risk assessment and disaster management …€¦ · · 2017-05-23obtained from dow‟s fire and...
TRANSCRIPT
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
1
RISK ASSESSMENT AND DISASTER MANAGEMENT PLAN
1.1 INTRODUCTION
Accidental risk involves the occurrence or potential occurrence of some accident consisting of an
event or sequence of events resulting into fire, explosion or toxic hazards to human health and
environment. Risk assessment (RA) provides a numerical measure of the risk that a particular facility
poses to the public. It begins with the identification of probable potential hazardous events at an
industry and categorization as per the predetermined criteria. The consequences of major credible
events are calculated for different combinations of weather conditions to simulate worst possible
scenario. These consequence predictions are combined to provide numerical measures of the risk for
the entire facility.
MCA stands for maximum credible accident or in other words, an accident with maximum damage
distance, which is believed to be probable. MCA analysis does not include quantification of the
probability of occurrence of an accident. In practice the selection of accident scenarios for MCA
analysis is carried out on the basis of engineering judgement and expertise in the field of risk analysis
especially in accident analysis.
Detailed study helps in plotting the damage contours on the detailed plot plan in order to assess the
magnitude of a particular event. A disastrous situation is the outcome of fire, explosion or toxic
hazards in addition to other natural causes that eventually lead to loss of life, property and ecological
imbalances.
1.1.1 Methodology of MCA Analysis
The MCA analysis involves ordering and ranking of various sections in terms of potential vulnerability.
The data requirements for MCA analysis are:
Operating manual
Flow diagram and P& I diagrams
Detailed design parameters
Physical and chemical properties of all the chemicals
Detailed plant layout
Detailed area layout
Following steps are involved in the MCA analysis:
Identification of potential hazardous sections and representative failure cases
Visualization of release scenarios considering type and the quantity of the hazardous material
Damage distance computations for the released cases at different wind velocities and
atmospheric stability classes for heat radiations and pressure waves.
Drawing of damage contours on plot plan to show the effect due to the accidental release of
chemicals
1.2 HAZARD IDENTIFICATION
Identification of hazards is an important step in risk assessment as it leads to the generation of
accidental scenarios. The merits of including the hazard for further investigation are subsequently
determined by its significance, normally using a cut-off or threshold quantity.
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
2
Once a hazard has been identified, it is necessary to evaluate it in terms of the risk it presents to the
employees and the neighbouring community. In principle, both probability and consequences should
be considered, but there are occasions where it either the probability or the consequence can shown
to be sufficiently low or sufficiently high, decisions can be made on just one factor.
During the hazard identification component, the following considerations are taken into account.
Chemical identities
Location of process unit facilities for hazardous materials.
The types and design of process units
The quantity of material that could be involved in an airborne release and
The nature of the hazard (e.g. airborne toxic vapours or mists, fire, explosion, large quantities
stored or processed handling conditions) most likely to accompany hazardous materials spills or
releases
1.2.1 Hazard Survey
This is a formal systematized approach using a rotary form the final rating number provides a relative
ranking of the hazard. Inventory analysis and Fire and Explosive Toxicity Index (FEI) are the two
techniques employed for hazards identification process.
HAZARD IDENTIFICATION WITHIN PLANT LOCATION WISE
Chemicals Flammability class Worst case scenario
HSD B Pool Fire, Tank on Fire, Spill Fire
Furnace Oil C Pool Fire, Tank on Fire, Spill Fire
1.2.1.1 Inventory Analysis
Inventory analysis requires the holdup quantities in process vessels associated, intermediate and main
storages. All process materials which are capable of producing major accident hazards owing to their
physical and chemical properties are identified. Large or substantial inventories in storage or process
streams are indicative of the potential hazards to the plant and its surrounding. Flammability and toxicity
factors of these inventories can lead to unpredictable incident.
The list of all the major inventory of chemicals is marked on the plot plan to show the relative significance
and interactive effect. Each inventory is evaluated based on its hazards nature, temperature and pressure
in relation to the flash point, auto ignition characteristics, LD 50 value and its location in the complex.
In case of production, the flow rates and the total material handled are also considered since these
dynamic inventories may or may not be isolated effectively during accident. The plant is involved in the
production of Nylon Chips (33000MT/annum), (currently being produced but not taken out as a
separate product, it is directly sent to spinning), Industrial Nylon Yarn (33000 MT/annum), Synthetic
yarn/Nylon Tyre Cord fabrics (23,000 MTPA), and Power Generation (10MW) along with coal based
steam boiler thermic fluid heater (TFH) 10 TPH and 1.5 million KCAL at its existing plant site, D-1 to 4
and E-1 to 24, Industrial Growth Centre, Malanpur, Dist. Bhind, 477116 (M.P.).
Now, as per current market scenario following activities are proposed:
Modification in plant to take out Nylon chips as separate product.
Production capacity of Nylon Tyre Cord fabrics to 28000 MTPA through addition of Twisting
and Weaving machines.
Addition of Dipping unit for producing dipped fabric 14500 MTPA.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
3
Addition of Pet Coke steam Boiler and TFH (This will additional equipment with existing coal
and FO Boiler and TFH, however total steam and thermic fluid generation will be unchanged)
All above installation will be within the existing plant area of 272109 sq.m.
1.2.1.2 Material Inventory and Storage
The plant maintains adequate inventory of raw materials and others utility items (fuels, chemical, solvent
etc.) to ensure uninterrupted production. Actual average annual inventory indicate the fairly large storage
requirements for caprolactam, spin finish oil, resorcinol and formaldehyde and these will be stored in the
tanks.
In addition, coal, pet coke, furnace oil and high speed diesel will be procured and stored in FO and HSD
tanks.
1.2.1.3 Inventory and Mode of Storage of Raw Materials
The mode of storage of raw materials and their storage and tank farm are presented in Table 1.1 and
tank farms are shown in Figures below:
TABLE 1.1
INVENTORY OF RAW MATERIAL
Sr. No.
Name of raw material Quantity Mode of storage Grade
1 Caprolactum 2000 MT Bags Commercial Grade
2 Spin Finish Oil 70 MT Drums Commercial Grade
3 HSD 1100 KL M.S.Tank Commercial Grade
4 Furnace Oil 700 KL M.S.Tank Commercial Grade
For consequence analysis few likely accidental scenarios are considered and subjected to
consequence analysis. The purpose of this listing is to analyze the failures individually and in
combination. The flammable FO and HSD stored in CCOE approved tank farm area..
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
4
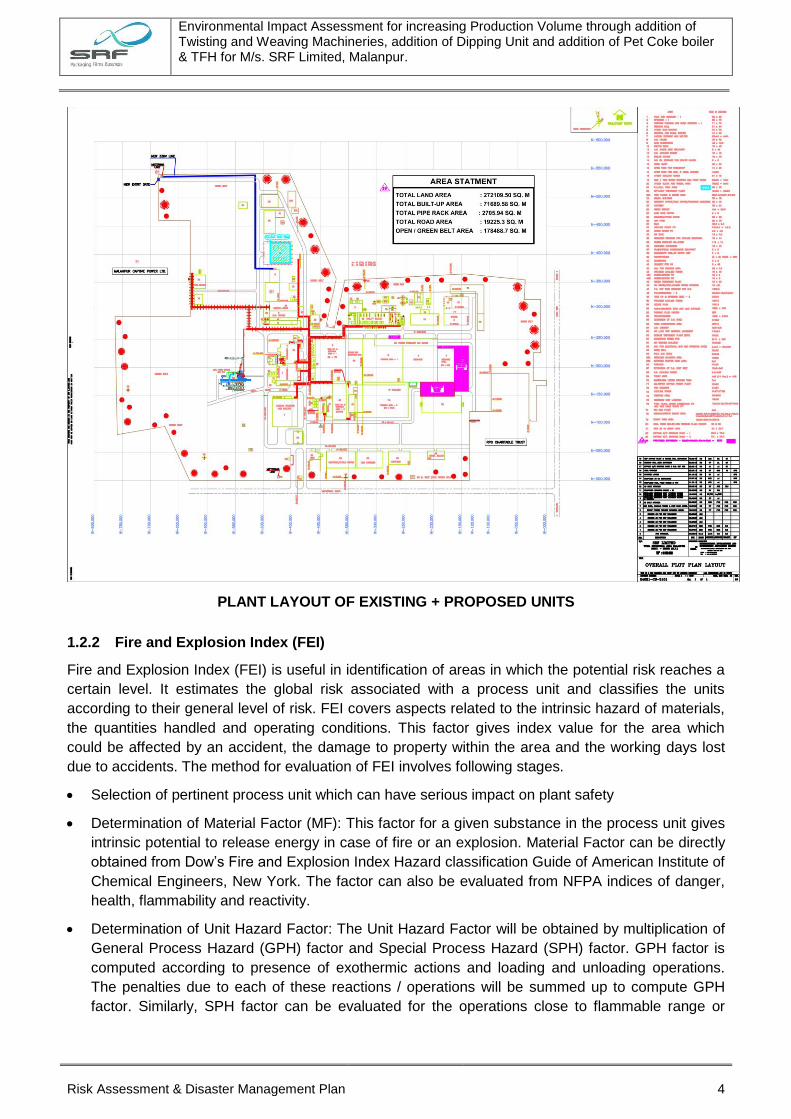
PLANT LAYOUT OF EXISTING + PROPOSED UNITS
1.2.2 Fire and Explosion Index (FEI)
Fire and Explosion Index (FEI) is useful in identification of areas in which the potential risk reaches a
certain level. It estimates the global risk associated with a process unit and classifies the units
according to their general level of risk. FEI covers aspects related to the intrinsic hazard of materials,
the quantities handled and operating conditions. This factor gives index value for the area which
could be affected by an accident, the damage to property within the area and the working days lost
due to accidents. The method for evaluation of FEI involves following stages.
Selection of pertinent process unit which can have serious impact on plant safety
Determination of Material Factor (MF): This factor for a given substance in the process unit gives
intrinsic potential to release energy in case of fire or an explosion. Material Factor can be directly
obtained from Dow‟s Fire and Explosion Index Hazard classification Guide of American Institute of
Chemical Engineers, New York. The factor can also be evaluated from NFPA indices of danger,
health, flammability and reactivity.
Determination of Unit Hazard Factor: The Unit Hazard Factor will be obtained by multiplication of
General Process Hazard (GPH) factor and Special Process Hazard (SPH) factor. GPH factor is
computed according to presence of exothermic actions and loading and unloading operations.
The penalties due to each of these reactions / operations will be summed up to compute GPH
factor. Similarly, SPH factor can be evaluated for the operations close to flammable range or

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
5
pressures different from atmospheric. Penalties of these operations for both factors can be
obtained from Dow‟s EFI index form.
Fire and explosion index is then calculated as the product of Material Factor (MF) and Unit Hazard
Factor. Degree of hazards based on FEI is given in the following Table 1.2.
TABLE 1.2
DEGREE OF HAZARDS BASED ON FEI
FEI range Degree of hazard
0 – 60 Light
61-96 Moderate
97 - 127 Intermediate
128 - 158 Heavy
159 and Above Severe
Preventive and protective control measures are recommended based on degree of hazard.
Therefore, FEI indicates the efforts to be taken to reduce risks for a particular unit. FEI computed for
various chemicals in Plant are given in Table 1.3
TABLE 1.3
FIRE AND EXPLOSION INDEX
Si. No. Unit Name FEI Category
SRF Limited
1. HSD 56.5 Light
2. Furnace Oil 52.5 Light
1.2.3 Toxicity Index (TI)
The TI value is computed from Maximum Allowable Concentration (MAC), General Process Hazard
and Special Process Hazard by use of DOW's hazard classification guide. The scale for TI is given
below:
Ti range Degree of hazard
0 – 6 Light
6 - 10 Moderate
Above 10 High
1.3 MCA ANALYSIS
MCA analysis encompasses defined techniques to identify the hazards and compute the consequent
effects in terms of damage distances due to heat radiation, toxic releases, vapour cloud explosion
etc. A list of probable or potential accidents of the major units in the plant arising due to use, storage
and handling of the hazardous materials are examined to establish their credibility. Depending upon
the effective hazardous attributes and their impact on the event, the maximum effect on the
surrounding environment and the respective damage caused can be assessed. Flow chart of
accidental release of hazardous chemicals is presented in Figure 1.1.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
6
FIGURE 1.1: ACCIDENTAL RELEASE OF CHEMICALS: A SCENARIO
Hazardous substance, on release can cause damage on a large scale. The extent of the damage is
dependent upon the nature of the release and the physical state of the material. In the present report
the consequences for flammable hazards are considered and the damages caused due to such
releases are assessed with recourse to MCA analysis.
Flammable substances on release may cause Jet fire and less likely unconfined vapour cloud
explosion causing possible damage to the surrounding area. The extent of damage depends upon
the nature of the release. The release of flammable materials and subsequent ignition result in heat
radiation wave or vapour cloud depending upon the flammability and its physical state. Damage
distances due to release of hazardous materials depend on atmospheric stability and wind speed. It
is important to visualize the consequence of the release of such substances and the damage caused
to the surrounding areas. Computation of damage distances are carried out at various atmospheric
stability conditions for various wind velocities and the result is tabulated. Pasquill-Giffard atmospheric
stability classes with corresponding weather conditions are listed in Table 1.4.
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
7
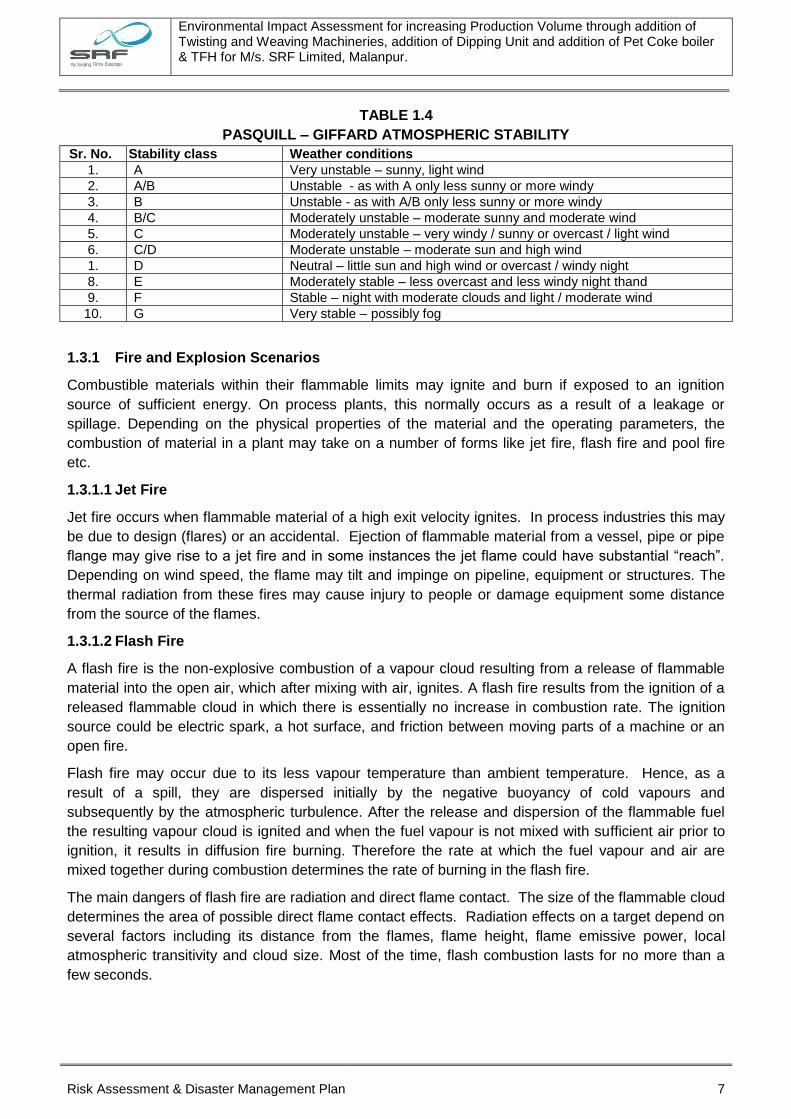
TABLE 1.4
PASQUILL – GIFFARD ATMOSPHERIC STABILITY
Sr. No. Stability class Weather conditions
1. A Very unstable – sunny, light wind
2. A/B Unstable - as with A only less sunny or more windy
3. B Unstable - as with A/B only less sunny or more windy
4. B/C Moderately unstable – moderate sunny and moderate wind
5. C Moderately unstable – very windy / sunny or overcast / light wind
6. C/D Moderate unstable – moderate sun and high wind
1. D Neutral – little sun and high wind or overcast / windy night
8. E Moderately stable – less overcast and less windy night thand
9. F Stable – night with moderate clouds and light / moderate wind
10. G Very stable – possibly fog
1.3.1 Fire and Explosion Scenarios
Combustible materials within their flammable limits may ignite and burn if exposed to an ignition
source of sufficient energy. On process plants, this normally occurs as a result of a leakage or
spillage. Depending on the physical properties of the material and the operating parameters, the
combustion of material in a plant may take on a number of forms like jet fire, flash fire and pool fire
etc.
1.3.1.1 Jet Fire
Jet fire occurs when flammable material of a high exit velocity ignites. In process industries this may
be due to design (flares) or an accidental. Ejection of flammable material from a vessel, pipe or pipe
flange may give rise to a jet fire and in some instances the jet flame could have substantial “reach”.
Depending on wind speed, the flame may tilt and impinge on pipeline, equipment or structures. The
thermal radiation from these fires may cause injury to people or damage equipment some distance
from the source of the flames.
1.3.1.2 Flash Fire
A flash fire is the non-explosive combustion of a vapour cloud resulting from a release of flammable
material into the open air, which after mixing with air, ignites. A flash fire results from the ignition of a
released flammable cloud in which there is essentially no increase in combustion rate. The ignition
source could be electric spark, a hot surface, and friction between moving parts of a machine or an
open fire.
Flash fire may occur due to its less vapour temperature than ambient temperature. Hence, as a
result of a spill, they are dispersed initially by the negative buoyancy of cold vapours and
subsequently by the atmospheric turbulence. After the release and dispersion of the flammable fuel
the resulting vapour cloud is ignited and when the fuel vapour is not mixed with sufficient air prior to
ignition, it results in diffusion fire burning. Therefore the rate at which the fuel vapour and air are
mixed together during combustion determines the rate of burning in the flash fire.
The main dangers of flash fire are radiation and direct flame contact. The size of the flammable cloud
determines the area of possible direct flame contact effects. Radiation effects on a target depend on
several factors including its distance from the flames, flame height, flame emissive power, local
atmospheric transitivity and cloud size. Most of the time, flash combustion lasts for no more than a
few seconds.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
8
1.3.1.3 Pool Fire
Releases of hydrocarbons in the absence of immediate ignition would form an unconfined pool, which
on ignition would result in a pool fire. Radius of pool depends upon mass flow rate, ambient
temperature; heat of vaporization of material released, vapour pressure of material released and
discharge duration. Emissive power generated from the pool surface depends upon pool burning rate,
heat of combustion of release material, atmospheric transitivity and area of pool.
The pool fire being either tank or bund fire consists of large volumes of flammable material at
atmospheric pressure burning in an unconfined space. The flammable material will be consumed at
the burning rate depending on factors including the prevailing winds. During combustion heat will be
released in the form of thermal radiation. Temperatures close to the flame centre will be high but will
reduce rapidly to tolerable temperatures over a relatively short distance. Any plant building or persons
close to the fire or within the intolerable zone will experience burn damage with the severity
depending on the distance from the fire and the time exposed to the heat of the fire.
In the event of a pool fire the flames will tilt according to the wind speed and direction. The flame
length and tilt angle affect the distance of thermal radiation generated.
1.3.1.4 Vapour Cloud Explosion
The Vapour Cloud Explosion (VCE) begins with a release of a large quantity of flammable vaporizing
liquid or gas from a storage tank, transport vessel or pipeline producing a dangerous overpressure.
These explosions follow a well-determined pattern. There are basically four features, which must be
present for an effective vapour cloud explosion to occur with an effective blast. These are:
First, the release material must be flammable and at a suitable condition of temperature and pressure
which depends on the chemical. The materials which come under this category range from liquefied
gases under pressure, ordinary flammable liquids to non-liquefied flammable gases.
Second, before the ignition, a cloud of sufficient size must have been formed. Normally ignition
delays of few minutes are considered the most probable for generating the vapour cloud explosions.
Third, a sufficient amount of the cloud must be within the flammable range of the material to cause
extensive overpressure.
Fourth, the flame speed determines the blast effects of the vapour cloud explosions, which can vary
greatly.
The flammable content of a gas cloud is calculated by three-dimensional integration of the
concentration profiles, which fall within the flammable limits. If the gas cloud ignites, two situations
can occur, namely non-explosive combustion (flash fire) and explosive combustion (flash fire +
explosion).
1.3.2 Models for the Calculation of Heat Load and Shock Waves
If a flammable gas or liquid is released, damage resulting from heat radiation or explosion may occur
on ignition. Models used in this study for the effects in the event of immediate ignition (torch and pool
fire) and the ignition of a gas cloud will be discussed in succession. These models calculate the heat
radiation or peak overpressure as a function of the distance from the torch, the ignited pool or gas
cloud. The physical significance of the various heat loads is depicted in Table 1.5.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
9
TABLE 1.5
LIST OF DAMAGES ENVISAGED AT VARIOUS HEAT LOADS
Sr. No.
Heat Loads (kw/m²)
Type of damage intensity
Damage to equipment Damage to people
1 31.5 Damage to process equipment 100% lethality in 1 min. 1% lethality in 10 sec
2 25.0 Minimum energy required to ignite wood 50% Lethality in 1 min. Significant injury in 10 sec
3 19.0 Maximum thermal radiation intensity allowed on thermally unprotected equipment
--
4 12.5 Minimum energy required to melt plastic tubing
1% lethality in 1 min
5 4.0 -- First degree burns, causes pain for exposure longer than 10 sec
6 1.6 -- Causes no discomfort on long exposures
Source: World Bank (1988). Technical Report No. 55: Techniques for Assessing Industrial Hazards. , Washington, D.C: The World Bank.
1.3.3 Model for Pressure Wave
A pressure wave can be caused by gas cloud explosion. The following damage criteria are assumed
as a result of the peak over pressure of a pressure wave:
0.03 bar over pressure wave is taken as the limit for the occurrence of wounds as a result of
flying fragments of glass
Following assumptions are used to translate an explosion in terms of damage to the
surrounding area:
- Within the contour area of the exploding gas cloud, Casualties are due to burns or
asphyxiation. Houses and buildings in this zone will be severely damaged.
- In houses with serious damage, it is assumed that one out of eight persons present will be
killed as a result of the building collapse. Within the zone of a peak over pressure of 0.3 bar
the risk of death in houses is 0.9 x 1/8 = 0.1125, and in the zone with a peak over pressure of
0.1 bar the probability of death is 0.1 x 1/8 = 0.0125, i.e. one out of eighty people will be killed.
The significance of the peak over pressure 0.3 bar, 0.1 bar, 0.03 bar and 0.01 bar are depicted in
Table 1.6.
TABLE 1.6
DAMAGE CRITERIA FOR PRESSURE WAVES
Human injury Structural damage
Peak over pressure (bar)
Type of damage Peak over pressure (bar)
Type of damage
5-8 100% lethality 0.3 Heavy (90% damage)
3.5-5 50% lethality 0.1 Repairable (10% damage)
2-3 Threshold lethality 0.03 Damage of Glass
1.33-2 Severe lung damage
0.01 Crack of windows
1-1.33 50% Eardrum rupture
- -
Source: Marshall, V.C. (1977)‟ How lethal is explosives and toxic escapes‟.
1.3.4 Vulnerability Models
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
10
Vulnerability models are used in order to determine how people are injured by exposure to heat load.
Such models are designed on the basis of animal experiments or on the basis of the analysis of
injuries resulting from accidents, which have occurred. Vulnerability models often make use of a
probit function. In this function, a link is made between the heat load and the percentage of people
exposed to a particular type of injury.
It is assumed that everyone inside the area covered or gas cloud will be burnt to death or will
asphyxiate. Human fatality is a function of heat flux and exposure time. The probit expressions for the
prediction of mortality due tot thermal radiation from fire scenarios are proportional to the product of t
and q4/3. The probit equation usually used is that proposed by Eisenberg and co-workers*
Pr = -14.9 + 2.56 In (10-4 q4/3 t)
In which,
Pr = Probit the measure of the percentage of people exposed to a particular injury
t = exposure time in seconds
q = thermal load in W/m²
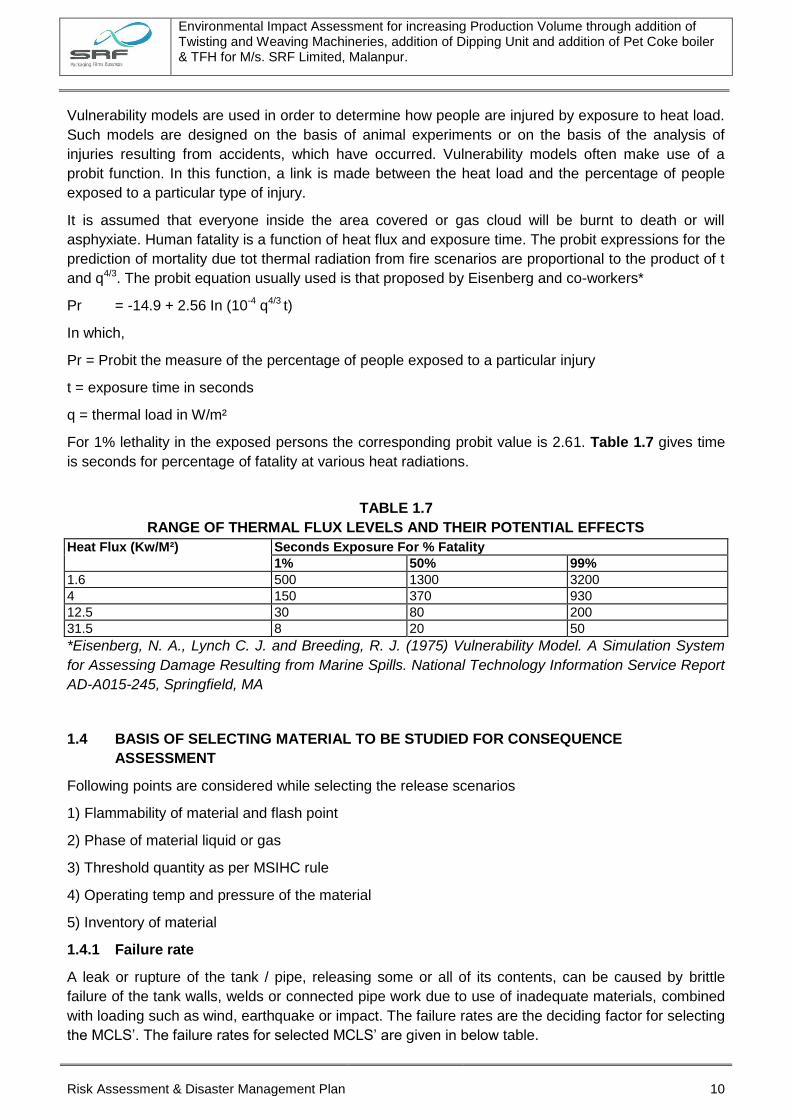
For 1% lethality in the exposed persons the corresponding probit value is 2.61. Table 1.7 gives time
is seconds for percentage of fatality at various heat radiations.
TABLE 1.7
RANGE OF THERMAL FLUX LEVELS AND THEIR POTENTIAL EFFECTS
Heat Flux (Kw/M²) Seconds Exposure For % Fatality
1% 50% 99%
1.6 500 1300 3200
4 150 370 930
12.5 30 80 200
31.5 8 20 50
*Eisenberg, N. A., Lynch C. J. and Breeding, R. J. (1975) Vulnerability Model. A Simulation System
for Assessing Damage Resulting from Marine Spills. National Technology Information Service Report
AD-A015-245, Springfield, MA
1.4 BASIS OF SELECTING MATERIAL TO BE STUDIED FOR CONSEQUENCE
ASSESSMENT
Following points are considered while selecting the release scenarios
1) Flammability of material and flash point
2) Phase of material liquid or gas
3) Threshold quantity as per MSIHC rule
4) Operating temp and pressure of the material
5) Inventory of material
1.4.1 Failure rate
A leak or rupture of the tank / pipe, releasing some or all of its contents, can be caused by brittle
failure of the tank walls, welds or connected pipe work due to use of inadequate materials, combined
with loading such as wind, earthquake or impact. The failure rates are the deciding factor for selecting
the MCLS‟. The failure rates for selected MCLS‟ are given in below table.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
11
Categories Catastrophic Rupture Frequency (Per Tank Per Yr )
Leak Frequency (Per Yr )
Atmospheric Storage Tank 3.0 × 10-6
2.8× 10-3
Pressure Vessels 4.7 × 10-7
1.2 × 10-5
(for Hole Size 3 to 10mm)
1.1 × 10-6
(for Hole Size 10 to 50mm)
Reference: International Association of Oil & Gas Producers (OGP); Report No. 434-3, March 2010
FAILURE FREQUENCIES FOR PIPE WORK
Failure Rates (Per Meter Per Year) For Pipe Work Diameter (Mm)
Leak Size 0 – 49 50 – 149 150 - 299 300 – 499 500 – 1000
3 mm dia 1x10-5
2x10-6
4 mm dia 1x10-6
8x10-7
7x10-7
25 mm dia 5x10-6
1x10-6
7x10-7
5x10-7
4x10-7
1/3 Pipe work dia 4x10-7
2x10-7
1x10-7
Guillotine / Full Bore Rupture
1x10-6
5x10-7
2x10-7
7x10-8
4x10-8
1.4.2 Hazardous Event Classification
Hazards that can lead to accidents in operations due to MCLS‟ are discussed in this section.
Important hazardous events are classified in table:
EVENT CLASSIFICATION
Type of Event Explanation
Bleve Boiling Liquid Expanding Vapour Explosion; may happen due to catastrophic failure of refrigerated or pressurized gases or liquids stored above their boiling points, followed by early ignition of the same, typically leading to a fire ball
Deflagration Is the same as detonation but with reaction occurring at less than sonic velocity and initiation of the reaction at lower energy levels
Detonation A propagating chemical reaction of a substance in which the reaction front advances in the unreacted substance at or greater than sonic velocity in the unreacted material
Explosion A release of large amount of energy that form a blast wave
Fire Fire
Fireball The burning of a flammable gas cloud on being immediately ignited at the edge before forming a flammable/explosive mixture.
Flash Fire A flammable gas release gets ignited at the farthest edge resulting in flash-back fire
Jet Fire A jet fire occurs when flammable gas releases from the pipeline (or hole) and the released gas ignites immediately. Damage distance depends on the operating
Type of event Explanation
Pressure and the diameter of the whole or opening flow rate.
Pool Fire Pool fire is a turbulent diffusion fire burning above a horizontal pool of vaporizing hydrocarbon fuel where the fuel has zero or low initial momentum
Spill Release „Loss of containment‟. Release of fluid or gas to the surroundings from unit‟s own equipment / tanks causing (potential) pollution and / or risk of explosion and / or fire
Structural Damage Breakage or fatigue failures (mostly failures caused by weather but not necessarily) of structural support and direct structural failures
Vapour Cloud Explosion
Explosion resulting from vapour clouds formed from flashing liquids or non-flashing liquids and gases
1.4.3 Consequences of Hazardous Event due to Release of Material into Environment
Consequences of Fire/Heat Wave
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
12
The effect of thermal radiation on people is mainly a function of intensity of radiation and exposure
time. The effect is expressed in term of the probability of death and different degree of burn. The
main consequence is a heat wave that results in heat being exerted on the surrounding life and
property, causing damage. The term used to define excess heat is called radiation and is expressed
in kilowatt per m2 or kW/m2. The dose is the amount of heat radiation received in unit time and is
expressed as kilowatt-hour/m2 or kWh/m2. Some important damage thresholds, expressed as
„radiation dose‟ include:
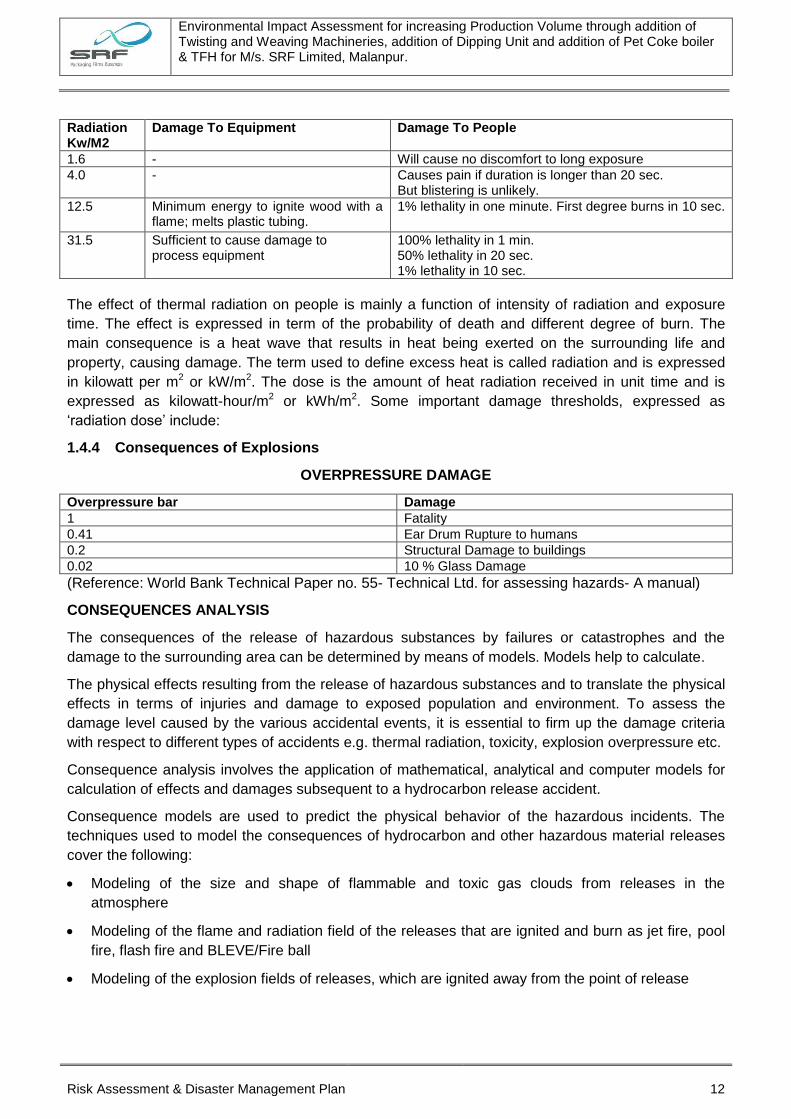
1.4.4 Consequences of Explosions
OVERPRESSURE DAMAGE
Overpressure bar Damage
1 Fatality
0.41 Ear Drum Rupture to humans
0.2 Structural Damage to buildings
0.02 10 % Glass Damage
(Reference: World Bank Technical Paper no. 55- Technical Ltd. for assessing hazards- A manual)
CONSEQUENCES ANALYSIS
The consequences of the release of hazardous substances by failures or catastrophes and the
damage to the surrounding area can be determined by means of models. Models help to calculate.
The physical effects resulting from the release of hazardous substances and to translate the physical
effects in terms of injuries and damage to exposed population and environment. To assess the
damage level caused by the various accidental events, it is essential to firm up the damage criteria
with respect to different types of accidents e.g. thermal radiation, toxicity, explosion overpressure etc.
Consequence analysis involves the application of mathematical, analytical and computer models for
calculation of effects and damages subsequent to a hydrocarbon release accident.
Consequence models are used to predict the physical behavior of the hazardous incidents. The
techniques used to model the consequences of hydrocarbon and other hazardous material releases
cover the following:
Modeling of the size and shape of flammable and toxic gas clouds from releases in the
atmosphere
Modeling of the flame and radiation field of the releases that are ignited and burn as jet fire, pool
fire, flash fire and BLEVE/Fire ball
Modeling of the explosion fields of releases, which are ignited away from the point of release
Radiation Kw/M2
Damage To Equipment Damage To People
1.6 - Will cause no discomfort to long exposure
4.0 - Causes pain if duration is longer than 20 sec. But blistering is unlikely.
12.5 Minimum energy to ignite wood with a flame; melts plastic tubing.
1% lethality in one minute. First degree burns in 10 sec.
31.5 Sufficient to cause damage to process equipment
100% lethality in 1 min. 50% lethality in 20 sec. 1% lethality in 10 sec.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
13
The information normally required for consequence analysis includes meteorological conditions,
failure data of equipment and components, ignition sources, population characteristics within and
outside the plant, acceptable levels of risk etc.
1.4.5 Maximum Credible Risk Scenario (MCLS)
Emergency situations involving loss of containment of hazardous materials. For the proposed facility,
the following containment loss scenarios may be envisaged and are listed below in Table. Emergency
situations not involving loss of containment are generally more likely to occur and the following are
possible:
Falls due to working at heights (during construction/repair and maintenance)
Electric shock caused by contact with faulty electrical equipment, cables, etc.
Chronic health issues related to inhalation or ingestion of dust or chemical vapour
Falls on floors made slippery by aqueous solutions or solvents
Burns by splashes of liquids, by steam or hot vapours, by contact with hot surfaces
Exposure to adverse environmental factors (for e.g. high temperature)
Chemicals Flammability class Worst case scenario
HSD B Pool Fire, Tank on Fire, Spill Fire
Furnace Oil C Pool Fire, Tank on Fire, Spill Fire
1.5 COMPUTATION OF DAMAGE DISTANCES
Damage distances for the accidental release of hazardous materials have been computed at F, B and
D weather conditions. F, B and D are atmospheric stability classes. These weather conditions have
been selected to accommodate worst case scenarios to get maximum effective distances. The
software and authentic text has been used to carry out consequence analysis. Damage distances
computed for the chemicals are given with reference to various scenario generated based on the
chemicals / solvents used and presented in following Tables
TABLE 1.8
HEAT RADIATION: HSD
Scenario- Tank on fire
Conditions: Ambient Temperature = 40 (°C)
Diameter Pool = 6 (M)
Intensity of Radiation = 64 (KW/M2)
Relative Humidity = 45(%)
The thermal load is calculated from the EDGE of the pool
Distance (M) Thermal Load Q (Kw/M2)
Horizontal Vertical Maximum
0.3 23.2 29.1 31.5
0.6 19.9 26.1 33.3
0.9 11.4 24.2 29.8
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
14
Distance (M) Thermal Load Q (Kw/M2)
Horizontal Vertical Maximum
1.2 15.2 21.9 26.7
1.5 13.6 20.0 24.2
3.0 8.6 14.0 16.4
6.0 4.3 8.3 9.3
9.0 2.4 5.5 6.0
12.0 1.4 3.9 4.1
21.0 0.2 1.1 1.1
42.0 0.1 0.5 0.5
51.0 0.0 0.3 0.3
Sr. No.
Heat Loads (kw/m²)
Distance (M) Type of damage intensity
Damage to equipment Damage to people
1 31.5 0.3 Damage to process equipment 100% lethality in 1 min. 1% lethality in 10 sec
2 25.0 1.40 Minimum energy required to ignite wood 50% Lethality in 1 min. Significant injury in 10 sec
4 12.5 4.64 Minimum energy required to melt plastic tubing
1% lethality in 1 min
5 4.5 11.36 -- First degree burns, causes pain for exposure longer than 10 sec
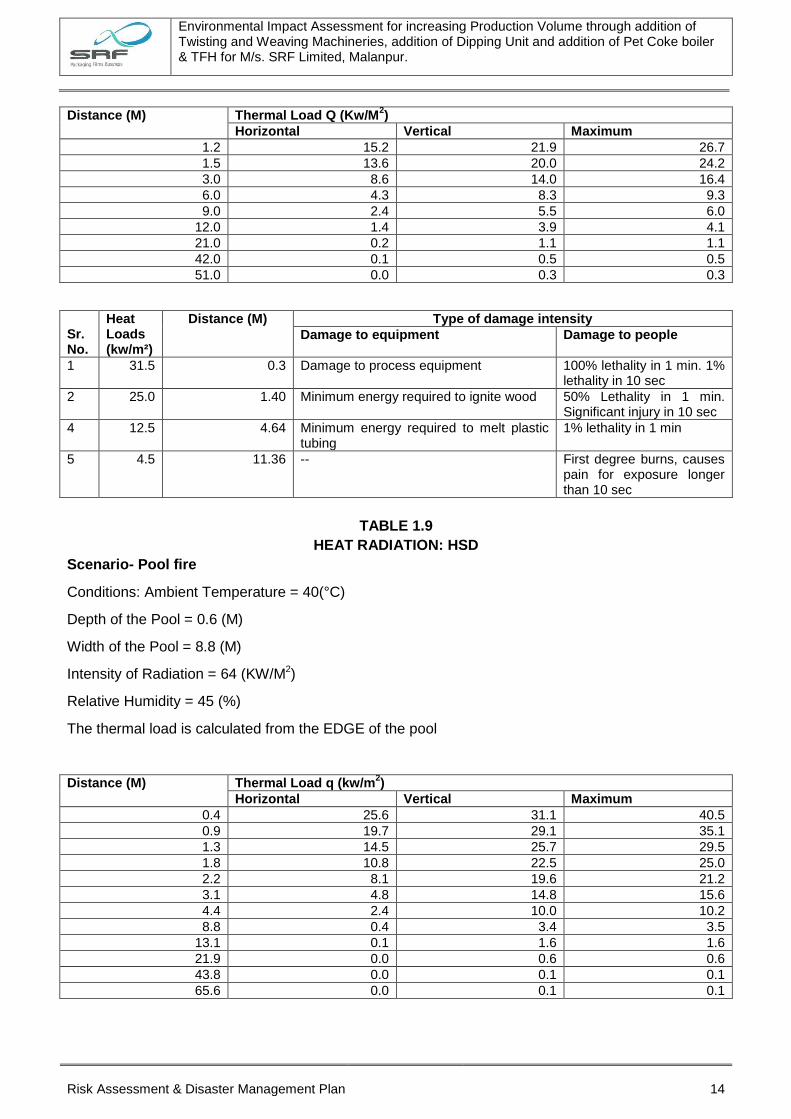
TABLE 1.9
HEAT RADIATION: HSD
Scenario- Pool fire
Conditions: Ambient Temperature = 40(°C)
Depth of the Pool = 0.6 (M)
Width of the Pool = 8.8 (M)
Intensity of Radiation = 64 (KW/M2)
Relative Humidity = 45 (%)
The thermal load is calculated from the EDGE of the pool
Distance (M) Thermal Load q (kw/m2)
Horizontal Vertical Maximum
0.4 25.6 31.1 40.5
0.9 19.7 29.1 35.1
1.3 14.5 25.7 29.5
1.8 10.8 22.5 25.0
2.2 8.1 19.6 21.2
3.1 4.8 14.8 15.6
4.4 2.4 10.0 10.2
8.8 0.4 3.4 3.5
13.1 0.1 1.6 1.6
21.9 0.0 0.6 0.6
43.8 0.0 0.1 0.1
65.6 0.0 0.1 0.1

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
15
Sr. No.
Heat Loads (kw/m²)
Distance (M) Type of damage intensity
Damage to equipment Damage to people
1 31.5 0.7 Damage to process equipment 100% lethality in 1 min. 1% lethality in 10 sec
2 25.0 1.8 Minimum energy required to ignite wood 50% Lethality in 1 min. Significant injury in 10 sec
4 12.5 3.84 Minimum energy required to melt plastic tubing
1% lethality in 1 min
5 4.5 8.14 -- First degree burns, causes pain for exposure longer than 10 sec
FIGURE 1.2: TANK ON FIRE INTENSITY HEAT LOAD HSD
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
16
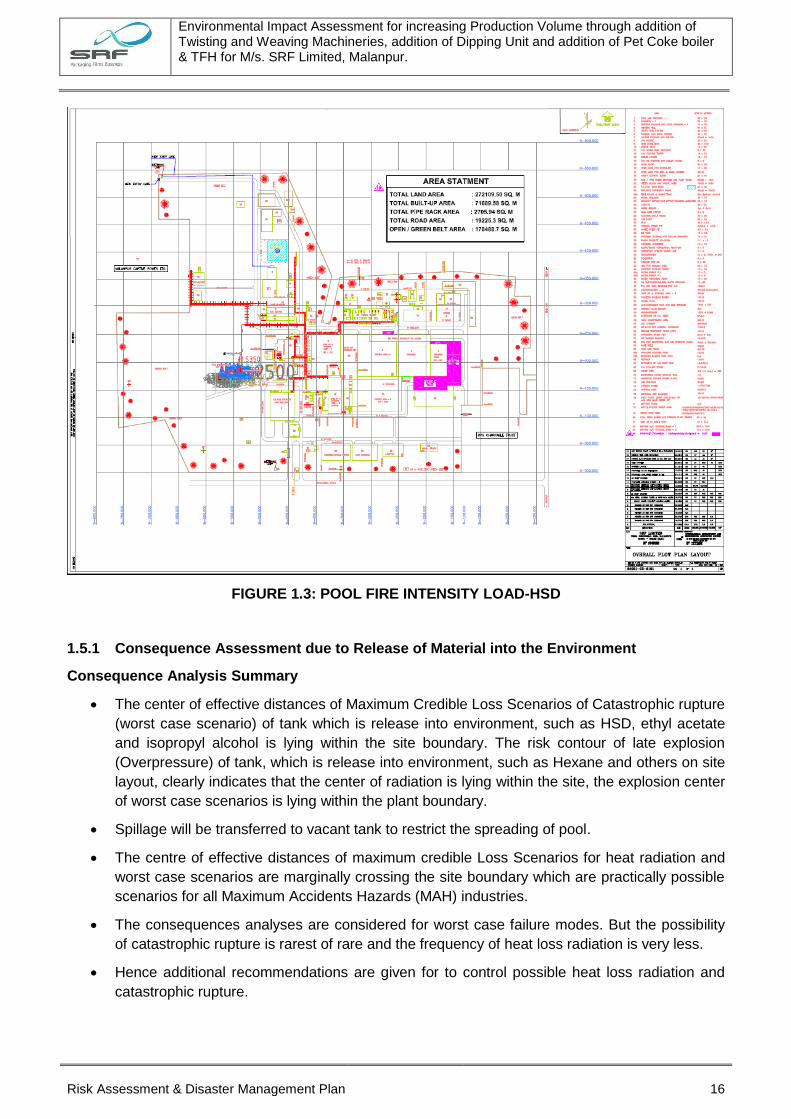
FIGURE 1.3: POOL FIRE INTENSITY LOAD-HSD
1.5.1 Consequence Assessment due to Release of Material into the Environment
Consequence Analysis Summary
The center of effective distances of Maximum Credible Loss Scenarios of Catastrophic rupture
(worst case scenario) of tank which is release into environment, such as HSD, ethyl acetate
and isopropyl alcohol is lying within the site boundary. The risk contour of late explosion
(Overpressure) of tank, which is release into environment, such as Hexane and others on site
layout, clearly indicates that the center of radiation is lying within the site, the explosion center
of worst case scenarios is lying within the plant boundary.
Spillage will be transferred to vacant tank to restrict the spreading of pool.
The centre of effective distances of maximum credible Loss Scenarios for heat radiation and
worst case scenarios are marginally crossing the site boundary which are practically possible
scenarios for all Maximum Accidents Hazards (MAH) industries.
The consequences analyses are considered for worst case failure modes. But the possibility
of catastrophic rupture is rarest of rare and the frequency of heat loss radiation is very less.
Hence additional recommendations are given for to control possible heat loss radiation and
catastrophic rupture.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
17
Some of the ways of preventing emergencies are as follows:
Establishment of a Non Destructive Testing (NDT) system as necessary. This may not be
feasible in-house but there are specialized organizations who undertake the work, and the
same may be used.
Importantly, it is of great importance to collect and analyze information pertaining to minor
incidents and accidents at the site, as well as for recording near-misses or emergencies that
were averted. This information gives an indication of how likely or unlikely it is for the site to
face actual emergencies and what should be further done to prevent them from occurring. The
details regarding this are mentioned in the disaster management plan.
Establishment of an ongoing training and evaluation program, incorporating the development
of capabilities amongst employees about potential emergencies and ways and means of
identifying and averting the same. Most emergencies do not occur without some incident or an
abnormal situation. So there is always sometime of few seconds to few minutes to arrest an
incident of abnormal situation from turning in to an emergency.
Note: This is a peripheral text blended in a RA report, we have carried out the calculation part
with the help of distances and heat radiation data. From this data we have picked distances
with respect to standard heat radiation (1.6 4.0, 12.5 and 31.5 kw/m2) to see the minimum
radiation lies within or marginally crossing the boundary.
1.6 RISK MITIGATION MEASURES
The scope of the risk assessment study covers risk mitigation measures based on Maximum Credible
Accident (MCA) Analysis. The Fire and Explosion Indices were computed for the identification and
screening of vulnerable sections. Consequence analysis was carried out for the accidental release
scenarios of hazardous chemicals at various weather conditions leading to the computation of
damage distances. The following general and specific risk mitigation measures are suggested based
on the study.
1.6.1 General Recommendations
Fire prevention and code enforcement is one of the major areas of responsibility for the fire service.
Hence the facility should be equipped with following measures,
Water supply
Fire hydrant and monitor nozzle installation
Foam system
Water fog and sprinkler system
Mobile Fire Fighting equipment
First aid appliances
Surrounding population (includes all strata of society) should be made aware of the safety
precautions to be taken in the event of any mishap within the plant. This can effectively be
done by conducting the safety training programs (Its DMP compliance as MAH unit as there is
storage of hazardous material inventory crossing threshold limit.
Safety escape routes should be provided at strategic locations and should be easily
accessible
Grating and vent panels should be provided to minimize Domino Effects

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
18
Critical switches and alarm should be always kept in line.
Fire extinguishers should be tested periodically and should be always kept in operational
mode Its OISD and statutory compliance.
Hydrocarbon detectors to be installed at strategic locations near the units and pipelines
handling hydrocarbons at higher temperatures and pressures to assess any leak.
Periodical mock drills should be conducted so as to check the alertness and efficiency of the
DMP and EPP and records should be maintained
Proper training should be given to staff to handle any emergency situation
Signboard including phone numbers, no smoking signs and type of emergencies should be
installed at various locations
The chain-driven conveyor system should be installed for the transportation of heavy goods
with an even bearing surface.
Automated storage/retrieval systems (AS/RS) store and retrieve products from an inventory
location. These systems should be used for unloading, sorting, put-away, storage, order-
picking, staging, and loading.
1.6.1.1 Storage Tanks
Storage areas must be adequately separated from buildings process areas and flammable
materials (as per OISD 244)
Separate dike area must be provided for the different products. Do not store the different
products in the same dike
The separation /space in the storage areas such that sufficient to escape from fire, at the
same time it should allow emergency procedures to be mobilized
Proper dyke area should be provided for the storage of chemicals. In the event of a fire, the
fire in the dyke area should be addressed first so as to minimise the heat input to the tank
The fire proofing material/coating should be resistant to weather effects such as chalking and
erosion. Top coat, wherever provided, must be resistant to solar ultra violet radiation
The fire proofing materials should have adequate adhesion, strength and durability
In case of accidental release, shut-off leaks without risk. Prevent spillage from entering drains
or water sources
After spills wash area with soap and water preventing runoff from entering drains.
For small spills, take up with sand or other non-combustible material and placed into closed
containers for later disposal
For large liquid spills, build dyke far ahead of the spill to contain the spilled material for later
reclamation or disposal
Seal all the waste in vapour tight plastic bags for eventual disposal or incineration.
Provide proper ventilation
Use respiratory protection if ventilation is improper

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
19
Use face shield, PVC gloves, safety boots while handling. Contaminated clothing to be
immediately removed
1.6.1.2 Control Rooms
Control rooms shall be blast proof and shock proof
The building shall be located upwind of the process storage and handling facilities. The
building shall not be at a lower level than the tank farm. The recommended distances are 30
m for more than two process units
Adequate number of doors shall be provided in the control room for safe exit
Halon / Its proven Equivalent shall be used for control rooms and computer rooms
Smoke detectors system shall be provided for control rooms at suitable locations
To resist fire spread through ducts, dampers shall be installed in ducts
One hydrant (minimum) for every 45 m per wall of the building shall be positioned all around
the building
1.6.2 Mitigation Measures for Natural Disasters
1.6.2.1 Earthquake
Personal structural mitigation in earthquake prone areas includes seismic retrofits of property
and the securing of items inside a building to enhance household seismic safety. It may
include the mounting of furniture, refrigerators, water heaters and breakables to the walls.
1.6.2.2 Cyclones and Severe Storms
Land use management should provide protection from wind and storm surge.
Engineering of structures should withstand wind forces and water damage (including storm
surge).
Building should be constructed with higher wind-resistant capacity.
Securing of elements such as metal sheeting, roofing, and fences should be done to avoid
severe damages.
Safety shelters are to be arranged to tackle cyclones and storms.
Cyclone and severe weather warning systems should be installed.
Community awareness regarding cyclone risk and evacuation plan should be properly
addressed.
1.6.3 Preventive Measures of the Electricity Hazard
All electrical equipment shall be provided with proper earthing. Earthed electrode shall
periodically tested and maintained
Emergency lighting shall be available at all critical locations including the operator‟s room to
carry out safe shut down of the plant, ready identification of firefighting facilities such as fire
water pumps and fire alarm stations.
All electrical equipment shall be free from carbon dust, oil deposits, and grease.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
20
Use of approved insulated tools, rubber mats, shockproof gloves and boots, tester, fuse tongs,
discharge rod, safety belt, hand lamp, wooden or insulated ladder and not wearing metal ring
and chain.
Flame and shock detectors and central fire annunciation system for fire safety should be
provided.
Temperature sensitive alarm and protective relays to make alert and disconnect equipment
before overheating.
Prevent higher humidity and temperature near electric insulations.
Danger from excess current due to overload or short circuit should be prevented by providing
fuses, circuit breakers, thermal protection
Carbon dioxide, halon or dry chemical fire extinguishers are to be used for electrical fires
1.6.4 Preventive Maintenance Inspection Schedule for Pumps
All the following items shall be checked / recorded after the specified period:
After 1000 running hours or 3 months which ever earlier
Bearing lubricant (for water contamination and sediments)
Oil ring for performance
Deflector for looseness
Constant level oiler for leakage
Mechanical seal for leakage
Seal flushing/quenching system (of Mechanical Seal) for clogging and chocking.
Cooling water flow in both the bearing housings
Condition of bearing by sound and temperature (in running condition)
Performance of all measuring instruments (Pressure/Temperature gauges and Flow meters)
After 4000 running hours or 1 year whichever earlier
Repeat all checks given above
Flushing of bearing with lube oil and refilling of oil to required level, whether carried out or not
Flushing of cooling water lines and strainers to ensure proper flow of cooling water.
Foundation, foundation bolts and supports
Replacement of old packing with new ones and condition of gland follower, lantern ring and
sleeves (in case of gland packing)
Condition of coupling, coupling bolts, nuts, spring washers and their conformity to uniform
size. Change grease in half coupling in case of gear type
After 8000 hours or 2 years whichever earlier
Repeat all checks given above
Condition of outboard bearing, lock nut and lock washer (in case lock washer found damaged
and lock nut loose, shaft axial play shall be checked)
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
21
Following items of Journal bearings:
Clearance of I/B and O/B bearings
High spot (High Spots shall be scrapped)
Condition of thrust bearing, lock nut and lock washer (in case lock washer found damaged
and lock nut loose, shaft axial play shall be checked)
Pump float (adjust, if necessary)
Condition of mechanical seals
Alignment (Misalignment shall not be more than 0.05 mm)
Painting of equipment, whether carried out or not
After completing the checks listed above the pump shall be started and the following shall be checked
during the trial run (the trial run duration shall be half to one hour for electric driven and 3 to 4 hours
for diesel driven):
Discharge pressure
Suction pressure
Condition of Mechanical Seal/Gland Packing
Electric Motor load current at discharge valve shutoff and open condition
Condition of bearing by sound and temperature
Any leakage
Vibration and shock pulse reading.
1.6.5 On-site Disaster Management Plan
Onsite Emergency/disaster is an unpleasant event of such magnitude which may cause extensive
damage to life and property due to plant emergencies resulting from deficiencies in Operation,
Maintenance, Design and Human error, Natural Calamities like Flood, Cyclone and Earthquake; and
deliberate and other acts of man like Sabotage, Riot and War etc. An Onsite Disaster may occur all of
a sudden or proceeded by a Major Fire. Purpose for the on-site disaster management plan is
To protect persons and property of processing equipment in case of all kinds of accidents,
emergencies and disasters
To inform people and surroundings about emergency if it is likely to adversely affect them
To inform authorities including helping agencies (doctors, hospitals, fire, police transport etc.)
in advance, and also at the time of actual happening
To identify, assess, foresee and work out various kinds of possible hazards, their places,
potential and damaging capacity and area in case of above happenings. Review, revise,
redesign, replace or reconstruct the process, plant, vessels and control measures if so
assessed.
Following fire protection facilities are available to combat the emergencies and depending upon the
type of emergencies any one or combination of the facilities are applied.
Fire Water System
Carbon Dioxide System
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
22
Foam System
First Aid Fire Fighting Equipment
Mobile Fire Fighting Equipment
Gas / Fire Detection and Alarm System.
Fire Protection Systems
Fire Hydrant System and Other Facilities
A fire Hydrant System has been provided for the premises. The system comprises of an underground
water storage tank with make-up facility through Bore wells & water storage tanks. The system is kept
pressurized all the time with the help of a Jockey Pump. Whenever a fire hydrant outlet is opened
and the line pressure drops, the fire hydrant pump starts automatically.
Main Plant Hydrant System Consist with:
Underground water storage tank
Fire Pump (Electrical Driven)
Fire Pump (Diesel Driven)
Jockey Pump
Pumps Head
Single Hydrant point
Double Hydrant point
Water monitor
Hydrant Riser
Prills Plant Hydrant System Consist with
Underground water storage tank
Fire Pump (Electrical Driven)
Fire Pump (Diesel Driven)
Jockey Pump
Pumps Head
Single Hydrant point
Double Hydrant point
Water monitor
Hydrant Riser
For use with the Fire Hydrant System, the following firefighting equipment‟s / facilities are available:
1. Fire Hoses 5. Foam Compound (AFFF & ARFFF)
2. Branch Pipes & Nozzles 6. Breeching & adaptors
a) Gunmetal Branch-pipe 1. Fire Blankets
b) Triple Purpose 8. Fire Suits
c) Diffuser 9. Portable Water Monitor
d) Foam Making Branch pipes 10. Emergency Ladder
3. Fire Hooks 11. Portable foam Trolley
4. Fire Man‟s Axe 12. Smoke Extractors

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
23
Fire Buckets/Fire Extinguishers
Fire Buckets and portable Fire Extinguishers are provided in all the areas depending upon the
specific needs of the area. Some spare equipment‟s are maintained in the inventory at an identified
Fire & Safety Equipment‟ Store. The following table shows the number of various types of Fire
Extinguishers available in the premises.
Sl. NO TYPE OF FIRE EXTINGUISHERS NUMBERS AVAILABLE
1 No. of Water Foam Monitors 3
2 No. of Mobile Foam Unit 1
3 Foam Carrying capacity 200ltrs
4 No. of Foam making branches 5
5 Storage of AFFF 3000ltrs
1.6.6 Emergency Safety Cupboards & PPE’S
To have adequate tools, tackles & PPE‟s during emergency handling, stock of these items has been
maintained in emergency cupboards. ESM can take the required items from these cupboards.
Emergency safety cupboards are available inside factory premises at various locations. Checklist of
safety cupboard is maintained and frequency of checking in monthly basis. Followings are the
particulars available in the safety cupboard.
Following items are maintained in cupboards.
Note: Number of item & items in cupboards may vary in different areas.
1.6.7 Occupational Health and Safety
For large industries, where multifarious activities are involved during construction, erection, testing,
commissioning, operation and maintenance; the men, materials and machines are the basic inputs.
Along with the boons, industrialization generally brings several problems like occupational health and
safety.
The industrial planner, therefore, has to properly plan and take steps to minimize the impacts of
industrialization and to ensure appropriate occupational health and safety including fire plans. All these
activities again may be classified under construction and erection, and operation and maintenance.
1.6.7.1 Occupational Health
Occupational health needs attention both during construction and erection and operation and
maintenance phases. However, the problem varies both in magnitude and variety in the above phases.
Construction And Erection
The occupational health problems envisaged at this stage can mainly be due to constructional accident,
dust and noise. To overcome these hazards, in addition to arrangements to reduce it within TLV's,
necessary protective equipment will be supplied to workers.
Operation and Maintenance
The problem of occupational health, in the operation and maintenance phase is primarily due to noise,
dust etc., and the necessary personal protective equipment will be given to all the workers. The working
personnel will be given the following appropriate personnel protective equipment
Industrial Safety Helmet
Face shield with replacement acrylic vision
Zero power plain goggles with cut type filters on both ends

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
24
Zero power goggles with cut type filters on both sides and blue color glasses
Welders equipment for eye and face protection
Cylindrical type earplug
Ear muffs
Canister Gas mask
Self-contained breathing apparatus
Leather apron
Aluminized fiber glass fix proximity suit with hood and gloves
Boiler suit
Safety belt/line man's safety belt
Leather hand gloves
Asbestos hand gloves
Acid/Alkali proof rubberized hand gloves
Canvas cum leather hand gloves with leather palm
Lead hand glove
Electrically tested electrical resistance hand gloves
Industrial safety shoes with steel toe/ Electrical resistance safety shoes with fiber toe
In order to ensure safety of the employees including contract workmen, the following measures will be
taken
Ensuring use of Personal Protective Equipment by the employees and the contract workmen
Following Work Permit System
Induction, Regular Awareness and Refresher Training Program on Safety and Special Safety
Training Program to specifically address various jobs
Pep Talk/Group Discussion of safety
Safety Audit
Safety Committee Meeting
Mock Drills/Training on Emergency Preparedness and Response Plan
Fully fledged medical facilities will be available round the clock for attending emergency arising out of
accidents, if any. All working personnel will be medically examined at least once in every year and at the
end of his term of employment. This is in addition to the pre-employment medical examination.
1.6.7.2 Safety Plan
Safety of both men and materials during construction and operation phases is of concern. The
preparedness of an industry for the occurrence of possible disasters is known as emergency plan. The
emergency in the plant is possible due to collapse of structures and fire/explosion etc.
The plant will formulate safety policy, keeping in view the safety requirement during construction,
operation, maintenance phases, which will address the following points

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
25
Allocation of sufficient resources to maintain safe and healthy conditions of work
Taking steps to ensure that all known safety factors are taken into account in the design,
construction, operation and maintenance of plants, machinery and equipment;
Ensuring adequate safety instructions are given to all employees;
Providing all necessary protective equipment, safety appliances and clothing and to ensure their
proper use
Informing employees about materials, equipment or processes used in their work which are known
to be potentially hazardous to health or safety
Keeping all operations and methods of work under regular review for making necessary changes
from the point of view of safety in the light of experience and up to date knowledge
Providing appropriate facilities for first aid and prompt treatment of injuries and illness at work
Providing appropriate instruction, training, retraining and supervision to employees in health and
safety, first aid and ensuring adequate publicity is given to these matters
Ensuring proper implementation of fire prevention methods and an appropriate firefighting service
together with training facilities for personnel involved in this service
Organizing collection, analysis and presentation of data on accident, sickness and incident involving
people injury or injury to health with a view to taking corrective, remedial and preventive action
Promoting through the established machinery and joint consultation effective participation by all
employees in health and safety matters.
Publishing /notifying regulations, instructions and notices in the vernacular language of employees.
Preparing separate safety rules for each type of occupation/processes involved in a plant ensuring
regular safety inspection by a competent person at suitable intervals of all buildings, equipment,
work places and operations.
1.6.7.3 Safety Organization
Construction and Erection Phase
A qualified and experienced safety officer is be appointed. The responsibilities of the safety officer will
include identification of the hazardous conditions and unsafe acts of workers and advice on corrective
actions, conduct safety audit, organize training programs and provide professional expert advice on
various issues related to occupational safety and health. He is also responsible to ensure compliance of
Safety Rules/ Statutory Provisions.
Operation And Maintenance Phase
When the construction is completed the posting of safety officers will be in accordance with the
requirement of Factories Act and their duties and responsibilities will be as defined thereof.
1.6.7.4 Safety Circle
In order to fully develop the capabilities of the employees in identification of hazards in the processes
and improving safety and health, safety circles will be constituted in each area of work. The circle will
consist of five to six employees from that area. The circle normally will meet for about an hour every
week.
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
26
1.6.7.5 Safety Training
Safety training will be provided by the Safety Officers with the assistance of faculty members called from
Professional Safety Institutions and Universities. In addition to regular employees, contractor labors will
also be provided safety training. To create safety awareness safety films will be shown to workers and
leaflets will be distributed.
Some precautions and remedial measures proposed to be adopted to prevent fires are:
Compartmentalization of cable galleries, use of proper sealing techniques of cable passages and
crevices in all directions will help in localizing and identifying the area of occurrence of fire as well as
ensure effective automatic and manual firefighting operations;
Spread of fire in horizontal direction will be checked by providing fire stops for cable shafts;
Reliable and dependable type of fire detection system with proper zoning and interlocks for alarms
are effective protection methods for conveyor galleries;
Housekeeping of high standard helps in eliminating the causes of fire and regular fire watching
system strengthens fire prevention and firefighting; and
Proper fire watching by all concerned will be ensured.
1.6.7.6 Health and Safety Monitoring Plan
The health of all employees will be monitored once in a year for early detection of any ailment/
abnormality due to exposure to heat /dust.
The company will have a well-defined Emergency Preparedness & Response Plan (ERPR) in place
and made for risk assessment of all probable risks with mitigation measures.
-The organization will be capable of handling any adverse situation arising out of unforeseen
circumstances. At company there will be well trained rescue persons and required equipment in
sufficient number to deal with any emergency including fire.
1.6.8 Precautionary Measures for Falling Objects
Provide safety helmets to protect workers below against falling objects
Barriers like a toe boards or mesh guards should be provided to prevent items from slipping or
being knocked off the edge of a structure
Secure objects to the structure like lashing of scaffold boards
Ensure that there are no loose objects and all tools are properly secured
Create an exclusion zone beneath areas where work is taking place.
Danger areas should be clearly marked with suitable safety signs indicating that access is
restricted to essential personnel wearing hard hats while the work is in progress.
1.7 APPROACHES TO DISASTER MANAGEMENT PLAN
1.7.1 Emergency Preparedness & Response Plan (EPRP)
Safety in the premises is ensured by means of engineering design and construction, use of recent
technology and sophisticated equipment, reliable safety systems, careful personnel selection and
training.
SRF limited give priority for Safety, Health and Environment through all phases of activities. Lot of
emphasis is given on preventing personal injuries and damage to environment.
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
27
Thus Safety Department is one of the important departments in the organization. Presently Sr.
Manager - Safety heads the department. He is having direct access to VP- Manufacturing, Executive
Vice President -Manufacturing (Location head) & Corporate EHS head. Executives & Technical staff
members –Safety, assists Sr. Manager -Safety in departmental activities. Manager and Executives
are qualified and having experience in Safety field.
Occupational Health center (OHC) equipped with required facility is also a part of safety department.
Qualified doctor (Factory Medical Officer) is appointed on retainer ship basis & visits daily on working
days. He looks after the OHC. Male nurse is available round the clock and gives first aid to the
injured.
In Occupational Health Center all required facilities and medicines are available. Stock is updated
periodically. Ambulance van along with driver is available round the clock.
A well distributed underground fire hydrant system circuit along with water sprinkler and 03 water
monitors is provided all around the plant to meet any fire and explosion hazard. The system is
working with working pressure 7kg/cm2 in auto mode. There are two fire hydrant pump, one is
electrical driven having Capacity 273 m3/hour and second is engine operated having capacity 273
m3/hour is available. One jockey pump having capacity of 11 m3/hour are also available to keep
system under pressure. There is fire water reservoir having capacity 1486 KL which is always full
with water..
Safety is one of the most important aspects in all activities. Consideration for safety is given
throughout all stages of production activities. Safety department is involved in decision making
related to safety. Safety department conducts trainings to increase safety awareness amongst all the
employees. MSDS for the chemicals handled at this site are made available in respective department
to make employees aware about the hazards & necessary precautions required to be taken. Good
housekeeping is ensured all the time in the department. Adequate ventilation, illumination & hygienic
conditions are maintained at workplace. Safety department is responsible for setting up safety
systems, procedures & their effective implementation. Safety executives take safety rounds & gives
recommendation to improve work environment related to safety. It is ensured through work permit
system that all the jobs are carried out safely. Suggestions from employees regarding safe work
environment are accepted positively & efforts are taken to implement them.
1.7.2 Objectives of the Plan
The plan is developed to make the best possible use of the resources available at Plant and/or the
agencies available outside to provide help/assistance in case of an emergency in the factory
premises. The activities will include;
1. To control and contain loss.
2. To safeguard employees, visitors and public in the vicinity.
3. To minimize damage to property and / or the environment.
4. To inform employees, the general public and the authorities about the hazards/risk assessed,
safeguard provided, risk if any and the role to be played by them in the event of emergency.
5. To inform authorities and emergency services for additional help, if required.
6. Rescue victims and give them the necessary medical attention in the shortest possible time.
7. To identify and list out the casualty, if any.
8. Provide necessary information to families/relatives of affected persons
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
28
9. To secure the safe rehabilitation of affected area and to restore normalcy.
10. To provide necessary information to outside agencies including media and statutory bodies.
11. To preserve evidences, records, equipments, etc, and to organize investigation for the root
cause of the emergency and develop necessary preventive measure avoid its recurrence.
12. To ensure safety of the employees before re-entry and resume the work.
13. To work out a plan with all provisions to handle emergencies and to provide for emergency
preparedness and the periodical rehearsal of the plan.
Responsibilities should be clearly assigned and should be practicable. For clear understanding and
quick action, the action (Role) by each individual (his emergency duty) shall be defined &
communicated clearly.
Small or Localized emergency situation, this is an emergency situation that will have small fire,
explosion, toxic gas release or chemical spill in small or controlled area. This will be limited to specific
small area or department section. These situations get normally controlled by individual or by group of
people with or without initiating emergency alarm.
Local Emergency is a state of emergency consisting of situation which may affect one or more
plant / department, but the effects are contained within the premises and it is possible to bring the
emergency situation under control using own resources. This includes activation of emergency plan
of site.
Major Emergency is defined as that event may affect one or more operating areas of plant and
possibly extend beyond the factory premises. It may cause injuries, loss of life or extensive property
damage. It may require use of additional resources than what we have available with us in-house.
The areas where possible major accidents may happen are solvent storage tanks of warehouse and
plant.
Possible Emergencies
The types of emergencies which can happen at Plant is as listed below. These emergency situations
can be of one of the above or combination from above three type i.e. Small or Localized emergency
situation, Local Emergency and Major Emergency
a) A large fire and / or explosion in chemical tank farm areas, manufacturing areas, warehouse and
other service department/ offices.
b) Sudden emission of flammable or toxic gases/vapours to the atmosphere.
c) Spillage or release of chemical from vessels / containers.
d) Earth Quake – Not possible -Least active zone as per seismic zone map of India
e) Flood – Due to Heavy rain.
f) Terrorist attack.
Various actions which need to be followed and taken to control these emergency situations are
covered in this plan.
Fire
Flammable solvents are used in process & hence fire hazard is always there if the safety norms are
not followed. There could be a spillage/ leakage of flammable solvent from containment & if it gets
accidents ignition source from anywhere then it will catch fire.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
29
Possible ignition sources could be spark from electrical equipment, if their flame proofness is not
maintained properly. Accumulation of static charge creating spark if earthing & bonding is not proper.
Hot work jobs in plant area without proper precautions etc.
Spillage of Chemical
Another probable danger is leakage of flammable and / or corrosive chemicals from storage tanks in
tank farms. This could be possible from flange joints, tank shell, through vent due to overfilling, line
rupture etc.
Flood / Earthquake
Due to Heavy rain water accumulation problem will be there but there is no possibility of flood as
nearby river is around 3.0 kms. The river bed in on lower side. In past there is no any evident where
flood occurred in industrial area.
Industrial area of Pithampur in seismic zone III. This region is liable to low probability and is classified
as the Low Damage Risk Zone.
1.7.3 Emergency communication
Procedure for raising emergency alarm and communication:
A reliable and prompt communication system is extremely important in controlling a major
emergency. Corrective actions can be initiated in time only, if information can be passed on to key
personnel quickly. If necessary have a runner in case of electrical or phone failure.
An emergency gets communicated to emergency control center through. A dedicated phone is
maintained at emergency control center for receipt of emergency calls. Intercom telephone has been
provided at all areas of operations.
An audible fire alarm and siren system is installed throughout the working area of the factory and can
be activated from any MCP provided at various places throughout the factory
Manual Call points are fast communication of emergency situation. Manual call points are provided in
factory premises at various locations. This is the enclosure consist with the breakable glass having
switches inside. Any emergency communication can be done by breaking the glass of MCP through
attached hammer. Breaking of cover glasses on the manual call points will actuate the audio visual
indication on the fire alarm panel located at the Main Security Gate and Fire Sirens will also blow
automatically in the veiling mode.
The wailing siren is having typical rising and lowering sound (10 to 15 sec). This wailing sound
signifies to the employee the onset of emergency.
After controlling the emergency situation Incident controller informs to security officer on duty
regarding declaration of all clear announcement.
The evacuation is declared by multiple announcements on public address system. At the time of
evacuation, the employees are expected to leave their work place after bringing the operations to the
safe working conditions, to assembly point area.
Siren tone (sound) What it means Duration of siren sound
Wailing mode (Up & Down) Emergency Siren 45 sec.
Continuous tone (Long siren) All Clear 60 sec.
Evacuation at site through continuous announcement via public address system

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
30
1.7.4 Roles And Responsibilities In Emergency
Person First Noticing Fire / First Observer:
Following actions must be taken in case of emergency
He/ She are first person who observes the incidence. He shall press the nearby MCP (Manual call
point) of the fire alarm system and / or Inform to main security gate & give following information:
His name
Type of emergency
Location of emergency If first observer is a squad member then after informing / communicating
security, he should perform his duties as squad member and if not then stand by the Incident
controller for next instruction. If he/she feels to control the situation, will initiate required actions.
If he is familiar with plant, machinery or equipment affected, isolate as necessary for containment
purpose.
In case of fire observer should attempt to extinguish the fire with the nearest portable firefighting
equipment without exposing himself to undue risk
Attempt to be made to restrict access of personnel and vehicle until the arrival of the fire team.
Action by Person discovering gas leak / spillage:
first seek to protect himself by moving to a safe location ( it is safer to travel across wind)
He should alert persons in the immediate area of the danger and raise the alarm & inform his
department head.
He should use the nearest emergency telephone or dial fire station – 333.
He should not run, but walk quickly.
He should cover his nose with wet cloth and breathe through it.
He should remain up wind of the leak and restrict of persons in that area.
Security Supervisor / Guards
Breaking glass of manual call point will automatically actuate the audiovisual indication on fire
alarm panel located at main security gate along with blowing of fire siren in wailing mode for about
30-45 seconds.
If emergency is communicated through intercom number 333 then security supervisor / officer
shall initiate siren in manual mode. Call on intercom 333 doesn‟t initiate siren in auto mode.
Security supervisor on duty will acknowledge & confirm the emergency location & nature of
emergency and switch on the public address system and make announcement three times
through public address system consist with mike & Speaker, regarding the „Type & Location of
emergency. Announcement happens in Hindi language.
Note – all employees should go nearest speaker available in area and listen announcement being
made for further actions as per individual role laid down in procedure.
Do work allotment to security guards as follows:
i) Send Ambulance with one security guard and megaphone.
ii) Ensure security guard available in the area of emergency scenario has opened the lock of fire
hose box.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
31
iii) Ensure entry / exit in OR outside from factory is stopped from the gates of the
factory.
iv) Stop vehicle movement on roads.
v) Ensure traffic clearance for emergency vehicle.
Affected Area In charge / SSPO
• Immediate rush to the emergency location and initiate necessary actions as per judgement on
the gravity of emergency.
• Ask to evacuate unwanted persons (employee and contract workers) from the site of
emergency.
• To take decision on the actions such as shut down, transfer of material, removal of drums/
materials ON/ Off of AHU, electrical isolation of equipments; stop the plant operations based
on situation.
• Try to control situation with the help of emergency squad members reached at site & available
resources,
• Get the megaphone & Guide ESM for handling emergency Arrangement for shifting patient.
Ensure no-body is trapped inside affected area.
• Perform head count of plant persons including contract casuals & other engineering
personals, refer shift log book, work permit system to verify it.
• After arrival of SSPO handover charge to him and then he will act as Incident controller.
• Take necessary help of maintenance person & electrician for isolation / provision of pipelines,
Electrical energy if required.
• Concern plant SSPO will voluntarily provide information which in relevant to incident controller
• Inform to ETP officer in case any spillage / leakage of chemicals in drain effluent pit. ETP
officer will then plan necessary actions required at effluent treatment plant in sudden shock
load.
Incident Controller:
a) Incident controller defined for;
i. Main plant
b) Rush to the site of emergency and acknowledge the situation.
c) Consult with the respective Shift in-charge
d) Arrange with the help of safety squad, for removing the casualties, if any, from the spot & their
first aid/ treatment.
e) Guide ESM for effective use & application of safety appliances & ensure action taken is
satisfactory.
f) Direct Plant operations/shut-down operations as needed to control situations.
g) Direct for the rescue operation if required and ensure the effective & timely rescue operation
under his control.
h) He will communicate through megaphone for the complete plant evacuation, if required.
i) Ensure no person trapped inside the affected area and verify the head count done by the
respective shift in charge as per evacuation & headcount procedure.
j) Arrange for any additional firefighting/safety equipments that may be required at the site.
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
32
k) After controlling the emergency, he will ensure and take a walk through around the site along
with respective shift in charge and ensure no reappearance of the emergency situation.
l) Informed to security in charge to declare ALL CLEAR siren and announcement.
m) Give permission for the reentry to the affected area.
n) Take action to restore operations as required under the circumstances
o) Inform and seek guidance from higher authorities
p) Preserve records/evidences that may be required for investigation.
q) Carry out preliminary investigation into the accident with the help of concerned personnel.
Emergency Squad Member (ESM)
SRF Limited, Pithampur facility has combined team of ESM, First aider. Same team shall be utilized
in rescue and evacuation purpose.
At the incident spot incident controller will assign the responsibilities to ESM for controlling
situation or of first aid to injured person & accompany injured person till OHC.
a) ESM should rush to the site of emergency immediately after hearing emergency siren &
location of emergency on PAS speaker.
b) Carry BA set, Fire extinguisher, according to the scenario heard on speaker
c) Follow instruction of SPO till arrival of incident controller.
d) Wear the required personal protective equipment‟s.
e) Know the emergency situation & engage to control the emergency with the help of available
resources.
Duties of assigned First Aiders
f) On hearing the fire siren, members of first aider‟s squad should reach the location of incident.
g) 1f any one body found injured, immediately they will give first aid treatment at site and bring
injured person to Occupational Health Center.
h) If required, one or two first aiders will remain at Occupational Health Center, otherwise they
will return to the emergency site.
i) Fire & safety equipment‟s brought from various locations but not used, are kept back on their
place.
Welfare Arrangement (HR / Admin Manager)
a) Arrangement shall be made to communicate the necessary information to relatives/ family of
the victims.
b) Welfare arrangement – Water, snacks, Cold drinks, Tea for the employees reported at
emergency site and participated to control the emergency.
c) Make necessary arrangement at emergency site.
Advisory Team
(Safety Manager, Plant Managers, engineering managers, Managers)
a) This includes Safety Manager, Plant Managers, engineering managers, Managers and there
second line in silent hrs.
b) Keep in touch with the Emergency controller for information that will help firefighting/rescue
operations.
c) Keep in touch with the other coordinators for requirement of any services like external help,
communication, transportation etc.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
33
d) Carry out investigation of the accident and assist in filing of statutory reports as required.
e) Each plant Manager / Area manager has to ensure the uniform distribution of ESM & First
aider in each shift & this shall be checked & verified randomly by safety team.
Duties of Engineering Manager or executive
f) He will provide necessary help to Incident Controller such as cutting off, startup electrical
supply / steam supply / water supply and other services.
g) Ensure utility operators are at fire pump house, to ensure that the pump remains running till
the fire is extinguished and get information regarding the same.
Utility Operator - Hydrant Pump House
Boiler operator rush to the hydrant pump house – Main Plant & Utility operator for PRILLS area
and ensure:
Pressure in hydrant system,
Smooth startup of fire hydrant main pump (1st Electrical, if not, then Diesel Engine)
Water level in underground water tank & water make up.
Stop fire pump after getting instruction from Incident controller or after hearing ALL CLEAR
siren.
Electrician
Electrician should be present at respective PCC room /D. G. house to take care of power
failure. If more than one electrical personnel are available; then one should remain at PCC/D.
G. room & other should go to Incident Spot and act as per the instructions of Incident Controller.
Ensure Emergency backup system for emergency equipment‟s, lighting is ready & working
properly.
Other Persons / Visitors
People from the affected area, who are not members of the above squads / teams, should stand
by to incident controller for next instruction.
If complete evacuation is declared then all people should go and stand at the nearest, chosen
as per wind direction.
People from other areas, who are not members of the above squads / teams should not leave
their workplace and do their work normal, till further instruction on public address system or
respective area in charge or incident controller.
Instructions to Employees
Do not get panicky.
Do not approach emergency site as a spectator.
Do not engage phones ( internal& external ) unless it is in connection with the emergency.
Do not move about unnecessarily.
Remain at your working places unless called and be attentive to instructions.
When told to evacuate, do it in orderly manner and proceed to the area.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
34
Ensure that all contract labors working in the premise and visitors also follow the above stated
instructions.
Do not leave the working place without informing your immediate supervisor / subordinate /
monitor. Production officer in each plant will act as a monitor in his plant.
No visitors will be allowed to come during emergency
1.7.5 Drills & Exercise
To ensure the level of emergency preparedness amongst the employees, a mock drill plan has been
established & conducted on a periodical basis (Quarterly).
This will conducted to cover the full range of possible scenarios, different shift, and odd hrs& on
holidays.
Safety procedure no.13 describes the more details about the mock drill procedure, defined observers,
location and briefing / debriefing / finding/recording methodology along with action tracking. As per
the gaps identified, appropriate changes in the hardware and business plan shall be done.
1.7.6 Evacuation, Rescue, Head Count, All Clear & Re-Entry
Evacuation
Objective
Provide the guidance for the evacuation, if on site emergency is beyond control and converted into
major or offsite emergency. When need turn in to the complete evacuation of the plant / area during
emergency situation,
Scope
Evacuation is done for the safety of human lives working in the department / in the factory.
Evacuation means withdrawal of the personnel from place of work in an emergency. Evacuation can
be departmental or total.
ALL EMERGENCIES LIKE FIRES OR DANGEROUS OCCURANCE NEED NOT NECESSARILY
BE FOLLOWED BY AN EVACUATION.
If a fire or dangerous occurrence (explosion, spread of gases / vapours etc.) is of minor nature (i.e.
very quickly and easily controllable), evacuation is not necessary.
If a fire or dangerous occurrence is of a serious nature, goes out of control and is likely to endanger
the lives of the people in a section or in a department, evacuation of the people of only that particular
section / department and the adjoining department is necessary.
If a fire or a dangerous occurrence is likely to spread over a large area, goes out of control and is
likely to endanger the lives of people of the entire factory, a total evacuation is necessary.
The following procedure has been drawn mainly with a view to moving personnel from their place of
work to a safe place as quickly as possible and in an orderly manner, when a situation arises where
evacuation becomes necessary
Following are the key steps shall be taken by the site incident controller:
1. Assess the situation for the potential severity & probability of the situation may lead to a major
catastrophic situation.
2. Initiate & raise the evacuation need, based on emergency scenario.
3. Evacuation of specific area shall be initiated through announcement in PAS.
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
35
4. Incident controller should give necessary instructions to security supervisor for making
announcement of evacuation. He shall tell the /Location in details to security.
5. Security supervisor after getting communication from incident controller shall make
announcement regarding evacuation for multiple times (5-6 times) at the frequency of two
minutes.
6. Incident controller if required shall also make parallel announcement at incident area through
megaphone.
7. Sectional / departmental evacuation :
8. Whenever a fire or a dangerous occurrence takes place , the department head or the plant
manager or the shift in – charge or the floor management staff will immediately
o Make an on the spot assessment whether the situation warrants evacuation by the people of
that particular area.
o ensure that all operations have been brought to a satisfactory „STANDSTILL STATE ‟
(SAFE )
o Order evacuation through megaphone / orally and communicate this message to the people of
that area.
o Ensure that the visitors / contractors men are also evacuated.
o THE EMPLOYEE OF THE DEPARTMENT WILL,
o When an order has been given to evacuate, move quickly to the Area through the safe exit in
an orderly manner by the route which is notified separately in the department.
o Not leave the area until advised to do so
9. The headcount Shall be done through ESM or person available at incident spot, he should
o Ensure that no one enters in the section / department which are to be evacuated.
o After the evacuation, take a roll call of the members of the concern department in the
assembly point area.
o Report the missing names to the at Incident controller, detail about his work place to incident
controller.
o Incident controller should search missing person if any.
o If required, arrange the facility for First Aid / Transport / Canteen etc.
10. Incident controller will do following,
o After receiving message, he will instruct ESM (rescue) team to find out the person or casualty
in that affected area.
o Give feedback about casualty / missing persons to Security so that he can do further
communication to Admin head, safety head, HR head and Location head.
o If required, take the help of First Aider for the treatment & send the injured person / casualty to
Occupational Health center for further treatment.
11. Contractor or visitors are present in the dept. then staff of the respective dept. will take the
responsibility of them and take them along with him the assembly point Area.
12. Dept. Management staff must ensure that total evacuation of their dept. and reach to the area.
13. Incident controller will check that all employees are evacuated by performing head count at
assembly point.
14. He shall verify that all employees are evacuated through concerned employees /ESM of affected
area.
15. He should instruct to employees to be alert and if required, he can declare total site evacuation.
16. Employees / Visitors should follow the evacuation routes. When evacuation is declared, Plant
employee will take the colleagues, contractors and visitors along with them and move towards
assembly point.
17. Ensure adequate & clear communication at the site for the evacuation.
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
36
18. Direct & ensure the peoples are gathered at a defined place at chosen assembly point.
19. Ensure chosen assembly point is in correct direction as per wind direction.
20. Clear communication to the shift incharge/ area incharge /supervisors to ensure peoples under
him was evacuated safely.
21. Ensure peoples from services department engaged through work permit procedures were
communicated effectively & evacuated.
22. Ask Shift in charge to refer log book, work permit & ensure nobody trapped inside the plant area.
23. He shall also check visitor entry at gate to check details of visitors.
1.7.7 Assembly Point
In the event of Emergency in one operating area, it may be essential to evacuate the personnel from
the affected area. Total eight assembly points have been identified in the premises. Employees, who
are required to evacuate from their respective area,
HEAD COUNT PROCEDURE:
Incident controller has to assign the responsibility to a Plant employee (ESM/Shift in charge)
for head count of the members gathered at assembly point.
Ensure all chosen assembly points were covered for head count.
Cross verification by referring the log book, muster roll, Gate pass, Card punching system,
work permit system shall be done.
This shall also be done agency wise contract employees and direct Plant employee‟s
department wise if required.
Any missing person shall be identified & initiate the search & rescue operation
SEARCH & RESCUE PROCEDURE:
This will be initiated as soon as need identified.
Rescue need will be confirmed before initiating the action of rescue operation, who are
trapped, where trapped and nature of risk during rescue.
Before starting the rescue operation, incident controller will give necessary instruction to ESM.
Instruction / Plan shall include the entry & exit route, PPE‟s required, Back-up support in terms
of man power, tools, equipment & facility required.
Incident controller shall ensure adequate illumination and back-up of power for lighting.
Incident controller will direct the rescue team actively & involved directly in rescue operation.
Ensure vehicles, Ambulance with required items available at site.
ALL CLEAR & RE- ENTRY PROCEDURE
After controlling the emergency, incident controller will ensure that emergency situation is under
control and no further propagation of emergency situation is possible at the place. He will take a visit
of emergency area and ensure the situation is up to the acceptable limit to initiate all clear & re- entry
procedure.
Incident controller shall pass a communication by Walkie-Talkie And /OR Intercom no. to the main
security in charge at control center to initiate “ALL CLEAR” siren (Long siren for 60 sec.) with
announcement as “EMERGENCY UNDER CONTROL”
Followings are the steps to be followed towards Re-entry procedure:
Ensure all clear siren after clearance by incident controller, before proceeding to re-entry to
the area.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
37
Employee selected for re-entry should be familiar with the area & Hazard involved and trained
in emergency handling procedure.
Predefined route to be followed during reentry.
Ensure compliance of required PPE‟s during reentry.
Possible hazards in the area shall be assessed and evaluated.
Ensure adequate illumination in the area OR portable device with the person.
Ensure source of energy is controlled for the area.
Initial walk through shall be conducted by incident controller along with respective area in
charge to ensure the area is safe for the normalization of activities.
Security in charge has to recommence the man movement / vehicle movement through gate.
1.7.8 Facilities and Infrastructure
Emergency Response Centre
The place identified as Emergency Response Centre at present, is the Main Security Gate Office
where the Fire Alarm Control Panel is installed. The facilities available at the Emergency Response
Centre include:
1. Internal Telephone
2. External telephone, STD.
3. Fire alarm panel
4. Manual Fire Siren
5. Fire Alarm System with Public Address System
6. Important Addresses & Telephone No.
7. Ambulance Van
8. Megaphone
9. A copy of On-Site Emergency Plan.
All communications after General Shift Working hours and on Sundays/Holidays are routed through
the Security Gate Office.
1.7.9 Emergency Communication Facilities:
internal communication:
Intercom telephone points have been provided at all critical areas of operations. An emergency
telephone is available at the Emergency Response Centre.
Fast communication of emergency situation using manual call points MCP.
Walkie –Talkie, Mobile as well as virtual no. have been provided to ensure immediate contact.
Smoke Detector: Smoke detectors provided at identified
MANUAL CALL POINTS (MCPS):
This is the enclosure consist with the breakable glass having switches inside. Any emergency
communication can be done by breaking the glass of MCP through attached hammer. Breaking of
cover glasses on the manual call points will actuate the audio visual indication on the fire alarm panel
located at the Main Security Gate and Fire Sirens will also blow automatically in the veiling mode.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
38
Fire Alarm Panels –
There are two panels installed in main security office to get the location of emergency after raising the
siren. Visual indication on panel activated. Zone wise identification of plant area displayed on panel to
know the exact location of the emergency.
Siren- sirens are located at various identified places to ensure adequate sound level during
emergency. Following is the detail for the type of sound:
Public Address System
Public address system consists with Mike & Speaker. After hearing the emergency siren, Security
Supervisor on duty at the main gate will see the visual indication on fire alarm panel to acknowledge
the exact location of emergency, and then make an announcement on the Public Address System
(PAS).
He will announce the nature of emergency & Location of emergency on PAS. Speakers are installed
at all over the premises. All employees on hearing the siren reach the nearest speaker, hear the
announcement and act according their role as per Fire Fighting Procedure.
After the emergency is brought under control and confirmation received from the incident controller
for the all clear siren, the Security Supervisor will blow the All Clear Siren and makes suitable
announcement on the Public Address System. The audio visual indication on the panel will remain
there until and unless the broken glass is repaired and replaced. This system is aimed at expediting
the communication process in the event of an emergency situation so as to save valuable time and
effective emergency preparedness.
Megaphone
It can be used by incident controller to give instructions to safety squad members and other
employees. It is kept at Security gate – Main Plant & PRILLS area. During emergency, Security
guards collect it from security office and hand over it to incident controller.
Self-Contained Breathing Apparatus (SCBA)
These sets are very useful to tackle the emergency situation like working in oxygen deficient
atmosphere. Similarly it is very much necessary to use these sets by the ESM where toxic gases are
evolved during fire.
Emergency Ladder
During emergency, if need arises to reach at height then there are three emergency ladders provided
at conspicuous places. One ladder is at prills main gate and other two area at emergency cupboard
kept at safety building in main plant.
Monitoring Equipment
The following monitoring equipments are available in the premises. These can be used on need
basis.
a) Explosive cum Oxygen meter
b) H2S meter
c) Dragger Detection kit and Detection Tubes.
d) Multi-gas Detector.
e) Static Charge Meter
f) Smoke detectors
Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
39
1.7.10 Resources Available
The following resources available at SRF Limited, with respect to Emergency Preparedness:
EHS Management Team
There is a full-fledged Safety, health & Environment department to provide all types of inputs in the
areas of Industrial Safety, Health & Environment related issues. Safety & Health department has
strength of around seven persons and is headed by a Manager –Safety. All references, data sheets
and information which may be required in the event of an emergency is readily available with the
Safety Department. Besides other related functions of the department, this team provides valuable
and comprehensive inputs in terms of training to employees.
Emergency Squad Members
This is a group of personnel who have been identified to handle any emergency situations. These
personnel are taken from various operating areas including offices and are imparted training in
handling of possible emergencies at site. This includes fire, fire, toxic gas release, spill etc, the
firefighting, rescue operations, first aid and other related functions. The members are so chosen that
at any given time, at least 30-40 members of Emergency Squad are available in the premises.
3. The following basic facilities are available in the Occupational Health Centre.
a) Equipment /items as specified for an Ambulance Room
b) Oxygen administering equipment as well as spare cylinders
c) A Refrigerator for keeping critical medicines.
d) Stretchers for handling casualties.
e) Bed for casualty till shifted for further medical attention.
f) Facilities for carrying out routine medical examination.
g) Antidotes, Medicines, bandages etc., for necessary first-aid.
h) Proper washing facility and an attached toilet.
An Ambulance Van with necessary first-aid equipment is available in the premises round the clock to
take care of any medical emergencies.
1.7.11 Training & Mock Drill
All the rescue and firefighting teams must be properly trained to carry out their duties in an
emergency. Similarly, the key personnel and essential personnel will be trained in the operations.
As Emergency preparedness is an important part of planning in Industrial Emergency Management,
practice drills will be carried out once in every six months to ensure that persons are fully conversant
with their duties and can carry them out efficiently when the need arises. Personnel will be trained
suitably and prepared mentally and physically in emergency response through carefully planned,
simulated procedures. A record of all such drills and meetings will be maintained.
1.7.12 Offsite Emergency Preparedness Plan
The offsite plan in detail will be based on those events, which are most likely to occur, but other less
likely events, which have severe consequence, will also be considered. Incidents which have very
severe consequences yet have a small probability of occurrence will also be considered during the
preparation of the plan. However, the key feature of a good offsite emergency plan will be the flexibility in
its application to emergencies other than those specifically included in the formation of the plan.

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
40
The roles of the various parties who will be involved in the implementation of an Offsite Plan/Disaster
Management Plan are described below. The plan will identify an emergency coordinating officer, who will
take the overall command of the offsite activities. As with the onsite plan, an emergency control center
will be setup within which the emergency coordinating officer can operate.
An early decision will be required in many cases on the advice to be given to people living "within
range" of the accident - in particular whether they should be evacuated or told to go indoors. In the
latter case, the decision can regularly be reviewed in the event of an escalation of the incident.
Although the plan will have sufficient flexibility built in to cover the consequences of the range of
accidents identified for the onsite plan, it will cover in some detail the handling of the emergency to a
particular distance from each spot of disaster.
Aspects Proposed to be considered in the Offsite Emergency Plan
The main aspects, which should be included in the emergency plan, are:
ORGANIZATION
Detail of command structure, warning systems, implementation procedures, emergency control
centers.
Names and appointments of incident controller, site main controller, their deputies and other key
personnel.
COMMUNICATIONS
Identification of personnel involved, communication center, call signs, network, list of telephone
numbers.
SPECIALIZED KNOWLEDGE
Details of specialist bodies, firms and people upon whom it may be necessary to call e.g. those with
specialized fuel knowledge, laboratories.
VOLUNTARY ORGANIZATIONS
Details of organizers, telephone numbers, resources etc
INFORMATION ON HAZARDOUS SUBSTANCES STORED
Details of the hazardous substances stored and a summary of the risk associated with them.
METEOROLOGICAL INFORMATION
Arrangements for obtaining details of weather forecasts and weather conditions prevailing at that
time
HUMANITARIAN ARRANGEMENTS
Transport, evacuation centers, emergency feeding, treatment of injured, first aid, ambulances and
temporary mortuaries.
PUBLIC INFORMATION
Arrangements for (a) Dealing with the media press office; (b) Informing relatives, etc

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
41
ASSESSMENT OF EMERGENCY PLAN
Arrangements for:
(a) Collecting information on the causes of the emergency; and
(b) Reviewing the efficiency and effectiveness of all aspects of the emergency plan.
1.7.12.1 Role of the Emergency Coordinating Officer
The various emergency services will be coordinated by an Emergency Coordinating Officer (ECO), who
will be designated by the District Collector. The ECO will liaison closely with the site Main Controller.
Again depending on local arrangements, for very severe incidents with major or prolonged offsite
consequences, the external control will be passed to a senior local authority administrator or even an
administrator appointed by the central or state government. The ECO will be equipped with address and
phone numbers of important agencies.
1.1.12.2 Role of the Local Authority
The duty to prepare the offsite plan lies with the local authorities. The emergency planning officer (EPO)
appointed will carry out his duty in preparing for a whole range of different emergencies within the local
authority area.
It will be the responsibility of the EPO to ensure that all those organizations which will be involved offsite
in handling the emergency, know of their role and are able to accept it by having for example, sufficient
staff and appropriate equipment to cover their particular responsibilities. Rehearsals for offsite plans will
also be organized by the EPO.
1.1.12.3 Role of Police
Formal duties of the police during an emergency include protecting life and property and controlling
traffic movements.
Their functions will include controlling bystanders, evacuating the public, identifying the dead and dealing
with casualties, and informing relatives of death or injury.
1.1.12.4 Role of Fire Authorities
The control of a fire will be normally the responsibility of the senior fire brigade officer who will take over
the handling of the fire on arrival at the site. The senior fire brigade officer will also have a similar
responsibility for other events, such as explosions. Fire authorities in the region will be appraised about
the location of all stores of flammable materials, water and foam supply points, and firefighting
equipment. They will be involved in off-site emergency rehearsals both as participants and, on occasion,
as observers of exercises. The flow chart for offsite emergency plan is given in Figure-1.10.
1.1.12.5 Role of Health Authorities
Health authorities, including doctors, surgeons, hospitals, ambulances and so on, will have a vital part to
play following a major accident, and they will form an integral part of the Disaster Management Plan
Major off site incidents are likely to require medical equipment and facilities additional to those available
locally, and a medical "mutual aid” scheme should exist to enable the assistance of neighboring
authorities to be obtained in the event of an emergency.
1.1.12.6 Role of Government Safety Authority
This will be the factory inspectorate available in the region. Inspectors are likely to satisfy themselves
that the organization responsible for producing the Disaster Management Plan has made adequate

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
42
arrangements for handling emergencies of all types including major emergencies. They may wish to see
well documented procedures and evidence of exercise undertaken to test the plan.
In the event of a Disaster, local arrangements regarding the role of the factory inspector will apply. These
may vary from keeping a watch, to a close involvement in advising on operations. The action plan
suggested for control of the offsite emergencies is given in Table-1.23
FIGURE 1.4: OFFSITE EMERGENCY PLAN
TABLE 1.10
OFFSITE ACTION PLAN
SI. No.
Action Required to be taken to Mitigate Disaster by Aid giving agency
Responsible Agencies for taking action
Equipments /Material facilities Required at site to mitigate Emergency
A 1 Arrangements for evacuation/ rescue of persons from zone of influence to predetermined camps
Police Department
Self-Breathing apparatus with spare Cylinder Chemical gas mask with spare canister Vehicle with PA system Transportation for evacuation of people
2 Caution to public by announcement
3 Traffic and Mob control by cordoning of the area
4 Law & order
5 Request to railway authority for keeping the nearest railway gate open & to stop the trains at the nearest railway station
B Control of fire District Self breathing apparatus with

Environmental Impact Assessment for increasing Production Volume through addition of Twisting and Weaving Machineries, addition of Dipping Unit and addition of Pet Coke boiler & TFH for M/s. SRF Limited, Malanpur.
Risk Assessment & Disaster Management Plan
43
SI. No.
Action Required to be taken to Mitigate Disaster by Aid giving agency
Responsible Agencies for taking action
Equipments /Material facilities Required at site to mitigate Emergency
1 Scrubbing of the flashed off gas cloud with water curtain
Fire Brigade spare cylinders Foam/water fire tenders Gas mask with spare canisters Lime water Neck to toe complete asbestos suit, PVC hand gloves, gumboots, safety goggles Mobile scrubbing system along with suction arrangement.
2 To rescue trapped persons
3 If fire is big, keep surrounding area cool by spraying water
4 Communication to State Electricity Board to continue or cut off electric supply
5 Communication to water supply department for supplying water
C Medical facilities for affected persons (first aid and treatment)
Hospital and public health
Ambulance with onboard resuscitation unit, first aid, stretchers
D Identification of concentration of gas in zone of influence
Pollution Control Board
Gas detector
E Removal of debris and damaged structures Municipal corporation Bulldozers Cranes
F 1 Monitor the incoming and out going transports
Transport department Traffic Police Emergency shifting vehicles Fuel for vehicles
2 Arrange emergency shifting of affected persons and non-affected person to specified area
3 Arrange diesel/petrol for needed vehicles
G 1 Give all information related to meteorological aspects for safe handling of affected area for living beings
Meteorological Department
Wind direction, temperature and velocity measuring instruments Mobile van for meteorological parameter measurements 2 Forecast important weather changes, if any
H1 Representatives of all departments are in the local crisis group; therefore they are expected to render services available with them. Since it is a group of experts with authority, the Mitigating measures can be implemented speedily. The representatives from locals are also there so that communication with local people is easy and quick.
Local Crises Group
Disaster Management Plan and its implementation method. Information related to hazardous industry with crisis group Newspaper editor/reporter
2 The district emergency or disaster control officer / collector will be the president and he will do mock drill etc so that action can be taken in right direction in time
I 1 Collector will be the President of District Crisis Group therefore all district infrastructure Facilities are diverted to affected zone
District Crisis Group All necessary facilities Control of law and order situation
2 All other functions as mentioned for local crisis group