ringnes bryggeriets leanrejse - sesam worldsesam-world.com/_pdf/sesam-096/06-valcon_cii.pdf ·...
TRANSCRIPT
Ringnes Bryggeriets
leanrejse
22. november 2011
Carlsberg, Norge
2
Lyst til at se hvordan:
Omkostninger kan reduceres
Leveringsevnen forbedres
Sygefraværet sænkes
Motivationen forøges
Så se med her!

3
Carsten Ibsen
Konsulent, Valcon A/S, Industrial Operations
Produktionsdirektør i Ringnes A/S Norge, 100 % ejet af Carlsberg (2007-2010)
Teknisk direktør og Executive Board Member, Unicer Bebidas de Portugal, 44 %
ejet af Carlsberg (2003-2006)
Produktionschef, Bryggerichef og sidst Produktionsdirektør, Carlsberg Danmark
(1996-2002)
Teknisk direktør, South East Asia Brewery, Hanoi Vietnam, 35 % ejet af Carlsberg
(1994-1996)
Technical manager, Carlsberg International Technical Services (1993-1994)
Brygmester trainee, Carlsberg (1990-1993)
Area sales manager, Flavour Division, Danisco (1987-1990)
Elmehaven 3
DK-8520 Lystrup
Tel. +45 2364 5237
e-mail: [email protected]
Valcon A/S
Christianshusvej 187
DK-2970 Hørsholm
Tel. +45 4580 2037
Fax +45 4580 8137
www.valcon.dk
IINTRODUKTION

5
Carlsberg Group
No. 1 I Nord- og Øst-Europa, og fjerde største
bryggerikoncern i verden
41.000
150
Ansatte på tre kontinenter
Lande i verden
500 Forskellige ølmærker
13.300.000.000 Liter øl solgt i 2010
60.000.000.000 DKK Omsætning i 2010
CARLSBERGS UDFORDRING
6
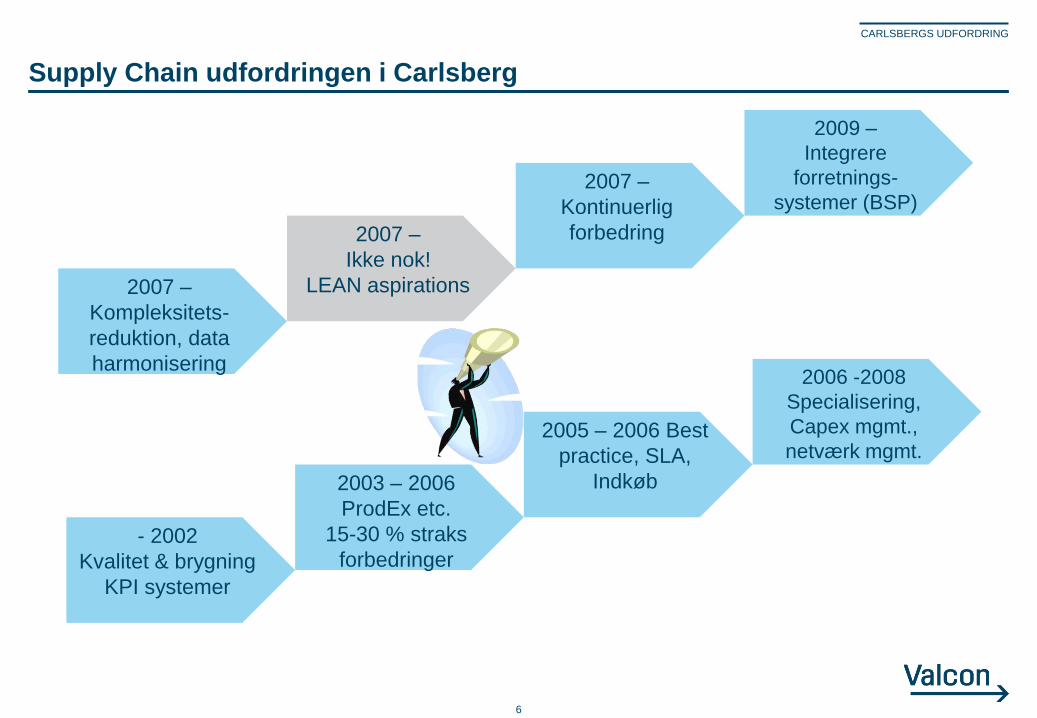
Supply Chain udfordringen i Carlsberg
- 2002
Kvalitet & brygning
KPI systemer
2003 – 2006
ProdEx etc.
15-30 % straks
forbedringer
2005 – 2006 Best
practice, SLA,
Indkøb
2006 -2008
Specialisering,
Capex mgmt.,
netværk mgmt.
2007 –
Kompleksitets-
reduktion, data
harmonisering
2007 –
Ikke nok!
LEAN aspirations
2009 –
Integrere
forretnings-
systemer (BSP) 2007 –
Kontinuerlig
forbedring
CARLSBERGS UDFORDRING
7
CARLSBERGS UDFORDRING
8
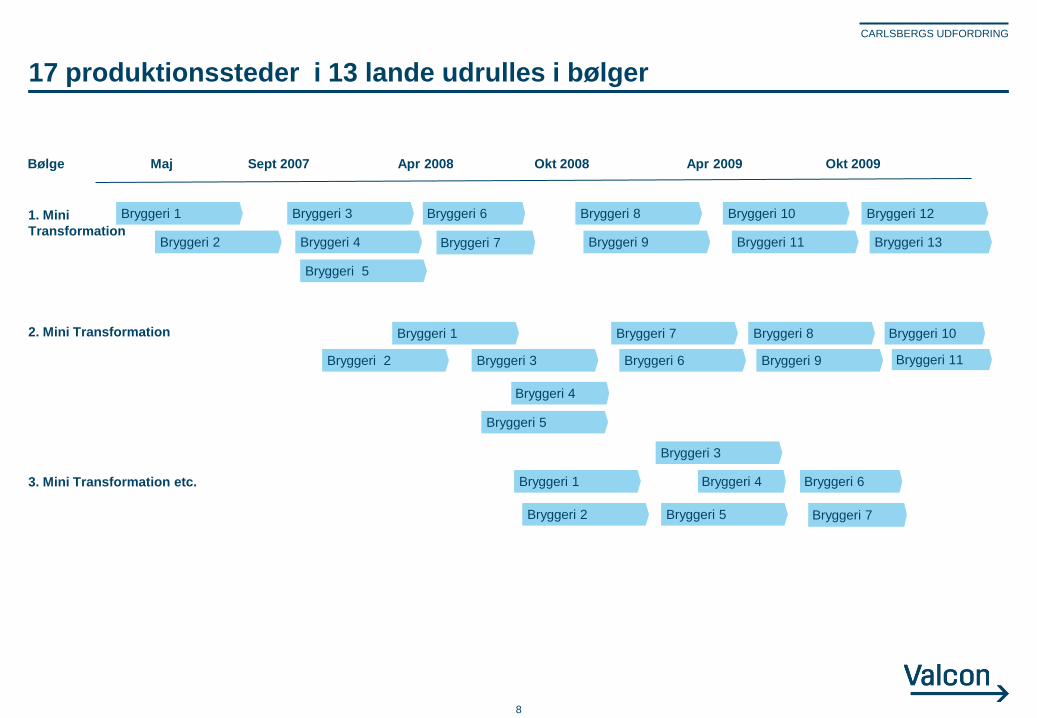
1. Mini
Transformation
2. Mini Transformation
Bryggeri 1
Bryggeri 2
Bryggeri 3
Bryggeri 4
Bryggeri 5
Bryggeri 7
Bryggeri 6 Bryggeri 8 Bryggeri 10
Bryggeri 9
Bryggeri 12
Bryggeri 11 Bryggeri 13
Bryggeri 1
Bryggeri 2 Bryggeri 3
Bryggeri 4
Bryggeri 5
Bryggeri 7
Bryggeri 6
Bryggeri 8 Bryggeri 10
Bryggeri 9
3. Mini Transformation etc. Bryggeri 1
Bryggeri 2
Bryggeri 3
Bryggeri 4
Bryggeri 5
Bryggeri 11
Bølge Okt 2008 Apr 2008 Apr 2009 Maj Sept 2007 Okt 2009
Bryggeri 6
Bryggeri 7
17 produktionssteder i 13 lande udrulles i bølger
CARLSBERGS UDFORDRING
9
Leanudrulning i Ringnes Produktion
4. bølge i C-Lean
Produktionssetup
Antal ansatte
Gjelleråsen setup
10
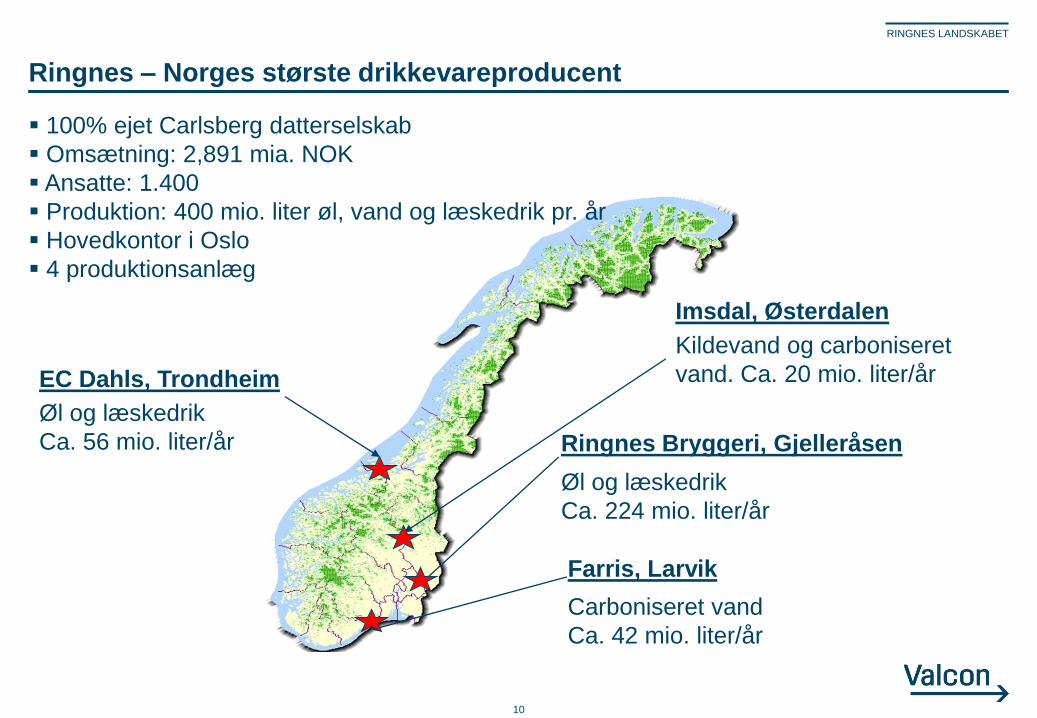
Ringnes – Norges største drikkevareproducent
Kildevand og carboniseret
vand. Ca. 20 mio. liter/år
Imsdal, Østerdalen
Ringnes Bryggeri, Gjelleråsen
Farris, Larvik
Øl og læskedrik
Ca. 224 mio. liter/år
Carboniseret vand
Ca. 42 mio. liter/år
EC Dahls, Trondheim
Øl og læskedrik
Ca. 56 mio. liter/år
100% ejet Carlsberg datterselskab
Omsætning: 2,891 mia. NOK
Ansatte: 1.400
Produktion: 400 mio. liter øl, vand og læskedrik pr. år
Hovedkontor i Oslo
4 produktionsanlæg
RINGNES LANDSKABET

11
Ringnes – 366 ansatte i produktion omfattet af lean
Kilde: Ringnes
Ansatte pr. produktionsanlæg
Total FTE, 2010
199
71
48
19
29
Ringnes Bryggeri
EC Dahls
Imsdal
Farris
Admin
366 Total
RINGNES LANDSKABET
12
Ringnes – Bryggeri Gjelleråsen, første bølge i Norge
Kilde: Ringnes
Bygget i 1993 for produktion af læskedrik. Produktion af øl fra 2001.
650 ansatte, heraf 199 i produktion, fra 25 forskellige nationer
70.000 m2 bygninger på 320.000 m2 grund.
120 mio. liter øl og 100 mio. liter læskedrik
RINGNES LANDSKABET

13 Kilde: Ringnes

14
Ringnes – Bryggeri Gjelleråsen, højt automatiseret
High-bay
Warehouse
Production lines 203,
204 and 205
Manual warehouse
Empties
Manual warehouse
Production
Production line
206
Trailer Manual sorting
Distribution in
Au
tom
atic
So
rting
line
Replenishment picking area
Full pallets for distribution
Goods for repacking
Kilde: Ringnes
RINGNES LANDSKABET

15
Leanudrulning Ringnes Produktion
Baggrund
Lean filosofi
Lean huset
Visionen
Plan og organisation
Kommunikation og synlighed
16
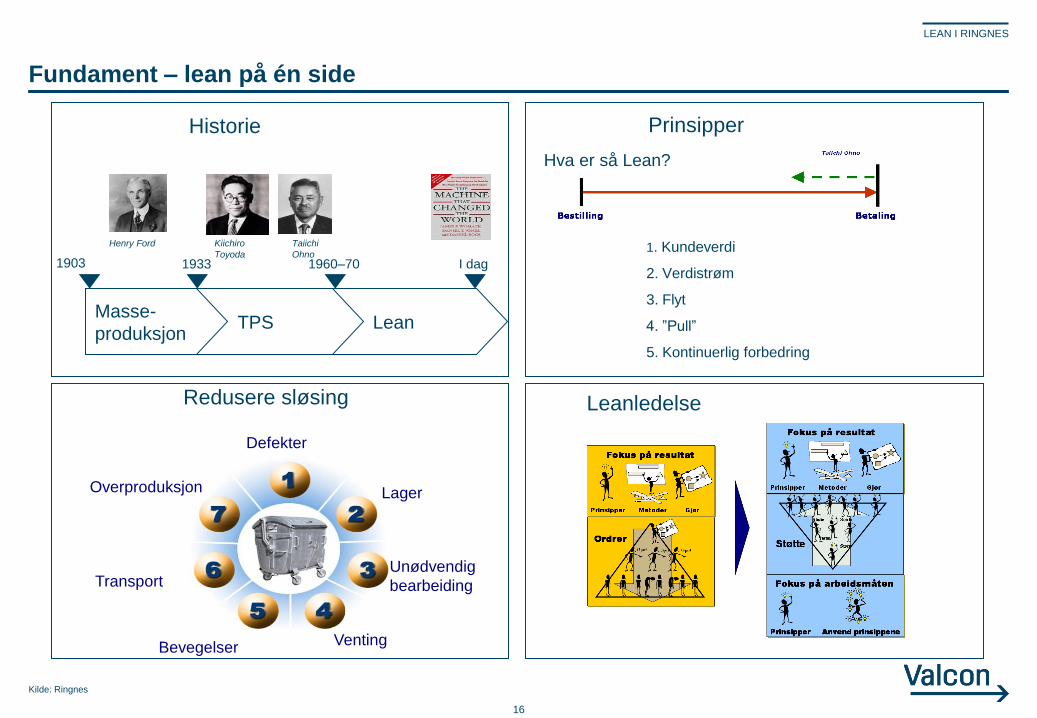
Fundament – lean på én side
Kilde: Ringnes
Prinsipper
Redusere sløsing Leanledelse
1. Kundeverdi
2. Verdistrøm
3. Flyt
4. ”Pull”
5. Kontinuerlig forbedring
Defekter
Lager
Unødvendig
bearbeiding
Venting Bevegelser
Transport
Overproduksjon
Historie
Taiichi
Ohno
Kiichiro
Toyoda
Henry Ford
Masse-
produksjon TPS Lean
1903 1933 1960–70 I dag
Hva er så Lean?
LEAN I RINGNES
17
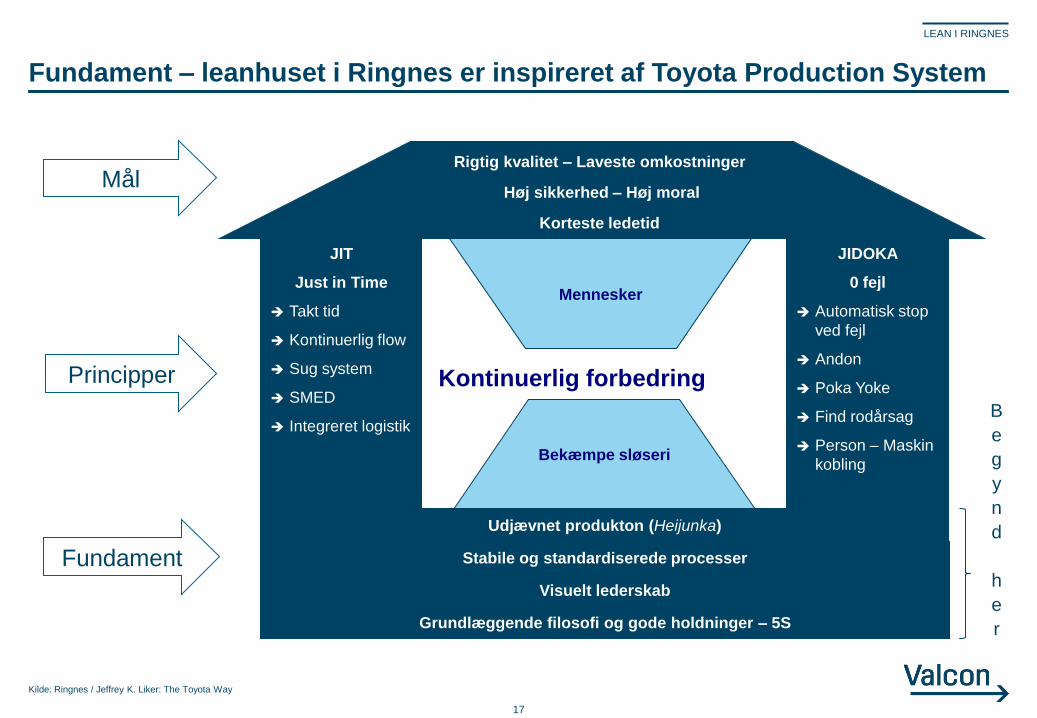
Fundament – leanhuset i Ringnes er inspireret af Toyota Production System
Kilde: Ringnes / Jeffrey K. Liker: The Toyota Way
Bekæmpe sløseri
Udjævnet produkton (Heijunka)
Stabile og standardiserede processer
Visuelt lederskab
Grundlæggende filosofi og gode holdninger – 5S
Rigtig kvalitet – Laveste omkostninger
Høj sikkerhed – Høj moral
Korteste ledetid
Mennesker
Kontinuerlig forbedring
JIT
Just in Time
Takt tid
Kontinuerlig flow
Sug system
SMED
Integreret logistik
JIDOKA
0 fejl
Automatisk stop
ved fejl
Andon
Poka Yoke
Find rodårsag
Person – Maskin
kobling
Mål
Principper
Fundament
B
e
g
y
n
d
h
e
r
LEAN I RINGNES

18
Fundament – visionen er en konstant forbedret kundetilfredshed
Kundetilfredsstillelse: QCD Reducere, eliminere og
standardisere
Kvalitet
Omkostninger Levering
Sikkerhed
og
motivation
Varians
Spild Ufleksibilitet
Customer
service
Just-in-time
Pull system
Continuous flow
TAKT time
Levelled production
Continuous
improve-
ment
Jidoka
Autonomation
Andon
Poka Yoke
Standardised work
Lead time Cost Quality
Employee satisfaction
Brug af rette værktøjer
6Sigma tools
Skabe fleksibilitet
– Flow tools
TPM og
5S,
Værdistrøm
Værktøjer og metoder:
Kvalitet
(Six sigma + Poka Yoke)
Stabilitet:
(TPM, Enkelt Punkt
Lektioner, standardisering)
Flow:
(Pull, takt time, levelling)
Organisation:
(Performance management,
standardisering)
LEAN I RINGNES
19
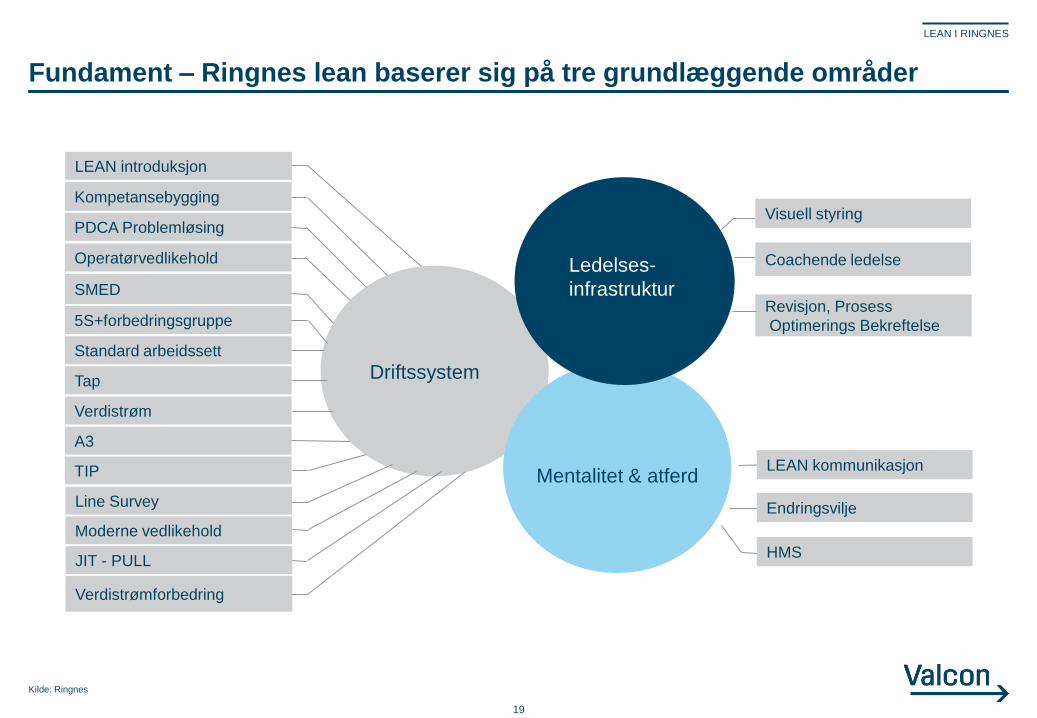
Fundament – Ringnes lean baserer sig på tre grundlæggende områder
Kilde: Ringnes
Driftssystem
Mentalitet & atferd
Ledelses-
infrastruktur
PDCA Problemløsing
Operatørvedlikehold
SMED
5S+forbedringsgruppe
Standard arbeidssett
Tap
Verdistrøm
A3
TIP
Revisjon, Prosess
Optimerings Bekreftelse
Moderne vedlikehold
Kompetansebygging Visuell styring
Coachende ledelse
LEAN kommunikasjon
Endringsvilje
HMS
Line Survey
JIT - PULL
Verdistrømforbedring
LEAN introduksjon
LEAN I RINGNES

20
Implementering – 22 ugers implementeringsplan for første bølge
Carlsberg lean ved Ringnes
Besøg fra HK
1 uge
Udarbejde plan Forberede team
Current state Future state Plan (TIP) Implementer Fasthold
1 uge 1 uge
1 uge 2 uger 2 uger 14 uger
Gennemgang af anlæg
Oprette leanorganisation
Indrette leanrum
Kommunikation
Dataindsamling
Leantræning
Teambuilding
Kommunikation
Leantræning
Sikre ressourcer
Dataindsamling
Beskrivelse
Dokumentation
Kreativ proces
Realisme afstemning
Fastlægge fremtidig
1)Produktions setup
2)Rapporterings- og
opfølgningssystem
3)Ledelsesfilosofi og
kompetencer
Opsætte SMART mål
Fastlægge taktisk
implementerings plan
Tavlestruktur
Mødestrukturer
Implementere værktøjer
f.eks. 5S, QRQC
Opfølgning
Sikre “accelerated
initiatives”
Udkast til TIP
Leantræning
Denne plan følges for:
Relevante afdeling
PCLI (Plant Cross Linked Initiatives) f.eks. Planlægning, Vedligehold, Kvalitet
Driftssystem
Mentalitet & atferd
Ledelses-
infrastruktur
LEAN I RINGNES

21
Organisation – 10 CI agenter på fuld tid og 8 “efter behov”
Ca. 1 CI agent pr. 22 medarbejdere
Tapperi
203,205,206
Brygside Vedligehold
Produktions-
direktør
Kvalitet Planlægning
Fabrikschef
HK
Lean
2 Tapperichefer
3 CI 1 CI
1 CI 1 CI
1 CI
3 CI 1 Leder
1 CI (5S)
1 CI (QRQC/5S)
2 Pull forwards
100%
Efter behov
1 Brygsidechef
LEAN I RINGNES

22
Kommunikation – kraftigt kommunikationstryk i flere medier
Kilde: http://www.pdclipart.org/
Kommunikér
Stormøder
Afdelingsmøder
Gruppearbejde
1:1
Posters og plakater
Interne & eksterne
medier
Video
Intranet
LEAN I RINGNES

23
Leanudrulning Ringnes Produktion
Værktøjer
5S , Tavlestrukturer, KPI struktur
QRQC, Svind, Værdistømsanalyse
TPM, 5 x Hvorfor, 4 x M,
SMED, EPL
Lean ledelse
Forbedringsgrupper
Ledelsesopgaven
Team barometer, BIQ12
24
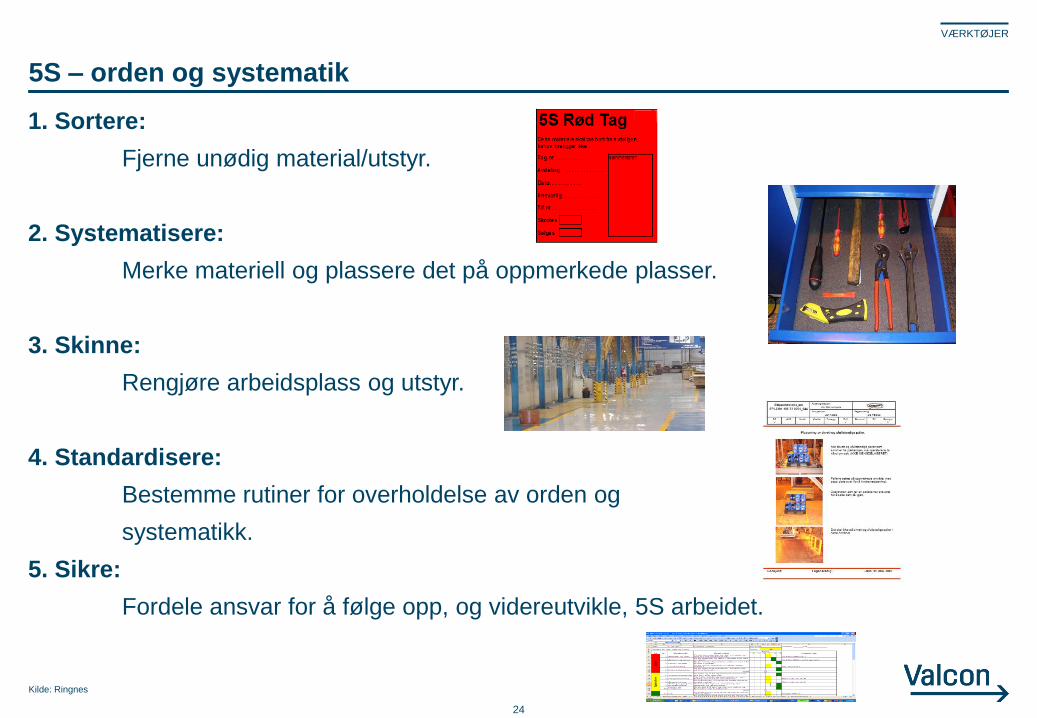
1. Sortere:
Fjerne unødig material/utstyr.
2. Systematisere:
Merke materiell og plassere det på oppmerkede plasser.
3. Skinne:
Rengjøre arbeidsplass og utstyr.
4. Standardisere:
Bestemme rutiner for overholdelse av orden og
systematikk.
5. Sikre:
Fordele ansvar for å følge opp, og videreutvikle, 5S arbeidet.
5S – orden og systematik
Kilde: Ringnes
VÆRKTØJER

25
Tavlemøder – opfølgning og målstyring på faste tidspunkter og i fast struktur
Fabrikkmøte kl. 0930
Avdelingsmøter kl. 0830/0900
Skiftmøter kl. 0710
KPI
Action Log
PDCA
Visualisering
Fast agenda
Fast tidspunkt
Faste deltakerer
Standardiseret!
Kilde: Ringnes
VÆRKTØJER

26
Tavlemøder – fast tavlestruktur
Saker til behandling PDCA tavle KPI tavle
Xm
Xm
Xm
Xm
Xm
Xm Nivå Fabrikk
Saker til behandling PDCA tavle KPI tavle
Xm
Xm
Xm
Xm
Xm
Xm Nivå avdeling
Saker til behandling KPI tavle
Xm
Xm
Xm
Xm Nivå operatør/
område
Det er tre nivåer på vår struktur
VÆRKTØJER
1 2 3

27
Tavlemøder – problemløsningstavle med 2 ugers horisont
Problemløsning
No: Problem Navn Dato Tiltak Ansvarlig
Ferdig Status Kommentarer
Agenda
Issue strip Issue strip Eskalering
Uke:
Kilde: Ringnes
VÆRKTØJER
Tavle 1
28
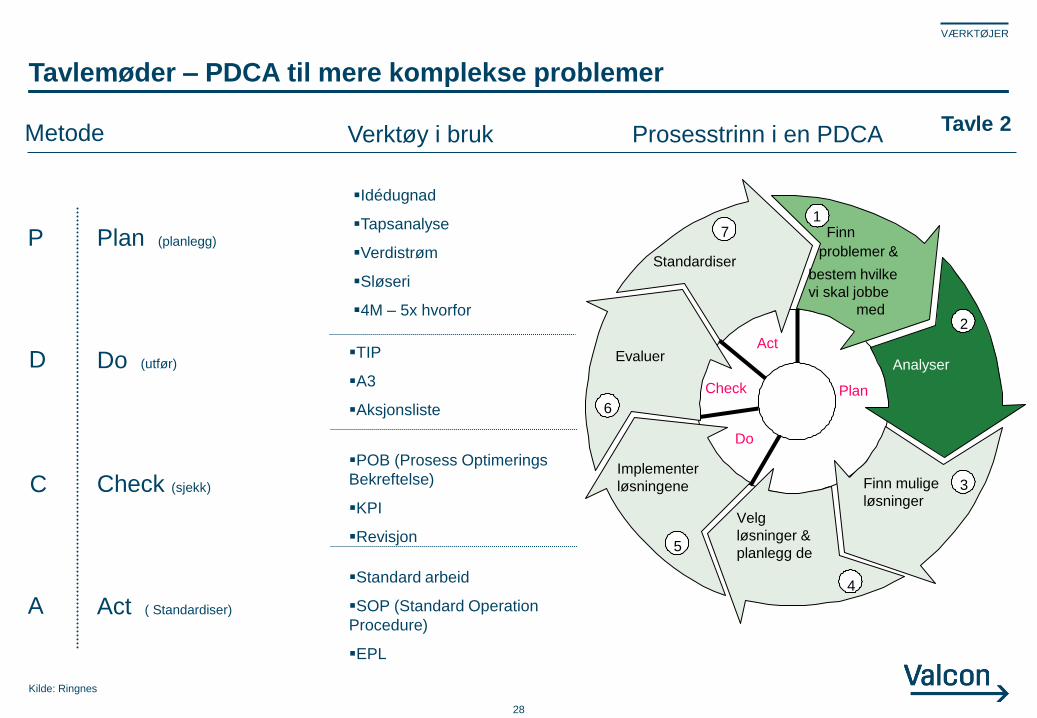
Tavlemøder – PDCA til mere komplekse problemer
P
D
C
A
Metode Verktøy i bruk
Plan (planlegg)
Do (utfør)
Check (sjekk)
Act ( Standardiser)
Finn
problemer &
bestem hvilke
vi skal jobbe
med
Plan
Do
Check
Act
1
2
3
4
5
6
7
Analyser
Finn mulige
løsninger Velg
løsninger &
planlegg de
Implementer
løsningene
Evaluer
Standardiser
Prosesstrinn i en PDCA
Idédugnad
Tapsanalyse
Verdistrøm
Sløseri
4M – 5x hvorfor
TIP
A3
Aksjonsliste
POB (Prosess Optimerings
Bekreftelse)
KPI
Revisjon
Standard arbeid
SOP (Standard Operation
Procedure)
EPL
Kilde: Ringnes
VÆRKTØJER
Tavle 2

29
Tavlemøder – PDCA problemløsningstavle til mere komplekse problemer
Kilde: Ringnes
PDCA Agenda
PDCA KPI
PDCA problem-
løsning historie
Do
Check
Act
Plan PDCA skjema
Etiketter for tavler
„Print ut xxxx.xls“
Løste Tomme maler
PDCA skjema PDCA skjema
PDCA skjema PDCA skjema PDCA skjema
PDCA skjema PDCA skjema
PDCA skjema
VÆRKTØJER
Tavle 2
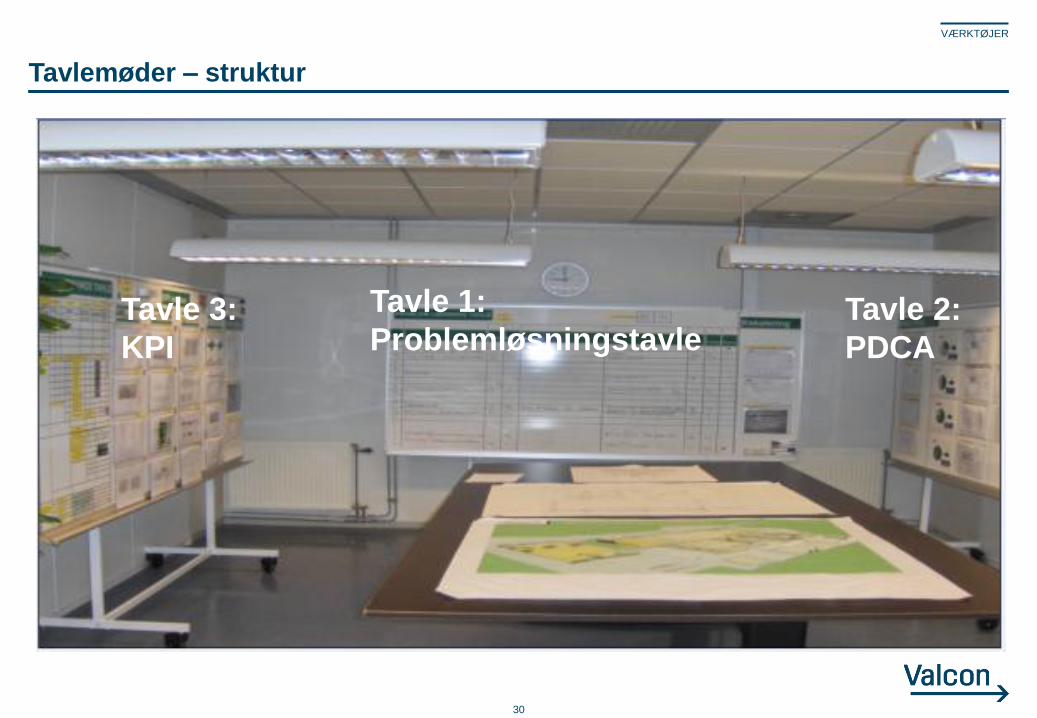
30
Tavlemøder – struktur
Tavle 3:
KPI
Tavle 1:
Problemløsningstavle Tavle 2:
PDCA
VÆRKTØJER

31
Hyppighed
KPI struktur – opfølgning gennem en fast og sammenhængende
struktur på alle niveauer
Kilde: Valcon
Teamleder
Områdeledelse
Fabriks- eller
topledelse
Dagligt Ugentlig Ugentlig Dagligt
Team
Pr. skift
Linje KPI
tavle
Uges
scorecard
Løbende
(real time)
Produktivitet
opfølgning
Proces kontrol
opfølgning
Niv
eau
Daglig
målopfølgning
Daglig
opfølgning
Ugentlig
ledelses-
opfølgning
Ugentlig
opfølgning
Daglig
produktions-
opfølgning
Team KPI
tavle
Område
scorecard
Uges
scorecard
Kildedata
Mødeaktivitet
VÆRKTØJER
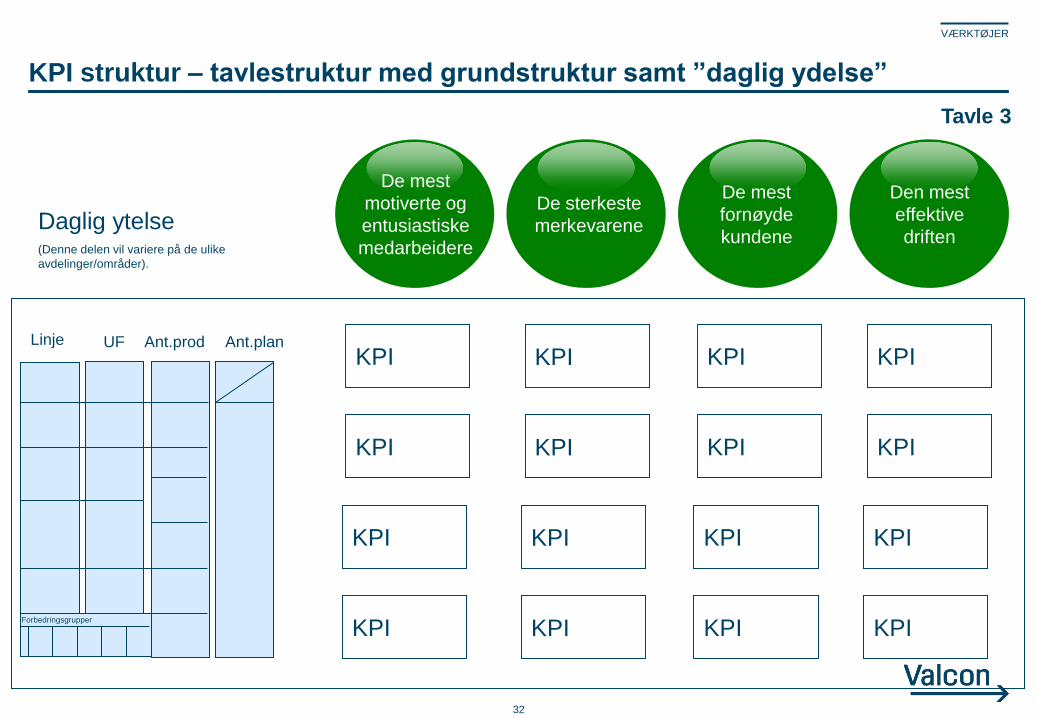
32
KPI struktur – tavlestruktur med grundstruktur samt ”daglig ydelse”
Den mest
effektive
driften
De mest
motiverte og
entusiastiske
medarbeidere
De mest
fornøyde
kundene
De sterkeste
merkevarene
KPI KPI KPI KPI
KPI KPI KPI KPI
KPI KPI KPI KPI
KPI KPI KPI KPI
Daglig ytelse (Denne delen vil variere på de ulike
avdelinger/områder).
Linje UF Ant.prod Ant.plan
Forbedringsgrupper
VÆRKTØJER
Tavle 3
33
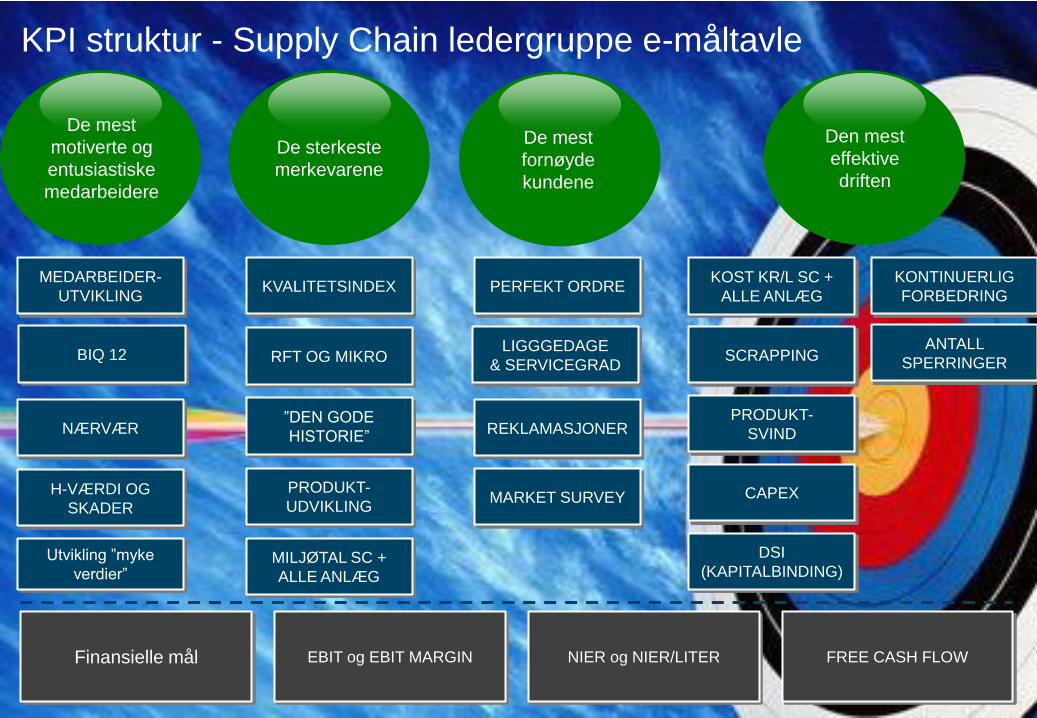
Finansielle mål EBIT og EBIT MARGIN NIER og NIER/LITER FREE CASH FLOW
Den mest
effektive
driften
De mest
motiverte og
entusiastiske
medarbeidere
De mest
fornøyde
kundene
De sterkeste
merkevarene
KVALITETSINDEX
RFT OG MIKRO
MILJØTAL SC +
ALLE ANLÆG
PRODUKT-
UDVIKLING
PERFEKT ORDRE
REKLAMASJONER
MARKET SURVEY H-VÆRDI OG
SKADER
BIQ 12
NÆRVÆR
MEDARBEIDER-
UTVIKLING
”DEN GODE
HISTORIE”
Utvikling ”myke
verdier”
DSI
(KAPITALBINDING)
KONTINUERLIG
FORBEDRING
KOST KR/L SC +
ALLE ANLÆG
SCRAPPING
PRODUKT-
SVIND
CAPEX
KPI struktur - Supply Chain ledergruppe e-måltavle
LIGGGEDAGE
& SERVICEGRAD
ANTALL
SPERRINGER
34
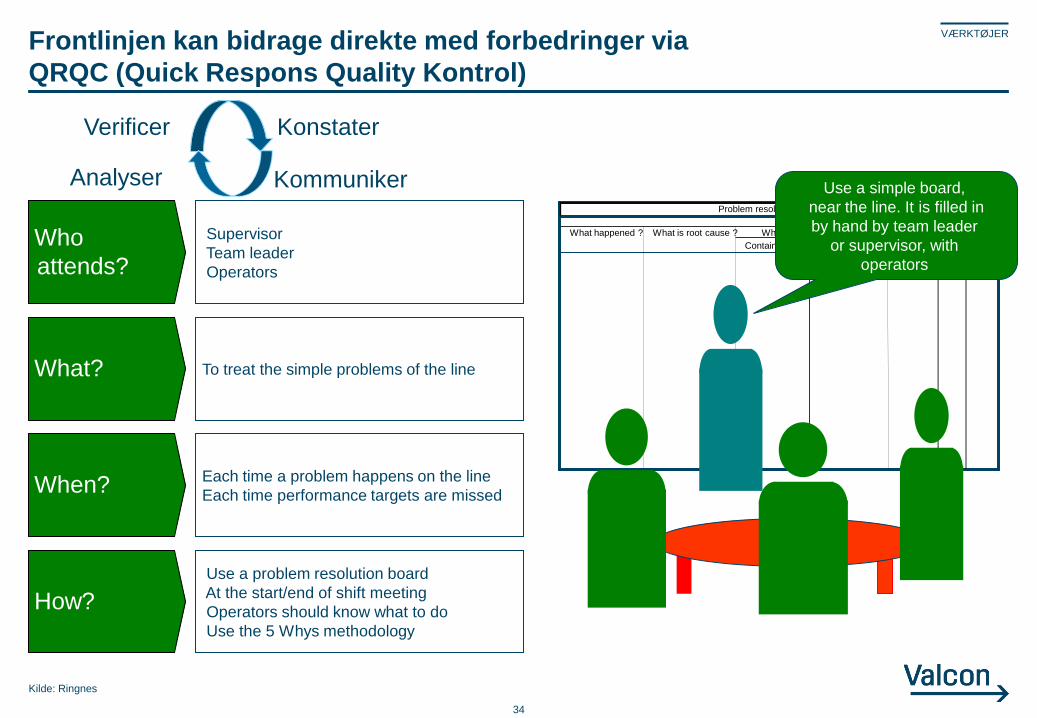
Frontlinjen kan bidrage direkte med forbedringer via
QRQC (Quick Respons Quality Kontrol)
Who
attends?
What?
How?
When?
Use a problem resolution board
At the start/end of shift meeting
Operators should know what to do
Use the 5 Whys methodology
Each time a problem happens on the line
Each time performance targets are missed
To treat the simple problems of the line
Supervisor
Team leader
Operators
What happened ? What is root cause ? What are countermeasures ? Responsible When
Problem resolution – Just do it!
Status
Containment Corrective actions
Use a simple board,
near the line. It is filled in
by hand by team leader
or supervisor, with
operators
Verificer Konstater
Analyser Kommuniker
VÆRKTØJER
Kilde: Ringnes
35
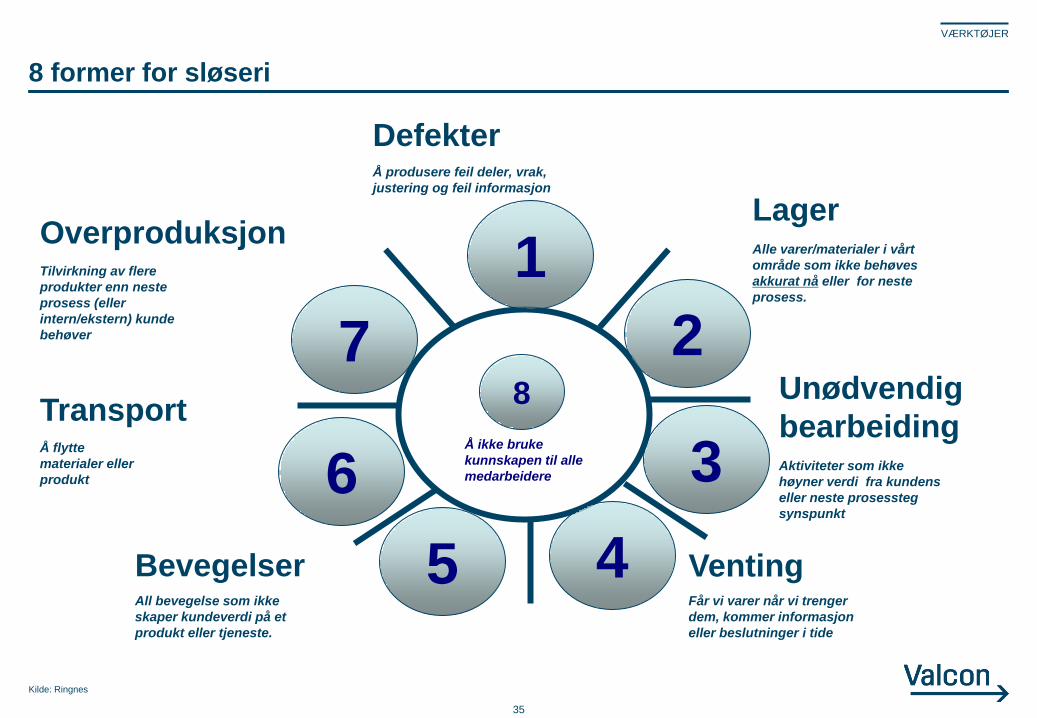
8 former for sløseri
Kilde: Ringnes
1
2
3
4 5
6
7
Defekter Å produsere feil deler, vrak,
justering og feil informasjon
Lager Alle varer/materialer i vårt
område som ikke behøves
akkurat nå eller for neste
prosess.
Unødvendig
bearbeiding Aktiviteter som ikke
høyner verdi fra kundens
eller neste prosessteg
synspunkt
Venting Får vi varer når vi trenger
dem, kommer informasjon
eller beslutninger i tide
Bevegelser All bevegelse som ikke
skaper kundeverdi på et
produkt eller tjeneste.
Transport Å flytte
materialer eller
produkt
Overproduksjon Tilvirkning av flere
produkter enn neste
prosess (eller
intern/ekstern) kunde
behøver
8
Å ikke bruke
kunnskapen til alle
medarbeidere
VÆRKTØJER
36
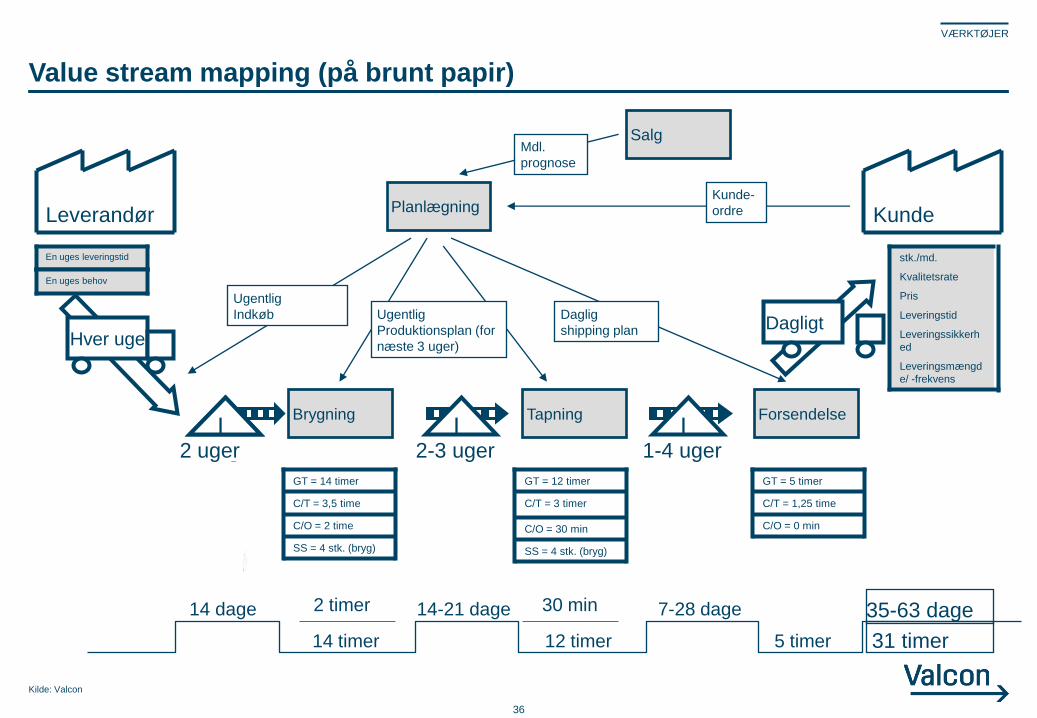
Value stream mapping (på brunt papir)
Kilde: Valcon
Forsendelse Brygning Tapning
Kunde
Leverandør
I 2-3 uger
En uges leveringstid
En uges behov
Hver uge
Salg
Planlægning
Daglig
shipping plan
Ugentlig
Produktionsplan (for
næste 3 uger)
Kunde-
ordre
Mdl.
prognose
Ugentlig
Indkøb
35-63 dage
31 timer
2-3 uger 2-3 uger 1-4 uger
SS = 4 stk. (bryg)
C/O = 2 time
C/T = 3,5 time
GT = 14 timer
SS = 4 stk. (bryg)
C/O = 30 min
C/T = 3 timer
GT = 12 timer
C/O = 0 min
C/T = 1,25 time
GT = 5 timer
Dagligt
stk./md.
Kvalitetsrate
Pris
Leveringstid
Leveringssikkerh
ed
Leveringsmængd
e/ -frekvens
I 2 uger
I 2-3 uger
I 1-4 uger
14 dage
14 timer
14-21 dage
12 timer
7-28 dage
5 timer
2 timer 30 min
VÆRKTØJER
37
TPM (Total Productive Maintenance) og TPM stop reducerer nedetid
TPM er en systematisk måde at arbejde på, hvor hver medarbejder er med til at
sikre en høj oppetid på produktionsudstyret
Ved at foretage TPM stop sikres, at fejl udbedres inden havari
Ringnes operatører gennemgår en systematisk uddannelse i TPM
Væsentlige punkter i TPM:
Renholdelse
Visualisering
Maskinforståelse
Risikoanalyse
Sikkerhed
Enkelt Punkt Lektioner (sikring)
VÆRKTØJER

38
5 x hvorfor sikrer rodårsagen til fejl findes
Hvorfor?
Hvorfor?
Hvorfor?
Hvorfor?
Hvorfor?
Rodårsag
VÆRKTØJER
39
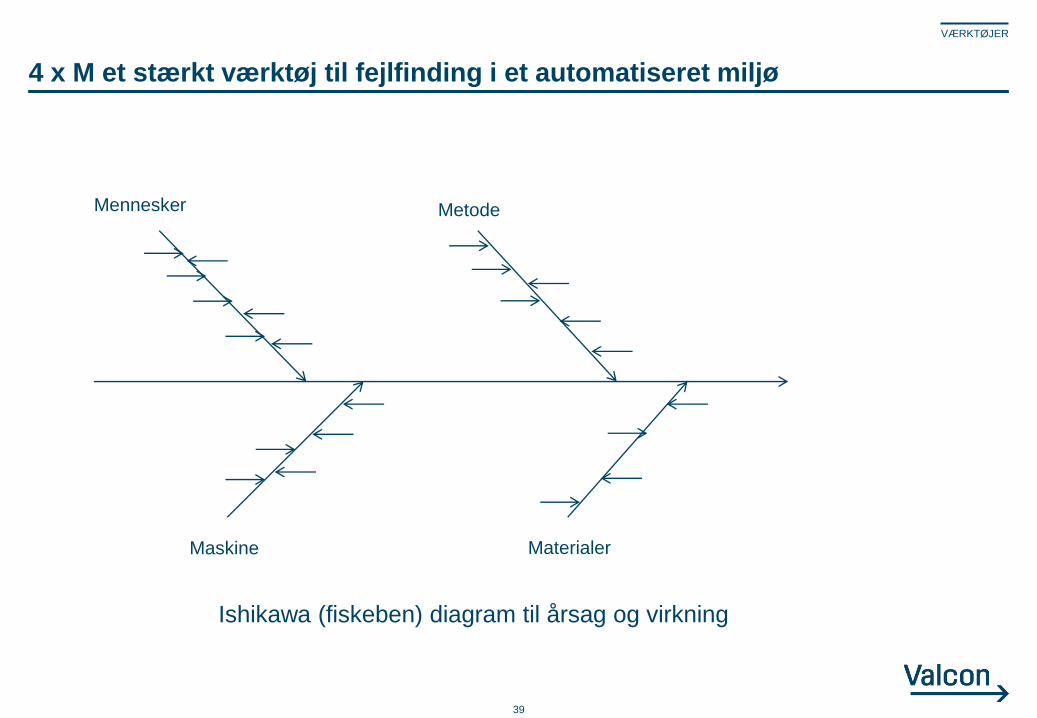
4 x M et stærkt værktøj til fejlfinding i et automatiseret miljø
Mennesker Metode
Maskine Materialer
Ishikawa (fiskeben) diagram til årsag og virkning
VÆRKTØJER

40
SMED effektivt til at nedbringe omstillingstider
1. Måling af den nuværende situation
2. Opdel omstillingstid i ydre og indre omstillingstid
3. Omdan intern omstillingstid til ydre omstillingstid
4. Fortsat fokusering på reduktion af intern og ekstern omstillingstid
VÆRKTØJER

41
Enkelt Punkt Lektioner til standardisering og fastholdelse
Kilde: Ringnes
VÆRKTØJER

42
Balanceret (udjævnet) produktion. Heijunka
P
r
o
d
u
k
t
i
o
n
Tid
Salgsprognose
Lagerstyring
SAP opsætning
Fleksibel bemanding
Standardisering
Enkelt Punkt Lektioner
Mindre seriestørrelser/SMED
TPM og TPM stop
Andon
5S
Værdistrømsanalyser
Oplæring og teambuilding
Tavlemøder/KPI-struktur
VÆRKTØJER

43
Ledelse - leanstøtte er en vital og integreret del af supply chain
organisationen i Ringnes
Roller og ansvar
Avdelingssjef
Arbeidsleder Tekniker
Lean koordinator
CEO
SC director
Fabrikkdirektør RB
Bryggmester
Vedlikeholdssjef
Kvalitetssjef
Tapperisjef
Linje Ledelse
Lean Managers
Lean Manager
Lean koordinator
Lean koordinator
Lean koordinator
Lean koordinator
Lean støtte
Supply Chain organisasjonen
Operatører
VÆRKTØJER
44
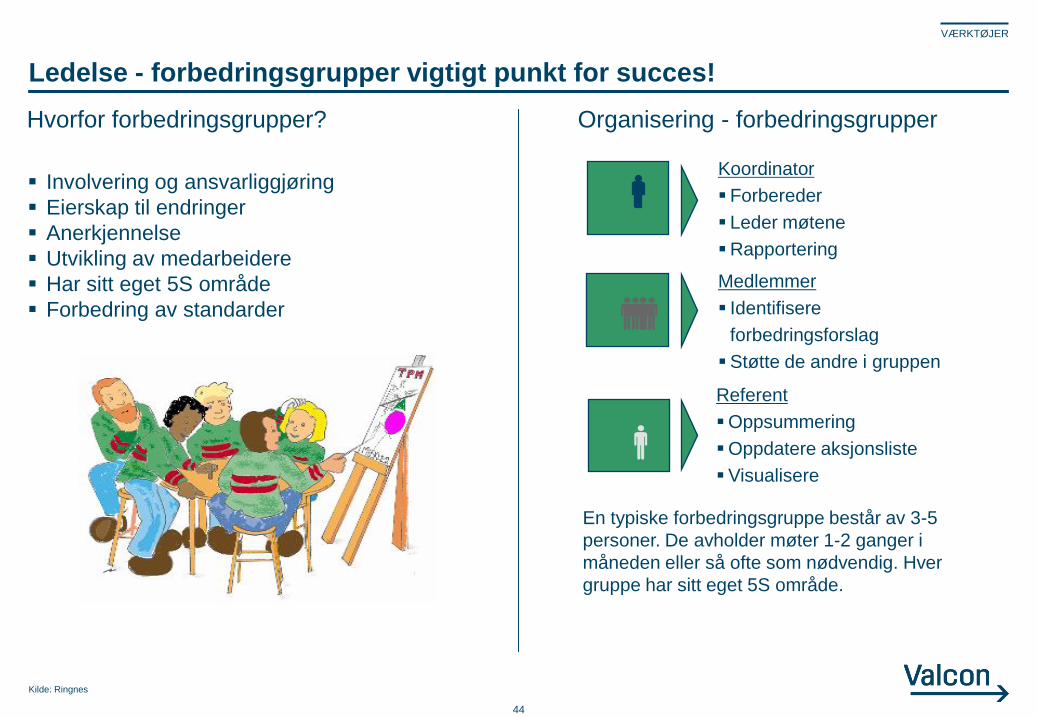
Ledelse - forbedringsgrupper vigtigt punkt for succes!
Kilde: Ringnes
Koordinator
Forbereder
Leder møtene
Rapportering
Medlemmer
Identifisere
forbedringsforslag
Støtte de andre i gruppen
Referent
Oppsummering
Oppdatere aksjonsliste
Visualisere
En typiske forbedringsgruppe består av 3-5
personer. De avholder møter 1-2 ganger i
måneden eller så ofte som nødvendig. Hver
gruppe har sitt eget 5S område.
Involvering og ansvarliggjøring
Eierskap til endringer
Anerkjennelse
Utvikling av medarbeidere
Har sitt eget 5S område
Forbedring av standarder
Hvorfor forbedringsgrupper? Organisering - forbedringsgrupper
VÆRKTØJER

45
Ledelse - stor ændring i chefrollen
Ændring i lederens rolle
Delegering og kontrol
Problemløsning i grupper
Kontinuerlig forbedring
Coaching og autonome
teams
VÆRKTØJER

46
Ledelse - teambarometret sikrer fremdrift og afstemning.
Måles hver 14. dag i leanteamet
TEAM BAROMETER - 5/10/07
TEAM AVERAGE
Team Member 1 Member 2 Member 3 Member 4 Member 5 Member 6 Member 7 Member 8 Member 9
1. Impact 3,17
1.1 We are making good progress with maximum impact 3,11 4 3 2,5 3 3 2,5 3 3 4
1.2 We are involving the line organisation effectively 3,14 3,5 2,75 2,5 3 3,5 3 3 3 4
1.3 Impact will be sustainable 3,11 4 3 2,5 3 3 2,5 3 3 4
1.4 Tools and methods are valuable 3,33 4 2,5 3,5 3 3 3 4 3 4
2. Individual satisfaction and development 3,39
2.1 I am enjoying myself 3,61 4 3 3 3,5 3,5 4 3 4 4,5
2.2 My workload on this project so far is long-term sustainable 3,39 3,5 3,5 3 3 3 3 4 3,5 4
2.3 I am making real progress in meeting my development goals 3,17 3 3 3,5 3 3 3 3 3 4
3. Clarity of direction 3,08
3.1 Roles and goals in the team are clear 3,17 3,5 4 3 2,5 2,5 2,5 3 3,5 4
3.2 Goals and scope of work are focused on key issues and clearly
understood 3,00 3 3,5 3 2,5 2,5 2,5 3 3 4
4. Team interactionsand learning 3,39
4.1 Team members trust each others 3,72 4 5 3 4 3 3 3 4 4,5
4.2 Interactions in the team are structured and we perform effective
and creative joint problem solving 3,50 4 4,5 2,5 3,5 3,5 3 3 3,5 4
4.3 Feedback and coaching are performed effectively with appropriate
frequency 2,94 2 3 3 3 3 2,5 2 3,5 4,5
TOTAL 3,27 3,54 3,40 2,92 3,08 3,04 2,88 3,08 3,33 4,13
Scale:
5. Exceptional 4. Highly satisfactory 3. Good/Satisfactory
2. Needs to be discussed 1. Problem
VÆRKTØJER

47
Ledelse - opfølgning både individuelt og på teamniveau
Kilde: Ringnes
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
Wk 1 Wk 2 Wk 3 Wk 4 Wk 5 Wk 6 Wk 7 Wk 8 Wk 9 Wk 10 Wk 11 Wk 12 Wk 13 Wk 14 Wk 15 Wk 16 Wk 17 Wk 18 Wk 19 Wk 20
1. IMPACT
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
Wk 1 Wk 2 Wk 3 Wk 4 Wk 5 Wk 6 Wk 7 Wk 8 Wk 9 Wk 10 Wk 11 Wk 12 Wk 13 Wk 14 Wk 15 Wk 16 Wk 17 Wk 18 Wk 19 Wk 20
2. INDIVIDUAL SATISFACTION & DEVELOPMENT
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
Wk 1 Wk 2 Wk 3 Wk 4 Wk 5 Wk 6 Wk 7 Wk 8 Wk 9 Wk 10 Wk 11 Wk 12 Wk 13 Wk 14 Wk 15 Wk 16 Wk 17 Wk 18 Wk 19 Wk 20
3. CLARITY OF DIRECTION
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
Wk 1 Wk 2 Wk 3 Wk 4 Wk 5 Wk 6 Wk 7 Wk 8 Wk 9 Wk 10 Wk 11 Wk 12 Wk 13 Wk 14 Wk 15 Wk 16 Wk 17 Wk 18 Wk 19 Wk 20
4. TEAM INTERACTIONS & LEARNING
C-Lean Team BarometerCarlsberg Breweries
VÆRKTØJER

48
Ledelse - BIQ12 måles pr. kvartal
Kilde: Ringnes
# Påstand jun.09 okt.09 feb.10 jun.10 Mål
1. Jeg vet hva som forventes av meg i jobben (Fokus)4,5 4,6 4,4 4,3 4,5
2. Jeg har de nødvendige ressurser til å gjøre jobben
riktig (Ressurser)3,8 3,9 3,9 4,1 4,5
3. Jeg kan bruke de av mine evner og ferdigheter som
jeg verdsetter høyest, hver dag på jobben (Talent)4,1 4,0 4,4 4,6 4,0
4. På jobben blir mine meninger tatt hensyn til (Dialog)4,2 4,6 4,9 4,3 4,0
5. Jeg har i løpet av siste uke fått anerkjennelse og ros
for godt utført arbeid (Ros)3,8 3,6 4,4 4,2 4,0
6. Mine kollegaer er opptatt av og tar ansvar for å levere
høy kvalitet i sitt arbeide (Ansvarlighet)3,8 4,3 4,6 4,4 4,0
7. Min leder oppmuntrer meg til å videreutvikle meg
(Oppmuntring læring)4,6 4,9 4,7 4,7 4,5
8. Det siste året har jeg hatt muligheten til å lære og
vokse (Mulighet læring)4,5 4,9 4,9 4,9 4,5
9. Det siste halve året har min leder snakket med meg
om mine fremskritt (Samtale læring)4,3 4,6 4,4 4,4 4,0
10. Det virker som om lederen min bryr seg om meg
(Omsorg)4,1 4,9 4,6 4,8 4,0
11. Jeg føler meg som en del av arbeidsfellesskapet i
Ringnes (Tilhørighet)4,3 4,4 4,4 4,6 4,0
12. Jeg er stolt av å fortelle at jeg arbeider i Ringnes
(Image)4,6 4,6 4,9 4,9 4,5
4,2 4,4 4,5 4,5 4,2
10 7 7 9
Gjennomsnitt score
Antall respondenter
VÆRKTØJER

49
Ledelse - nøgleegenskaber for ledelse i en leanvirksomhed
Opnå resultater gennem kontinuerlig forbedring bl.a. gennem forbedringsgrupper
Coaching
Synlighed (Gemba) eller ”gå ud og se”
Udvikle medarbejdere og skabe engagement
Fremstå som rollemodel
Kende leanværktøjerne (QRQC, PDCA, 5S, afvigelsesanalyser osv.)
VÆRKTØJER
50
Leanudrulning Ringnes Produktion
Resultater
Processvind, UF, Lagereffektivitet
Leveringsevne, Lagerbinding,
Faste omkostninger, Skader, Fravær,
Den Gode Historie
R-Lean

51
Der er skabt ekstraordinære resultater indenfor nogle lean områder …
Kilde: Ringnes
Bokslinje UF +16% Prosessvinn redusert med 40%
20% økt effektivitet på lagret Leveringsevne fra 94% til 98%
KPI Action Log PDCA
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
Svinn ikke
håndtert
3,8%
3,5%
0,3%
Gjær-resirkulerings-
anlegg
3,0%
Entanks-
system
0,5%
"mål"
7,3%
7,0%
0,3%
Stabilisering av alle
tiltak
0,2%
Økt kontroll av
gjær-høsting
0,4%
0,8%
Øl/vann
slanging
0,1%
Uklarhets-målere i
sentrifugene
0,1%
Glattvann
0,1%
2010 siste 12
uker
9,0%
8,6%
%
Vørter/ vann fra
Whirlpool til CCT
9,5 0,5%
Redusert
drenering ved
oppstart filter
0,2%
Redusert
bunnplugg før filter
1,9%
0,4%
0,8%
2009 (justert)
13,1%
12,7%
0,4%
Andre effekter,
f.eks kvalitet
0,7%
Bottom yeast
inndosering
BBT svinn
Brygghus
Mål Q4
2010
Wave 1 – C-Lean Current wave
94,3
2010 2009
97,1
2008
97,1
2007
98,6
RESULTATER
PLUKK Periode Periode Delta
Sum forbrukt 206 156 -24%
Volum 173 161 -7,1%
Omkostning 33 29 -12%
Omkostning pr. enhed 842 1031 23%
LAGER Periode Periode Delta
Sum forbrukt 48 39 -18%
Volum 165 164 -0,5%
Omkostning 90 80 -12%
Omkostning pr. enhed 34,5 41,4 21%

52
Resultater – 21 % reduktion i lagerbinding
10 % nettoreduktion i faste omkostninger ~ 30 % bruttoreduktion
Kilde: Ringnes

53
Skader reduceret med 70 %
Fravær reduceret med 40 %
Økt fokus på helse og sikkerhet i alle
situasjoner
Sikkerhetsarbeid som en del av
forbedringsgruppene
Rapportering av skader og farlig forhold
Kilde: Ringnes
0
5
10
15
20
25
30
2004 2005 2006 2007 2008 2009 2010
Lo
st ti
me
acc
ide
nts
0
10
20
30
40
50
60
70
80
90
Da
ys o
f lo
ss
Lost time accidentsDays of lossLinear (Lost time accidents)
Skader med fravær ned med 70% Fravær redusert med 40% på 3 år
Fokus på nærvær og ikke på sykefravær
En spørreundersøkelse viste at den
viktigste årsaken til utviklingen er
involvering og desentralisert ansvar for
forbedringer
Lost time accidents and days of loss – SC Norway
RESULTATER

54
Ringnes C-Lean er en rollemodel i Carlsberg
Kilde: Carlsberg
RESULTATER

55
”Maximum thinking and minimum walking”!
RESULTATER
56
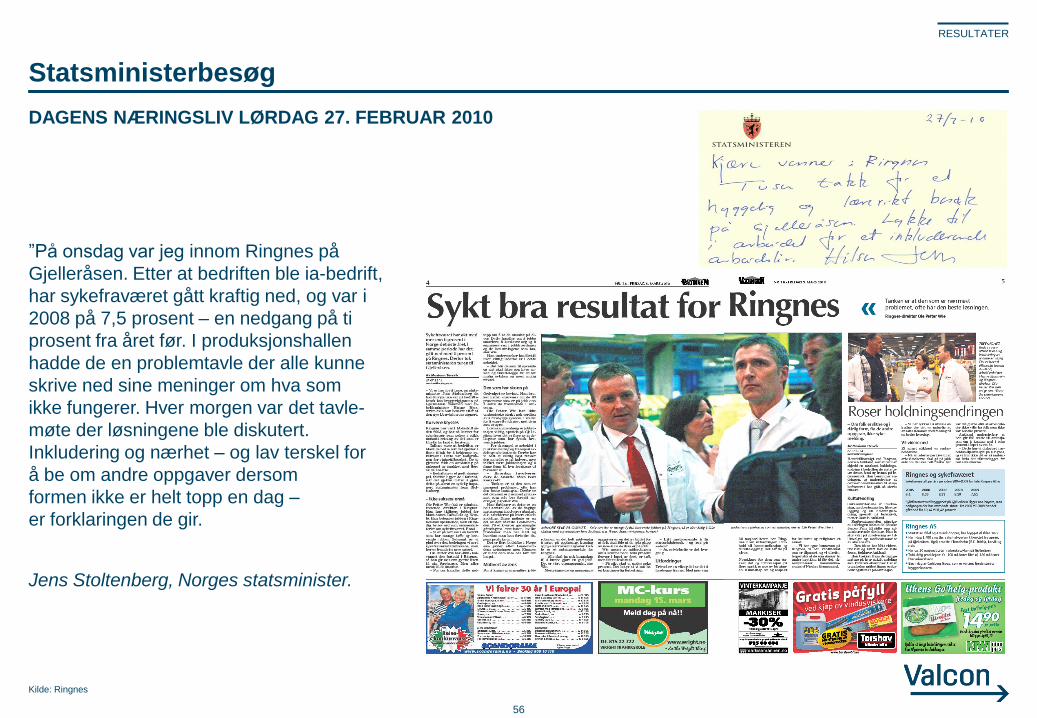
Statsministerbesøg
DAGENS NÆRINGSLIV LØRDAG 27. FEBRUAR 2010
”På onsdag var jeg innom Ringnes på
Gjelleråsen. Etter at bedriften ble ia-bedrift,
har sykefraværet gått kraftig ned, og var i
2008 på 7,5 prosent – en nedgang på ti
prosent fra året før. I produksjonshallen
hadde de en problemtavle der alle kunne
skrive ned sine meninger om hva som
ikke fungerer. Hver morgen var det tavle-
møte der løsningene ble diskutert.
Inkludering og nærhet – og lav terskel for
å be om andre oppgaver dersom
formen ikke er helt topp en dag –
er forklaringen de gir.
Jens Stoltenberg, Norges statsminister.
Kilde: Ringnes
RESULTATER

57
Lean i hele Ringnes fungerede mindre godt, men dog lyspunkter!
Perfect Order
Marketing Salg SC Logistikk Økonomi HR Komm. Forr.utv.
Verdikjeden Støttefunksjoner
= LEAN manager
Produktutvikling/Innovasjon
RESULTATER
Kilde: Ringnes
58
Leanudrulning Ringnes Produktion
Læring
Hovedkontor kontra lokalt
Driftssystem
Ledelsesinfrastruktur
Adfærd og mentalitet
Implementering
Forventninger til fremtiden

59
Hovedkontor kontra lokalt
Det virkede!
HK leverede en super struktureret og
detaljeret C-lean plan
Leanpakke med værktøjer
I gennemsnit 2 FTE ressourcer fra HK
Pull forwards
Pres fra HK
Styregruppe support
Lean ved Ringnes blev ejet af Ringnes
Pas på her!
Stram tidsplan lagde hårdt pres på den lokal
organisation – gnidninger
HK må ikke overtage driften
LÆRING

60
Driftssystem
Det virkede!
Mini-T
Værdistrømsanalyser
5S
PDCA
QRQC
Standardisering
Leanværktøjerne generelt!
Pas på her!
Drift kontra lean
Overblik over de mange værktøjer
LÆRING

61
Ledelsesinfrastruktur
Det virkede!
Tavlestrukturer – sammenhæng i hele Ringnes
Tavlemøder inkl. skiftmøder
Ledelsesinvolvering og ansvar for struktur
Forbedringsgrupper
Automatisering godt/antal rullevogne med
dåser bedre
Informationsoverload af tvivlsom kvalitet,
daglige tal præsenteret grafisk er bedre
Sikkerhed (nærved- og ulykker opgøres
dagligt på fabriksniveau og ugentligt på
ledergruppeniveau)
Forbedret kvalitetssystem
Pas på her!
Kommunikation på 3-skift og weekend
Opdateringer i SAP ikke ”on-line” f.eks.
tilbagemelding på produktionsordre, herunder
afskrivning af materialeforbrug
EPL - sammenhæng med resten af
organisationen
Vælg de ”rigtige” CI forbedringsagenter
Uddan forbedringsgrupperne i bl.a. prioritering
LÆRING

62
Adfærd og mentalitet
Det virkede!
Leanrum
Tavlemøder
Overblik, tavler, daglige målemetoder
dåsesvind i antal containere
CEO støtte og involvering
Motivation
Ressourcer lokalt
Konkurrence mellem afdelinger/anlæg
Jeg er ”empowered”
Coaching
Synliggørelse af resultater
Team barometer og BIQ12
Kulturforskelle
Fejre resultater!
Pas på her!
Frygt for det nye/besparelser
Mange værktøjer
Kulturforskelle mellem afdelinger og
nationaliteter
Tab af ledelsesret
For stort tryk fra HK og CEO
Sommerferieimplementering
Svingende ressourcebehov til drift og lean
giver overarbejde og spildtid
Tilstrækkelige ressourcer lokalt
Vedligehold/drift/lean alt tager tid og
ressourcer
TR i forbedringsgrupper
LÆRING

63
Implementering
Det virkede!
22 ugers ”bølge” implementering
TIP ændringer
Ressourcer
Implementeringsrækkefølge
Plant Cross Linked Initiatives (specielt kvalitet)
Accelerated Initiatives (5S)
Valg af værktøjer
Kulturændringen
Pas på her!
Drift kontra leanimplementering
Ikke sommerferie
Viden
Ændring i chefrollen
LÆRING
64
Forventninger til fremtiden
Det tror vi kommer til at virke!
Produktion og Logistik satser stadig på lean
Lean bliver mere og mere en kultur
5S i resten af Ringnes
Tavle og KPI strukturer i hele Ringnes
Samarbejde, ledelse og kommunikation på
problemløsnings- og PDCA tavlen
Pas på her!
Antal ressourcer må ikke mindskes væsentligt
Forventningspres
LÆRING
65
Prøv det!
BØLGE
66
Valcon kan…
Valcon, Christianshusvej 187, 2970 Hørsholm, [email protected], [email protected], Tlf.: +45 45 80 20 37, Fax: +45 45 80 81 37
Valcon bringer dig hele vejen fra strategi til handling
I såvel den private som den offentlige sektor udfordres
ledere hver dag af strategiske og operationelle opgaver
inden for globalisering, innovation, vækst,
transparens og effektivitet.
Tilbyde støtte til implementering af lean i sin helhed eller som delprocesser
Valcon har erfaring ikke kun fra Supply Chain, men i høj grad også inden for
administrative områder
Valcon kan også hjælpe med meget andet ….
Vi glæder os til at kunne hjælpe dig, mød os på www.valcon.dk eller ring +45 45 80 20 37
VALCONS SERVICES
67
SPØRGSMÅL