais pontos nesta solda são de natureza trativa e
variam entre 0,77 kgf/mm2 a 181,82 mm do inicio da solda a 1,49 kgf/mm2 a 20, 03
mm do inicio da solda, também pode ser observado que as maiores tensões
residuais se encontram na metade inicial da solda.

87
Tabela 5.5: Limite de escoamento para corpos de prova da solda
5x6, limite de escoamento de referência e tensão residual ao longo
do eixo x.
x [mm] σe 5x6 medio σe 5x6 (x) σe ref ∆σ σR
20,03 10,43 10,03 11,52 -1,49 1,49
54,10 10,43 11,54 11,52 0,02 -0,02
87,07 10,4 9,88 11,52 -1, 4 1,64
118,18 10,43 10,16 11,52 -1,36 1,36
150,15 10,43 10,25 11,52 - ,27 1,27
181,32 10,43 10,75 11,52 -0,77 0,77
A Tabela 5.5 apresenta os limites de escoamento médio para as amostras da
solda 5x6, os limites de escoamento dos corpos de prova da solda 5x6, o limite de
escoamento de referência, as diferenças entre os limites de escoamentos medidos e
o de referência (Δσ) e a tensão residual calculada σR com suas respectivas
coordenadas ao longo do eixo de soldagem.
5.2.5. Análise de tensões para a solda 7x8.
A partir dos dados da Tabela 5.6 foi plotado o gráfico σe(x), onde x é a
coordenada média do corpo de prova no cordão, este é apresentado na Figura 5.9
juntamente com o valor médio calculado e o valor médio calculado para as amostras
de controle, neste ponto chamado de limite de escoamento de referência.
Figura 5.9: Limite de escoamento da solda 7x8 em função da coordenada x, limite de escoamento de referencia e valor médio do calculado para os 6 corpos de prova.

88
Pode ser visto da Figura 5.9 que o limite de escoamento médio da solda 7x8 é
de aproximadamente 8,67 kgf/mm2, sendo aproximadamente 2,85 kgf/mm2 menor
que o limite de escoamento de referência, isto indica que esta solda esta sujeita a
uma tensão residual de natureza trativa com modulo equivalente a diferença citada
anteriormente.
O corpo de prova a 56,99 mm de distância da origem da solda apresenta um
limite de escoamento de 12,34 kgf/mm², este é 0,82 kgf/mm² superior ao limite de
escoamento de referência, indicando que a amostra tinha nesta região uma tensão
residual compressiva com este módulo.
Nos demais pontos, a diferença entre o limite de escoamento do respectivo corpo
de prova e o de referência, variou em módulo entre 1,64 kgf/mm² em x igual a 24,26
mm e 5,27 kgf/mm² em x igual a 88,41 mm, neste caso as maiores tensões residuais
observadas foram aquelas na segunda metade da solda.
Tabela 5.6: Limite de escoamento para corpos de prova da solda 7x8,
limite de escoamento de referência e tensão residual ao longo do
eixo x.
x [mm] σe 7x8 medio σe 7x8 (x) σe ref ∆σ σR
24,26 8,67 9,87 11,52 -1,64 1,64
56,99 8,67 12,34 11,52 0,82 -0,82
88,41 8,67 6,25 11,52 -5,27 5,27
118,04 8,67 9,64 11,52 -1,87 1,87
147,36 8,67 7,25 11,52 -4,27 4,27
182,49 8,67 6,66 11,52 -4,86 4,86
A Tabela 5.6 apresenta os limites de escoamento médio para as amostras da
solda 7x8, os limites de escoamento dos corpos de prova da solda 7x8, o limite de
escoamento de referência, as diferenças entre os limites de escoamentos medidos e
o de referência (Δσ) e a tensão residual calculada σR com suas respectivas
coordenadas ao longo do eixo de soldagem.

89
5.3. Ensaios de Microdureza Vickers.
5.3.1. Análise de microdureza para a solda sem restrições (Chapas 1x2)
A partir das medidas realizadas para a solda 1x2, sem restrições foram
calculados os valores médios da dureza por passe e por amostra dentro da região
da zona fundida com ZTA, estes são apresentados na Tabela 5.7.
Tabela 5.7: Valores medidos de dureza da região delimitada pela Zona termicamente afetada para as amostras da solda 1x2.
Amostra c Amostra g Amostra k Passe
1 Passe
2 Passe
3 Passe
4 Passe
1 Passe
2 Passe
3 Passe
1 Passe
2 Passe
3 N
Du
reza
s M
edid
as
174,0 161,1 155,9 164,2 155,5 174,2 184,6 171,8 175,2 189,5 1
165,5 171,0 167,0 161,1 160,7 178,3 200,6 182,6 164,8 200,9 2
173,4 184,8 171,9 173,9 161,6 186,9 208,6 170,9 167,7 189,1 3
191,9 174,8 168,8 163,8 174,7 171,8 215,8 173,5 185,8 214,5 4
203,2 185,2 164,8 168,0 165,8 184,9 219,9 174,6 185,6 208,9 5
199,2 185,4 169,5 175,3 172,7 178,1 204,4 192,7 175,6 203,7 6
204,0 169,8 156,4 171,9 178,9 176,7 211,0 187,3 188,1 183,5 7
164,0 183,9 176,9 138,9 177,9 166,0 212,6 190,8 172,9 179,2 8
199,8 174,9 179,9 171,1 207,4 181,2 9
211,6 157,8 176,8 206,3 185,1 10
191,6 168,4 210,1 11
212,3 179,9 201,8 12
211,8 13
207,9 14
Média 193,59 174,87 166,40 164,64 171,07 176,44 206,93 181,05 176,96 172,48
Dp 17,42 10,11 7,26 11,58 8,46 6,63 8,95 8,00 8,72 12,65
A partir dos dados da Tabela 5.7 foram plotadas as curvas HV(z) para as
mostras c, g e k conforme mostrado na Figura 5.10. Pode ser observado das figuras
que quanto maior a altura maior a dureza indicando que cada passe trata
termicamente o passe anterior.
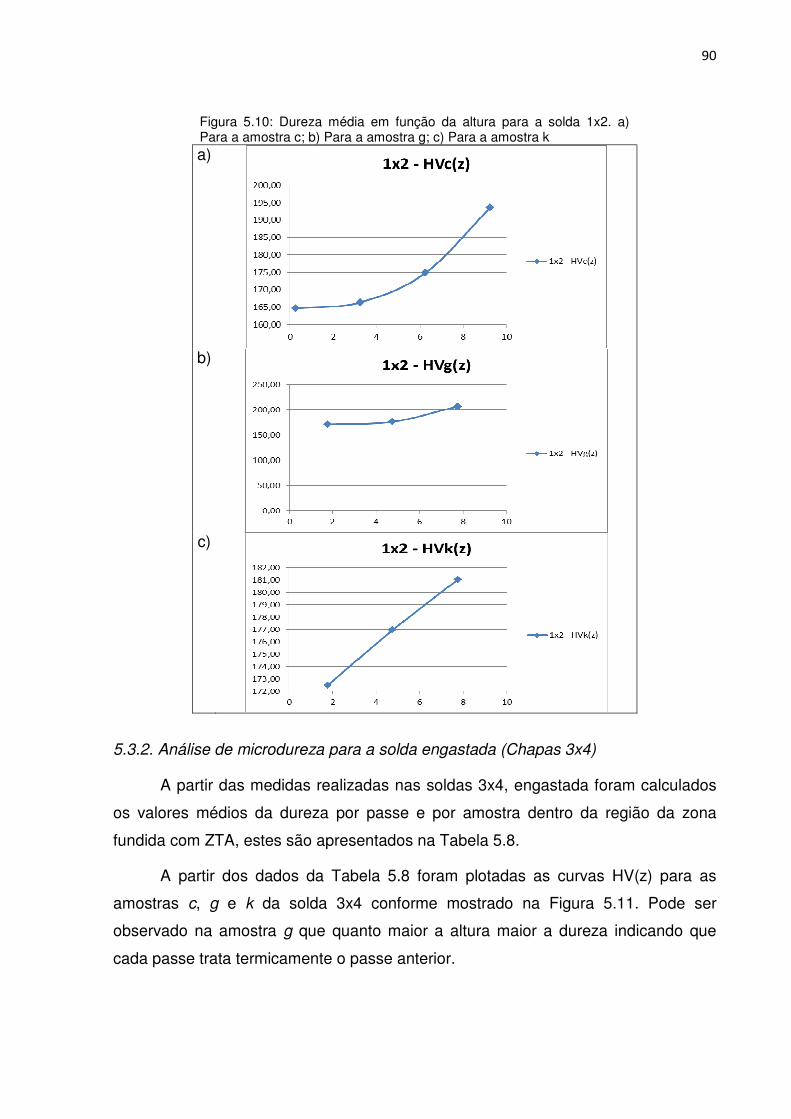
90
Figura 5.10: Dureza média em função da altura para a solda 1x2. a) Para a amostra c; b) Para a amostra g; c) Para a amostra k
a)
b)
c)
5.3.2. Análise de microdureza para a solda engastada (Chapas 3x4)
A partir das medidas realizadas nas soldas 3x4, engastada foram calculados
os valores médios da dureza por passe e por amostra dentro da região da zona
fundida com ZTA, estes são apresentados na Tabela 5.8.
A partir dos dados da Tabela 5.8 foram plotadas as curvas HV(z) para as
amostras c, g e k da solda 3x4 conforme mostrado na Figura 5.11. Pode ser
observado na amostra g que quanto maior a altura maior a dureza indicando que
cada passe trata termicamente o passe anterior.
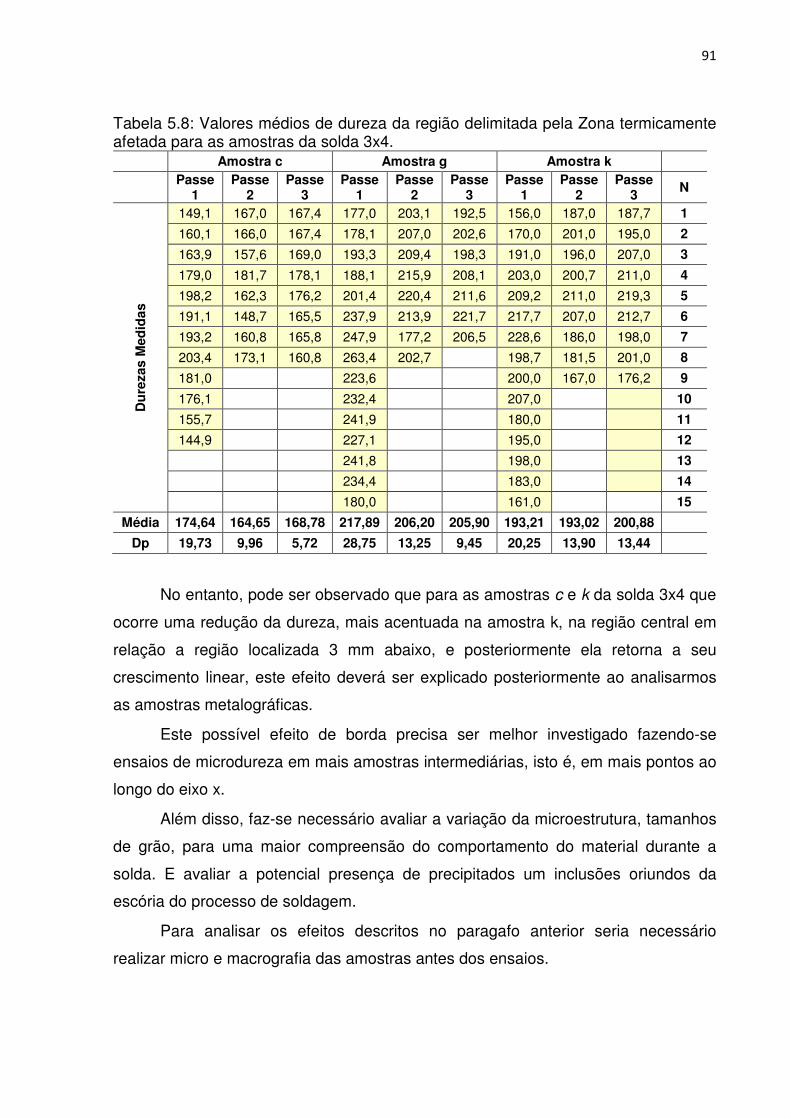
91
Tabela 5.8: Valores médios de dureza da região delimitada pela Zona termicamente afetada para as amostras da solda 3x4.
Amostra c Amostra g Amostra k
Passe
1 Passe
2 Passe
3 Passe
1 Passe
2 Passe
3 Passe
1 Passe
2 Passe
3 N
Du
reza
s M
edid
as
149,1 167,0 167,4 177,0 203,1 192,5 156,0 187,0 187,7 1
160,1 166,0 167,4 178,1 207,0 202,6 170,0 201,0 195,0 2
163,9 157,6 169,0 193,3 209,4 198,3 191,0 196,0 207,0 3
179,0 181,7 178,1 188,1 215,9 208,1 203,0 200,7 211,0 4
198,2 162,3 176,2 201,4 220,4 211,6 209,2 211,0 219,3 5
191,1 148,7 165,5 237,9 213,9 221,7 217,7 207,0 212,7 6
193,2 160,8 165,8 247,9 177,2 206,5 228,6 186,0 198,0 7
203,4 173,1 160,8 263,4 202,7
198,7 181,5 201,0 8
181,0
223,6
200,0 167,0 176,2 9
176,1
232,4
207,0
10
155,7
241,9
180,0
11
144,9
227,1
195,0
12
241,8
198,0
13
234,4
183,0
14
180,0
161,0
15
Média 174,64 164,65 168,78 217,89 206,20 205,90 193,21 193,02 200,88
Dp 19,73 9,96 5,72 28,75 13,25 9,45 20,25 13,90 13,44
No entanto, pode ser observado que para as amostras c e k da solda 3x4 que
ocorre uma redução da dureza, mais acentuada na amostra k, na região central em
relação a região localizada 3 mm abaixo, e posteriormente ela retorna a seu
crescimento linear, este efeito deverá ser explicado posteriormente ao analisarmos
as amostras metalográficas.
Este possível efeito de borda precisa ser melhor investigado fazendo-se
ensaios de microdureza em mais amostras intermediárias, isto é, em mais pontos ao
longo do eixo x.
Além disso, faz-se necessário avaliar a variação da microestrutura, tamanhos
de grão, para uma maior compreensão do comportamento do material durante a
solda. E avaliar a potencial presença de precipitados um inclusões oriundos da
escória do processo de soldagem.
Para analisar os efeitos descritos no paragafo anterior seria necessário
realizar micro e macrografia das amostras antes dos ensaios.
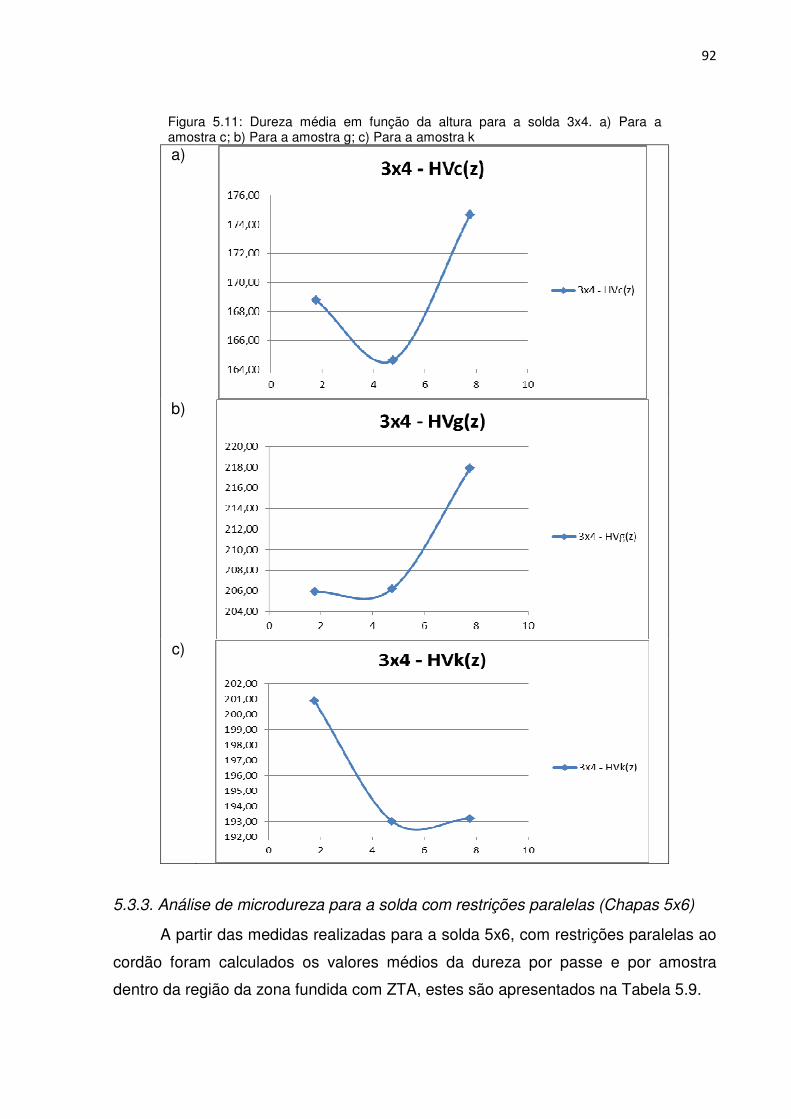
92
Figura 5.11: Dureza média em função da altura para a solda 3x4. a) Para a amostra c; b) Para a amostra g; c) Para a amostra k
a)
b)
c)
5.3.3. Análise de microdureza para a solda com restrições paralelas (Chapas 5x6)
A partir das medidas realizadas para a solda 5x6, com restrições paralelas ao
cordão foram calculados os valores médios da dureza por passe e por amostra
dentro da região da zona fundida com ZTA, estes são apresentados na Tabela 5.9.

93
Tabela 5.9: Valores médios de dureza da região delimitada pela Zona termicamente afetada para as amostras da solda 5x6.
Amostra c Amostra g Amostra k
Passe
1 Passe
2 Passe
3 Passe
1 Passe
2 Passe
3 Passe
1 Passe
2 Passe
3 N
Du
reza
s M
edid
as
223,4 162,7 177,0 223,3 227,4 258,8 174,7 177,8 154,9 1
232,1 166,8 202,0 260,3 245,3 249,0 179,7 177,3 171,9 2
207,3 203,4 209,6 294,1 290,0 249,0 175,3 195,7 218,3 3
217,2 221,5 204,0 287,4 307,8 249,0 191,8 194,9 215,4 4
203,5 214,3 193,3 315,5 284,8 265,4 186,6 192,2 217,1 5
193,8 242,3 213,5 262,9 282,3 277,1 175,4 191,5 223,5 6
221,5 220,9 226,7 265,1 282,3 273,2 183,4 179,8 226,8 7
208,3 209,8 216,8 280,8 243,7 273,2 187,2 167,6 214,1 8
231,5 210,4 216,0 297,0 253,5 263,6 175,2 181,1 195,3 9
208,2
289,9
213,3 10
203,4
217,2
229,7 11
193,3
260,8
234,7 12
196,1
239,6
218,3 13
195,3
194,9 14
185,9
15
Média 208,05 205,79 206,54 268,76 268,57 262,03 181,03 184,21 209,16
Dp 14,36 25,74 14,72 29,33 26,74 11,24 6,43 9,73 22,58
A partir dos dados da Tabela 5.9 foram plotadas as curvas HV(z) para as
mostras c, g e k conforme apresentado na Figura 5.12.
No caso das amostras g e k as durezas médias aumentam de um passe para
o outro, indicando que cada passe trata termicamente o anterior e com isso o
tamanho dos grãos naquela região aumenta e com isso diminui a dureza.

94
Figura 5.12: Dureza média em função da altura para a solda 5x6. a) Para a amostra c; b) Para a amostra g; c) Para a amostra k
a)
b)
c)
5.3.4. Análise de microdureza para a solda com restrições perpendiculares (Chapas
7x8)
A partir das medidas realizadas para a solda 7x8, com restrições perpendiculares
ao cordão foram calculados os valores médios da dureza por passe e por amostra
dentro da região da zona fundida com ZTA, estes são apresentados na Tabela 5.10.

95
Tabela 5.10: Valores médios de dureza da região delimitada pela Zona termicamente afetada para as amostras da solda 7x8.
Amostra c Amostra g Amostra k
Passe
1
Passe
2
Passe
3
Passe
1
Passe
2
Passe
3
Passe
1
Passe
2
Passe
3 N
Du
reza
s M
ed
ida
s
200,1 183,0 198,1 204,1 184,5 181,2 222,9 212,5 137,1 1
210,2 204,0 195,0 219,3 204,1 182,3 212,9 210,7 164,0 2
220,0 197,9 211,0 241,0 199,5 175,2 214,1 214,2 212,4 3
216,0 187,0 203,0 220,2 203,0 204,0 165,6 211,9 225,7 4
186,7 200,1 201,0 190,6 202,1 201,7 232,3 214,4 224,6 5
223,0 199,0 209,0 221,1 182,5 198,1 183,2 206,0 232,0 6
218,4 200,7 203,0 218,4 194,8 164,5 237,9 226,0 226,4 7
227,0 211,0 204,0 218,1 176,3 186,2 230,6 207,9 227,0 8
200,9
240,3
195,9 190,7 218,5 9
196,5
239,1
219,0 10
189,0
249,1
230,3 11
197,8
238,4
240,3 12
235,1 13
243,3 14
218,2 15
Média 207,13 197,84 203,01 224,98 193,35 186,65 210,60 210,48 216,93
Dp 13,69 8,97 5,25 17,14 10,77 13,78 24,44 9,32 28,67
A partir dos dados da tabela 46 foram plotadas as curvas HV(z) para as mostras
c, g e k conforme apresentado na Figura 5.13. Pode ser observado que nas
amostras c e k, a dureza diminui no passe 2 e sofre um salto do passe 2 para o 3,
possivelmente devido a um efeito de borda.

96
Figura 5.13: Dureza média em função da altura para a solda 7x8. a) Para a amostra c; b) Para a amostra g; c) Para a amostra k.
a)
b)
c)

97
No caso da amostra g as durezas médias aumentam de um passe para o outro,
indicando que cada passe trata termicamente o anterior e com isso o tamanho dos
grãos diminui com a altura e com isso aumenta a dureza.
5.3.5. Estudo comparativo das microdurezas
A partir das observações citadas na seção 4.1. e do tratamento de dados
realizado nas seções anteriores surgem os seguintes questionamentos:
1) As durezas da ZTA e da ZF da solda 3x4 é superior aquela observada para a
solda 1x2 em todo o comprimento da solda?
2) As durezas da ZTA e da ZF da solda 3x4, em consequência as tensões
residuais observadas nas mesmas são resultado da composição das mesmas
variáveis observadas nas soldas 5x6 e 7x8?
3) As soldas 3x4 e 7x8 são realmente mais duras que as demais, fazendo jus as
observações feitas durante o preparo das amostras?
4) Como varia o limite de escoamento na região inscrita a ZTA com a
espessura?
5) Como varia o limite de escoamento na ZTA e na ZF ao longo do eixo de
soldagem?
Para responder as perguntas acima são plotadas as curvas HVZTA(x) e HVZF(x)
para todas as amostras sendo que as Figuras 5.14 e 5.15 mostram estas curvas
para as soldas 1x2 e 3x4.
Figura 5.14: Dureza média da ZTA em função da distância para a origem da solda para as soldas 1x2 e 3x4

98
Figura 5.15: Dureza média da ZF em função da distância para a origem da solda para as soldas 1x2 e 3x4
Como pode ser visto, as durezas nas Zonas Fundida (ZF) e Zona
Termicamente Afetada (ZTA) para a solda engastada (solda 3x4), são ao longo de
quase toda a solda superiores aqueles observados para a solda livre de restrições
(solda 1x2) indicando que esta encontra-se submetida a tensões residuais
superiores. Para a pergunta 2 foram plotadas as curvas da ZF e ZTA em função da
distância da origem da solda para as soldas engastada (solda 3x4), com restrições
paralelas (solda 5x6) e com restrições perpendiculares ao cordão (solda 7x8), ver
Figuras 5.16 e 5.17.
Figura 5.16: Dureza média da ZTA em função da distância para a origem da solda para as soldas 3x4, 5x6 e 7x8

99
Figura 5.17: Dureza média da ZTA em função da distância para a origem da solda para as soldas 3x4, 5x6 e 7x8
Pode ser visto que a solda com restrições paralelas ao eixo de soldagem
(5x6) possui uma dureza superior a da solda engastada (3x4) e a da solda com
restrições perpendiculares (7x8) a direção de soldagem.
As Figuras 5.18 e 5.19 mostram as durezas na Zona Termicamente Afetada
(ZTA) e na Zona Fundida (ZF) para todas as soldas analisadas no experimento.
Estas irão prover as informações necessárias para responder as perguntas 2 e 3 no
inicio da seção.
Figura 5.18: Dureza média da ZTA em função da distância para a origem da solda para as soldas 1x2, 3x4, 5x6 e 7x8.

100
Figura 5.19: Dureza média na ZF na em função da distância para a origem da solda para as soldas 1x2, 3x4, 5x6 e 7x8.
Da Figura 5.18 podemos observar que as ZTAs das soldas 5x6 e 7x8 são as
mais duras, sendo a primeira mais dura praticamente pelo cordão todo, e a segunda
deixa de ser a segunda mais dura nas proximidades do centro do cordão.
Ao analisarmos a ZF observamos algo parecido, porém a solda 3x4 passa a
ter segunda ZF mais dura por um trecho maior da solda. As soldas 3x4 e 7x8 podem
ter apresentado maior desgaste das ferramentas devido a sequência de cortes das
amostras, desgaste já existente das ferramentas e no caso da solda 3x4 na região
central do cordão por ter efetivamente a segunda ZF mais dura.
Para responder as perguntas 4 e 5 faz-se necessário converter a dureza em
limite de resistência, conforme equação (69), e então assumindo que o coeficiente
de resistência K é uma propriedade do material, este será considerado igual ao valor
médio obtido para as amostras de controle, e que a deformação relativa ao limite de
resistência é de 40%.
A partir dos parâmetros citados no parágrafo anterior calcula-se então o
expoente de endurecimento por encruamento n e, para as amostras de controle a
deformação de escoamento foi em média de 4% podemos estimar o limite de
escoamento para as condições citadas anteriormente.

101
As Tabelas 5.12, 5.13 e 5.14 apresentam as tensões, deformações e o
expoente de endurecimento por encruamento n calculados para as seções da solda
1x2 conforme descrito anteriormente.
Tabela 5.12: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 1x2.
1x2 - σec(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
0,2625 164,64 57,62 0,4000 19,16 0,0400 80 67 0,3365 163,852 0,6 05 19,93 0,0392
3,2625 166 40 58,24 0,4000 19,78 0,0400 81, 4 0,3365 163,85 0,6407 20,57 0,0392
6,2625 174,87 61,20 0,4000 22,93 0, 400 85,69 0,3365 163,852 0,5952 23,84 0,0392
9,2625 193,59 67,76 0,4000 31,02 0,0400 94,86 0,3365 163,852 0,5018 32,26 0,0392
Tabela 5.13: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 1x2.
1x2 - σeg(z) Engenharia Real
z HV σrt εrt σe ε σrt εrt K n σe εe
1,7625 171,07 59,87 0,4000 21,48 0,0400 83,82 0,336472 163,852 0,6153 22,33 0,0392
4,7625 176,44 61,76 0,4000 23,55 0,0400 86,46 0,336472 163,852 0,5869 24,49 0,0392
7,7625 206,93 72,42 0,4 00 37,82 0,0400 101,39 0,336472 163,852 0, 406 39,33 0,0392
Tabela 5.14: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 1x2.
1x2 - σek(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1 7625 172,48 60,37 0,4000 22,01 0,0400 84 52 0,3365 163,852 0,6078 22,89 0,0392
4,7625 176,96 61,94 0,4000 23,75 0,0400 86,71 0,3365 163,852 0,5843 24,70 0,0392
7,7625 181,05 63,37 0,4000 25,42 0,0400 88,71 0,3365 163,852 0,5633 26,44 0,0392
A partir das tabelas pode-se plotar a Figura 5.20, onde são apresentados os
limites de escoamento ao longo a espessura por amostra analisada da solda 1x2 e o
limite de escoamento de referência.

102
Figura 5.20: Limite de escoamento em kgf/mm2 ao longo da seção para as
amostras c, g e k da solda 1x2 e limite de escoamento de referência.
Da Figura 5.20 pode-se observar que quanto maior a coordenada z maior
será o limite de escoamento observado na região inscrita na ZTA, como citado
anteriormente um passe trata termicamente o anterior.
Do mesmo modo pode ser observado que próximo ao centro da solda na
direção x o limite de escoamento é maior.
E em todas as curvas os limites de escoamento neste caso são pelo menos
7,64 kgf/mm2 superiores ao de referência, indicando que nesta região ocorre uma
tensão residual compressiva desta magnitude.
As Tabelas 5.15, 5.16 e 5.17 apresentam as tensões, deformações e o
expoente de endurecimento por encruamento n calculados para as seções da solda
3x4 conforme descrito anteriormente.
Tabela 5.15: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 3x4.
3x4 - σec(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1,7625 168,78 59,07 0,4000 20,63 0,0400 82,70 0,3365 63,852 0,6277 21,46 0,0392
4,7625 164,65 57,63 0,4000 19,17 0,0400 80,68 0,3365 163,852 0,6504 19,93 0,0392
7,7625 174,64 61,12 0,4000 22,84 0,0400 85,57 0,3365 163,852 0,5964 23,75 0,0392

103
Tabela 5.16: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 3x4.
3x4 - σeg(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1,7625 205,90 72,07 0,4000 37,26 0,0400 100,89 0,3365 163,852 0,4452 38,75 0,0392
4,7625 206,20 72,17 0,4000 37,42 0,0400 101,04 0,3365 163,852 0,4439 38,92 0,0392
7,7625 217,89 76,26 0 4000 44,09 0,0400 106,76 0,3365 163,852 0,3932 45,85 0,0392
Tabela 5.17: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 3x4.
3x4 - σek(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1,7625 200,88 70,31 0,4000 34,62 0,0400 98,43 0,3365 163,852 0,4679 36,01 0,0392
4,7625 193,02 67,56 0,4000 30,75 0,0400 94,58 0,3365 163,852 0,5045 31,98 0,0392
7,7625 193,21 67,62 0,4000 30,84 0,0400 94,67 0,3365 163,852 0,5036 32,08 0,0392
A partir das Tabelas 5.15, 5.16 e 5.17 pode-se plotar a Figura 5.21, onde são
apresentados os limites de escoamento ao longo a espessura por amostra analisada
da solda 3x4 e o limite de escoamento de referência.
Figura 5.21: Limite de escoamento em kgf/mm2 ao longo da seção para as
amostras c, g e k da solda 3x4 e limite de escoamento de referência.
Da Figura 5.21 pode-se observar que próximo ao centro da solda quanto
maior a coordenada z maior será o limite de escoamento observado na região
inscrita na ZTA, como citado anteriormente um passe trata termicamente o anterior.

104
Nas amostras próximas das extremidades, c e k, ocorre uma redução no
limite de escoamento na região central da seção e a partir da se retoma a tendência
de crescimento, isto se provavelmente se deve a efeitos de borda, e efeitos de
restrição é necessário análise metalográfica para avaliar melhor este efeito.
Do mesmo modo pode ser observado que próximo ao centro da solda na
direção x o limite de escoamento é maior.
E em todas as curvas os limites de escoamento neste caso são pelo menos
8,19 kgf/mm2 superiores ao de referência, indicando que nesta região ocorre uma
tensão residual.
As Tabelas 5.18, 5.19 e 5.20 apresentam as tensões, deformações e o
expoente de endurecimento por encruamento n calculados para as seções da solda
5x6 conforme descrito anteriormente.
Tabela 5.18: Tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 5x6.
5x6 - σec(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1,7625 206,54 72,29 0,4000 37,61 0,0400 101,21 0,3365 163,852 0,4423 39,11 0,0392
4,7625 205,79 72,03 0,4000 37,20 0,0400 100,84 0,3365 163,852 0,4457 38,69 0,0392
7,7625 208,05 72,82 0,4000 38,43 0,0400 101,95 0,3365 163,852 0,4356 39,97 0,0392
Tabela 5.19: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 5x6.
5x6 - σeg(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1,7625 262,03 91,71 0,4000 76,31 0,0400 128,40 0,3365 163,852 0,2239 79,36 0,0392
4,7625 268,57 94,00 0,4000 82,10 0,0400 131,60 0,3365 163,852 0,2013 85,39 0,0392
7,7625 268,76 94,07 0,4000 82,28 0,0400 131,69 0,3365 163,852 0,2006 85,57 0,0392
Tabela 5.20: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 5x6.
5x6 - σek(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1,7625 181,03 63,36 0,4000 25,41 0,0400 88,71 0,3365 163,852 0,5634 26,43 0,0392
4,7625 184,21 64,47 0,4000 26,76 0,0400 90,26 0,3365 163,852 0,5474 27,83 0,0392
7,7625 209,16 73,21 0,4 00 39,04 0,0400 102,49 0,3365 163,852 0,4308 40,60 0,0392

105
A partir das Tabelas 5.18, 5.19 e 5.20 pode-se plotar a Figura 5.22, onde são
apresentados os limites de escoamento ao longo a espessura por amostra analisada
da solda 5x6 e o limite de escoamento de referência.
Figura 5.22: Limite de escoamento em kgf/mm2 ao longo da seção para as
amostras c, g e k da solda 5x6 e limite de escoamento de referência.
Da Figura 5.22 pode-se observar que nas amostras g e k, maior a coordenada
z maior será o limite de escoamento observado na região inscrita na ZTA, como
citado anteriormente um passe trata termicamente o anterior.
Na amostra próxima da origem, amostra c, ocorre uma redução no limite de
escoamento na região central da seção e a partir da se retoma a tendência de
crescimento, isto se provavelmente se deve a efeitos de borda, e efeitos de restrição
é necessário análise metalográfica para avaliar melhor este efeito.
Do mesmo modo pode ser observado que próximo ao centro da solda na
direção x o limite de escoamento é maior. E em todas as curvas os limites de
escoamento neste caso são pelo menos 13,89 kgf/mm2 superiores ao de referência,
indicando que nesta região ocorre uma tensão residual compressiva desta
magnitude. As Tabelas 5.21, 5.22 e 5.23 apresentam as tensões, deformações e o
expoente de endurecimento por encruamento n calculados para as seções da solda
7x8 conforme descrito anteriormente.

106
Tabela 5.21: Tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 7x8.
7x8 - σec(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1,7625 203,01 71,05 0,4000 35,73 0,0400 99, 8 0,3365 163,852 0,4582 37,16 0,0392
4,7625 197,84 69,24 0,4000 33,09 0,0400 96,94 0,3365 163,852 0,4819 34,41 0,0392
7,762 07,13 72,50 0,4 00 37,93 0,0400 101,50 0,3365 163,852 0,4397 39,45 0,0392
Tabela 5.22: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 7x8.
7x8 - σeg(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1,76 5 186,65 65,33 0,4000 27,83 0,0400 91,46 0,3365 163,852 0,5353 28,94 0,0392
4,7625 193,35 67,67 0,4000 30,91 0,0400 94,74 0,3365 163,852 0,5029 32,14 0,0392
7,7625 224,98 78,74 0,4 00 48,49 0,0400 110,24 0,3365 163,852 0,3639 50,43 0,0 92
Tabela 5.23: tensões, deformações e o expoente de endurecimento por encruamento n calculados para as seções da solda 7x8.
7x8 - σek(z) Engenharia Real
z HV σrt εrt σe εe σrt εrt K n σe εe
1,7 25 210,60 73,71 0,4000 39,85 0,0400 103,19 0,3365 16 ,852 0,4245 41,44 0,0392
4,7625 210,48 73,67 0,4000 39,78 0,0400 103,13 0,3365 163,852 0,4250 41,37 0,0392
7,7625 216,93 75,92 0 4000 43,51 0,0400 106,29 0,3365 163,852 0,3973 45,25 0,0392
A partir das Tabelas 5.21, 5.22 e 5.23 pode-se plotar a Figura 5.23, onde são
apresentados os limites de escoamento ao longo a espessura por amostra analisada
da solda 7x8 e o limite de escoamento de referência.
Figura 5.23: Limite de escoamento em kgf/mm2 ao longo da seção para as
amostras c, g e k da solda 7x8 e limite de escoamento de referência.

107
Da Figura 5.23 pode-se observar que nas amostras g e k, maior a coordenada
z maior será o limite de escoamento observado na região inscrita na ZTA, como
citado anteriormente um passe trata termicamente o anterior.
Na amostra próxima da origem, amostra c, ocorre uma redução no limite de
escoamento na região central da seção e a partir da se retoma a tendência de
crescimento, isto se provavelmente se deve a efeitos de borda, e efeitos de restrição
é necessário análise metalográfica para avaliar melhor este efeito.
Neste caso foi observado que o limite de escoamento próximo do final da
solda foi superior ao medido nas demais seções da região inscrita a ZTA, este efeito
também pode ser resultado de efeito de borda e efeitos de restrição.
E em todas as curvas os limites de escoamento neste caso são pelo menos
16,31 kgf/mm2 superiores ao de referência, indicando que nesta região ocorre uma
tensão residual compressiva desta magnitude.
Pode ser observado para todas as soldas a tendência de crescimento da
dureza, e do limite de escoamento com o crescimento da coordenada z na região
inscrita a ZTA, indicando que a mesma está submetida a tensões residuais
compressivas cada vez maiores, como também possui grãos cada vez menores,
pois um passe trata termicamente seu anterior.
Para uma análise mais completa deste efeito faz-se necessário repetir as
medições de microdureza com mais pontos, com uma malha mais fina e em mais
seções da solda, além disso, realizar análises metalográficas.
Para avaliar o limite de escoamento na Zona Fundida (ZF) e na Zona
Térmicamente Afetada (ZTA) foram feitas conversões de dureza em limite de
resistência e em seguida calculados os limites de escoamento de modo análogo ao
feito para a avaliação do limite de escoamento ao longo da seção transversal na
região inscrita a ZTA.
Esse ajuste foi feito considerando os valores obtidos a partir dos ajustes
lineares feitos para a dureza em cada solda, estes valores, bem como as tensões
obtidas para a solda 1x2, o coeficiente K adotado e o expoente n calculado são
apresentados para a ZTA e a ZF respectivamente nas Tabelas 5.24 e 5.25.

108
Tabela 5.24: tensões, deformações e o expoente de endurecimento por encruamento n calculados para ZTA ao longo do eixo x para a solda 1x2.
Engenharia Real
x [mm] HVZTA(x) σrt εrt σe εe σrt εrt K n σe εe
31,27 170,35 59,62 0,4000 21,21 0,0400 83,47 0,3365 163,852 0,6192 22,06 0,0392
98,35 176,9 61,92 0,4000 23,73 0,0400 86,68 0,3365 163,852 0,5845 24,68 0,0392
167,33 183,65 64,28 0,4000 26,52 0,0400 89,99 0,3365 163,852 0,5502 27,58 0,0392
Tabela 5.25: tensões, deformações e o expoente de endurecimento por encruamento n calculados para ZTA ao longo do eixo x para a solda 1x2.
Engenharia Real
x
[mm] HVZF(x) σrt εrt σe εe σrt εrt K n σe εe
31,27 185,02 64,76 0,400 27,11 0,0400 90,66 0,3365 163,852 0,5434 28,20 0,0392
98,35 193,76 67,82 0,4000 31,10 0,0400 94,94 0,3365 163,852 0,5010 32,35 0,0392
167,33
185,12 64,79 0,4000 27,16 0,0400 90,71 0,3365 163,852 0,5429 28,24 0,0392
Figura 5.24: Limite de escoamento em kgf/mm2 ao longo do eixo de soldagem
para a ZTA, ZF da solda 1x2 e limite de escoamento de referência.
A Figura 5.24 apresenta as curvas dos limites de escoamento ao longo do
eixo x para a Zona Termicamente Afetada (ZTA) e para a Zona Fundida (ZF) bem
como o limite de escoamento de referência para a solda 1x2.
Pode ser observado para a solda 1x2 que o limite de escoamento calculado
para a região da ZTA cresce linearmente com o aumento da coordenada x, e que o

109
limite de escoamento da zona fundida cresce linearmente até um ponto próximo do
centro do eixo x e então decresce linearmente até o final do eixo de soldagem.
Em ambos os casos, os limites de escoamento são superiores ao de
referência, indicando que ambas as regiões estão carregadas com tensões
compressivas. Tem-se que na ZTA a menor tensão residual encontra-se a 31,27 mm
da origem da solda e é igual a 9,69 kgf/mm2.
No caso da Zona Fundida a menor tensão residual encontra-se também a
31,27 mm da origem da solda e igual a 15,59 kgf/mm2, tendo por si só ultrapassado
o limite de escoamento do material.
Para a solda 3x4 foi feita uma sequencia de calculo análoga a realizada para
solda 1x2, os valores calculados para a tensão limite de resistência, limite de
escoamento e expoente de endurecimento por encruamento n para esta solda são
apresentados nas Tabelas 5.26 e 5.27.
Tabela 5.26: tensões, deformações e o expoente de endurecimento por encruamento n calculados para ZTA ao longo do eixo x para a solda 3x4.
Engenharia Real
x[mm] HVZTA(x) σrt εrt σe εe σrt εrt K n σe εe
35,81 162,33 56,82 0,4000 18,38 0,0400 79,54 0,3365 163,852 0,6635 19,11 0,0392
100,83
201,74 70,61 0,4000 35,07 0,0400 98,85 0,3365 163,852 0,4639 36,47 0,0392
162,72
185,69 64,99 ,4000 27,41 0,0400 90,99 0,3365 163,852 0,5400 2 ,50 0,0392
Tabela 5.27: tensões, deformações e o expoente de endurecimento por encruamento n calculados para ZF ao longo do eixo x para a solda 3x4.
Engenharia Real
x[mm] HVZF(x) σrt εrt σe εe σrt εrt K n σe εe
35,81 177,89 62,26 0,4000 24,12 0,0 00 87,17 0,3 65 163,852 0,5794 25,09 0,0392
100,83
223,67 78,29 0,4000 47,66 0,0400 109,60 0,3365 163,852 0,3692 49,57 0,0392
162,72
206,73 72,35 0,4000 37,71 0,0400 101,30 0,3365 163,852 0,4415 39,22 0,039
A Figura 5.25 mostra as curvas dos limites de escoamento ao longo do eixo x
para a Zona Termicamente Afetada (ZTA) e para a Zona Fundida (ZF) bem como o
limite de escoamento de referência para a solda 3x4.

110
Figura 5.25: Limite de escoamento em kgf/mm2 ao longo do eixo de soldagem
para a ZTA, ZF da solda 3x4 e limite de escoamento de referência.
Para a solda 3x4 pode ser visto que tanto a ZTA quanto a ZF estão sujeitas a
tensões residuais de natureza compressiva, que estas crescem linearmente da
origem da solda até as proximidades do centro e a partir deste ponto e então
decrescem linearmente até o final da solda.
As tensões residuais no final da solda são superiores aquelas observadas na
origem, estas são respectivamente 15,89 kgf/mm2 e 6,86 kgf/mm2 para a ZTA e
26,19 kgf/mm2 e 12,60 kgf/mm2 para a ZF, neste caso a tensão residual no final da
solda, no caso da ZTA e para toda a ZF ultrapassaram por si só o limite de
escoamento do material.
Para a solda 5x6 foi feita uma sequência de cálculo análoga a realizada para
as soldas 1x2 e 3x4, os valores calculados para a tensão limite de resistência, limite
de escoamento e expoente de endurecimento por encruamento n para esta solda
são apresentados nas Tabelas 5.28 e 5.29.

111
Tabela 5.28: tensões, deformações e o expoente de endurecimento por encruamento n calculados para ZTA ao longo do eixo x para a solda 5x6.
Engenharia Real
x[mm] HVZTA(x) σrt εrt σe εe σrt εrt K n σe εe
37,07 206,72 72,35 0,4000 37,71 0,0400 101,29 0,3365 163,852 0,4415 39,21 0,0392
102,63 255,81 89,53 0,4000 71,04 0,0400 125,35 0,3365 163,852 0,24 9 73,89 0,0392
165,73 184,09 64,43 0,4000 26,71 0,0400 90,20 0,3365 163, 52 0,5480 27,78 0,0392
Tabela 5.29: tensões, deformações e o expoente de endurecimento por encruamento n calculados para ZF ao longo do eixo x para a solda 5x6.
Engenharia Real
x[mm] HVZF(x) σrt εrt σe εe σrt εrt K n σe εe
37,07 210,58 73,70 0,4000 39,84 0,0400 103,18 0,3365 163,852 0,4246 41,43 0,0392
102,63 278,42 97,45 0,4000 91,39 0,0400 136,43 0,3365 163,852 0,1682 95,04 0,0392
165,73 205,73 72,00 0,4000 37,17 0,0400 100,81 0,3365 163 852 0,4460 38,66 0,0392
A Figura 5.26 mostra as curvas dos limites de escoamento ao longo do eixo x
para a Zona Termicamente Afetada (ZTA) e para a Zona Fundida (ZF) bem como o
limite de escoamento de referência para a solda 5x6.
Figura 5.26: Limite de escoamento em kgf/mm2 ao longo do eixo de soldagem
para a ZTA, ZF da solda 5x6 e limite de escoamento de referência.
Para a solda 5x6 pode ser visto que tanto a ZTA quanto a ZF estão sujeitas a
tensões residuais de natureza compressiva, que estas crescem linearmente da
origem da solda até as proximidades do centro e a partir deste ponto e então
decrescem linearmente até o final da solda.

112
As tensões residuais no inicio da solda são superiores aquelas observadas no
final, estas são respectivamente 26,59 kgf/mm2 e 15,19 kgf/mm2 para a ZTA e 28,32
kgf/mm2 e 25,65 kgf/mm2 para a ZF, neste caso, em todos os pontos do eixo de
soldagem, a tensão residual na ZTA e na ZF ultrapassaram por si só o limite de
escoamento do material.
Para a solda 7x8 foi feita uma sequência de calculo análoga a realizada para
as soldas 1x2, 3x4 e 5x6, os valores calculados para a tensão limite de resistência,
limite de escoamento e expoente de endurecimento por encruamento n para esta
solda são apresentados nas Tabelas 5.30 e 5.31.
Tabela 5.30: tensões, deformações e o expoente de endurecimento por encruamento n calculados para ZTA ao longo do eixo x para a solda 7x8.
Engenharia Real
x[mm] HVZTA(x) σrt εrt σe εe σrt εrt K n σe εe
32,43 201,14 70,40 0,4000 34,76 0,0400 98,56 0,3365 163,852 0,4667 36,15 0,0392
103,23 197,01 68,95 0,4000 32,68 0,0400 96,53 0,3365 163,852 0,4857 33,98 0,0392
164,93 210,36 73,62 0,4000 39,71 0,0400 103,07 0,3365 163,8 2 0,4255 41,30 0,0392
Tabela 5.31: tensões, deformações e o expoente de endurecimento por encruamento n calculados para ZF ao longo do eixo x para a solda 7x8.
Engenharia Real
x[mm] HVZF(x) σrt εrt σe εe σrt εrt K n σe εe
32,43 205,46 71,91 0,400 7,03 0,0400 100,68 0,3365 163,852 0,4471 38,51 0,0392
103,23 211,71 74,10 0,4000 40,47 0,0400 103,74 0,3365 163,852 0,4197 42,09 0,0392
164,93 217,15 76,00 0,4000 43,64 0,0400 106,40 0,3365 163,852 0,3964 45,39 0,0392
Figura 5.27: Limite de escoamento em kgf/mm2 ao longo do eixo de soldagem
para a ZTA, ZF da solda 7x8 e limite de escoamento de referência.

113
A Figura 5.27 mostra as curvas dos limites de escoamento ao longo do eixo x
para a Zona Termicamente Afetada (ZTA) e para a Zona Fundida (ZF) bem como o
limite de escoamento de referência para a solda 7x8.
Da Figura 5.27 pode ser visto que o limite de escoamento da ZTA tem seu
ponto mínimo próximo do centro do eixo x, e seu máximo ocorre próximo ao final da
solda. No caso da ZF o limite de escoamento cresce linearmente ao longo de toda a
solda com mínimo próximo da origem.
Tanto na ZTA quanto na ZF as tensões residuais são compressivas ao longo
de toda a solda, no caso da ZF a tensão residual varia entre 25,55 kgf/mm2 a 32,43
mm do início da solda e 32,12 kgf/mm2 a 164,93 mm da origem da solda, ambas
superiores ao limite de escoamento.
No caso da ZTA a tensão residual mínima é de 21,16 kgf/mm2 e ocorre a
103,23 mm da origem da solda, a máxima é de 28,19 kgf/mm2, ocorre próxima do
final da solda a 164,93 mm da origem.
Da discussão desenvolvida até o momento, tomando-se como referência a
região central das soldas e assumindo o que a tensão residual para o metal de base
de cada solda é a diferença entre o limite de escoamento médio para cada chapa e
o limite de escoamento de referência, foram plotadas as figuras 5.28, 5.29, 5.30 e
5.31.
Figura 5.28: Tensões residuais em kgf/mm2 médias na
amostra g da solda 1x2.

114
Figura 5.29: Tensões residuais em kgf/mm2 médias na
amostra g da solda 3x4.
Figura 5.30: Tensões residuais em kgf/mm2
médias na amostra g da solda 5x6.

115
Figura 5.31: Tensões residuais em kgf/mm2 médias
na amostra g da solda 7x8.

116
CAPÍTULO VI
CONCLUSÕES, RECOMENDAÇÕES, BIBLIOGRAFIAS, ANEXOS E APÊNDICES
6.1. Conclusões
A seção 4.2. apresentou medições das peças por passe, a partir das quais foram
calculadas as flechas por passe, foi apresentado um modelo de δ(n) a partir de ajustes
lineares e que tem boa aderência.
Das seções 4.3.2, 4.3.3, 4.3.4, 4.3.5 pôde ser observado que todos os corpos de
prova submetidos a ensaios de tração escoaram, e posteriormente romperam fora da Zona
Termicamente Afetada (ZTA), isto é o material falhou no metal base.
As soldas 1x2, 3x4, 5x6, apresentaram pico de dureza, limite de escoamento e
tensão residual da Zona Fundida (ZF) e da ZTA na região central do cordão de solda. A
solda 7x8 apresenta as maiores durezas na ZTA e ZF próximo ao final da solda indicando
que este e o sentido preferencial de dilatação da peça.
Via de regra a dureza, o limite de escoamento e o módulo das tensões residuais na
região inscrita a ZTA crescem linearmente com a altura, nos casos com restrições podem
ser observadas variações neste comportamento nas proximidades do inicio e do final da
solda.
As Figuras 5.27, 5.28, 5.29 e 5.30 apresentam um corte na região central da solda,
onde são identificados os módulos das tensões residuais são assumidos os valores médios
em cada uma destas regiões e sua natureza, se trativa ou compressiva.
Pode ser visto que em todas as soldas a Zona Termicamente Afetada (ZTA) e a Zona
Fundida (ZF) são sempre compressivas, isto pode ser atribuído a contração que ocorre
nesta região durante a solidificação do material e a adição de massa que ocorre durante o
processo.
As soldas 1x2, 5x6 e 7x8 apresentam tensões residuais trativas no metal de base,
isto pode ser explicado ao considerar que o metal de base esta solidário à ZTA e esta ao
contrair traciona o metal de base.

117
Foi observado que a tensão residual no metal de base da solda 5x6 foi praticamente
igual aquela da sem restrição, indicando que para efeitos de projeto este tipo de restrição
não é representativo.
A solda 7x8 apresenta a maior tensão trativa no metal de base, indicando que a
restrição perpendicular ao cordão é a mais prejudicial para a integridade da peça soldada.
Porém ao observarmos a solda engastada, solda 3x4 pode ser visto que a
composição das restrições paralelas e perpendiculares teve efeito benéfico para a peça,
visto que a tensão residual observada no metal de base foi compressiva.
Para as soldas 1x2 e 5x6, para este material e este tipo de restrição pode-se
considerar que o processo de soldagem introduziu uma tensão adicional no metal de base
da ordem de 10% do limite de escoamento.
Para a solda 3x4, neste caso foi introduzida no metal de base uma tensão da ordem
66% do limite de escoamento do material de natureza compressiva, esta ajuda aumenta a
resistência do material a solicitações trativas.
Para a solda 7x8 foi introduzida no metal de base uma tensão da ordem 25% do
limite de escoamento do material de natureza trativa.
6.2. Recomendações para Trabalhos Futuros
Para trabalhos futuros, recomenda-se:
1) Que o experimento seja repetido para espessuras diferentes, para avaliar a evolução
da flecha por passe e das tensões residuais;
2) Mais ensaios de microdureza em mais amostras para avaliar melhor a evolução das
tensões residuais ao longo do cordão e da espessura;
3) Que os ensaios de microdureza tenham uma malha com mais pontos, principalmente
no metal de base;
4) Que sejam feitas metalografias para avaliar tamanho de grão presença de inclusões
e porosidades na solda;

118
REFERÊNCIAS
ANDRINO, M., 2003. Avaliação de Tensões Residuais em Soldas de Dutos Utilizando o Efeito Acustoelástico. Dissertação de Mestrado da Universidade Estadual de Campinas, 2003. ASM HANDBOOK. Welding, Brazing and Soldering. ASM International. Vol. 6. 1998. ASME. Section IX: Qualification Standard For Welding And Brazing Procedures, Welders, Brazers, And Welding And Brazing Operators, 2010. ASTM, 2000. E646: Standard Test Method for Tensile Strain-Hardening Exponents (n -Values) of Metallic Sheet Materials. ASTM. E8M: Standard Test Methods for Metallic Materials [Metric]. 2004. ASTM. E3: Standard Guide for Preparation of Metallographic Specimens. 2010. BALALOV, V., PISAREV, V., MOSHENSKY, V. Combined implementing the hole-drilling method and reflection hologram interferometry for residual stresses determination in cylindrical shells and tubes. Optics and Lasers in Engineering 45. p. 661–676, 2006. BEGHINI, M., BERTINI, L., FONTANARI, V. Evaluation of the stress–strain curve of metallic materials by spherical indentation. International Journal of Solids and Structures 43. p. 2441–2459, 2006. BRAGA, D., COULES, H., PIRLING, T., RICHTER-TRUMMER, V., COLEGROVE, P., CASTRO, P. Assessment of residual stress of welded structural steel plates with orwithout post weld rolling using the contour method and neutrondiffraction. Journal of Materials Processing Technology 213. p. 2323– 2328, 2013. DESVAUX, S., DUQUENNOY, M., GUALANDRI, J., OURAK, M. The evaluation of surface residual stress in aeronautic bearings using the Barkhausen noise effect. NDT&E International 37. p. 9–17, 2004. DOWLING, N. Mechanical Behavior of Materials: Engineering Methods for Deformation, Fracture, and Fatigue. Prentice Hall. New Jersey, 2007. GARCIA-GRANADA, A., SMITH, D., PAVIER, M. A new procedure based on Sachs' boring for measuring non-axisymmetric residual stresses. International Journal of Mechanical Sciences 42. p.1027-1047, 2000. GAUTHIER, J., KRAUSE, T., ATHERTON, D. Measurement of residual stress in steel using the magnetic Barkhausen noise technique. NDT&E International 31. p. 23-31, 1998.

119
GOU, R., ZHANG, Y., XU, Y., SUN, L., YANG, Y. Residual stress measurement of new and in-service X70 pipelines by X-ray diffraction method. NDT&E International 44. p. 387–393, 2011. GÜR, C. Investigation of the influence of specimen geometry on quench behaviour of steels by X-ray determination of surface residual stresses. International Journal of Mechanical Sciences 44.p.1335–1347, 2002. HAIGH, R., HUTCHINGS, M., JAMES, J., GANGULY, S., MIZUNO, R., OGAWA, K., OKIDO, S., PARADOWSKA, A., FITZPATRICK, M. Neutron diffraction residual stress measurements on girth-welded 304 stainless steel pipes with weld metal deposited up to half and full pipe wall thickness. International Journal of Pressure Vessels and Piping 101. p.1-11, 2013. HIBBELER, R. Resistência dos Materiais. Prentice Hall. São Paulo, 2001. JAVADI, Y., NAJAFABADI, M. Comparison between contact and immersion ultrasonic method to evaluate welding residual stresses of dissimilar joints. Materials and Design 47. p. 473–482, 2013. JIANG, W., WOO, W., AN, G., PARK, J. Neutron diffraction and finite element modeling to study the weld residual stress relaxation induced by cutting. Materials and Design 51. p. 415–420, 2013. JU, J., LEE, J., JANG, J., KIM, W., KWON, D. Determination of welding residual stress distribution in API X65 pipeline using a modified magnetic Barkhausen noise method. International Journal of Pressure Vessels and Piping 80. p.641–646, 2003. KLEBER, X., BARROSO, S. Investigation of shot-peened austenitic stainless steel 304L by means of magnetic Barkhausen noise. Materials Science and Engineering A 527. p. 6046–6052, 2010. KWON, E., SATO, S., FUJIEDA, S., SHINODA, K., KAJIWARA, K., SATO, M., SUZUKI, S. Microscopic residual stress evolution during deformation process of an Fe–Mn–Si–Cr shape memory alloy investigated using white X-ray microbeam diffraction. Materials Science & Engineering A 570. p. 43–50, 2013. LARSSON, P. On the mechanical behavior at sharp indentation of materials with compressive residual stresses. Materials and Design 32. p.1427–1434, 2011. LINDGREN, M., LEPISTÖ, T., Relation between residual stress and Barkhausen noise in a duplex steel. NDT&E International 36. p. 279–288, 2003. LIU, C., YI, X. Residual stress measurement on AA6061-T6 aluminum alloy friction stir butt welds using contour method. Materials and Design 46. p.366–371, 2013. MAHMOUDI, A., TRUMAN, C., SMITH, D., PAVIER, M. The effect of plasticity on the ability of the deep hole drilling technique to measure axisymmetric residual stress. International Journal of Mechanical Sciences 53. p. 978–988, 2011.

120
MCNELIS, K., DAWSON, P., MILLER, M. A two-scale methodology for determining the residual stresses in polycrystalline solids using high energy X-ray diffraction data. Journal of the Mechanics and Physics of Solids 61. p. 428–449, 2013. MEI, P., SILVA, A. Aços e Ligas Especiais. Editora Blucher, 2010. MEISNER, L., LOTKOV, A., Ostapenko, M., Gudimova, E. X-ray diffraction study of residual elastic stress and microstructure of near-surface layers in nickel-titanium alloy irradiated with low-energy high-current electron beams. Applied Surface Science 280. p. 398– 404, 2013. MODENESI, P. Efeitos Mecânicos do Ciclo Térmico, 2008. MODENESI, P., MARQUES, P., Santos, D. Introdução a Metalurgia da Soldagem, 2011. MURUGAN, N., NARAYANAN, R. Finite element simulation of residual stresses and their measurement by contour method. Materials and Design 30. p. 2067–2071, 2009. MURUGAN, S., RAI, S., KUMAR, P., JAYAKUMAR, T., RAJ, B., BOSE, M. Temperature distribution and residual stresses due to multipass welding in type 304 stainless steel and low carbon steel weld pads. International Journal of Pressure Vessels and Piping 78. p. 307-317, 2001. PIERCE, S., LINTON, V.Neutron diffraction measurement of residual stress in high strength, highly restrained, thick section steel welds. Physica B 385–386. p. 590–593, 2006. PISAREV, V., BALALOV, V., AISTOV, V., BONDARENKO, M., YUSTUS, M. Reflection hologram interferometry combined with hole drilling technique as an effective tool for residual stresses fields investigation in thin-walled structures. Optics and Lasers in Engineering 36. p 551–597, 2001. ROSSINI, N., DASSISTI, M., BENYOUNIS, K., OLABI, A. Methods of measuring residual stresses in components. Materials and Design 35. p. 572–588, 2012. SANDERSON, R., SHEN, Y., 2010. Measurement of residual stress using laser-generated ultrasound. International Journal of Pressure Vessels and Piping 87. p. 762-765, 2010. SATO, S., WAGATSUMA, K., SUZUKI, S., KUMAGAI, M., IMAFUKU, M., TASHIRO, H., KAJIWARA, K., SHOBU, T. Relationship between dislocations and residual stresses in cold-drawn pearlitic steel analyzed by energy-dispersive X-ray diffraction. Materials Characterization 83. p.152-160, 2013. SEIFI, R., SALIMI-MAJD, D. Effects of plasticity on residual stresses measurement by hole drilling method. Mechanics of Materials 53. p.72–79, 2012.

121
SORSA, A., LEIVISKÄ, K., SANTA-AHO, S., LEPISTÖ, T., 2012. Quantitative prediction of residual stress and hardness in case-hardened steel based on the Barkhausen noise measurement. NDT&E International 46. p.100–106, 2012. STARRETT, B. Manual de instruções: Paquímetro Universal Série 125, 2008. TIMOSHENKO, S., 1948. Strength of Materials. D. Van Nostrand Company. New York, 1948. TURSKI, M., EDWARDS, L. Residual stress measurement of a 316l stainless steel bead-on-plate specimen utilising the contour method. International Journal of Pressure Vessels and Piping 86. p.126–131, 2009. UZUN, F., BILGE, A., 2011. Immersion ultrasonic technique for investigation of total welding residual stress. Procedia Engineering 10. p.3098–3103, 2011. VAN SWYGENHOVEN, H., VAN PETEGEM, S. In-situ mechanical testing during X-ray diffraction. Materials Characterization 78. p. 47-59, 2013. WAINER, E., Brandi, S., Mello, F. Soldagem Processos e Metalurgia. Editora Edgard Blücher, 1992. WITHERS, P. Mapping residual and internal stress in materials by neutron diffraction. C. R. Physique 8. p. 806–820, 2007. XU, W., LIU, J., ZHU, H., 2011. Analysis of residual stresses in thick aluminum friction stir welded butt joints. Materials and Design 32. p. 2000–2005, 2011. YAN, J., KARLSSON, A., CHEN, X. Determining plastic properties of a material with residual stress by using conical indentation. International Journal of Solids and Structures 44. p. 3720–3737, 2007. YELBAY, H., CAM, I., GÜR, C. Non-destructive determination of residual stress state in steel weldments by Magnetic Barkhausen Noise technique. NDT&E International 43. p. 29–33, 2010. ZHU, L., XU, B., WANG, H., WANG, C. Measurement of residual stress in quenched 1045 steel by the nanoindentation method. Materials Characterization 61. p. 1 3 5 9–1 3 6 2, 2010.