revista abb 4|12 · que cumplen con el perfil de conoci ... por bombeo, la erosión de los contac...
TRANSCRIPT

24 revista ABB 4|12

25Soluciones de servicio
Soluciones de servicio
Imagen del título Un nuevo software que está elaborando ABB puede mejorar la programación del mantenimiento en las plantas industriales.
Un vistazo a lo que está por venir
Un mejor servicio puede significar cosas distintas para clientes diferentes, y por lo tanto los centros corporativos de investigación de ABB de todo el mundo adoptan un enfoque multidisciplinario para desarrollar las soluciones de servicio. En particular, tres proyectos de investigación se ocupan de distintos clientes así como de diferentes aspectos del área centrada en soluciones de servicio. En las páginas siguientes se describen esos proyectos.

26 ABB review 3 |12 26 revista ABB 4|12
SLEMAn SALIBA, MIChAEL hAMILTon,
CARSTEn FRAnKE – Las empresas de servicio de los sectores de comuni-caciones y servicios públicos trabajan en un entorno cambiante caracte rizado por aumentos de costes, reglamentos complejos, fusiones y adquisiciones, así como elevadas exigencias de los clientes en cuanto a fiabilidad, capacidad de respuesta y calidad del servicio. Para responder a estos desafíos, es importante que las compañías optimicen la prestación de servicios, hagan un uso eficiente de los técnicos y los equipos que trabajan a pie de obra y mejoren la fiabilidad de sus recursos críticos.
Con más de 100.000 técnicos utilizando el sistema todos los días, Service Suite es una solución de gestión de personal de empresas (EWFM) que proporciona una plataforma completa para planificar, programar y ejecutar eficientemente todo tipo de trabajos a pie de obra ➔ 1. El optimizador de mejora del rendimiento de Service Suite asigna las órdenes de trabajo idóneas a los técnicos adecuados, basándose en su pericia y disponibilidad, y después establece la ruta óptima entre los trabajos para minimizar el tiempo de desplazamiento. Esto permite a los clientes obtener un aumento significativo de la productividad en la instalación, menores costes de personal, menores tiempos de desplazamiento y gastos de vehículos, mayor autonomía y responsabilidad de los técnicos y mejora de la calidad de los datos.
La optimización matemáticaLos centros de investigación de ABB están trabajando con Ventyx, una empresa de ABB, a fin de mejorar los actuales algoritmos de programación. El objetivo consiste en introducir nuevos
algoritmos de programación que res pon dan a las necesidades cada vez más complejas de los clientes.
Observando los avances más recientes en materia de optimización de la programación matemática, el equipo de investigación puede incluir en Service Suite métodos de programación en números enteros, teoría de grafos u optimización online. A continuación, se eligen las técnicas más adecuadas para incorporarlas a la solución de gestión de personal de la próxima generación.
Un problema común en la gestión de personal es la asignación de técnicos cualificados a las órdenes de trabajo del cliente y el establecimiento de sus rutas de desplazamiento. El equipo de investigación está desarrollando un método de generación de columnas con etiquetado para construir una
programación casi óptima. La generación de columnas con etiquetado ha demostrado ser el método más eficaz para resolver problemas relativos a las rutas complejos, como se explica, por ejemplo, en [1].
Mediante el uso del algoritmo de etiquetado, se puede elaborar un
conjunto muy amplio de rutas factibles para cada técnico de servicio. Las rutas resultantes contienen tantas órdenes de trabajo de clientes como es posible, que cumplen con el perfil de conocimientos adecuado. El algoritmo asegura que se satisfagan las ventanas de tiempo de las órdenes de trabajo. Además, se exige que cada ruta cumpla las normas legales de pausas obligatorias a lo largo del día y las horas extraordinarias permitidas. Para cada ruta viable, el algoritmo de etiquetado calcula el valor de una función objetivo. Este valor representa la calidad de la correspondencia entre órdenes y técnicos, así como los tiempos de desplazamiento entre sucesivas órdenes dentro de la ruta. Disponiendo de los conjuntos de rutas viables y el valor de su función objetivo, se aplica después la generación de columnas para seleccionar el mejor conjunto de rutas, de forma que cada técnico de servicio cubra exactamente una ruta, que cada una de las órdenes se encuentre como máximo en una ruta y que se maximice el valor de la función objetivo de la programación total.
Este método maximiza la satisfacción del cliente a la vez que reduce el coste total de la prestación de servicios y los seguros, y garantiza la asignación de trabajadores adecuadamente preparados para cada orden.
Técnicas de enrutamientoOtra dificultad es la de incluir durante la optimización tecnologías avanzadas de enrutamiento a nivel de calle. Esto va más allá del empleo de sistemas sencillos de navegación para viajar de una orden a otra. La precisión de las estimaciones de tiempo se puede aumentar utilizando tecnologías de enrutamiento a nivel de calle durante la optimización de las rutas de conducción, en lugar de aplicarlas como una
Programación de personal
Se obtienen mejores soluciones de planificación mediante algoritmos rápidos que responden en tiempo real a los cambios.
27Bridging customer needs 27Soluciones de servicio
etapa posterior a esta. Por lo tanto, se puede aumentar la precisión en las diferentes situaciones de aplicación por todo el mundo. Las soluciones mejoradas de planificación se complementan con algoritmos rápidos que puedan responder a los cambios que se producen a lo largo del día en tiempo real, tales como nuevos trabajos urgentes, cancelación de órdenes y órdenes que los técnicos acaban antes.
El método basado en la generación de columnas requiere una gran capacidad de cálculo, lo que exige mucho tiempo para optimizar una programación. Sin embargo, a lo largo de una jornada laboral, las compañías de servicios públicos y de comunicaciones tienen que reajustar el resultado de la programación para reflejar los cambios que se producen en la vida real. Es decir, puede haberse añadido una nueva tarea, algunos técnicos pueden no estar disponibles por enfermedad, etc.
Por lo tanto, Service Suite debe poder reajustar la solución cuando así se solicite. El tiempo de cálculo para reflejar los cambios realizados se limita a unos pocos minutos, a fin de que la compañía pueda utilizar la nueva solución y comunicarla a los técnicos correspondientes a pie de obra.
Se utilizan varios heurísticos basados en técnicas locales de búsqueda para seleccionar únicamente los subconjuntos de órdenes y técnicos más apropiados para una nueva optimización matemática aplicando el método de generación de columnas existente. Estos heurísticos se establecen de forma que puedan reaccionar rápidamente y con precisión a los cambios descritos.
Los heurísticos tienen en cuenta los tiempos de desplazamiento a nivel de calle entre las sucesivas órdenes y las órdenes ya planificadas. Además, los clientes pueden elegir entre los diferentes heurísticos para buscar un compromiso entre el tiempo de la solución necesario para el reajuste y la calidad de la programación resultante.
Recurriendo a la experiencia en distintas áreas de la empresa, ABB garantiza la continuación en primera línea en relación a las tecnologías más avanzadas y los próximos desafíos de la industria de servicios.
El equipo de investigación puede incluir en Service Suite métodos de optimización en números enteros, teoría de grafos u optimización online.
Sleman Saliba
ABB Corporate Research
Ladenburg, Alemania
Michael hamilton
Ventyx, empresa de ABB
Richmond, Canadá
Carsten Franke
ABB Corporate Research
BadenDättwil, Suiza
Referencia[1] Desaulniers, G., Desrosiers, J., Solomon,
M.M. (2005) Column generation.
1 Captura de pantalla de Service Suite
28 ABB review 3 |12 28 revista ABB 4|12
RALF GITzEL, MoRITz hoChLEhnERT,
SIMonE TURRIn – El proyecto de sistema de retorno de información de fiabilidad de ABB está desarrollando herramientas para los interruptores automáticos de generadores que pueden ayudar a facilitar el cambio de paradigma de la supervisión tradicional basada en el tiempo a las estrategias de mantenimiento basadas en la condición.
En muchos entornos de trabajo existen distintas clases de equipos relacionados con la seguridad que evitan o atenúan aquellas situaciones en las que se pone en peligro la vida humana. Naturalmente, esos equipos tienen que ser mantenidos de forma cuidadosa y periódica. Sin embargo, en muchos casos esto se traduce en costosos tiempos de inmovilización programados. No siempre es fácil determinar la cantidad correcta de mantenimiento que permite ahorrar costes sin comprometer la seguridad.Como ABB se esfuerza en ampliar sus productos de interruptores automáticos de generadores (GCB) con servicios para el ciclo de vida cada vez más complejos, se hace más evidente la necesidad de disponer de herramientas y conceptos adecuados que faciliten la visibilidad de la vida residual y el valor generado para el cliente.Como consecuencia, ha surgido el proyecto de sistema de retorno de información de fiabilidad (RFS). El objetivo era obtener datos de fiabilidad en la instalación tales como la vida residual para ayudar a que los miembros del personal de servicio de ABB puedan recomendar los intervalos adecuados entre revisiones generales de los GCB a los propietarios de las centrales eléctricas con el prototipo de software RFSGCB.
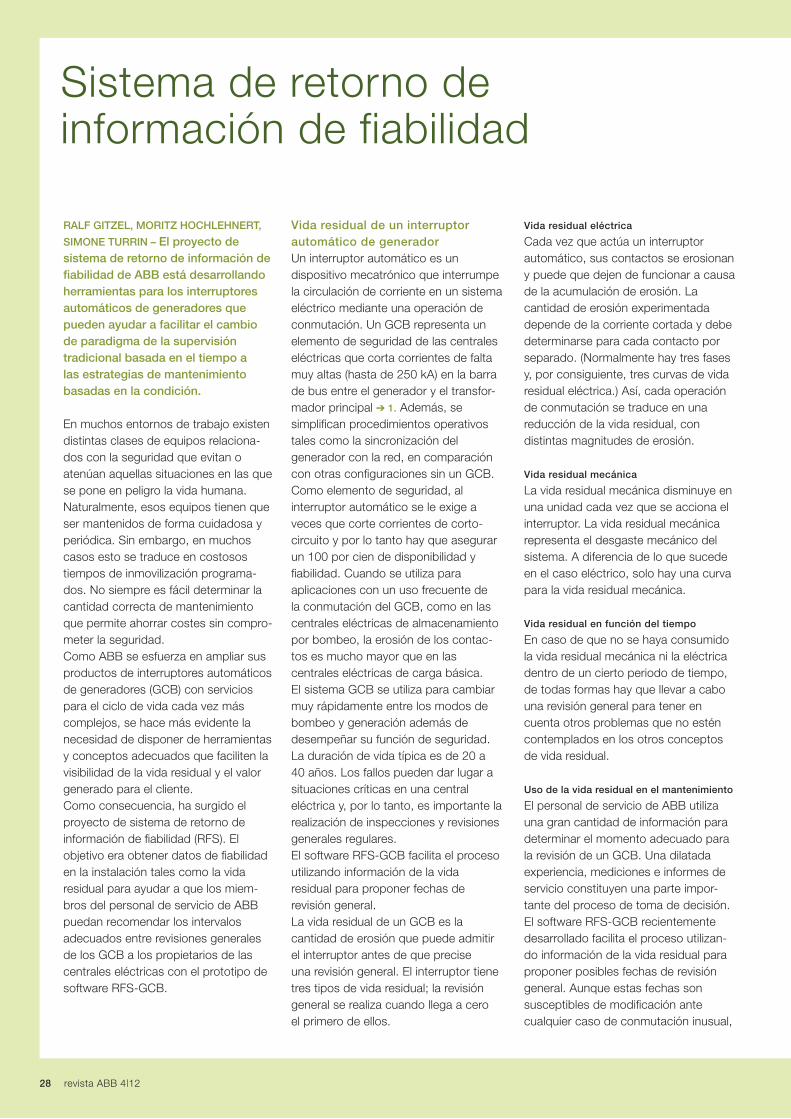
Vida residual de un interruptor automático de generadorUn interruptor automático es un dispositivo mecatrónico que interrumpe la circulación de corriente en un sistema eléctrico mediante una operación de conmutación. Un GCB representa un elemento de seguridad de las centrales eléctricas que corta corrientes de falta muy altas (hasta de 250 kA) en la barra de bus entre el generador y el transformador principal ➔ 1. Además, se simplifican procedimientos operativos tales como la sincronización del generador con la red, en comparación con otras configuraciones sin un GCB. Como elemento de seguridad, al interruptor automático se le exige a veces que corte corrientes de cortocircuito y por lo tanto hay que asegurar un 100 por cien de disponibilidad y fiabilidad. Cuando se utiliza para aplicaciones con un uso frecuente de la conmutación del GCB, como en las centrales eléctricas de almacenamiento por bombeo, la erosión de los contactos es mucho mayor que en las centrales eléctricas de carga básica. El sistema GCB se utiliza para cambiar muy rápidamente entre los modos de bombeo y generación además de desempeñar su función de seguridad.La duración de vida típica es de 20 a 40 años. Los fallos pueden dar lugar a situaciones críticas en una central eléctrica y, por lo tanto, es importante la realización de inspecciones y revisiones generales regulares.El software RFSGCB facilita el proceso utilizando información de la vida residual para proponer fechas de revisión general.La vida residual de un GCB es la cantidad de erosión que puede admitir el interruptor antes de que precise una revisión general. El interruptor tiene tres tipos de vida residual; la revisión general se realiza cuando llega a cero el primero de ellos.
Sistema de retorno de información de fiabilidad
Vida residual eléctrica
Cada vez que actúa un interruptor automático, sus contactos se erosionan y puede que dejen de funcionar a causa de la acumulación de erosión. La cantidad de erosión experimentada depende de la corriente cortada y debe determinarse para cada contacto por separado. (Normalmente hay tres fases y, por consiguiente, tres curvas de vida residual eléctrica.) Así, cada operación de conmutación se traduce en una reducción de la vida residual, con distintas magnitudes de erosión.
Vida residual mecánica
La vida residual mecánica disminuye en una unidad cada vez que se acciona el interruptor. La vida residual mecánica representa el desgaste mecánico del sistema. A diferencia de lo que sucede en el caso eléctrico, solo hay una curva para la vida residual mecánica.
Vida residual en función del tiempo
En caso de que no se haya consumido la vida residual mecánica ni la eléctrica dentro de un cierto periodo de tiempo, de todas formas hay que llevar a cabo una revisión general para tener en cuenta otros problemas que no estén contemplados en los otros conceptos de vida residual.
Uso de la vida residual en el mantenimiento
El personal de servicio de ABB utiliza una gran cantidad de información para determinar el momento adecuado para la revisión de un GCB. Una dilatada experiencia, mediciones e informes de servicio constituyen una parte importante del proceso de toma de decisión. El software RFSGCB recientemente desarrollado facilita el proceso utilizando información de la vida residual para proponer posibles fechas de revisión general. Aunque estas fechas son susceptibles de modificación ante cualquier caso de conmutación inusual,

29Bridging customer needs 29Soluciones de servicio
las fechas programadas constituyen una buena base para la planificación a largo plazo de las revisiones generales. Internamente, se utiliza un algoritmo de extrapolación matemática para prever la evolución futura de la vida residual basándose en su historia pasada. En el momento en que la primera de las curvas de vida residual extrapoladas (es decir, mecánica, eléctrica y por tiempo) llegue a cero, se programará una revisión. Naturalmente, la extrapolación incluye un margen de seguridad razonable, de modo que una vida residual de cero no representa que el GCB ya no funcione.Puede establecerse un plan de revisiones generales basado en los valores de la vida residual como un calendario en que cada tipo de vida residual está representado por una anotación señalada con una marca. Puede crearse un calendario para cada uno de los interruptores o para todo un parque de ellos. Tomando como base las anotaciones, un técnico de mantenimiento puede elaborar planes de mantenimiento individuales que utilizan las sinergias con el fin de reducir al mínimo el tiempo de inmovilización.Con los GCB hay dos tareas distintas de mantenimiento: revisiones e inspección. Se realizará una revisión cuando una de las tres vidas residuales de los
contactos eléctricos llegue a cero, cuando la vida mecánica alcance cero o si se alcanza el tiempo límite. Cuando se ha consumido la mitad de la vida residual en función del tiempo, debe llevarse a cabo una inspección. Esta fecha también puede indicarse en un calendario.Las fechas de las revisiones/inspecciones pueden variar con el tiempo. Esto puede producirse a causa de acontecimientos extraordinarios e imprevistos en el histórico del GCB. Para evitar confusiones, cualquier anotación en un calendario que haya sido trasladada se marca con una cruz roja en su ubicación antigua. De este modo, siempre es posible efectuar un seguimiento de los cambios introducidos en el calendario.Debe observarse que la programación recomendada es solo un factor en el que el técnico de servicio se podrá basar para su recomendación al cliente. El software RFSGCB también incluye información textual sobre los acontecimientos anteriores ocurridos en el servicio y otros datos, que ayudan a evaluar la condición del GCB. Esta información, junto con la experiencia y otros datos de la instalación, permite al técnico de servicio dar al cliente una recomendación de mantenimiento bien fundada.
Con el RFS, el personal de servicio estará en condiciones de examinar periódicamente la condición del GCB para definir y recomendar de forma proactiva actividades de servicio tales como la inspección y la revisión eléctrica. Aunque RFSGCB se encuentra aún en fase de prueba, ofrece un gran potencial a los clientes de centrales eléctricas de ABB para reducir su tiempo de inmovilización por mantenimiento, asegurando al tiempo el buen funcionamiento de sus GCB. En combinación con el conocimiento y la experiencia de los técnicos de servicio, RFSGCB facilitará a los clientes programaciones optimizadas no solo para interruptores aislados sino también para todo su parque.
Ralf Gitzel
Simone Turrin
ABB Corporate Research Center
Ladenburg, Alemania
Moritz hochlehnert
ABB Power Products, High Voltage Products
Zurich, Suiza
1 Un interruptor automático de generador en una planta industrial.
30 ABB review 3 |12 30 revista ABB 4|12
RALF GITzEL, IIRo hARJUnKoSKI,
CAJETAn T. PInTo – En muchos sectores, los motores constituyen una parte esencial de los equipos de producción. Debido a la gran cantidad de tamaños y especifica-ciones, muchos clientes acaban por tener una gran colección de diversos motores en su planta, algunos de los cuales son críticos para la producción. La consecuen-cia de esta diversidad es que el cliente necesita numerosos motores de repuesto para cubrirse frente a posibles fallos. Especialmente en instalaciones más antiguas, donde muchos motores han sobrepasado su duración de vida prevista, debe tenerse un especial cuidado para cubrir al menos los equipos críticos.
La inversión en motores de repuesto significa gastos no productivos y da lugar a un capital inmovilizado. Por otra parte, disponer de muy pocos motores de repuesto plantea un riesgo importante para la operatividad de la planta. El proyecto de optimización del fondo común de repuestos de ABB trabaja actualmente en una solución que puede reducir los costes de los clientes sin aumentar el riesgo de tiempo de inmovilización.Para un solo cliente, el margen de mejora rentable en este sentido es limitado: o bien dispone de motores de repuesto o no. Por otra parte, ABB, como proveedor de motores, se encuentra en una posición única para ayudar a sus clientes ofreciéndoles un servicio de motores de repuesto.
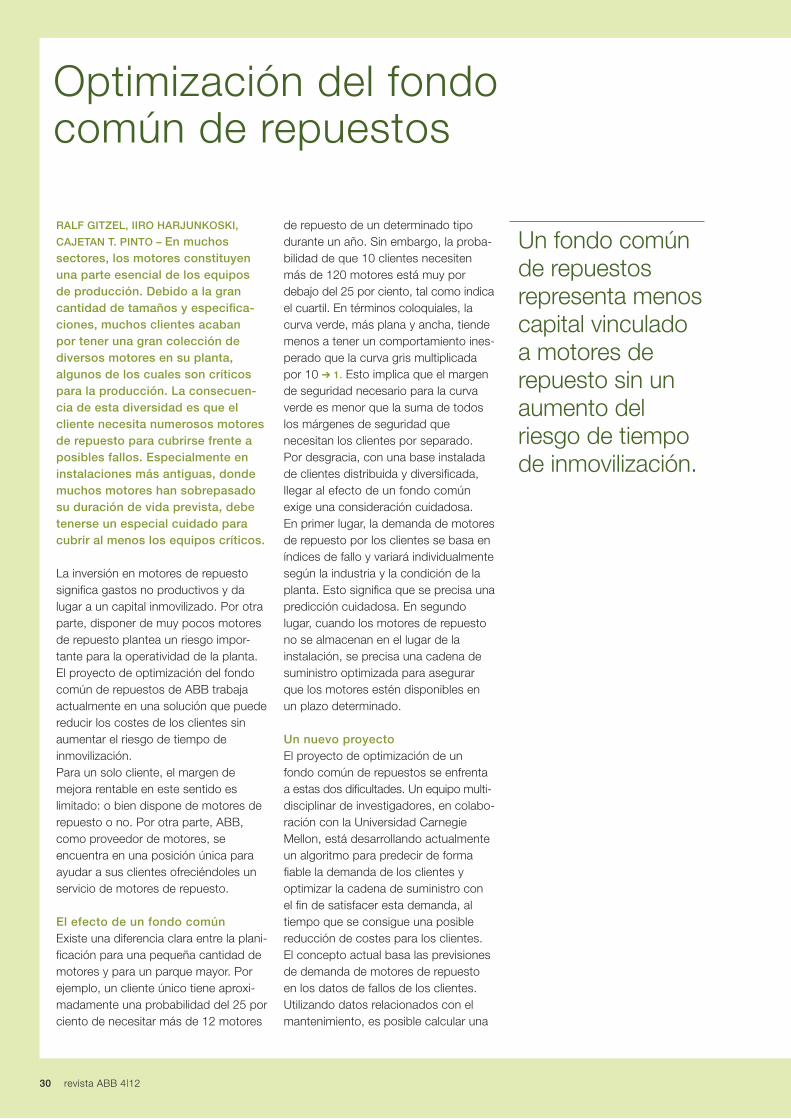
El efecto de un fondo comúnExiste una diferencia clara entre la planificación para una pequeña cantidad de motores y para un parque mayor. Por ejemplo, un cliente único tiene aproximadamente una probabilidad del 25 por ciento de necesitar más de 12 motores
de repuesto de un determinado tipo durante un año. Sin embargo, la proba bilidad de que 10 clientes necesiten más de 120 motores está muy por debajo del 25 por ciento, tal como indica el cuartil. En términos coloquiales, la curva verde, más plana y ancha, tiende menos a tener un comportamiento inesperado que la curva gris multiplicada por 10 ➔ 1. Esto implica que el margen de seguridad necesario para la curva verde es menor que la suma de todos los márgenes de seguridad que necesitan los clientes por separado.Por desgracia, con una base instalada de clientes distribuida y diversificada, llegar al efecto de un fondo común exige una consideración cuidadosa. En primer lugar, la demanda de motores de repuesto por los clientes se basa en índices de fallo y variará individualmente según la industria y la condición de la planta. Esto significa que se precisa una predicción cuidadosa. En segundo lugar, cuando los motores de repuesto no se almacenan en el lugar de la instalación, se precisa una cadena de suministro optimizada para asegurar que los motores estén disponibles en un plazo determinado.
Un nuevo proyectoEl proyecto de optimización de un fondo común de repuestos se enfrenta a estas dos dificultades. Un equipo multi disciplinar de investigadores, en colaboración con la Universidad Carnegie Mellon, está desarrollando actualmente un algoritmo para predecir de forma fiable la demanda de los clientes y optimizar la cadena de suministro con el fin de satisfacer esta demanda, al tiempo que se consigue una posible reducción de costes para los clientes.El concepto actual basa las previsiones de demanda de motores de repuesto en los datos de fallos de los clientes. Utilizando datos relacionados con el mantenimiento, es posible calcular una
Optimización del fondo común de repuestos
Un fondo común de repuestos representa menos capital vinculado a motores de repuesto sin un aumento del riesgo de tiempo de inmovilización.
31Bridging customer needs 31Soluciones de servicio
tasa anual de fallos y hacer predicciones mediante un proceso de Poisson homogéneo (HPP). Se determinan dos parámetros clave mediante la predicción: el número previsto de fallos que describen el caso medio, y un margen de seguridad para evitar el riesgo de agotamiento de existencias, que se calcula tomando como base las proba bilidades proporcionadas por el HPP.Un fondo común de repuestos representa menos capital vinculado a motores de repuesto sin un aumento del riesgo de tiempo de inmovilización.
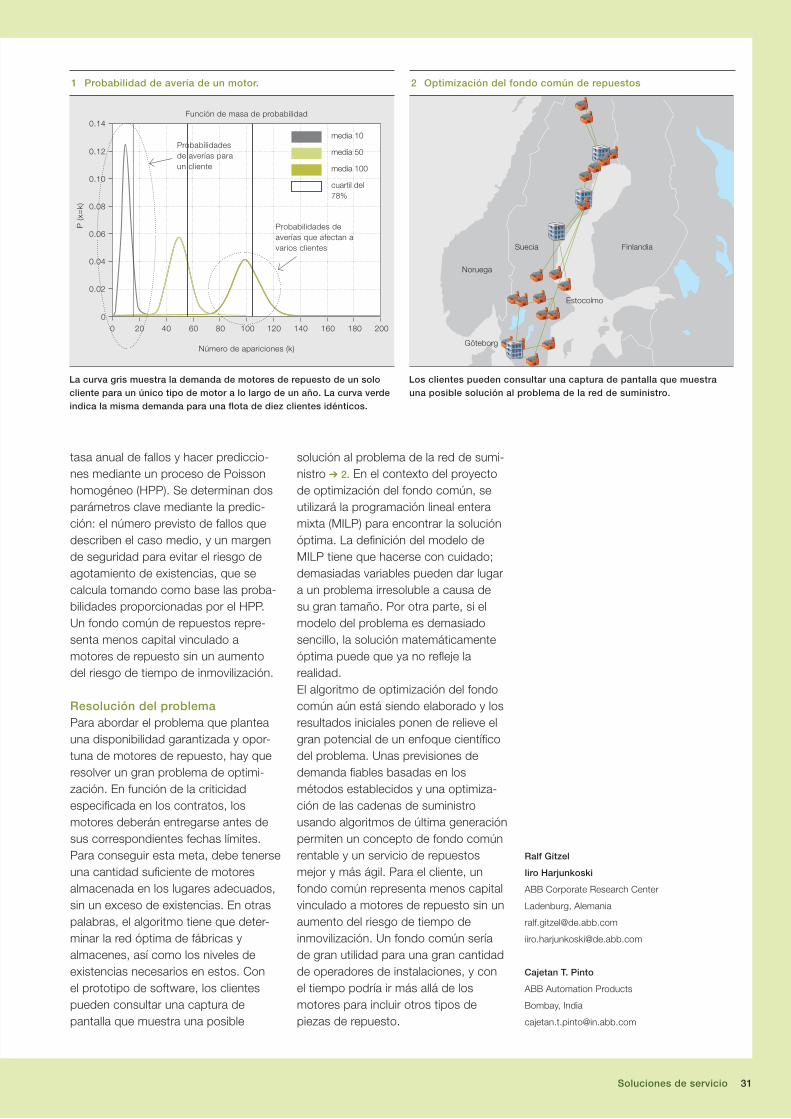
Resolución del problemaPara abordar el problema que plantea una disponibilidad garantizada y opor tuna de motores de repuesto, hay que resolver un gran problema de optimización. En función de la criticidad especificada en los contratos, los motores deberán entregarse antes de sus correspondientes fechas límites. Para conseguir esta meta, debe tenerse una cantidad suficiente de motores almacenada en los lugares adecuados, sin un exceso de existencias. En otras palabras, el algoritmo tiene que deter minar la red óptima de fábricas y almacenes, así como los niveles de existencias necesarios en estos. Con el prototipo de software, los clientes pueden consultar una captura de pantalla que muestra una posible
solución al problema de la red de sumi nistro ➔ 2. En el contexto del proyecto de optimización del fondo común, se utilizará la programación lineal entera mixta (MILP) para encontrar la solución óptima. La definición del modelo de MILP tiene que hacerse con cuidado; demasiadas variables pueden dar lugar a un problema irresoluble a causa de su gran tamaño. Por otra parte, si el modelo del problema es demasiado sencillo, la solución matemáticamente óptima puede que ya no refleje la realidad.El algoritmo de optimización del fondo común aún está siendo elaborado y los resultados iniciales ponen de relieve el gran potencial de un enfoque científico del problema. Unas previsiones de demanda fiables basadas en los métodos establecidos y una optimización de las cadenas de suministro usando algoritmos de última generación permiten un concepto de fondo común rentable y un servicio de repuestos mejor y más ágil. Para el cliente, un fondo común representa menos capital vinculado a motores de repuesto sin un aumento del riesgo de tiempo de inmovilización. Un fondo común sería de gran utilidad para una gran cantidad de operadores de instalaciones, y con el tiempo podría ir más allá de los motores para incluir otros tipos de piezas de repuesto.
Ralf Gitzel
Iiro harjunkoski
ABB Corporate Research Center
Ladenburg, Alemania
Cajetan T. Pinto
ABB Automation Products
Bombay, India
1 Probabilidad de avería de un motor.
La curva gris muestra la demanda de motores de repuesto de un solo cliente para un único tipo de motor a lo largo de un año. La curva verde indica la misma demanda para una flota de diez clientes idénticos.
Función de masa de probabilidad
Número de apariciones (k)
20 40 60 80 100 120 140 160 180 2000
0
0.02
0.04
0.06
0.08
0.10
0.12
0.14
P (x
=k)
media 10
media 50
media 100
cuartil del 78%
Probabilidades de averías para un cliente
Probabilidades de averías que afectan a varios clientes
2 optimización del fondo común de repuestos
Los clientes pueden consultar una captura de pantalla que muestra una posible solución al problema de la red de suministro.
Noruega
Suecia Finlandia
Estocolmo
Göteborg