riqualifica risorse e settori del 3d la classifica 3d ... · arduino, indoor 3d town! 3rd...
TRANSCRIPT
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
La più grande struttura del 3D in Europa di MASSIMILIANO SORESINI
Qualche tempo fa, in questo grande complesso immobiliare, si vendevano macchine utensili a controllo numerico per la lavorazione del metallo, cioè macchinari per asportare del materiale. Oggi, alle porte della terza rivoluzione industriale, attraverso le grandi vetrine in via Enrico Fermi, 69 a Feletto Umberto (UD), si vendono ed assistono le migliori marche mondiali di stampanti 3D … continua a pag. 3
SoNi S.r.l. All rights reserved. PAG. !1
La più grande struttura del 3D in Europa
RIQUALIFICA RISORSE E TERRITORIO VERSO LA TERZA RIVOLUZIONE
INDUSTRIALE.
SETTORI DEL 3D I CAMPI DI APPLICAZIONE
DELLA STAMPA 3D: VANTAGGI ED OPPORTUNITA’
LA CLASSIFICA 3D CHI SALE E CHI SCENDE, PREGI E DIFETTI DELLE
STAMPANTI 3D SEMI-PRO
TERMINI, TECNICHE E MATERIALI
IL GLOSSARIO DA PAG. 4
Le keyword del progetto 3D-World sono: 3D Printing,
Rapid Prototiping & Production, 3D Product,
3D Museum, Augmented & Virtual
Reality, Robotics, Drones, FabLab Udine,
Arduino, Indoor 3D Town! 3rd Industrial
Revolution
3D-WORLD BOOK
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Indice dei Contenuti
La più grande struttura del 3D in Europa 1 Indice dei Contenuti 2 Glossario della Stampa 3D 4 Le tecniche di Stampa 3D 12 Settori di applicazione della Stampa 3D 16 I materiali della Stampa 3D 22 La Classifica delle Stampanti 3D semi-pro 50 I nostri brand 52 Il Podio dei brand per Caratteristiche 56 Il Podio dei brand per Settore 57
SoNi S.r.l. All rights reserved. PAG. !2

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
segue da pag. 1 - cioè a tecnologia additiva. In realtà il progetto è molto più ampio e ricopre tutti i campi delle tecnologie mirate alla prototipazione e produzione rapida, service di stampa 3D, centro di assistenza specializzata, formazione mirata, robotica ed automazione industriale.
Nello specifico, 3D-World.info è composto da un negozio con un fronte strada di oltre 20 metri e di complessivi 400 mq., oltre ad un laboratorio interrato di 350 mq. dove si producono stampanti 3D, centri di lavoro 4-5 assi CNC da tavolo e si esegue Service 3D professionale. Il primo piano è da uffici per un totale di circa 400 mq. così suddivisi: ci sono 7 uffici to rent per startup o per aziende che hanno la necessità di un ufficio temporaneo in regione, un grande spazio (di 175mq.) con aree di coworking e postazioni di modellazione 3D attrezzate. In questa struttura, direttamente collegato al negozio, è collocato un capannone industriale di 1000mq. nel quale è presente il Fablab di Udine (200mq.) e dove inoltre verrà sviluppato un museo del 3D con robot antropomorfi, robot musicisti, ecc. (200mq.) ed uno spaccato della città di Manhattan in scala 1:22 per automodelli radiocomandati, droni di terra e droni volanti per corsi di pilotaggio indoor certificati ENAC (600mq.). Il contenuto tecnologico del building consiste, per esempio, nell’introduzione della realtà aumentata in negozio, la virtual room con progettazione in scala 1:1 per i modellatori 3D, l’utilizzo di chip NFC per la consultazione di opere nella galleria d’arte disposta a primo piano - l’arte ammorbidisce la ruvidezza della tecnologia e così si valorizzano anche artisti locali- piramidi olografiche 3D per la visualizzazione tridimensionale dei prodotti, teatro di posa Scanner 3D con un'area da 2 metri di diametro per 3 metri in altezza e tanto altro.
3D-World.info, pur essendo un centro con tecnologie estremamente avanzate, è pensato per essere a misura d’uomo e soprattutto accessibile anche da bambini e ragazzi che possono sperimentare le nuove tecnologie che diversamente sarebbero disponibili sono nel web. Rendere fisicamente tangibile è un must del modello di business. Un occhio di riguardo è rivolto anche al risparmio energetico (producendo in 3D si risparmia rispetto alle tecniche tradizionali) e al riciclo dei materiali (stampando in 3D si produce pochissimo scarto e molti materiali sono biodegradabili).
3D-World.info è un nuovo modello di business fondato sulla continua ricerca e sviluppo di nuove tecnologie additive, sulla riqualifica del territorio e delle risorse umane e sulla collaborazione con aziende e professionisti del settore al fine di garantire sempre il miglior servizio ai propri Clienti.
SoNi S.r.l. All rights reserved. PAG. !3
3D-World è un nuovo modello di business
In particolare, 3D-World e Teotronica hanno messo a punto un modello di business itinerante denominato Robociclando strutturato in laboratori-seminari volti a stimolare la creatività e la manualità dei partecipanti costruendo sculture robotiche, sensibilizzandoli ad una corretta educazione ambientale attraverso l'arte del riciclo. Vedere e provare come gli oggetti di uso quotidiano possano ritornare utili.

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Glossario della Stampa 3D fonte: www.3dprintingcreative.it
3D Print. Da non confondere con l’uso corrente che si fa di questo termine che, soprattutto sulla stampa generalista, indica tutta la stampa additiva e in particolare quella con tecnologie FDM e FFF, in realtà è soltanto una delle numerose tecniche di prototipazione rapida per addizione. Questa tecnologia è stata sviluppata e brevettata dai ricercatori del Massachusetts Institute of Technology (MIT) di Boston nel 1993, che l’ha poi ceduta a Z Corporation, società acquisita nel 2012 da 3D Systems. Il brevetto originale parla di Dimensional Printing Technology, indicata con il marchio registrato 3DP. Questa tecnologia prevede la creazione del modello nel consueto sistema della stampa additiva, uno strato per volta. In questo caso però viene steso uno strato di polvere (in genere resine o gesso) e un legante con un procedimento simile a quello delle stampanti a getto d’inchiostro.
ABS. Acronimo di Acrylonitrile Butadiene Styrene, che insieme al PLA è una delle principali materie prime usate per la stampa 3D. Si tratta della plastica a base di petrolio con la quale, ad esempio, vengono costruiti i mattoncini Lego. La temperatura di fusione dell’ABS è tra i 210-260 °C e i suoi vapori sono considerati pericolosi per la salute, per cui è bene usare una ventilazione forzata con aspirazione dei fumi se si stampa per lungo periodo. Per la stampa con l’ABS è opportuno avere una stampante con letto riscaldato. Questo accorgimento consente di ridurre la deformazione degli oggetti stampati di grandi dimensioni. L’ABS, rispetto al PLA, permette di costruire oggetti più robusti e in grado di resistere a temperature ambientali superiori. Inoltre i filamenti in ABS si trovano sul mercato in più colori, tra i quali anche l’oro e l’argento.
Additive manufacturing. Vedi Fabbricazione digitale
Aggregato. Indica un materiale solido inerte che si può aggiungere ai polimeri impiegati nella stampa additiva per variare le proprietà meccaniche degli oggetti costruiti. A differenza dei copolimeri, gli aggregati non partecipano alle reazioni chimiche nella catena polimerica.
AMF. Acronimo di Additive Manufacturing File, indica i file esportati da un software CAD nel formato .amf adatto per pilotare una stampante 3D perché descrive l’oggetto come un insieme di strati (layer). Gli altri formati adatti per questo scopo sono STL e OBJ.
Arduino. Si tratta di uno dei più noti progetti di open source hardware (OSH), dispositivi progettati nella stessa maniera dei software aperti con l’obiettivo di mettere a disposizione di tutti le informazioni di progettazione dell’hardware, dagli schemi ai dati del layout dei circuiti stampati. Arduino, progetto che ha preso vita nell’ambito delle attività dell’italiano Interactive Design Institute di Ivrea (IDII) per aiutare gli studenti nelle loro attività didattiche, è open source con licenza Creative Commons. Per Arduino, molto usato anche nell’ambito della progettazione di stampanti 3D consumer, sono stati resi disponibili le specifiche, i file di progetto, il software di controllo (con licenza GPL) e la documentazione. Soltanto il marchio Arduino è protetto.
Bed. Vedi Letto
BOM. Acronimo di Bills Of Materials, la “lista della spesa”” con tutte le parti necessarie per costruire una stampante 3D fai-da-te.
CAD. Acronimo di Computer Aided Design, progettazione assistita dall’elaboratore. I CAD sono programmi che consentono di creare, relativamente alla stampa 3D, il modello tridimensionale del manufatto da stampare. È in primo passo di un percorso che deve essere seguito
SoNi S.r.l. All rights reserved. PAG. !4
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
dall’elaborazione del modello con lo slicer, il software che permette di pilotare le stampanti 3D. Tra i CAD gratuiti adatti per la stampa 3D vi sono Tinkercad, 123D Design, 3DTin, Blender, FreeCAD ed OpenSCAD.
CAM. Acronimo di Computer Aided Manufacturing, è il naturale complemento di un programma CAD per processare i file che genera in istruzioni comprensibili per le macchine di fabbricazione additiva (stampanti 3D) o fabbricazione sottrattiva (frese, torni e così via). I software CAM adatti per le stampanti 3D si chiamano anche slicer.
Carrello. In una stampante 3D consumer del tipo FDM o FFF è il gruppo meccanico che sorregge l’estrusore e si muove sull’asse x. Viene chiamato anche carrello-x o x-carriage, in inglese.
Carriage. Vedi Carrello
Catalizzatore. Sostanza impiegata per incrementare la velocità di una reazione chimica senza interagire con essa.
CC. Vedi Creative Commons
Cinghia. Nell’ambito delle stampanti 3D consumer la cinghia dentata viene impiegata per la trasmissione del movimento dal motore all’estrusore montato sugli assi X, Y e Z.
CNC. Acronimo di Computer Numerical Control, indica le macchine industriali che possono essere controllate da un computer e che appartengono sia alla categoria di sistemi per la fabbricazione additiva (come le stampanti 3D) sia quella della fabbricazione sottrattiva. In quest’ultimo caso sono fresatrici, torni, presse e così via.
Copolimero. Sostanza che viene aggiunta al polimero principale per migliorarne le caratteristiche, come ad esempio aumentare la flessibilità, la robustezza o la resistenza ai raggi ultravioletti degli oggetti stampati in 3D. A differenza degli aggregati, i copolimeri partecipano alle reazioni chimiche nella catena polimerica.
Creative Commons. Le licenze Creative Commons (CC), nome di un’organizzazione senza scopo di lucro con sede a Mountain View (USA) fondata con l’obiettivo di consentire l’uso creativo di opere dell’ingegno altrui nel rispetto delle leggi esistenti, permettono ai creatori di scegliere e comunicare quali diritti riservarsi e a quali diritti rinunciare a beneficio dei destinatari. Non sono un’alternativa al Copyright, ma lo affiancano apportandovi modifiche concordate.
Digital Fabrication. Vedi Fabbricazione digitale
DIY 3D. Acronimo di Do-It-Yourself, indica le stampanti 3D costruite artigianalmente dai maker.
DLP. Acronimo di Digital Light Processing, è una tecnologia di proprietà della Texas Instruments che l’ha messa a punto pensando in particolare ai videoproiettori, ma che trova impiego anche in alcune applicazioni di fabbricazione additiva. È basata su un semiconduttore ottico chiamato Digital Micromirror Device (DMD), ricoperto di milioni di specchi che si muovono in maniera indipendente proiettando luce. Nella stampa 3D questa luce serve per indurire particolari resine di tipo polimerico. In pratica, invece di disegnare gli strati di un modello 3D linea per linea come avviene con le tecnologie laser, come ad esempio con la stereolitografia (SLA), viene proiettato un intero strato per volta.
SoNi S.r.l. All rights reserved. PAG. !5
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
DMLS. Acronimo di Direct Metal Laser Sintering, è una tecnologia di stampa 3D professionale che consente di ottenere prototipi e stampi di alto livello mediante sinterizzazione diretta di polveri di metallo.
DOP. Acronimo di Drop On Demand, tecnologia brevettata da Sanders (oggi SolidScape) che prevede la costruzione di un oggetto 3D tramite getti di due materiali distinti: un termoplastico per la costruzione del modello e una cera per la costruzione dei supporti. Prevede un processo sottrattivo tramite fresa per spianare gli strati depositati. Tra i punti di forza di questa tecnologia vi è la precisione, l’affidabilità e la semplicità di utilizzo.
EBM. Acronimo di Electron Beam Melting, fusione a fascio di elettroni, è una tecnologia messa a punto dall’azienda svedese Arcam e basata su un fascio concentrato e accelerato di elettroni che fonde la materia prima costituita da metallo in polvere. Gli oggetti, come avviene in tutte le tecniche di stampa additiva, vengono realizzati a strati che in questo caso sono di circa 0,1 millimetri. Il procedimento avviene sottovuoto con temperature di fusione comprese tra 700 e 1000° gradi. I modelli realizzati con questa tecnologia di stampa 3D non richiedono finiture successive e sono particolarmente adatti in ambito aeronautico, aerospaziale e biomedicale (usando il Titanio come materia prima possono essere costruite anche protesi articolari biomedicali).
Estrusore. In una stampante 3D del tipo FDM o FFF si occupa di caricare, sciogliere ed estrudere il materiale termoplastico di fabbricazione. L’estrusore è composto da due parti: un finale freddo che si occupa di trascinare i filamenti nel dispositivo e un finale caldo che lo scioglie fino a farlo diventare liquido e lo colloca direttamente sul letto di formazione del prototipo attraverso un piccolo ugello. La punta dell’estrusore, quella più calda in assoluto, viene definita anche hot end.
Fabbing. Vedi Fabbricazione digitale
Fabbricazione additiva. Vedi Fabbricazione digitale
Fabbricazione Digitale. La fabbricazione digitale è il processo mediante il quale è possibile creare modelli e prototipi tridimensionali a partire da un disegno elaborato con un programma CAD. Si tratta di un processo usato nelle industrie per creare modelli e prototipi usando due tecnologie completamente differenti: fabbricazione sottrattiva e fabbricazione additiva. La fabbricazione sottrattiva, quella più tradizionale, prevede frese e altre macchine a controllo numerico (CNC) che realizzano il pezzo finale per sottrazione di materiale. La fabbricazione additiva, quella tipica della stampa 3D, permette invece di ottenere modelli e prototipi costruendoli strato su strato. In questo modo si possono ottenere geometrie estremamente complesse in un unico passaggio, impossibili da ricavare con la stampa sottrattiva se non producendo più pezzi e poi unendoli. Quando la fabbricazione additiva viene usata per costruire prototipi e modelli in un’unica copia viene anche definita rapid prototiping, mentre quando si usa questa tecnologia per piccole produzioni di serie viene detta anche rapid manufacturing.
Fabbricazione sottrattiva. Vedi Fabbricazione digitale
Fablab. Contrazione dei termini inglesi fabrication e laboratory, la parola Fablab indica attualmente i laboratori artigianali e le officine che si occupano di fabbricazione additiva e di fabbricazione sottrattiva partendo da file digitali.
SoNi S.r.l. All rights reserved. PAG. !6

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
FDM. Acronimo di Fused Deposition Modeling, la modellazione a deposizione fusa è è stata sviluppata alla fine degli anni 80 da Scott Trump, cofondatore in seguito di Stratasys, produttore di macchine e materiali per la stampa 3D. FDM è a tutt’oggi un marchio commerciale di Stratasys, anche se il suo brevetto è scaduto nel 2009 (una tecnologia simile è nota sul mercato anche come FFF, ovvero fabbricazione a fusione di filamento). I materiali usati sono soprattutto ABS e PLA.
FFF. Acronimo di Fused Filament Fabrication, la definizione di fabbricazione a fusione di filamento è stata coniata dai membri del progetto open source RepRap (iniziativa finalizzata a sviluppare una stampante 3D che possa costruire se stessa). L’oggetto viene costruito per estrusione tramite un principio simile a quello della pistola per colla a caldo. Si possono usare materiali come ABS, PLA, Nylon, polimeri elastici. Tra i punti di forza di questa tecnologia citiamo i bassi costi d’acquisto di stampante e materia prima.
Filamento. La materia prima impiegata nelle stampanti 3d con tecnologia FDM o FFF viene venduta in rotoli di filamenti di PLA, ABS o altri materiali plastici con diametro di 3 o 1,75 millimetri. Il filamento di 3,0 mm è attualmente messo in secondo piano da quello da 1,75 millimetri, più pratico da gestire e controllare da una stampante 3D.
Finale caldo. Vedi Estrusore
Finale freddo. Vedi Estrusore
Finitura. Gli oggetti che escono da una stampante 3D consumer (con tecnologia FDM o FFF) hanno bisogno, nella maggior parte dei casi, di un processo di finitura. Il primo passo da fare è quello di staccarli dal letto e poi spesso è necessario rimuovere la zattera, qualora sia stata impiegata, e le eventuali strutture di supporto. Di solito viene usato un coltello affilato o un taglierino. Si può quindi procedere a una finitura lucida, impiegando carta vetrata, solventi chimici o vernici trasparenti od opache.
G-Code. Vedi Slicer
GNU-GPL. GPL è l’acronimo General Public License, una licenza per software libero (open source) messa a punto nel 1989 da Richard Stallman per distribuire i programmi creati nell’ambito del Progetto GNU della Free Software Foundation (FSF). Oggi è diventata uno standard che consente di utilizzare, condividere e anche modificare il software, con l’unica limitazione che le opere derivate possono essere distribuite solo sotto gli stessi termini di licenza. Linux è uno degli esempi più lampanti di questa licenza, applicata anche a molti programmi usati per la stampa 3D.
GPL. Vedi GNU-GPL
Heated Bed. Vedi Letto
HIPS. Acronimo di High Impact PolyStyrene, il polistirene ad alto impatto è un polimero termoplastico costituito da polistirene e gomma stirene-butadiene. Nell’ambito della stampa 3D è disponibile in filamenti e ha caratteristiche simili a quelle dell’ABS per quanto riguarda la rigidità. Gli oggetti ottenuti con questo materiale possono essere carteggiati, spatolati e pitturati con colori acrilici. Essendo solubile viene impiegato spesso, quando lo si usa in stampanti 3D dotate di doppio estrusore, per creare le strutture di supporto che possono poi essere facilmente rimosse. In questo modo è possibile ottenere prototipi dalle strutture più complesse di quelle ottenute con un unico materiale.
SoNi S.r.l. All rights reserved. PAG. !7
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Hot End. Vedi Estrusore
Infill. Vedi Riempimento interno
Infill Ratio. Vedi Rapporto di riempimento
Kapton. È un nastro adesivo in poliammide che nella stampa 3D viene solitamente posto sul letto riscaldato o utilizzato per collegare il condotto dell’estrusore con l’elemento riscaldante del filamento.
Laser. Dispositivo in grado di emettere un fascio di luce coerente, monocromatica e concentrata. Nell’ambito della fabbricazione additiva il calore che genera è impiegato in svariate tecnologie, quali ad esempio la Sinterizzazione Laser Selettiva (SLS) e la LENS.
Layer. Vedi Slicer
LENS. Acronimo di Laser engineered net shaping, è una tecnologia di prototipazione rapida basata sulla fusione mediante laser di polveri o fili metallici sviluppata dai Sandia National Laboratories dell’United States Department of Energy (DOE), strutture che si occupano di sicurezza nazionale per conto dell’americana National Nuclear Security Administration (NNSA).
Letto. Dall’inglese bed, è il piano (o piattaforma) delle stampanti 3D a deposizione fusa (basate sulle tecnologie FDM o FFF) sul quale l’estrusore deposita la materia e viene formato il prototipo. In alcuni modelli il letto è riscaldato, in modo da evitare che la base di un oggetto si raffreddi troppo in fretta generando tensioni interne e difetti.
LOM. Acronimo di Laminated Object Manufacturing, la tecnica di produzione mediante oggetti laminati impiega fogli di carta speciale tagliati e incollati strato su strato. Ha il vantaggio di poter costruire oggetti di dimensioni elevate, ma il trattamento successivo è impegnativo perché è complessa l’estrazione del materiale in eccesso (si usano gli stessi attrezzi impiegati per la lavorazione del legno). Il prodotto finale ha aspetto e caratteristiche simili al compensato, per cui deve essere impermeabilizzato e trattato con carta abrasiva. Punti di forza: buona finitura superficiale, nessuna deformazione dovuta alle tensioni interne, processo molto veloce.
Maker. Definizione polivalente, che indica generalmente gli appassionati del fai-da-te tecnologico e che oggi ha una particolare valenza nell’ambito della stampa 3D indicando chi costruisce oggetti per passione o a livello di impresa artigianale.
MJM. Acronimo di Multi Jet Modeling, indica un procedimento simile a quello della stampa a getto d’inchiostro. La testina però contiene un materiale simile alla cera che viene disposto sulla tavola di lavoro fino a creare, strato dopo strato, il modello e i supporti. Punti di forza: rapidità della costruzione del modello, impiegabile in ambienti di ufficio.
Modellazione 3D. Vedi CAD
Motore passo-passo o Stepper. Tipologia di motore usato soprattutto con le stampanti 3D consumer.
MultiJet. Tecnologia additiva messa a punto nel 2006 da 3D System per i propri sistemi appartenenti alla fascia professionale, quella mediana tra gli altri sistemi che la società americana classifica come personali o di produzione industriale. Il processo di stampa avviene per deposizione di strati di plastiche acriliche fotosensibili e di materiali di supporto che vengono rimossi con un processo di fusione e successivo lavaggio. La tecnologia di cambio fase con doppio materiale consente di produrre prototipi caratterizzati da eccellente finitura e di elevata
SoNi S.r.l. All rights reserved. PAG. !8

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
definizione, adatti anche per verifiche estetiche e prove funzionali. I materiali impiegabili hanno buone resistenze alle alte temperature e sono robusti. I prodotti ottenuti possono essere perforati, incollati, verniciati, metallizzati o cromati.
Nylon. Per la stampa 3D possono essere usati filamenti di Nylon in alternativa al PLA o all’ABS comunemente usati sulle macchine che impiegano la tecnologia FDM o FFF. Si tratta di un materiale leggero, resistente e flessibile, che non produce fumi od odori durante la stampa. Per le sue caratteristiche peculiari potrebbe essere impiegato in ambito biomedicale.
OBJ. Si tratta di un formato molto impiegato nella stampa 3D perché descrive in maniera piuttosto semplice la geometria di un oggetto: linee, poligoni, curve, superfici. Sviluppato inizialmente da Wavefront Technologies, è ormai diventato uno standard adottato quasi universalmente nel mondo della stampa 3D. Gli altri formati più diffusi sono STL e AMF.
Open Hardware. Vedi Arduino
Open Source. Vedi GNU-GPL
PC. Vedi Policarbonato
Piastra. Vedi Letto
Piattaforma. Vedi Letto
PLA. L’acido polilattico (PLA) è il polimero termoplastico più usato come materia prima nella stampa 3D. Biodegradabile ed eco compatibile, ha il vantaggio rispetto all’ABS di non generare odori sgradevoli in fase di stampa. Inoltre i suoi fumi non sono ritenuti pericolosi, per cui non è necessario predisporre particolari sistemi di ventilazione (al contrario di quanto si dovrebbe fare quando si stampa con l’ABS). Gli oggetti stampati in PLA sono abbastanza robusti, ma più fragili di quelli ottenuti con l’ABS e hanno una scarsa resistenza alle alte temperature. I filamenti sono disponibili in diversi colori e anche in una varietà con maggiore flessibilità per stampare oggetti che non devono essere rigidi, come gli pneumatici di un modellino di auto ad esempio.
PLY. Acronimo di Polygon File Format, è un formato di file per la definizione di oggetti tridimensionali usato anche nell’ambito della stampa 3D.
Policarbonato. Materiale plastico robusto, con una buona resistenza al calore e con elevata trasparenza ottica. Viene usato a volte nella stampa 3D consumer, ma sono ancora pochi i produttori di questo materiale in filamenti e il prezzo è più elevato rispetto a PLA e ABS.
PolyJet. Metodo avanzato di produzione additiva di proprietà di Stratasys, consiste in testine simili a quelle delle stampanti a getto d’inchiostro che depositano foto polimeri a base acrilica o foto polimeri elastomeri su strati sottilissimi che polimerizzano con luce UV. Le macchine stampano con strati da 16 micron e un livello di precisione fino a 0,1 mm per superfici lisce, pareti sottili e geometrie complesse. È una tecnologia in grado di supportare un’ampia gamma di materiali con proprietà diverse: dalla gomma ai materiali rigidi, dai materiali opachi a quelli trasparenti. Tra i punti di forza di questa tecnologia citiamo la possibilità di realizzare prototipi in co-stampato anche di forme molto complesse, l’elevata precisione di stampa (± 0.1mm ogni dieci centimetri) e la velocità. I pezzi ottenuti hanno una resistenza inferiore a quelli realizzati con stereolitografia.
Produzione additiva. Vedi Fabbricazione digitale
SoNi S.r.l. All rights reserved. PAG. !9
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Produzione sottrattiva. Vedi Fabbricazione digitale
Prototipazione rapida. Attività che consente di ottenere, impiegando svariate tecniche, il primo esemplare di un manufatto in vista di una produzione in serie (tramite la stampa a iniezione, ad esempio). I prototipi possono essere concettuali (per visualizzare semplicemente la forma e l’impatto estetico del prodotto, ad esempio), funzionali (per verificarne la resistenza o il corretto dimensionamento rispetto ad altri pezzi industriali con i quali dovrà interagire), di pre-serie e così via. Sul prototipo, in genere realizzato in scala 1:1, vengono fatti perfezionamenti, collaudi e modifiche fino ad arrivare a quello definitivo.
Prototipo. Vedi Prototipazione rapida
PVA. Sigla che contraddistingue l’alcol polivinilico, un polimero plastico idrosolubile in genere impiegato per stampare le strutture di supporto indispensabili per la realizzazione di oggetti che hanno geometrie particolari (come degli sbalzi a 45°) realizzati in 3D con materiali quali il PLA e l’ABS. Usando questo alcol sarà possibile rimuove questi supporti semplicemente sciogliendoli in acqua, senza dover ricorrere alla rimozione manuale dei supporti creati con il materiale principale di stampa.
Raft. Vedi Zattera
Rapid manufacturing. Vedi Fabbricazione digitale
Rapid prototiping. Vedi Fabbricazione digitale
Rapporto di riempimento. Il rapporto fra materiale solido e il riempimento interno (infill, in inglese) di un prodotto stampato in 3D. Si tratta di un parametro che indica la “solidità” di un manufatto.
ReplicatorG. Programma di stampa 3D open source impiegato in molte stampanti 3D, tra le quali MakerBot Replicator e le macchine RepRap. ReplicatorG (scaricabile gratuitamente per Windows, Mac e Linux) è in grado di elaborare file in GCode o STL.
RepRap. Contrazione di Replicating Rapid Prototyper (creatore di prototipi a replicazione rapida), è un’iniziativa promossa nel 2005 da Adrian Bowyer dell’University of Bath (Inghilterra) per sviluppare una stampante 3D che produca da sé la maggior parte dei suoi stessi componenti. Le stampanti rilasciate sino a oggi sono Darwin, Mendel e Huxley.
Riempimento interno. I software che preparano un file CAD per la stampa 3D si occupano, oltre che di generare i supporti necessari per le parti a sbalzo, di sostituire le parti piene degli oggetti stampati per rendere l’oggetto leggero e comunque resistente, risparmiando materia prima.
Scanner 3D. Dispositivo che consente di effettuare scansioni tridimensionali di un oggetto in modo da ottenere un file elaborabile da un programma di modellazione 3D e, successivamente, una replica tridimensionale con una stampante 3D. Ci sono vari tipi di scanner 3D: a contatto per presa manuale, senza contatto, con scansione laser, a luce strutturata e così via.
SHS. Acronimo di Selective Heat Sintering, la sinterizzazione selettiva mediante calore è una tecnologia messa a punto dalla danese Blueprinter. Impiega una testina di stampa termica che applica calore su strati di polvere fondendoli e aggregandoli in strati fino a formare l’oggetto. Punti di forza: tecnologia meno costosa rispetto alla SLS, non servono supporti o post trattamenti, impiega materiale atossico e riciclabile.
SoNi S.r.l. All rights reserved. PAG. !10
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
SLA. Vedi Stereolitografia
Slicer. Nell’ambito della fabbricazione additiva e della fabbricazione sottrattiva, gli addetti ai lavori chiamano comunemente slicer il programma CAM (Computer Aided Manifacturing) che ha il compito di convertire il modello realizzato con un software CAD in istruzioni meccaniche che servono per pilotare la stampante 3D o le macchine a controllo numerico (CNC). Il formato standard per queste istruzioni è un linguaggio di programmazione chiamato G-code. Gli slicer gratuiti più diffusi sono Slic3r, Skeinforge, KISSlicer, Cura e MakerWare (tutti disponibili per Windows, Mac e Linux). Il processo che converte i modelli 3D ottenuti da un CAD nelle istruzioni comprensibili dalle stampanti 3D si chiama slicing. In pratica il modello viene tagliato in strati (layer, fette, slice) orizzontali, formando i classici gradini che, soprattutto quando si tratta di riprodurre superfici curve, contraddistinguono gli oggetti stampati in 3D. Minore è l’altezza di questi strati, migliore sarà il risultato finale estetico dell’oggetto riprodotto.
Slicing. Vedi Slicer
SLM. Acronimo di Selective Laser Melting, la fusione laser selettiva è un procedimento simile alla sinterizzazione laser selettiva (SLS), ma con l’impiego di polveri metalliche integrali senza l’ausilio di bassi fondenti. Il laser più potente rispetto a quello impiegato nella SLS permette di ottenere un prototipo del tutto simile alla produzione di serie.
SLS. Acronimo di Selective Laser Sintering, la sinterizzazione laser selettiva è una tecnologia sviluppata dal ricercatore Carl R. Deckard dell’Università del Texas, inizialmente detentrice dei brevetti, con il supporto della Darpa (Agenzia governativa del Dipartimento della Difesa degli Stati Uniti incaricata dello sviluppo di nuove tecnologie per uso militare). Tecnologie e licenze sono poi passate alla DTM Corporation e quindi alla 3D Systems. La SLS fa uso di un laser per sinterizzare (fondere) polveri termoplastiche, metalliche o silicee. La macchina stende strato dopo strato le polveri su una tavola. Il principale vantaggio di questa tecnologia sta nel fatto che si possono impiegare vari tipi di materie prime (anche in grado di restituire elevate rese meccaniche e termiche) e che non sono necessari supporti perché è la polvere non sinterizzata stessa che provvede a sostenere i piani superiori. Questa polvere va rimossa alla fine del processo con un procedimento abbastanza semplice e veloce. Se si usano polveri metalliche o ceramiche è necessario migliorare le caratteristiche del manufatto con un trattamento termico. I prototipi realizzati con la sinterizzazione laser selettiva sono più resistenti e precisi di quelli ottenuti mediante stereolitografia, ma la loro finitura è tutt’altro che buona per la sua granulosità.
Solidificazione. Fase finale del processo di stampa 3D, quando l’oggetto si raffredda e prende la sua forma definitiva.
Sostegni. Uno dei limiti della fabbricazione additiva con stampanti 3d del tipo FDM o FFF (modellazione a deposizione fusa) è che le parti con forti sbalzi non sono in grado di reggersi da sole durante il processo di fabbricazione e hanno quindi bisogno di un sostegno. Gli slicer (i programmi che predispongono i file CAD per l’invio alla macchina da stampa 3D) sono in grado di calcolare automaticamente i sostegni necessari, costruendoli assieme al pezzo principale in strutture leggere facilmente rimovibili durante la fase di finitura del pezzo.
Stepper motor. Vedi Motore passo-passo
Stereolitografia. Prima tecnica di prototipazione rapida ad essere stata introdotta sul mercato, la stereolitografia si basa sulla polimerizzazione di una resina liquida per effetto di un laser che,
SoNi S.r.l. All rights reserved. PAG. !11
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
focalizzato sul piano di lavoro mediante sistemi ottici, provvede a costruire il prototipo strato su strato. La stereolitografia consente di produrre pezzi con finiture di superficie migliori rispetto ad altri processi additivi. Per contro, i prototipi ottenuti sono più delicati rispetto a quelli realizzati con altre tecnologie additive e non sono adatti per collaudi funzionali. Il processo iniziale di polimerizzazione, che avviene mediante raggi UV, prosegue inoltre con la normale luce del sole e nel tempo i pezzi diventano fragili.
STL. Acronimo di Stereo Lithography interface format (o di Standard Triangulation Language), indica i file esportati da un software CAD nel formato .STL adatto per pilotare una stampante 3D perché descrive l’oggetto come un insieme di strati (layer, in inglese). Tra gli altri formati adatti per questo scopo vi sono AMF e OBJ. Il principale punto di forza del formato .STL è rappresen-tato dal fatto che è molto facile da generare, mentre il suo lato debole è l’approssimazione delle geometrie. Per risolvere questo problema, i file .STL (ma anche gli .obj e gli .amf) generati da un CAD devono essere elaborati tramite un software CAM, chiamato anche slicer.
Strato. Vedi Slicer
X-Carriage. Vedi Carrello
Zattera. Quando si usa una stampante 3D che non ha un letto riscaldato, per evitare deformazioni negli oggetti stampati viene impiegata una zattera monouso che si pone tra il letto e il prototipo.
Le tecniche di Stampa 3D di MORENO SOPPELSA, fonte: www.3dprintingcreative.it
Dalla stereolitografia al 3D Printing – Non esiste una tecnologia che sia in assoluto migliore delle altre. Per ogni applicazione va scelta quella più opportuna. Ecco come orientarsi.
Ci sono tecnologie che rimangono per anni in una ristretta cerchia di addetti ai lavori e poi all’improvviso cominciano a godere di una grande notorietà grazie a una fortunata definizione, ad accorte strategie di marketing e alla riduzione dei prezzi dei sistemi di base. È il caso della prototipazione rapida, che fino a quando si è chiamata semplicemente così è stata un affare per i centri di service 3D che preparavano prototipi e piccole serie per le industrie manifatturiere e poco conosciuta dal grande pubblico. Ora questa tecnologia è sulla bocca di tutti con il nome di Stampa 3D, una definizione che però si allargata a dismisura sino a comprendere stampanti che partono dal costo di 1000 euro sino ad arrivare a sistemi di rapid prototiping e rapid manufacturing con il costo di centinaia di migliaia di euro. Una forbice enorme per applicazioni e player eterogenei: hobbisti, artigiani della produzione 3D, service di prototipazione per industrie. Ovviamente le caratteristiche dei prodotti ottenuti con questi sistemi sono altrettanto eterogenee, così come – per fare un esempio di un altro settore – un libro d’arte si può stampare indifferentemente con una macchina da stampa offset a sei colori, con una stampante digitale da arti grafiche o con un modello da scrivania a getto d’inchiostro. Con risultati e costi differenti in base a parametri legati al numero di copie che si vogliono ottenere, da una a un milione.
SoNi S.r.l. All rights reserved. PAG. !12

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
La stampa additiva in genere La stampa 3D vera e propria, o 3D Print come chiameremo questa specifica tecnologia per distinguerla dal termine generico, è soltanto una delle numerose tecniche di prototipazione rapida per addizione ed è stata sviluppata dal MIT di Boston, che l’ha poi ceduta a Z Corporation. Nell’uso corrente in realtà questo termine viene usato per dispositivi che impiegano molte altre diverse tecnologie additive. La definizione “stampa 3D” è insomma un cappello per stampare prodotti che vanno da una lampada di design in un unico esemplare alla pre-serie in cento esemplari di una maschera da sub. Con un unico comune denominatore: la tecnologia di stampa additiva (anche detta produzione a strati o processo additivo) invece che sottrattiva. Quest’ultima è quella tradizionale impiegata da sempre nell’industria meccanica per realizzare prototipi: da un blocco iniziale pieno una fresa esporta il materiale fino ad ottenere l’oggetto finito, che quando è complesso, con molte cavità, deve essere realizzarlo in più parti. Ma ecco, più in dettaglio, le tecnologie, gli impieghi e le macchine per la stampa additiva tridimensionale, con la quale si possono ottenere oggetti di una complessità tale da non poter essere realizzati con la stampa sottrattiva.
Le principali tecnologie Le tecnologie per la stampa 3D per addizione si differenziano in genere per i materiali impiegati e, soprattutto, per il modo di trattarli: per sinterizzazione tramite laser, per laminazione, per deposizione di materiali liquidi che vengono poi trattati con lampade a ultravioletti e così via. L’impiego di una piuttosto che l’altra è una scelta da valutare secondo una serie di parametri che sono molto variegati: la velocità di realizzazione del prototipo, costo finale, l’investimento necessario per la stampante, la resistenza, le finiture dei materiali adottati e così via. Allo stato attuale non esiste una tecnologia che vada bene per ogni impiego, tanto che la maggior parte dei service che offrono la prototipazione rapida sono praticamente obbligati a dotarsi di almeno tre o quattro sistemi differenti (come vediamo nell’articolo nelle prossime pagine). In linea generale le tecniche di stampa 3D (anche se più correttamente bisognerebbe parlare semplicemente di tecniche di prototipazione rapida per addizione) si possono suddividere in tre filoni basati sulla materia prima di partenza: polvere, liquido o solido. Alla categoria delle stampanti a polvere appartengono quelle a un componente basate sulla sinterizzazione laser selettiva (SLS) e quelle che usano polveri e legante (3D Print). Sul fronte delle tecnologie a materiale liquido vi sono da una parte quelle che si basano sulla
SoNi S.r.l. All rights reserved. PAG. !13
Le 7 tecniche di spicco tutte disponibili nel gruppo 3D-World
Z Corporation è ora parte del gruppo 3D Systems.
3D Dimension Elite di Stratasys adotta la tecnologia di modellazione a deposizione fusa. Stampa in ABSplus.
3D Systems e Stratasys sono fra i leaders mondiali nella produzione di stampanti 3D.

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
fotopolimerizzazione tramite lampade UV o raggi laser e dall’altra quelle che stampano a getto (Multijet modeling e Drop on demand). Infine, i dispositivi per la stampa 3D che impiegano componenti di partenza allo stato solido si suddividono nei modelli che impiegano una tecnologia basata sull’incollaggio (LOM) o sull’estrusione (FDM). Vediamone ora più in dettaglio alcune tra le principali tecnologie di stampa per addizione.
Modellazione a deposizione fusa La Fused Deposition Modeling (FDM), è stata sviluppata alla fine degli anni 80 da Scott Trump, cofondatore in seguito di Stratasys, produttore di macchine e materiali per la stampa 3D. La FDM è a tutt’oggi un marchio commerciale di Stratasys, anche se il suo brevetto è scaduto nel 2009 (una tecnologia simile è nota sul mercato anche come FFF, ovvero fabbricazione a fusione di filamento). I materiali che possono essere usati sono soprattutto ABS, PLA (polimero basato sull’amido vegetale che ha il vantaggio di essere più biodegradabile dell’ABS), PPSF (polyphenylsulfone), policarbonato e politermide. Un estrusore che si muove su tre assi riscalda questo materiale, in genere confezionato in rotoli di sottili filamenti, e lo deposita fino a costruire il modello. Il software di gestione della stampante è in grado di generare anche i supporti necessari per le parti a sbalzo e per sostituire le parti piene con telai in modo da rendere l’oggetto leggero e comunque resistente, risparmiando materia prima.
3D Print La tecnologia sulla quale tenere gli occhi puntati perché anch’essa sarà tra quelle che cresceranno di più è quella definita Stampa 3D (o 3D Print) in senso stretto. È la tecnologia più apprezzata dai makers che si sono dati cuore e anima alla fabbing o digital fabrication ed è considerata la più veloce in assoluto nel mondo della stampa tridimensionale (modelli fisici ricreati in meno di un’ora), oltre che essere il sistema più semplice ed economico per la realizzazione di prototipi. A questa tecnologia si rifanno molte delle stampanti 3D da scrivania più a buon mercato oggi. Molto simile alla SLS, è basata su normali testine per la stampa inkjet che spruzzano un liquido a base di colla, anziché inchiostro, su uno strato di materiale che può essere composto da amido, gesso o polvere ceramica. Anche in questo caso l’oggetto finale viene consolidato strato su strato. I pezzi ottenuti possono essere colorati, ma sono poco resistenti e ruvidi. La materia prima è poco costosa e non è tossica. Questa tecnologia è stata sviluppata e brevettata dai ricercatori del Massachusetts Institute of Technology (MIT) di Boston nel 1993, che l’ha poi ceduta a Z Corporation, società acquisita nel 2012 da 3D Systems. Il brevetto originale parla di Dimensional Printing Technology, indicata con il marchio registrato 3DP.
Sinterizzazione laser selettiva Un’altra tecnologia importante è siglata SLS, Selective Laser Sintering. Anche i questo caso i vari brevetti che la compongono sono scaduti (quello fondamentale lo scorso febbraio, un altro nel 2006) o scadranno nel corso del 2014. È una tecnologia sviluppata dal ricercatore Carl R. Deckard dell’Università del Texas, inizialmente detentrice dei brevetti, con il supporto della Darpa (Agenzia governativa del Dipartimento della Difesa degli Stati Uniti incaricata dello sviluppo di nuove tecnologie per uso militare). Tecnologie e licenze sono poi passate alla DTM Corporation e quindi alla 3D Systems. La SLS fa uso di un laser per sinterizzare (fondere) polveri termoplastiche, metalliche o silicee. La macchina stende strato dopo strato le polveri su una
SoNi S.r.l. All rights reserved. PAG. !14

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
tavola che si abbassa progressivamente. Il principale vantaggio di questa tecnologia sta nel fatto che si possono impiegare vari tipi di materie prime (anche in grado di restituire elevate rese meccaniche e termiche) e che non sono necessari supporti perché è la polvere non sinterizzata stessa che provvede a sostenere i piani superiori. Questa polvere va rimossa alla fine del processo con un procedimento abbastanza semplice e veloce. Se si usano polveri metalliche o ceramiche è necessario migliorare le caratteristiche del manufatto con un trattamento termico. I prototipi realizzati con la sinterizzazione laser selettiva sono più resistenti e precisi di quelli ottenuti mediante stereolitografia, ma la loro finitura è tutt’altro che buona per la sua granulosità.
PolyJet PolyJet, metodo avanzato di produzione additiva di proprietà di Stratasys, consiste in testine simili a quelle delle stampanti a getto d’inchiostro che depositano fotopolimeri a base acrilica o fotopolimeri elastomerici su strati sottilissimi che polimerizzano con luce UV. Le macchine stampano con strati da 16 micron e un livello di precisione fino a 0,1 mm per superfici lisce, pareti sottili e geometrie complesse. È l’unica tecnologia in grado di supportare un’ampia gamma di materiali con proprietà diverse: dalla gomma ai materiali rigidi, dai materiali opachi a quelli trasparenti. Tra i punti di forza di questa tecnologia citiamo la possibilità di realizzare prototipi in costampato anche di forme molto complesse, l’elevata precisione di stampa (± 0.1mm ogni dieci centimetri) e la velocità. I pezzi ottenuti hanno una resistenza inferiore a quelli realizzati con stereolitografia.
Digital Light Processing (DLP) Il cuore della tecnologia DLP è il dispositivo digitale a micro specchi (DMD-Digital Micromirror Device). Il DMD è un modulatore di luce spaziale (SLM) che consente di mascherare dinamicamente un’ampia area di luce per diversi scopi. Ad esempio, un DMD può essere utilizzato come SLM abbinato a una fonte luminosa ultravioletta per aumentare la risoluzione e la velocità di fabbricazione rispetto al metodo originale di stereolitografia creato nel 1986. Imprimendo i singoli pixel, una stampante 3D con tecnologia DLP può realizzare “stampe” ad alta risoluzione. Le stampanti con tecnologia DLP possono generare oggetti ad alta risoluzione molto velocemente, soprattutto quelli con strati grandi e complessi,perché queste macchine producono un intero strato contemporaneamente.
SoNi S.r.l. All rights reserved. PAG. !15
La moto elettrica Energica EGO è stata costruita da CRP interamente con tecnologia SLS.
La società israeliana Object si è fusa con Stratasys, nella cui gamma ora sono presenti macchine come questa Object 1000 che lavora con tecnologia proprietaria PolyJet
Totem3D DLP Printer è il mix perfetto di precisione, qualità e design italiano ed è completa-mente costruita a Praturlone in provincia di Pordenone (FVG).
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
MultiJet Printing MJP è una tecnologia additiva messa a punto nel 2006 da 3D System per i propri sistemi appartenenti alla fascia professionale, quella mediana tra gli altri sistemi che la società americana classifica come personali e di produzione industriale. La stampa avviene per deposizione di strati di plastiche acriliche fotosensibili e di materiali di supporto che vengono rimossi con un processo di fusione e successivo lavaggio. La tecnologia di cambio fase con doppio materiale consente di produrre prototipi con eccellente finitura e di elevata definizione, adatti anche per verifiche estetiche e prove funzionali. I materiali impiegabili hanno buone resistenze alle alte temperature e sono robusti. I prodotti ottenuti possono essere perforati, incollati, verniciati, metallizzati o cromati.
Stereolitografia Infine l’ultima tecnologia per la stampa 3d che citiamo è anche la prima tecnica di prototipazione rapida ad essere stata introdotta sul mercato: la stereolitografia (SLA). Si basa sulla polimerizzazione di una resina liquida per effetto di un laser che, focalizzato sul piano di lavoro mediante sistemi ottici, provvede a costruire il prototipo strato su strato. La stereolitografia consente di produrre pezzi con geometri complesse e con finiture di superficie migliori rispetto ad altri processi additivi. Non è una tecnologia che appartiene a un solo produttore e quindi è relativamente competitiva rispetto ad altre tecnologie per la stampa 3D. Per contro, i prototipi ottenuti sono più delicati rispetto a quelli realizzati con resine industriali e non sono adatti per collaudi funzionali. Il processo iniziale di polimerizzazione, che avviene mediante raggi UV, prosegue inoltre con la normale luce del sole e nel tempo i pezzi diventano fragili.
Settori di applicazione della Stampa 3D di MASSIMILIANO SORESINI, fonti: www.stratasys.com, www.3dsystems.com e www.eos.info.
La stampa 3D sta guidando una rivoluzione attraverso molti settori industriali e una vasta gamma di applicazioni, includendo mercati che fino a pochi anni fa non sarebbero stati nemmeno considerati appropriati per la stampa 3D. I software di progettazione e le tecnologie di scansione 3D unite alla stampa 3D offrono ai clienti una soluzione definitiva e integrata in grado di creare informazioni 3D da oggetti e condurre rapide operazioni di design e ingegnerizzazione in grado di realizzare oggetti reali, prototipi estetici, funzionali e strutturali.
Queste tecnologie abilitano designers, architetti, ingegneri, ricercatori, dottori, gioiellieri, insegnanti, studenti a trarre vantaggio da migliorie nei tempi di produzione e design, aumentando l’accuratezza e riducendo i costi. Con le tecnologie di stampa 3D, i clienti svolgono le operazioni di tutti i giorni di produzione, creazione e spedizione dei prodotti finiti in meno di 20 ore, la velocità di stampa 3D è quasi la medesima di quella della stampa ad iniezione.
Ingegneri aerospaziali, automotive, designers utilizzano le stampanti 3D per una produzione rapida di parti pronte all’uso riducendo significativamente i tempi di lavoro e i costi, usando la stampa 3D come modelli per fusione.
SoNi S.r.l. All rights reserved. PAG. !16

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Medici e ricercatori utilizzano le tecnologie 3D per l’innovazione in campo medico, chirurgo, in modo da realizzare procedure sempre meno invasive e tempi più brevi di convalescenza per i pazienti. Le scuole a livello mondiale da quelle primarie alle università utilizzano le soluzioni della stampa 3D per render possibile la realizzazione di parti personalizzate per progetti di ricerca.
Mentre questi sono solo alcuni degli esempi delle molteplici applicazioni e usi della stampa 3D noi sappiamo che le possibilità sono infinite.
Aerospaziale e Difesa Prototipazione rapida in una sola sessione di lavoro di parti complicate che potrebbero essere realizzate esclusivamente in più pezzi con saldature e giunte. Gli ingegneri aerospaziali si basano sulla tecnologia brevettata di modellazione a deposizione fusa (FDM, Fused Deposition Modeling) per la realizzazione di prototipi, attrezzature e componenti. La tecnologia FDM può essere utilizzata con materiali termoplastici a elevate prestazioni, ad esempio ULTEM 9085, per realizzare maschere, elementi, strumenti di misura e parti finite dell'aereo.
I progettisti del settore aerospaziale hanno da tempo adottato le tecnologie FDM, PolyJet ed SLS per la modellazione concettuale, la prototipazione e la produzione. Motore, parti di turbine, cabina, interni e componenti sono applicazioni tipiche per l’Additive Manufacturing (AM): componenti funzionali con geometrie complesse e proprietà aerodinamiche definite possono essere prodotte in modo rapido ed economico. Si risparmia in materiale ed in peso riducendo il consumo di carburante ed emissioni di CO2. Adattamenti specifici del costruttore e le piccole produzioni sono ulteriori argomenti a favore della tecnologia di Fabbricazione Additiva. Questo è il motivo per cui aziende leader del settore aerospaziale hanno integrato AM nella pianificazione di strategie di produzione future.
Riduzione dei costi: Poiché la produzione di parte utilizzando Fabbricazione Additiva non provoca costi di set-up e di utensili, i costi di produzione devono essere sostenuti solo per le parti stesse, nel momento in cui sono prodotti. Anche le piccole produzioni e pezzi one-off non causano costi aggiuntivi. Inoltre, le parti del sistema progettato per un funzionamento ottimale possono spesso essere realizzate in un unico pezzo, semplificando l'assemblaggio e la garanzia della qualità.
Il design leggero: strutture leggere intelligenti realizzate con processi di sinterizzazione laser combinano alta resistenza con una riduzione di peso del 40-60%. Il risparmio di materiale si traduce in una maggiore flessibilità nella progettazione e ingegneria. Come risultato, gli aeroplani riducono significativamente il consumo di carburante ed emettono meno anidride carbonica.
Produzione Tool-less: tecnologia AM permette la massima flessibilità nella pianificazione della produzione. Inoltre, i processi di produzione senza utensili richiedono meno energia e materie
SoNi S.r.l. All rights reserved. PAG. !17
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
prime delle operazioni di fabbricazione convenzionali. Parti modificate, aggiornamenti e pezzi di ricambio possono essere prodotti in base alle esigenze, ovviando alla necessità di stoccaggio.
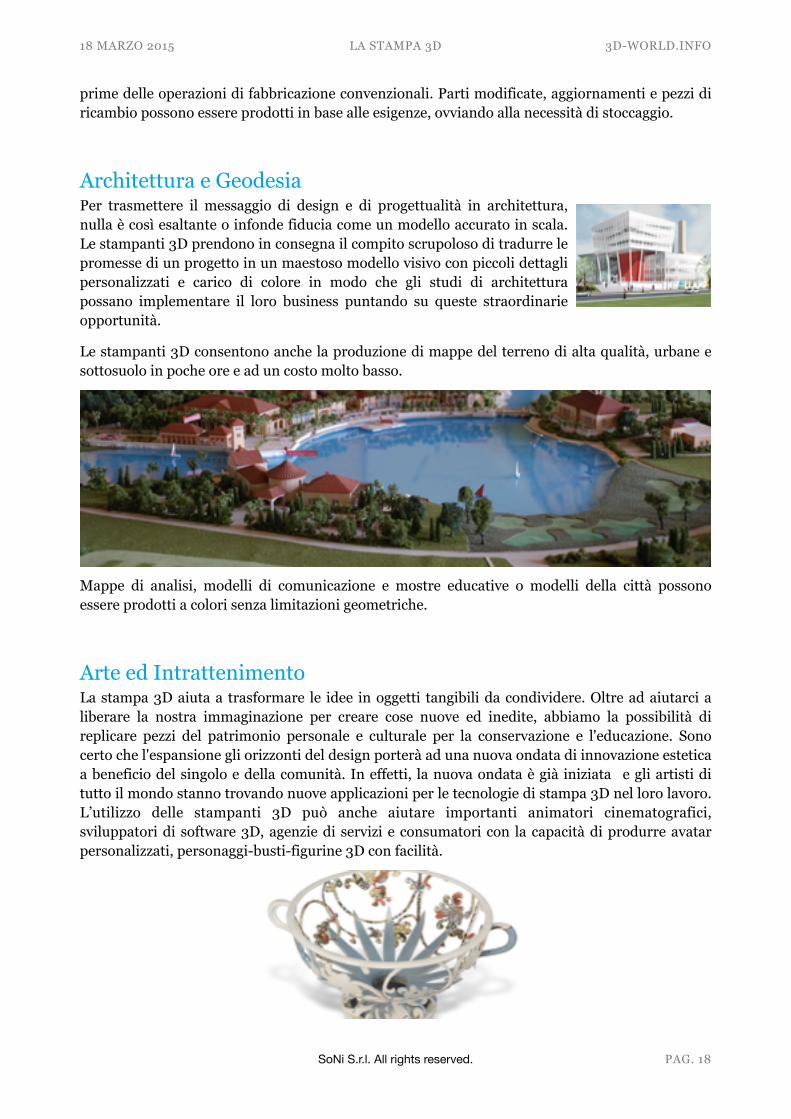
Architettura e Geodesia Per trasmettere il messaggio di design e di progettualità in architettura, nulla è così esaltante o infonde fiducia come un modello accurato in scala. Le stampanti 3D prendono in consegna il compito scrupoloso di tradurre le promesse di un progetto in un maestoso modello visivo con piccoli dettagli personalizzati e carico di colore in modo che gli studi di architettura possano implementare il loro business puntando su queste straordinarie opportunità.
Le stampanti 3D consentono anche la produzione di mappe del terreno di alta qualità, urbane e sottosuolo in poche ore e ad un costo molto basso.
Mappe di analisi, modelli di comunicazione e mostre educative o modelli della città possono essere prodotti a colori senza limitazioni geometriche.
Arte ed Intrattenimento La stampa 3D aiuta a trasformare le idee in oggetti tangibili da condividere. Oltre ad aiutarci a liberare la nostra immaginazione per creare cose nuove ed inedite, abbiamo la possibilità di replicare pezzi del patrimonio personale e culturale per la conservazione e l'educazione. Sono certo che l'espansione gli orizzonti del design porterà ad una nuova ondata di innovazione estetica a beneficio del singolo e della comunità. In effetti, la nuova ondata è già iniziata e gli artisti di tutto il mondo stanno trovando nuove applicazioni per le tecnologie di stampa 3D nel loro lavoro. L’utilizzo delle stampanti 3D può anche aiutare importanti animatori cinematografici, sviluppatori di software 3D, agenzie di servizi e consumatori con la capacità di produrre avatar personalizzati, personaggi-busti-figurine 3D con facilità.
SoNi S.r.l. All rights reserved. PAG. !18

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Automotive Prototipi e attrezzature stampati in 3D estremamente precisi e resistenti. Non si può cambiare il mondo rimanendo fermi nelle proprie posizioni: innovazione significa percorrere strade inesplorate. La stampa 3D consente ai produttori del settore automotive di superare qualsiasi barriera. Grazie alla realizzazione interna di modelli concettuali, prototipi, attrezzature e parti finite di volume ridotto duraturi, tecnici e progettisti possono lavorare in modo più iterativo, eseguire test più approfonditi e passare con più sicurezza alla fase di produzione.
Case History esemplificativoP r o t o t i p a z i o n e d i p a r t i direttamente dai dati CAD
Jaguar Land Rover ha investito nella Objet Connex500 nel 2008 per ampliare le proprie capacità di prototipazione RP basate sulla resina. La possibilità di creare modelli d irettamente dai dat i CAD con elastomeri, materiali simili a gomma e
di produrre meccanismi funzionanti erano gli altri benefici chiave che avrebbero contribuito a ridurre i cicli di sviluppo. Per mettere alla prova tali capaci tà , Objet Connex è s tata inizialmente impostata per produrre bocchettoni da cruscotto per una Range Rover Sport. Il modello prevedeva materiali rigidi per l'alloggiamento e le lamelle di deviazione dell'aria e materiali in gomma per le manopole e le guarnizioni. Jaguar Land Rover è stata in grado di stampare il bocchettone da cruscotto completo, come parte di lavorazione, in un unico processo. Una volta stampato, il modello è stato estratto da Objet Connex, pulito e verificato immediatamente è risultato
c h e l e c e r n i e r e d e l l e l a m e l l e funzionavano correttamente e che le manopole di controllo erano adeguate dal punto di vista funzionale ed estetico. I l cuore de l la s tampante 3D è rappresentato dalla tecnologia per la stampa 3D a getto d'inchiostro. Con il getto di due particolari materiali per modello in combinazioni preimpostate in una struttura a matrice, è possibile creare vari materiali flessibili e rigidi con diverse proprietà meccaniche e fisiche nonché varie finiture. Con questa tecnologia, Objet Connex di Jaguar Land Rover ha accumulato 5.000 ore di lavoro, stampato oltre 2.500 parti e utilizzato 600 kg di resina. Come prova della produttività e dell'affidabilità di Objet Connex, basti dire che la stampante 3D ha richiesto interventi di manutenzione minimi e la sostituzione di solo cinque testine di stampa in tutto questo tempo, agli intervalli consigliati da Objet per garantire la massima qualità. Il numero di parti prodotte con O b j e t C o n n e x è a u m e n t a t o costantemente man mano che sono stati s c o p e r t i n u o v i m e t o d i d i capitalizzazione delle capacità della stampante 3D. Le cifre rappresentano solo una piccola percentuale delle 30.000 parti prototipate da Jaguar Land Rover ogni anno, ma molte di queste sono sinterizzate con il laser. Per le parti in resina, la tendenza è a favore di Objet Connex, che ora rappresenta oltre un terzo della produzione. Objet Connex è spesso utilizzata per produrre parti rigide con un singolo materiale grazie alla velocità e alla semplicità del p o s t p r o c e s s i n g . I n m o d a l i t à multimateriale, viene utilizzata per m o l t e a t t i v i t à . F r a q u e s t e , l a
progettazione e HMI (Human/Machine I n t e r f a c e s ) , c o m e m a n o p o l e , interruttori e telecomandi per chiavi.
P r o v e d i a d a t t a b i l i t à e funzionamento
L a p r o d u z i o n e d i r i v e s t i m e n t i rappresenta un'altra importante funzione del sistema di stampa 3D Objet. Vengono utilizzati due materiali, non miscelati, per creare ad esempio un coperchio con guarnizione in gomma. Dopo la pulizia, il componente può essere direttamente utilizzato per le prove di adattabilità e funzionamento. Altri usi importanti di Objet Connex includono lo sviluppo di guarnizioni per sportelli e le guaine protettive, dove si utilizza solo il Tango Black Plus non rigido, e più recentemente la creazione di parti per la verifica funzionale. Il maggiore utente delle potenzialità di Objet Connex è il reparto progettazione di Jaguar Land Rover. Oltre metà di ciò che viene prodotto nella stampante 3D Objet viene inviato allo studio di progettazione per finalizzare le nuove proposte di design. Un esempio è rappresentato dalla creazione di un sistema di lavaggio telescopico dei fari che si estende per pulire i fari ogni volta
SoNi S.r.l. All rights reserved. PAG. !19

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
che s i pu l i sce i l parabrezza . I componenti stampati da Objet Connex si sono rivelati abbastanza robusti da superare i test, consentendo al design di essere approvato prima di passare alla fase di produzione, estremamente costosa. I vari attributi di Objet Connex entrano in gioco in modi diversi per le
applicazioni indicate sopra, ma in sintesi i vantaggi generali per Jaguar Land Rover sono costituiti dalla definizione di parti corrette ad alta p r e c i s i o n e e i l u n c o n t r o l l o dimensionale, nonché rapidi tempi di produzione grazie alla semplicità di funzionamento, all'elevata velocità di
costruzione e al processo di pulizia lineare. Più in particolare, la stampante 3D Objet Connex ha stupito per la sua capacità di realizzare prototipi di parti direttamente dai dati CAD poiché tale operazione sarebbe risultata molto più lunga e costosa con altri mezzi.
Beni di consumo e prodotti commerciali Produzione additiva significa flessibilità per qualsiasi volume. Quando i clienti manifestano richieste esigenti, i produttori commerciali che dispongono di tecnologia di stampa 3D sono in grado di sfruttare un numero maggiore di opportunità. Progettisti e tecnici possono saltare la fase di lavorazione, costosa in termini di tempo e denaro, e hanno la possibilità di apportare modifiche in qualsiasi momento. Le stampanti 3D consentono di realizzare modelli concettuali, prototipi, utensili e parti finite direttamente da dati CAD. Per utensileria in piccoli volumi e oggetti durevoli pronti all’uso, la tecnologia FDM funziona con materiali da produzione come le termoplastiche ad alte prestazioni PC e ULTEM 9085. La tecnologia PolyJet produce prototipi e stampi super-dettagliati ed anche oggetti pronti all’uso contenenti materiali lisci flessibili, trasparenti e rigidi. Le stampanti 3D multi-materiale producono modelli uguali agli oggetti reali con svariate proprietà del materiale in un’unica sessione di lavoro.
Gioielleria, Oreficeria, accessori Moda, Sport, Abbigliamento, Tempo Libero sono solo alcuni degli ambiti in cui la stampa 3D sta cambiando o meglio rivoluzionando il modo di produrre, il time to market e lo sviluppo di nuovo prodotti con un elevato risparmio nei costi di realizzazione.
Designer industriali, ingegneri meccanici, progettisti di imballaggi, grafici e responsabili marketing utilizzano i prototipi per comprendere l'attrazione che un prodotto esercita da un punto di vista estetico e funzionale. La stampa 3D consente di realizzare rapidamente la genialità di un’idea. Per un aspetto incredibilmente realistico in un modello stampato in 3D, le stampanti 3D PolyJet utilizzano un'ampia gamma di materiali, ad esempio materiali trasparenti, flessibili e rigidi. Le verifiche della progettazione e le sessioni dei gruppi di orientamento possono essere notevolmente più produttive se si utilizzano prototipi realistici.
SoNi S.r.l. All rights reserved. PAG. !20
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Per prototipi realizzati con termoplastiche di produzione, Stratasys offre la tecnologia brevettata di modellazione a deposizione fusa (FDM, Fused Deposition Modeling). Le stampanti 3D con tecnologia FDM utilizzano ABS, PC e altre termoplastiche e consentono pertanto di creare prototipi dello stesso materiale del prodotto finito permettendo alle idee di essere realizzate in tempi da record.
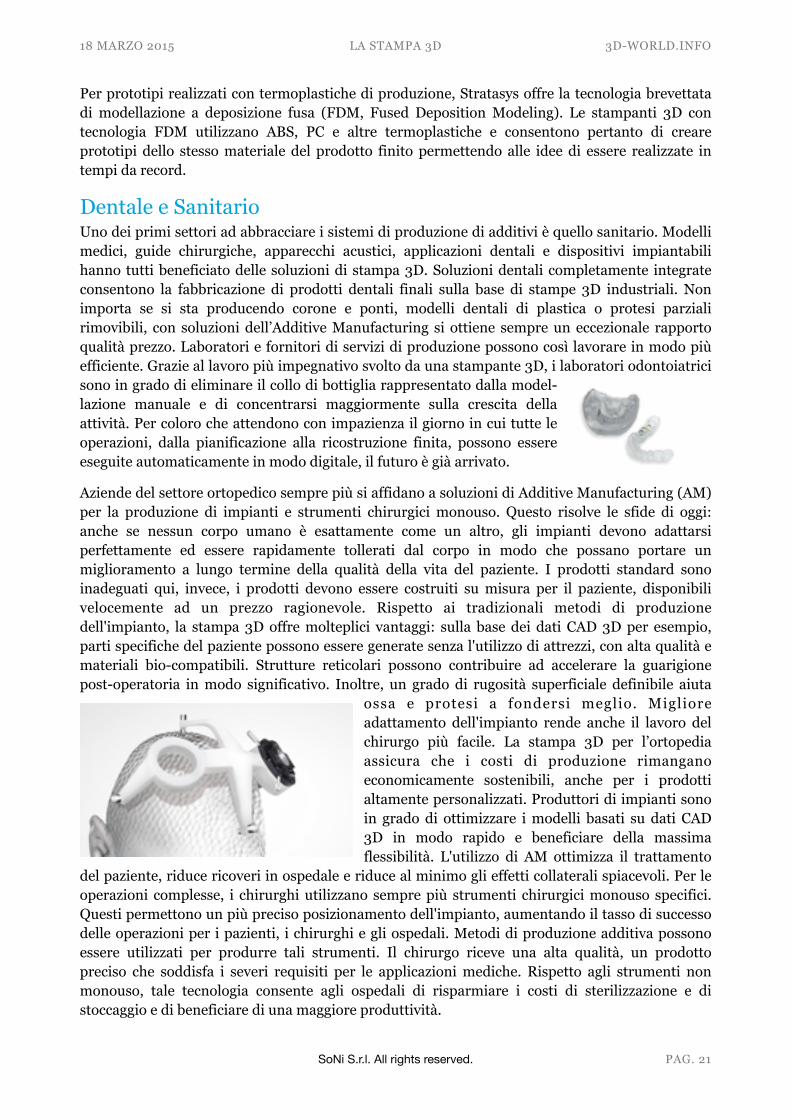
Dentale e Sanitario Uno dei primi settori ad abbracciare i sistemi di produzione di additivi è quello sanitario. Modelli medici, guide chirurgiche, apparecchi acustici, applicazioni dentali e dispositivi impiantabili hanno tutti beneficiato delle soluzioni di stampa 3D. Soluzioni dentali completamente integrate consentono la fabbricazione di prodotti dentali finali sulla base di stampe 3D industriali. Non importa se si sta producendo corone e ponti, modelli dentali di plastica o protesi parziali rimovibili, con soluzioni dell’Additive Manufacturing si ottiene sempre un eccezionale rapporto qualità prezzo. Laboratori e fornitori di servizi di produzione possono così lavorare in modo più efficiente. Grazie al lavoro più impegnativo svolto da una stampante 3D, i laboratori odontoiatrici sono in grado di eliminare il collo di bottiglia rappresentato dalla model-lazione manuale e di concentrarsi maggiormente sulla crescita della attività. Per coloro che attendono con impazienza il giorno in cui tutte le operazioni, dalla pianificazione alla ricostruzione finita, possono essere eseguite automaticamente in modo digitale, il futuro è già arrivato.
Aziende del settore ortopedico sempre più si affidano a soluzioni di Additive Manufacturing (AM) per la produzione di impianti e strumenti chirurgici monouso. Questo risolve le sfide di oggi: anche se nessun corpo umano è esattamente come un altro, gli impianti devono adattarsi perfettamente ed essere rapidamente tollerati dal corpo in modo che possano portare un miglioramento a lungo termine della qualità della vita del paziente. I prodotti standard sono inadeguati qui, invece, i prodotti devono essere costruiti su misura per il paziente, disponibili velocemente ad un prezzo ragionevole. Rispetto ai tradizionali metodi di produzione dell'impianto, la stampa 3D offre molteplici vantaggi: sulla base dei dati CAD 3D per esempio, parti specifiche del paziente possono essere generate senza l'utilizzo di attrezzi, con alta qualità e materiali bio-compatibili. Strutture reticolari possono contribuire ad accelerare la guarigione post-operatoria in modo significativo. Inoltre, un grado di rugosità superficiale definibile aiuta
ossa e protesi a fondersi meglio. Migliore adattamento dell'impianto rende anche il lavoro del chirurgo più facile. La stampa 3D per l’ortopedia assicura che i costi di produzione rimangano economicamente sostenibili, anche per i prodotti altamente personalizzati. Produttori di impianti sono in grado di ottimizzare i modelli basati su dati CAD 3D in modo rapido e beneficiare della massima flessibilità. L'utilizzo di AM ottimizza il trattamento
del paziente, riduce ricoveri in ospedale e riduce al minimo gli effetti collaterali spiacevoli. Per le operazioni complesse, i chirurghi utilizzano sempre più strumenti chirurgici monouso specifici. Questi permettono un più preciso posizionamento dell'impianto, aumentando il tasso di successo delle operazioni per i pazienti, i chirurghi e gli ospedali. Metodi di produzione additiva possono essere utilizzati per produrre tali strumenti. Il chirurgo riceve una alta qualità, un prodotto preciso che soddisfa i severi requisiti per le applicazioni mediche. Rispetto agli strumenti non monouso, tale tecnologia consente agli ospedali di risparmiare i costi di sterilizzazione e di stoccaggio e di beneficiare di una maggiore produttività.
SoNi S.r.l. All rights reserved. PAG. !21

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
I materiali della Stampa 3D di MASSIMILIANO SORESINI, fonti: www.stratasys.com, www.3dsystems.com e www.eos.info.
Di seguito si riportano diversi materiali impiegati nella stampa 3D a livello professionale, le relative schede tecniche sono disponibili gratuitamente direttamente dai siti web dei rispettivi produttori.
Termoplastica FDM (Stratasys) Sottoponi le parti stampate in 3D a livelli di tolleranza elevati, a test severi e ambienti gravosi. Elementi, strumenti e prototipi FDM resistono a un utilizzo costante sul piano produttivo e offrono prestazioni eccellenti in applicazioni pesanti come quelle legate all'ambito delle corse automobilistiche e della prototipazione HVAC.
I materiali FDM offrono proprietà specialistiche come robustezza, dissipazione elettrostatica, traslucenza, biocompatibilità, resistenza ai raggi UV, infiammabilità dei composti organici volatili e classificazione FST. È per questo motivo che rappresentano la soluzione ideale per i designer e gli ingegneri più esigenti nei settori aerospaziale, automobilistico, medico e non solo.
SoNi S.r.l. All rights reserved. PAG. !22

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Fotopolimeri PolyJet (Stratasys) I fotopolimeri PolyJet offrono dettagli estremamente fini e un realismo dei prodotti finali che superano qualsiasi altra tecnologia di stampa 3D. Sono caratterizzati dalla capacità di simulare materiali trasparenti, flessibili e rigidi e plastiche tecniche nonché di combinare le proprietà di più colori e materiali in un solo modello. Sono disponibili materiali specifici biocompatibili e odontoiatrici.
Le stampanti 3D PolyJet permettono di lavorare con una vastissima gamma di materiali ed anche con numerose combinazioni di essi in uno stesso modello stampato in 3D. Fai cose che non hai mai ritenuto possibili con la stampa 3D, come la simulazione di stampaggio a iniezione sovrapposta, prototipi flessibili in più colori, utensili ergonomici o la stampa simultanea di parti diverse.
I Materiali Digitali allargano la gamma di possibilità permettendo di miscelare due o tre resine di base per creare quasi 1000 materiali compositi con proprietà prevedibili specifiche. Si possono ottenere numerose tonalità e trasparenze, i valori Shore A ed altre proprietà permettono di realizzare i prototipi più fantasiosi con un eccezionale realismo del prodotto finito.I materiali speciali per applicazioni mediche e dentistiche garantiscono la stessa accuratezza dei dettagli e danno, in più, altre proprietà speciali, come la biocompatibilità.
SoNi S.r.l. All rights reserved. PAG. !23

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Materiali WDM (Stratasys) La tecnologia WDM consente di produrre cerature per la fusione in cera persa per il settore odontoiatrico, grazie a un materiale simil-cera pulito e di facile utilizzo denominato TrueCast. La tecnologia di modellazione 3D a deposizione di cera WDM utilizza materiali atossici in simil-cera per creare cerature straordinariamente precise con fusione in cera persa a combustione pulita che non si restringono, non si espandono, non si crepano, non lasciano né cenere né residui e non presentano alcuna preoccupazione in termini di sicurezza per l'ambiente o lo smaltimento.
TrueCast TrueCast è un materiale in simil-cera e si adatta in modo semplice al processo di fusione in cera persa esistente, anche nelle applicazioni odontoiatriche più complesse. Duro e contemporaneamente flessibile, consente di stampare in 3D qualsiasi ceratura dentale con estrema precisione ed è fondibile al 100% per qualsiasi lega. TrueCast è disponibile in due versioni, ciascuna ottimizzata per ognuna delle due stampanti 3D per il settore odontoiatrico WDM:
• CrownWorx TrueCast consente di creare corone e ponti estremamente precisi e dettagliati
• FrameWorx TrueCast consente di produrre cerature per protesi dentarie con stabilità e adattabilità dimensionali di livello superiore
TrueSupport Con deposito automatico quando necessario per supportare sporgenze e finiture dettagliate durante la stampa 3D, TrueSupport consente la stampa 3D estremamente accurata anche delle ricostruzioni più delicate. Il materiale si dissolve facilmente a una temperatura relativamente bassa per rivelare una ceratura uniforme pronta per la fusione immediata. Ogni versione è ottimizzata per una delle stampanti 3D per il settore odontoiatrico WDM:
• CrownWorx TrueSupport è ideale per corone e ponti
• FrameWorx TrueSupport è ideale per strutture parziali
SoNi S.r.l. All rights reserved. PAG. !24

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
VisiJet® Hi-Cast (3DSystems) La cera per microfusioni di altissima qualità superficiale senza porosità. Calo ZERO.
VisiJet® ProWax (3DSystems) Per microfusioni meccaniche una cera fondibile.
VisiJet® PXL (3DSystems) Polvere di gesso colorato dalla stampante
SoNi S.r.l. All rights reserved. PAG. !25

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
VisiJet® DENTACAST (3DSystems) Materiale ceroso per la produzione di protesi
VisiJet® PEARLSTONE (3DSystems) Per modelli dentali accurati biocompatibili
Accura® 55 (3DSystems) Materiale rigido molto simile all’ ABS da stampo
SoNi S.r.l. All rights reserved. PAG. !26

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Resina VisiJet IMPACT (3DSystems) Super resistente esattamente come l’ Abs e il PP
Resina VisiJet SL FLEX (3DSystems) Materiale con caratteristiche del polipropilene
Resina VisiJet® CR-WT (3DSystems) Le performance della plastica di colore bianco
SoNi S.r.l. All rights reserved. PAG. !27

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Resina VisiJet® FTI – AVORIO (3DSystems) Resina avorio resistente
Resina VisiJet® M3 X (3DSystems) Durevole e stabile come la vera plastica
Resina VisiJet® M5 X (3DSystems) Grandissima resistenza e flessibilità
SoNi S.r.l. All rights reserved. PAG. !28

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Resina VisiJet® C4 Spectrum™ (3DSystems) Materiale platico colorato, stampare colorato in plastica? Ecco fatto. Realizza prototipi estetico-valutativi straordinari e piccole produzioni di oggetti utilizzabili come cover di telefonini e occhiali. Il tutto customizzato e a colori.
Resina Visijet SL JEWEL (3DSystems) Fondibile o gommabile con finiture super precise
Resina VisiJet® FTX Green (3DSystems) Applicazioni legate alla gioielleria e al dentale
SoNi S.r.l. All rights reserved. PAG. !29

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Resina VisiJet® M3 Procast (3DSystems) Ideale per microfusioni
Resina VisiJet® FTI – Zoom (3DSystems) Resina resistente
Resina VisiJet® FTI – Grigio (3DSystems) Resina resistente
SoNi S.r.l. All rights reserved. PAG. !30
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Resina VisiJet® M3 Techplast (3DSystems) Grigio economico e resistentissimo
Resina VisiJet® SL TOUGH e VisiJet® CR-CL (3DSystems) Resina resistente, colore trasparente/ambra
Resina VisiJet® M3 Proplast (3DSystems) Caratteristiche della plastica naturale
SoNi S.r.l. All rights reserved. PAG. !31

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Resina VisiJet® M5 MX (3DSystems) Materiale plastico resistentissimo e flessibile
Resina VisiJet® STONEPLAST (3DSystems) Produzione di modelli dentali economici e versatile con grandissima qualità superficiale
Resina Visijet SL Black (3DSystems) Resina dura nera tipo SLA
SoNi S.r.l. All rights reserved. PAG. !32

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Resina Visijet® CF – BK (3DSystems) Durevole e resistente il nostro nero professionale
Resina Visijet® FTI – Nero (3DSystems) Resina resistente
Resina Visijet® M3 Black (3DSystems) Nero con un look simile alla plastica da iniezione
SoNi S.r.l. All rights reserved. PAG. !33
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Resina Visijet® M5 Black (3DSystems) Resistente bello e durevole per parti grosse
Resina VisiJet® FTI – Rosso (3DSystems) Resina resistente
Resina VisiJet® M3 Crystal (3DSystems) Grandi performance e durevolezza
SoNi S.r.l. All rights reserved. PAG. !34
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Resina VisiJet® SL HITEMP (3DSystems) Resina dura e termoresistente
ResinaVisiJet® SL Clear (3DSystems) Durevole, resistente e perfettamente trasparente
ResinaVisiJet® S400 (3DSystems) Supporto Ceroso Atossico
SoNi S.r.l. All rights reserved. PAG. !35

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Materiali EOS (Laser Sintering)
PA 2200 - Polyamide white The white powder PA 2200 on the basis of polyamide 12 serves a wide variety of applications with its very well-balanced property profile.
PA 2201- Polyamide natural PA 2201 is a white polyamide 12 powder for slightly more translucent parts. It is in compliance with FDA, 21 CFR, §177.1500 9(b) except for alcoholic foodstuff. Apart from that PA 2201 and PA 2200 have similar material properties.
Properties of PA 2200 & PA 2201 • multipurpose material
• balanced property profile
• high strength and stiffness
• good chemical resistance
• excellent long-term constant behaviour
• high selectivity and detail resolution
• various finishing possibilities (e.g. metallisation, stove enamelling, vibratory grinding, tub colouring, bonding, powder coating, flocking)
• bio compatible according to EN ISO 10993-1 and USP/level VI/121 °C
• approved for food contact in compliance with the EU Plastics Directive 2002/72/EC (exception: high alcoholic foodstuff)
Applications • functional parts
• medical applications, e.g. prostheses
• fully functional plastic parts of highest quality
• substitute typical injection moulding plastics
• realization of movable part connections
SoNi S.r.l. All rights reserved. PAG. !36
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
PA 2202 black - Parts with continuos colouring PA 2202 black is a polyamide material with black pigments. The resulting parts are coloured throughout their whole volume, which makes them resistant against scratches, abrasion and dirt. The parts are thus very well suited for mechanically stressed applications or dirty environments. The polymer will be the first choice for industries where an anthracite black colour of parts is relevant. This is for example the case for many components in the automotive industry, especially under-bonnet parts.
Properties • balanced property profile
• anthracite black color
• withstand high mechanical load
• high stiffness
• excellent long-time stability
• outstanding detail resolution
• abrasion, scratches, later drillings without
• discoloration
Applications • functional parts in anthracite black color
• parts in design quality
• end products
• spare parts
• components with high soiling tendency
• technical parts with requirements on optical effects
PA 1101 PA 1101 is a whitish-translucent polyamide 11 material, which is optimized for the use as a laser-sintering material. Laser-sintered parts made from PA 1101 are characterized by high impact resistance and elongation at break. The material is based on renewable resources and can therefore be classified as environmentally friendly material.
Properties • high impact resistance & elongation at break with an otherwise balanced property profile
• based on renewable resources
• better temperature resistance than PA 12; nearly continuous mechanical properties at a wide temperature range
• no splintering and cracking, even under highest mechanical stress
SoNi S.r.l. All rights reserved. PAG. !37

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Applications The material is particularly suitable for applications with functional elements which require high material ductility (e.g. integral hinges) and ones where high impact resistance is important. Another typical application for this material is for components which do not allow splintering (e.g. parts to be used in the passenger compartment in vehicles).
PA 1102 black PA 1102 black is a mass-colored black polyamide 11 powder, which is optimised for the use as a laser sintering material. PA 1102 black is made out of renewable raw materials (castor oil). The material is characterised by elasticity and high impact resistance.
Properties • mass-colored black
• high elongation at break
• high impact resistance
• elasticity
• excellent resistance to chemicals, especially hydrocarbons, aldehydes, ketones, mineral bases and salts, alcohols, fuels, detergents, oils and fats
• Acceptance criteria
• cytotoxicity according to DIN EN ISO 10993-5
Applications • mechanically loaded functional prototypes and series parts with long-term moving elements
(e.g. hinges)
• in the automotive industry, it is mainly used for interior components for crash relevant parts (PA 1101 components do not splinter)
• well suited for abrasively stressed visible parts
• especially suited for small to medium sized parts, thin walls and lattice structures
PA 2210 FR - Flame-retarding Polyamide PA 2210 FR is a white polyamide 12 powder with a halogen free, chemical flame retardant. In case of fire a carbonating coating arises on the surface of the part, isolating the plastic below. PA 2210 FR fulfils the flame protection classification UL 94 / V-0 from a wall thickness higher than or equal to 2 mm.
Properties • flame retardancy
• halogen-free
• good mechanical properties
• excellent long-term constant behavior
SoNi S.r.l. All rights reserved. PAG. !38
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Applications • aerospace
• electric & electronics
• fully functional, load-bearing plastic parts of highest quality
• parts with increased requirements on flame protection
PrimePart FR (PA 2241 FR) - Flame Retardant Polyamide PA 2241 FR is a flame retardant polyamide 12 for processing in laser sintering systems. It contains a halogen-based flame retardant. Mainly due to the recyclability the material is economical, enabling low-cost part production. The flame-retardant material is suitable especially for application in the aviation sector. Typical applications in aircraft interiors include air ducts and outlet valves.
Properties • flame retardancy
• economic
• high strain at tensile strength
Applications • Aviation (interior, e.g. air ducts and air outlet valves, acceptance criteria: JAR 25)
PA 3200 GF white - Glass bead filled polyamide PA 3200 GF is a white, glass bead filled polyamide 12 powder, which is characterised by an excellent stiffness in combination with good elongation at break.
Properties • high stiffness
• wear resistance
• improved temperature performance
• good thermal loadability
• excellent surface quality
• high dimensional accuracy and detail resolution
• good processability
Applications • stiff housings
• parts with requirements on wear and abrasion
• parts used under elevated thermal conditions
• usage e.g. for final parts within the engine area of cars
SoNi S.r.l. All rights reserved. PAG. !39

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
• deep-drawing dies
• any other application which requires particular stiffness, high heat distortion temperature and low abrasive wear
Alumide® metallic grey - Polyamide aluminium-filled Alumide is a metallic grey, aluminium-filled polyamide 12 powder, which is characterized by its high stiffness, metallic appearance and good post processing possibilities. The surfaces of Alumide parts can be refined very easily by grinding, polishing or coating. The machining of Alumide laser-sintered parts is simplified through the cut breaking effect of the aluminium filling.
Properties • easy post-processing, good machinability
• high temperature performance
• thermal conductivity (limited)
• high stiffness
• well-balanced ratio of density and stiffness
• excellent dimensional accuracy
Application • applications with metal-like look
• parts which need machining
• parts with thermal loads
• manufacture of stiff parts of metallic appearance for applications in automotive manufacture (e.g. wind tunnel tests or parts that are not safety-relevant)
• tool inserts for injecting and moulding small production runs
• illustrative models (metallic appearance)
• setting jig and device manufacture
CarbonMide® - Polyamide carbon fibre-reinforced The anthracite black, carbon-fibre reinforced polyamide 12 material stands out for excellent stiffness and a maximized weight-strength-ratio. Due to the process related orientation of the fibers the mechanical properties varies in the three axis directions.
Properties • extreme strength and stiffness
• thermal and electrical conductivity (limited)
• best strength/weight-ratio
• light weight
SoNi S.r.l. All rights reserved. PAG. !40
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Applications • light and stiff functional parts
• metal replacement
• mechanically stressed parts which are optimized considering the self-weight of the part
• aerodynamic components in motor sports application
PrimePart PLUS (PA 2221) PrimePart PLUS (PA 2221) is a polyamide 12 powder optimized for low warpage and lowest refresh rate. Therefore the need for new powder is diminished, making PrimePart PLUS a highly economical and ecological material. PrimePart PLUS is in compliance with FDA, 21 CFR, §177.1500 9(b) except contact with alcoholic foodstuff. Laser-sintered parts from PrimePart PLUS are natural colored. They possess excellent material properties:
Properties • economic multipurpose material
• balanced property profile
• variety of certificates available (biocompatibility, food contact)
• high strength and stiffness
• good chemical resistance
• excellent and constant long-term behavior
• high accuracy and detail resolution
• various finishing possibilities (e.g. metallization, stove enameling, vibratory grinding, tub colouring, bonding, powder coating, flocking)
Application Typical applications for parts produced with this material are fully functional parts of highest quality. Due to the excellent mechanical properties PrimePart PLUS is often used as a substitute for typical injection moulding plastics.
PrimePart® ST (PEBA 2301) PrimePart® ST (PEBA 2301) is a natural colored powder of a polyether amide, which is developed and optimized for the application in a Laser Sinter system. Laser-sintered parts made from PrimePart® ST (PEBA 2301) possess excellent material properties:
Properties • high elasticity and strength
• excellent long-term stability
• high selectivity and detail resolution
• various finishing possibilities (e.g vibratory grinding, flame treatment, tub colouring, bonding, flocking)
SoNi S.r.l. All rights reserved. PAG. !41

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Applications Typical applications of the material are fully functional, flexible plastic parts of highest quality. Due to the excellent mechanical properties the material is often used as a production material for long term use. The rubber-like fatigue behavior qualifies Prime Part® ST (PEBA 2301) as excellent prototyping and series material.
EOS PEEK HP3 - Polyaryletherketone EOS provides the world-first high-performance polymer for the laser-sintering process - EOS PEEK HP3. Belonging to the group of Polyaryletherketone (PAEK), this semi-crystalline, thermoplastic material was developed for the use on the high-temperature system EOSINT P 800.
The laser-sintered parts achieve a tensile strength up to 95 MPa and a Young's modulus up to 4400 MPa. These values are on an up to 100 percent higher level than the so far market dominating materials PA 12 and PA 11. The continuous use temperature ranges within 180 °C (mechanical dynamic), 240 °C (mechanical static) and 260 °C (electrical) depending on the field of application which could not be reached so far.
Properties • high performance material
• excellent temperature performance, strength, stiffness and chemical resistance
• best fire, smoke and toxicity performance
• excellent wear resistance
• inherently flame retardant
• sterilisability
• excellent high temperature performance
• good hydrolysis resistance
Applications • metal replacement
• aerospace
• automotive and motorsports
• electric & Electronic
• medical- ideal replacement for stainless steel and titanium
• industrial
PrimeCast® 101 - Polystyrene PrimeCast 101, a grey powder on polystyrene basis, is suited especially for investment casting due to its excellent dimensional accuracy and its low melting point.
SoNi S.r.l. All rights reserved. PAG. !42

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Properties • high dimensional accuracy
• low residual ash-content
• very high surface quality
• good strength for use as lost pattern
Application • patterns for investment casting
• master patterns for vacuum casting, herby it is advised to infiltrate the parts with e.g. epoxy resin
• production of lost patterns for the plaster and ceramic shell casting process.
• The material is optimized for minimum residue ash content after burning-out.
EOS Aluminium AlSi10Mg - Light Metal for Motorsports and Aerospace Interior Applications AlSi10Mg is a typical casting alloy with good casting properties and is typically used for cast parts with thin walls and complex geometry. It offers good strength, hardness and dynamic properties and is therefore also used for parts subject to high loads. Parts in EOS Aluminium AlSi10Mg are ideal for applications which require a combination of good thermal properties and low weight, e.g. motorsports and aerospace interior. The parts can be machined, spark-eroded, welded, micro shot-peened, polished and coated if required.
Properties • good casting properties
• good strength and hardness
• high dynamic properties
Applications • Functional prototypes
• Series-production parts
• Motorsports
• Automot ive/Ser ies Product ion Vehicles
• Aerospace Interior
EOS Aluminium AlSi10Mg/200 °C - Light Metal for Motorsports and Aerospace Interior Applications AlSi10Mg is a typical casting alloy with good casting properties and is typically used for cast parts with thin walls and complex geometry. It offers good strength, hardness and dynamic properties and is therefore also used for parts subject to high loads. Parts in EOS Aluminium AlSi10Mg are
SoNi S.r.l. All rights reserved. PAG. !43

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
ideal for applications which require a combination of good thermal properties and low weight. They can be machined, spark-eroded, welded, micro shot-peened, polished and coated if required.
Properties • good thermal properties
• good casting properties
• good strength and hardness
• high dynamic properties
Applications • Functional prototypes
• Series-production parts
• Motorsports
• Automotive/Ser ies Product ion Vehicles
• Aerospace Interior
EOS CobaltChrome MP1 - CoCrMo Super Alloy for High-Temperature Engineering and Biomedical Applications EOS CobaltChrome MP1 produces parts in a cobalt-chrome-molybdenum-based superalloy. This class of superalloy is characterized by having excellent mechanical properties (strength, hard-ness etc.), corrosion resistance and temperature resistance. Such alloys are commonly used in biomedical applications such as dental and medical implants (note: widely used in Europe but much less so in North America), and also for high-temperature engineering applications such as in aero engines.
Properties • high strength, temperature and corrosion resistance
• mechanical properties improve with increased temperature up to 500-600 °C
• chemistry conforms to the composition UNS R31538 of high carbon CoCrMo alloy
• nickel-free (< 0.1 % nickel content).
• fulfills the mechanical and chemical specifications of ISO 5832-4 and ASTM F75 for cast CoCrMo implant alloys
Applications • Functional prototypes
• Series-production parts
• Mechanical engineering
SoNi S.r.l. All rights reserved. PAG. !44
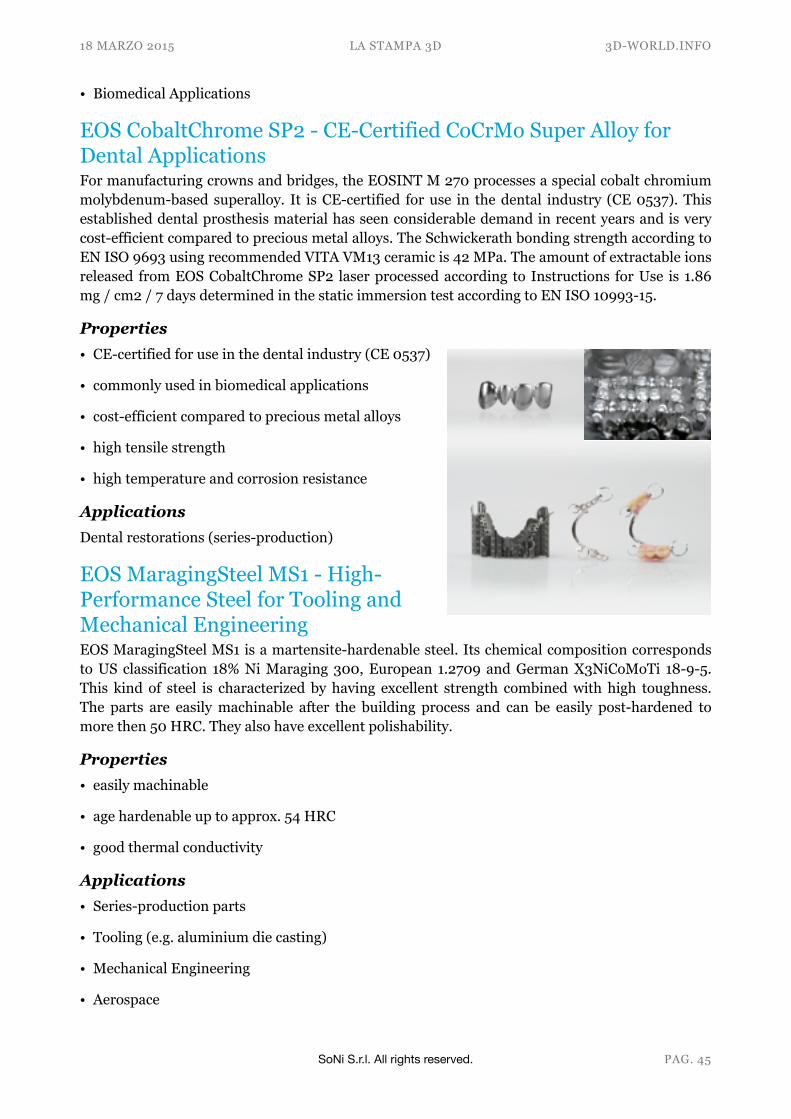
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
• Biomedical Applications
EOS CobaltChrome SP2 - CE-Certified CoCrMo Super Alloy for Dental Applications For manufacturing crowns and bridges, the EOSINT M 270 processes a special cobalt chromium molybdenum-based superalloy. It is CE-certified for use in the dental industry (CE 0537). This established dental prosthesis material has seen considerable demand in recent years and is very cost-efficient compared to precious metal alloys. The Schwickerath bonding strength according to EN ISO 9693 using recommended VITA VM13 ceramic is 42 MPa. The amount of extractable ions released from EOS CobaltChrome SP2 laser processed according to Instructions for Use is 1.86 mg / cm2 / 7 days determined in the static immersion test according to EN ISO 10993-15.
Properties • CE-certified for use in the dental industry (CE 0537)
• commonly used in biomedical applications
• cost-efficient compared to precious metal alloys
• high tensile strength
• high temperature and corrosion resistance
Applications Dental restorations (series-production)
EOS MaragingSteel MS1 - High-Performance Steel for Tooling and Mechanical Engineering EOS MaragingSteel MS1 is a martensite-hardenable steel. Its chemical composition corresponds to US classification 18% Ni Maraging 300, European 1.2709 and German X3NiCoMoTi 18-9-5. This kind of steel is characterized by having excellent strength combined with high toughness. The parts are easily machinable after the building process and can be easily post-hardened to more then 50 HRC. They also have excellent polishability.
Properties • easily machinable
• age hardenable up to approx. 54 HRC
• good thermal conductivity
Applications • Series-production parts
• Tooling (e.g. aluminium die casting)
• Mechanical Engineering
• Aerospace
SoNi S.r.l. All rights reserved. PAG. !45

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
EOS NickelAlloy HX - Nickel-Alloy for Aerospace and Industry EOS NickelAlloy HX is a heat and corrosion resistant metal alloy powder intended for processing EOSINT M 280 systems. It is a nickel-chromium-iron-molybdenum alloy in fine powder form. Its composition corresponds to UNS N06002. This type of alloy is characterized by having high strength and oxidation resistance also at elevated temperatures, and is often used up to 1200 °C. Its applications can be found in aerospace technology, e.g. gas turbine parts. Standard laser processing parameters results in full melting across the entire geometry, typically with 20 µm layer thickness. Parts built from EOS NickelAlloy HX can be heat treated and material properties can be varied within a specified range. In both states – as-built and solution heat treated – the parts can be machined, spark-eroded, welded, micro shot-peened, polished, and coated if required. Unexposed powder can be reused.
Properties • heat and corrosion resistant
• strength and oxidation resistance
• subsequent heat treatment and machining possible
Applications • Functional prototypes
• Rapid Repair
• Rapid Manufacturing
• Aerospace
• Industry (components with severe thermal conditions and high risk of oxidation, e.g. combustion chambers, burner components, fans, roller hearths and support members in industrial furnaces)
EOS NickelAlloy IN625 – Nickel-Chromium Alloy for Aerospace, Motorsports and Industry The precipitation and heat-resistant nickel-chromium alloy EOS NickelAlloy IN625 has a chemical composition corresponding to UNS N06625, AMS 5666F, AMS 5599G, W.Nr 2.4856, DIN NiCr22Mo9Nb. It is characterized by having high tensile, creep and rupture strength. EOS NickelAlloy IN625 is expected to have good corrosion resistance in various corrosive environments. This material is also suitable for building complex parts for high-temperature and high-strength applications. The process achieves material properties that are comparable to wrought metals and by far exceeds those of casting.
Properties • heat-resistant
• high tensile, creep and rupture strength
• good corrosion resistance
SoNi S.r.l. All rights reserved. PAG. !46

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Applications • Functional prototypes
• Series-production parts
• Aerospace
• Motorsport
• Industry (e.g. high-temperature turbine components)
EOS NickelAlloy IN718 - Nickel Alloy for Aerospace and Industry EOS NickelAlloy IN718 is a nickel based heat resistant alloy. Its composition corresponds to UNS N07718, AMS 5662, AMS 5664, W.Nr 2.4668, DIN NiCr19Fe19NbMo3. This kind of precipitation-hardening nickel-chromium alloy is characterized by having good tensile, fatigue, creep and rupture strength at temperatures up to 700°C. The alloy also has outstanding corrosion resistance in various corrosive environments. This material is ideal for many high temperature applications such as gas turbine parts, instrumentation parts, power and process industry parts etc. The material also possesses excellent cryogenic properties and potential for cryogenic applications.
Properties • heat-resistant
• outstanding corrosion resistance
• high performance at temperatures up to 700°C, e.g. tensile strength, fatigue, creep and rupture
Applications • Functional prototypes
• Series-production parts
• Aerospace
• Industry (e.g. high-temperature turbine components)
EOS StainlessSteel GP1 - Stainless Steel for Mechanical Engineering and Medical EOS StainlessSteel GP1 is a stainless steel. Its chemical composition corresponds to US classification 17-4, European 1.4542 and German X5CrNiCuNb16-4. This kind of steel is characterized by having good mechanical properties, especially excellent ductility in laser processed state, and is widely used in a variety of engineering applications. This material is ideal for many part-building applications (DirectPart) such as functional metal prototypes, small series products, individualized products or spare parts.
Properties • good mechanical properties
• excellent ductility
SoNi S.r.l. All rights reserved. PAG. !47

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Applications • Functional prototypes
• Series-production parts
• Mechanical Engineering
• Medical
EOS StainlessSteel PH1 - Hardenable Stainless Steel for Mechanical Engineering and Medical Technology EOS StainlessSteel PH1 is a stainless steel. The chemical composition conforms to the com-positions of 15-5 PH, DIN 1.4540 and UNS S15500. This kind of steel is characterized by having excellent mechanical properties, especially in the precipitation hardened state. This type of steel is widely used in a variety of medical, aerospace and other engineering applications requiring high hardness and strength. This material is ideal for many part-building applications such as functional metal prototypes, small series products, individualised products or spare parts.
Properties • very high strength
• easily hardenable up to approx. 45 HRC
Applications • Functional prototypes
• Series-production parts
• Mechanical engineering
• Medical technology
EOS StainlessSteel 316L - Corrosion-Resistant Stainless Steel Alloy for Medical, Lifestyle and Aerospace The iron-based alloy EOS StainlessSteel 316L is characterized by a high ductility and corrosion resistance. It can be used in many areas, such as for watch and jewellery making, in the medical field for surgical aids, endoscopic surgery and orthopedics or in aerospace for the manufacture of mounting parts. The material meets the requirements of the ASTM F138 norm (“Standard Specification for Wrought 18Cr-14Ni-2.5Mo Stainless Steel Bar and Wire for Surgical Implants, UNS S31673”). It has been optimized for use on the EOSINT M 280 system. The manufactured parts can be further processed or polished.
Properties • excellent corrosion resistance
• high ductility
• post-processing possible
• meets the requirements of the ASTM F138 norm (“Standard Specification for Wrought 18Cr-14Ni-2.5Mo Stainless Steel Bar and Wire for Surgical Implants, UNS S31673”)
SoNi S.r.l. All rights reserved. PAG. !48
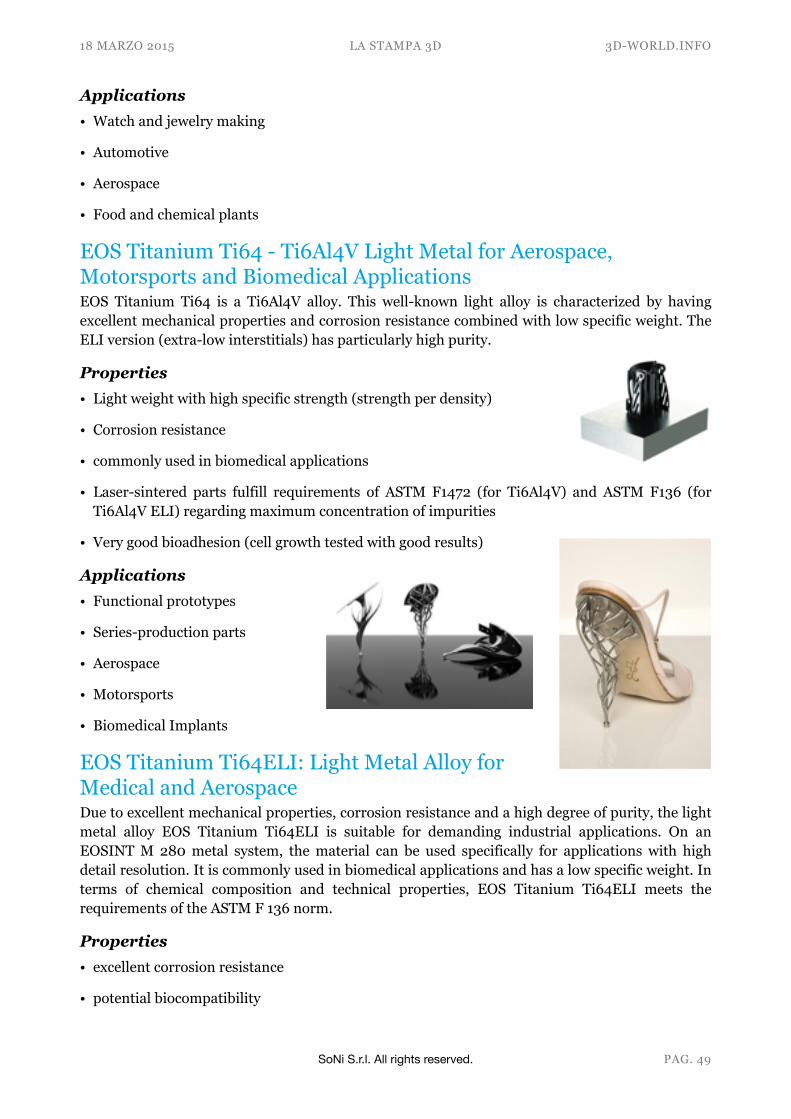
18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Applications • Watch and jewelry making
• Automotive
• Aerospace
• Food and chemical plants
EOS Titanium Ti64 - Ti6Al4V Light Metal for Aerospace, Motorsports and Biomedical Applications EOS Titanium Ti64 is a Ti6Al4V alloy. This well-known light alloy is characterized by having excellent mechanical properties and corrosion resistance combined with low specific weight. The ELI version (extra-low interstitials) has particularly high purity.
Properties • Light weight with high specific strength (strength per density)
• Corrosion resistance
• commonly used in biomedical applications
• Laser-sintered parts fulfill requirements of ASTM F1472 (for Ti6Al4V) and ASTM F136 (for Ti6Al4V ELI) regarding maximum concentration of impurities
• Very good bioadhesion (cell growth tested with good results)
Applications • Functional prototypes
• Series-production parts
• Aerospace
• Motorsports
• Biomedical Implants
EOS Titanium Ti64ELI: Light Metal Alloy for Medical and Aerospace Due to excellent mechanical properties, corrosion resistance and a high degree of purity, the light metal alloy EOS Titanium Ti64ELI is suitable for demanding industrial applications. On an EOSINT M 280 metal system, the material can be used specifically for applications with high detail resolution. It is commonly used in biomedical applications and has a low specific weight. In terms of chemical composition and technical properties, EOS Titanium Ti64ELI meets the requirements of the ASTM F 136 norm.
Properties • excellent corrosion resistance
• potential biocompatibility
SoNi S.r.l. All rights reserved. PAG. !49

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
• low specific weight
• meets the requirements of the ASTM F136 norm
Applications • Aerospace
• Motor racing
• Medical, e.g. biomedical applications (where applicable, requirements regarding validation and legal regulations need to be observed, e.g. for commercial use as a medical device in most countries)
La Classifica delle Stampanti 3D semi-pro di MASSIMILIANO SORESINI, fonti: www.3dhubs.com
La tecnologia FFF (estrusione di filamento) propone una varietà impressionante di stampanti 3D semi-professionali. In questa intricata giungla di soluzioni è però possibile trovare la macchina giusta in base all’utilizzo desiderato o al settore di applicazione in cui si intende procedere.
Di seguito si riportano tre schede di comparazione per qualità, tendenza e quote di mercato, delle più grandi marche mondiali di stampanti 3D stilata dalle opinioni degli utilizzatori di 3DHubs (la più grande community con oltre 13500 stampanti 3D registrate):
SoNi S.r.l. All rights reserved. PAG. !50

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
SoNi S.r.l. All rights reserved. PAG. !51

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
I nostri brand di MASSIMILIANO SORESINI
SoNi 3D-World.info è Distributore (D) e Rivenditore (R) dei maggiori brand disponibili sul mercato, di seguito si riporta la scheda di tutti i prodotti comprensiva di un nostro giudizio:
Modello Immagine prezzo da €. Principali caratteristiche Rating
Makerbot Replicator Mini (R)
1.350,00
Tipologia stampa FFF
10x10x10 cm. solo PLAWiFi + WebCamSW Makerbot Desktop
2
Makerbot Replicator 5th Generation (R)
2.790,00
Tipologia stampa FFF
25x20x15 cm. solo PLAWiFi + WebCamSW Makerbot Desktop
1
Makerbot Replicator 2X (R) 2.490,00
Tipologia stampa FFF
25x16x15 cm. ABS, PLA e SolubileDoppio estrusorePiatto RiscaldatoSW Makerbot Desktop
4
Makerbot Replicator Z18 (R)
6.499,00
Tipologia stampa FFF
30x30x45 cm. solo PLACamera riscaldataWiFi + WebCamSW Makerbot Desktop
3
Makerbot Scanner Digitizer (R)
900,00Precisione +/- 2 mm.Scansione Laser + CCDPiatto RotanteSW Makerbot Digitizer
2
Modello
!
�
!
�
!
SoNi S.r.l. All rights reserved. PAG. !52

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Sharebot KiWi (R) 696,00
Tipologia stampa FFF
14x10x10 cm. solo PLAUSB, SD Card e PCSW Opensource
3
Sharebot NG mono (R) 1.500,00
Tipologia stampa FFF
25x20x20 cm. PLA, ABS e altri materialiPiatto RiscaldatoUSB, SD Card e PCSW Opensource
3
Sharebot NG dual (R) 1.650,00
Tipologia stampa FFF
18x20x20 cm. PLA, ABS e altri materialiDoppio estrusorePiatto RiscaldatoUSB, SD Card e PCSW Opensource
4
Sharebot XXL (R) 3.900,00
Tipologia stampa FFF
70x20x20 cm. solo PLAUSB, SD Card e PCSW Opensource
3
CraftUnique CRAFTBOT (D) 1.000,00
Tipologia stampa FFF
25x20x20 cm. PLA, ABS e altri materialiPiatto RiscaldatoLCD Touch a coloriUSB, SD Card e PCSW CRAFTWARE
4
BEEVERICREATIVE BEETHEFIRST (D)
1.400,00
Tipologia stampa FFF
19x13.5x12.5 cm. solo PLAsolo PCSW BEESOFT
3
Immagine prezzo da €. Principali caratteristiche RatingModello
�
�
�
�
�
�
SoNi S.r.l. All rights reserved. PAG. !53

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Roland monoFab ARM-10 (R) 4.980,00
Tipologia stampa DLP Uv-Led
13x7x7 cm. Resina imageCure® RolandDLP UV-LEDRisoluzione Z 0.01 mmRisoluzione XY 0.2 mmSW Roland
2
Roland monoFab SRM-20 (R) 3.580,00
Tipologia Fresa CNC 3 Assi
23x15x10 cm. RPM Mandrino 7.000 giriRisoluzione XYZ 0.001 mmMateriale Legno chimico, cera, ecc.SW Roland
3
Printrbot Simple Maker’s KIT (D) 499,00
Tipologia stampa FFF Kit di montaggio 10x10x10 cm. solo PLAUSB, SD Card e PCSW Opensource
3
Printrbot Simple Maker's (D) 599,00
Tipologia stampa FFF
10x10x10 cm. solo PLAUSB, SD Card e PCSW Opensource
3
Printrbot Simple Metal (D) 799,00
Tipologia stampa FFF
15x15x15 cm. PLAUSB, SD Card e PCPiatto riscaldato (optional)SW Opensource
3
BIGREP ONE.2 (D) 38.500,00
Tipologia stampa FFF
110x107x110 cm. PLA, Laywood e altri materialiPiatto RiscaldatoUnità di Controllo BIGREPUSB, SD Card e PCSW Kisslicer e BIGREP
3
Immagine prezzo da €. Principali caratteristiche RatingModello
!
!
�
!
�
!
SoNi S.r.l. All rights reserved. PAG. !54

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Legenda nostro Rating: 1 = insuff., 2 = scarso, 3 = discreto, 4 = buono, 5 = ottimo
SoNi 3D-World è in grado di proporre anche tutta la gamma delle stampanti 3D e relativi accessori di Stratasys, 3D Systems ed EOS attraverso le partnership con i principali importatori italiani.
bq WITBOX mono (R) 1.690,00
Tipologia stampa FFF
21x30x20 cm. PLAUSB, SD Card e PCSW Opensource
3
Ultimaker 2 (R) 1.850,00
Tipologia stampa FFF
23x23x20 cm. PLAUSB, SD Card e PCSW CURAVelocissima e precisa (0,02 mm.)
4+
ZORTRAX M200 (R) 1.650,00
Tipologia stampa FFF
18x20x20 cm. ABS ed altri materiali ZortraxPiatto RiscaldatoSD Card e PCSW ZORTRAXLa migliore del mercato semi.pro
5+
Totem3D Del Bianco (D) 12.500,00
Tipologia stampa DLP
14x8x15 cm. 8 Resine proprietarieDLP High Res.Risoluzione Z 0.01 mmRisoluzione XY 0.075 mmSW Totem3D
5
Immagine prezzo da €. Principali caratteristiche RatingModello
�
!
!
!
SoNi S.r.l. All rights reserved. PAG. !55

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Il Podio dei brand per Caratteristiche di MASSIMILIANO SORESINI
Di seguito riportiamo una scheda comparativa con le tre migliori marche stilata in base alle caratteristiche tipiche della stampa 3D:
(*) Le modalità d’impiego raggruppano la facilità di calibrazione, la % nella riuscita della stampa, il numero di passaggi dal modello digitale a quello stampato, ecc.
Caratteristica 1° Classificato 2° Classificato 3° Classificato
Qualità e Precisione
Facilità d’uso SW
Volume di Stampa
Tipologia di Materiali di Stampa 3D
Modalità d’impiego (*)
Zortrax M200
�
CraftBot
�
Zortrax M200
�
Zortrax M200
�
Zortrax M200
�
bq WITBOX
�
BIGREP ONE.2
�
BEETHEFIRST
�
BEETHEFIRST
�
CraftBot
�
Sharebot NG
�
Ultimaker 2
�
Totem3D DLP
�
Sharebot XXL
�
CraftBot
�
SoNi S.r.l. All rights reserved. PAG. !56

18 MARZO 2015 LA STAMPA 3D 3D-WORLD.INFO
Il Podio dei brand per Settore di MASSIMILIANO SORESINI
Di seguito riportiamo una scheda comparativa con le tre migliori marche stilata per i settori di applicazione più comuni:
N.B. Tutte le classifiche dei nostri brand sono state stilate senza considerare le stampanti 3D professionali di Stratasys, 3DSystem ed EOS.
Caratteristica 1° Classificato 2° Classificato 3° Classificato
Orafo, Dentale, minuteria ed accessori moda
Prototipi di parti meccaniche
Architettura e Design
Prototipi di Stampi e di carterature, Attrezzaggi, Supporti alla produzione, ecc.
Oggettistica, Gadgets, Hobbistica, Marketing, Merchandising, ecc.
Zortrax M200
�
Sharebot XXL
�
Zortrax M200
�
Zortrax M200
�
Zortrax M200
�
Ultimaker 2
�
BEETHEFIRST
�
CraftBot
�
Replicator 2X
�
Replicator 2X
�
BIGREP ONE.2
�
Ultimaker 2
�
Totem3D DLP
�
Zortrax M200
�
Sharebot NG
�
SoNi S.r.l. All rights reserved. PAG. !57