schema del processo produttivo alla fornace di laterizi frazzi
DESCRIPTION
Schema del processo produttivo alla Fornace di laterizi FrazziTRANSCRIPT
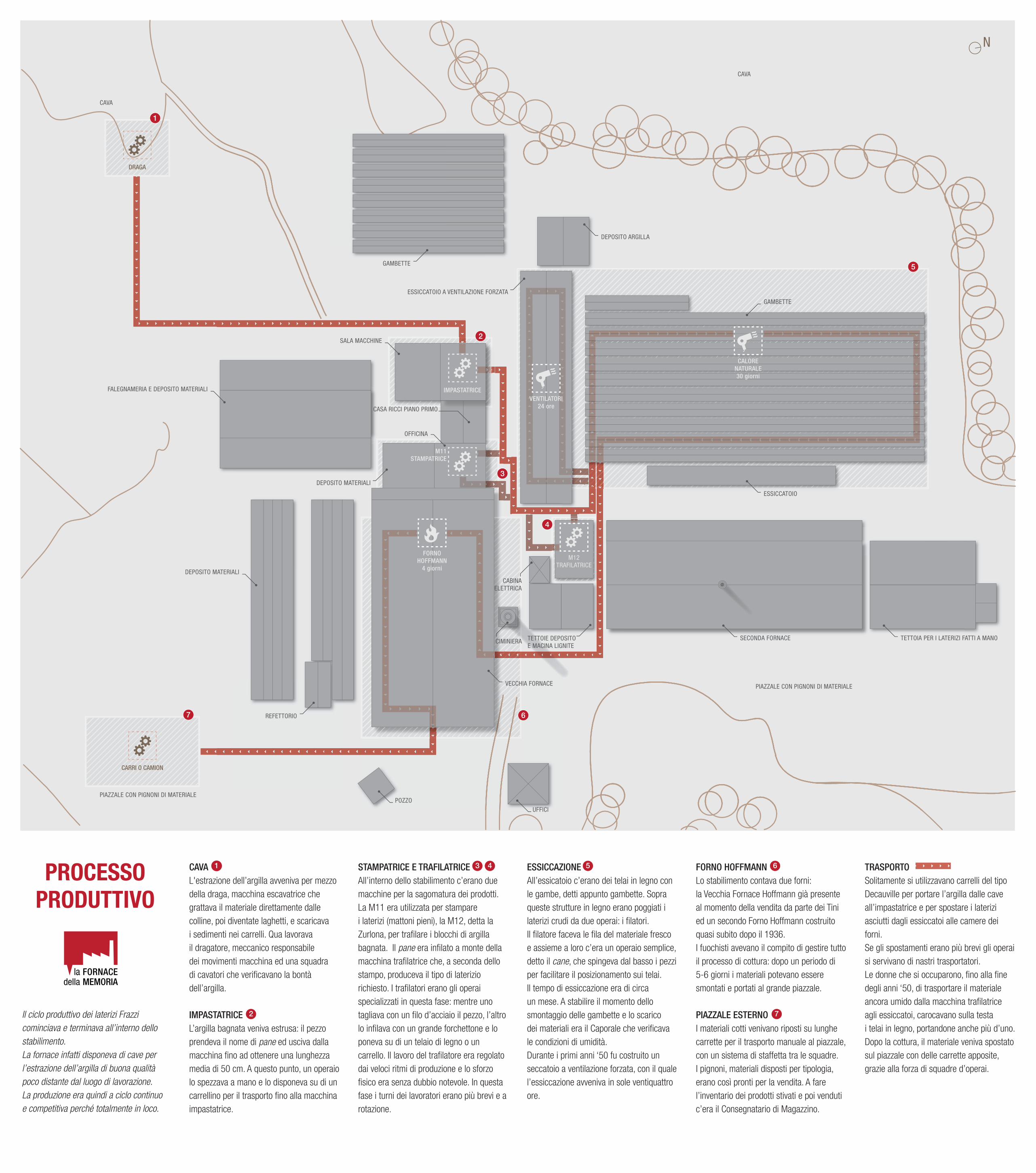
CAVAL'estrazione dell’argilla avveniva per mezzo
della draga, macchina escavatrice che
grattava il materiale direttamente dalle
colline, poi diventate laghetti, e scaricava
i sedimenti nei carrelli. Qua lavorava
il dragatore, meccanico responsabile
dei movimenti macchina ed una squadra
di cavatori che verificavano la bontà
dell’argilla.
IMPASTATRICEL’argilla bagnata veniva estrusa: il pezzo
prendeva il nome di pane ed usciva dalla
macchina fino ad ottenere una lunghezza
media di 50 cm. A questo punto, un operaio
lo spezzava a mano e lo disponeva su di un
carrellino per il trasporto fino alla macchina
impastatrice.
STAMPATRICE E TRAFILATRICEAll’interno dello stabilimento c’erano due
macchine per la sagomatura dei prodotti.
La M11 era utilizzata per stampare
i laterizi (mattoni pieni), la M12, detta la
Zurlona, per trafilare i blocchi di argilla
bagnata. Il pane era infilato a monte della
macchina trafilatrice che, a seconda dello
stampo, produceva il tipo di laterizio
richiesto. I trafilatori erano gli operai
specializzati in questa fase: mentre uno
tagliava con un filo d’acciaio il pezzo, l’altro
lo infilava con un grande forchettone e lo
poneva su di un telaio di legno o un
carrello. Il lavoro del trafilatore era regolato
dai veloci ritmi di produzione e lo sforzo
fisico era senza dubbio notevole. In questa
fase i turni dei lavoratori erano più brevi e a
rotazione.
ESSICCAZIONEAll’essicatoio c’erano dei telai in legno con
le gambe, detti appunto gambette. Sopra
queste strutture in legno erano poggiati i
laterizi crudi da due operai: i filatori.
Il filatore faceva le fila del materiale fresco
e assieme a loro c’era un operaio semplice,
detto il cane, che spingeva dal basso i pezzi
per facilitare il posizionamento sui telai.
Il tempo di essiccazione era di circa
un mese. A stabilire il momento dello
smontaggio delle gambette e lo scarico
dei materiali era il Caporale che verificava
le condizioni di umidità.
Durante i primi anni ‘50 fu costruito un
seccatoio a ventilazione forzata, con il quale
l’essiccazione avveniva in sole ventiquattro
ore.
FORNO HOFFMANNLo stabilimento contava due forni:
la Vecchia Fornace Hoffmann già presente
al momento della vendita da parte dei Tini
ed un secondo Forno Hoffmann costruito
quasi subito dopo il 1936.
I fuochisti avevano il compito di gestire tutto
il processo di cottura: dopo un periodo di
5-6 giorni i materiali potevano essere
smontati e portati al grande piazzale.
PIAZZALE ESTERNOI materiali cotti venivano riposti su lunghe
carrette per il trasporto manuale al piazzale,
con un sistema di staffetta tra le squadre.
I pignoni, materiali disposti per tipologia,
erano così pronti per la vendita. A fare
l’inventario dei prodotti stivati e poi venduti
c’era il Consegnatario di Magazzino.
TRASPORTOSolitamente si utilizzavano carrelli del tipo
Decauville per portare l’argilla dalle cave
all’impastatrice e per spostare i laterizi
asciutti dagli essiccatoi alle camere dei
forni.
Se gli spostamenti erano più brevi gli operai
si servivano di nastri trasportatori.
Le donne che si occuparono, fino alla fine
degli anni ‘50, di trasportare il materiale
ancora umido dalla macchina trafilatrice
agli essiccatoi, carocavano sulla testa
i telai in legno, portandone anche più d’uno.
Dopo la cottura, il materiale veniva spostato
sul piazzale con delle carrette apposite,
grazie alla forza di squadre d’operai.
Il ciclo produttivo dei laterizi Frazzi cominciava e terminava all’interno dello stabilimento.La fornace infatti disponeva di cave per l’estrazione dell’argilla di buona qualità poco distante dal luogo di lavorazione. La produzione era quindi a ciclo continuo e competitiva perché totalmente in loco.
1 3 4 5 6
72
POZZOPIAZZALE CON PIGNONI DI MATERIALE
VECCHIA FORNACE
UFFICI
CIMINIERA
CABINAELETTRICA
TETTOIE DEPOSITO E MACINA LIGNITE
CASA RICCI PIANO PRIMO
GAMBETTE
PIAZZALE CON PIGNONI DI MATERIALE
CAVA
CAVA
SECONDA FORNACE
ESSICCATOIO
DEPOSITO ARGILLA
SALA MACCHINE
FALEGNAMERIA E DEPOSITO MATERIALI
DEPOSITO MATERIALI
TETTOIA PER I LATERIZI FATTI A MANO
OFFICINA
GAMBETTE
DEPOSITO MATERIALI
ESSICCATOIO A VENTILAZIONE FORZATA
REFETTORIO
CARRI O CAMION
FORNOHOFFMANN
4 giorni
VENTILATORI24 ore
CALORENATURALE30 giorni
M12TRAFILATRICE
M11STAMPATRICE
IMPASTATRICE
DRAGA
1
2
3
4
5
67
N
PROCESSO PRODUTTIVO