secretaria de comercio y fomento … · rockwell superficial en productos de hierro y acero. ......
TRANSCRIPT

SECRETARIA DE COMERCIO
Y
FOMENTO INDUSTRIAL
NORMA MEXICANA
NMX-B-266-1989
REQUISITOS GENERALES PARA LAMINA LAMINADA EN CALIENTE Y EN FRIO, DE ACERO AL CARBON Y DE ACERO DE
BAJA ALEACION Y ALTA RESISTENCIA
STEEL SHEET, CARBON AND HIGH STRENGTH LOW ALLOY HOT ROLLED AND COLD ROLLED, GENERAL REQUERIMENTS
DIRECCION GENERAL DE NORMAS

NMX-B-266-1989
PREFACIO En la elaboración de esta norma participaron las siguientes empresas e instituciones: ALTOS HORNOS DE MEXICO, S.A. CHRYSLER DE MEXICO, S.A. DE C.V. COMISION FEDERAL DE ELECTRICIDAD. HYLSA, S.A. DE C.V. INDUSTRIAS JOHN DEERE, S.A. OLIVETTI MEXICANA, S.A. DE C.V. TUBERIA NACIONAL, S.A. VOLKSWAGEN DE MEXICO, S.A. DE C.V.

NMX-B-266-1989
CONTENIDO
1 OBJETIVO Y CAMPO DE APLICACION 2 REFERENCIAS 3 DEFINICIONES 3.1 Acero al carbono. 3.2 Acero de baja aleación y alta resistencia. 3.3 Corona. 3.4 Extremos sin despuntar. 3.5 Falta de planeidad. 3.6 Flecha. 3.7 Fuera de escuadra. 3.8 Lámina laminada en caliente. 3.9 Lámina laminada en frío. 3.10 Lámina rescuadrada. 3.11 Orillas de molino. 3.12 Orillas recortadas. 3.13 Rollo. 4 ESPECIFICACIONES 4.1 Condiciones generales. 4.1.1 Obtención del acero. 4.1.2 Procesamiento. 4.1.3 Temple por laminación. 4.2 Composición química. 4.2.1 Límites. 4.2.2 Análisis del producto. 4.3 Requisitos mecánicos. 4.4 Dimensiones y tolerancias. 4.5 Condición y acabado. 4.5.1 Lámina laminada en caliente. 4.5.2 Lámina laminada en frío de acero al carbono (para partes expuestas). 4.5.2.1 Acabado mate. 4.5.2.2 Acabado semibrillante. 4.5.2.3 Acabado brillante. 4.5.3 Lámina laminada en frío de acero al carbono (para partes no expuestas). 4.6 Aceitado. 4.7 Acabado. 5 MUESTREO 5.1 Preparación de la muestra. 5.2 Probetas.

NMX-B-266-1989
5.3 Número de pruebas. 5.3.1 Composición química. 5.3.1.1 Análisis de colada. 5.3.1.2 Análisis del producto. 5.3.2 Requisitos mecánicos. 6 METODOS DE PRUEBA 6.1 Análisis químico. 6.2 Pruebas mecánicas. 6.3 Repetición de pruebas. 7 MARCADO Y EMBALAJE 7.1 Marcado. 7.2 Embalaje. 8 INSPECCION 9 CRITERIO DE ACEPTACION APENDICE A1 Número de calibre y espesores de la lámina. A2 Límites e intervalos de la composición química. A3 Efecto del envejecimiento de la lámina de acero al carbono, efervescente, laminada en frío en el embutido y formado. A4 Procedimiento para determinar los niveles permitidos de ruptura (aplicable únicamente a la lámina de acero al carbono). A5 Procedimiento para determinar la deformación plástica en el formado o embutido. A6 Normas extranjeras. 10 BIBLIOGRAFIA

NMX-B-266-1989
REQUISITOS GENERALES PARA LAMINA LAMINADA EN CALIENTE Y EN FRIO, DE ACERO AL CARBON Y DE ACERO DE BAJA ALEACION Y ALTA
RESISTENCIA
STEEL SHEET, CARBON AND HIGH STRENGTH LOW ALLOY HOT ROLLED AND COLD ROLLED, GENERAL REQUERIMENTS
1 OBJETIVO Y CAMPO DE APLICACION 1.1 Esta Norma Oficial Mexicana establece los requisitos generales que debe cumplir la lámina laminada en caliente y en frío, de acero al carbono o de baja aleación y alta resistencia, suministrada en rollo u hoja. En caso de que se presente algún problema en cuanto a los requisitos especificados, debe prevalecer el siguiente orden: el primer término, lo especificado en la norma particular del producto y en segundo término, lo especificado en esta norma. 1.2 A continuación se en listan las Normas Mexicanas, a las cuales se aplican los requisitos especificados en esta norma. B-028 "Lámina de acero al carbono, laminada en frío, para uso común". B-248 "Lámina de acero al carbono, laminada en caliente para uso común". B-257 "Lámina de acero al carbono, calmado con aluminio, laminada en caliente,
para embutido". B-264 "Lámina de acero al carbono, laminada en caliente para embutido". B-265 "Lámina de acero al carbono para esmaltado vítreo". B-267 "Lámina de acero al carbono, laminada en frío, para embutido". B-272 "Lámina de acero al carbono, calmado con aluminio, laminada en frío, para
embutido". B-275 "Lámina de acero al carbono, laminada en caliente, para recipientes que
trabajan a presión". B-277 "Lámina de acero de baja aleación y alta resistencia, laminada en caliente y
laminada en frío, resistente a la corrosión". B-347 "Lámina de acero al carbono, laminada en caliente para uso estructural". B-348 "Lámina de acero al carbono, laminada en frío para uso estructural".

NMX-B-266-1989
2 REFERENCIAS Esta norma se complementa con las siguientes Normas Mexicanas vigentes: NOM-B-001 Métodos de análisis químico para determinar la composición de
aceros y fundiciones. NOM-B-113 Prueba de doblado para productos de acero. NOM-B-119 Método de prueba par la determinación de la dureza Rockwell y
Rockwell superficial en productos de hierro y acero. NOM-B-120 Prueba de impacto para materiales metálicos. NOM-B-172 Métodos de prueba mecánicos para productos de acero. NOM-B-231 Cribas para clasificación de materiales granulares. 3 DEFINICIONES 3.1 Acero al carbono Designación para acero, cuando no se especifican o no se requieren agregar contenidos mínimos de aluminio, cromo, cobalto, niobio, molibdeno, níquel, titanio, tungsteno, vanadio, zirconio o cualquier otro elemento para obtener un efecto de aleación deseado; cuando el contenido de cobre no excede de 0.40% o cuando el contenido máximo especificado de cualquiera de los siguientes elementos no exceden de los porcentajes indicados: manganeso 1.65%, silicio 0.60%, cobre 0.60%. 3.1.1 El todos los aceros al carbono pequeñas cantidades de ciertos elementos residuales, son retenidos inevitablemente, los cuales no se especifican o se requieren y que se encuentran en el material, tales como: cobre, níquel, molibdeno, cromo y otros. Estos elementos se consideran como incidentales y, normalmente, no se determinan ni informan. 3.2 Acero de baja aleación y alta resistencia Acero en el cual la alta resistencia a la tensión y, en algunos casos, la resistencia a la corrosión atmosférica o formado moderado se obtiene por cantidades pequeñas de uno o más elementos de aleación. 3.3. Corona

NMX-B-266-1989
Diferencia de espesor en la misma lámina que, normalmente, en la porción medida presenta su espesor máximo disminuyendo gradualmente hacia ambas orillas. 3.4 Extremos sin despuntar Extremo de los rollos laminados en caliente con orillas de molino, que tienen una forma irregular. 3.5 Falta de planeidad En la máxima desviación (h) que se permite, con respecto a una superficie horizontal plana, ver figura 1.
3.6 Flecha (camber) En una lámina colocada horizontalmente sobre una superficie plana, es la distancia máxima entre la orilla cóncava y una línea recta que una las esquinas de la lámina por el mismo lado, ver figura 2.

NMX-B-266-1989
3.7 Fuera de escuadra Desviación máxima del ángulo recto que deben formar dos orillas perpendiculares entre sí. El descuadre también se obtiene con la mitad de la diferencia medida entre diagonales, ver figura 3.
3.8 Lámina laminada en caliente Producto plano de acero obtenido por laminación en caliente de lingotes y planchones, en un molino continuo, hasta alcanzar el espesor y ancho requerido, puede entregarse en rollo o en hoja y cortada a una longitud específica. Este producto, generalmente, presenta en sus superficies un óxido o escama como resultado de la operación de laminación en caliente, es la resultante del proceso de laminación, orillas de molino; u orillas recortadas. 3.8.1 La lámina de acero al carbono y la lámina de acero de baja aleación y alta resistencia laminada en caliente se clasifica en base a sus dimensiones, como sigue: Rollo y Hoja decapada y sin decapar (a) Dimensiones en milímetros.
Ancho Espesor
Más de 686 Hasta 1524 Más de 1.90 Hasta 4.75
(a) Para cada caso específico en el ancho y espesor, debe consultarse con el fabricante. 3.9 Lámina laminada en frío Producto plano de acero que se fabrica a partir de rollos laminados en caliente, decapados y aceitados, los cuales se reducen en frío al espesor deseado. Esta reducción en frío va seguida de un tratamiento térmico de recocido para lograr la regeneración de la estructura granular. Debe someterse a un molino de temple para impartirle forma.

NMX-B-266-1989
Si no se le da a la lámina un tratamiento térmico de recocido después de la reducción en frío, ésta tiene una dureza mínima de 84 Rockwell B y puede usarse en ciertas aplicaciones en donde no se requiere ductilidad ni planeidad. 3.9.1 La lámina de acero al carbono laminada en frío se clasifica conforme a sus dimensiones como sigue:
Dimensiones en milímetros.
Ancho Espesor
Más de Hasta Más de Hasta 457 1524 0.208 3.42
Notas:
a) En el caso del rollo de lámina laminada en frío, cortada en hojas en tiras con orilla recortada (solamente) en espesores de 0.30mm hasta 3.42mm, el contenido de carbono máximo es de 0.25% para el análisis de colada; las tolerancias para ancho y largo son especificadas por el fabricante.
b) Para el caso de ancho máximo, debe consultarse al fabricante.
3.9.2 La lámina de aceros de baja aleación y alta resistencia laminada en frío se clasifica conforme a sus dimensiones como sigue:
Dimensiones en milímetros.
Ancho Espesor
Más de Hasta De Hasta
457 1524 0.72 3.42
Nota.-
a) Para cada caso específico en el ancho y espesor, debe consultarse con el fabricante.
3.10 Lámina rescuadrada Lámina que se somete a corte adicional, con el fin de obtener una tolerancia más restringida en el ancho, largo, fuera de escuadra y flecha.

NMX-B-266-1989
3.11 Orillas de molino Orillas resultantes de la operación de laminado en caliente y en frío, sin ningún contorno definido, pueden tener algunas imperfecciones y éstas no deben afectar al ancho especificado. 3.12 Orillas recortadas Orillas que resulten del corte con cizalla o con disco. 3.13 Rollo Producto resultante de enrollar el producto plano con espesor y ancho definido y largo variable. 4 ESPECIFICACIONES 4.1 Condiciones generales 4.1.1 Los productos cubiertos por esta norma son producidos en espesores pequeños (hasta decimales) y a los cuales se les aplican tolerancias de espesor. 4.1.1.2 El acero puede obtenerse en lingotes o por colada continua. Cuando se vacían secuencialmente diferentes tipos de acero, se requiere de la identificación y separación del material de transición resultante. 4.1.2 Obtención del acero El acero para fabricar la lámina debe obtenerse por cualquiera de los siguientes procesos: hogar abierto, básico al oxígeno u horno de arco eléctrico. 4.1.3 Procesamiento La lámina laminada en caliente puede suministrarse decapada y sin decapar y sin tratamiento térmico de recocido. 4.1.3.1 Durante el proceso de laminación en caliente o durante el decapado pueden provocarse quiebres, líneas de deformación y acanalamiento. Cuando cualquiera de esos defectos sean perjudiciales para el uso específico de la lámina, debe notificarse esto al fabricante a fin de darle el proceso adecuado a la lámina. La lámina de acero al carbono laminada en frío se estudia en 4.7.2, 4.7.3 y tabla1.

NMX-B-266-1989
4.1.3.2 A menos que se especifique una lámina con dureza completa o sin recocer, la lámina en frío debe someterse a un tratamiento térmico de recocido, después de haberla reducido al espesor requerido. Cuando la lámina laminada en frío va a emplearse en partes no expuestas (es decir en partes en que no se afecte la apariencia del producto) y los quiebres sean un riesgo al desenrollar, puede ser necesario procesar nuevamente la lámina. En cuyo caso debe consultarse al fabricante. Después del recocido, a la lámina laminada en frío, se le da un ligero temple por laminación para impartirle forma, o puede en este mismo molino, dársele un pase más fuerte para prevenir el fenómeno conocido como líneas de deformación o acanalamiento. Este temple en el molino de laminación proporciona el acabado superficial. 4.1.3.3 Cuando la lámina es sometida a operaciones de soldadura, debe efectuarse una elección apropiada de la composición química o propiedades mecánicas para asegurar una buena compatibilidad con el proceso de soldadura y su efecto en la alteración de las propiedades. 4.1.3.4 Cuando el uso o requisitos de la lámina laminada en frío no se especifican, ésta se suministra con un pase por el molino de temple. La lámina de acero efervescente que se somete a un pase por el molino de temple, está sujeta al fenómeno de envejecimiento (ver A3). Para evitar dicho fenómeno, el comprador debe pedir una lámina de acero estabilizado y desoxidado (calmado), para poder trabajarla eficientemente. 4.1.4 Temple por laminación 4.1.4.1 A menos que se especifique otra cosa, la lámina en frío para partes expuestas, debe dársele un temple por laminación; el cual se especifica para obtener una lámina en la condición de "sin líneas de deformación". Ver A 3 "efecto del envejecimiento en la lámina de acero al carbono laminada en frío para embutido y formado". 4.1.4.2 La lámina laminada en frío para aplicaciones en partes no expuestas puede especificarse y suministrarse en la condición de "recocido final" o "temple por laminación". Normalmente, a la lámina en la condición de "recocido final" no se le da temple por laminación, pero puede dársele esta operación durante el aceitado o desenrollado. La lámina para partes no expuestas, con temple por laminación, puede especificarse sin líneas de deformación o acanalamientos. Cuando se requiere un intervalo o límite de dureza específico o un acabado superficial, se considera que la aplicación es para partes expuestas.

NMX-B-266-1989
TABLA 1.- Comparación de las clases de lámina de acero laminado en frío.
Característica Para partes expuestas Para partes no expuestas Rechazo en el molino
Rechazo en el molino
Imperfecciones mayores: Hojas Rollos El comprador las acepta
dentro de las normas del fabricante.
El comprador las acepta dentro de las normas del fabricante.
Imperfecciones repetitivas se rechazan en el molino. Pueden contener imperfecciones al azar, las cuales el comprador acepta dentro de las normas del fabricante.
EL comprador acepta todas las imperfecciones menores.
El comprador los acepta dentro de las normas del fabricante.
El comprador acepta todas las imperfecciones menores.
Mate, a menos que se indique otra cosa.
El comprador acepta todos los acabados
Imperfecciones menores: Hojas Rollos Acabado Aceitado especial
Puede especificarse Puede o no especificarse.
Debe cumplirse.
Debe cumplirse
Tolerancia en ancho, espesor y longitud: Normal Restringido Puede especificarse Puede o no especificarse
Debe cumplirse
Debe cumplirse (temple por laminación. No se garantiza-normalmente dentro de dos veces el normal (último recocido)
Puede especificarse Puede o no especificarse
Puede especificarse Puede o no especificarse
El comprador los acepta dentro de las normas del fabricante.
El comprador los acepta dentro de las normas del fabricante.
Puede especificarse Puede o no especificarse
Tolerancia en planura: Normal Nivelado por tensión Rescuadrado Rollos en bobina Inspección exterior Prueba especial
Puede especificarse Puede o no especificarse

NMX-B-266-1989
4.2 Composición química 4.2.1 Límites La composición química debe ser la especificada en la norma particular del producto, sin embargo, cuando se requieran otras composiciones para los aceros al carbono, éstas deben cumplir con lo especificado en la tabla 29 indicada en A2. 4.2.2 Análisis de colada 4.2.2.1 El fabricante del acero debe realizar un análisis de cada colada para determinar los porcentajes de los elementos especificados por la norma particular del producto. Cuando se requiera el resultado de este análisis, debe informarse al comprador o a su representante. 4.2.3 Análisis del producto 4.2.3.1 Los aceros efervescentes o tapados (química o mecánico), se caracterizan por la falta de homogeneidad en su composición química, debido a esto, no deben aplicarse las tolerancias indicadas en la tabla 2. El análisis de producto es apropiada para estos tipos de acero sólo cuando se indique claramente una mala aplicación del producto o para el cobre, cuando se indique acero al cobre. 4.2.3.2 Para aceros que no son efervescentes o tapados, el comprador puede hacer un análisis del producto. El análisis químico no debe exceder de los límites especificados en la tabla 2. Cuando se efectúen varias determinaciones de cualquier elemento en una colada no deben variar en más o en menos, de los límites especificados. 4.3 Requisitos mecánicos 4.3.1 Los requisitos mecánicos deben ser los indicados en la norma particular del producto. 4.3.2 La lámina de acero para uso estructural comúnmente se somete a doblado en frío. Existen muchos factores interrelacionados que efectan el desempeño de un acero dado para formarlo en frío, sobre un radio dado, bajo condiciones de trabajo. Esos factores incluyen: espesor, nivel de resistencia, grado de restricción, relación con la dirección de laminación, composición química y microestructura. Cada norma de producto (ver 1.2) indica el radio interior mínimo para doblado en frío. Ese radio debe usarse para doblados mínimos a 905. Esto presupone que es un doblado difícil (el eje de doblado está paralelo a la dirección de laminación), y prácticas razonables de buen formado en el trabajo. Cuando es posible, se recomienda el uso de un radio mayor o doblado más fácil, para mejorar su desempeño. El usuario debe estar enterado que las grietas pueden iniciarse al doblar una orilla cortada o quemada. Esto no se considera como una falla del acero sino que, más bien, es una función del trabajo en frío inducido o zona afectada por el calor.

NMX-B-266-1989
4.4 Dimensiones y tolerancias 4.4.1 Las dimensiones y tolerancias que deben aplicarse a los productos cubiertos por esta norma se indican en las tablas 4 a la 27. En cada norma particular deben identificarse las tablas con las tolerancias adecuadas. Tabla 2.- Tolerancias para análisis del producto, en por ciento.
4.4.2 Las tolerancias en planura no se aplican a lámina laminada en frío con "recocido final", pero, normalmente, está dentro de dos veces la planura normal cuando se embarca en hojas y después de removerla del conjunto de rollos, cuando se embarque en rollos.

NMX-B-266-1989
En la tabla 3 se indican las tablas de dimensiones y tolerancias para facilitar su localización. TABLA 3 .- Lista de las tablas para dimensiones y tolerancias.
4.5 Condición y acabado 4.5.1 Lámina laminada en caliente 4.5.1.1 La lámina laminada en caliente tiene en su superficie un óxido o escama que resulta de la operación de laminado en caliente, los cuales pueden eliminarse mediante decapado químico y/o limpieza mecánica, cuando la lámina se requiera para operaciones de forja o para soldar. La lámina laminada en caliente decapada o no, generalmente no se usa en partes expuestas, donde es de vital importancia el acabado superficial.

NMX-B-266-1989
4.5.1.2 La lámina laminada en caliente puede suministrarse con orillas de molino o recortadas según se especifique. Las orillas de molino son las orillas naturales resultantes de la operación de laminación en caliente. 4.5.1.3 Las orillas de molino pueden tener algunos defectos, los más comunes son: orillas con grietas, orillas delgadas y orillas dañadas debido al manejo o al proceso, que no deben afectar el ancho ordenado. Estas condiciones de las orillas son perjudiciales cuando las orillas de molino van a ser unidas por soldadura. Cuando el comprador vaya a cortar (o troquelar), debe establecerse una tolerancia suficiente en el ancho, para obtener la lámina con el contorno y el tamaño deseado; puede consultarse al fabricante para obtener información más precisa. Las orillas recortadas son las orillas que resultan del corte de la lámina con orilla de molino. 4.5.1.4 Los extremos del rollo laminado en caliente con orillas de molino, son de un perfil irregular y se llaman extremos de "cola de pescado". El comprador debe indicar en la orden de compra cuando dichos extremos no se aceptan. El rollo que ha sido decapado química y/o mecánicamente, se suministra con extremos recortados a escuadra. 4.5.2 Lámina laminada en frío de acero al carbono (para partes expuestas) Esta clase de lámina se utiliza en aplicaciones en donde es de primordial importancia la apariencia superficial. Esta clase de lámina debe cumplir requisitos de textura superficial controlada, calidad de superficie y planura. Normalmente, es procesada por el fabricante para obtener una lámina libre de líneas de deformación y acanalamientos, el usuario antes de utilizarla, debe darle un nivelado por tensión lo cual minimizará la deformación debido al envejecimiento. Esta lámina puede suministrarse con los siguientes acabados: 4.5.2.1 Acabado mate Es un acabado opaco, sin lustre, y con una superficie áspera en la lámina dependiendo de su uso final. Con algunas preparaciones superficiales, el acabado mate es adecuado para pintura decorativa. No se recomienda, generalmente, para recubrimientos electrolíticos brillantes. 4.5.2.2 Acabado semibrillante Es un acabado relativamente brillante que presenta una textura superficial intermedia entre la del acabado mate y el brillante. Con alguna preparación el acabado semibrillante es adecuado para pintura decorativa o para algunas aplicaciones de recubrimientos electrolíticos. Si las láminas se deforman durante la fabricación, la superficie puede tornarse áspera en algunas áreas afectadas; y esto requerirá una preparación superficial para restaurar la textura original.

NMX-B-266-1989
4.5.2.3 Acabado brillante Es un acabado fino que es adecuado para pintura decorativa o recubrimientos electrolíticos, mediante una preparación superficial adicional realizada por el comprador, es posible que se pierda el brillo después de la fabricación; por lo tanto, las partes formadas requerirán una preparación superficial para hacerlas adecuadas para recubrimientos electrolíticos brillantes. 4.5.3 Lámina laminada en frío de acero al carbono (para partes no expuestas) 4.5.3.1 Esta clase de lámina, cuando se utiliza para partes no expuestas no está sujeta a limitaciones en cuanto a nivel y frecuencia de las imperfecciones superficiales; no se aplican restricciones en textura y propiedades mecánicas. Cuando se solicite con "recocido final", la lámina presenta "quiebres" y una tendencia hacia el acanalamiento y líneas de deformación. Esta clase de lámina puede contener más imperfecciones superficiales que la lámina para partes expuestas, debido a que las aplicaciones del acero, procedimientos de procesamiento y normas de aceptación son menos rígidas. 4.5.4 Los requisitos superficiales de la lámina de acero al carbono laminado en frío, pueden identificarse ampliamente, conforme a su uso final, mediante el sufijo "E" para partes expuestas que requieran una superficie decorativa pintada, o un sufijo "I", para partes no expuestas en las cuales la condición superficial no es relativamente importante. 4.5.5 La lámina de acero de baja aleación y alta resistencia, laminada en frío, a menos que otra cosa se especifique, se suministran con acabado mate. 4.5.6 Los productos laminados en frío, se suministran, a menos que otra cosa se especifique, con orillas de molino recortadas y con los extremos recortados a escuadra. 4.6 Aceitado 4.6.1 La lámina laminada en caliente, comúnmente se suministra sin aceitar. Debe especificarse cuando se requiera aceitada. 4.6.2 La lámina laminada en caliente decapada, comúnmente se suministra aceitada. Debe especificarse cuando se requiera sin aceitar, ya que la superficie limpiada se oxida rápidamente. 4.6.3 La lámina laminada en frío puede suministrarse aceitada o sin aceitar, según se especifique. 4.7 Acabado 4.7.1 La hoja debe tener una buena apariencia y no debe tener defectos que, conforme a la clase y calidad ordenada, sean perjudiciales al uso final.

NMX-B-266-1989
4.7.2 El rollo puede contener algunas imperfecciones que hagan inútil una parte del mismo, ya que durante la inspección del fabricante no tiene la misma oportunidad para eliminar las porciones que contienen defectos, como sucede en el caso de la hoja. Por acuerdo previo entre fabricante y comprador, deben dejarse los porcentajes permitidos de estos defectos dependiendo del uso final. 4.7.3 Condiciones de la superficie 4.7.3.1 Las hojas para que se utilicen en partes expuestas no deben incluir hojas individuales que tengan imperfecciones superficiales mayores (agujeros, líneas de inclusiones y rechupes) e imperfecciones superficiales menores repetitivas. Las hojas pueden contener imperfecciones superficiales menores distribuidas al azar, que el comprador puede eliminar mediante tratamiento superficial razonable. Estas imperfecciones deben aceptarlas el comprador y deben estar dentro de los patrones del fabricante. 4.7.3.2 A la lámina en rollos que va a utilizarse en partes expuestas, no es posible eliminarle las imperfecciones indicadas en 4.7.3.1. Los rollos contendrán dichas imperfecciones, dentro de los patrones del fabricante, que el comprador debe aceptar. Los rollos contienen más imperfecciones que las hojas debido a que el fabricante no tiene la misma facilidad para eliminar las partes que contienen defectos, como sucede en el caso de las hojas. 4.7.3.3 Las hojas que van a utilizarse en partes no expuestas no deben incluir hojas individuales que contengan imperfecciones superficiales mayores tales como: agujeros, líneas de inclusiones y rechupes. Además las hojas, para partes no expuestas, puede que contengan más imperfecciones superficiales menores, tales como: picaduras, rayas, rollo pegado, orillas rotas, orillas traslapadas, rupturas transversales, marcas de rodillo y otras imperfecciones superficiales, que las hojas para partes expuestas. Estas imperfecciones debe aceptarlas el comprador sin limitación. 4.7.3.4 A la lámina en rollos que va a utilizarse en partes no expuestas, no es posible eliminarle las imperfecciones superficiales indicadas en 4.7.3.3. Los rollos contendrán imperfecciones superficiales que normalmente no se reparan. El comprador debe aceptar imperfecciones menores, que estén dentro de los patrones del fabricante. Los rollos para partes no expuestas contienen más imperfecciones superficiales que los rollos para partes expuestas. 5 MUESTREO 5.1 Preparación de la muestra El taladro o las rebabas deben obtenerse sin la aplicación de agua, aceite u otro lubricante y estar libres de óxido, grasa o cualquier sustancia extraña. No deben sobrecalentarse durante

NMX-B-266-1989
el corte a tal nivel que cause descarburación. Las rebabas deben estar bien mezcladas y aquellas que sean demasiado gruesas, para pasar a través de una malla número 10 (2.0mm), o que sean demasiado finas para permanecer sobre una malla número 30 (600mm), no son adecuadas para el análisis de producto. Los números del tamaño de la criba se indican en la NOM-B-231. 5.2 Probetas A menos que se especifique otra cosa en la norma particular del producto, las probetas deben prepararse conforme a lo indicado en la NOM-B-172. 5.3 Número de pruebas 5.3.1 Composición química 5.3.1.1 Análisis de colada Debe hacerse un análisis de cada colada, en un lingote de prueba tomado durante el vaciado de la misma. 5.3.1.2 Análisis de producto 5.3.1.2.1 Para indicar adecuadamente la composición representativa de una colada mediante el análisis del producto, es una práctica general seleccionar muestras representativas del acero, tanto como sea posible, a partir de un número mínimo de piezas como sigue:
3 piezas para lotes hasta de 15 toneladas
6 piezas para lotes mayores de 15 toneladas Cuando el acero está sujeto a requisitos de prueba de tensión, las muestras para el análisis de producto pueden tomarse, ya sea por taladro completo de la probeta probada a la tensión, o como se establece en el siguiente inciso. 5.3.1.2.2 Cuando el acero no está sujeto a requisitos de prueba de tensión, las muestras para análisis deben tomarse por maquinado o taladrado total, a través de la lámina en un número suficiente de lugares, de tal manera que las muestras sean representativas del total de la lámina. El muestreo puede facilitarse mediante dobleces sucesivos de la lámina en ambos sentidos, de tal manera que varias muestras se colecten en una sola operación de taladro. El acero que se ha sujetado a ciertas operaciones de calentamiento, por el comprador, puede no dar los resultados del análisis químico que indican propiamente su composición original. Por lo tanto, el comprador debe analizar rebabas obtenidas del acero en la condición con lo cual la recibió del fabricante.

NMX-B-266-1989
5.3.2 Requisitos mecánicos Los requisitos mecánicos, número de pruebas, de probetas y la localización y orientación de éstas, deben ser los indicados en la norma particular del producto. 6 METODOS DE PRUEBA A menos que se especifique de otra manera en la norma particular del producto, los métodos de prueba deben ser los indicados a continuación: 6.1 Análisis químico Los métodos de análisis químicos, deben ser los indicados en la NOM-B-001. 6.2 Pruebas mecánicas 6.2.1 Los métodos de pruebas mecánicas deben ser los indicados en la NOM-B-172. 6.2.2 Para determinar, conforme a la norma particular del producto un valor calculado u observado debe redondearse a la unidad entera más cercana; por ejemplo, un valor de 32.5 debe redondearse a 32 y uno de 18.6 a 19. 6.3 Repetición de pruebas 6.3.1 Si cualquiera probeta presenta defectos de maquinado o grietas, debe descartarse y substituirse por otra probeta. 6.3.2 Si el porcentaje de alargamiento de cualquier probeta es menor que el especificado, y cualquier parte de la fractura se desarrolla a más de 19mm del centro de la longitud calibrada de la probeta de 50mm o casi a la mitad de la longitud calibrada de la probeta de 200mm (se indica por las marcas en la probeta después de la prueba) debe permitirse efectuar otra prueba. 6.3.3 Si una probeta falla en la prueba de doblado, debido a las condiciones de doblado más severas que las requeridas por la norma particular del producto, debe permitirse otra prueba ya sea en otra probeta o en una porción de la probeta que falló. Las muestras representativas del material rechazado, deben ponerse a disposición del fabricante. Si el fabricante no está de acuerdo con el rechazo, puede solicitar otra reinspección. 7 MARCADO Y EMBALAJE 7.1 Marcado

NMX-B-266-1989
Como mínimo el material debe identificarse con los siguientes datos: a) Nombre del fabricante. b) Número de la norma particular del producto. c) Número de la orden de compra. d) Identificación del material. Lo anterior debe marcarse legible e indeleblemente en la parte superior de cada atado, o indicarse en una tarjeta anexa a cada rollo o unidad de envío. 7.2 Embalaje 7.2.1 Cuando se ordenan rollos, comúnmente se especifica el diámetro interior y exterior, además de la masa mínima y máxima. La limitación de los fabricantes para cumplir con el requisito de masa (peso) máximo del rollo, depende de su equipo de laminación. Cuando se requiera, la masa mínima de los rollos puede estar sujeta a convenio previo. 7.2.2 El tipo de embalaje debe ser por acuerdo previo entre fabricante y comprador; pudiendo emplearse para este caso la especificación indicada en el apéndice A6. 8 INSPECCION Cuando se establezca en la orden de compra, el fabricante debe dar al inspector todas las facilidades razonables para que compruebe que el material está siendo suministrado conforme a esta norma. Todas las pruebas (excepto análisis del producto) e inspección deben realizarse en la planta del fabricante, antes del embarque, a menos que se especifique otra cosa; y deben realizarse de tal manera que no interfieran innecesariamente con la operación de la planta. Cuando se requiera de una inspección superficial especial durante el proceso, debe indicarse en el pedido, contrato u orden de compra. 9 CRITERIO DE ACEPTACION A menos que otra cosa se especifique, cualquier rechazo debe informarse al fabricante dentro de un tiempo razonable, después del recibo de material por el comprador.

NMX-B-266-1989
El material que sea informado al fabricante como defectuoso, posterior a su aceptación, debe colocarse aparte, protegerse e identificarse adecuadamente. Debe notificarse al fabricante tan pronto sea posible, de manera que pueda iniciarse una investigación.
TABLA 4.- Tolerancias en espesor para lámina laminada en caliente (acero al carbono, en hoja y rollo, incluyendo la decapada).
Dimensiones, en milímetros Tolerancias en espesor, en más y en menos
Espesor
Ancho De 1.79
Hasta 2.46 Más de 2.46 Hasta 4.74
De 508 Hasta 1020 0.18 0.18
Más de 1020 Hasta 1524 0.18 0.20
Notas:
1) El espesor debe medirse en cualquier punto, a través del ancho a no menos de 10.0mm de la orilla recortada y a no menos de 20mm de la orilla de molino. Esta tabla no se aplica a los extremos de rollo sin recortar.
2) Los límites de espesor especificados también se aplican cuando la lámina se especifica a un espesor nominal y las tolerancias se dividen en más y en menos.
TABLA 5 .- Tolerancias en espesor para lámina en caliente (acero de baja aleación y alta resistencia, en hoja y rollo incluyendo la decapada).
Dimensiones, en milímetros Tolerancias en espesor, en más y en menos
Espesor
Ancho De 1.79 Hasta 2.08
Más de2.08 Hasta 2.46
Más de 2.46Hasta 4.74
De 508 Hasta 810 0.18 0.18 0.20
Más de 810 Hasta 1020 0.18 0.20 0.23 Más de 1020 Hasta 1524 0.18 0.20 0.25

NMX-B-266-1989
Notas:
1) El espesor debe medirse en cualquier punto, a través del ancho a no menos de 10.0mm de la orilla recortada y a no menos de 20mm de la orilla de molino. Esta tabla no se aplica a los extremos de rollo sin recortar.
2) Los límites de espesor especificados también se aplican cuando la lámina se especifica a un espesor nominal y las tolerancias se dividen igualmente en más y en menos.
TABLA 6 .- Tolerancias en el ancho para lámina laminada en caliente con orilla de molino para acero al carbono y acero de baja aleación y alta resistencia (hoja y rollo, decapada y sin decapar).
Dimensiones, en milímetros
Ancho Tolerancias en más (no hay tolerancias en
menos) De 508 Hasta 610 18
Más de 610 Hasta 660 21
Más de 660 Hasta 762 24
Más de 762 Hasta 1270 29
Más de 1270 Hasta 1524 38
Nota:
Las tolerancias anteriores no se aplican a los extremos de los rollos sin recortar. TABLA 7 .- Tolerancias en el ancho para lámina laminada en caliente con orilla recortada para acero al carbono y acero de baja aleación y alta resistencia (hoja y rollo no rescuadrados, decapada y sin decapar).
Dimensiones, en milímetros
Ancho Tolerancias en más ( no hay tolerancias en menos)
De 305 Hasta 762 3.2 Más de 762 Hasta 1219 4.8 Más de 1219 Hasta 1524 6.4

NMX-B-266-1989
TABLA 8 .- Tolerancias en largo para lámina laminada en caliente para acero al carbono y acero de baja aleación y alta resistencia (hoja no rescuadrada, decapada y sin decapar). Dimensiones, en milímetros
Largo Tolerancias en más (no hay tolerancias en menos)
De 760 Hasta 1520 12.7
Más de 1520 Hasta 3050 19
Más de 3050 Hasta 3960 25
Más de3960 Hasta 4880 31 Más de 4880 Hasta 6100 38
Más de 6100 -------------------- 44
TABLA 9 .- Tolerancias en el diámetro de hojas circulares cortadas de láminas laminadas en caliente sin decapar y decapada (acero al carbono y de baja aleación y alta resistencia (a)).
Dimensiones, en milímetros
Tolerancia en el diámetro únicamente en más Espesor Diámetro
Más de Hasta Hasta 760 Más de 760 hasta 1220 Más de 1220 1.14 1.43 1.6 3.2 4.8 1.43 2.46 2.4 4.0 5.6 2.46 3.2 4.8 6.4
Nota:
a) Espesor mínimo para este tipo de acero es de 1.79mm.

NMX-B-266-1989
TABLA 10 .- Tolerancias en flecha (camber) para lámina laminada en caliente sin decapar y decapada (acero al carbono y de baja aleación y alta resistencia). Dimensiones, en milímetros
Largo de la hoja Más de Hasta
Tolerancias en la flecha
1220 3.2 1220 1830 4.8 1830 2440 6.4 2440 3050 7.9 3050 3660 9.5 3660 4270 12.7 4270 4880 16.0 4880 5490 19.0 5490 6100 22.0 6100 9140 32.0 9140 12190 38.0
Notas de la tabla 10.-
1) Flecha es la máxima desviación de la orilla de la lámina con respecto a una línea recta; la medición de la desviación se hace en el lado cóncavo del material.
2) Estas tolerancias también se aplican a hoja no rescuadrada.
3) La tolerancia en flecha para rollo es de 25.0mm por cada 6.0 metros de longitud.
TABLA 11 .- Tolerancias en fuera de escuadra para lámina laminada en caliente con orilla recortada para acero al carbono y acero de baja aleación y alta resistencia (hoja no rescuadrada decapada y sin decapar).
La tolerancia para fuera de escuadra para hoja de cualquier espesor y dimensión es de 1.0mm por cada 100mm de ancho o fracción
TABLA 12 .- Tolerancias en rescuadrado para lámina laminada en caliente (acero de baja aleación y alta resistencia.
Cuando la hoja se especifica rescuadrada, en ancho y el largo no deben ser menores que la dimensión especificada. Las tolerancias individuales en más, para ancho, largo, flecha o fuera de escuadra, no deben exceder de 1.6mm para hoja hasta de 1220mm de ancho y hasta 3050mm de largo. Para hoja más ancha o más larga, la tolerancia aplicable es de 3.2mm
NMX-B-266-1989
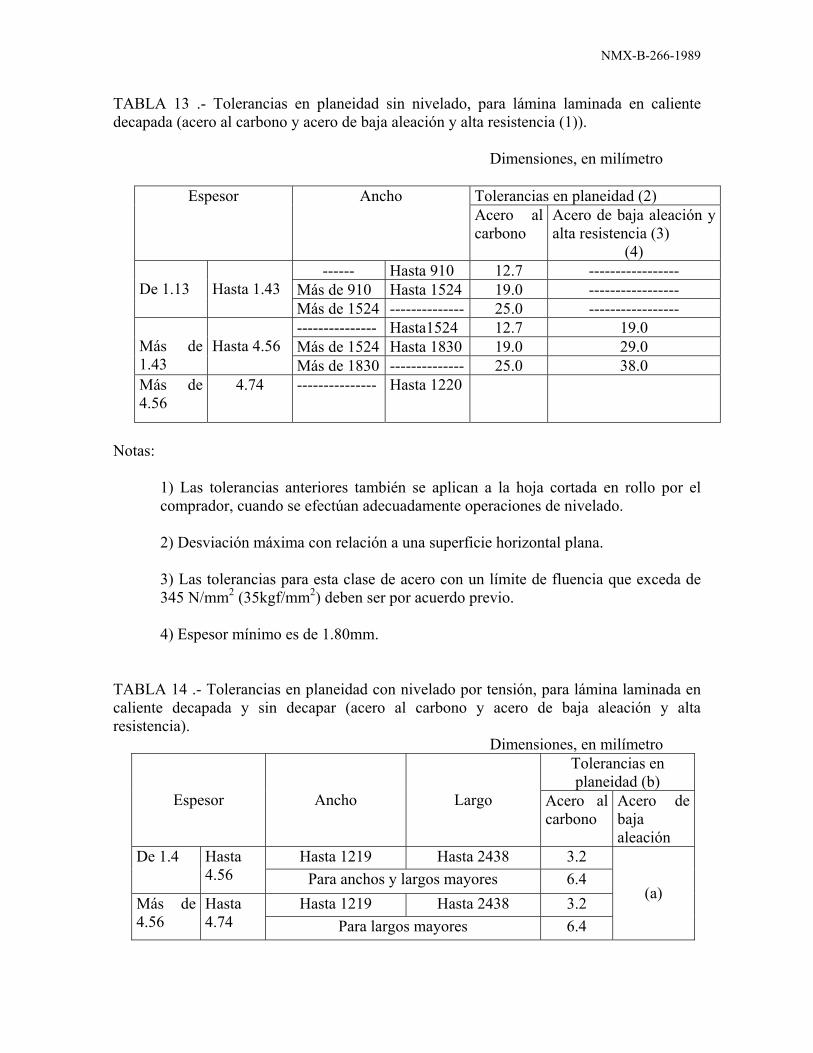
TABLA 13 .- Tolerancias en planeidad sin nivelado, para lámina laminada en caliente decapada (acero al carbono y acero de baja aleación y alta resistencia (1)). Dimensiones, en milímetro
Tolerancias en planeidad (2) Espesor Ancho Acero al carbono
Acero de baja aleación y alta resistencia (3)
(4) ------ Hasta 910 12.7 -----------------
Más de 910 Hasta 1524 19.0 ----------------- De 1.13
Hasta 1.43 Más de 1524 -------------- 25.0 -----------------
--------------- Hasta1524 12.7 19.0 Más de 1524 Hasta 1830 19.0 29.0
Más de 1.43
Hasta 4.56
Más de 1830 -------------- 25.0 38.0 Más de 4.56
4.74 --------------- Hasta 1220
Notas:
1) Las tolerancias anteriores también se aplican a la hoja cortada en rollo por el comprador, cuando se efectúan adecuadamente operaciones de nivelado.
2) Desviación máxima con relación a una superficie horizontal plana.
3) Las tolerancias para esta clase de acero con un límite de fluencia que exceda de 345 N/mm2 (35kgf/mm2) deben ser por acuerdo previo.
4) Espesor mínimo es de 1.80mm.
TABLA 14 .- Tolerancias en planeidad con nivelado por tensión, para lámina laminada en caliente decapada y sin decapar (acero al carbono y acero de baja aleación y alta resistencia).
Dimensiones, en milímetro Tolerancias en planeidad (b)
Espesor
Ancho
Largo Acero al carbono
Acero de baja aleación
Hasta 1219 Hasta 2438 3.2 De 1.4 Hasta 4.56 Para anchos y largos mayores 6.4
Hasta 1219 Hasta 2438 3.2 Más de 4.56
Hasta 4.74 Para largos mayores 6.4
(a)

NMX-B-266-1989
Notas:
a) Las tolerancias para aceros de baja aleación y alta resistencia, están sujetos a convenio previo.
b) Desviación máxima con respecto a una superficie horizontal plana.
TABLA 15 .- Tolerancias en ancho y largo de lámina laminada en caliente para acero al carbono (hoja con nivelado, con planeidad normal, no descuadrada, decapada y sin decapar. Dimensiones, en milímetros
Tolerancias en más Largo
Longitud
Ancho
Medido fuera de marcas de mordazas
Medido entre marcos de mordazas
------------- Hasta 3050 19 102 76 Más de 3050 Hasta 3960 25 102 76 Más de 3960 ------------- 32 127 102
Notas:
a) Cuando la hoja laminada en caliente se especifica con nivelado, planeidad normal y no rescuadrada, las tolerancias de las dimensiones especificadas son aplicables al ancho y al largo. Bajo estas condiciones, tales tolerancias son sumadas por el fabricante a las especificaciones de ancho y largo y a las tolerancias indicadas en las tablas 6, 7, 8, 19, 20 y 21 y son aplicables a los nuevos tamaños establecidos. Las tolerancias en flecha de la tabla 10 no son aplicables.
b) El comprador debe especificar, ya sea, cuando la mordaza esté entre "marcas fuera del largo especificado" ó "mordaza entre marcas dentro del largo especificado".

NMX-B-266-1989

NMX-B-266-1989
TABLA 17 .- Tolerancias en espesor para lámina laminada en frío de acero al carbono y de acero de baja aleación y alta resistencia (ancho desde 50mm hasta 508mm). Dimensiones, en milímetros
Tolerancias en espesor, en más y en menos
Ancho De 0.36 Hasta 0.49
Más de 0.49( c)Hasta 0.98
Más de 0.98 Hasta 1.43
Más de 1.43 Hasta 2.09
De 50 hasta 507 0.051 0.076 0.102 0.127
Notas:
a) El espesor debe medirse en cualquier punto a través del ancho, a una distancia no menor de 10mm de la orilla.
b) Por acuerdo previo la tolerancia total del espesor puede ser distribuido en más y en menos, la tolerancia total debe ser igual al doble de las tolerancias indicadas.
c) Es el espesor mínimo para aceros de baja aleación y alta resistencia.
d) Esta tabla también se aplica a los anchos obtenidos por corte del ancho de la lámina.
TABLA 18 .- Tolerancias en ancho para lámina laminada en frío con orilla de molino (acero al carbono y acero de baja aleación y alta resistencia), (hoja y rollo no rescuadrada).
Dimensiones, en milímetros
Ancho Tolerancias únicamente en más
De 559 Hasta 1524 31.75
Nota: Las tolerancias en ancho para lámina laminada en frío, con orilla recortada debe ser por acuerdo previo entre fabricante y comprador.

NMX-B-266-1989
TABLA 19 .- Tolerancias en ancho para lámina laminada en frío de acero al carbono y acero de baja aleación y alta resistencia (hoja y rollo de 50 hasta 508mm de ancho. No rescuadrada y de 0.36 hasta 2.09mm de espesor). Dimensiones, en milímetros
Tolerancias en el ancho en más y en menos Espesor De 50
Hasta 150 Más de 150 Hasta 230
Más de 230 Hasta 300
De 0.36 (a) Hasta 17.73 0.20 0.41 0.81 Más de 1.73 Hasta 2.09 0.30 0.41 0.81
Notas:
a) Es el espesor mínimo para acero de baja aleación y alta resistencia.
b) Esta tabla solo se aplica a la cinta. Entendiendo por cinta al producto proveniente de corte de lámina en rollo.
TABLA 20 .- Tolerancias en largo de lámina laminada en frío (acero al carbono y acero de baja aleación y alta resistencia) (hoja mayor de 508mm de ancho, no rescuadrada). Dimensiones, en milímetros
Longitud Más de
Hasta
Tolerancias en más del largo (no hay tolerancias en menos)
508 760
1520 2440 3050 3960 4880 6100
760 1520 2440 3050 3960 4880 6100 ------
3.2 6.4
12.7 19.0 25 31 38 44

NMX-B-266-1989
TABLA 21 .- Tolerancias en largo de lámina laminada en frío (acero al carbono y acero de baja aleación y alta resistencia), (hojas de 50 hasta 508mm de ancho y 0.36 a 2.09mm de espesor, no rescuadradas). Dimensiones, en milímetros
Ancho Tolerancias en más y en menos del largo Más de Hasta De 610
Hasta 1520 De 1520 Hasta 3050
De 3050 Hasta 6100
50 507 12.7 19.0 25
Nota:
Esta tabla solo se aplica a la cinta. Entendiendo por cinta al producto proveniente de corte de lámina en rollo.
TABLA 22 .- Tolerancias en diámetro para hoja circular de lámina laminada en frío (acero al carbono y acero de baja aleación y alta resistencia). Dimensiones, en milímetros
Espesor Tolerancias en más del diámetro (no hay tolerancias en menos)
Más de
Hasta
Hasta 760
Más de 760 Hasta 1220
Más de 1220
1.44 1.6 3.2 4.8 1.44 2.47 2.4 4.0 5.6 2.47 3.42 3.2 4.8 6.4
TABLA 23 .- Tolerancias en flecha de lámina laminada en frío (acero al carbono y acero de baja aleación y alta resistencia) (mayores de 508mm de ancho).
Dimensiones, en milímetros
Largo de la hoja Más de
Hasta
Tolerancia en flecha ( c )
------ 1200 1800 2400 3000 3700 4300 4900 5500 6100 9100
1200 1800 2400 3000 3700 4300 4900 5500 6100 9100
12200
3.2 4.8 6.4 7.9 9.5
12.7 16.0 19.0 22.0 32 38

NMX-B-266-1989
Notas:
a) Flecha es la máxima desviación de la orilla del material con respecto a una línea recta; la medición de la desviación se hace en el lado cóncavo de la lámina.
b) Estas tolerancias también se aplican a hojas no descuadradas.
c) La tolerancia en flecha para rollos es de 25.0mm por cada 6.0m. TABLA 24 .- Tolerancias en flecha para lámina en rollo laminada en frío (acero al carbono y acero de baja aleación y alta resistencia). (de 0.36 hasta 2.09mm de espesor). Dimensiones, en milímetros
Ancho Tolerancias en flecha De 50 Hasta 507 6.4 en 2400
Notas:
1) Esta tabla solo se aplica a la cinta. Entendiendo por cinta al producto proveniente de corte de lámina en rollo.
2) Flecha es la máxima desviación de la orilla de la lámina con respecto a una línea recta; la medición de la desviación se hace en el lado cóncavo de la lámina.
3) El espesor mínimo es de 0.50mm.
TABLA 25 .- Tolerancias para fuera de escuadra de lámina laminada en frío (acero al carbono y acero de baja aleación y alta resistencia), (hoja mayor de 508mm de ancho, no rescuadrada).
La tolerancia para fuera de escuadra para hoja de cualquier espesor y dimensión es de 1.0mm por cada 100mm de ancho o fracción.
TABLA 26 .- Tolerancias para rescuadrado de lámina laminada en frío (acero al carbono y acero de baja aleación y alta resistencia), (hoja de 508mm de ancho).
Cuando la hoja se especifica rescuadrada, el ancho y el largo no deben ser menor que la dimensión especificada. Las tolerancias individuales en más para ancho, largo, flecha o fuera de escuadra, no deben exceder de 1.6mm para hoja hasta un ancho de 1220mm y hasta 3050mm de largo. Para hojas más anchas o más largas, la tolerancia aplicable es 3.2mm.

NMX-B-266-1989
TABLA 27 .- Tolerancias en planeidad de lámina laminada en frío (acero al carbono y acero de baja aleación y alta resistencia), (hoja mayor de 300mm de ancho, sin nivelado o planeidad normal). Dimensiones, en milímetros
Ancho Tolerancia en planeidad (a) Espesor
Más de
Hasta Acero al carbono
Acero de baja aleación y alta resistencia (b).
910 9.5 19 Hasta 1.13 910 1524 16 29
910 6.4 19 Más de 1.13
910 1524 9.1 19
Notas de la tabla 27.-
a) Desviación máxima en una superficie plana horizontal.
b) Las tolerancias para esta clase de acero, con un límite de fluencia mínimo de 343N/mm2 (35 kgf/mm2) deben establecerse por acuerdo previo.
c) Esta tabla no se aplica cuando el producto es ordenado con dureza completa o con un intervalo de dureza.
d) Las tolerancias anteriores también se aplican a la hoja cortada en rollo por el comprador; cuando el nivelado, normal, se efectúa adecuadamente.
TABLA 28 .- Tolerancias en planeidad, para lámina laminada en frío (acero al carbono y acero de baja aleación y alta resistencia), (hoja, con nivelado por tensión o planeidad normal). Dimensiones, en milímetros
Tolerancias en planeidad (a) Espesor
Ancho Largo Acero al carbono Acero de baja
aleación y alta resistencia (b)
Hasta 910 Hasta 3050 6.4 9.5 Más de Hasta 0.40 0.72 Para anchos y largos
mayores.
9.5 14
Hasta 1220 Hasta 3050 3.2 4.8 Más de 0.72 Para anchos y largos
mayores.
9.5 14

NMX-B-266-1989
Notas:
a) Máxima desviación en una superficie plana.
b) Las tolerancias para esta clase de acero, con un límite de fluencia mínimo de 343N/mm2 (35kgf/mm2) deben establecerse por acuerdo previo.
TABLA 29 .- Tolerancias en ancho y largo para lámina laminada en frío (acero al carbono y acero de baja aleación y alta resistencia), (hoja, con nivelado por tensión o planeidad normal. No rescuadrada). Dimensiones, en milímetros
Largo Tolerancias en más
Mayor de
Hasta
Ancho Especificada: “Mordazas o entre marcas fuera de longitud”
Especifica: “Mordazas o entre marcas dentro de longitud”
----- 3050 3960
3050 3960 -----
19 25 32
100 100 130
75 75 100
Notas:
a) Cuando la hoja laminada en frío es ordenada con nivelado por tensión o planeidad normal y no rescuadrada, se deben aplicar las tolerancias en más para el ancho y el largo, que se indican en la tabla. Bajo estas condiciones las tolerancias de ancho y largo especificadas en las tablas 6, 7, 8, 18, 19, 20 y 21, en base a las nuevas dimensiones establecidas. No se deben aplicar las tolerancias para flecha (camber) de la tabla 23.
b) El comprador debe especificar, ya sea, cuando la mordaza esté entre "marcas fuera del largo especificado" o "mordazas entre marcas dentro del largo especificado".
APENDICE Este apéndice se proporciona como información, por lo que no forma parte de la norma. A1 Número de calibre y espesores de la lámina laminada en caliente y en frío

NMX-B-266-1989
TABLA 30 .- Número de calibre y espesores.
Número de calibre Espesor, en mm
6 4.700 7 4.554 8 4.156 9 4.797 10 3.416 11 3.038 12 2.656 13 2.278 14 1.897 15 1.709 16 1.519 17 1.366 18 1.214 19 1.062 20 0.912 21 0.836 22 0.759 23 0.683 24 0.667 25 0.531 26 0.455 27 0.417 28 0.378 29 0.343 30 0.305 31 0.267 32 0.246
A2 Límites e intervalos de la composición química A 2.1 Los límites e intervalos de la composición química de los aceros al carbono se indican en la tabla 31.

NMX-B-266-1989
TABLA 31 .- Composición química y tolerancias, en por ciento.
A 3 Efecto del envejecimiento de la lámina de acero al carbono efervescente, laminada en frío, en el embutido y formado A 3.1 Lámina para uso común (calidad comercial) y para embutido.

NMX-B-266-1989
A 3.1.1 La lámina en frío, se pasa por un molino de temple después del recocido. La ductilidad máxima y la dureza mínima se presentan en la lámina laminada en frío cuando está en su condición de recocido (sin pasarla por el molino de temple); en los aceros efervescentes, de cualquier forma esta lámina no es adecuada para el formado, debido a las líneas de fluencia o acanalamiento que puedan presentarse. Una cierta cantidad de trabajo en frío (con el molino de temple) evitará que ocurran esos defectos, sin embargo esto es solo temporal ya que debido al fenómeno conocido comúnmente como envejecimiento, no se puede evitar. A 3.1.2 Una pasada de la lámina por el molino templador (nivelador) minimiza la tendencia de las líneas de fluencia y acanalamiento, pero esta operación no mejora la ductilidad. Es un hecho que el molino templador aumenta la dureza de la lámina y de aquí que ésta pierda ductilidad. Es importante rotar el material almacenado de tal manera que se emplee primero el material que tenga más tiempo. Debe evitarse tener almacenado durante mucho tiempo el material. A 3.2 Lámina para embutido de acero especialmente calmado, o para embutido extra profundo. A 3.2.1 El acero calmado es un acero que no envejece. Cuando la lámina se pasa adecuadamente por el molino de temple después del recocido, no presenta líneas de fluencia y acanalamiento o pérdida de ductibilidad durante cierto tiempo transcurrido. Este tipo de acero debe ordenarse cuando las líneas de fluencia y acanalamiento son objetables o cuando el comprador no tiene rodillo ni velador o pase mecánico. También debe ordenarse cuando el comprador planea almacenar la lámina por mucho tiempo para evitar cambios adversos debido al envejecimiento. A 3.2.2 El acero calmado, para embutido adquiere su ductibilidad máxima durante el recocido, pero en este estado está sujeto a las líneas de fluencia o acanalamiento durante su fabricación. A 3.2.3 La superioridad del acero calmado no se limita al hecho de que no envejece rápidamente, sino también a la excepcional ductilidad requerida para embutir, lo cual no puede ser efectuado con un acero normal, para embutido. A 4 Procedimiento para determinar los niveles permitidos de ruptura (aplicable únicamente a lámina de acero al carbono) A 4.1 A pesar de las muchas precauciones que se ejercen al hacer lámina para embutido; ciertas variables de fabricación pueden encontrarse totalmente más allá del control razonable del fabricante de acero, las cuales pueden contribuir a la ruptura durante la fabricación de las piezas y deben considerarse como parte del riesgo normal que debe aceptar el comprador. El fabricante y el comprador deben establecer el nivel de ruptura permitido.

NMX-B-266-1989
A 4.2 La ruptura para fines de este procedimiento se define como la parte irreparable, rota durante el embutido y clasificada como chatarra, pueden excluirse las partes que muestren laminaciones resultantes del rechupe, separándolas para identificarlas. Las partes rotas que puedan repararse no están cubiertas por este procedimiento. A 4.3 Este procedimiento se emplea para establecer un nivel de ruptura sin necesidad de reinspeccionar cada pieza estampada rota. Este se aplica a toda la ruptura de una parte dada (la cual se calcula como se indica a continuación) cuando se tiene entre 1% y hasta el 8%. Las variaciones inherentes de la lámina de acero y variables normales en la operación de estampado incluyen el 100% de un buen desempeño, tomando como base lo anterior, se considera que un buen desempeño se logra cuando el 98% de las piezas estampadas se producen sin ruptura. Cuando el total de las piezas rotas es mayor de 8% se considera que es el resultado anormal, de las condiciones de estampado por lo que este método no debe aplicarse. A 4.4 Cuando hay dos o más fabricantes de lámina, el procedimiento recomendado para determinar un nivel de ruptura, para una parte determinada, es basarse en el porcentaje promedio de ruptura como mínimo el 75% de los blancos corridos en esa parte, en una serie de embutidos durante un período de un mes (3000 piezas mínimo). Debe incluirse en el cálculo, la producción total de todos los fabricantes de lámina empleados para obtener este 75% mínimo, empezando con el de mejor desempeño. El promedio de ruptura así determinado debe considerarse como el permitido para dicha parte. A 4.4.1 Ejemplo
Vendedor Partes Producidas
Partes Chatarra
Por ciento de chatarra
A 32466 630 1.94 B 27856 579 3.08 C 67120 1477 2.20 D 56200 1349 2.40 E 40900 1125 2.75 F 850 60 7.05
Todos 225392 Total pzas. 5220 Total pzas. Prom. 2.32 A 4.4.2 El 75% de 225392 es igual a 169044; por lo que es necesario incluir la producción total de los vendedores A, B, C y D es igual (A + B + C + D) = a la producción total de 183642 partes, de aquí que el total de A, B y C es de 127442 la cual es menos del 75% del total.

NMX-B-266-1989
La producción total de 183642 (A + B + C + D) con 4035 partes de rechazo, resulta un porcentaje permitido de 2.20%. Sobre esta base, los vendedores D, E y F exceden de lo permitido. A 4.5 Cuando en cualquier mes, el suministro de lámina es efectuado por un solo fabricante, el procedimiento recomendado para determinar el nivel de ruptura para una parte determinada, se basa en el porcentaje promedio de ruptura en esa parte, en una serie de estampados, como mínimo en 5000 piezas. Esto debe aplicarse, independientemente de que sea el mismo fabricante o uno diferente, en dos meses consecutivos. El promedio de ruptura determinado de esta forma debe considerarse como el permitido para esa parte. A 4.6 Los atados o rollos individuales que presenten sin razón, excepcionales variables de ruptura, no deben considerarse para la determinación del nivel permitido. Dicho material debe separarse y notificarse al fabricante. A 5 Procedimientos para determinar la deformación plástica en el formado o embutido A 5.1 Introducción El método preferido para determinar la deformación plástica en el círculo cuadriculado y formado de la curva límite. También pueden utilizarse los métodos del cuadriculado y cambio en el espesor, para evaluar la deformación durante el formado de una hoja plana a la forma deseada. A 5.2 Método del círculo cuadriculado A 5.2.1 El sistema de prueba emplea patrones circulares fotográficos o electroquímicos sobre la superficie de un blanco de hoja metálica de "calidad conocida", y una curva límite formada para la evaluación de las líneas de formación desarrolladas durante las operaciones de formado. Es útil en el laboratorio y en el departamento de formado. La selección de los diferentes aceros, que son comercialmente disponibles, puede hacerse efectivamente empleando esta técnica. Además, indica la acción correctiva en el dado y diseño de la pieza para mejorar el desempeño. A 5.2.2 El límite de la curva del formado (ver figura 4) se determinó en base a las medidas reales, a partir de las deformaciones mayor (e1) y menor (e2) encontradas en áreas críticas de estampados, tipos, de producción. Las deformaciones combinadas localizadas abajo de esta curva no son perjudiciales, mientras que aquellas localizadas arriba de la curva son críticas. Para análisis de deformación en el metal durante la producción, debe reconocerse que día a día las variaciones de material, lubricación y ajuste del dado afectarán el nivel de deformación. A fin de asegurar una aplicación de presión libre de problemas, se ha designado una zona, abajo del límite de la curva del formado, limitada por las líneas discontinúas y sólidas como la "banda de seguridad". Por lo tanto, las deformaciones combinadas que se encuentren dentro de las líneas discontinúas no deben exceder el límite de la curva del formado durante las operaciones de producción normales. A la izquierda de la parte cero de la curva se define el límite de la combinación biaxial de formación con presión - tensión, mientras que en el lado derecho se define el límite del formado. Debido a

NMX-B-266-1989
que en producción de embutidos, empleados para desarrollar el límite de la curva para el formado, representa todas las calidades de la lámina de acero al bajo carbono, de calibre delgado, en estos productos puede usarse con confianza esta curva para el formado. A 5.2.3 También puede usarse para otras clases de lámina de bajo carbono el método del círculo cuadriculado, si se efectúan los siguientes ajustes, para el límite de la curva del formado. A 5.2.3.1 Espesor del material Como el espesor del metal aumenta el límite de la curva del formado, ésta se desvía hacia arriba en forma paralela, 0.2% (e1) de deformación por cada 0.025mm de aumento en el espesor del metal, arriba de 0.75mm. A 5.2.3.2 Propiedades del material Cuando las propiedades del material son considerablemente diferentes de las de la lámina de acero al carbono (por ejemplo alta resistencia - baja ductilidad), el límite de la curva del formado es más bajo. La magnitud del desplazamiento es específico a cada material; debido a lo cual debe consultarse material de información actualizado para determinar la colocación del límite de la curva del formado. A 5.3 Procedimiento A 5.3.1 Obtener una muestra de lámina de "calidad conocida", la calidad de la lámina debe establecerse por: cualquier designación suministrada, orden de compra del comprador, o de preferencia de los datos de tensión obtenidos de una muestra de lámina similar. A 5.3.2 Obtener o preparar un negativo en un estencil con círculos seleccionados en un modelo uniforme. Los círculos pueden tener un diámetro de 2.5 a 25mm; el diámetro más conveniente es 5.0mm debido a que es fácil de leer, el espacio calibrado es suficientemente corto para mostrar la deformación máxima en una zona específica de la pieza. A 5.3.3 Los blancos de la lámina deben limpiarse para remover el exceso de aceite y materia extraña; no obstante, algunas láminas con recubrimiento pueden atacarse sin remover éste. El área (s) a atacar debe determinarse de la observación de probetas previamente formadas; generalmente el área que tiene un problema de cuarteadura se selecciona para atacarla. Normalmente, el lado convexo del radio es el que se cuadricula. Si se tiene suficiente tiempo puede atacarse el blanco, debido a que la información disponible puede obtenerse alrededor del comportamiento de la lámina al formar una pieza, cuando pueden evaluarse las deformaciones que puedan aparecer en áreas consideradas no críticas. Adicionalmente, para formas complejas puede ser deseable atacar ambas superficies de los blancos, para así poder determinar las deformaciones que ocurran en el embutido inverso.

NMX-B-266-1989
A 5.3.4 Los blancos de la lámina pueden, atacarse por método fotográfico o electroquímico. En el método "former" de solución fotosensitiva, por ejemplo, se esparce en la lámina 50% de emulsión Kodak foto resistente (KFR) y 50% KFR-thinner. Se seca la emulsión calentando la lámina a 65°C durante 15 minutos o manteniéndola durante varias horas a temperatura ambiente (18°C a 25°C), en un cuarto obscuro. La gráfica debe emplearse en materiales que envejecen y, de aquí que, es más concentrado cuando se calienta a 65°C. Se coloca el negativo en la emulsión, manteniéndola íntimamente en contacto con la lámina y exponiéndola a una fuente de luz ultravioleta fuerte, durante 60 a 90 minutos, como mínimo. Se revela la lámina durante 30 a 45 segundos empleando un revelador (KFR), se lava con agua y a continuación se esparce con tinte negro (KFR) para revelar los círculos atacados. A 5.3.5 En el método electroquímico, la muestra atacada se satura con un electrolito apropiado. Algunos electrolitos son más efectivos que otros para atacar ciertas superficies, tales como recubrimientos de estaño-plomo y otros aceros con recubrimiento metálico. Para láminas de acero, se recomienda una solución inhibidora de óxido. A 5.3.6 Se sujeta al blanco una abrazadera a la tierra del transformador de corriente (normalmente se utiliza uno de 40 a 50 amperes), y la otra se conecta a la muestra atacada. Aunque puede cambiarse la corriente en este momento, deben tomarse precauciones para no permitir que la muestra forme un arco eléctrico con el blanco. Es conveniente abstenerse de tocar el metal de la muestra atacada y el blanco de la lámina. A 5.3.7 Se coloca el estencil con el recubrimiento plástico contra la superficie de la lámina en el área que va a atacarse. Humedeciendo el estencil con una cantidad mínima de electrolito ayudará a alistar las arrugas y proporciona un ataque más uniforme. Se coloca en el estencil, la muestra atacada y se aplica la corriente. Se aplica una presión adecuada a la muestra, únicamente el tiempo mínimo necesario para producir un patrón claramente atacado. El tiempo de ataque variará con la intensidad de corriente disponible de la fuente de poder, el área del estencil, así como el área de la muestra en contacto con el estencil. Las muestras atacadas del tipo "Rocker" dan buenas impresiones y requieren menos corriente que las muestras con superficie plana. Excesiva corriente causa daños al estencil. A 5.3.8 La solución de ataque activa la superficie del metal y puede causar oxidación a menos que sea inhibida. Después que se atacó el área deseada, el blanco debe limpiarse o enjuagado, secado y neutralizado. A 5.3.9 El blanco atacado está listo para el formado. Los lubricantes y condiciones de presión deben ser las mismas a las empleadas durante la producción. Si se utiliza una secuencia de operaciones en el formado de una pieza, se recomienda atacar suficientes blancos para que pueda estudiarse cada operación. A 5.4 Medición de la deformación después del formado

NMX-B-266-1989
A 5.4.1 Después del formado, los círculos generalmente se distorsionan en formas elípticas (ver figura 5). Esas elipses tienen ejes de deformación mayores y menores. La mayor deformación (e1) se define siempre como la dirección en la cual ha ocurrido la mayor deformación positiva, sin tomar en consideración las orillas originales del blanco o la dirección de laminación de la lámina. La deformación menor (e2) se define como la localizada a 90° en relación a la dirección de mayor deformación. A 5.4.2 Existen varios métodos para determinar la deformación mayor y menor de la probeta formada. Las herramientas que pueden usarse son un par de divisores y una escala con graduaciones de 0.5mm. Para radios agudos, puede usarse una regla delgada de plástico que pueda seguir el contorno del embutido, para determinar las dimensiones de las elipses. (Existen reglas para leer directamente el por ciento de deformación). A 5.5 Evaluación de las medidas de deformación. A 5.5.1 Se trazan en la gráfica que contiene el límite de la curva del formado, la deformación máxima (e1) y valores (e2) asociados, medidos en áreas críticas en la pieza formada, localizando los puntos de intersección de las deformaciones (e1) y (e2). A 5.5.2 Si este punto está en o abajo de la "banda de seguridad" del límite de la curva del formado, la deformación no debe causar fracturas. Puntos más abajo de la curva indican que puede utilizarse un material de menor ductilidad y menor clase. Los puntos arriba de la "banda de seguridad" muestran que la fabricación a inducido deformaciones que pueden provocar fracturas. Por tanto, en la evaluación de los embutidos que presenten esas deformaciones, los objetivos deben estar dirigidos en proporcionar una combinación de deformación (e1) y (e2) que puedan ubicarse en o abajo de la "banda de seguridad" del límite de la curva para el formado. Pueden obtenerse diferentes combinaciones de deformaciones (e1) y (e2), cambiando una o más de las variables del formado tales como: condiciones del dado, lubricantes, tamaño del blanco, espesor, clase o tipo de material. Debe notarse en este estudio que esas conclusiones se derivan de una referencia base, siendo el acero "calidad conocida" utilizado para hacer el embutido. A 5.5.3 Cuando se logra la relación de las deformaciones (e1) y (e2), debe notarse que el límite de la curva del formado la condición más severa para una deformación dada (e1), es a cero por ciento de deformación (e2). Esto significa que el metal trabaja mejor cuando se permite deformarlo en dos dimensiones, (e1) y (e2), en lugar de restringirlo en una dimensión. Puede hacerse un cambio en (e2) para disminuir la severidad modificando una de las variables, mencionadas anteriormente, del formado del dado, por ejemplo, mejorando la lubricación en el lado de tensión - tensión aumentará (e2) y disminuirá la severidad. A 5.5.4 En adición al límite de la curva del formado, las mediciones de deformaciones (e1) y (e2) pueden usarse para evaluar los requisitos del material, en base a las pendientes de deformación, como se muestra en la figura 6, o trazando contornos de niveles de deformación equivalentes sobre la superficie de la parte formada. Aún cuando el nivel de deformación es relativamente bajo, las piezas en las que la deformación (e1) cambia rápidamente en magnitud o dirección sobre un espacio corto en la superficie, puede requerir

NMX-B-266-1989
más grados de ductilidad de la lámina, cambio en lubricación o cambio en el diseño de la parte. A 5.6 Ejemplo de distribución de mayores y menores esfuerzos A 5.6.1 Una probeta formada (figura 7) con una sección transversal, como la mostrada en la figura 6, sirve para ilustrar combinaciones de mayores y menores esfuerzos. Debe hacerse un dibujo de la distribución con mayor deformación indicando por medio de una elipse la deformación más grande (círculo 7), se mide la mayor y menor deformación en la orilla de las elipses corriéndola en la dirección de la mayor deformación. La línea continua (figura 6) son las deformaciones mayores para cada elipse. La Xs son las mayores deformaciones críticas, determinadas a partir del límite del formado de la curva en la deformación menor correspondiente (intersección de la menor deformación medida y la severidad de la curva). A 5.6.2 Normalmente, una sola hilera de elipses es suficiente para determinar la distribución de deformación más severa. El dibujo resultante de la distribución de la deformación (figura 6), ilustra tanto la severidad de la deformación, comparándola con los límites de deformación críticos, como la concentración de esfuerzos en el estampado. Deben evitarse los pasos de gradientes de deformación, debido a que son causa inherente a los sitios de fractura. A 5.7 Ejemplo para reducir la tendencia a agrietarse A 5.7.1 En una área tal como la representada en la figura 6, la tendencia al agrietamiento puede reducirse como sigue: A 5.7.1.1 Si se aumenta el radio de la parte en la región del circulo uno, puede inducirse alguna deformación en esta área, la cual permitirá que la mayor deformación en el círculo 7 sea reducido suficientemente para proporcionar la combinación de deformación abajo del límite crítico. Este curso de acción no requiere enlazamiento ni rediseñar el punzón, solo esmerilar en el radio. A 5.7.1.2 El promedio total de la mayor distribución que se requiere para hacer esta deformación es únicamente 17.5%; sin embargo, en un círculo de 5.0mm la deformación es tan alta como 40%. La distribución de la curva presenta gráficamente la necesidad de repartir la deformación sobre la longitud del tiempo por algún medio, como el descrito anteriormente. A 5.7.1.3 Cambiar el lubricante también puede mejorar la distribución de esfuerzos en un estampado. Si la deformación sobre el punzón es crítica, la cantidad de tensión (deformación) requerida para hacer la parte, puede reducirse dejando fluir el metal sobre el punzón, disminuyendo la fricción mediante el uso de un lubricante más efectivo en la zona de apoyo inferior.

NMX-B-266-1989
A 5.7.1.4 Si la parte es crítica, un cambio de material puede ayudar, un material que tenga un mejor alargamiento uniforme distribuye la deformación más uniformemente, o un material que tenga un valor de "r" mayor, hace posible "embutir" en más metal del área de apoyo inferior, de tal forma que es necesario menos tensión para formar la parte. A 5.8 Método de cuadrado A 5.8.1 La idea original fue embutir una muestra, la cual había sido previamente rayada con una serie de líneas verticales y horizontales paralelas, a intervalos de 25.0mm. Debían medirse las líneas sobre la muestra y después del embutido calcular la fluencia como el porcentaje de aumento en una área de 645mm2. Este procedimiento se encontró bastante fácil para aquellas muestras que tienen radios amplios y fluyen o embuten totalmente. En este caso fue del todo fácil señalar el cuadro exhibiendo el mayor aumento en área y calcular esta categoría. A 5.8.2 Si el cuadro o línea que se va a medir es lo suficientemente plana, se coloca una cinta angosta (maskintape u otra adecuada) sobre la superficie formada y se marcan los puntos que van a medirse. Se quita la cinta, se coloca en una superficie plana y se determina la distancia entre los puntos con una regla. A 5.8.3 Hay ocasiones en que se tiene un pequeño aumento en área con un mayor alargamiento en una dirección. En esos casos debe anotarse el porcentaje de alargamiento. A 5.9 Método del espesor A 5.9.1 Hay casos cuando la fluencia máxima se reduce a una área menor de 645mm2, o la forma del cuadrado ha sido distorsionado haciendo difícil la medición, y calcular incorrectamente; cuando exista cualquiera de esas condiciones, se secciona el papel a través del área en cuestión y se mide la disminución del espesor con un micrómetro. Puede calcularse el aumento en unidad de área, dividiendo el espesor original entre el espesor final.

NMX-B-266-1989
Gráfica de las mayores deformaciones Y deformaciones mayores criticas • Mayor deformación X Deformación mayor critica

NMX-B-266-1989
A 5.9.2 Ejemplo, suponiendo que el espesor de la muestra original es de 0.80mm y el espesor final es de 0.711mm, el aumento en unidad de área es de 1.889/0.711 = 1.25 ó 25%. A 6 Hasta que se elabora la Norma Oficial Mexicana correspondiente, debe consultarse en forma supletoria la siguiente especificación ASTM-A-700 "Practices for Packaging, Marking, and Loading Methods for Steel
Products for Domestic Shipment".

NMX-B-266-1989
BIBLIOGRAFIA ASTM-A-568-1987 "Standard Specification for: "General Requirement for Steel,
Carbon and High - Strength, Low Alloy Hot Rolled Sheet and Cold Rolled Sheet".
México, D.F., Noviembre 29, 1989
EL DIRECTOR GENERAL DE NORMAS
LIC. JAVIER CUELLAR HERNANDEZ
Fecha de aprobación y publicación: Diciembre 14, 1989 Esta Norma cancela a la: NOM-B-266-1982