roncsolásmentes vizsgálati módszerek
DESCRIPTION
ghjhgTRANSCRIPT

RONCSOLÁSMENTES VIZSGÁLATOK ,AZOK MEGBÍZHATÓSÁGA ÉS
KÖVETKEZMÉNYEI
RONCSOLÁSMENTES VIZSGÁLATI MÓDSZEREK
TÓTH LÁSZLÓMiskolci Egyetem, Bay Zoltán Intézet
SERGE CRUTZENJoint Research Institute
Készült: a TEMPUS S_JEP_11271 projekt támogatásával
Miskolc - Petten- 1999 -

Kiadja a Miskolci Egyetem$NLDGiVpUWIHOHOV Dr. Tóth László0&V]DNLV]HUNHV]W Dr. Tóth LászlóPéldányszám: 40Készült Colitó fóliáról az MSZ 5601-59 és 5602-55 szabványok szerintMiskolci Egyetem Sokszorosító Üzeme$VRNV]RURVtWiVpUWIHOHOV Kovács TibornéTB. - ‘99- - MEA levonat sokszorosításba leadva: 1999. Augusztus 15.

(/6=Ï Roncsolásmentes vizsgálati módszerek
(/6=Ï
0LQGHQW|UWpQHOPLNRUV]DNIHMOGpVpQHNPHJYDQDPDJDKDMWyHUHMH0tJD;,;V]i]DGEDQ
DWXGRPiQ\HOUHKDODGiViWHJ\pUWHOP&HQDYDV~WLN|]OHNHGpVUREEDQiVV]HU&HOWHUMHGpVHKDWRWWDiW
(évente átlagosan 10.000 km hosszágban építettek új vasútvonalakat), addig jelen korunkban aPLNURHOHNWURQLND DGWD OHKHWVpJHN V]WWpN iW D PLQGHQQDSMDLQNDW tJ\ D P&V]DNL pOHWQNHW LV
V]ROJiOWDWYD DQQDN IHMOGpVpKH] V]NVpJHV KDMWyHUW ( NpW SHULyGXV IHMOGpVpQHN VDMiWRVViJDL
természetesen megmutatkoztak a társadalmi struktúra formálódásában is. Az elmúlt századbanNLDODNXOW D QDJ\]HPL PXQNiVViJ PHJYDOyVXOW D WNH NRQFHQWUiFLyMD pV OpWUHM|WW D reál -GRPLQiQVDQ DP&V]DNL WXGRPiQ\P&YHOLQHNQpSHV WiERUD(] XWyEELDN NLYtYWiNPDJXNQDN D
széles társadalmi elismertséget, hisz tevékenységük közvetlenül hozzájárult a társadalom láthatóIHMOGpVpKH] 1DSMDLQN VDMiWRVViJD D] információs társadalom kialakulása, amelyben aPLNURHOHNWURQLNDLHOHPHNIHMOGpVHiWV]|YLDPLQGHQQDSLpOHWQNWHYpNHQ\VpJQNOHKHWVpJHLW$
P&V]DNLpOHWEHQ H] W|EEHNN|]|WW D V]iPtWiVWHFKQLND UREEDQiVV]HU& HOWHUMHGpVpW D GLDJQRV]WLNDL
vizsgálatok eszközparkjának átalakulását, az anyagok viselkedésének, tulajdonságainak mélyebbPHJLVPHUpVpWV]ROJiOyDQ\DJYL]VJiODWLPyGV]HUHNHV]N|]|N OpWUHM|WWpWHUHGPpQ\H]WH$ IHMOGpV
ütemét jól tükrözi az, hogy mindez az utóbbi 20 évben következett be (pl. a számítógépekPLNURSURFHVV]RUDLQDNP&YHOHWLVHEHVVpJHSHULyGXVEDQQDJ\ViJUHQGHWYiOWR]RWW
$ QDJ\ pUWpN& P&V]DNL OpWHVtWPpQ\HNHW V]HUNH]HWHNHW KLGDNDW HUP&YHNHW Ji]
olajfeldolgozó rendszereket, vegyipari üzemeket, tranzit energiaszállító vezetékeket,UHSOJpSHNHW KDMyNDW VWE pYHV ]HPHOWHWpVUH WHUYH]LN D] DGRWW periódusban érvénybenOHYV]DEYiQ\RNP&V]DNLLUiQ\HOYHNILJ\HOHPEHYpWHOpYHO(]HNEHQSHGLJD]D]WPHJHO]QpKiQ\
év ismeretszintje, technológiai színvonala testesedik meg. A mikroelektronika által diktáltIHMOGpVLWHPOHKHWYpWHV]LD]WKRJ\DQDJ\pUWpN&V]HUNH]HWHNOpWHVtWPpQ\HN]HPHOWHWKHWVpJL
feltételeit, maradék élettartamát egyre nagyobb megbízhatósággal becsüljük, azaz integritásátegyre kisebb kockázattal ítéljük meg.
$] HO]NEO DGyGyDQ NLDODNXOW HJ\ ~M GLV]FLSOtQD D „szerkezetek integritása”, vagy„szerkezetintegritás”IRJDOPDpVOpWUHM|WWLQWp]PpQ\UHQGV]HUHV]HUWHDYLOiJRQ$G|QWHQPpUQ|NL
ismereteket integráló tudományterület feladata annak eldöntése, hogy egy adott szerkezet,OpWHVtWPpQ\ PLO\HQ IHOWpWHOHN PHOOHWW ]HPHOWHWKHW D WRYiEELDNEDQ LOO PHQQ\L D PDUDGpN
pOHWWDUWDPD pV H] PLO\HQ PyGRQ PHQHG]VHOKHW $KKR] KRJ\ D V]HUNH]HW iOODSRWiW D OHKHW
OHJQDJ\REE EL]WRQViJJDO IHOPpUKHVVN HEEO DGyGyDQ D WRYiEEL ]HPHOWHWKHWVpJ IHOWpWHOHLW D
legkisebb kockázattal megbecsüljük - elengedhetetlen az, hogy• diagnosztikai vizsgálatokkal felmérjük a szerkezet állapotát,• WLV]Wi]]XNDYDOyViJRV]HPLN|UOPpQ\HNUHMHOOHP]PHFKDQLNDLiOODSRWRW,• megítéljük a beépített anyagok károsodásának folyamatát és mértékét az adott
üzemeltetési feltételek mellett.
1\LOYiQYDOy HJ\UpV]W D] KRJ\ D] HO]NEHQ HPOtWHWW KiURP I WHUOHW PpUpVWHFKQLND -PHFKDQLND DQ\DJ HJ\IRUPD MHOHQWVpJJHO EtU D V]HUNH]HW LQWHJULWiViQDN PHJtWpOpVpEHQ pV
bármelyik terület elhanyagolása, súlyának csökkentése hibás döntéshez, esetleg katasztrófákhozYH]HWKHW 1\LOYiQYDOy PiVUpV]W D] KRJ\ PLQGHQ P&V]DNL G|QWpVEHQ tJ\ D] ]HPHOWHWKHWVpJ
Roncsolásmentes vizsgálati módszerek (/6=Ï
2
feltételeinek megítélésében is, bizonyos kockázat rejlik, hisz a tudomány adott szintjéthasznosítjuk és a rendelkezésre álló eszközpark maga is az adott kor V]tQYRQDOiWNpSYLVHOL(EEO
DGyGyDQ PpUOHJHOQL NHOO D] HVHWOHJHV KLEiV G|QWpV P&V]DNL MRJL N|]JD]GDViJL pV
környezetvédelmi következményeit. Ezek együttes figyelembevételével viszont már kialakíthatókD]pVV]HU&NRFNi]DWYiOODOiVIHOWpWHOHL
A szerkezetintegritás tehát egy igen komplex terülHW$NLNH]WP&YHOLND]RNQDNképesnekNHOO OHQQLN DUUD KRJ\ D] ]HPHOWHKHWVpJJHO NDSFVRODWRV SUREOpPiNDW WHOMHV N|U&HQ iWOiVViN
kiemeljék a meghatározó paramétereket, kérdéscsoportokat és alkalmasak legyenek arra, hogy azérintett tudományterületek szakembereivel érdemben szakmailag konzultálni tudjanak.
A szerkezetek integritásának, reális állapotának, maradék élettartamának megítélése mindD]]HPHOWHWNPLQGSHGLJDEL]WRVtWyWiUVDViJRNDODSYHWpUGHNH$]]HPHOWHWV]HPSRQWMiEyOD
WXGDWRV WHUYH]pV IHMOHV]WpV PHJNHUOKHWHWOHQ VDURNSRQWMD D] ]HPEHQ OHY NpV]OpNHN P&V]DNL
iOODSRWD EL]WRQViJD D V]NVpJHV EL]WRVtWiV WHNLQWHWpEHQ SHGLJ D] pVV]HU& NRFNi]DWYiOODOiV
EL]WRVtWiVL|VV]HJDODSHOHPHD UHiOLViOODSRW LVPHUHWH(]HN MHOHQWVpJpWPpUOHJHOYH WiPRJDWWDD]
Európai Unió a TEMPUS program keretében a „Teaching and Education in Structural Integrity inHungary” FtPPHO |VV]HiOOtWRWW SiO\i]DWRW DPHO\QHN I FpONLW&]pVH H]HQ ~M GLV]FLSOtQD
meghonosításán kívül egyrészt a szerkezetintegritás oktatási anyagainak kidolgozása, másrészt aSzerkezetintegritás - Biztosítási Mérnök Szakmérnöki Szak beindítása. A négy hazai intézmény -0LVNROFL(J\HWHP%XGDSHVWL0&V]DNL(J\HWHP.RVVXWK/DMRV7XGRPiQ\HJ\HWHP0&V]DNL.DUD
pV D 6]pFKHQ\L ,VWYiQ 0&V]DNL )LVNROD V]DNHPEHUHLQHN EHYRQiViYDO HOpUHQG FpORN
PHJYDOyVtWiViWQDJ\EDQVHJtWHWWpNDN|YHWNH]NOI|OGLSDUWQHUHLQN
• 3URI79DUJD%pFVL0&V]DNL(J\HWHP
• Prof. H. P. 5RVVPDQLWK%pFVL0&V]DNL(J\HWHP
• Dr. J. Blauel, Fraunhofer Institut für Werkstoffmechanik• Prof. S. Reale, Universitá Degli Studi di Firenze• Prof. G. Pluvinage, Universitz of Metz• Dr. S. Crutzen, Joint Research Centre, European &RPPLVVLRQHI]HWWiUVV]HU]MH
Miskolc, 1999. Június 15.
Tóth Lászlóegyetemi tanára projekt koordinátora
Jelen füzet a szerkezetek állapotának felmérésénél használt roncsolásmentesvizsgálatokkal, azok megbízhatóságával és annak következményeivel foglalkozik. A radiológia,ultrahangos, folyadékbehatolásos, mágneses, örvényáramos vizsgálatokon, azok fizikai alapjain,leglényegesebb paraméterein és korlátain kívül a szivárgás mérés módszerei kerülnek áttekintésre.Ezt egészíti ki az akusztikus emissziós vizsgálat és az optikai holográfia fizikai alapjainak ésgyakorlati alkalmazási területeinek bemutatása.

(/6=Ï Roncsolásmentes vizsgálati módszerek
3
A szerkH]HWHN LQWHJULWiViQDN PHJtWpOpVpEHQ G|QW V]HUHSH YDQ D URQFVROiVPHQWHV
vizsgálatok megbízhatóságának, az eredmények reprodukálhatóságának. Ezt figyelembe véve aKD]DL J\DNRUODWEDQ HOV DONDORPPDO NHUO UpV]OHWHVHQ EHPXWDWiVUD D QDJ\ PpUHW& DWRPHUP&L
szerkezeti elemeken végzett körvizsgálatok eredményei (PISC program) és az azokból levonhatóáltalánosítható következmények. A roncsolásmentes vizsgálati eredmények megbizhatósága és aszerkezeti elem biztonsága közötti közvetlen kapcsolat a törésmechanikai elvek következetesalkalmazásával kerül bemutatásra.
Tekintettel arra, hogy a vizsgálatokat sohasem önmagukért végzik, amelyeknek mindenesetben költség vonzatuk van és eredményeiknek gyakorlati következményei lesznek igen lényegesNpUGpV D NO|QE|] PyGV]HUHN |VV]HKDVRQOtWiVD D NpSHVVpJ JD]GDViJRVViJ -megbízhatóság -szempontjából (az angol szakirodalomban ez már rövidített formában is megjelenik „CER”EHW&V]yYDOCapability-Effectivness-Reliability).
Igyekszünk a roncsolásmentes vizsgálatok maJ\DU Q\HOY& V]DNLURGDOPiEDQ RO\DQ ~M
színfoltot megjelentetni, amelynek középpontjában maga a cél, a szerkezeti elemmegbízhatóságának megítélési folyamata és nem az eszköz áll. Az eszközök - a vizsgálatiPyGV]HUHNEHPXWDWiVDG|QWHQD]RNIL]LNDLDODSMDLUDDONDOPD]KDWyViJLIHOWpWHOHLUHkorlátaira ésD]HUHGPpQ\HLQHNPHJEt]KDWyViJiUDD]D]RNDWEHIRO\iVROyWpQ\H]NWDJODOiViUDV]RUtWNR]LN
Mint minden új kezdeményezésnek, e füzetnek is nyilvánvalóan meglesznek a magaKLiQ\RVViJDLpVDM|YEHQV]iPRVWHUOHWHQkiegészítésre szorulnak. Ezt nagyban segítené az, ha a7LV]WHOW2OYDVyNpV]UHYpWHOHLNHWMDYDVODWDLNDWDV]HU]NQHNYDJ\DSURMHNWYH]HWMpQHNHOMXWWDWQiN
$ 7(0386 SURJUDP Q\~MWRWWD WiPRJDWiV OHKHW OHJMREE NLKDV]QiOiVD pUGHNpEHQ D] HONpV]OW
tananyagokat INTERNET-en LVN|]UHDGMXNDN|YHWNH]FtPHQ
http://www.bzlogi.hu/baylogi/Quality/Tempus/index.htmlannak érdekében, hogy a szerkezetintegritás diszciplínája hazánkban minél gyorsabban és minélszélesebb körben elfogadásra és elterjedésre találjon.
Miskolc, 1999. július 15.
Tóth László Serge CRUTZEN

Roncsolásmentes vizsgálatok Tartalomjegyzékj
4
TARTALOMJEGYZÉK
(OV]y 1
1.Bevezetés 5
$URQFVROiVPHQWHVYL]VJiODWRNNLDODNXOiViQDNpVIHMOGpVpQHNU|YLGtörténete 6
3. Vizsgálati módszerek kiválasztása 10
4. Szemrevételezéses vizsgálat 12
5. Festékpenetrációs vizsgálat 145.1. A vizsgálat elve, fizikai alapjai 145.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága 14
6. Ultrahangos vizsgálat 176.1. A vizsgálat elve, fizikai alapjai 176.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága 17
7. Röntgen vizsgálat 207.1. A vizsgálat elve, fizikai alapjai 207.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága 21
8. Mágneses repedésvizsgálat 248.1. A vizsgálat elve, fizikai alapjai 248.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága 24
9. Festékpenetrációs vizsgálat 279.1. A vizsgálat elve, fizikai alapjai 279.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága 28
10. A roncsolásmentes vizsgálatok megbízhatósága és reprodukálhatósága 3010.1. Bevezetés 3010.2. Statisztikai módszer 3110.3. Heurisztikus módszer 3310.4. A Detection Performance módszer 35
11. A PISC program eredményei 4011.1. Bevezetés 4011.2. A PISC program általános jellemzése 4011.3. A PISC I eredményei 4111.4. A PISC II eredményei 4111.5. A PISC III eredményei 45
12. Miért a felületei hibák vizsgálata a fontosabb? 5112.1. Bevezetés 5112.2. A hibák veszélyességének megítélése 5112.3. Tanfolyamok tematikai megoszlása az angol Hegesztési Intézetben (TWI) 1996 évben 5412.4. Összefoglalás, következtetések 55
13. Irodalomjegyzék 56

Bevezetés Roncsolásmentes vizsgálati módszerek
5
1. BEVEZETÉS
A szerkezetek, gépek üzemeltetése során a károsodásokat legtöbbször a váratlanmeghibásodások okozzák. Ilyen meghibásodások lehetnek pl. a kopás, törés, berágódás, stb. AOHJMHOHQWVHEEJD]GDViJLKDWiV~PHJKLEiVRGiVWHUPpV]HWHVHQDW|UpV$]iEUiQNiUHVHWRNDLWHOHPH]YHOiWKDWyKRJ\DW|UpVHNOHJQDJ\REEKiQ\DGDKHJHV]WHWWV]HUNH]HWHNEHQIRUGXOHOEzért a hegesztett kötések vizsgálata rendkívül fontos. Mivel a hegesztett kötéssel általában készYDJ\ IpONpV] V]HUNH]HWHNHW NpV]tWQN HO tJ\ D URQFVROiVPHQWHV YL]VJiODWRN NHUOQHN HOWpUEHhiszen ezzel a szerkezet integritását nem bontjuk meg.
+HJHV]WHWW V]HUNH]HWHN
7HQJHO\HN FVDSRN
&VDYDURN
&VLJiN FVLJDNHUHNHN
)RJDVNHUHNHN
gQW|WW DONDWUpV]HN
'UyWN|WHOHN
(J\pE
1. ábra$W|UpVHNV]i]DOpNRVPHJRV]OiVDDNO|QE|]V]HUNH]HWLHOHPHNEHQ
$P&V]DNLJ\DNRUODWEDQ W|EEIpOH URQFVROiVPHQWHVYL]VJiODWRWDONDOPD]QDN D]RQEDQDYL]VJiODWLPyGV]HU HUHGPpQ\HVVpJpW VRN WpQ\H] EHIRO\iVROMD DQ\DJPLQVpJ DQ\DJYDVWDJViJ YL]VJiODWLhelyzet, gazdaságosság, a hiba nagysága, elhelyezkedése, jellege, stb.). A különféle típusú,nagyságú pVKHO\]HW&KLEiNPHJWDOiOiVDPpUHWHLQHNPHJKDWiUR]iVDPiVPiVYL]VJiODWLPyGV]HUWLJpQ\HO8J\DQD]RQKLEiWPiVHOMiUiVVDOPHJYL]VJiOYDDNDSRWWYL]VJiODWLHUHGPpQ\HOWpULVOHKHWeSSHQ H]HQ LQGRNRN PLDWW IRQWRV KRJ\ D YL]VJiODWRW YpJ] pVYDJ\ NLpUWpNHO személy(ek)WXGDWiEDQOHJ\HQHNDYL]VJiODWLPyGV]HUHNOHKHWVpJHLYHOkorlátaival és megbízhatóságával.
Ezen anyag e területen elért legutóbbi eredményeket kívánja röviden összefoglalni oly módon,KRJ\ PLQGHQ HVWEHQ iWWHNLQWpVW DG D] DGRWW URQFVROiVPHQWHV YL]VJiODW IL]LNDL KiWWHUpUODONDOPD]iVL WHUOHWHLUO NRUOiWLUyO 7HNLQWHWWHO DUUD KRJ\ D YL]VJiODW VRKDVHP |QFpO KDQHP Dvizsgált szerkezeti elem további felhasználhatóságának egyik alappillére, a vizsgálati módszerekkapcsán külön ki kell térni az eredmények reprodukálhatóságára és megbízhatóságára. EzekV]iPV]HU& LVPHUHWpEHQ D W|UpVPHFKDQLNDL HOYHN IHOKDV]QiOiViYDO PHJQ\tOLN DQQDN N|]YHWOHQOHKHWVpJHKRJ\YL]VJiOWV]HUNH]HWLHOHPPHJEt]KDWyViJiWV]iPV]HU&HQLVMHOOHPH]KHVVN

Roncsolásmentes vizsgálati módszerek Történeti áttekintés
6
2. $ URQFVROiVPHQWHV YL]VJiODWRN NLDODNXOiViQDN pV IHMOGpVpQHN
rövid története
A vasúti közlekedés megindulásával (1825. szeptember 27.1) és a rendszeres használatra átadottYRQDODN URKDPRV EYOpVpYHO D] DQ\DJWXGRPiQ\ DNNRU PpJ W|EEQ\LUH FVDN D YDV pV DFpO
ÄWXGRPiQ\D´ IHMOGpVH LV ÄPHJOyGXOW´ LOO H]HQ NHUHV]WO D] DQ\DJRN PLQVpJpKH]
WXODMGRQViJiQDNPHJtWpOpVpKH]NDSFVROyGyDQ\DJYL]VJiODWLPyGV]HUHNLV LJHQJ\RUVDQIHMOGWHN2.
+DPHJJRQGROMXNKRJ\DYDV~WLN|]OHNHGpVPHJLQGXOiViWyONH]GGHQpYHQWHiWODJRVDQW|EEPLQW
10.000 km új vasútvonalat (Budapest-Johannesburg távolság!) adtak át, akkor minden nehézségQpONOPHJpUWKHWMNDPpUQ|NL WXGRPiQ\RN IHMOGpVpQHN WHUOHWHLW pVWHPpW$] DQ\DJYL]VJiODW
WHUOHWpWNLUDJDGYDWHUPpV]HWHVHQHOEEDURQFVROiVRVYL]VJiODWRNPDMGNpVEEDURQFVROiVPHQWHV
YL]VJiODWRN NLDODNXOiVD IHMOGpVH LQGXOW PHJ (] XWyEEL Wilhelm Condrad Röntgen-nek aZUW]EXUJLHJ\HWHPWDQiUiQDNiEUDN|V]|QKHWDNLNH]pUO LVHONpV]tWHWWHD]azóta már igenhíressé vált felvételt (3. ábra).
2. ábra. 3. ábraWilhelm Conrad Röntgen (1845-1923) RöntgenNH]pUONpV]OWIHOYpWHO
$ UDGLROyJLDL YL]VJiODW DONDOPD]iVL WHUOHWHLQHN EYOpVpUO D] ~MDEE WHFKQLNDL PHJROGiVRN
EHYH]HWpVpUO LJ\HNV]LN iWWHNLQW NpSHW DGQL D N|YHWNH] WiEOi]DW (EEO OiWKDWy KRJ\ D] HOV
1 M. HEAVISIDES: The Histoty of the First Public Railway (Stockton & Darlington). The Opening Day, and what
followed. Stockton-on-Tees: Printed and Published by Heavisides & Son. 1912.2 Tóth L., P. Rossmanith: A törésmechanika és az anyagvizsgálat története. TEMPUS kiadvány. 1999. 163. p.

Történeti áttekintés Roncsolásmentes vizsgálati módszerek
7
LGNEHQ DODSYHWHQ D] HPEHUL V]HUYH]HW FVRQWRN PHJILJ\HOpVpUH KDV]QiOWiN D U|QWJHQ sugárQ\~MWRWWDOHKHWVpJHNHWGHD]LJHQKDPDUEHYRQXOWDOHJNO|QE|]EEV]DNPDLWHUOHWHNUH
Radiológiai vizsgálatok rövid története.
Év Esemény Személy
1895 A röntgensugárzás (X-sugárzás) felfedezése (november 8), Felvétel5|QWJHQ NH]pUO
W. C. Röntgen
1896 )HOYpWHO /RUG .HOYLQ NH]pUO 0iMXV J\&U& D NLVXMMRQ Lord Kelvin1896 3RVWDL FVRPDJRN HOOHQU]pVH1896 Demonstráció New Yorkban a Nemzeti Elektrotechnikai Kiállításon
(március)Edison, C.M. Dally
1896 Felvétel egy kameleonról (február, Bécs)1896 )HOYpWHO D OHJNO|QE|]EE DQ\DJRNUyO DFpO pOOpQ\HN SLV]WRO\ VWE1904 (OV KDOiO D UDGLROyJLDL VXJiU]iV N|YHWNH]WpEHQ C.M. Dally1913 1DJYYiNXXP~ U|QWJHQFV HONpV]tWpVH RR N9RV FV Coolidge1922 )HOYpWHOHN J\&MWHPpQ\H V]HUNH]HWHN IiEyO NpV]OW UHSO EHOV hibák )1931 A hegesztett kötések szabványosított vizsgálata (Amerikában és
Angliában)1931 $] HOV RRR N9RV U|QWJHQFV HOiOOtWiVD General Electric)1938 Radiográfiai felvétel készítése gyorsan mozgó tárgyakról, objektumokról
(Németország, USA, 194o-ben Hollandia, 1941-ben Anglia)1940 %HWDWURQ HOiOOtWiVD 0H9 QDJ\ViJUHQG& J\RUVtWy IHV]OWVpJ
196o-aséve
15 MeV-os hordozható sugárforrások 3o cm vastagságú acél hegesztettkötésének vizsgálatára
Izotóp vizsgálatok
1895 Az uránium természetes sugárzásának (γ-sugárzás) felfedezése H. Becquerel19oo A γ-sugárzás áthatol 25 cm vastagságú ólom lemezen Villard19o3 A γ-sugárzás alkalmazása fémek vizsgálatra Pilon és Laborde
4.a. ábra.$]HPEHUHLWHVWUONpV]OWHOVröntgen felvétel
4.b. ábra. Lord KelvinNH]pUONpV]OW
röntgenkép, amelyenaláírása is látható

Roncsolásmentes vizsgálati módszerek Történeti áttekintés
8
$ U|QWJHQ VXJiU]iV IHOIHGH]pVpW N|YHWHQ D] XOWUDKDQJ J\DNRUODWL IHOKDV]QiOiViQDN LUiQ\iED
IRUGXOWDURQFVROiVPHQWHVYL]VJiODW(IRO\DPDWRWNpWVpJWHOHQOMHOHQWVPpUWpNEHQIHOJ\RUVtWRWWDD
TITANIC katasztrófája (1912. április 14.).
Ultrahang vizsgálatok rövid története.
Év Esemény Személy
1912 Vízben úszó tárgy visszhang elven való detektálása vonatkozószabadalom közvetlenül a TITANIC katasztrófája után
Richardson
1914 Jéghegy észlelése 3 km-es távolságból 1oo Hz frekvenciájú sugárzásYLVV]DYHUGpVpYHO
Fessenden
1918 Piezoelektromos hatás felhasználása hullámok gerjesztésére (kvarckristály acéllapok között)
Lavengin
1918 Tengeralattjáró észlelése 1,5 km távolságból visszhangjel alapján Lavengin1921 Tenger mélységének mérése ultrahangos rezonancia módszerrel
(szabadalom)A. Behun
1928 Magnetostrikciós készülék kifejlesztése az ultrahang osszcillátorhoz G. W. Pierce1929 8OWUDKDQJ DONDOPD]iVD IpPHNEHQ OHY KLEiN GHWHNWiOiViUD S. J. Sokolov1931 Transzmissziós hullám alkalmazása a hibák detektálására két fej (adó és
YHY DONDOPD]iViYDOO. Muhlhauser
1933 Mulhauser szabadalma Németországban O. Muhlhauser1939 6RNRORY V]DEDGDOPD D] $PHULNDL (J\HVOW ÈOODPRNEDQ HOV
kereskedelmi készülék, az Ultrasonel forgalmazása)S. J. Sokolov
194o Folyamatos vizsgálat feltételeinek megteremtése Schraiber194o 3XO]iOW XOWUDKDQJ Q\DOiE HOiOOtWiVD 86$ V]DEDGDORP R pV F.A. Firestone1945 Vastagságmérés ultrahanggal Erwin1959 Hibaméret meghatározása ultrahangos vizsgálattal J. Krautkramer
$ PiJQHVHV YL]VJiODWRN NLDODNXOiViW pV IHMOGpVpW QDJ\PpUWpNEHQ VLHWWH D YDV~WL N|]OHNHGpV
EYOpVH(UUODGLGEHOLU|YLGiWWHNLQWpVWD]DOiEELWiEOi]DW
Mágneses repedésvizsgálat rövid története
Év Esemény Személy
1868 Mágneses massza alkalmazása a lövedéket felfogó vasból készült lemezfelöleti hibáinak vizsgálatára
Saxby
1879 A sínek felületi hibáinak vizsgálatára alkalmas eljárás szabadalmaztatásaUSA-ban
Herring
1911 Szabvány az acélok mágneses repedésvizsgálatáról (USA) National Bureau ofStandards
1917 Mágnesporos eljárás alkalmazása az USA-ban Hoke1928 )HUURPDJQHVHV DQ\DJRN V]pOHVN|U& YL]VJiODWD D KRVV] pV NHUHV]WLUiQ\~
repedések kimutathatóságáraA. V. de Forest
1934 A Magnoflux Corporation alapítása a mágneses vizsgálati eljárásokeszközeinek terjesztésére
A.V. Forest, Doane
1935 A szuszpenziós eljárás bevezetése (szuszpenzió = sötét mágneses oxid porakerozinban feloldva)
A.V. Forest, Doane
1936 Szuszpenziós eljárás nedves helyen való alkalmazásának németszabadalma
Unger, Hilpert
1936 $ PiJQHVHV UHSHGpVYL]VJiODWRN SHULRGLNXV YpJ]pVpUH YRQDWNR]y HOtUiV D]indianapolisi autópályák felügyeleténél

Történeti áttekintés Roncsolásmentes vizsgálati módszerek
9
1RKDD]HJ\LNOHJHJ\V]HU&EEYL]VJiODWLPyGV]HUDIRO\DGpNEHKDWROiVRVHOMiUiVPpJLVD]HOV
± YDV~WL N|]OHNHGpVKH] D PR]GRQ\RN YL]VJiODWiKR] NDSFVROyGy ± DONDOPD]iVW N|YHWHQ
PLQWHJ\ WHOMHV pYV]i]DGRW NHOOHW YiUQL D V]pOHVN|U& IHOKDV]QiOiVUD (] Q\LOYiQYDOyDQ D
PHJIHOHO DQ\DJRN HOiOOtWiViQDN D NpPLDL WHFKQROyJLiN IHMOGpVpQHN N|YHWNH]PpQ\H $
YL]VJiODWWHUMHGpVpQHNIEEPpUI|OGN|YHLWIRJODOMD|VV]HD]DOiEELWiEOi]DW
Folyadékbehatolásos vizsgálat rövid története
Év Esemény Személy18ooHOWW
blackmósmiths
∼185o Mozdony alkatrészek vizsgálata kerozinban higított olajba mártással majda felületre alkoholban oldott krétapor felvitelével
∼194o Lakk felvitele a felületre, majd száradás után rezgetéssel (pl. kalapáccsalJ\HQJpQ W|JHWYH D ODNNIHOOHW W|UHGH]pVpQHN HOLGp]pVH D UHSHGpVV]HU&KLEiN N|UQ\H]HWpEHQ W|UHGH]LN PHJ D OHJNLVHEE NOV WHUKHOpVUH
∼194o A 0DJQRIOX[ FpJ D OHJNO|QE|]EE SHQHWUiFLyV DQ\DJRNDW iOOtWMD HOW|EEHN N|]|WW D PD LV KDV]QiODWRV SLURV V]tQ& EHKDWROy DQ\DJRW
1942 Fluoreszkáló anyag bekeverése a behatoló anyagba (Magnoflux cég) ésXOWUDLERO\D IpQQ\HO W|UWpQ YL]VJiODW EHYH]HWpVH
1DSMDLQNEDQ HJ\LN OHJJ\RUVDEEDQ IHMOG URQFVROiVPHQWHV YL]VJiODWL PyGV]HUH D] |UYpQ\
iUDPRV WHFKQLNiW KDV]QiOMD (QQHN NLDODNXOiViUyO pV IHMOGpVpQHN LSDUL DONDOPD]iViQDN
HOWHUMHGpVpUODGU|YLGiWWHNLQWpVWD]DOiEELWiEOi]DW
Örvényáramos vizsgálat rövid története
Év Esemény Személy
1819 $QQDN PHJILJ\HOpVH KRJ\ D YH]HWpNEHQ IRO\y iUDP HUVVpJH PHJYiOWR]LNmágnes hatására
H. C. Oersted
1823 Elektromágnes készítése W. Sturgeon
1824 9iOWDNR]y PiJQHVHV PH] GHPRQVWUiOiVD Gamby
183o Az örvényáram létének demonstrálása J.B. Foucault
1832 Az elektromágneses indukció törvényének megfogalmazása M. Faraday
1879 (OHNUWRPRV LPSXO]XVRN EHYH]HWpVH HJ\ PLNURIRQ WHNHUFVEO D IpPEHroncsolásmentes vizsgálat céljából
D. E. Hughes
192o Falvastagság mérése örvényárammal F. Krantz
1925 Acélcsövek vizsgálata ipari méretekben C. Farrov
1948 gUYpQ\iUDPRV NpV]OpNHN HOiOOtWiVD LSDUL PpUHWHNEHQ Reutlingen Intézet,Németország)
1949 Örvényáramos technika alkalmazása a geológiában H.G. Doll
1954 A Förster diagram bevezetése a F. Förster

Roncsolásmentes vizsgálati módszerek Vizsgálati módszerek kiválasztása
10
3. Vizsgálati módszerek kiválasztása
A roncsolásmentes vizsgálatokFpOMDD]DQ\DJEDQDONDWUpV]EHQDQQDNHOiOOtWiVDVRUiQHVHWOHJHVHQ
keletkezett hibák (áltálában folytonossági) megtalálása, méreteinek meghatározása. Ezekismeretében a tervezett üzemeltetési paraméterek figyelembevételével ugyanis elvileg adott annakOHKHWVpJH KRJ\ D IHOWiUW KLED KDWiViUyO G|QWHQL OHKHVVHQ $ J\DNRUODWEDQ H] D]W MHOHQWL KRJ\
OHKHWVpJYDQDKLEiYDOYDOy]HPHOWHWKHWVpJPpUOHJHOpVpUHLOOG|QWHQLOHKHWDEEDQKRJ\a
3.1 Táblázat. A folytonossági hiányok kimutatására használt eljárások összehasonlítása
Vizsgálati módszer
-HOOHP]
paraméterFolyadékpe-
netrációsUltrahangos Röntgen Mágneses Örvényára
m
Alapköltség alacsony közepes,magas
magas közepes közepes
Használati költ-ség
közepes nagyonalacsony
magas közepes alacsony
Eredmény rövid várakozás azonnal NpVEE rövid várakozás azonnal
Geometria ha-tása
nem lényeges lényeges lényeges nem lényeges lényeges
Hozzáférésigondok
lényeges lényeges lényeges lényeges lényeges
Hibatípusok felületi repedés EHOV mind NOV NOV
Relatív érzé-kenység
alacsony magas közepes alacsony magas
Hivatalos jelen-tés
nemszokványos
drága szabványos nemszokványos
drága
.H]HO NpS]HWW
ségealacsony magas magas alacsony közepes
.H]HO EHWaní-tása
- fontos fontos fontos fontos
Betanítás költ-sége
alacsony magas magas alacsony közepes
Berendezés hor-dozhatósága
magas magas alacsony magas,közepes
magas,közepes
Anyagtól valófüggés
gyenge HUV PHJOHKHWVHQnagy
csak mágneses HUV
Automatizál-hatóság
gyenge jó rossz gyenge jó

Vizsgálati módszerek kiválasztása Roncsolásmentes vizsgálati módszerek
11
MDYtWiVW PHJ NHOOH WHQQL DYDJ\ VHP $ MDYtWiV PHOOHWWL G|QWpV PHJKR]DWDOiQiO PHVV]HPHQHQ
figyelembe kell venni a javítási technológia okozta járulékos hatásokat is (pl. hegesztés esetén aPDUDGyIHV]OWVpJHN~MDEEiWUHQGH]GpVpWVWE
Az természetes, hogy számos roncsolásmentes vizsgálati eljárást dolgoztak ki és alkalmaznak aJ\DNRUODWEDQ (]HNPLQGHJ\LNpQHNPHJYDQ DPDJD HOQ\H pV KiWUiQ\D DONDOPD]iVL WHUOHWHL pV
NRUOiWMD (]HN LVPHUHWH QpONO D] DGRWW DONDWUpV] HOOHQU]pVpKH] QHP OHKHW PHJDODSR]RWWDQ
módszert kiválasztani. A könnyebb tájékozódás érdekében a folytonossági hiányok kimutatásáraOHJJ\DNUDEEDQ KDV]QiOW HOMiUiVRN IEE MHOOHP]L iWWHNLQWpVpW IEE MHOOHm]LW az 3.1. táblázatfoglalja össze.
7HNLQWHWWHO DUUD KRJ\ D OHJHJ\V]HU&EE HOMiUiV D] VLGN yWD DONDOPD]RWW V]HPUHYpWHOH]pVHV
HOOHQU]pV HQQHN VDMiWRVViJDLUD NO|Q H UpV]EHQ WpUQN NL 7HVV]N H]W D]pUW LV PHUW PLQW D
NpVEELHNEHQ D W|UpVPHFKDQLNDL PHJIRQWROiVRN NDSFViQ OiWQL IRJMXN D IHOOHWL KLEiN D
legveszélyesebbek így ezek kimutatására minden esetben különös gondot kell fordítani (lásd a„Miért a felületi hibák a legveszélyesebbek” c. fejezetet.).
Roncsolásmentes vizsgálati módszerek Szemrevételezéses vizsgálat
12
4. Szemrevételezéses vizsgálat
Ezen vizsgálat a felületi hibák kimutatásiUD DONDOPDV OHJHJ\V]HU&EE YL]VJiODWL PyGV]HU $
szemrevételezéses vizsgálatot általában valamely más vizsgálat kiegéV]tWMHNpQW V]RNWiN
alkalmazni, hiszen az emberi szem felbontóképessége és érzékenysége nagymértékben különbözikD]HJ\pEYL]VJiODWLPyGV]HUHNpWOpVDJpSLDXWRPDWLNXVpV]OHOpVHNNHO|VV]HYHWYHPHJOHKHWVHQ
nagy a szubjektív hatás. Ennek ellenére azt mondhatjuk, hogy a két küO|QE|] WtSXV~ YL]VJiODW
egymást jól kiegészíti.
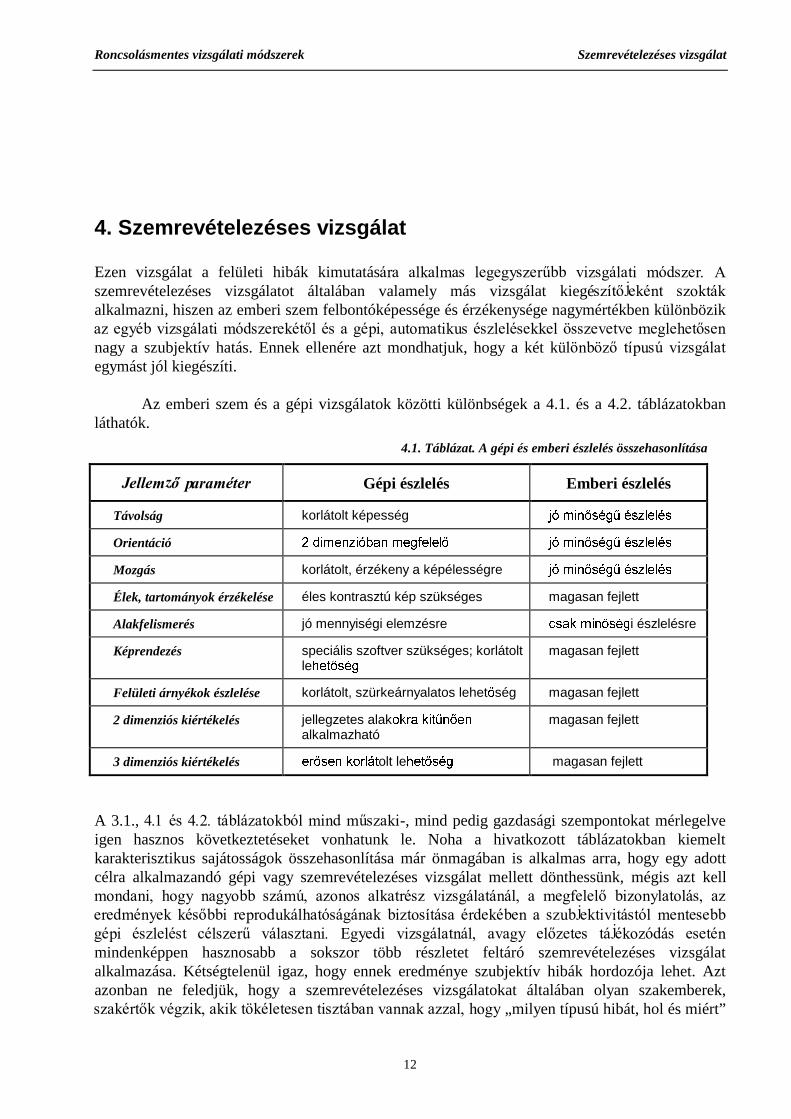
Az emberi szem és a gépi vizsgálatok közötti különbségek a 4.1. és a 4.2. táblázatokbanláthatók.
A 3.1., pVWiEOi]DWRNEyOPLQGP&V]DNL-, mind pedig gazdasági szempontokat mérlegelveigen hasznos következtetéseket vonhatunk le. Noha a hivatkozott táblázatokban kiemeltkarakterisztikus sajátosságok összehasonlítása már önmagában is alkalmas arra, hogy egy adottcélra alkalmazandó gépi vagy szemrevételezéses vizsgálat mellett dönthessünk, mégis azt kellPRQGDQL KRJ\ QDJ\REE V]iP~ D]RQRV DONDWUpV] YL]VJiODWiQiO D PHJIHOHO EL]RQ\ODWROiV D]
HUHGPpQ\HN NpVEEL UHSURGXNiOKDWyViJiQDN EL]WRVtWiVD pUGHNpEHQ D V]XEMHNWLYLWiVWyOPHQWHVHEE
JpSL pV]OHOpVW FpOV]HU& YiODV]WDQL (J\HGL YL]VJiODWQiO DYDJ\ HO]HWHV WiMpNR]yGiV HVHWpQ
mindenképpen hasznosabb a sokszor több részletet feltáró szemrevételezéses vizsgálatalkalmazása. Kétségtelenül igaz, hogy ennek eredménye szubjektív hibák hordozója lehet. Aztazonban ne feledjük, hogy a szemrevételezéses vizsgálatokat általában olyan szakemberek,V]DNpUWNYpJ]LNDNLNW|NpOHWHVHQWLV]WiEDQYDQQDND]]DOKRJ\„milyen típusú hibát, hol és miért”
4.1. Táblázat. A gépi és emberi észlelés összehasonlítása
-HOOHP]SDUDPpWHU Gépi észlelés Emberi észlelés
Távolság korlátolt képesség My PLQVpJ& pV]OHOpV
Orientáció GLPHQ]LyEDQ PHJIHOHO My PLQVpJ& pV]OHOpV
Mozgás korlátolt, érzékeny a képélességre My PLQVpJ& pV]OHOpV
Élek, tartományok érzékelése éles kontrasztú kép szükséges magasan fejlett
Alakfelismerés jó mennyiségi elemzésre FVDN PLQVpJi észlelésre
Képrendezés speciális szoftver szükséges; korlátoltleKHWVpJ
magasan fejlett
Felületi árnyékok észlelése korlátolt, szürkeárnyalatos lehetség magasan fejlett
2 dimenziós kiértékelés jellegzetes alakRNUD NLW&QHQalkalmazható
magasan fejlett
3 dimenziós kiértékelés HUVHQ NRUOiWolt leKHWVpJ magasan fejlett

Szemrevételezéses vizsgálat Roncsolásmentes vizsgálati módszerek
13
keresnek, azaz tisztában vannak a gyártástechnológiával, annak sajátosságaival (avagy azüzemeltetés körülményeivel és annak várható hatásaival), következésképpen „látni és képesek,nem csupán nézni”. (] D] D NpSHVVpJ DPHO\ VRN J\DNRUODWRW pV NHOO HOPpOHWL IHONpV]OWVpJHW
N|YHWHOPHJDV]DNHPEHUWO
1 pixel = képpont (angol : Picture Elementary)
4.2. Táblázat: A gépi és emberi észlelés összehasonlítása
Vizsgált tulajdonság Gépi észlelés Emberi észlelés
Felbontóképesség a pixel1 mérete korlátozza magas felbontóképesség
Feldolgozási sebesség a másodperc tört része képenként YDOyV LGHM& IHOGROJR]iV
(ONO|QtWNpSHVVpJ magas kontrasztú képekre korlátozott nagyon érzékeny
Pontosság mennyiségi elkülönítés esetén pontos;nagyobb számú vizsgálatnál a pontosságiOODQGy pUWpN& PDUDG
PLQVpJi elkülönítés eseténpontos; nagyobb számúvizsgálatnál a pontosságcsökken
0&N|GpVL N|OWVpJ alacsony számú vizsgálatnál magas, nagyszámú vizsgálatkor olcsóbb mint aszemrevételezéses vizsgálat
alacsony számú vizsgálatnálolcsóbb mint a gépi vizsgálat
Általánosan nagyszámú vizsgálatnál elnyös alacsony számú vizsgálatnálelnyös

Roncsolásmentes vizsgálati módszerek Folyadékpenetrációs vizsgálat
14
5. Festékpenetrációs vizsgálat
5.1. A vizsgálat elve, fizikai alapjai
A vizsgálat során a vizsgálandó felületet meg kell tisztítani, majd vagy egy szabad szemmel jólOiWKDWy V]tQ& iOWDOiEDQ SLURV YDJ\ XOWUDLERO\D IpQ\EHQ IOXRUHV]NiOy IHVWpNNHO EH NHOO I~MQL
EL]RQ\RVLGHOWHOWHXWiQDPLDKKR]V]kséges, hogy a festék a felületi repedésekbe behatoljon -D IHVWpNHW D IHOOHWUO HO NHOO WiYROtWDQL (]XWiQ D IHOOHWUH IHO NHOO YLQQL D] HOKtYy UpWHJHW DPL
FpOV]HU&HQ RO\DQ V]tQ& KRJ\ D UHSHGpVHNEH EHKDWROW IHVWpN YLVV]DV]LYiURJYD MyO OiWKDWy OegyenUDMWD$UHSHGpVHNEHQPHJPDUDGWpVRQQDQYLVV]DV]LYiUJRWWIHVWpND]HOKíYyUpWHJHQpV]OHOKHWpVígy a repedések helye meghatározható (lásd. az 5.1. ábrát). Az eljárás hátránya, hogy csak bizonyosméreten felüli felületi repedések kimutatásiUD DONDOPDV$ IHOLVPHUHQGPpUHWQHN D NDSLOODULWiV
szab határt (lásd az 5.2. fejezetet).
vizsgálófolyadék felvitele
a felületrea felület letisztítása HOKtYyIHOYLWHOHD
felületre
5.1. ábra. A folyadékpenetrációs vizsgálat menete [7](liquid = vizsgálófolyadék, solid = vizsgálandó darab, developer = elhívó)
5.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága
A vizsgálat csak olyan folyadékNDOYpJH]KHWDPLDYL]VJiOWIHOOHWHWQHGYHVtWL$IRO\DGpN
akkor nedvesíti a felületet, ha az érintkezési szög (Θ) 90°-nál kisebb (5.2. ábra).
5.2 ábra. Az illeszkedési szög és a felületi feszültségek
A folyadék a repedésEHD]DOiEELNLIHMH]pVQHNPHJIHOHOPpO\VpJbe hatol be.
hr gf g=
⋅ ⋅⋅ ⋅−2 χ
ρcosΘ
(1)
szilárd
folyadék
J]
Θχg-sz
χsz-f
χf-g

Folyadékpenetrációs vizsgálat Roncsolásmentes vizsgálati módszerek
15
ahol χf-g : a folyadék pV J] N|]|WWL IHOOHWL IHV]OWVpJ [N], Θ: illeszkedési szög, r : a repedésMHOOHP]VXJDUD[m], g: a nehézségi gyorsulás [9,81 m/s2], ρDIRO\DGpNV&U&VpJH[kg/m3].$]NLIHMH]pVEOD]LVOiWKDWyWHKiWKRJ\°-nál nagyobb érintkezési szög, negatív magasságoteredményezne, melynek fizikai tartalma az, hogy a folyadék a repedésbe nem hatol be. Továbbá azis látható, hogy a repedés méretének csökkenésével a behatolási mélység YDJ\ PDJDVViJ Q
valamint, hogy a behatolás mélysége nem függ a viszkozitástól. A viszkozitást azonban mégsemKDJ\KDWMXN ILJ\HOPHQ NtYO KLV]HQ D EHKDWROiV LGHMH LJHQLV IJJ WOH HPLDWW D YL]VJiODW soránHOHJHQGLGWNHOODEHKDWROiVUDEL]WRVtWani.$ SRUy]XV IHOOHW& PXQNDGDUDERN H]HQ HOMiUiVsal nem vizsgálhatók, mert a pórusok hibakéntjelennek meg a vizsgálat során.
A kimutatható legkisebb repedés körülbelül 5 µm szélesség& pV µm mélység& [7]. EzenPLQLPiOLVpUWpNDNO|QE|]IHOWpWHOHNWOIJJHQV]yUiVt mutathat.Az érzékenységHWPHJKDWiUR]yWpQ\H]NDN|YHtNH]N
• a nedvesítés mértéke: minél nagyobb, annál érzékenyebb a vizsgálat (Θ),
• a repedés geometriája: úgymint a hossza, szélessége, mélysége, ezek egymáshoz képestiaránya, alakja (r ),
• D IHOOHWL WLV]WDViJ D IHOV]tQHQ MHOHQOpY V]HQQ\H]N D IHOOHWL IHV]Otségen keresztülvannak hatással a vizsgálat érzékenységére (χf-g), valaPLQW D IHOOHWHQ OpY
V]HQQ\H]GpVKDPLVKLEDjelzést is eredményezhet,
• a vizsgálatUDUHQGHONH]pVUHiOOyLG
• a vizsgálatRWYpJ]V]HPpO\ek) képzettsége, felkészültsége,
• a vizsgáló folyadékpVHOKtYyPHJIHOHOPLQVpJe (ρ),
• a kiértékelés során a megvilágítás mértéke; szabad szemmel is látható színnel valóvizsgálatkor a megvilágítás intenzitásának 150W-nak kell lennie 100 mm távolságban afényforrástól, míg fluoreszcens vizsgálóanyagnál a fluoreszcens fény intenzitásánakminimum 100W-nak 380 mm-re a fényforrástól, a háttérvilágításnak pedig maximum 20luxnak. (Összehasonlításul: könyvolvasáshoz kb. 30 lux szükséges.)
5.1. Táblázat: Folyadékpenetrációs vizsgálatok összehasonlítása
Kutatócsoport,[Referencia]
A vizsgálat tárgya Észlelési valószín&ség, [% ] Legkisebb észleltrepedésméret [µm]
Walters & McMaster [11] Üveg lapok NA* 0,13-0,33
McCauley &
Van Winkle [12]
Cr bevonatos sárgaréz 60 0,5
Fricker [12,13] Krómbevonatos acél NA* 25
Lord & Hollaway [12,14] Ti-Al-V ötvözet 65-80 5
Packman & tsai. [12] Al, acélötvözet 90 NA*
Betz [11] Cr bevonatos Ni lemez NA* NA*
*NA = nincs adat

Roncsolásmentes vizsgálati módszerek Folyadékpenetrációs vizsgálat
16
.O|QE|] NXWDWyN iOWDO HOYpJ]HWW YL]VJiODWok alapján [11,12,13,14] D] pV]OHOKHW OHJNLVHEErepedésméretet és a felismerésLYDOyV]tQ&VpJHW az 5.2. táblázat foglalja össze.
A Nordtest* és ICONE* projektek által folyadékpenetrációs eljárással vizsgált alkatrészek esetébena hiba-felismerésLYDOyV]tQ&VpJet az 5.3. ábra szemlélteti [18].
5.3. ábra. Hiba-felismerésLYDOyV]tQ&VpJ folyadékpenetrációs eljárásnál(FDP = Flaw Detection PUREDELOLW\KLEDIHOLVPHUpVLYDOyV]tQ&VpJ
* 0LQGNHWW (XUySDL .|]|VVpJ iOWDO NRRUGLQiOW YL]VJiODWi projekt
+LEDPpO\VpJ >PP@
)'3

Ultrahangos vizsgálat Roncsolásmentes vizsgálati módszerek
17
6. Ultrahangos vizsgálat
6.1. A vizsgálat elve, fizikai alapjai
Ultrahangos vizsgálat során az ultrahang (ν > 20000 Hz) azon tulajdonságát használjuk felPpUpVUH KRJ\ NO|QE|] N|]HJHNEHQ NO|QE|] VHEHVVpJJHO KDODG pV D NO|QE|] DNXV]WLNDL
V&U&VpJ&DQ\DJKDWiUiKR]pUYHHOKDMOLN LOOYLsV]DYHUGLN ,O\HQHOWpUDNXV]WLNDLV&U&VpJ&DQ\DJlehet pl. a varratEDQ OpY UHSHGpV, gázzárvány vagy salakzárvány. Ha tehát a vizsgált darabbannincs anyagfolytonossági hiány DNNRU D GDUDE KDWiUIHOOHWpUO YHUGLN YLVV]D D] XOWUDKDQJ KD
peGLJDGDUDEEDQDQ\DJIRO\WRQRVViJLKLiQ\YDQDNNRURQQDQLV$YL]VJiODWQDNNpWIYiOWR]DWD
van, az impulzus-YLVV]DYHUGpVHV.1 ábra) és az átbocsátásos (6.2. ábra) vizsgálat [5, 6]. (A kétiEUiQOpYNpSHUQ\N|QD]DPSOLW~GyD]LGIJJYpQ\pEHQYDQibrázolva.)
6.1.ábra.,PSXO]XVYLVV]DYHUGpVHVXOWUDKDQJYL]VJiODW
6.2.ábra. Átbocsátásos ultrahangvizsgálat
6.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága
$NLMHO]QOiWKDWyYLVV]DYHUGpVLMHOpVDKLED nagysága között nincs egypUWHOP&|VV]HIJJpV$MHO
DPSOLW~GyMD VRN WpQ\H]WO függ [4] (]HQ WpQ\H]N PLNURV]HUNH]HW, szemcseméret, a hiba
adó / veY
belépési imp. YLVV]DYHUGpV D
hibáról
YLVV]DYHUGpV D
hátfalról
adó
YHYhibátólIJJ
amplitúdó

Roncsolásmentes vizsgálati módszerek Ultrahangos vizsgálat
18
WiYROViJD D IHOV]tQWO D KLED DODNja, a hiba elhelyezkedése (orientációja), az impedanciákkülönbsége, a hullámformaVWE(]HNV]HUHSHDN|YHWNH]NEHQIRJODlhatók össze.
• Szemcseméret: az öntvények durvaszemcsés szerkezetük miatt nehezen vizsgálhatókultrahangos vizsgálattal, ugyanis a nagy szemcsék nagy háttérzajt okoznak. A másikgond abból adódik, hogy az öntvények általában bonyolult alakúak, így a vizsgálófejelhelyezése a felületen szintén bonyolult.
• Hullámforma: a transzverzális hullám folyadékokban, gázokban és néhány típusúP&DQ\DJEDQQHPWHUMHG WRYiEEiD WUDQV]YHU]iOLVKXOOiPKXOOiPKRVV]a csak kb. fele alongitudinális hulláménak, így kisebb hibaméret detektálható ilyen módon.
• A hiba orientációja: D KLED DQQiO QDJ\REE YDOyV]tQ&VpJgel található meg, minélQDJ\REEDPHUOHJHVNLWHUMHGpVHDYL]VJiOyKXOOiPRkra.
• A hiba alakja: KDVRQOyDQ D] HO] SRQWKR] PLQpO nagyobb a hiba mérete, annálQDJ\REEYDOyV]tQ&VpJgel mutatható ki.
0LQGH]HNHQNtYOD]LVHOIRUGXOKDWKRJ\hamis hibajelet kapunk, azaz a berendezés hibát jelezott, ahol nincs.Ennek is több oka lehet:
• az elektromos részek hibás elrendezése miatti interferencia,
• törött adófej, ami a kiadott jelet megzavarja,
• a csatolóközegEHQOpYOpJEXERUpNPLDWW
• NO|QE|]pOHNUOYLVV]DYHUWKXOOiPRNPLDWWD]D]DYL]VJiOWGDUDEDODNjától is függ,
• a szemcsehatárok miatt,
• hullámforma változás miatt (transzverzálisból longitudinális, vice versa),
• hegesztett kötéseknél a NRURQiUyO D J\|NUO YDODPLQW D KKDWiV|YH]HW határárólvisszaverdött hullámok.
A vizsgálat során használt csatolóközeg PLQVpJpQHN NL NHOO HOpJtWHQL D N|YHWNH]
követelményeket:
• nedvesítse mind a vizsgálófejet mind a vizsgált felületet,
• PHJDNDGiO\R]]DDOHYHJEHNHUOpVpWDYL]VJiOyIHM és a vizsgált felület közé,
• szabad mozgást engedélyezzen a vizsgálófejnek,
• töltsön ki minden egyenetlenséget, hogy sima felszín álljon rendelkezésre a vizsgálatsorán,
• legyen könnyen használható, eltávolítható és ne károsítsa a felületeket,
• D UpWHJ D OHKHW OHJYpNRQ\DEE OHJ\HQ KRJ\ QH EHIRO\iVROMD D] XOWUDKDQJ terjedésiirányát.
Az ultrahangos vizsgálat megbízhatósága (csakúgy mint más eljárásoké) a digitális technológiaIHMOGpVpYHO HJ\UH Q|YHNV]LN $ YL]VJiODW HUHGPpQ\H IJJ D YL]VJiODWRW YpJ] V]HPpO\WO DNL

Ultrahangos vizsgálat Roncsolásmentes vizsgálati módszerek
19
esetenként több órán keresztül figyeli a készüOpNYLV]RQ\ODJNLVPpUHW&NLMHO]MpW(]HQRNPLDWWD
vizsgálat pontosságát és megbízhatóságát új technológiákkal próbálták (és próbálják) javítani. AIHMOHV]WpVMHOHQOHJLiOODSRWiEDQDPLNURSURFHVV]RURVNpV]OpNHNNHUOQHNHOWpUEH(]HNHOQ\HLD]
analóg készülékekkel szemben:
• tárolni képes a kalibrációs adatokat,
• a kalibrálás reprodukálható,
• digitális méréstechnika,
• OLQHiULVNLMHO]N
• |QKLWHOHVtWOLQHiULVHUVtW
• a vizsgálatLHUHGPpQ\HNWiUROKDWyNDUFKLYiOiVpVDNpVEELHNVRUiQIHOGROJR]KDWyN
• valamint kinyomtathatók (dokumentálás).
$GLJLWiOLVWHFKQLNDLO\HQPDJDVIHMOHWWVpJLV]LQWMHPHOOHWPiUYDOyVLGHM&DGDWIHOGROJR]iVYDQ
tehát a vizsgálatRWYpJ]V]HPpO\VHPPLO\HQNpVHGHOPHWQHPpVzlel.
A készülékek képesek továbbá arra is, hogy a hitelesítési adatokat is eltárolják, így biztosítva van areprodukálhatóság, ugyanis minden vizsgálatRW YpJ] V]HPpO\ XJ\DQD]RQ EHiOOtWiVVDO WXGMD D
vizsgálatot elvégezni. A beállítások és a mérési adatok a feldolgozó számítógépen keresztül másszámítógépekre átviheWNWHOHIRQPRGHPYDJ\ ,QWHUQHW VHJtWVpJpYHO$PpUpVWYpJ] V]HPpO\
adaWDLQDNpVDPpUpVGiWXPiQDNWiUROiViYDODIHOHOVVpJLVbehatárolható [16].
A DAC1 J|UEH D] D]RQRV YLVV]DYHUG IHOOHWUO NO|QE|] PpO\VpJEO YLVV]DYHUW VXJDUDN
amplitúdójának és a mélységnek a kapcsolatát fejezi ki. A DAC mértékének a hatása a detektálásYDOyV]tQ&VpJére az 6.3. ábrán látható [20].
6.3. ábra.Hibakimutathatósági
YDOyV]tQ&VpJ ultrahangosvizsgálatnál a DAC
mértékénekfigyelembevételével
1 DAC = Distance Amplitude Correction (távolság-amplitúdó korrekció)
0
0,2
0,4
0,6
0,8
1
1,2
0 10 20 30 40 50 60 70 80 90 100
Repedésmélység az anyagvastagság %-ban kifejezve
100%
50%
20%
A h
iba
dete
ktál
ásán
ak v
alós
zín
&VpJH
Roncsolásmentes vizsgálati módszerek Röntgen vizsgálat
20
7. Röntgen vizsgálat
7.1. A vizsgálat elve, fizikai alapjai
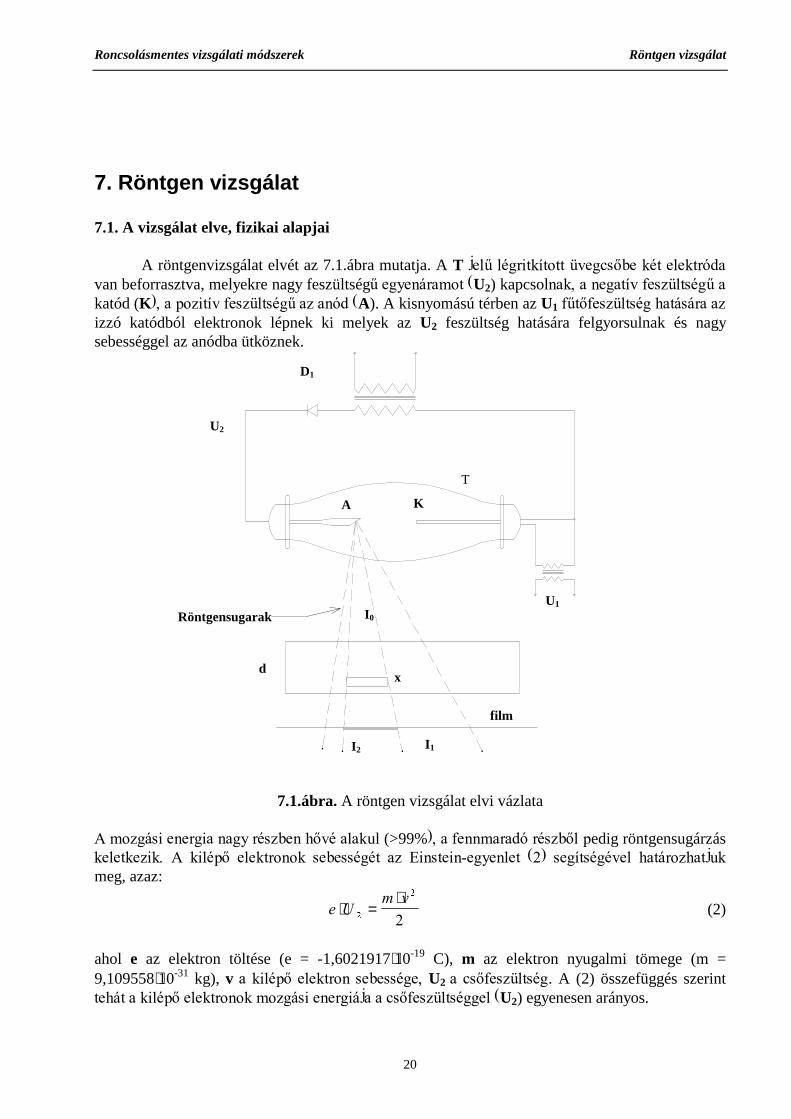
A röntgenvizsgálat elvét az 7.1.ábra mutatja. A TMHO&OpJULWNtWRWWYHJFVEHNpWHOHNWUyGD
van beforrasztva, melyekre nagy feszültség&HJ\HQiUDPRWU2) kapcsolQDNDQHJDWtYIHV]OWVpJ&Dkatód (K DSR]LWtYIHV]OWVpJ&D]DQyGA). A kisnyomású térben az U1I&WIHV]OWVpJKDWiViUDD]
izzó katódból elektronok lépnek ki melyek az U2 feszültség hatására felgyorsulnak és nagysebességgel az anódba ütköznek.
7.1.ábra. A röntgen vizsgálat elvi vázlata
$PR]JiVLHQHUJLDQDJ\UpV]EHQKYpDODNul (>99%DIHQQPDUDGyUpV]EOSedig röntgensugárzásNHOHWNH]LN $ NLOpS HOHNWURQRN VHEHVVpJpW D] (LQVWHLQHJ\HQOHW VHJtWVpJpYHO KDWiUR]KDWMXN
meg, azaz:
H 8P Y
⋅ =⋅
(2)
ahol e az elektron töltése (e = -1,6021917⋅10-19 C), m az elektron nyugalmi tömege (m =9,109558⋅10-31 kg), v D NLOpS HOHNWURQ VHEHVVpJHU2 D FVIHV]OWVpJ. A (2) összefüggés szerintWHKiWDNLOpSHOHNWURQRNPR]JiVLHQHUJLiMDDFVIHV]OWVpJJHOU2) egyenesen arányos.
D1
U2
U1
KA
I2 I 1
film
dx
Röntgensugarak
T
I 0
Röntgen vizsgálat Roncsolásmentes vizsgálati módszerek
21
$FVEONLOpSU|QWJHQVXJiU]iVKXOOiPKRVV]iWDN|YHWNH]HJ\HQOHWDGMDPHJ
P Y F K⋅=
⋅
λ(3)
ahol c: a fénysebesség (c = 2997925 m/s), λ: a sugárzás hullámhossza, h: a Planck állandó (h =6,616196⋅10-34 J⋅s).
$pV|VV]HIJJpVDODSMiQDNLOpSVXJiU]iVKXOOiPKRVV]a:
λ =⋅
⋅F K
H 8
(4)
Anyagvizsgálati célokra a röntgensugárzást azon tulajdonsága miatt lehet felhasználni, hogyvalamely tárgyon való áthaladásakor a sugárzás intenzitásD FV|NNHQ +D WHKiW D FVEO NLOpS
sugárzás I 0 , akkor a d vastagságú tárgyon áthaladva I 1 intenzitásúra csökken, az (5) kifejezésnekmegfeleOHQ
, , HG
= ⋅ − ⋅µ (5)
ahol µ: a gyengülési együttható, d: pedig a vizsgált tárgy vastagsága.
A vizsgálat során az I 0 kezdeti intenzitású röntgensugarak egy része a tárgyon áthaladva I 1
intenzitásúra, míg azok a sugarak melyek az x vastagsági mérettel jellemzett hibás részen haladnakát I 2 intenzitásúra csökkennek. A tárgy ellentétes oldalán elhelyezett filmen tehát a nagyobbintenzitású (I 2 VXJiU]iV HUVHEE IHNHWHGpVW KR] OpWUH PLQW D NLVHEE LQWHQ]LWiV~ tJ\ D ILOP
HOV]tQH]GpVpEO D KLEiV UpV]HN KHO\H pV YDVWDJViJL PpUHWH PHJKDWiUR]KDWy $ U|QWJHQVXJDUDN
többféle eljárással is kimutathatók (Geiger - Müller számlálóval, ionizációs kamrával,szcintillációs számlálóval, arányos számlálóval, kalorimetriával, KOXPLQHV]FHQFLiV HOMiUiVVDO
IpOYH]HWV pU]pNHONNHO U|QWJHQIpQ\pU]pNHQ\ filmmel, stb.). Roncsolásmentes vizsgálatoknálazonban majdnem kivétel nélkül a fényérzékeny filmes eljárást használják. Ezen eljárással avizsgálat dokumentációMD PDJD D] HOKtYRWW ILOP $ IpQ\pU]pNHQ\ UpWHJ D IpQ\NpSH]pVQpO LV
használatos filmekével azonos, ezüst-halogenid (többnyire AgBr).
7.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága
A vizsgálat folyamán elkészített felvétel a vizsgált tárgy egy adott irányú vetülete, ezért ahibának is csak egy vetületi képét láthatjuk. A hiba méretének pontos meghatározásához többLUiQ\EyO NHOO IHOYpWHOW NpV]tWHQL $ IHOYpWHO PLQVpJH MHOHQWVHQ PHJKDWiUR]]D D YL]VJiODWL
pontosságot.
Az elkészített filmPLQVpJére befolyással van:
• D]DQ\DJPLQVpJH
• az ezüst-halogenid szemcsék nagysága,
• D]H[SR]tFLyVLG
• DU|QWJHQFVIHV]OWVpJHpVDI&WiUDPQDJ\ViJD

Roncsolásmentes vizsgálati módszerek Röntgen vizsgálat
22
• a film és a sugárforrás egymástól való távolsága,
• a vizsgált tárgy és a film távolsága.
A film teljes életlenségét (UTDN|YHWNH]NLIHMH]pVVHJtWVpJpYHOKDWiUR]KDWMXNPHJ
U UT ii
= ∑ 2 (6)
ahol Ui D NO|QE|] pOHWOHQVpJHW RNR]y WpQ\H]N D]D] Ug: geometria életlenség, Um: mozgásmiatti életlenség, US HUVtWIyOLD miatti életlenség, Uf: a röntgensugárzás enerJLiMiWyO IJJ
WpQ\H]
(]HQWpQ\H]NpUpNHLQHNFV|NNHQWpVpYHODILOPpOHVVpJHD]D]PLQVpJHDN|YHWNH]PyGRQ
javítható:
• Ug értékének csökkentése úgy lehetséges, ha a sugárforrás és a vizsgált tárgy egymástólvaló távolságát növeljük, vagy a sugárforrás szélességi méretét csökkentjük (7.3. ábra),
• Um csökkentése úgy lehetséges, ha a vizsgálatot álló darabon végezzük (amennyiben ezlehetséges),
• USDNNRUOHV]PLQLPiOLVKDQHPKDV]QiOXQNHUVtWIyOLiW
• Uf pedig a röntgensugárzás energiájának csökkenésével együtt csökken (7.2. ábra).
7.2 ábra. Aröntgensugárzás
energiájának a képéletlenségére gyakorolt
hatása [7]
7.3. ábra. $OHJNLVHEEpV]OHOKHWKLED
meghatározása
:
p
s
T
( >09@
8I>@
F
L0
F
w
l

Röntgen vizsgálat Roncsolásmentes vizsgálati módszerek
23
Elemi geometriai módszerekkel belátható, hogy a nagyítás (M) mértéke
Ml L
L=
+ 0
0
(7)
A félárnyék nagysága :
pF l
L=
⋅
0
(8)
A teljes árnyék nagysága pedig:
( )S
L l w F l
L=
+ ⋅ − ⋅0
0
(9)
A legkisebb pV]OHOHKHWKLEDméretet (w’) akkor kapjuk, ha a teljes árnyék nagysága 0. Azaz a 9|VV]HIJJpVEONLIHMH]YpQZ¶WDN|YHWNH]|VV]HIJJpVWNDSMXNDPinimális hibaméretre:
( )wF l
L l' =
⋅+0
(10)
Ez pedig, ismert vizsgálati elrendezésnél meghatározható.

Roncsolásmentes vizsgálati módszerek Mágneses repedésvizsgálat
24
8. Mágneses repedésvizsgálat
8.1. A vizsgálat elve, fizikai alapjai
$PiJQHVHVHUYRQDOakLUiQ\iWDYL]VJiODQGyDQ\DJEDQHOKHO\H]NHGpVD]DQ\DJWyOHOWpUmágneses permeabilitásúUpV]HNHOWpUtWLN(]HQHUYRQDODNDWOiWKDWyYiWpYHSOYDVUHV]HOpNNHOD
hiba helye meghatározható. A vizsgálat elvi elrendezése a 8.1. ábrán látható.
8.1. ábra. Mágneses repedésvizsgálat
Vizsgálatot csak ferromágneses anyagon lehet végezni, és csak a Curie-pont alatt. (A Curie-pontD]DKPpUVpNOHW, amely felett az anyag elveszíti ferromágneses tuODMGRQViJiW(KPpUVpNOHWaz α-vas, az Fe esetében TC = 770 °C).
Az eljárásQDN NpW I YiOWR]DWD D V]iUD] YDODPLQW D QHGYHV YL]VJiODW. A száraz változat azHJ\V]HU&EE pV D IHOV]tQ DODWWL UHSHGpVeknél a pontosabb eljárás. A nedves mágnesesrepedésvizsgálatnál a vas (vagy egyéb ferromágneses tulajdonságú) szemcsék szuszpenzióbanhelyezkednek el, így könnyebben be tudnak fordulni a repedés által elWpUtWHWWHUYRQDOak irányába.Emiatt ezen változat nagyobb felismerési pontosságRW WHV]OHKHWYpNLVHEEUHSHGpVPpUHWHNQpO LV
$PiJQHVHVPH]WHOiOOtWyHOHNWURPRVPH] lehet egyen-, ill. váltakozó áramú.
8.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága
Általánosságban megállapítható, hogy a vizsgálattal csak olyan repedések találhatók meg,melyek hossza legalább háromszorosa a szélességnek [7]. A repedésnek vagy a felszínen kelllennie, vagy a felszínhez közel. Ha a repedés 6 mm-nél mélyebben helyezkedik el, akkor a szárazeljárással egyutas egyenirányítással detektálható a legnagyobb pontossággal. A nedves eljárást
munkadarab
járomelektromágnes
PiJQHVHV HUYonalak
B repedés
szórt mágneses fluxus a hibakörnyezetében
A repedés
Mágneses repedésvizsgálat Roncsolásmentes vizsgálati módszerek
25
használva egyenárammal gerjesztett mágneses PH]YHO PP YiOWDNR]y iUDPmal gerjesztettPiJQHVHVPH]YHOSHGLJPPPpO\VpJ szab határt a kimutathatóságnak (8.1. táblázat).
$] DONDOPD]RWWPiJQHVHVPH] HUYRQDOainak 45 és 90 ° közötti szöget kell bezárni a repedéshossztengelyével (8.1. ábra, B MHO& UHSHGpVPHUWHOOHQNH]HVHWEHQiEUDA MHO& UHSHGpVD
szórt fluxus olyan gyenge lesz, hogy a hiba detektálásáKR]PiUQHPHOHJHQG
A repedés csak akkor mutatható ki megbízhatóan, ha a mágneses szuszceptibiliása azalapanyagpWyO HOWpU LOO PLQW DKRJ\ D]W PiU D] HO] SRQWEDQ Hmlítettem -, kizárólagferromágneses anyagok vizsgálhatók ezen eljárással. A vizsgálat nagyon érzékeny a felületiV]HQQ\H]GpVUHH]pUWYL]VJiODWHOWWDIHOOHWHWJRQGRVDQOHNHOOWLVztítani.
$ IHOOHWHQ OpY QHP PiJQHVH]KHW EHYRQDWnak 0 PPHV YDVWDJViJLJ QLQFV V]iPRWWHY
befolyásoló szerepe a vizsgálatra, azonban ha a bevonat ferromágneses, akkor csak 0,025 mm-esrétegvastagságHQJHGKHWPHJ
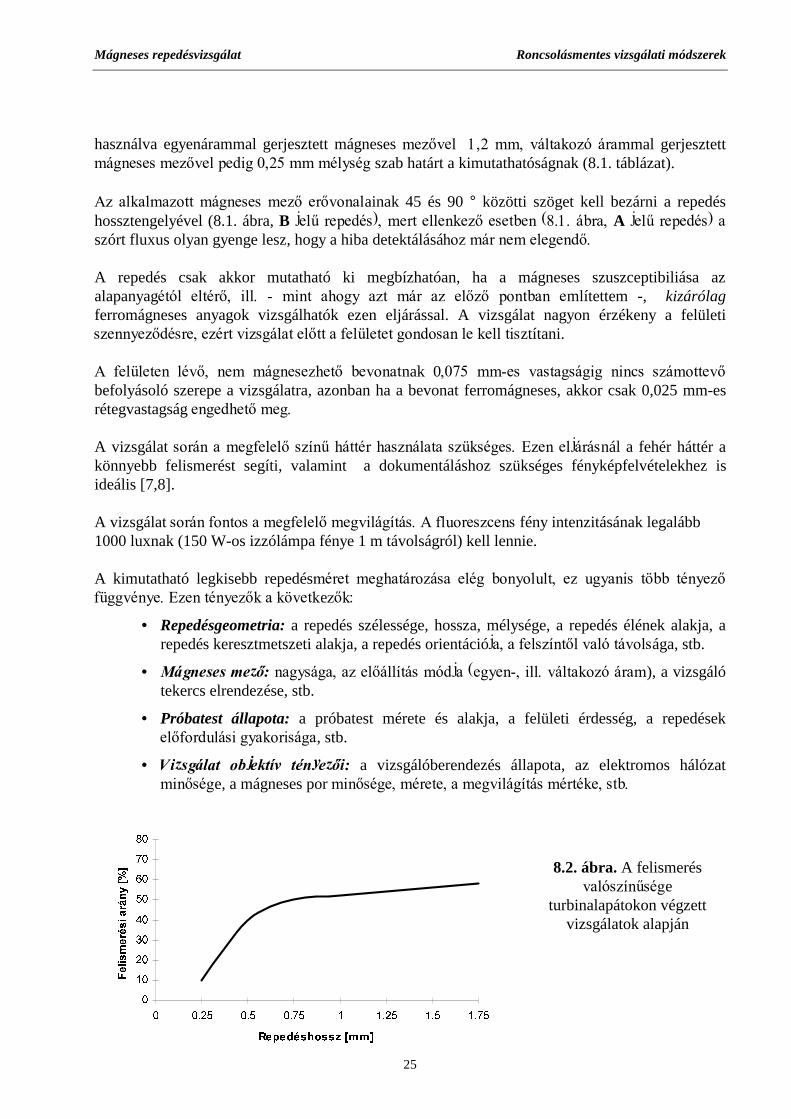
A vizsgálat VRUiQDPHJIHOHO V]tQ&KiWWpUKDV]QiODWDV]NVpJHV(]HQHOMiUiVnál a fehér háttér akönnyebb felismerést segíti, valamint a dokumentáláshoz szükséges fényképfelvételekhez isideális [7,8].
A vizsgálatVRUiQIRQWRVDPHJIHOHOPHJYLOiJtWiV$IOXRUHV]FHQV fény intenzitásának legalább1000 luxnak (150 W-os izzólámpa fénye 1 m távolságról) kell lennie.
A kimutatható legkisebb repedésPpUHW PHJKDWiUR]iVD HOpJ ERQ\ROXOW H] XJ\DQLV W|EE WpQ\H]
IJJYpQ\H(]HQWpQ\H]NDN|YHWNe]N
• Repedésgeometria: a repedés szélessége, hossza, mélysége, a repedés élének alakja, arepedés keresztmetszeti alakja, a repedés orientációMDDIHOV]tQWOYDOyWiYROVága, stb.
• 0iJQHVHVPH]QDJ\ViJDD]HOiOOtWiVPyGMDHJ\HQLOOYiOWDNR]yiUDP), a vizsgálótekercs elrendezése, stb.
• Próbatest állapota: a próbatest mérete és alakja, a felületi érdesség, a repedésekHOIRUGXOiVLJ\DNRULViJD, stb.
• 9L]VJiODW REMHNWtY WpQ\H]L: a vizsgálóberendezés állapota, az elektromos hálózatPLQVpJe, a mágneses porPLQVpJHPpUHWHDPHJYLOiJtWiVPpUWpNHVWE
8.2. ábra. A felismerésYDOyV]tQ&VpJe
turbinalapátokon végzettvizsgálatok alapján
5HSHGpVKRVV] >PP@
)HOLVPHUpVLDUiQ\>
@

Roncsolásmentes vizsgálati módszerek Mágneses repedésvizsgálat
26
• 9L]VJiODW V]XEMHNWtY WpQ\H]L: D YL]VJiOy pVYDJ\ NLpUWpNHO személy(ek) képzettsége,éleslátása(!), pszichikai állapota.
0LQGH]HQ WpQ\H]N QDJ\PpUWpN& V]yUyGiVW HUHGPpQ\H]QHN D YL]VJiODW végzése során.Turbinalapá-tokon végzett mágneses repedésvizsgálat eredményei láthatók az 8.2. ábrán [9,10].
8 WiEOi]DW .O|QE|] UHSHGpVhosszak láthatósága [9]
A láthatósági index (10-tisztán látható, 0-nem látható)A repedés mélysége
[mm]D PiJQHVHV WHUHW JHUMHV]W
térHU 0,3 A/mm2D PiJQHVHV WHUHW JHUMHV]W
WpUHU 1,2 A/mm2
7,9 8 9
5,2 5 8
2,8 4 5
1,4 2 5
0,81 2 3
0,35 1 2
0,3 <1 1
0,22 <1 1
0,13 <1 1
A Nordtest és ICONE projektek által mágneses repedésvizsgálattal vizsgált alkatrészek esetében ahiba-felismerésLYDOyV]tQ&VpJet a 8.3. ábra szemlélteti [18].
+LEDPpO\VpJ >PP@
)'3
8.3. ábra. HibafelismerésLYDOyV]tQ&VpJ mágneses repedésvizsgálatnál

Örvényáramos repedésvizsgálat Roncsolásmentes vizsgálati módszerek
27
9. Örvényáramos repedésvizsgálat
9.1. A vizsgálat elve, fizikai alapjai
Ha egy tekercsben váltakozó áram folyik (I 1), akkor a tekercs körüli térben váltakozó mágnesesPH]LQGXNiOyGLNH1). (]HQPiJQHVHVWpUEHKHO\H]HWWHOHNWURPRVDQYH]HWDQ\DJEDQDYiOWDNR]y
PiJQHVHVPH]KDWiViUDYiOWDNR]yHOHNWURPRViUDPLQGukálódik (örvényáram, I 2). Ezen I 2 áramiránya olyan, hogy az általa létrehozott mágneVHV PH] H2) a H1 PiJQHVHV PH]W gyengíteniigyekezik. A repedések és egyéb felületi tökéletlenségek megváltoztatják a felületen indukálódottörvényáram nagyságát (az impedancia változásán keresztül), ez a változás megjelenik a H2
PiJQHVHV PH]EHQ LV $ PpUpV HOYH SHGLJ D] KRJ\ D PiJQHVHV PH] YiOWR]iViW pU]pNHQ\
elektronikus eszközökkel mérni lehet (9.1. ábra).
A mérés során a vizsgált tárgyban haladó áram impedanciájának változását mérjük. Az impedanciaaz (11) összefüggés segítségével határozható meg.
Z = R⋅sin ω⋅t + XL⋅cos ω⋅t (11)
ahol, Z - impedancia [Ω], R - ellenállás [Ω], XL – induktivitás [Ω], ω: körfrekvencia [1/s],tIi]LVLG[s].
$ NLIHMH]pVEO DZ vektor nagysága (abszolút értéke), Z X RL= +2 2 , a fázisszöge pedig
φ =
arctg
X
RL .
$YL]VJiOyEHUHQGH]pVNLMHO]MpQRV]FLOORV]NySDZ impedancia értékét (|Z|, ϕ) láthatjuk, mivel Zvektormennyiség, ezért a kétdimenziós síkon neki egy pont felel meg. Repedés esetén azLPSHGDQFLDPHJYiOWR]LND]D]DNLMHO]QHJ\DGGLJZ0 (|Z0|, ϕ0) pontba mutató vektor helyett egyZ1 (|Z1|, ϕ1) pontba mutató vektor lesz látható.
9.1.ábraÖrvényáramos repedésvizsgálat elvi elrendezése
H1,I 1
I 2munkadarab H2

Roncsolásmentes vizsgálati módszerek Örvényáramos repedésvizsgálat
28
9.2. A vizsgálat korlátai, megbízhatósága, reprodukálhatósága
A vizsgálat FVDNLV HOHNWURPRV YH]HWNQpO használható. Mivel a vizsgálatnál használt váltakozóáram, valamint az indukálódott örvényáram D YH]HW IHOOHWpQ KDODG Skin-effektus), ezért csakkorlátozott mértékben hatol be a vizsgálandó tárgyba. A behatolási mélységet az 1.6.2. egyenlettelhatározhatjuk meg:
δπ ν σ µ µ
=⋅ ⋅ ⋅ ⋅
1
o r
(12)
ahol δ: a behatolási mélység [m], µo: a vákuum permeabilitása [ 4π⋅10-7 N/A2 ], µr: a relatívmágneses permeabilitás (nem ferromágneses anyagok esetén értéke 1), σ: a fajlagosYH]HWNpSHVVpJ [S/m], ν: frekvencia [Hz].
Mivel a vizsgálat során a vizsgált darab felületén folyó áram változását mérjük, és ezt rendkívülVRNWpQ\H]EHIRO\iVROMDH]pUWD]DOiEELWpQ\H]NHWILJ\HOHPEHNHOOYHQQL
• $NLIHMH]pVEO OiWKDWyKRJ\D IUHNYHQFLDQ|YHOpVpYHO DEHKDWROiVLPpO\VpJ
hatYiQ\R]RWWDQFV|NNHQ7HKiWPLQpONLVHEEDIUHNYHQFLDDQQiOPpO\HEEHQIHNY
hibák mutathatók ki, viszont az érzékenység a kisebb frekvenciával csökken.Így afelszín alatti hibákhoz nagy, míg finom felszíni repedésekhez kis frekvenciát kellválasztani.
• A tekercs méretét illetve alakját a vizsgálandó munkadarab méretéhez kellválasztaQL DPiJQHVHVPH] DQQiO HUVHEEPLQpO NHVNHQ\HEE D WHNHUFV LOOHWYH
minél nagyobb a menetszám, tehát a tekercs megválasztásakor ezen szempontokrakell tekintettel lenni.
• A vizsgálatLHUHGPpQ\HNUHKDWiVVDOYDQDKPpUVpNOHW is, ezért a vizsgálatot csakálODQGyKPpUVpNOHWHQV]DEDGYégezni.
• $ PpUEHUHQGH]pV SRQWRVViJD LV KDWiUW V]DE D OHJNLVHEE pV]OHOKHW KLEiQDN,KLV]HQ D PiJQHVHV PH] EiUPLO\HQ NLV PpUWpN& YiOWR]iVD QHP PpUKHW D
használatos mérberendezések (vizsgálótekercs, Hall-féle JDXVVPpUDPiJQHVHV
PH]QHNPLQWHJ\FVDNNE,01%-os változását tudják regisztrálni.
• $YL]VJiOWDQ\DJHOHNWURPRVYH]HWNpSHVVpJH
• $YL]VJiOWGDUDERQOpYIRO\WRQRVViJLKLiQ\RNUHSHGpV, zárvány, horpadás, furat,karcolás, stb.).
• A felület állapota (bevonat, rozsda, stb.).
• A vizsgált darab alakja, mérete.
• A fém állapota (szemcseméret, KNH]HOWVpJLiOODSRW, homogenitás|WY|]N).
• 0iVHOHNWURPRVDQYH]HWYDJ\IHUURPiJQHVHVIHOOHWHNN|]HOVpJH
A Nordtest és ICONE projektek által örvényáramos repedésvizsgálattal vizsgált alkatrészekesetében a hiba-felismerésLYDOyV]tQ&VpJet az 9.2. ábra szemlélteti [18].

Örvényáramos repedésvizsgálat Roncsolásmentes vizsgálati módszerek
29
$ KLED KRVV]D >PP@
)'3
9.2. ábra. HibafelismerésLYDOyV]tQ&VpJ örvényáramos repedésvizsgálatnál

Roncsolásmentes vizsgálati módszerek Megbízhatóság, reprodukálhatóság
30
10. A roncsolásmentes vizsgálatok megbízhatósága és repro-dukálhatósága
10.1. Bevezetés
$NO|QE|] URQFVROiVPHQWHV HOMiUiVok közül egyik sem tökéletesen megbízható (10.1.ábra); ésEiUD]HOMiUiVRNIHMOGQHNDRVSRQWRVViJWDOiQVRKDVHPOHV]HOpUKHW(]pUW OHJMREEezenténybe belenyugodni és a vizsgálat megbízhatóságát figyelembe véve végezni a kiértékelést. AJ\iUWiV pV P&N|GpV N|]EHQL YL]VJiODW IRQWRV HV]N|] D PHJEt]KDWyViJ Q|Yelésére. PontosYL]VJiODWRNQiOV]NVpJYDQDPHJIHOHOYL]VJiODWLPyGV]HUNLYiODV]WiViUDD]DQ\DJLOHKHWVpJeketis figyelembe véve.
10.1. ábra. A NO|QE|]roncsolásmentes vizsgálatieljárások megbízhatósága
[17]
• ET: örvényáramos vizsgálat• UT: ultrahangos vizsgálat• PT: folyadékpenetrációs vizsgálat• RT: röntgen vizsgálat
Roncsolásmentes vizsgálatok eredményein alapuló vizsgálatok fontos szerepet játszanak egyszerkezet integritásának a megítélésében. A vizsgálat elvi kivitelezése a 10.2. ábrán látható. Avizsgálat eredménye gyakran a vizsgáló személy képzettségpWO IJJ tJ\ D YL]VJiODW QHP
teNLQWKHW HJ\V]HU&HQ PpUpVQHN D]D] D KLED-felismerési, hiba osztályozási és hiba méreténekmeghatározási képességét nem lehet konfidencia-intervallummal jellemezni.
Ahhoz, hogy a roncsolásmentes vizsgálatok eredményeit a szerkezeti integritás megítélésébenfelhasználhassuk, meg kell tudnunk válaszolni a követke]NpUGpVHNHW
• Egy bizonyos határ fölötti méretet minden esetben ki tudunk-e mutatni?
• Milyen pontosak a kapott hosszúsági és mélységi méretek?
• Mi a felismerésLYDOyV]tQ&VpJHHJ\EL]RQ\RVPpUHW&KLEiQDN"
• Milyen pontossággal tudjuk a hiba helyét meghatározni?
• Milyen pontossággal tudjuk a hiba típusát meghatározni?
5HSHGpVPpO\VpJ >PP@
'HWHNWiOiVLYDOyV]tQ&VpJ
(7
87
37
57

Megbízhatóság, reprodukálhatóság Roncsolásmentes vizsgálati módszerek
31
• Milyen pontossággal tudjuk a hiba méretét meghatározni?
• 0LO\HQYDOyV]tQ&VpJgel kapunk hibás jelzést?
(]HNUHDNpUGpVHNUHDN|YHWNH]IHMH]HWHNSUyEiOQDNPHJYiODV]WDGQL
10.2. ábraEgy megtalált, detektált hibakiértékelésének folyamata
10. 2. Statisztikai módszer
Számos statisztikai modell létezik, azonban a hiba méretének meghatározásához ezek közül az1987-ben DAVIES által valamint az 1990-ben HEASLER által felállított regressziós modell alegalkalmasabb. Ezen modellekben a vizsgálat arra törekedik, hogy minél pontosabbanmeghatározhassuk a hiba mérési pontatlanságának az eloszlását, valamint függvénykapcsolatottaláljunk a valóságos és a mért hibanagyság között. DAVIES úgy találta, hogy a méreteklogaritmikus transzformációjával a mérési hiba értéke stabilizálódik és szimmetrikussá válik. Azáltala használt regressziós formula:
( ) ( )log logM Ti i i= + ⋅ +β β ε1 2 (13)
( )Var iε σε= 2 (14)
β2 1= (15)ahol Mi : az anyagfolytonossági hiányosság mért mérete, Ti : az anyagfolytonossági hiányosságtényleges mérete, εi : a mérési hiba, σε : a normál eloszlás szórása, β1 és β2 konstansok, n : avizsgált esetek száma és i = 1...n.
Hibamegtalálása
Kiértékelés
Hibás jelzés Lényeges hibaNem lényeges
hiba
Elemzés
Elfogadható Selejt

Roncsolásmentes vizsgálati módszerek Megbízhatóság, reprodukálhatóság
32
Ezen regresszióQDN HOQ\H D] KRJ\ D PpUpVL KLED arányos az anyagfolytonossági hiánynagyságával. Míg a másik modellben (HEASLER és társai., 1990. lásd a 16 és 17 kifejezéseket) ezQHPtJ\YDQpVPiUNLVPpUHW&DQ\DJIRO\WRQRVViJLKLiQ\KR]LVDNNRUDPpUpVLhibát rendel mint anagyhoz. További különbség az is, hogy a regressziós egyenesnek a DAVIES modellben át kellhaladni az origón, míg HEASLER modelljében ez nem szükséges. Azonban még ez a módszer semveszi figyelembe azt a tényt, hogy a kis anyagfolytonossági hiányok esetén a mérési hiba sokkalQDJ\REE YDOyV]tQ&VpJgel pozitív (azaz nagyobbnak mérik, mint amilyen valójában), amíg nagyDQ\DJIRO\WRQRVViJLKLiQ\RNHVHWpQDPpUpVLKLEDVRNNDOQDJ\REEYDOyV]tQ&VpJJHOQHJDWtYD]D]D
valóságosnál kisebbnek mérik). A HEASLERIpOHUHJUHVV]LyDN|YHWNH]DODN~:
( ) ( )M Ti i i= + ⋅ +β β ε1 2 (16)
( )Var iε σε= 2 (17)
$WRYiEELDNEDQDPDWHPDWLNDLODJHJ\V]HU&EEHQNH]HOKHWHEASLER-féle modellen elemezzük astatisztikus kiértékelésW$NLIHMH]pVEOOiWKDWyKRJ\D]DQ\DJIRO\WRQRVViJLKiány mért méreteDNNRU OHV] HJ\HQO D WpQ\OHJHVPpUHWWHOha β1 = 0, β2 = 1 és σε = 0. Ugyanis ekkor Mi = Ti
(ideális eset!).
Tehát a mérési adatok kiértékelésekor a három regressziós paraméter értékét meghatározva és|VV]HKDVRQOtWYD D] LGHiOLV HVHWKH] WDUWR]y pUWpNHNNHO D NLpUWpNHOpVPLQVpJe megállapítható. Haezek értékei megfelelnek az ideális esetnek, akkor a roncsolásmentes anyagvizsgálat tökéletesenPHJIHOHO YROW D] DQ\DJIRO\WRQRVViJL KLiQ\ méretének meghatározásában. Ha ezek az értékek(vagy közülük akár csak egy is) eltér, akkor a méretek meghatározásában hibát követtünk el. Ha aβ1 és β2 értéke tér el az ideálistól, akkor szisztematikus hibáról van szó, ha az σε értékekülönbözik nullától akkor véletlen hibáról van szó.
Két (vagy több) regresszióVHUHGPpQ\W|VV]HKDVRQOtWiViUDLVOHKHWVpJHVHNNRUPLQVpJi sorrendetLVIHOOHKHWiOOtWDQLDNO|QE|]PpUpVHNHUHGPpQ\HLN|]|WW
Az összehasonlításnak is több módja lehet, itt most a közepes négyzetes eltérés (Root MeanSquare Error = RMSE) és a közepes abszolút eltérés (Mean Absolute Deviation = MAD) módszerhasználata kerül bemutatásra.
Az RMSE olyan statisztikai eljárás, amely összegzi a három regressziós paraméter eltérését azideálisWyO $ N|]HSHV QpJ\]HWHV HOWpUpV VWDWLV]WLNDL PyGV]HU PpUV]iPD D N|YHWNH]NpSSHQ
definiálható:
( )RMSE
M T
n
i ii2
2
=−∑
(18)
Bár (18) |VV]HIJJpVEO QHP OiWV]LN N|]YHWOHQO KRJ\ YDODPL N|]H OHQQH D KiURP UHJUHVV]Lysparaméterhez, azonban némi matematikai átalaktWiVVDODN|YHWNH]IRUPXOiUDKRzható:
RMSE2 = [ β1 + (β2 - 1)⋅µT]2 + (β2 - 1)2⋅σT
2 + σε2 (19)
ahol: µT
ii
T
n=
∑,
( )σ
µT
i Ti
T
n2 =
−∑.

Megbízhatóság, reprodukálhatóság Roncsolásmentes vizsgálati módszerek
33
$NLIHMH]pVEOOiWKDWyKRJ\506( értéke csak akkor lehet nulla, ha ideális értékeket kapunka regresszióV WpQ\H]NUH 506( pUWpNH DQQiO QDJ\REE PLQpO QDJ\REE D UHgUHVV]LyV WpQ\H]Nideálistól való eltérése. Más szavakkal a legkisebb RMSE érték eredményezi a legpontosabbvizsgálatot [33,35].
A másik eljárás a MAD statisztika. A közepes abszolút eltérések statisztikai módszerének aPpUV]iPDDN|YHWNH]NpSSHQGHILQLiOKató:
MADM T
n
i ii=
−∑(20)
A MAD pUWpNHL V]LQWpQ DONDOPDVDNPLQVpJi sorrend felállítására, azonban általában az RMSEmódszer érzékenyebb a nagyobb hibákra mint a MAD módszer. Létezik formula, ami összefüggéstWHUHPWD0$'pVD506(PyGV]HUPpUV]iPDLN|]|WWD]RQEDQERQ\ROXOWViJDPLDWWQHPNHUO
tárgyalásra [37].
10.3. Heurisztikus módszer
$PyGV]HUMHOOHP]MHD]KRJ\EL]RQ\RVMHOOHP]NHWGHILQLiOD]RNUDPHJKDWiUR]HJ\KDWiUpUWpNetés ezen határértékeket egymással összehasonlítva határozza meg a vizsgálatok megbízhatóságát ésreprodukálhatóságiW $ KDWiUpUWpNHN DQ\DJPLQVpJWO JHRPHWULiWyO DQ\DJYDVWDJViJ YDODPLQW
eljárástól függenek.
Igen fontos azt megjegyezni, hogy ez a módszer a határértékeket nem elméleti megkö]HOtWpVEO
határozza meg, hanem nagyszámú vizsgálat kiértékeléspQHN HUHGPpQ\HLEO PLQW SO D 3,6& ±
OiVGDN|YHWNH]fejezetben ).
$MHOOHP]NDN|YHWNH]NDN|YHWNH]HWHVVpJNHGYppUWD]DQJROU|YLGtWpVHNHWKDV]QiOYD
• FDP: a vizsgálócsoport detektálási teljesítménye egy adott hibacsoportra,
• FDF: a vizsgálócsoport detektálási teljesítménye egy adott hibacsoportra, vizsgálatimódszerek összehasonlításakor,
• FDFR: a vizsgálócsoport detektálási teljesítménye a nem elfogadható hibákra,vizsgálati módszerek összehasonlításakor,
• CRP: a nem elfogadható hibák detektálási teljesítménye,
• CRF: a nem elfogadható hibák detektálási teljesítménye, vizsgálati módszerekösszehasonlításakor,
• CAF: a vizsgálócsoport által helyesen elfogadhatónak detektált hibák aránya,
• FCRD: a hibás detektálások aránya a vizsgálócsoport összes detektálásáhozviszonyítva,
• FCRR: a nem elfogadható hibák detektálási aránya vizsgálócsoport összes detek-tálásához viszonyítva,

Roncsolásmentes vizsgálati módszerek Megbízhatóság, reprodukálhatóság
34
• MESZ: mélységirányú detektálási hiba közepes értéke mm-ben kifejezve,
• SESZ: mélységirányú detektálási hiba szórása mm-ben kifejezve,
• MESD: a hiba mélységL PpUHWpQHN PHJKDWiUR]iVDNRU MHOHQOpY PpUpVL KLED
közepes értéke,
• MESL: a hiba hossz~ViJL PpUHWpQHN PHJKDWiUR]iVDNRU MHOHQOpY PpUpVL KLED
közepes értéke,
• MELS: a hiba elhelyezkedéspQHNPHJKDWiUR]iVDNRUMHOHQOpYPpUpVLKLED közepesértéke,
• SESD: a hiba mélységL PpUHWpQHN PHJKDWiUR]iVDNRU MHOHQOpY PpUpVL KLEiN
eltéréseinek négyzetes közepe,
• SESL: a hiba hossz~ViJL PpUHWpQHN PHJKDWiUR]iVDNRU MHOHQOpY PpUpVL KLEiN
eltéréseinek négyzetes közepe,
• SELS: a hiba elhelyezkedéspQHN PHJKDWiUR]iVDNRU MHOHQOpY PpUpVL KLEiN
eltéréseinek négyzetes közepe,
• FCRP:WpYHVHOXWDVtWiVUDYH]HWKLEiVMHO]pVek aránya,
• PM: IHOGHUtWHWOHQKLEiNMHOHQOpWpQHNYDOyV]tQ&VpJe a már vizsgált részeken,
• PEA:DQHPKHO\HVHQHOIRJDGRWWKLEiNYDOyV]tQ&VpJe.
A vizsgálat teljes megbízhatósága (R KiURP WpQ\H] HJ\WWHV KDWiViWyO IJJ Nifejezés),PHO\HWHPyGV]HUDODSMiQHJ\PiVWyONO|QYiODV]WYDOHKHW WiUJ\DOQL$KiURPWpQ\H]DYL]VJiODW
saját képessége (IC), az alkalmazás körülményei (APpVD]HPEHULWpQ\H] (HF).
R = f ( IC ) + g ( AP ) + h ( HF ) (21)
0LYHO D] HPEHUL WpQ\H]PpUWpNH QDJ\RQ YiOWR]pNRQ\ tJ\ HOUH D] QHP EHFVOKHW XJ\DQLV KD
figyelembe vennénk, akkor a kapott megbízhatóságLHUHGPpQ\HNIpOUHYH]HWNOHnnének. Így csak avizsgálat hatékonyságát (E) elemezzük.
A vizsgálat hatékonyságDD|VV]HIJJpVVHOMHOOHPH]KHW
E = f ( IC ) + g ( AP ) (22)
$]HPEHULWpQ\H]WDPLQVpJEL]WRVtWiVLSURJUDPVRUiQNHOOHOOHQUL]QLDQQDNWXGDWában, hogy avizsgáló személy a megbízhatóságRW DNiU QXOOiUD LV FV|NNHQWKHWL QHP PHJIHOHO KR]]iiOOiVVDO
vagy érdektelenséggel.
%L]RQ\RV MHOOHP]N SO )'3) a hiba nagyságának a függvényei, így ezen értékeket átlagukkalhelyettesítjük a kiértékelés során. A hiba méretének pontos meghatározása is nehézségekbeütközik, és a használatos szerkezeti anyagoknál a 10 - 250 mm-es falvastagsági tartományban méga legpontosabb vizsgálati módszerrel sem lehet a hiba méretét ±1 mm pontossággal meghatározni[18]. A nagyszámú vizsgálat HUHGPpQ\HL OHKHWYp WHWWpN D N|YHWNH] KDWiUpUWpNék definiálását,amelyet a 10.1. táblázatban foglaltunk össze.

Megbízhatóság, reprodukálhatóság Roncsolásmentes vizsgálati módszerek
35
10.1. Táblázat. Határértékek ultrahangos- és röntgenvizsgálatra
MESD SESD MESL SESL MELS SELS
)HUULWHV DFpO PLQVtWHWW
vizsgálat 3 5 3 10 2,5 5
Ferrites acél, nemPLQVtWHWW YL]VJiODW -5 15 -20 30 2,5 5
Ausztenites acél,PLQVtWHWW YL]sgálat 0 5 -5 12 NA* NA*
Ausztenites acél, nemminsített vizsgálat -4 7 -10 40 NA* NA*
*NA = nincs adat
A vizsgálat HUHGPpQ\HLEO D] LV NLGHUOW KRJ\ PLQG D] XOWUDKDQJos, mind a röntgenvizsgálatNLHOpJtWL D PHJN|YHWHOW EL]WRQViJL HOtUiVokat. A 10 iEUiQ D IHOOHWUH PHUOHJHV RUientációjúhibák detektálásLYDOyV]tQ&VpJe látható képzett vizsgálószemélyzettel végzett vizsgálat során.
10.3. ábra$IHOOHWUHPHUOHJHV
orientációjú hibák detektálásivalószíQ&VpJe
10.4. A Detection Performance1 módszer
Mivel már az alapanyag tulajdonságai sem mindig azonosak, valamint a gyártás, megmunkálássorán ezek a tulajdonságok tovább változnak ezért a vizsgálati eredmény sem lehet azonos. Atulajdonságok bizonyos érték körüli szóródnak, így a vizsgálat eredménye hasonlóképpen szórástPXWDW $ YL]VJiOW MHOOHP]NHW HORV]OiVi görbén ábrázolhatjuk. A termék minségére vonatkozóeloszlási görbe látható a 10.4. iEUiQDKROIHOWQWHWpVUHNHUOWHNDN|YHWNH]PLQVpJLNDWHJyULiN
is:• R H] D] HOPpOHWLOHJ PHJN|YHWHOW PLQVpJ, de megvalósítása csak akkor lenne
lehetséges, ha nem lennének ismeretlen befolyásoló téQ\H]N
• SDJ\iUWiVWHUYH]pVVRUiQPHJYDOyVtWDQGyPLQVpJ
• DD]HOOHQU]pVDQ\DJYL]VJiODW során megvalósítani kívánt minség,
• FDYpJHUHGPpQ\NpV]WHUPpNPLQVpJe.
1 Detection Performance 'HWHNWiOiVL WHOMHVtWNpSHVVpJ
+LEDQDJ\ViJ D] DQ\DJYDVWDJViJ EDQ
9DOyV]tQ&VpJ
)'3
&53

Roncsolásmentes vizsgálati módszerek Megbízhatóság, reprodukálhatóság
36
10.4. ábra.$WHUPpNPLQVpJére vonatkozó eloszlási görbe
Az anyagvizsgálatFpOMDDQQDNHOpUpVHKRJ\DWHUPpNPLQVpJHOHJDOiEEDGHWHNWiOiVPLQVpJpYHO
(DOHJ\HQHJ\HQO$GHWHNWiOiVLJ|UEHD.5. ábrán látható.
10.5. ábra. Detektálási görbeAhol,
• D: közepes hibadetektálási érték, ez több féleképpen definiálható, pl.: 50%-osdeWHNWiOiVLYDOyV]tQ&VpJhez tartozó hibanagyság,
• ∆D: a vizsgálat szelektivitásiUD MHOOHP] pUWpN GHILQLiOiVD D-∆D) értéknél ahibaGHWHNWiOiVYDOyV]tQ&VpJének 10%-nak kell lennie,
• DG: a detektálás foka (terjedelemSODGHWHNWiOiVYDOyV]tQ&VpJe 2D-nél.
Ezen paraméterek jelentése a vizsgálat soUiQVRNUpW&
• D nagy értéke azt eredményezi, hogy bizonyos hibákat (melyek jelenléte nemelfogadható) a vizsgálat nem fog kimutatni; D kis értéke pedig sok hamis detektálást fogeredményezni,
• ∆D nagy értéke (alacsony detektálási szelektivitásQDJ\PpUWpN&EL]RQ\WDODQViJRWRNR]
a vizsgálat eredményeiben, azaz túl sok kis (még elfogadható nagyságú) hibát jelez,ugyanakkor túl sok nagy (már nem elfogadható) hibát nem jelez.
• DG D GHWHNWiOiVL NpSHVVpJ KLiQ\RVViJiQDN D PpUWpNH 1DJ\PpUWpN& HOIRJDGKDWDWODQ
hibák is észrevehetetlenek maradhatnak bizonyos körülmények között, így például:
¾ vékonyfalú szerkezetekben a repedés röntgenvizsgálattal nem mutatható ki akedve]WOHQRULHQWiFLy miatt
1
1
0
0
0,5
0,5
F
0,9
S
0,1
D
2D
F
D
ValóV]tQ&VpJ
∆D
0LQVpJ
DGterjedelem
9DOyV]tQ&VpJ
Hibaméret

Megbízhatóság, reprodukálhatóság Roncsolásmentes vizsgálati módszerek
37
¾ PHQHWHVIXUDWRNEDQOpYUHSHGpV örvényáramos vizsgálattal nem mutatható kia menetek okozta elektromos zavar miatt
¾ hegesztett varratRNJ\|NpEHQOpYKLED ultrahanggal szintén nem mutatható kia gyök alakja okozta hamis jelek miatt
Az ROC2 görbe (10.6. ábra) a hibaGHWHNWiOiV YDOyV]tQ&VpJét és a hamis detektálási arányt ismagában foglalja. Az ábrából több jellegzetesség leolvasható. Minden vizsgálati technológiánakmegfelel egy-egy görbe (a, b). A görbék átlótól vett távolsága (K MHOOHP] D YL]sgálatipontosságUD +LSHUEROLNXV J|UEpW IHOWpWHOH]YH D YL]VJiODW WHOMHVtWNpSHVVpJpW D (23) összefüggésfejezi ki:
( )K POD FCP= − ⋅ − ⋅1 2 1 (23)
ahol K : vizsgálatLWHOMHVtWNpSHVVpJ[-],POD3
GHWHNWiOiVLYDOyV]tQ&VpJ [-],FCP4
KDPLVMHO]pVYDOyV]tQ&VpJ [-].
10.6. ábra. Tipikus ROC görbe
A K értéke függ a technológia alkalmazhatóságától az éppen vizsgált esetre, valamint attól is,hogy a vizsgálat VRUiQ PLO\HQ N|UOWHNLQWHQ MiUW HO D YL]VJiOy V]HPpO\. A vizsgáló személyképzettsége a görbét a 10iEUiQDNPHJIHOHOHQIRJMDHOPR]GtWDQL.6. ábrán a G pont jelöli azéppen folyó vizsgálat munkapontját, a G pont annál magasabban helyezkedik el a görbén, minélérzékenyebb a vizsgálat. Azaz, amíg K értéke azt adja meg, hogy milyen a vizsgálatWHOMHVtWNpSHVVpJHDGGLJDJ|UEpQOpYG pont a vizsgálat érzékenységét határozza meg.
2 ROC = Reliability Operating CKDUDFWHULVWLF 0HJEt]KDWyViJL 0&N|GpVL -HOOHJJ|UEH
Megjegyzés: ezt a módszert a II. Világháború idején fejlesztették ki radarok jeleinek megbízhatóságivizsgálatára.
3 POD = Probability Of DHWHFWLRQ 'HWHNWiOiVL 9DOyV]tQ&VpJ4 FCP = False Call PUREDELOLW\ +LEiV -HO]pV 9DOyV]tQ&VpJH
0
1
1
1
G
Q
P
N M
FCP
POD
K a
b

Roncsolásmentes vizsgálati módszerek Megbízhatóság, reprodukálhatóság
38
10.7. ábra. A vizsgálószemély képzettségének hatása az ROC görbére
A K J|UEpQ OpYG pont abszcisszája legyen N, ordinátája pedig P. Ekkor a 10.6. ábra jelöléseialapján:
M = (1 - N) (24)Q = (1 - P) (25)
ahol P : a helyesen el nem fogadott hibák hányada ( = POD )
Q : a helytelenül elfogadott hibák hányada (= 1 - POD )
N : a helytelenül el nem fogadott hibák hányada ( = FCP )
M : a helyesen elfogadott hibák száma ( = 1 - FCP )
Ezen megbízhatóságL MHOOHP]N VHJtWVpJpYHO QpKiQ\ J\DNRUODWL V]HPSRQWEyO IRQWRV KiQ\DGRV
NpSH]KHW
• Hibás jelentés aránya:α = N / P , azaz a helytelenül és helyesen elutasított hibák aránya.
• Sikerességi index:β = M / Q , azaz a helyesen és helytelenül elfogadott hibák aránya.
A vizsgáló személy célja természetesen a magas sikerességi index és az alacsony hibás jelentésarány. Ez természetesen magas K értéket jelent, és optimális G pontot a görbén. Az α és βEHYH]HWpVpYHO N|QQ\HEEHQ NH]HOKHW D SUREOpPD PLQW D K és G értékkel, hiszen α értékeközvetlenül megadja mennyi a hibás elutasítások aránya és β közvetlenül megmutatja mennyi aKHO\HVHOIRJDGiVRNDUiQ\D6Waz αpUWpNHDJ\DNRUODWEDQN|]YHWOHQOIRO\DPDWRVDQHOOHQULzKHWés az érzékenység állításával szabályozható [17,19].
A vizsgálatL UHQGV]HU PHJYiODV]WiVD NO|QE|] NULWpULXPRN DODSMiQ W|UWpQKHW D .2WiEOi]DWEDQNpWNO|QE|]UHQGV]HUHJ\V]LJRU~EEpVHJ\HQ\KpEENULWpULXPDLILJ\HOKHWNPHJ
10.2. Táblázat. 0HJEt]KDWyViJL MHOOHP]N pV UHIHUHQFLD pUWpNHN a hatásos vizsgálat két kategóriájához
01
POD
FCP
1
2
1-es görbe: képzett vizsgálószemély (k = 0,61),
2-es görbe: képzetlen vizsgálószemély (k = 0,39).

Megbízhatóság, reprodukálhatóság Roncsolásmentes vizsgálati módszerek
39
Megbízhatósági referencia értékekJel -HOOHP]
Szigorú Közepes Megjegyzés
D A hibadetektálás közepesértéke
n.a. n.a
∆D/D Detektálás szórása 0.1-0.5 0.5-1.0 (a)
DG Detektálási fedettség >0.95 >0.90
POD Detektálási arány >0.95 >0.5
FCD Hibás jelzések aránya <0.1 <0.5
K Vizsgálatiteljesítképesség
0.8 0.6 (b)
α Hibás jelentések aránya <0.1 <0.5
β Sikerességi index >10 >2
C Konzisztencia >0.9 >0.75 (c)
(a) a közepes hibadetektálási érték (D) nem megbízhatósági kritérium, értéke több másténye]WOLVIJJ
(b) a vizsgálatL WHOMHVtWNpSHVVpJ HJ\ UHODWtY pUWpN DPHO\ -tól (rossz) 1-ig (jó) terjedhet.(pl.KLSHUEROLNXV J|UEpW IHOWpWHOH]YH DP&N|GpVL SRQWEDQ YHWW 32' = 0,9 és FCP = 0,1értékekkel a K értéke 0,8 -ra adódik),
(c) a konzisztenciát (C) lehet az érzékenységUHYRQDWNR]WDWQLGHOHKHWPiVMHOOHP]UHLVpl.CG
NpWNO|QE|]vizsgálat érzékenységére vonatkoztatva: G1/G2 = 0,75 ).
Roncsolásmentes vizsgálati módszerek A PISC program eredményei
40
11. A PISC1 program eredményei
11(O]PpQ\HN
0LQW D] HO]NEO Q\LOYiQYDOy D URQFVROiVPHQWHV YL]VJiODWRNNDO QHP PXWDWKDWyN NL RV
EL]WRQViJJDODV]HUNH]HWHNEHQOHYDQ\DJIRO\WRQRVViJLKLiQ\RN(EEODGyGyDQWHOMHVPpUWpNEHQ
J\DNRUODWL N|YHWHOPpQ\ D KLEiN GHWHNWiOiVL YDOyV]tQ&VpJpQHN NtVpUOHWL YL]VJiODWD $] HOV LO\HQ
vizsgálatsorozatot az ASME szervezte úgy, hogy 1965-ben az Amerikai Egyesült Államokbanmegalakult az Amerikai Nyomástartóedény-kutató Bizottság (PVRC2
DPL FpOMiXO W&]WH NL D]
ultrahangos vizsgálati eljárás fejlesztését a hibafelismerésben, a hiba helyének és méreténekmeghatáro]iViEDQ$] DNNRU KDV]QiODWEDQ OpY HOMiUiVRN VHPPLO\HQ KDV]QRV HUHGPpQQ\HO QHP
jártak ezért 1974-ben új tesztsorozatot indítottak az ASME3 XI. fejezetének megfelelen. 1975-ben bevonták a munkába a Biztonsági és Megbízhatósági Igazgatóságot (SRD4) valamint azEurópai Közösség Kutatóintézetét (CEC/JRC5). Az Európai Közösség 10 országa 34vizsgálócsoporttal létrehozta a Lemezvizsgáló Bizottságot (PISC6) [27].
11.2. A PISC program általános jellemzése
A PISC SURJUDP I FpOMD KRJ\ YL]VJiODWi eljárásRNDW pV WHFKQLNiNDW tUMRQ HO Q\RPiV DODWW iOOy
szerkezetHNKH] PLQW SpOGiXO D N|QQ\&YL]HV UHDNWRU nyomástartó edénye valamint az ehhezNDSFVROyGy FVYH]HWpN UHQGV]HU .O|Q|V WHNLQWHWWHO D P&N|GpV N|]EHQL YL]VJiODWRNUD). ASURJUDPQDJ\PpUHW& KHJHV]WHWW V]HUNH]HWHNYL]VJiODWiQ DOapul, melyek valós anyagfolytonosságihiányokat tartalmaznak. Ezen hibák helye és mérete jól meghatározott, gyakran roncsolásosvizsgálatokkal utólagosan feltárják azokat. E módszerrel egyrészt a roncsolásos vizsgálatokmegbízhatóságának, reprodukálhatóságának megismerésén túl a törésmechanikai elvekalkalmazhatóságát, annak NRUOiWDLWLVHOOHQUL]QLWXGMiN
A program 14 ország részvételével zajlik és jelen pillanatában (1998), - immár ENIQ7 néven, - anegyedik fázisában tart (PISC I., PISC II., PISC III., ENIQ).
1 PISC = Programme for the Inspection of Steel Components (Acélszerkezetek Vizsgálati Programja)2 PVRC = Pressure Vessel Research Committee (Nyomástartóedény-kutató Bizottság)3 ASME = American Society of Mechanical Engineers (Gépészmérnökök Amerikai Szervezete)4 SRD = Safety and Reliability Directorate (Biztonsági és Megbízhatósági Igazgatóság)5 CEC/JRC = Comission of the European Communities / Joint Research Centre (Európai Közösség Bizottsága/
Egyesült Kutatóközpont)6 PISC = Plate Inspection Steering Committee (Lemezvizsgáló Bizottság)7 ENIQ = European Network for Inspection QXDOLILFDWLRQ (XUySDL +iOy]DW 9L]VJiODWL 0LQVítésre)

A PISC program eredményei Roncsolásmentes vizsgálati módszerek
41
11.3. A PISC8 I eredményei
A vizsgálatL SURJUDP HOV Ii]LVD QpKiQ\ D] LSDUEDQ LV iOWDOiQRVDQ KDV]QiOW P&ködés közbenivizsgálat hátrányait tárta fel, bár a PISC I az ASME V]iP~ HOtUiV minimálisN|YHWHOPpQ\HLQHNIHOHOWFVDNPHJ$YL]VJiODWVRUiQQDJ\PpUHW&KHJHV]WHWWYDUUDWot tartalmazópróbatestet vizsgáltak melyekben nagyszámú anyagfolytonossági hiány volt (hibák száma > 500 ).A vizsgálatok eredményeit számítógép segítségével, statisztikai módszereket használva dolgoztákfel.
A vizsgálatok eredményesebbé tételére a PISC I. az alábbiakat javasolta:
• a kisebb és bonyolultabb alakú repedések pontosabb kimutathatósága érdekében 20%-osDAC használata 50% helyett az ultrahangos vizsgálatban,
• olyan vizsgálati technikák használata, melyek a vizsgálandó hibákhoz vannakhozzáigazítva (pl.: felületközeli hibákhoz 70°-os vizsgálófej),
• DPDJDVpU]pNHQ\VpJ& W|EE LUiQ\EyOYpJ]HWWYLVV]KDQJRV WHFKQROyJLiNN|]HO W|NpOHWHV
hibafelismerést eredményeztek, ezért ezek használatát javasolja.
11.4. A PISC II eredményei
A PISC I. eredményei olyan hiányosságokat tártak fel a vizsgálati eljárásokban ami indokolttá tettea PISC II. program beindítását. A PISC II. vizsgálati program H]HQ KLiQ\RVViJRNDW V]HP HOWW
tartva került kidolgozásra. A PISC I. során a hibák száma túlságosan sok volt, vagy túl nagy vagytúl kicsi hibák voltak a vizsgálandó darabokban, valamint egyik darabon sem volt bevonat,plattirozás, így annak hatásait sem tudták vizsgálni.
E második programban már a vizsgálat paramétereinek a hatásait is figyelemmel kisérték. AN|YHWNH]SDUDPpWHUHNUHKHO\H]WHDYL]VJiODWDIKDQgsúlyt:
• A hiba helyének és alakjának hatása:
– alak (kör, elliptikus, szögletes, sík, stb.),
– elhelyezkedés (mélységi méret a varratban, vastagság irányú elhelyez-kedés, stb.),
– magasság (vastagság irányú méret),
– ferdeség (a hibának a varrat középsíkjától való eltérése),
– felületi érdesség (egy érdes és egy simított felület).
• A vizsgálóberendezésMHOOHP]LQHNKDWása:
PISC = Programme for the Inspection of Steel Components (Acélszerkezetek Vizsgálati Programja). A
program neve megváltozott, azonban a rövidítés ugyanaz maradt. vö. 1 és 6. számú lábjegyzetek-kel.

Roncsolásmentes vizsgálati módszerek A PISC program eredményei
42
– a kibocsátott impulzus karakterisztikája,
– vizsgálófrekvencia,
– LPSHGDQFLDDGyYHY
– V]&UNILOWHUHNKDWiVD
– DP&V]HUKHO\HVEtWpVe.
• A felületi réteg hatása:
– rétegvastagság,
– bevonat típusa,
– bevonatok száma.
$3,6&,,FpONLW&]pVHL
9 a nukleáris iparban használatos roncsolásmentes vizsgálatok hatékonyságánaknövelése,
9 technológiák azonosítása elfoghatósági kritériumok alapján,
9 HUHGPpQ\HLQHN HOtUiVok és szabványRN PyGRVtWiViKR] YDOy KR]]iIpUKHWVégétbiztosítsa.
A vizsgálat során alkalmazott 4 próbatestben üzemeltetés közben, valamint már a gyártás soránkeletkezett hibák is megtalálhatók voltak. A programban összesen 50 vizsgálócsoport vett részt.(Jelen pillanatig a PISC II. vizsgálat során létrehozott adatbázis a legnagyobb, ami az ultrahangosvizsgálathoz kapcsoOyGLN (]HQ DGDWRN WHOMHV N|U& Q\LOYiQRVViJUD KR]iVD D pYHNEHQvárható9).
A PISC II. a vizsgálatLHUHGPpQ\HNDODSMiQDN|YHWNH]NHWiOODStWRWWDmeg [27, 32]:
• iOWDOiQRVViJEDQ D KLEiN QDJ\ YDOyV]tQ&VpJJHO NLPXWDWKDWyN D]RQEDQ PLQsítésükKLEDWtSXVPpUHWQHPPHJIHOHOPpUWpN&[35],
• a vizsgálat|VV]HVVpJpWWHNLQWYHDPPQpOQDJ\REEPpUHW&KLEiNQDJ\YDOóV]tQ&VpJJHO(90%) kimutathatók,
• D]HPEHULWpQ\H] befolyásolja a vizsgálat hatékonyságát, mértéke esetenként az 50 % -ot is meghaladhatja,
• a vizsgálat eredményessége a hiba típusától is függ,
• az el nem fogadható hibák detektálása során a hiba méretét alábecsülte a kipUWpNHO
személy(zet),
9 SO D N|YHWNH] QHP]HWN|]L NRQIHUHQFLiQ Structural Integrity Assessment: How Safe is It? An Evaluatiom of the
Integrated Approach Through the Results of the NESC I Case Study, Párizs 2000. március 27-28.

A PISC program eredményei Roncsolásmentes vizsgálati módszerek
43
• 50 % DAC helyett 20 % DAC használata (v.ö.: PISC I. eredményei) nagyobbdetektálási arányt biztosít, azonban a DAC értékének további csökkentése (10 %-ra) adetektálási arányt nem növeli,
• 50 % DAC-ot használó vizsgálatLWHFKQLNiNQiONLHJpV]tWYL]VJiODWLVV]NVéges, ennekKLiQ\iEDQDPHJIHOHOhibafelismerési arány nem biztosítható,
• ugyanazon vizsgálati technikában a kézi vizsgálat akár pontosabbnak is mutatkozhat agépinél (11.1. táblázat vastagon szedett értékei) [28],
• DIHOOHWHQOpYEHYRQDW zavarja a hiba pontos méretének meghatározását 20 %-os és 50%-os DAC használata esetén,
• a vizsgálóberendezés kábelhossziQDN YiOWR]WDWiVD LJHQ MHOHQWV KDWiVVDO YDQ DPpUpV
eredményeire (a hiba megtalálásának, a hiba helyének és méretének pontosmeghatározására) [29], további fontos paraméter a kábel impedanciája, és az impulzushossza [30, 31].
11.1. Táblázat. A kézi és gépi vizsgálatok összehasonlítása
Kézi Gépi (automatizált)Eljárás
MDDF MCRF MCAF MDDF MCRF MCAF
10 % DAC, B, S, TD 1,00 0,97 0,65 0,98 1,00 0,66
20 % DAC, U, S 0,94 1,00 0,65 0,86 0,73 0,76
• B: kétoldali vizsgálat,
• S: felületközeli vizsgálat (70°-os vizsgálófej),
• TD: tandem technika,
• U: csak a nem bevonatos oldalról történt a vizsgálat,
• MDDF: átlagos hibadetektálási arány az összes vizsgálócsoport által az összes hibára vonatkoztatva ,
• MCRF: a nem elfogadható hibák nem elfogathatónak való detektálásának átlagos értéke egyvizsgálócsoport által az összes hibára vonatkoztatva,
• MCAF: az elfogadható hibák elfogathatónak való detektálásának átlagos értéke az összesvizsgálócsoport által az összes hibára vonatkoztatva)
11.5. A PISC III eredményei
A PISC I és PISC II eredményei alapján a szerkezetintegritással és a roncsolásmentes vizsgálatokmegbízhatóságával foglalkozó nemzetközi szervezetek szükségesnek látták a program továbbifolytatását. E vizsgálatsorozatban valóságos hiEiNDW WDUWDOPD]y YDOyViJRV V]HUNH]HWHNEO
N|QQ\&YL]HVUHDNWRU) kivett próbatesteket vizsgáltak. Ezért 1986-ban kezdetét vette a PISC III. APISC harmadik fázisa 8 különE|] UpV]HJ\VpJEO iOO .O|QEVpJHN YDQQDN D YL]VJiODQGyanyagokban és a vizsgálandó geometriákban, a vizsgálati technikákban és a vizsgálatikritériumokban is. Ezen okok miatt a PISC III program eredményeinek bemutatása során ezek arészegységek, vizsgálati darabok külön- külön kerülnek tárgyalásra.

Roncsolásmentes vizsgálati módszerek A PISC program eredményei
44
11.5.1. 1. vizsgálati darab: Ténylegesen sugárszennyezett szerkezetek vizsgálata
( UpV]HJ\VpJEHQ N|QQ\&YL]HV UHDNWRU SULPHU N|UpEO V]iUPD]yPXQNDGDUDERN YDOyViJRV KLEiLW
vizsgálták mind roncsolásmentes, mind roncsolásos módszerrel. A vizsgálat célja az volt, hogykapcsolatot találjon a valóságos és a mesterségesen elkészített anyagfolytonossági hibák vizsgálatijelei között[36].
11.5.2. 2. vizsgálati darab: 7HOMHVPpUHW&Q\RPiVWDUWyHGpQ\Hk vizsgálata
$YL]VJiODWLGDUDE UpV]HJ\VpJ IHODGDWDYROW D3,6& ,, HUHGPpQ\HLQHN LJD]ROiVD WHOMHVPpUHW&
nyomástartó edények vizsgálatával. A vizsgálatot forróvizes reaktor alkatrészeken végeztékautomatikus vizsgálófejjel. A roncsolásmentes vizsgálatot roncsolásos vizsgálat követte, hogy aKLEiNWtSXVDSRQWRVKHO\HpVPpUHWHHOOHQULzKHWlegyen [34].
11.5.3. 3. vizsgálati darab: &VYpJHNpVKHWHURJpQKHJHV]WHWWN|WpVHN vizsgálata
A harmadik vizsgálati darabban, részegységben az atomreaktorRNEDQ DONDOPD]RWW FVYpJHN pV
heterogén hegesztési varratoknak (11.1. ábra) a szerkezeti integritásra gyakorolt hatását vizsgálták.A darabot 10 országban 22 vizsgálócsoport ultrahangos vizsgálatWDO HOOHQUL]WH NO|QE|]
vizsgálati technikákat alkalmazva.
11.1. ábra.+iURPNO|QE|]DQ\DJRWWDUWDOPD]yFVDWODNR]iVRNDV]iP~SUyEDWHVWen [50]D N|U|NEHQ OpY V]iPRN D] DQ\DJIRO\WRQRVViJL KLiQ\RNDW PXWDWMiN
A vizsgálati eredmények táblázatos összefoglalása a 11.2. táblázatban látható. Az eredményekalapján megállapítható, hogy bár az átlagos hiba kiértékelési szint nem éri el az elvártat, mégisnéhány vizsgálatL WHFKQLNiYDO PHJIHOHO SRQWRVViJJDO GHWHNWiOKDWy D KLED PpJ KHWHURJpQ
ausztenites varratRNEDQLV6]HPHOWWNHOO tartani azonban azt is, hogy a vizsgálat csak speciálismunkadarabon lett elvégezve, így a vizsgálat eredményeinek más darabra való kiterjesztésekorN|UOWHNLQWHQNHOOHOMiUQL[38, 39, 40].
szénacél Inconel varrat öntött rozsdamentes acél
kovácsolt rozsdamentes acél

A PISC program eredményei Roncsolásmentes vizsgálati módszerek
45
11.2. Táblázat. Átlagos vizsgálati eredmények homogén és heterogén varratokra, külV ROGDOL YL]VJiODW
Munkada-rab
Varrattípusa
FDF CRF CAF FCRD FCRR MESZ SESZ
24 Homogén 0,53 0,53 - 0,32 0,30 1,7 3
24 Heterogén 0,64 0,69 1,00 0,35 0,23 0,1 5
21 Homogén 0,42 0,22 0,61 0,34 0,24 3,8 6
21 Heterogén 0,34 0,46 0,87 0,14 0,07 1,5 5
22 Homogén 0,18 - 0,93 0,36 0,33 2,1 3
22 Heterogén 0,23 - 0,86 0,20 0,17 6,6 6
25 Homogén 0,75 0,61 - 0,17 0,08 -3,5 5
25 Heterogén 0,80 0,75 - 0,12 0,04 -2,5 6
A 11.2. ábrán az anyagfolytonossági hiányt tartalmazó alapanyag hatását láthatjuk adetektálási szintre [49].
.RYiFVROWGDUDERNEDQ
ÈWPHQHWL|YH]HWpEHQ
$XV]WHQLWHVDFpORNEDQ
+HJHV]WpVLYDUUDWEDQ
.LpUWpNHOpVLDUiQ\
11.2. ábra. Az alapanyag hatása a detektálási szintre
11.5.4. 4. vizsgálati darab: Ausztenites acélok vizsgálata
$ QHJ\HGLN YL]VJiODWL GDUDEEDQ UpV]HJ\VpJEHQ D N|QQ\&YL]HV UHDNWRUok ausztenitesFVYH]HWpNeinek a vizsgálata folyt. A vizsgálatok kiterjedtek mind az alapanyagokra mind pedig avarratRNUD $WWyO IJJHQ KRJ\ D YDUUDW PHO\LN NpW IpOH DODSDQ\DJ NRYiFVROW |QW|WW NözöttKHO\H]NHGLNHODYL]VJiODWLGDUDEDN|YHWNH]WRYiEELKiURPUpV]UHERQWKató.
11.5.4.1. KOVÁCSOLT-KOVÁCSOLT DARABOK KÖZÖTTI VARRAT
E vizsgálatsorozatban 10 ország 23 vizsgálócsoportja 6 alkatrészen, darabon végzett vizsgálatokat.A 6 alkatrészben 26 hiba volt. A vizsgálócsoportok közül csak 9 csoport vizsgálati eredménye volt80 % fölötti, bár a 7 mm-nél nagyobb anyagfolytonossági hiányt minden csoport 90 %-os

Roncsolásmentes vizsgálati módszerek A PISC program eredményei
46
valószíQ&VpJJHOPHJWDOiOWDFDP > 0,9) [41]. A hibák mélységi méretének meghatározása nem aPHJIHOHO PpUWpN& XJ\DQLV D YDOyV pV PpUW DQ\DJIRO\WRQRVViJL KLiQ\RN PpUHWHL Nözöttikorrelációs együttható csak 4 vizsgálócsoport esetében volt nagyobb 0,6-nál, holott ezen értéknekideálisan 1-nek kellene lennie. A vizsgálócsoportok detektálási teljesítménye a 11.3. ábrán látható.
A vizsgálatok szerint a detektálás teljesítménye javítható:
• mindkét oldalról, a varratUDPHUOHJHVLUiQ\EyOYpJ]HWWYL]VJálattal,
• transzverzális hullámot használó vizsgálati technikák alkalmazásával.
'+
5)
9=
+/
1-
)-
0.
*.
15
;: /3
:;
9L]VJiOyFVRSRUW MHOH
)'))')5
)')
)')5
11.3. ábra. Vizsgálócsoportok detektálási teljesítménye (kovácsolt-kovácsolt)
15.4.2. KOVÁCSOLT-ÖNTÖTT DARABOK KÖZÖTTI VARRAT
A vizsgálatsorozatot 9 ország 10 vizsgálócsoportja végezte, a munkadarabokban összesen 18anyagfolytonossági hiány volt, nagyrészük a varratEDQ pV D KKDWiV|Yezetben. A vizsgálatokPHJiOODStWRWWiNKRJ\DN|YHWNH]KLEiNQHKH]HQGHWHNWiOKDWyN[42]:
• összeolvadási hiba a varratban,
• szikraforgácsolással készített szándékos repedésHN D KKDWiV|YH]HWben és astatikusan öntött rozsdamentes acélban (SCSS10),
• szándékosan készített hiba a varratszélek összeolvadási hibáinak szimulálására,
• DIDOYDVWDJViJYiOWR]iVQiOOpYKLEiNNHGYH]WOHQJHRPHWULDLYLV]RQ\RNPiatt).
Általánosságban a hibás jelentések aránya nagyon jó volt, szintén jó eredményt mutatott a hibákhosszanti méretének meghatározása, azonban a hibák mélységi méretének meghatározása nem érteel a megkívánt szintet (11.4. ábra).
10 SCSS = Statically Cast Stainless Steel (statikusan öntött rozsdamentes acél)

A PISC program eredményei Roncsolásmentes vizsgálati módszerek
47
<& (, 3+ 8= '+ )- 10 =' << $7
9L]VJiOyFVRSRUW MHOH
)'))')5
)')
)')5
11.4. ábra. Vizsgálócsoportok detektálási teljesítménye (kovácsolt-öntött)
11.5.4.3. ÖNTÖTT-ÖNTÖTT DARABOK KÖZÖTTI VARRAT
Ezen vizsgálatot három egyenként 645.16 mm (31 inch11iWPpUM&PPIDlvastagságú csövön
végezte el 7 ország 10 vizsgálócsoportja. A három munkadarabban összesen 22 anyagfolytonos-sági hiány volt, többségük a varratban és a KKDWiV|Yezetben [43].
A vizsgálat HUHGPpQ\H PHJIHOHO YROW iEUD $ N|YHWNH] KLEDWtSXVRN QHKH]HQ
detektálhatók (FDP ≤ 0,5) :
• fáradásos repedések a centrifugálöntéssel készült rozsdamentes acél munkadarabok(CCSS12
N|]|WW OpY YDUUDWban (ennek oka minden bizonnyal a kedYH]WOHQ
szövetszerkezet),
• szikraforgácsolással készített mesterséges repedések, melyek mérete a falvastagság 10%-a alatt van,
• szándékosan készített hiba a varratszélek összeolvadási hibáinak szimulálására.
4* (, =' 3+ << 8= $7 6( 10 <&
9L]VJiOyFVRSRUW MHOH
)'))')5
)')
)')5
11.5. ábra. Vizsgálócsoportok detektálási teljesítménye (öntött-öntött)
11 1 inch (hüvely) = 25,4 mm12 CCSS = Centrifugal Cast Stainless Steel (centrifugálöntéssel készült rozsdamentes acél)
Roncsolásmentes vizsgálati módszerek A PISC program eredményei
48
A hibák mélységi méretének meghatározása (FVDN~J\PLQWD]HO]NpWHVHWEHQQHPNLHOpJtWpV
ebben az esetben a hibák hosszanti méretének meghatározása sem éri el a megkívánt szintet. Azonvizsgálócsoport D iEUiQ D 4* MHO& DPHO\LN U|Qtgenvizsgálattal határozta meg a hibákhelyét és méretét, sokkal nagyobb eredményességgel dolgozott.
11.5.5. 5. vizsgálati darab: *]JHQHUiWRUFV|YHNYL]VJiODWa
Az 5. vizsgálati darab, részegység mind a munkadarab jellegében, mind pedig a vizsgálatitechnológia tekintetében különbözik a PISC III t öbbi UpV]HJ\VpJpWO [47]. E vizsgálat során kisiWPpUM& (∅ 7/8” = ∅ 22,22 mm), kis falvastagságú (1,27 mm), INCONEL 600-asDQ\DJPLQVpJHW
13 vizsgáltak örvényáramos vizsgálattal [46]. A vizsgálandó munkadarabok aN|YHWNH]KLEiNDWWDrtalmazták:
• korróziós repedések,
• szemcseközi korrózió,
• lyukkorrózió,
• súrlódási korrózió,
• lerakódás alatti korrózió.
A vizsgálat eredményei:
• DKLEDIHOLVPHUpVYDOyV]tQ&VpJHQHPNLHOpJtW)') < 0,75),
• nagyszámú hibás jelzés történt, ami a biztonságot nem befolyásolja azonbangazdasági okok miatt nem elfogadható,
• az örvényáramos vizsgálatRWFpOV]HU&XOWUDKDQJRVYL]VJiODWWDONLHJpV]tWHQLDMREE
vizsgálati eredmények elérése érdekében.
Általánosságban elmondható, hogy a vizsgálat eredményei a PISC I eredméQ\HLYHOYHWKHWNFVDN
össze (az eredmények nagy szórása miatt), így további vizsgálatok, tanulmányok (pl.: paraméterekbefolyásának vizsgálata) szükségesek [45].
11.5.6. 6. vizsgálati lépés: A roncsolásmentes vizsgálat matematikai modelljei
Nyolc ország 16 szervezete jelezte részvétét ezen vizsgálati lépésben. A cél az volt, hogy az eWpUHQ OpWH] PDWHPDWLNDL PRGHOOHN érvényességét a vizsgálatRNNDO HOOHQULzzék, valamint, hogyPHJIHOHOHQ NH]HOKHW pV DONDOPD]KDWy V]iPtWyJpSHV PRGHOOW Dlkothassanak a vizsgálatNLpUWpNHOpVpUH +DW PRGHOO YROW DONDOPDV WRYiEEL YL]VJiODWUD HEEO FVDN KiUPDW SXEOLNiOWDN
YDODPLQWWRYiEELNHWWYL]sgálata tovább folyik [37].
13 INCONEL 600 összetétele: 76 % Ni, 15,5 % Cr, 8 % Fe, 0,5 % Mn, 0,2 % Si, 0,08 % C

A PISC program eredményei Roncsolásmentes vizsgálati módszerek
49
11.5.7. 7. vizsgálati lépés: Emberi megbízhatóság vizsgálata
A PISC II. vizsgálatPHJiOODStWRWWDKRJ\D]HPEHULWpQ\H] befolyása a vizsgálatok eredményeireesetenként az 50 %-ot is meghaladhatja, ezért a PISC III 7. vizsgálati lépése H]HQ WpQ\H]
PpO\UHKDWyEEPHJLVPHUpVpWW&]WHNLPaga elé.
A vizsgálat során jól képzett vizsgálószemélyek (vizsgálócsoportok) munkaközbeni teljesítményétILJ\HOWpN NO|QE|] N|UOPpQ\HN N|]|WW $] |VV]HKDVRnlítási alap a vizsgálócsoporthibadetektálási teljesítménye (FDF) volt. Az egyik munkahely, ahol a megfigyelést végezték egylaboratórium volt ahol napi 8 órában, heti 5 napon át végeztek vizsgálatot, míg a másik munkahelyHJ\KRUGR]KDWyP&KHO\YROWDKROyUiVP&V]DNEDQQDSRQiWYiOWR]yKPpUVpNOHWEHQHJpV]
27 °C-ig), 40-50 %-os relatív páratartalomban és 80 dB háttérzajban (ezzel az ipari körülményeketszimulálWiN YpJH]WpN D YL]VJiODWRNDW $ NtVpUOHW VRUiQPpUWpN D YL]VJiODWRW YpJ] személy(ek)pszichológiai állapotát, valamint videó- és hangfelvételeket készítettek. A pszichológiai állapotrögzítésére azért volt szükség, hogy a vizsgálószemély fizikai és szellemi állapota valamint avizsgálathoz való hozzáállása és a vizsgálati eredmények közötti kapcsolatot vizsgálni lehessen[44].
A vizsgálat eredményei alapján az alábbi megállapítások teheWN
• a kalibrálás változékonysága laboratóriumi körülmények között 2-3 dB, amíg ipariN|UOPpQ\HN N|]|WW KRUGR]KDWy P&KHO\ dB-ig is elmehet, ez a vizsgálószemélyfáradságának következménye,
• bár a vizsgálószemélyek mindegyike jól képzett, ennek ellenére a hibadetektálásiteljesítmények változóak voltak, egy adott személy esetében is ki lehetett mutatni a napiváltozásokat, valamint a heti változásokat, ezek szintén a fáradság miatt jelentkeztek,ami a koncentrálóképesség csökkenését vonta maga után,
• D KRVV]~P&V]DNEDQ YpJ]HWW YL]VJiODWok során a fáradtság és a további munkavégzésPRWLYiFLyMiQDNDKLiQ\DHUVEHIRO\iVVDOYDQDYL]VJiODWPHJEtzhatóságára,
• a vizsgálati hibák nagy száma az adatok rögzítésekor történt nem pedig a detektáláskor,H]PHJHO]KHW RO\DQ DGDWU|J]tWpVLeljárással ami speciálisan az adott munkához vankialakítva (pl. formanyomtatvány, a vizsgált darab rajza, stb.),
• a pszichológiai vizsgálatRN FpOV]HU&QHN EL]RQ\XOWDN D YL]VJiODW VRUiQ H]pUW ezenvizsgálatok további fejlesztése hasznos lenne.
11.5.8. 8. vizsgálati lépés: Szabványügyi szervezetek támogatása
Ezen vizsgálati lépés a PISC igazgatóságának a kérésére került be a vizsgálatsorozatba. AOECD/NEA14 és a CEC/JRC szintén támogatta ezen vizsgálat beindítását. A PISC programPLQGHQUpV]WYHYMHDYL]VJiODWRNVRUiQ~J\MiUWHOKRJ\ezen kéUpVWHOVHJtWVH
14 OECD/NEA = Organisation for Economic Co-operation and Development / Nuclear Energy Agency (Gazdasági(J\WWP&N|GpVL pV )HMOHV]WpVL 6]HUYH]HW 1XNOHiULV (QHUJLD .pSYLVHOHW

Roncsolásmentes vizsgálati módszerek A PISC program eredményei
50
$3,6&,,,OpSpVpQHNDN|YHWNH]KiUPDVFpOMDYROW
• informálja a témához kapcsolódó szabványRNV]HUNHV]WLWDYL]VJiODWRNHUHGPpQ\HLUO
• D3,6&SURJUDPEDQUpV]WYHYND MHOHQWpVHLNHWDV]DEYiQ\RNQDNPHJIHOHOHQNpV]tWVpN
HOH]]HOLVVHJtWYHDNO|QE|]RUV]iJRNV]DEYiQ\DLV]HULQW,62',1&(1,,:VWE)dolgozó kiértékeONPXQNiMiW
• támogassa azon munkákat amelyek a vizsgálatRN WHOMHVtWNpSHVVpJpQHN HOHmzésétKHO\H]LNHOWpUEH
Ezen részprogrammal a több mint 20 évig tartó (1974-1995) PISC program lezárult, és helyét aKDVRQOyFpONLW&]pVHNNHOP&N|G(1,4 vette át. A PISC program eredményeit sok más program isátvette, felhasználta, bizonyítva ezzel a vizsgálat létjogosultságát. A program koordinálói remélik,KRJ\OHKHWYpYiOWYDJ\DN|]HOM|YEHQOeKHWYpYiOLNDV]HUNH]HWLLQWHJULWiVPHJKDWiUR]iViKR]
V]NVpJHV DGDWRN URQFVROiVPHQWHV YL]VJiODWWDO W|UWpQ PHJIHOHO SRQWRVViJ~ meghatározása[48].

Miért a felületi hibák vizsgálata a fontosabb? Roncsolásmentes vizsgálati módszerek
51
12. Miért a felületi hibák vizsgálata a fontosabb?
12.1. Bevezetés
A PLNURHOHWURQLND URKDPRV IHMOGpVH UREEDQiVV]HU& YiOWR]iVW LGp]HWW HO D URQFVROiVPHQWHVvizsgálatok reprodukálhatóságának javulásában. Különösen igaz ez az ultrahangos vizsgálatokra,DKRO PLQG D YL]VJiODW SDUDPpWHUHL PLQG SHGLJ D UHJLV]WUiOW MHOHN GLJLWiOLVDQ WiUROKDWyN HEEON|YHWNH]HQ HJ\UpV]W EiUPLNRU D]RQRV IHOWpWHOHNNHO D YL]VJiODWRN PHJLVPpWHOKHWN LOO ~MDEEpUWHOPH]pVLPyGV]HUHNPHJMHOHQpVpYHODWiUROWKLEDMHOHNLQIRUPiFLyWDUWDOPDpUWpNHOKHW+DVRQOyIHMOGpVWDSDV]WDOKDWyDUDGLROyJLDLMHOHNGLJLWiOLVIHOGROJR]iViYDOKLV]DV]iPtWyJpSVHJtWVpJpYHOWiUROWNpSHNLQIRUPiFLyWDUWDOPDXJUiVV]HU&HQPHJQWWDKDJ\RPiQ\RVYL]XiOLVHVHWOHJIHNHWHGpVmérés" alapján végzett értékeléshez képest. Mindkét említett terület azonban olyan szakembereketkíván, akik járatosak egyrészt a roncsolásmentes vizsgálatok, másrészt a számítógépes technikaterületén. Hazánkban a roncsolásmentes vizsgálat kialakulása és felfutása az 50-es évek másodikfelében indult meg és a és a "virágkorát" a 70-es években érte el. Ekkor számos igen jól képzettV]DNHPEHUWHYpNHQ\NHGHWWDQDJ\EHUXKi]iVRNDWPHJYDOyVtWyKD]iQNLSDUiEDQ(NRUUDDODSYHWHQUDGLROyJLDL YL]VJiODWRN pV PDQXiOLV XOWUDKDQJYL]VJiODWRN MHOOHP]HN $ EHYH]HWEHQ HPOtWHWWGLJLWiOLVEi]LV~ URQFVROiVPHQWHVYL]VJiODWUDYDOy iWiOOiVQDSMDLQNEDQ MHOHQWVSUREOpPiW MHOHQWhisz egyrészt egyetemeinken a roncsolásmentes anyagvizsgálat oktatására a tantárgyakban igenNHYpV LG MXWPiVUpV]WDNRUiEEDQ pYHYpJ]HWW pVSUDNWL]iOy V]DNHPEHUHN V]iPtWyJpSHVLVPHUHWHL LOO DIILQLWiVXN H WHUOHWKH] WHUPpV]HWHV HPEHUL DGRWWViJEyO DGyGyDQ MHOHQWVHQelmarad a ma végzett hallgatók mögött. Ezek a nagy számok törvényei alapján tények, amelyekILJ\HOPHQ NtYO KDJ\iVD FVXSiQ VWUXFFSROLWLND eQ PHJ YDJ\RN J\]GYH DUUyO KRJ\ YDQ Droncsolásmentes vizsgálatnak egy olyan területe, amely egyrészt igen-igen fontos, másrészt pedig akorábban végzett és napjainkban még praktizáló szakemberek ismeretei nagyon jól hasznosíthatók.Ez pedig a felületi vizsgálatok területe.
E rövid fejezetben egyrészt a felületi vizsgálatok fontosságára kívánom felhívni a figyelmet aW|UpVPHFKDQLNDJ\DNRUODWLDONDOPD]iViQDNV]HPV]|JpEOPiVUpV]WUiNtYiQRNPXWDWQLDUUDKRJ\D YLOiJ HJ\LN YH]HW LQWp]HWpQHN DThe Welding Institute WDQIRO\DPDLEDQPLO\HQ G|QW V~OO\DOjelentkeznek a felületi vizsgálatok.
12.2. A hibák veszélyességének megítélése
Az teljesen nyilvánvaló, hogy a folytonossági hiányok közül legveszélyesebbek a UHSHGpVV]HU&
hibák. Ezek környezetében kialakuló viszonyok a törésmechanika1 elveinek alkalmazásával 1 /iVG SO D 7(0386 6-(3 NHUHWpEHQ HONpV]OW N|YHWNH] DQ\DJRNDW
• G. PLUVINAGE: Lineáris törésmechanika• KRÁLLICS Gy., LOVAS J., TATÁR L.: Fejezetek a nemlineáris károsodás- és törésmechanikából.

Roncsolásmentes vizsgálati módszerek Miért a felületi hibák vizsgálata a fontosabb?
52
LQYDULiQVPHQQ\LVpJHNNHOOHtUKDWyNSOIHV]OWVpJLQWHQ]LWiVLWpQ\H]-LQWHJUiO UHSHGpVNLQ\tOiVstb.). Az anyagok repedés megindulásával szembeni ellenállása próbatesteken végzettYL]VJiODWRNNDO PHJKDWiUR]KDWyN N|YHWNH]pVNpSSHQ EL]WRQViJL WpQ\H] pUWpNH V]iPtWKDWy Drepedés figyelembételével is, amely nem PiVPLQWD]DQ\DJMHOOHP]DIHQWLPHQQ\LVpJHNNULWLNXVa repedés megindulásához tartozó értéke) és a repedéscsúcs környezetének leírására használtmennyiség adott körülményekre vonatkozó értékének hányadosa. Amennyiben a roncsolásmentesYL]VJiODWWDO HJ\ YDJ\ W|EE UHSHGpVW UHSHGpVV]HU& KLEiW pV]OHOQN WHUPpV]HWHV NpUGpVNpQWjelentkezik az, hogy az mennyire veszélyes, ill. több repedés esetén melyik és hányszorYHV]pO\HVHEEPLO\HQ UDQJVRUW WXGXQN IHOiOOtWDQL"+RJ\DQ IJJ H] D WHUKHOpV MHOOHJpWO VWDWLNXVDYDJ\ LVPpWOG ( NpUGpVHN D EHPXWDWiViYDO V]HUHWQpN UiPXWDWQL DUUD KRJ\ D IHOOHWHL KLEiNV]iPRWWHYHQYHV]pO\HVHEEHNPLQWDEHOVKLEiN
.Yi]LVWDWLNXVWHUKHOpV&V]HUNH]HWHNQpODUHSHGpVV]HU&KLEDN|UQ\H]HWpEHQNLDODNXOyYLV]RQ\RNMyOMHOOHPH]KHWN D]RQ W|UpVPHFKDQLNDL PHQQ\LVpJHNNHO DPHO\HN PDJXNED IRJODOMiN D V]HUNH]HWLelem terhelését, geometriáját, a hibák alakját, méretét és elhelyezkedését, valamint az anyagMHOOHP]WXODMGRQViJDLW,O\HQmennyiség pl. rideg anyag esetén a IHV]OWVpJLQWHQ]LWiVLWpQ\H] (K ).$ IHV]OWVpJLQWHQ]LWiVL WpQ\H] D] DQ\DJMHOOHP]N N|]O FVDN D UXJDOPDVViJL PRGXOXVWWDUWDOPD]]DH]pUWDOHJNO|QE|]EENLDODNtWiV~pVWHUKHOpV&V]HUNH]HWLHOHPHNEHQOpYUHSHGpVHNN|UQ\H]HWpEHQ NLDODNXOy IHV]OWVpJLQWHQ]LWiVL WpQ\H] V]iPtWKDWy $] .1. ábra egy adottWHUKHOpV&DGRWWJHRPHWULiM~HOHPEHQNLDODNXOyIHV]OWVpJLQWHQ]LWiVLWpQ\H] MHOOHJpWV]HPOpOWHWLDrepedés hosszának függvényében.
12.1. ábra$IHV]OWVpJLQWHQ]LWiVLWpQ\H]MHOOHJHDrepedéshossz függvényében egy adott
geometriájú pVWHUKHOpV&V]HUNH]HWLHOHPQpO
A 12.1. ábra kapcsán két megállapítást istehetünk. Egyrészt azt, hogy minél meredekebb
D] DGRWW SRQWEDQ D] pULQW DQQiO QDJ\REE D KDWiVD D IHV]OWVpJLQWHQ]LWiVL WpQ\H] YiOWR]iViUD DUHSHGpVKRVV] HJ\VpJQ\L Q|YHNHGpVpQHN D]D] D EL]WRQViJL WpQ\H] HUWHOMHVHEEHQ FV|NNHQ $derivált maga tehát a repedés veszélyességének - a szerkezeti elem repedésérzékenységénekMHOOHP]pVpUH DONDOPDV PLYHO H] PLQGHQ HVHWEHQ HJ\ NRQNUpW V]iPpUWpN (J\V]HU& SXV]WDV]iPRNNDOMHOOHP]HWWYLV]RQ\RN|VV]HKDVRQOtWiVDSHGLJHJ\V]HU&
• LENKEYNÉ Biró Gy., J.G. BLAUEL, L. HODULÁK, S. REÁLE: Az R6 módszer és Gyakorlati
alkalmazása• G. PLUVINAGE, TÓTH L.: Törésmechanikai példatár.• TÓTH L.: A törésmechanikai alapelvei (VIDEO sorozat)• LUKÁCS J.: A fáradásos repedésterjedés vizsgálata

Miért a felületi hibák vizsgálata a fontosabb? Roncsolásmentes vizsgálati módszerek
53
12.2. ábraA maradék élettartam logaritmusa a repedéshossz
függvényébenLVPpWOGWHUKHOpV&V]HUNH]HWLHOHPHNQpO
Az 12 iEUD NDSFViQ WHKHW PiVLN PHJiOODStWiV SHGLJaz, hogy a terhelés (a feszültség) növekedésével a hibákveszélyessége fokozódik. Mivel a feszültségintenzitásiWpQ\H] pUWpNH D WHUKHOpVVHO IHV]OWVpJJHO HJ\HQHVHQ
arányos, a feszültség növekedésével a hiba veszélyessége is lineárisan növekszik. Részleteselemzésekkel az is kimutatható, hogy a felületi hibák a legveszélyesebbek éppen abból adódóan,hogy általában a felületi rétegben ébrednek a legnagyobb feszültségek (kivéve azokat az eseteket,amikor valamilyen módon maradó feszültségek is NHOHWNH]QHN SO KHJHV]WpV KNH]HOpV IHOOHWLképlékeny alakítás, stb.).
Az LVPpWOG WHUKHOpV& szerkezeti elemek repedésérzékenysége is definiálható a repedéshosszHJ\VpJQ\LPHJYiOWR]iViYDOHOLGp]HWWPDUDGpNpOHWWDUWDPYiOWR]iVVHJtWVpJpYHO(]WV]HPOpOWHWLD12.2. ábra, ahol a repedésérzékenységet a k1MHO|OL$V]iPV]HU&HQNLGROJR]RWWSpOGiNN|]OiEUiQDNO|QE|]IRO\iVLKDWiU~DQ\DJRNEyONpV]OWIHOOHWLpVEHOVUHSHGpVWWDUWDOPD]yK~]RWWpVKDMOtWRWWHOHPHNUHSHGpVpU]pNHQ\VpJHOiWKDWyDEEDQD]HVHWEHQKDD]LVPpWOGIHV]OWVpJpUWpNHDmindenkori folyási határ 75%-a.
12.3. ábraA UHSHGpVWHUMHGpVLpU]pNHQ\VpJHWiOWDOiQRVDQWNU|]k1
pUWpNHND]D]RQRVPpUHW&GHNO|QE|]KHO\HNHQUHSHGpVWWDUWDOPD]yK~]RWWYDJ\KDMOtWRWWHOWpUPLQVpJ&
acélból készült lemezekre
A 12.3. ábrát szemlélve megállapítható, hogy

Roncsolásmentes vizsgálati módszerek Miért a felületi hibák vizsgálata a fontosabb?
54
• a felületi hibák lényegesen (2-2,5)V]|UYHV]pO\HVHEEHNPLQWDEHOVN• az anyagok szilárdságának növekedésével a szerkezeti elemek repedésérzékenysége
növekszik,• húzott szerkezeti elemben a felületi repedés veszélyesebb, mint a hajlítottban.
0HJtWpOpVHPV]HULQWD]HO]NHJ\pUWHOP&HQEL]RQ\tWMiND]WKRJ\DIHOOHWLKLEiNveszélyesebbekPLQW D] DQ\DJ EHOVHMpEHQ OpYN N|YHWNH]pVNpSSHQ H]HN YL]VJiODWiUD QDJ\REE JRQGRW NHOOIRUGtWDQL(QQHNQ\LOYiQYDOyDQWNU|]GQLNHOODEEDQLVKRJ\DV]DNHPEHUHNNpS]pVHNDSFViQHUUHnagyobb gondot fordítanak.
12.3. Tanfolyamok tematikai megoszlása az angol hegesztési intézetben (The WeldingInstitute-TWI) 1996 évben
A világszerte ismert és elismert angol hegesztési intézet, The Welding Institute (TWI)1996. évben348 tanfolyamot hirdetett meg. Ezek tematikai megoszlását a 12.4. ábra szemlélteti.
12.4. ábraA TWI tanfolyamok megoszlása tematika szerint
(348 tanfolyam 1996-ban)
Az ábra jól szemlélteti, hogy a súlypontot a roncsolásmentes vizsgálatokhoz (53%) és ahegesztéshez (36%) kapcsolódó tanfolyamok adják. A hegesztésen belül meghatározó aPLQVpJHOOHQU]pVKH] pV D IHOJ\HOHWKH] WDUWR]y WDQIRO\DPRN V]iPD WDQIRO\DP (]Wszemlélteti az 12.5. ábra.
12.5. ábraA TWI tanfolyamok megoszlása hegesztés területén
$URQFVROiVPHQWHVYL]VJiODWRNN|]ODIHOOHWLYL]VJiODWRNG|QWV~OO\DOUHQGHONH]QHN(]WKtYHQtükrözi a 12 iEUD$ V]iPpUWpNHN |VV]HYHWpVpEO D] LV OiWKDWy KRJ\ D NpW KDJ\RPiQ\RV Dradiológiai- és ultrahang vizsgálathoz kapcsolódó tanfolyamok összesen kisebb arányt képviselnekmint önmagában a felületi vizsgálatok.
36%
53%
11%
Hegesztés
Roncsolásmen-tes vizsgálat
Egyéb kötés-technológiák
38%
10%
13%
18%
11% 10%Minõségellenörzés
Technológia
Eljárások
Metallurgia
Heg. diploma
Mikroelektro-nika
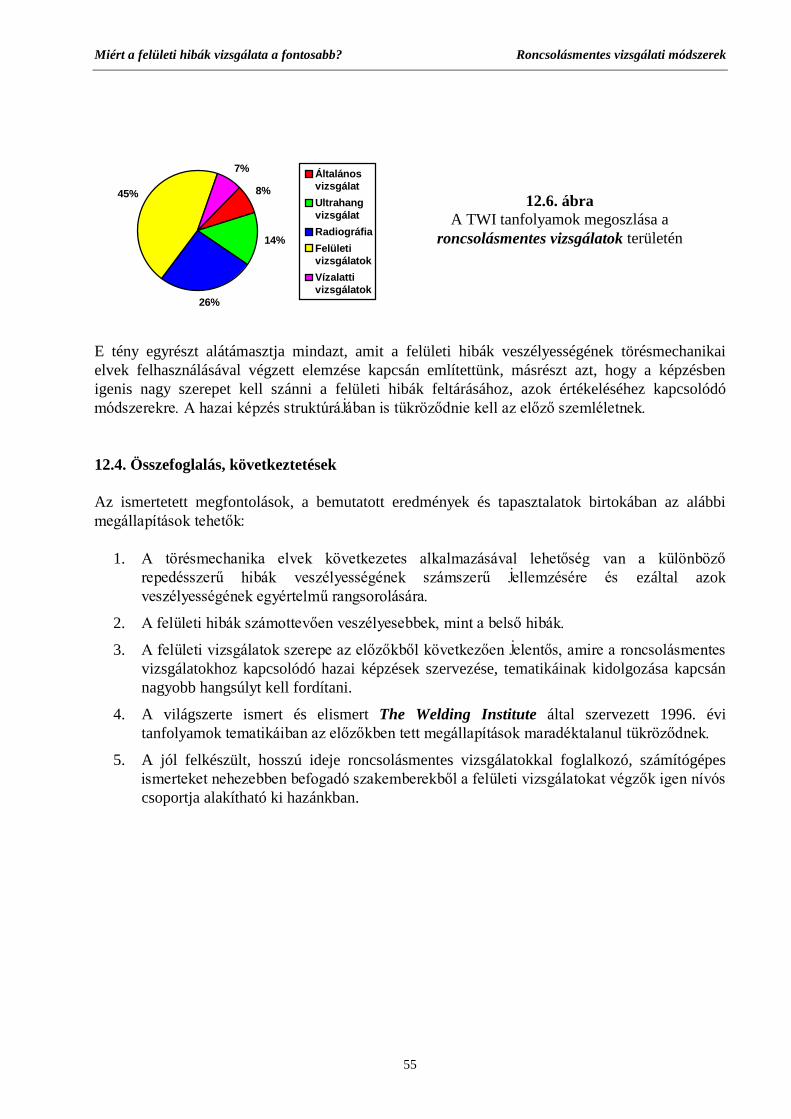
Miért a felületi hibák vizsgálata a fontosabb? Roncsolásmentes vizsgálati módszerek
55
12.6. ábraA TWI tanfolyamok megoszlása a
roncsolásmentes vizsgálatok területén
E tény egyrészt alátámasztja mindazt, amit a felületi hibák veszélyességének törésmechanikaielvek felhasználásával végzett elemzése kapcsán említettünk, másrészt azt, hogy a képzésbenigenis nagy szerepet kell szánni a felületi hibák feltárásához, azok értékeléséhez kapcsolódóPyGV]HUHNUH$KD]DLNpS]pVVWUXNW~UiMiEDQLVWNU|]GQLHNHOOD]HO]V]HPOpOHWQHN
12.4. Összefoglalás, következtetések
Az ismertetett megfontolások, a bemutatott eredmények és tapasztalatok birtokában az alábbiPHJiOODStWiVRNWHKHWN
1. $ W|UpVPHFKDQLND HOYHN N|YHWNH]HWHV DONDOPD]iViYDO OHKHWVpJ YDQ D NO|QE|]UHSHGpVV]HU& KLEiN YHV]pO\HVVpJpQHN V]iPV]HU& MHOOHP]pVpUH pV ezáltal azokYHV]pO\HVVpJpQHNHJ\pUWHOP&UDQJVRUROiViUD
2. $IHOOHWLKLEiNV]iPRWWHYHQYHV]pO\HVHEEHNPLQWDEHOVKLEiN
3. $IHOOHWLYL]VJiODWRNV]HUHSHD]HO]NEON|YHWNH]HQMHOHQWVDPLUHDURQFVROiVPHQWHVvizsgálatokhoz kapcsolódó hazai képzések szervezése, tematikáinak kidolgozása kapcsánnagyobb hangsúlyt kell fordítani.
4. A világszerte ismert és elismert The Welding Institute által szervezett 1996. évitanfolyamok WHPDWLNiLEDQD]HO]NEHQWHWWPHJiOODStWiVRNPDUDGpNWDODQXOWNU|]GQHN
5. A jól felkészült, hosszú ideje roncsolásmentes vizsgálatokkal foglalkozó, számítógépesLVPHUWHNHWQHKH]HEEHQEHIRJDGyV]DNHPEHUHNEODIHOOHWLYL]VJiODWRNDWYpJ]NLJHQQtYyVcsoportja alakítható ki hazánkban.
8%
14%
26%
45%
7% Általánosvizsgálat
Ultrahangvizsgálat
Radiográfia
Felületivizsgálatok
Vízalattivizsgálatok

Roncsolásmentes vizsgálati módszerek Irodalomjegyzék
56
13. IRODALOMJEGYZÉK
[1] TÓTH L.: Repedést tartalmazó szerkezeti elemek megbízhatóságDLVPpWOGWHUKHOpVHVHWpQ
Akadémiai doktori értekezés, 1994.
[2] TÓTH L. - L IZÁK J.: 6]HUNH]HWL HOHPHN]HPHOWHWKHWVpJpQHNPHJtWpOpVH W|UpVmechanikaimódszerekkel, Gépgyártástechnológia, 1996. XXXVI. Évf. 5. p. 47-52
[3] LIZÁK J. - TÓTH L.: Törésmechanikára alapozott biztonságtechnikai elemzés, Gépgyártás-technológia, 1996. április, p. 25-28
[4] Ultrasonic Nondestructive Testing, Monograph No. 9, The Institute of Metals, UK, 1988
[5] Office of Nondestructive Testing, National Institute of Standards and Technology (NIST),Gaithersburg, MD, USA, 1990
[6] „ Ultrasonic Testing,” CT-6-4, American Society for Nondestructive Testing, 1983
[7] Nondestructive Testing, ASME Handbook, ASM International Publication, 1994
[8] „Demagnetization Techniques” (Videoszalag leírással), A. Lindgren, L&L Consultants, Inc.,1629 Eddy Lane, Lake Zurich, IL 80047, 1991
[9] P. MCINTIRE : Nondestructive Testing Handbook, Vol. 6., Magnetic Particle Testing, 2nd ed.,American Society of Nondestructive Testing, 1989
[10] W.D. RUMMEL , D. H. TODD, S.A. FRESCKA, R.A. RATHKE : „ Detection of Fatigue Cracksby NDT”, CR-2369, National Aeronautics and Space Administration, 1974
[11] C.E. BETZ: „Principles of Penetrants”, Magnaflux Corp., Chicago, 1963
[12] H. BERGER, Ed.,: Nondestructive testing Standards: A Review, STP 624, ASTM, 1976
[13] R.T. FICKER : Mater Eval., Vol 31. Sept. 1972, p.200
[14] R.J. LORD AND J.A. HOLLAWAY : Mater. Eval., Vol 34. Oct. 1975, p.249
[15] ASM Handbook, Vol. 17. Nondestructive Evaluation and Quality Control, 1987
[16] Reliability of Ultrasonic Testing, Insight, Vol. 39., 1997. 3., p. 156-157.
[17] J. BOOGAARD, G.M. VAN DIJK : NDT Reliability and product quality, NDT & E Internati-onal, Vol. 26. Number 3. 1993. p. 149-155
[18] S. CRUTZEN, F. FRANK , L. FABBRI , P. LEMAITRE : Compilation of NDE effectiveness data,JRC Petten, The Netherlands, Kiadás alatt
[19] G.M. VAN DIJK , J. BOOGAARD : ‘NDT reliability - a way to go’ Proceedings 13th WCNDTSao Paulo, Brazil (1992) pp. xxxi-xliii
[20] SPENCER H. BUSH: Reliability Strategies in Flaw Evaluation, in Non-destructive Evaluation:Microstructural Characterisation and Reliability Strategies, The Metallurgical Society ofAIME, p. 70., 1981
[21] Stress Intensity Factors Handbook (1987), Edited by Y. Murakami, Pergamon Press
[22] SAVRUK M.P.: Stress Intensity Factors of Bodies Having Cracks, Fracture Mechanics andStrength of Materials, 1988. Vol. 2. Edited by V.V. panasjuk, Naukova Dumka, Kiev (oroszQ\HOY&)

Irodalomjegyzék Roncsolásmentes vizsgálati módszerek
57
[23] SIH , G. C.: Handbook of Stress-Intensity Factors for Researchers and Engineers, LeighUniversity, Betlehem Pa., 1973
[24] ROOKE, D.P., CARTWRIGHT , D.J.: Compendium of Stress Intensity Factors, Her Majesty’sStationery Office, London, 1976
[25] TADA H., PARIS P.C., IRWIN G.R.: The Stress Analysis of Crack Handbook, Del ResearchCorp., Hellertown, Pa., USA, 1973
[26] ROLFE, S., BARSOM, J. : Fracture and Fatigue Control in Structures, Applications of FractureMechanics, Prentice Hall, Inc., 1979
[27] CRUTZEN, S.: PISC I and PISC II, Looking for Effective and Reliable Inspection Procedures,In: Qualification of Inspection Procedures, Edited by E. Boorlo, P. Lemaitre, KluwerAcademic Publishers, p. 79-106., 1989
[28] First evaluation of the PISC-II trials results, PISC II Report No. 5 - June 1985, JRC Petten,The Netherlands
[29] PISC II: Parametric Study on the Effect of Equipment Characteristic (EEC) on Detection,Location and Sizing, First Evaluation of the Measurement Results, JRC Petten, TheNetherlands, 1989
[30] E. BOORLO: Parametric Studies on the Effect of Equipment Characteristic (EEC) onDetection, Location and Sizing, Preliminary Report, 1986 JRC Petten, The Netherlands
[31] F. LAKESTANI , F. MERLI , E. BOORLO: Parametric Studies on the Effect of EquipmentCharacteristic (EEC) on Detection, Location and Sizing, Final Report , 1987 JRC Petten, TheNetherlands
[32] S. CRUTZEN, R. NICHOLS ET AL .: The Major Results of PISC II., Nuclear Engineering andDesign, Vol. 8 (1988).
[33] P.G. HEASLER, T.T. TAYLOR , S.R. DOCTOR: Statistically Based Reevaluation of PISC-IIRound Robin Test Data, Prepared for Division of Engineering, Office of Nuclear RegulatoryResearch, U.S. Nuclear Regulatory Commission, Washington DC., 1990
[34] CRUTZEN, S.: PISC III Status Report, In: Non-destructive Examination, Practice and Results,State of the art and PISC III Results, Ed.: E. Borloo, P. Lemaitre, JRC Petten, TheNetherlands, 1995
[35] Impact of PISC Results on Codes, Standards and Industrial Practice, The MaterialsChallenge, News Bulletin of the Institute for Advanced Materials, JRC Petten, TheNetherlands, 1997. June, Vol. 10. p. 4-6.
[36] CRUTZEN, S.: Influence of Defect Characteristics on Inspection Performance, Proc. 8th
International Conference on NDE in the Nuclear Industry, Orlando, November 1986.
[37] LAKESTANI F.: Validation of Mathematical Models of the Ultrasonic Inspection of SteelComponents. EUR Report 14673 EN, PISC III Report No. 16., 1989
[38] PISC Report No. 20., Evaluation of the Inspection Results of the Safe-End Areas of PISC IIIAssembly No. 20, CEC JRC, OECD NEA/CSNI, 1995
[39] PISC Report No. 24., Evaluation of the Inspection Results of the Safe-End Areas of PISC IIIAssembly No. 24, CEC JRC, OECD NEA/CSNI, 1995
[40] PISC Report No. 25., Evaluation of the Inspection Results of the Safe-End Areas of PISC IIIAssembly No. 25, CEC JRC, OECD NEA/CSNI, 1995

Roncsolásmentes vizsgálati módszerek Irodalomjegyzék
58
[41] P. LEMAITRE , T. D. KOBLÉ, S. R. DOCTOR Summary of the PISC round robin results onwrought and cast austenitic steel weldments, part I: wrought-to-wrought capability study, TheInternational Journal of Pressure Vessels and Piping, Vol. 69. No.1. November 1996, p. 5-19.
[42] P. LEMAITRE , T. D. KOBLÉ, S. R. DOCTOR Summary of the PISC round robin results onwrought and cast austenitic steel weldments, part II: wrought-to-cast capability study, TheInternational Journal of Pressure Vessels and Piping, Vol. 69. No.1. November 1996, p. 21-32.
[43] P. LEMAITRE , T. D. KOBLÉ, S. R. DOCTOR: Summary of the PISC round robin results onwrought and cast austenitic steel weldments, part III: cast-to-cast capability study, TheInternational Journal of Pressure Vessels and Piping, Vol. 69. No.1. November 1996, p. 33-44.
[44]. Human Reliability in Inspection, Final Report on Action 7 in the PISC III Programme, In:Non-destructive Examination, Practice and Results, State of the art and PISC III Results, Ed.:E. Borloo, P. Lemaitre, JRC Petten, The Netherlands, 1997, p.: 99-102
[45]. C. BIRAC , R. COMBY , G. MACIGA , U. VON ESTORFF, G. L. ZANELLA : The PISCProgramme on Defective Steam Generator Tubes Inspection, A Status Report, In: Non-destructive Examination, Practice and Results, State of the art and PISC III Results, Ed.: E.Borloo, P. Lemaitre, JRC Petten, The Netherlands, 1995, p.: 75-84
[46] C. BIRAC : Final Report in the Inquiry for the Preparation of the Programme of the PISC IIIAction No.5: Steam Generator Tubes Testing (SGT), PISCDOC (87) 2., 1987
[47] Watkins B.: Workshop on Steam Generator Integrity, CSNI-PWG 3 PISCDOC (89) 42Rev.,1989
[48] G. ENGL: Inspection Qualification Strategies as Developed in PISC III Action 8 and in ENIQ,Part I - Overall Process, In: Qualification of Inspection Procedures, Edited by E. Boorlo, P.Lemaitre, Kluwer Academic Publishers, p. 41-49., 1993
[49] REALE S., TOGNARELLI L.: Structural Integrity Approach for PISC Results Evaluation andComparison: PISC III Action 3, In: Non-destructive Examination, Practice and Results, Stateof the art and PISC III Results, Ed.: E. Borloo, P. Lemaitre, JRC Petten, The Netherlands,1997, p.: 105-124
[50] PH. DOMBRET : PISC III Results on Action 3 „Nozzles and Dissimilar Welds”, In: Non-destructive Examination, Practice and Results, State of the art and PISC III Results, Ed.: E.Borloo, P. Lemaitre, JRC Petten, The Netherlands, 1995, p.: 21.
[51] TÓTH L.: Szerkezetek megbízhatósága. Törésmechanika-roncsolásmentes vizsgálat. Anyag-vizsgálók Lapja. 1994/3. p. 67-70.
[52] TÓTH L.: Szerkezetek integritása-Roncsolásmentes vizsgálatok megbízhatósága. Anyag-vizsgálók Lapja. 1995/1. p.8-10.
[53] TÓTH L.: Hegesztett kötések megbízhatósága, a hibák veszélyességének megítélése. Hegesz-téstechnika. 1995/4. p.3-7.
[54] S. CRUTZEN, P. LEMAITRE , M. BIÉTH : General lessons learnt from round robinqualifications tests relating to non-destructive examination. Pressure Vessels and Piping. 75(1998) p. 417-427.