risk based development and manufacturing of …
TRANSCRIPT

RISK BASED DEVELOPMENT AND MANUFACTURING OF BIOSIMILARS
Neil Schauer, Ph.D.Schauer Biologics Consulting, LLCMilford MAOffice: 508-458-5058Cell Phone: [email protected]://www.schauerbiologics.com

AGENDA
• Introduction• Lets get a few definitions out of the way
• Risk Based Development Strategies • How Similar is Similar• Biosimilar Process Development: • Summary
SCHAUER BIOLOGICS CONSULTING, LLC 2

INTRODUCTION
Lets get a few definitions out of the way
3SCHAUER BIOLOGICS CONSULTING, LLC

WHAT ARE BIOSIMILARS?
4
• In 2009, Congress passed the “Biologics Price Competition and Innovation Act” (BPCI Act)
• An “abbreviated licensure pathway for biologics that are demonstrated to be biosimilar to or interchangeable with an existing FDA-approved biologic product”
• The FDA requires biosimilar and interchangeable biological products meet rigorous approval standards:
• Patients and health care professionals must be able to rely upon the safety and efficacy of biosimilar or interchangeable products in the same way that they do for approved reference products
• To ensure biosimilarity, the extent of variation in the CQAs must be characterized for the originator molecule and closely matched in the biosimilar
SCHAUER BIOLOGICS CONSULTING, LLC

WHAT ARE BIOSIMILARS?
5
• FDA Definition: “A biosimilar is a biological product that is highly similar to and has no clinically meaningful differences from an existing FDA-approved reference product”
• “Highly similar”: • Extensively characterized structure and function of both the reference product and the proposed
biosimilar• State-of-the-art analytical technology used to extensively compare characteristics of both products• Minor differences in clinically inactive components are acceptable
• “these could include minor differences in the stabilizer or buffer compared to what is used in the reference product”
• “No clinically meaningful differences”: • Safety, purity, and potency
• Demonstrated through human:• pharmacokinetic (exposure) studies• pharmacodynamic (response) studies• clinical immunogenicity studies• clinical studies
SCHAUER BIOLOGICS CONSULTING, LLC

CURRENT FDA APPROVED BIOSIMILARS
Drug Name Approval Date Ontruzant (trastuzumab-dttb) January-19Herzuma (trastuzumab-pkrb) December 2018 Truxima (rituximab-abbs) November 2018 Udenyca (pegfilgrastim-cbqv) November 2018 Hyrimoz (adalimumab-adaz) October 2018Nivestym (filgrastim-aafi) July 2018Fulphila (pegfilgrastim-jmdb) June 2018Retacrit (epoetin alfa-epbx) May-18Ixifi (infliximab-qbtx) December 2017 Ogivri (trastuzumab-dkst) December 2017 Mvasi (bevacizumab-awwb) September-17Cyltezo (adalimumab-adbm) August-17Renflexis (infliximab-abda) May-17Amjevita (adalimumab -atto) September-16Erelzi (etanercept-szzs) August 2016Inflectra (infliximab-dyyb) April-16Zarxio (filgrastim-sndz) March-15

BIOSIMILARITY ≠ INTERCHANGEABILITY
7
• An Interchangeable biologic: • Must meet the biosimilarity standard• Is “expected to produce the same clinical result as the
reference product in any given patient• Repeatedly switching or alternating back and forth between
the interchangeable biologic and the reference product does not cause any changes in safety or how well the treatment works
• Practically, this means that the formulation and delivery characteristics must be identical
SCHAUER BIOLOGICS CONSULTING, LLC

RISK BASED DEVELOPMENT STRATEGIES
8SCHAUER BIOLOGICS CONSULTING, LLC

ORIGINATOR PRODUCT DEVELOPMENT CYCLE
At-scaleManufacturing
(Process Validation)
Gene Discovery &Cell LineDevelopment
Platform Process
Nonclinical &Toxicology
Research/Development Phase I /
II Phase III / Commercial
Process Design Space
Small /Intermediate Scale Intermediate
Scale Large Scale
Genetic and Bioanalytical CharacterizationComparability Studies
SCHAUER BIOLOGICS CONSULTING, LLC 9

Parameter/Risk Originator Development Biosimilar Development
Market Knowledge Increases Approaching Commercialization Established Market
Market Risk Exclusivity at Outset Multiple Players
Product Safety and Efficacy Increases Approaching Commercialization Known Commercial Targets
Product Knowledge Increases Approaching Commercialization High at Outset
Process Knowledge Increases Approaching Commercialization High at Outset
Production Scale Increases Approaching Commercialization Constant Across Development
Cost of Goods Decreases Approaching Commercialization Constant Across Development
Overall Effort Increases Approaching Commercialization High at Outset
ORIGINATOR VS BIOSIMILAR PRODUCT DEVELOPMENT - BOTH ARE RISK BASED
OriginatorBiosimilar
10SCHAUER BIOLOGICS CONSULTING, LLC

IDEAL BIOSIMILAR PRODUCT DEVELOPMENT
At-scaleManufacturing
(Process Validation)
•Reverse Genetics•Reverse Formulation• Cell Line Development
•At Scale Nonclinical
•Toxicology
Nonclinical / Phase I / III Commercial
•Platform Process implementation
•Process Design Space
•Scale -up
At Scale Clinical Manufacturing
Genetic and Bioanalytical Characterization
Biosimilarity Assessment
SCHAUER BIOLOGICS CONSULTING, LLC
11

HOW SIMILAR IS SIMILAR?
12SCHAUER BIOLOGICS CONSULTING, LLC

HOW SIMILAR IS SIMILAR?
•Comparability applies to all biologics – not unique to Biosimilars• Batch-to-batch variability• Manufacturing changes, • Process changes • Site changes
•“Extensive multi-tier comparability studies for biosimilarity evidence are pre-requisites for biosimilar regulatory approval”
ICH Q5 – comparability of Biotechnological / Biological Products Subject to Changes in Their Manufacturing ProcessSCHAUER BIOLOGICS CONSULTING, LLC 13

Analytical Test Quality Attribute(s)Application
Lot Release Stability Qualification of Reference Standard
Elucidation of Structure
Comparative Analysis
Routine TestsAppearance a Color, Clarity, Particles ✓ ✓ ✓ ✓ ✓
pH pH ✓ ✓ ✓ Osmolality a Osmolality ✓ Sub-visible particles a Particles ✓ ✓ Total protein Protein concentration ✓ ✓ ✓ HPSEC Purity, Aggregates, Fragments ✓ ✓ ✓ ✓ ✓
Reducing gel electrophoresis Purity, Fragments ✓ ✓ ✓ ✓ ✓
Non-reducing gel electrophoresis Purity, Fragments ✓ ✓ ✓ ✓ ✓
Capillary isoelectric focusing Charge heterogeneity ✓ ✓ ✓ ✓ ✓
Surface Plasmon Resonance binding Bioactivity, Higher order structure ✓ ✓ ✓ ✓ ✓
Host cell protein b Process-related impurities ✓ Host cell DNA b Process-related impurities ✓ Recombinant human insulin b Process-related impurities ✓ Protein A b Process-related impurities ✓ Endotoxin Contaminants ✓ ✓ Bioburden b Contaminants ✓ Sterility a Contaminants ✓ ✓ Container Closure Integrity a General ✓ Extractable volume a Volume ✓
Characterization TestsAnalytical Ultracentrifugation b Purity, Aggregates, Fragments ✓ Oligosaccharide profiling b Carbohydrate structure ✓ Peptide mapping with Mass Spectrometry b
Post-translational modification, Primary structure
✓ ✓ ✓
Q-TOF mass b Primary structure ✓ Disulfide mass determination b Higher order structure ✓ Flow microscopy a Particles ✓ Sub-visible particles a Particles ✓ Bioassay b Bioactivity, Higher order structure ✓ Complement Dependent Cytotoxicity b
Bioactivity ✓
Antibody Dependent Cellular Cytotoxicity b Bioactivity
✓
GENERIC ANALYTICAL TESTING STRATEGY – TYPICAL mABA PERFORMED ONLY ON DRUG PRODUCTB PERFORMED ONLY ON DRUG SUBSTANCE

BIOSIMILARITY MEANS HITTING ANOTHER COMPANY’S COMMERCIAL ENDPOINT …..FROM THE START
15SCHAUER BIOLOGICS CONSULTING, LLC

WHAT DO VARIABLE ASSAY RESULTS MEAN?
16Source: Markus et al., BioDrugs 31:175–187 (2017) SCHAUER BIOLOGICS CONSULTING, LLC

AWARENESS OF LOT AGE AT THE TIME OF
TESTING AND ADJUSTMENT FOR AGE AS NECESSARY
17Source: Markus et al., BioDrugs 31:175–187 (2017)
Stability indicating attributes vs Batch Age: a moving target
SCHAUER BIOLOGICS CONSULTING, LLC

SOURCES OF VARIABILITY: (BIOLOGICS AND BIOSIMILARS)
18
• Variability Within Sample:• Sample storage (pre / post)• Lack of sample prep control
• Variability within Test Method:• Accuracy• precision
• Variability Between Tests:• Different test dates• Method robustness• Different Critical reagents• Different Operators
• Variability Between Batches:• Different Manufacturing sites• Different Manufacturing scale• Different Raw materials• Different Age of DS/DP
• Variability Within Batches:• Different Time of day• Different Age of samples• Different Time since batch manufacturing
SCHAUER BIOLOGICS CONSULTING, LLC

PRACTICAL CONSIDERATIONS FOR REFERENCE PRODUCT ASSESSMENTS
19
• Access to Reference Product from Different
• Geographies• Manufacturing campaigns• Manufacturing lots within campaigns• Sufficient numbers of vials per lot
• Sourcing Restrictions caused by:
• Start of sourcing campaign - limits variety
• Competition with clinical trials• Budget • Market Availability
SCHAUER BIOLOGICS CONSULTING, LLC

PERPETUAL SURVEILLANCE: GLOBAL TESTING OF ORIGINATOR LOTS
20
Method Attributes Originator Mab Originator Mab Originator Mab Originator Mab (All Lots) (Europe) (US) (Japan) n=17 n=9 n=6 n=2
Mean SD Mean SD Mean SD Mean SDA280 Concentration (mg/ml) 10.2 0.3 10.3 0.2 10.2 0.3 9.8 0.6
SEC-HPLC (%purity) % monomer 98.2 0.4 98.1 0.5 98.3 0.5 98.2 0.1 % high MW species 1.1 0.1 1.1 0.2 1.1 0.2 1.1 0.0
% fragment (Fabless+Fab) 0.7 0.3 0.7 0.3 0.7 0.3 0.7 0.1
LDS-CGE reduced %H+L 98.3 0.2 98.3 0.2 98.4 0.1 98.3 0.1 %NG 0.4 0.1 0.4 0.1 0.3 0.1 0.4 0.0LDS-CGE non-reduced % monomer 96.2 0.3 96.2 0.3 96.2 0.4 96.6 0.3 %HHL 1.7 0.2 1.8 0.1 1.7 0.3 1.7 0.0IE-HPLC (%) %main 66.7 2.0 67.0 2.0 66.4 2.5 66.4 0.1 %acidic 19.7 1.1 19.7 1.2 19.7 1.2 20.0 0.3 %total basic 13.6 1.4 13.4 1.6 13.9 1.4 13.7 0.2 %Q 5.2 1.3 5.0 1.6 5.5 1.0 5.6 0.3 %K 5.3 0.4 5.3 0.5 5.3 0.2 5.5 0.0 +papain 88.3 0.7 88.2 0.8 88.4 NA NA NAcIEF pI 9.38 0.03 9.38 0.02 9.37 0.04 9.38 0.01 %main 62.4 2.0 62.5 0.9 63.2 2.7 59.6 0.1 %acidic 34.9 1.9 34.8 1.1 34.3 2.5 37.4 0.0 %basic (K variant) 2.7 0.5 2.7 0.4 2.5 0.7 3.1 0.1CE-LIF (% glycan) G0-1 2.5 0.3 2.4 0.4 2.6 0.3 2.8 0.1 G0 43.4 2.3 44.1 2.3 42.0 1.9 44.6 1.5 G1 31.7 1.4 31.2 1.2 32.6 1.5 31.5 0.0 G1' 10.1 0.3 10.0 0.2 10.2 0.4 9.9 0.1 G2 8.1 1.0 7.8 0.9 8.8 1.0 7.3 0.3 %major glycoforms 93.3 1.4 93.1 1.6 93.6 1.0 93.3 1.1ESI - MS (estimate High Mannosea 1.1 0.6 0.8 0.2 1.5 1.2 1.4 NAHPLC - Sialic Acid NANA (mol/mol) 0.112 0.021 0.101 0.012 0.121 0.028 0.133 0.009 NGNA (mol/mol) 0.003 0.002 0.003 0.002 0.005 0.001 0.003 0.001LC-MS - Glycation LC(%) 1.2 0.1 1.1 0.1 1.2 0.2 1.3 0.0 HC (%) 3.1 0.4 3.0 0.4 3.0 0.1 3.4 0.6AUC %purity 99.0 0.4 98.8 0.5 99.2 NA 99.3 NA Sw 6.35 0.03 6.37 0.01 6.33 NA 6.30 NABioassay (CDC) 106% 11% 105% 15% 104% 11% 110% 13%
SCHAUER BIOLOGICS CONSULTING, LLC

BIOSIMILAR PROCESS DEVELOPMENT:
Like generics, biosimilars may be a race to the bottom?
21SCHAUER BIOLOGICS CONSULTING, LLC

Xcellerex XDR 2000(GE Health Care)
single-use stirred-tank bioreactor
Source: Abdullah Baaj, MD, Kenneth I Kaitin, PhD, and Mari Serebrov; Tufts Center for the Study of Drug Development, Tufts University School of Medicine | Boston, MA; Oct 2017,
EFFECT OF HIGHER TITERS ON mAb COGS

EFFECT OF SCALE ON COGS
EMD Millipore
• Scale is a significant cost factor that correlates with other system considerations. Reducing the scale of operation increases the cost per gram exponentially
• Switching to disposable SUT can be more expensive than maintaining an existing stainless steel system that has been fully depreciated
Source: Abdullah Baaj, MD, Kenneth I Kaitin, PhD, and Mari Serebrov; Tufts Center for the Study of Drug Development, Tufts University School of Medicine | Boston, MA; Oct 2017, 23

BIOSIMILAR MANUFACTURING OPPORTUNITIES
•Originator companies may be trapped in legacy manufacturing platforms
•Biosimilar companies have access to modern biologics manufacturing technologies• Lower cost-of-goods• Enhanced process consistency
• Reduced facility capital costs 24
SCHAUER BIOLOGICS CONSULTING, LLC

BIOSIMILAR PROCESS DEVELOPMENT CHALLENGES
•Many of the early Biosimilar targets are manufactured by technologies that are dated • Over the last decade, many originator companies have been at the forefront of upstream process improvements, which resulted in dramatic titer improvements. • Current mAb Platform processes can be in the 10+ g/liter range
• Originator companies are capable of reworking products coming off patent to utilize higher titer platform processes – but at a regulatory and financial cost
25SCHAUER BIOLOGICS CONSULTING, LLC

CORE PROCESS DEVELOPMENT CAPABILITIES
•Biologics technical capability represents an important barrier to entry into the biosimilars space• Many smaller Biosimilar companies are often less experienced
at process development and less likely to possess high titer platform processes
• A partnering and networking strategy may offer competitive advantages and entry points into complex biotechnology
• Biosimilar and Originator companies utilize many of the same technologies and technical service providers
26SCHAUER BIOLOGICS CONSULTING, LLC

SUMMARY: BIOSIMILARS PROCESS DEVELOPMENT STRATEGY
• Both Originator and Biosimilar products are developed base on different Risk Profiles
• Comparability applies to all biologics – not unique to Biosimilars• Commercial endpoint oriented process development occurs earlier for
biosimilars than for originator products
• At-Scale manufacturing is advantageous as early as phase I manufacturing
• COGs are extremely important during Biosimilar process development
27SCHAUER BIOLOGICS CONSULTING, LLC

BACKUP SLIDES

WHAT ARE BIOLOGICS?
• Biologics (Biologic drugs) are highly complex protein products:
• Produced by living cells
• Manufactured using multistep manufacturing processes:
• DS) = API (for small molecules)
• DS Processing broken into:
• Upstream (cell culture/fermentation)
• Downstream (purification)
• Drug Product = fill/finish
• Key structural characteristics of protein molecules are known as Critical Quality Attributes (CQAs)
• CQAs can vary based on post-translational modifications that occur within the cell or during subsequent steps in the manufacturing process.
• Variation in each of the CQAs must be characterized as part of the approval process
• The Process is the Product
• Control of the process defines variation of the CQAs
29SCHAUER BIOLOGICS CONSULTING, LLC

IDEAL BIOSIMILAR PRODUCT DEVELOPMENT
At Scale Process Validation (Manufacturing)
•Reverse Genetics•Reverse Formulation• Cell Line Development
•At Scale Nonclinical
•Toxicology
Nonclinical / Phase I / IIICommercial
•Platform Process implementation
•Process Design Space
•Scale -up
At Scale Clinical Manufacturing
Genetic and Bioanalytical Characterization
Biosimilarity Assessment
SCHAUER BIOLOGICS CONSULTING, LLC
30

EARLY SCALE-UP AND COMMERCIAL MANUFACTURING PRESENTS CHALLENGES
AND OPPORTUNITIES
• Challenges:• Labor intensive Design Space evaluation occurs earlier in the development cycle
• Early large scale manufacturing requires early process lock • Early large scale manufacturing means increased initial manufacturing costs
• Opportunities:• Earlier understanding of Design Space provides greater process knowledge during scale-up
• Early large scale manufacturing yields larger relevant manufacturing datasets
• Multivariate Analysis can enable optimization of Biosimilarity indicating characteristics
SCHAUER BIOLOGICS CONSULTING, LLC
31
31

PRINCIPAL COMPONENT ANALYSIS OF PROCESS PARAMETERS THAT CORRELATE WITH HCP
Example: • Clinical lots manufactured in three distinct phases as the manufacturing process
matured toward the Commercial Process
• Principal Component Analysis was performed using 756 measured process variables from 14 unit operations performed during 32 at-scale batches
• Clear groupings of BDS lots correspond to the three evolved manufacturing phases
• Upstream and Downstream parameters that affect HCP levels were identified for tighter control
• Parameters that affect other Biosimilarity indicating characteristics can be identified using the same methodologies
SCHAUER BIOLOGICS CONSULTING, LLC
32

REGRESSION MODEL FOR HCPRELATIVE IMPORTANCE PLOT
(ABSOLUTE VALUE OF CORRELATIONS IN RANKED ORDER)
SCHAUER BIOLOGICS CONSULTING, LLC
33

PCA ANALYSIS OF MANUFACTURING DATA
SCHAUER BIOLOGICS CONSULTING, LLC
34

CORE PROCESS DEVELOPMENT CAPABILITIES
• Molecular Genetics• Cell Line Development• Fermentation • Cell Culture• Bioanalytical Sciences• Virology• Centrifugation• Bioassay Development• Freeze / Thaw Development• PEGylation Chemistry
• Bioseparations• Chromatography• Filtration• Immunology• Aseptic Processing• Protein Formulation• Quality-by-Design (QbD)• Microbiology and Environmental
Monitoring• Process Validation
35
Technical capabilities required to develop biologic (or biosimilar) products:
SCHAUER BIOLOGICS CONSULTING, LLC

PRODUCTION COST OF mAb AS A FUNCTION OF PRODUCT TITER AND PRODUCTION BIOREACTOR VOLUME
36
Source: Bioengineering 2014, 1, 154-187; doi:10.3390/bioengineering1040154SCHAUER BIOLOGICS CONSULTING, LLC
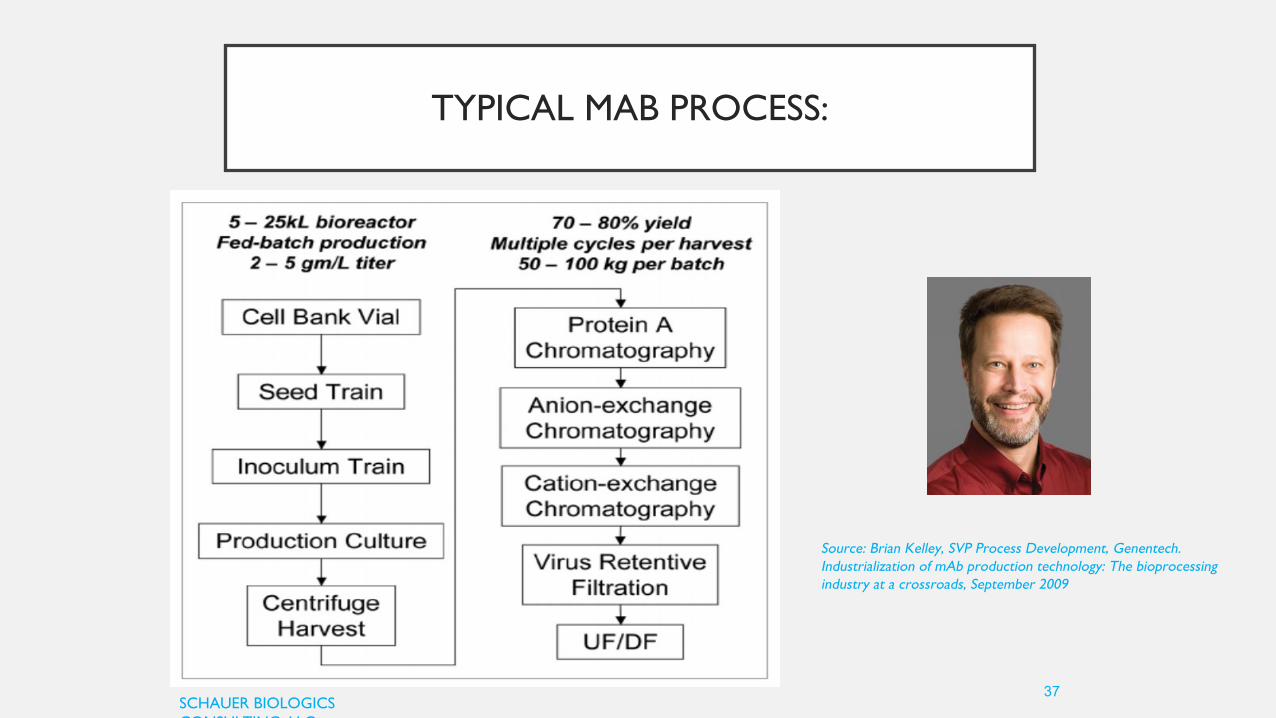
TYPICAL MAB PROCESS:
37
Source: Brian Kelley, SVP Process Development, Genentech. Industrialization of mAb production technology: The bioprocessing industry at a crossroads, September 2009
SCHAUER BIOLOGICS CONSULTING, LLC

COGS CRYSTAL BALL
38
• The cost of manufacturing biologics has fallen dramatically over the past three decades. In the early years, the cost of producing biopharmaceuticals in a “legacy” plant could hit $1,000 per gram.
• Advances in technology reduced that expense in 1995-2005 to a per-gram range of $100-$500. Manufacturers have realized even more savings over the past decade, with the cost now ranging from $50-$100 per gram.
• To succeed in the future amid growing competition and pricing pressures, manufacturers will have to get those costs into the $5-$10 range while maintaining or enhancing the level of product quality.
Parrish GalliherChief Technology OfficerGeneral Electric Healthcare Life Sciences
Source: Abdullah Baaj, MD, Kenneth I Kaitin, PhD, and Mari Serebrov; Tufts Center for the Study of Drug Development, Tufts University School of Medicine | Boston, MA; Oct 2017,
SCHAUER BIOLOGICS CONSULTING, LLC

CONSEQUENCES OF ASSAY VARIABILITY ON BIOSIMILAR PROGRAMS
39
• Method uncertainty • Reduced history with methods• Higher long-term method
uncertainty• Affects
• Similarity study design• Comparability acceptance criteria
• Causes• Loss of analytical predictability and
comparability
SCHAUER BIOLOGICS CONSULTING, LLC

ORIGINATOR/PROPRIETARY DS PROCESS DEVELOPMENT
40
• Proprietary DS goal: • To produce sufficient product with high yield for clinical trials • ensure removal of process-related impurities to safe levels, • No need to ensure that the originator molecule fits a constrained
target range for critical attributes • After clinical manufacturing:
• Originator develops analytical tests to characterize the product and establish the product quality profile
• The CQA profile is defined at the end and is controlled and defined by the originator’s manufacturing process.
SCHAUER BIOLOGICS CONSULTING, LLC

1. Determining the originator’s CQA profile for dozens of quality attributes:• Set limits on CQA variability for the potential biosimilar.
2. Develop a new process that matches the originators CQA profile: • Requires screening hundreds of new cell lines to meet that Originators CQA profile• An iterative process that requires the cell culture and purification process conditions be
adjusted to match the reference product• Biosimilar candidates used to generate clinical trial materials after:
• The molecule has been thoroughly characterized, • The process has been well defined • The similarity of the two molecules has been confirmed
3. Analytical comparability is an ongoing exercise, and biosimilar candidate are assessed throughout the life cycle of the product:• During process development, • During scale-up and • During process validation • After manufacturing process changes • After manufacturing site changes
BIOSIMILAR DS PROCESS DEVELOPMENT
41SCHAUER BIOLOGICS CONSULTING, LLC

PRINCIPAL COMPONENT ANALYSIS OF PROCESS PARAMETERS THAT CORRELATE WITH HCP
Example: • Clinical lots manufactured in three distinct phases as the manufacturing process
matured toward the Commercial Process
• Principal Component Analysis was performed using 756 measured process variables from 14 unit operations performed during 32 at-scale batches
• Clear groupings of BDS lots correspond to the three evolved manufacturing phases
• Upstream and Downstream parameters that affect HCP levels were identified for tighter control
• Parameters that affect other Biosimilarity indicating characteristics can be identified using the same methodologies
SCHAUER BIOLOGICS CONSULTING, LLC
42

PCA ANALYSIS OF MANUFACTURING DATA
SCHAUER BIOLOGICS CONSULTING, LLC
43

REGRESSION MODEL FOR HCPRELATIVE IMPORTANCE PLOT
(ABSOLUTE VALUE OF CORRELATIONS IN RANKED ORDER)
SCHAUER BIOLOGICS CONSULTING, LLC
44