reverse engineering of micro light aircraft … · peribadi dalam bidang fabrikasi untuk...
TRANSCRIPT

i
REVERSE ENGINEERING OF MICRO LIGHT AIRCRAFT
SYSTEMS AND DESIGN
WAN AZIZURRAHMAN BIN WAN HASSAN
A thesis submitted in
fulfillment of the requirement for the award of the
Degree of Master of Mechanical Engineering
FACULTY OF MECHANICAL AND MANUFACTURING ENGINEERING
UNIVERSITI TUN HUSSEIN ONN MALAYSIA
JUNE 2014

v
ABSTRACT
Microlight industry has become popular nowadays and has its own fan in Malaysia.
In western side of the world, the microlight boom which started in late 1970s and
1980s was driven by a number of factors that permitted practical flying machines to
be produced at lower cost than ever before. Here in Malaysia, most of the aircraft
were imported from European and US as the manufacturer are from there. To reduce
the cost of manufacturing an aircraft, this paper had tried to study the construction of
an aircraft by using proposed reverse engineering process. A microlight aircraft
model Quicksilver GT500 has become a subject of study and Autodesk Inventor
software is selected as preferred software to remodel the aircraft structure.
Remodelling process of the aircraft started with taking actual measurement on the
site aircraft guided with manual book of aircraft assembly and maintenance as
reference. The CAD model of the aircraft then imposed stress load analysis to study
the effect of proposed material to the structure reliability. Maximum take-off weight
of aircraft of 1000lbs (454 kg) was used as maximum load on the aircraft while in
cruise mode. Three types of aluminium alloy of Al2024, Al6061, and Al7075 have
been studied on their influences to the wing structure design. The influence of Center
of Gravity to the aircraft balancing is discussed. Wing structural design of joints
between tubes is also discussed. Manufacturing process and techniques of the aircraft
parts and components are identified. Lastly, the aircraft control system has been
studied.
vi
ABSTRAK
Industri penerbangan pesawat mikro menjadi semakin popular di kalangan rakyat
Malaysia sejak akhir-akhir ini. Namun, di Negara-negara barat, populariti pesawat
mikro telah lama meletus sejak dari tahun 1970-an hingga 1980-an lagi sehingga
membolehkan penghasilan pesawat tersebut pada kos yang murah dan pelbagai
rekabentuk. Industri penghasilan pesawat mikro di Malaysia tidaklah sehebat negara
barat menyebabkan kebanyakan pesawat adalah diimport dari negara asal pengeluar
dan pada kos yang tinggi. Namun permintaannya yang semakin meningkat di
Malaysia telah mendorong beberapa pereka amatur untuk cuba menghasilkan sendiri
pesawat berpandukan rekabentuk pesawat sedia ada. Kaedah yang digunakan
adakalanya tidak sistematik dan sekadar menggunakan pengalaman dan pengetahuan
peribadi dalam bidang fabrikasi untuk menghasilkan pesawat sendiri. Projek ini
dijalankan bertujuan untuk mengkaji binaan rekabentuk pesawat untuk membolehkan
ia dihasilkan semula menggunakan teknologi sedia ada pada kos yang lebih
murah.Teknik kejuruteraan balikan digunakan bagi tujuan ini dan pesawat yang
dikaji adalah jenis Quicksilver GT500 Microlight. Perisian yang digunakan untuk
tujuan pemodelan adalah Autodesk Inventor versi 2012. Proses pemodelan
dimulakan dengan kerja-kerja pengukuran pada pesawat sebenar dan dibantu oleh
dokumen manual pemasangan dan penyelenggaraan pesawat tersebut. Model CAD
pesawat tersebut kemudian dilakukan analisis beban tegasan menggunakan fungsi
CAE yang tersedia pada perisian tersebut. Nilai beban maksimum pesawat iaitu 1000
lb (454 kg) digunakan sebagai beban maksimum yang dikenakan ke atas struktur
pesawat dan pusat beban adalah pada pusat graviti pesawat tersebut. Tiga jenis
aluminium iaitu Al2024, Al6061, and Al7075 digunakan sebagai bahan binaan sayap
pesawat dan dikaji pengaruhnya terhadap keupayaan struktur menampung beban
yang dikenakan. Pengaruh pusat graviti ke atas keseimbangan pesawat dibincangkan.
Pengaruh rekabentuk sayap pesawat ke atas kekuatan sayap turut dibincangkan.
Selain itu, proses dan teknik pembuatan yang terlibat telah dikenalpasti. Akhir sekali,
sistem kawalan pesawat telah dikaji.

vii
CONTENTS
TITLE
DECLARATION
DEDICATION
ACKNOWLEDGEMENT
ABSTRACT
ABSTRAK
CONTENTS
LIST OF FIGURES
LIST OF TABLES
LIST OF SYMBOLS AND ABBREVIATIONS
i
ii
iii
iv
v
vi
vii
xi
xvi
xvii
CHAPTER 1 INTRODUCTION
1.1 Research background
1.2 Problems Statement
1.3 Research Objective
1.4 Scope of Study
1.5 Expected Outcome
1.6 Significant of Research
1
1
1
2
2
3
3
CHAPTER 2 THEORETICAL AND LITERATURE REVIEW
2.1 Reverse Engineering
2.1.1 Types of Reverse Engineering
Techniques
2.1.2 Computer Aided Design (CAD) and
Computer Aided Engineering (CAE)
2.2 Microlight Aircraft
2.2.1 History of Microlight Aircraft
2.2.2 Types of Microlight Aircraft
2.3 Quicksilver GT500 Microlight Aircraft
5
5
7
10
11
12
12
14

viii
2.3.1 Main Aircraft Component
2.3.2 The Wings – Structure
2.3.3 Fuselage
2.3.4 Empennage
2.3.5 Ailerons & Flaps
2.4 Materials
2.4.1 Aluminium
2.4.1 Aluminium Alloy 2024
2.4.2 Aluminium Alloy 6061
2.4.3 Aluminium Alloy 7075
2.4.2 Steel
2.4.3 Composite
2.4.4 Tubes
2.4.5 Bracing Cables
2.4.6 Bolts and Nuts
2.5 Manufacturing Process and Assembly
Techniques
2.5.1 Bending
2.5.2 Hole Drilling
2.6 Structural Analysis
2.6.1 Engineering Stress
2.6.2 Engineering Strain
2.6.3 Young's Modulus - Modulus of
Elasticity (or Tensile Modulus) -
Hooke's Law
2.6.4 Shear Modulus
2.6.5 Von Mises Stress
2.6.5.1 Distortion energy Theory
2.6.6 Principal Stress
2.7 Air-load Distributions
2.7.1 Schrenk’s Approximation Methods
16
16
18
19
20
21
21
23
23
23
24
25
26
28
29
31
31
32
33
34
35
35
36
36
36
38
39
40

ix
CHAPTER 3 METHODOLOGY
3.1 Assumptions
3.2 Specification of Quicksilver GT500 Microlight
Aircraft
3.3 Data Acquisitions
3.4 Image Modelling
3.5 CAE Analysis
3.5.1 Selection of Material
3.5.2 Simplification of Analysis
3.5.3 Distributed Load on Aircraft Wing
3.5.4 Wing Loading Calculation
3.5.5 Determination of Constrain
3.5.6 Evaluation on Analysis
3.6 Selection of Material
42
43
43
44
45
46
48
48
49
51
52
53
53
CHAPTER 4
RESULTS AND DISCUSSIONS
4.1 Stress Load Analysis
4.1.1. Loads on the Aircraft
4.1.2. Determination of Center of Gravity
4.1.3. CADCAE Analysis
4.1.3.1. Stress Analysis for Wing Base
Structure Using Aluminium
2024
4.1.3.2. Stress Analysis for Wing Base
Structure Using Aluminium
6061
4.1.3.3. Stress Analysis for Wing Base
Structure Using Aluminium
7050
4.2 Built up Material
54
55
56
58
59
60
64
68
72

x
4.2.1. Aluminium Alloy
4.2.2. Steel Alloy
4.2.3. Polymer
4.2.4. Composite
4.2.5. Fabric
4.3 Fasteners and Structural Joints
4.3.1. Aircraft Bolts and Nuts
4.3.2. Rivet
4.3.3. Weld Joints and Adhesive Bonding
4.4 Manufacturing Process
4.4.1. Bending
4.4.2. Drilling
4.5 Aircraft Control System
4.5.1. Flight Controls
4.5.2. Ground Control
4.5.3. Landing Gear
4.5.4. Fuel System
4.5.5. Brake System
4.5.6. Instrument Panel
4.5.7. Powerplant
75
77
78
79
80
81
82
83
85
86
86
87
88
89
90
91
91
92
93
94
CHAPTER 5 CONCLUSSION AND RECOMMENDATION
5.1 Conclusion
5.2 Suggestion for Improvement
95
95
96
REFERENCES
APPENDICES

xi
LIST OF FIGURES
Figure no. Title Page
1.1
2.1
2.2
2.3
2.4
2.5
2.6
2.7
2.8
2.9
2.10
2.11
2.12
2.13
2.14
2.15
2.16
2.17
2.18
2.19
Example of the sequences of the reverse engineering
(RE) process.
Basic flow of reverse engineering processes
Types of reverse engineering technique
Traditional reverse engineering process according to
QingJin Peng et. al. (1998)
The reverse engineering process based on vision
information
An example of point cloud from 3D scanning
Fixed wing aircraft
Flexwing aircraft
A Quicksilver GT500 microlight aircraft
Three types of aircraft wings
Dihedral angle for aircraft wing
Wing frame main components of Quicksilver GT500
aircraft
The built up components of an aircraft wings
Fuselage of GT500 aircraft
An example of fuselage frame of microlight aircraft
Empennage structure
Location of aileron (red area) and flap (yellow area) on
aircraft wing.
An example of landing gear for microlight aircraft
Modern ultralight airplanes use aluminium tubes as
both spars and wing leading edges
A single-tube frame structure of Maxair Hummer
2
6
7
9
9
9
13
13
16
17
17
18
18
19
19
20
20
25
27
28
xii
2.20
2.21
2.22
2.23
2.24
2.25
2.26
2.27
2.28
2.29
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
ultralight
Cable construction is defined by number of strands and
the number of wires per strand
Basics of bolts installation
The position of hole that can be drill on the aluminium
tube of wing spar
Types of load acting on aircraft.
Condition of engineering stress in solid objects.
Representation of a pure distortion case.
Stress boundary conditions on a 2 dimensional
element.
Stress boundary conditions in a 3 dimensional body
and normal stress values induced in it.
Span-wise and chord-wise loadings on aircraft wing.
Types of planform wing by aircraft manufacturers.
Plan-form geometry for Schrenk’s method.
Reverse Engineering procedure for the project
Quicksilver GT500 microlight aircraft.
GT500 mainframe structure.
The division of subsystem for Quicksilver GT500
microlight aircraft.
An example of CAD design performs using Autodesk
Inventor 2012.
An example of stress analysis on aircraft structure that
has been done by CAE software.
Flowchart diagram on engineering analysis for
determination of material.
Load distribution on wing.
Location of constrain at (a) landing gear carry thru, (b)
root tube
29
30
32
34
35
37
38
39
40
41
42
44
44
45
46
47
48
52
53

xiii
4.1
4.2
4.3
4.4
4.5
4.6
4.7
4.8
4.9
4.10
4.11
4.12
4.13
4.14
4.15
4.16
4.17
(a) Top view of CAD design for Quicksilver GT500
microlight aircraft structure. (b) Front view of CAD
design for Quicksilver GT500 microlight aircraft
structure. (c) Side view of CAD design for
Quicksilver GT500 microlight aircraft structure.
Total lift force, Ls distribution on the aircraft wing
structure.
Wing spanwise lift distribution.
The CG location of Quicksilver aircraft wing
determined by using CADCAE software.
Assembly of main wing structure and the loads acting
on the structure.
Parts and components of wing structure that being
replaced by 3 types of material for stress analysis.
Result of stress analysis on wing structure using
Aluminium 2024 material.
Displacement of structure using Aluminium 2024.
Safety Factor of structure using Aluminium 2024.
Result of stress analysis on wing structure using
Aluminium 6061 material.
Displacement of structure using Aluminium 6061.
Safety Factor of structure using Aluminium 6061
Result of stress analysis on wing structure using
Aluminium 7050 material.
Displacement of structure using Aluminium 7050.
Safety factor of structure using Aluminium 7050.
Landing gear of GT500 model aircraft are made from
high strength steel material.
The use of polymer material on aircraft bodyskin is
more on windshield and safety door application.
55
55
57
58
59
60
62
63
63
66
67
67
70
71
71
78
78

xiv
4.18
4.19
4.20
4.21
4.22
4.23
4.24
4.25
4.26
(a) Seat bucket for pilot are made from composite
materials. (b) Body skin of GT500 aircraft model are
made from fibre glass material.
Wing skins of the aircraft are made from lightweight
but high strength fabric material like Dacron.
The use of bolts and nuts are being applied on main
structure joining for safety purpose. (a) An eyebolt is
use to joint vertical stabilizer trailing edge and rudder
leading edge assembly. (b) and (c) AN type hexagonal
bolts and nuts are use to firmly joint the main
structures of the aircraft and received large amount of
shear loading from the aircraft body weight. (d) Bolt
loaded in double shear with associated bending due to
load offset.
Riveting techniques are applied to join non-structural
components of the aircraft. (a) Rivet joining on tail
boom structure to hold empennage control parts. (b)
Rivet is used to hold seat bracket in position on
forward fuselage. (c) Rivet is used to assemble body
skin to the tail boom tube.
An example of weld joint application on GT500
Quicksilver airplane as can be seen on rudder shaft
joining.
Radius of tubing bending.
Location of the drilled holes must be at the centre of
the tube structure.
GT500 aircraft surface control system.
A simple mechanical cable operated system found on
Quicksilver GT500 aircraft. The cables in this aircraft
sometimes are replaced by rods. The control column
can be moved by raising and lowering the elevator.
79
81
83
83
86
87
88
89
90
xv
4.27
4.28
4.29
4.30
4.31
4.32
Location of (A) aileron and (B) wing flap as can be
seen on figure above.
Two main wheels and tail skid are playing important
role in landing situation while nose wheel give little
support.
(a) The location of hand brake lever (inside yellow
circle) which is on the right side of the pilots give
confident to the pilot while landing the aircraft. (b)
Mainwheel construction are made from reliable
material to give extra safety to the pilot. The
mainwheel braking systems are using disc and
hydraulic clamping system.
An overview of pilot cockpit of GT500 aircraft. Basic
controller indicator is as displayed on dashboard.
Instrument panel layout for GT500.
A Rotax 582/40 rotary valve engine that powered the
GT500 aircraft.
90
91
92
93
94
94

xvi
LIST OF TABLES
Table no. Title Page
2.1
2.2
2.3
2.4
2.5
3.1
4.1
4.2
4.3
4.4
4.5
4.6
4.7
4.8
4.9
Specification of GT 500 Quicksilver for two type of
engine.
Wrought alloy aluminium series
Mechanical properties of selected Aluminium alloys
Comparison of properties for thermoset resins
Comparison of the wire strength between sizes,
material, and number of strands
Detail specification of Quicksilver GT500 microlight
aircraft
Calculated lift distribution value of aircraft wing.
Coordination of CG as determined using Autodesk
Inventor 2012 software.
Results summary of stress analysis for Aluminium
2024 material.
Results summary of stress analysis for Aluminium
6061 material.
Results summary of stress analysis for Aluminium
7050 material.
Types of material using on wing’s structure of
Quicksilver GT500 aircraft.
Non-heat treatable alloys applications on aircraft.
Heat treatable alloys applications on aircraft.
Selection of fabric types by breaking strength criteria.
15
22
24
26
29
43
56
58
61
64
68
72
76
76
80

xvii
LIST OF SYMBOLS AND ABBREVIATIONS
CAD Computer Aided Design
CAE Computer Aided Engineering
AoA angle of attack
MPa
ksi
mega Pascals
kilopounds persquare inches
CG center of gravity
CP center of pressure
CAS calibrated airspeed
Vso calibrated stall or minimum flying speed in the
landing configuration at maximum take-off mass

1
CHAPTER 1
INTRODUCTION
Reverse Engineering (RE) refers to the process of creating engineering design data
from existing parts. It recreates or clones an existing part by acquiring the surface
data of an existing part using a scanning or measurement device. It is useful in
recreating the CAD model of an existing part when the engineering design is lost or
when the model has gone through many design changes.
The application field of reverse engineering techniques are very wide.
Many tools and methods had been introduced by researchers and engineers in order
to propose the most economical ways of using reverse engineering techniques to the
industry. In related mechanical areas like automotives and machineries, the used of
reverse engineering become popular since it cost minimums and produce the results
at shortest period of time compared to conventional R&D method.
Sokovic and Kopac (2006) have discussed in their publication about the
importance of reverse engineering application on rapid product development in
automotive industry. To upgrade the whole parts of a car may take a lot of time.
However, by applying reverse engineering on certain parts, the new or facelift model
can be introduced to the market at quicker time. Figure 1.1 explain the whole process
of reverse engineering techniques in manufacturing industries start from digitizing
the data, converting into standard computer language and lastly produce the product
using CADCAM machining process.

2
Figure 1.1: Example of the sequences of the reverse engineering (RE) process.
(Sokovic and Kopac, 2006)
Another popular application of RE besides of engineering fields is in
medical fields. The needs of reconstructing the bones of patients requires the doctors
to do RE on the patient’s damage bones by using conventional and new technologies.
Lin et al (2005) have discuss about the RE technique use in reconstructing the
artificial joint for the patients with arthritis types problems. The application of
CADCAM technologies not only focus on manufacturing industries as explain by
them. The needs of designing the customized prostheses that best matches the human
anatomy, according to different patients’ requirement, is gaining more attention

3
nowadays. Various kinds of requirement indirectly had boosted the introduction of
new technologies in the market to fulfil them.
RE application in aircraft industries are very similar to automotives
industry. The techniques and methods are same as both of them apply general
engineering knowledge during the whole development of the product. Further
explanations are as in Chapter 2 of this report.
1.1 Research Background
This research will focus on determining the possibility of using RE methods to
identify the types of material and manufacturing process involved in fabricating a
microlight aircraft. For this research, one model of microlight aircraft will be use as
reference upon completing the RE processes. The comparative study will be carry
out in terms of the cost of manufacture, time to produce and dimensioning accuracy
of both existing and redesign aircraft models.
1.2 Problem Statement
Currently in Malaysia, aircraft industry is developing quite slow due to the high cost
of producing aircraft and also limited acquisition of manufacturing technology.
These constraints cause a lack of interest from investors to invest in the aeronautics
industry. However, in other countries especially Europe, there are a lot of investor
and small scale manufacturers who actively involve in producing microlight aircraft
to fulfil the demands. To produce an aircraft, a lot of money needs to be invested and
very time consuming. Besides, lack of knowledge and limited facilities are the main
factors of inability to produce an aircraft in Malaysia.
Reverse engineering (RE) is the best way to be applied by designers in
order to produce their product at short time and at relatively lower cost. By applying
RE into aircraft design, the designers are able to concentrate on small modification
and upgrading the current product instead of spending a lot of time to built a new
one. Most of the manufacturer just selling their products, but not the entire
information about the product. Therefore, RE technique is appropriate to identify the
4
material specifications, manufacturing and assembly process, and also the alternative
design for the product.
1.3 Objectives
The objectives of this research are as follows:
1. To model aircraft mainframe using CAD software.
2. To determine the materials used for structural and skin.
3. To identify the manufacturing methods/ techniques to produce the structural
frame.
1.4 Scope of Study
The research is limited according to the scopes below:
1. The study of microlight aircraft subsystems is to understand the critical loads
effect on structural beam.
2. The reference microlight aircraft is Quicksilver GT500.
3. The structural analysis is implemented by using Autodesk Inventor 2012.
4. The CAD model of the aircraft is developed by using Autodesk Inventor
2012.
1.5 Research Contribution
This research has able to accumulate a comprehensive information on the reference
microlight aircraft into CAD modelling, acquire information on built up materials,
and related manufacturing process to produce the aircraft.
1.6 Significant of Research
This project is being carried out to prove that reverse engineering techniques is able
to reproduce the microlight aircraft with the help of available CAD software in the
market. Besides, this project also hopefully will help to boost the manufacturing
industry of microlight aircraft in Malaysia by producing it at lower cost.

5
CHAPTER 2
THEORETRICAL AND LITERATURE REVIEW
Reverse Engineering (RE) refers to the process of creating engineering design data
from existing parts. It recreates or clones an existing part by acquiring the surface
data of an existing part using a scanning or measurement device. According to Peng
and Loftus (1998), RE is useful in recreating the CAD model of an existing part
when the engineering design is lost or when the model has gone through many
design changes.
2.1 Reverse Engineering
Reverse engineering and rapid prototyping of objects with complex surfaces have
received significant attention from both research and industrial communities
nowadays. This is happening mainly because of growing global competition that
requires manufacturers to deliver more competitive products with better quality and
lower prices. Reducing the product development time had become a challenging
tasks faced by manufacturing industry. The demanding and competition exist all over
the world since most of countries had practice open-air economic system.
Lin et al. (2005) stated that reverse engineering (RE) is an important branch
of the mechanical design and manufacture application field. This technique has been
widely recognized as a crucial step in the product design cycle. According to Lin et
al. (2005), reverse engineering is the process of

6
engineering backward to build a CAD model geometrically identical to an existing
product. As shown in Figure 2.1, Lee and Yoo (2000) define the reverse engineering
as the backward process used to recover higher level conceptual elements from
physical systems.
In normal automated manufacturing environment, the operation sequence
usually starts from product design via computer-aided design (CAD) techniques, and
ends with generation of machining instructions required to convert raw material into
a finished product. In contrast to this conventional manufacturing sequence, reverse
engineering represents an approach for the new design of a product that lacks an
existing CAD model.
In the process of the product design and research, the use of RE will largely
reduced the production period and costs. Unlike the traditional manufacturing
philosophy of designs being transposed into products, reverse engineering measures,
analyses, modifies, and produces the products based on existing artifacts (Vergeest
and Horvath, 2009). Using 3D point data collected by contact or non-contact method,
a CAD model can be created and employed in subsequent manufacturing processes.
Figure 2.1: Basic flow of reverse engineering processes. (Lee and Yoo, 2000)
Yang and Chen (2005) had presented a new reverse engineering methodology
based on haptic volume removing. By using a haptic device, the number of view
changes could also be reduced and operating time be shortened. However, the
limitation of the workpiece size to be measure makes it impossible to be applied on
large size objects. The accuracy of the mirror image still considers low since it is
dependent on the voxel resolutions.
Existing Parts
Data acquisition
using scanning or
measurement device
Image modelling using CAD software
Engineering analysis using CAE software
Physical prototype
using Rapid Prototyping
Machine

7
The success of reverse engineering is that it not only generates accurate
mathematical computer-aided design (CAD) models for design and manufacturing
purposes, but can significantly reduce product design lead time.
Reverse engineering always come together with rapid prototyping (RP)
technology. Jain and Kuthe (2013) in their publication had mention about a dominant
technology for producing physical models for testing and evaluation purposes has
been RP. The rapid prototyping processes can be broadly classified into processes
that uses laser and ones which does not. RP in other word is a tool or medium to
complete the reverse engineering process (Kumar and Kruth, 2010)
2.1.1 Types of Reverse Engineering Technique
The acquisition, analysis and transfer of technical data are the key elements of
reverse engineering. Figure 2.2 shows the hierarchy of reverse engineering
techniques which can be divided into two major groups; non-contact and contact
method. Many researchers had published their works about the method of RE.
Xinming et al. (2001) mentioned about applying a vision-sensor technique to gain
data or digitizing on free-form surface before transferring them into CAD software.
Dubravcik and Kender (2012) stressed the importance of 3D scanning techniques for
reverse engineering process in automotives industries and can save a lot of time in
design development.
Figure 2.2: Types of reverse engineering technique.
Reverse Engineering Techniques
Contact Methods
Manual Measurement
Probe-touch Measuring
Non-Contact Methods
Laser Scanning Optical

8
Contact methods consist of using electro-mechanical equipment such as
force- sensitive touch probes to mapping the coordinate of the objects surface. One
of many popular devices from this category is Coordinate Measuring Machines
(CMM). CMM is used for data acquisition of products, especially in the aeronautical
and automotive industries where complex surfaces are frequently encountered. Peng
and Loftus (1998) mentioned about the important of CMM as the key provider for
dimensional inspection (see Figure 2.3). However, high cost of the co-ordinate
measuring equipment, supporting software and the time to recover surface details by
the measurement process are disadvantages of this technology. In addition, the use of
touch-trigger probe technology on the current generation of CMMs may have the
following drawbacks:
Damaging the product surface.
Misleading readings owing to the deflection of the probe and/or part.
Erroneous calculation of probe tip compensation.
These disadvantages can be overcome with a non-contact vision system.
Vision is the most powerful sense. It provides human with a remarkable amount of
information about the surroundings and enables us to interact intelligently with the
environment, all without direct physical contact. Through it, the positions and
identities of objects and the relationships between them can be identified. In a
manufacturing process, the noncontact characteristic of the vision measurement
enables the measurement to be taken without suffering from the drawbacks of
contact measurement. There is no surface damage to the part, no deflection of the
probe or part since there is no contact between the probe and part. Also, a calculation
of the probe tip compensation is unnecessary because there is no probe tip in the
vision system. Peng and Loftus (1998) also introduce a laser technology that has
been used as a non-contact measurement method to replace the conventional
technique. Its high energy limits its application in some areas, for example, in
medicine (see Figure 2.4). The laser technique using 3D scanning device and the
output is the points cloud. For further utilization it is required to customize the points
cloud via CAD software into solid part or planes. This points cloud is mostly too
large, so for best output data it is necessary to do some editing. (see Figure 2.5)

9
Figure 2.3: Traditional reverse engineering process according to Peng and Loftus
(1998)
Figure 2.4: The reverse engineering process based on vision information according to
Peng and Loftus (1998)
Li et al. (2002) in their report explained about new scanning technologies that
have potential to further enhance the quality of 3D object scans. One such
development is non-contact scanning systems employing white light rather than a
single laser tracking line. This kind of laser technology generates dense volumetric
scans where the detailed scans can be generated quickly, and the wide scanning
volume reduces the importance of the angle at which the tracking light hits the target
object. Fastest and in machine industry most used are laser and optical 3D scan
devices. (Dubravcik and Kender, 2012). These devices allow us to scan shapes of the
real parts with machine industry precision demands.
Figure 2.5: An example of point cloud from 3D scanning.

10
2.1.2 Computer Aided Design (CAD) and Computer Aided Engineering
(CAE) Software
Complex CAD designs like a whole aircraft cannot be designed as one part. A huge
amount of data, components and parts have to be organised in a smart way. Basically
these designs can be split into parts and assemblies where assemblies are built of
several parts. If a value changes in one part, this can have an impact to other parts.
For example, if the position of the wings should be modified, it is not sufficient to
send this information to the electronic assembly of the wings since the fuselage
section with the wing box also needs to move, and depending on the level of detail
that is reached, it might be necessary to move a lot of reinforcing elements. An
associative model allows interrelating different geometric objects. If the position of
the wings changes, also the wing box, the fuselage, and the fairing are automatically
adapted to the new situation.
Redesign the large component like aircraft need powerful CAD software to
support the thousands of parts to be assembled. Not many CAD software are able to
provide the large amount of memory capacity to run the hundreds of 3D component
at same time. Barbero (2009) had mentioned about an alternative method for
recovering a damage product by using CAD software instead of applying complex
mathematical algorithms. Besides, the designers need to use a powerful and high
performance computer to do design task of this kind of project. Just to name a few,
CAD software like CATIA, SOLIDWorks, Unigraphics, and ProE are among top
medium to be use by designer in heavy industries like automotives.
According to Park and Dang (2010), previously engineering designers and
analysts tend to use specific CAD software for design and other CAE software for
analysis although most CAE tools have built-in modeling features. CAD and CAE
tools are supposed to have the ability of integration or co-operation. By integrating
the function of CAE into CAD software, a lot of time can be saving during design
stage. CAE is stand for Computer Aided Engineering which the function is to do
various engineering analysis and simulation virtually. This kind of application will
help the designer to reduce design time. Ledermann et al (2005) however describing
the important of CAE application that will help the design team to simulate the
11
movement of the product, assembly the product, and even analysis the physical limit
of the product. Engineering analysis like stress analysis, flow analysis, impact
analysis, and heat transfer analysis plays a vital role in determining the most suitable
design of the product. Besides, this kind of analysis also will help the designer to
develop safety procedure of their product simultaneously.
2.2 Micro Light Aircraft
According to Gratton (1999), microlight aircraft are defined as aeroplanes having no
more than two seats, minimum flying speed in the landing configuration at maximum
take-off mass (VSO) not exceeding 35 knots CAS (calibrated air speed) and a
maximum take-off mass of no more than:
i. 300 kg for a landplane, single seater, or
ii. 450 kg for a landplane, two-seater, or
iii. 330 kg for an amphibian or floatplane, single seater, or
iv. 495 kg for an amphibian or floatplane, two seater.
There are three control systems used in this class of aircraft: these are three
axis controlled (conventional aeroplane controls); weight shift controlled and
powered parachutes (the last of these using an enlarged paraglide-style wing). The
weightshift-controlled microlight aeroplane also referred to in the UK as the
‗flexwing‘ or in the USA as the ‗trike‘, is the most numerous type of microlight
aircraft ever manufacture.
This class of aircraft is controlled by direct application of pitching or rolling
moments to the wing through a control bar, with the mass of the ‗trike‘ unit
suspended below the wing providing the necessary reaction. This means that, from
the pilot‘s perspective, the bar is pushed to starboard to roll to port, and forwards to
pitch upwards—the opposite sense to that required for a conventional aeroplane. For
this reason pilots not initially trained on this class of aircraft are strongly
recommended (although not legally required) to complete conversion training and
then to pass an alternative control systems test before flying as pilot in command of a
weightshift microlight.

12
2.2.1 History of Microlight Aircraft
In the 1960s, a NASA research scientist name Francis Rogallo had designed a
collapsible delta wing which would deploy from within the hull of the shuttle after
re-entry. His design proposal had been rejected by the NASA and the idea stopped at
the moment. However, some of aviation enthuasiasts in USA saw the Rogallo‘s wing
idea as a potential for leisure flying. So, they developed his design into the first delta
wing glider, and the sport of hang glider had been born. This kind of aircraft later
becomes quickly popular to the extreme sportsman around the world.
Almost immediately, some of the early hang gliding pioneers tried various
ways of attaching power units to their wings so they could take off without first
having to climb to the top of a hill. After all kinds of experimentation, the
forerunners of the modern flexwing microlight took to the skies in the early 1970s.
Since that time, wing and airframe/engine technology has moved on rapidly. Today's
factory-manufactured microlights, powered by a choice of reliable two-stroke and
four-stroke engines, are the result of years of design improvements within a
framework of strict safety regulations.
In the last few years microlights have circumnavigated the globe and set new
world records. Despite their fragile appearance, modern microlight aircraft are
incredibly strong and have one of the best safety records in leisure aviation.
2.2.2 Types of Microlight Aircraft
There are basically two types of microlight which are the fixed wing (3 axis) and the
flexwing (weightshift) aircraft (see Figure 2.6 and 2.7). Both types come in single or
two seat form. The fixed wing is effectively a small conventional aircraft. The wing
is fixed to the aircraft and has ailerons to control the roll and and elevator to control
the pitch, the 3rd control being the rudder that controls the yaw, hence the term '3
axis'. These control surfaces are controlled by a control column (stick) and two
rudder pedals requiring the coordination of the hands and feet.

13
The fixed wing market is divided into home built and kit built aircraft,
regulated by the Popular Flying Association (PFA) and factory built planes which are
regulated by the British Microlight Aircraft Association (BMAA). The price
difference between the kit built and factory aircraft are not great such as kit plane
may take some 500 hours to build. Some fixed wing aircraft are difficult to rig and
are therefore best kept in a hangar or on some sort of trailer.
Figure 2.6: Fixed wing aircraft.
(http://www.somersetmicrolights.org.uk/aircraft_text.htm)
Figure 2.7: Flexwing aircraft.
(www.ultralightflying.com)
The flexwing (also known as a weightshift) has a wing reminiscent of a hang-
glider with a trike unit containing the engine, seats and landing gear suspended
below. The flexwing microlight is derived from the hang glider and although
flexwing technology has progressed far and very quickly, it still has that increasingly
rare pioneering feel about it. The aircraft consists of a moveable wing that pivots on
14
the 'trike' unit so that wherever the weight of the trike is put, the aircraft will roll or
pitch in that direction. These inputs are made via a single horizontal bar in front of
the pilot. The flexwing has a more 'open to the elements' feel than a fixed wing and is
much simpler in construction. This allows it to be easily dismantled by one person to
fit on a small trailer in around half an hour. Although it is possible to build a
flexwing yourself, it is very rarely done as there very few kits currently on the UK
market, so almost all flexwings are factory built and regulated by the BMAA.
The flexwing has no rudder therefore has no yaw control which makes it a
little more difficult to land in a crosswind. The fixed wing aircraft has a rudder so
can be kicked straight when landing, however the flexwing's lack of rudder and tail
means it cannot spin.
2.3 Quicksilver GT 500 Microlight Aircraft
The Quicksilver GT500 (Figure 2.8) is a family of strut-braced, with high wing,
pusher configuration, tricycle gear aircraft built by Quicksilver Manufacturing of
Temecula, California. The aircraft is available as a kit for amateur construction or as
a completed ready-to-fly. The GT500 was developed specifically for the Sportplane
class of the primary aircraft category (Part 21.24 of the Federal Aviation
Regulations), and on 26 July 1994 became the first aircraft certified in that category.
The aircraft's nomenclature is unclear as the manufacturer variously refers to it as the
GT500, GT 500 and the GT-500. The FAA certification officially calls it the GT500
(Cliche et al., 2001).
The GT500 is constructed from aluminium tubing, which is bolted together.
The aircraft is covered in pre-sewn Dacron envelopes, with the forward fuselage
made from fiberglass. The wing features half-span ailerons and half-span flaps. The
GT500 has two seats in tandem, with dual controls featuring control columns with
yokes.A 1991 upgrade included optional doors that are zippered into place adding 10
kn (19 km/h) of cruise speed, steel landing gear legs with dual brakes and an electric
starter (Thompson, 1991). The GT500 model comes with two variant of engine
horsepower and the specification given by the manufacturer can be refer to Table 2.1.

15
Table 2.1: Specification of GT 500 Quicksilver for two type of engine.
(http://www.fpna.com/gt500.htm)
Specifications Rotax 582 Rotax R912UL
Powerplant
Model
No. Cylinders
Displacement
Horsepower
Recommended TBO
Rotax-582/40 Dual CDI
2
580.7 cc
65 hp
250 hrs
Rotax-R912UL
4
1211 cc
80 hp
1000 hrs
Propeller Rotax 582 Rotax R912UL
Type
Diameter
Pitch
3 Blade, Carbon Fiber
72 inches
17 to 19 degrees-LH
3 Blade, Carbon Fiber
72 inches
17 to 19 degrees-LH
General Rotax 582 Rotax R912UL
Length
Height
Wingspan
Wing area
Wing loading
Power loading
Seats
Minimum flight crew
Empty Weight
Useful load
Payload w/full fuel
Max takeoff weight
Fuel capacity
20' 5"
6' 6"
30' 0"
155 sg. ft.
6.45 lb./sq.ft.
15.38 lb./hp.
2
1
575 lbs.
425 lbs.
329 lbs.
1000 lbs.
16 U.S. gal.
20' 5"
6' 6"
30' 0"
155 sg. ft.
7.09 lb./sq.ft.
13.75 lb./hp.
2
1
638 lbs.
462 lbs.
366 lbs.
1100 lbs.
16 U.S. gal.
Performance Rotax 582 Rotax R912UL
Takeoff distance, ground roll
Takeoff distance, 50 ft obstacle
Rate of climb
Max level speed, sea level with Doors
w/out Doors
Landing distance, 50 ft obstacle
Landing distance, ground roll
Glide Ratio with Doors
w/out Doors
Minimum sink rate with Doors
w/out Doors
Service Ceiling
220 ft.
689 ft.
650 fpm.
88 mph.
81 mph.
580 ft.
260 ft.
7.0:1
7.5:1
540 ft/min
570 ft/min
12,500 ft.
244 ft.
621 ft.
655 fpm.
91 mph.
88 mph.
905 ft.
390 ft.
6.5:1
7.0:1
555 ft/mi
584 ft/mi
12,500 ft.
Air Speeds Rotax 582 Rotax R912UL
Vx (Best angle of climb)
Vy (Best rate of climb)
Va (Design maneuvering)
Vne (Never exceed)
Vs1 (Stall, flaps up, power off)
Vs0 (Stall, flaps down, power off)
Landing approach speed
47mph
55 mph
90 mph
103 mph
45 mph
39 mph
51 mph
50mph
58 mph
94 mph
103 mph
47 mph
42 mph
55 mph

16
2.3.1 Main Aircraft Component
An aircraft is conceived as a complete structure, but for manufacturing purposes
must be divided into sections, or main components, which are in turn split into sub-
assemblies of decreasing size that are finally resolved into individual detail parts.
Each main component is planned, tooled and built as a separate unit and joined with
the others in the intermediate and final assembly stages. In design stages, six
subsystem of aircraft normally being set up which are fuselage, empennage, wings,
landing gear, engine, and aileron and flaps division.
Figure 2.8 shows a typical weightshift microlight aircraft (a Quicksilver
GT500). The aircraft comprises two distinct parts, the fuselage and the wing. While
the interaction between them is essential to the characteristics of the aircraft, it is
convenient initially to consider them separately.
Figure 2.8: Quicksilver GT 500 microlight aircraft.
2.3.2 The Wing – Structure
The wings are the most important lift-producing part of the aircraft. As can be seen
in Figure 2.9, wings vary in design depending upon the aircraft type and its purpose.
Most airplanes are designed so that the outer tips of the wings are higher than where
the wings are attached to the fuselage. This upward angle is called the dihedral and
helps keep the airplane from rolling unexpectedly during flight (Fig. 2.10). Wings
also carry the fuel for the most airplane especially large size aeroplane.

17
Figure 2.9: Three types of aircraft wings.
Figure 2.10: Dihedral angle for aircraft wing.
The wing structure of a fixed-wing microlight (see Fig. 2.11) is complex and
somewhat unlike that of a conventional wing. The primary parts of the structure are
the leading edges two segmented tubes typically 4.5–5.0 m long, which are joined at
the nose to the keel tube which runs the length of the wing and can be seen
protruding from the trailing edge in Figure 2.8. Stretched over these is the sail
manufactured from a high strength synthetic non-porous fabric such as polyester
Dacron. The whole structure is put under considerable internal loads during rigging,
rigidity and form being ensured by cross-tubes, which are hinged at approximately
half-span to the leading edges and hinged to each other above the keel tube.
The structures of aircraft wing were built by ribs and spar that support the
entire body of the wing. Refer to Figure 2.12, spar is the main tube that expands
across the wings and become the backbone of the construction. While the ribs are the
pieces of aluminium plates/ frame that hold the wing skins. Most of the material
being use in the construction are high flexibility and light material especially
aluminium and Dacron.

18
Figure 2.11: Wing frame main components of Quicksilver GT500 aircraft.
Figure 2.12: The built up components for an aircraft wing.
2.3.3 Fuselage
The fuselage is the main body structure to which all other components are attached.
The fuselage contains the cockpit or flight deck, passenger compartment and cargo
compartment. While wings produce most of the lift, the fuselage also produces a
little lift. A bulky fuselage can also produce a lot of drag. For this reason, a fuselage
is streamlined to decrease the drag. Most of us usually think of a streamlined sports
car as being sleek and compact - it does not present a bulky obstacle to the oncoming
wind. A streamlined fuselage has the same attributes. It has a sharp or rounded nose
with sleek, tapered body so that the air can flow smoothly around it.
GT500 microlight aircraft is simple construction aircraft where the fuselage
structure were built base on a single aluminium tube (Figure 2.13). The cockpit

19
frame structure are the combination of aluminium tube, rectangular shape tube, and
also some pieces of aluminium plates that joint together by bolts and nuts. The
simple design of the fuselage can assure the lightness of the aircraft weight without
compromising the safety level. Figure 2.14 shows the example of fuselage structure
for microlight aircraft which is built by using aluminium tubes.
Figure 2.13: Fuselage of GT500 Quicksilver aircraft.
Figure 2.14: An example of fuselage frame of microlight aircraft.
(http://www.ultralightnews.com/)
2.3.4 Empennage
The empennage, commonly called the tail assembly (see Figure 2.15), is the rear
section of the body of the airplane. Its main purpose is to give stability to the aircraft.
The fixed parts are the horizontal stabilizer and the vertical stabilizer or fin. The
front, fixed section is called the horizontal stabilizer and is used to prevent the
airplane from pitching up or down. The rear section is called the elevator and is
usually hinged to the horizontal stabilizer. The elevator is a movable airfoil that
controls the up-and-down motion of the aircraft's nose.
20
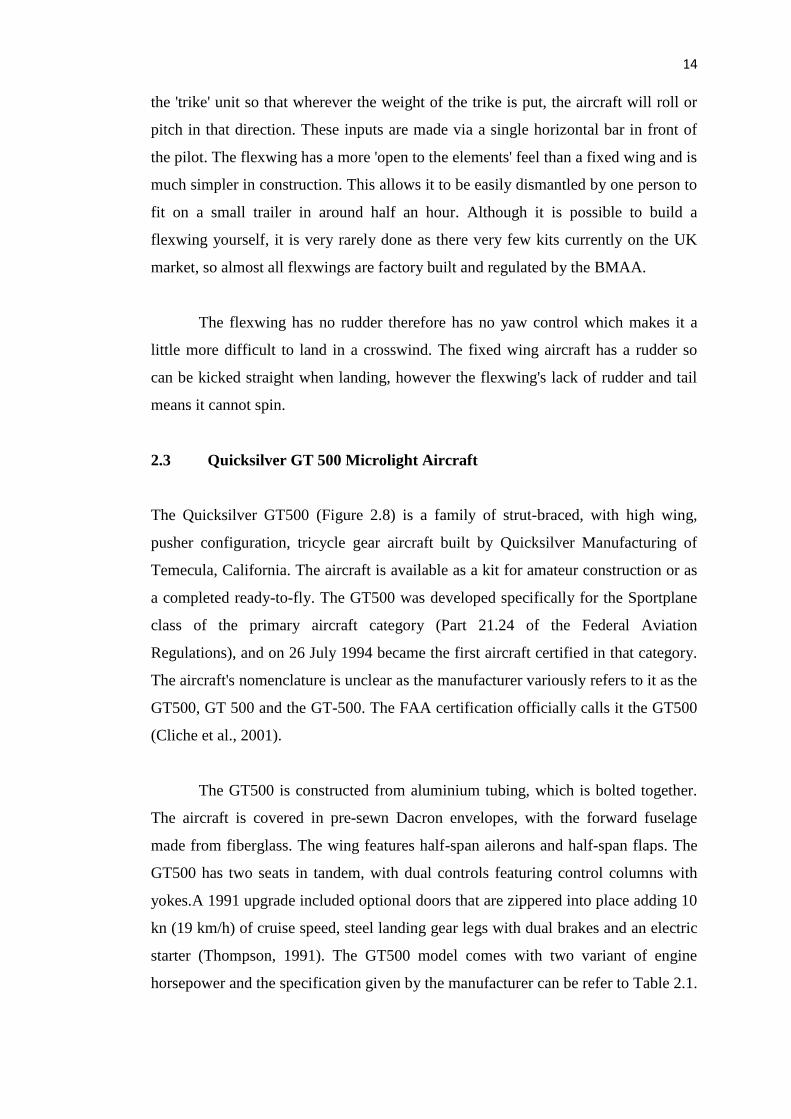
Figure 2.15: Empennage structure
The vertical tail structure is divided into the vertical stabilizer and the rudder.
The front section is called the vertical stabilizer and is used to prevent the aircraft
from yawing back and forth. The principle behind its operation is much like the
principle of a deep keel on a sailboat. In light, single-engine aircraft, it also serves to
offset the tendency of the aircraft to roll in the opposite direction in which the
propeller is rotating. The rear section of the vertical structure is the rudder. It is a
movable airfoil that is used to turn the aircraft.
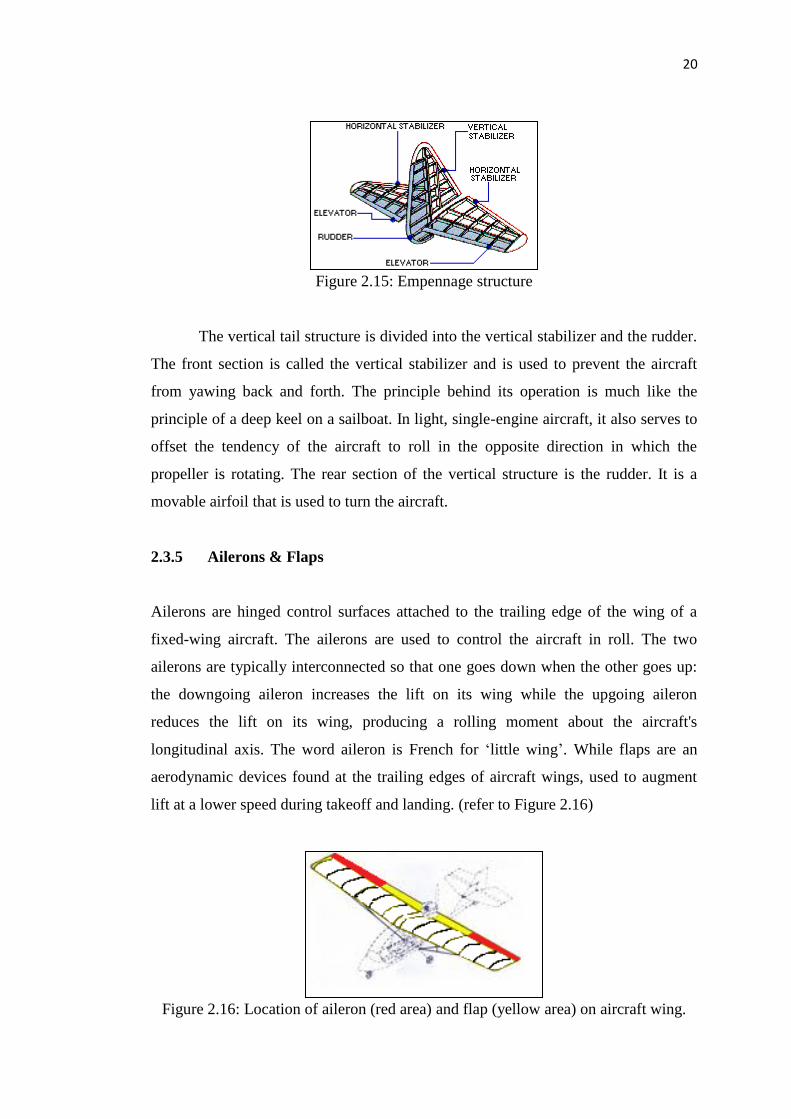
2.3.5 Ailerons & Flaps
Ailerons are hinged control surfaces attached to the trailing edge of the wing of a
fixed-wing aircraft. The ailerons are used to control the aircraft in roll. The two
ailerons are typically interconnected so that one goes down when the other goes up:
the downgoing aileron increases the lift on its wing while the upgoing aileron
reduces the lift on its wing, producing a rolling moment about the aircraft's
longitudinal axis. The word aileron is French for ‗little wing‘. While flaps are an
aerodynamic devices found at the trailing edges of aircraft wings, used to augment
lift at a lower speed during takeoff and landing. (refer to Figure 2.16)
Figure 2.16: Location of aileron (red area) and flap (yellow area) on aircraft wing.
21
2.4 Materials
Historically, one of the most thorough evaluations of the competition between
materials was performed by the aerospace industry. It is not uncommon for
commercial grade materials and components to be used in this class of aeroplane. For
the aerospace industry, aluminium airplanes proved to be much lighter than steel
airplanes. (Patton et al., 2004). The fuselage structure of most modern aircraft
comprises curved aluminium alloy skin panels, which are fixed to stiffening
members called frames and stringers, which provide radial and longitudinal stiffness,
respectively. Previous technique in joining the structure was by riveting the steel to
the mainframe. However, after the introduction of aluminium welding, there has
been growing interest in the welding of aerospace aluminium alloys (Simmons and
Schleyer, 2006). Aluminium, steel, and titanium will probably continue to be the
principal material in airframe design for a while. All these material however, will
have to be improved (Chun-Yung, 1999).
2.4.1 Aluminium
Aluminium alloy are the most commonly used airframe material because of their low
densities, excellent range of properties which can be matched to particular
requirements, experience of manufacturing techniques and the known in service
behaviour (Howe, 2004). According to Mouritz (2012), series of aluminium alloys of
2xxx, 3xxx, 5xxx, 6xxx, and 7xxx are widely used in aviation. The 2xxx series is
recommended for operation at high working temperatures and with high destruction
viscosity rates. 7xxx series alloys – for operation at lower temperatures of highly-
loaded parts and for parts with high resistance to corrosion under stress. For less
loaded components, 3xxx, 5xxx, and 6xxx series alloys are used.
6000 series (magnesium and silicon) aluminium alloys are the most
commonly used for microlight type of structure. They are medium strength
aluminium alloys, which can be precipitation (age) hardened to an ultimate tensile
strength of around 300 MPa. At this strength 6000 series alloys are not as strong as
the traditional aerospace 2000 and 7000 series alloys. However, 6000 series alloys

22
have the significant advantages for this application of better corrosion resistance and
reduced cost. 6000 series alloys can be used simply anodised. High strength alloys
are occasionally used to save weight in high stress areas (such as wing spars).
6000 series alloys are most commonly used in the T6 temper: solution heat-
treated and artificially aged. 6061-T6 is the traditional North American specification
with a minimum ultimate tensile strength of 290MPa. 6082-T6 (formerly HT30TF) is
the traditional British specification with a minimum ultimate tensile strength of
310MPa. (Syson, 2011). The summary of aluminium alloys are given in Table 2.2.
The main alloying element(s) is used to determine into which one of the eight series
an alloy is allocated.
Table 2.2: Wrought alloy aluminium series. (Mouritz, 2012) Alloy series Main alloying
element (s)
Temper process Application(s)
1000
Commercially pure
Al (>99% Al)
Not-age
hardenable
Unsuaitable to used as structural materials
on aircraft, sometimes used as sircraft fuel
tanks, fairings, oil tanks, repair material of
wing tips and tanks
2000 Copper Age-hardenable Used in many structural and semistructural
components in aircraft. Also used in
damage-tolerant applications such as lower
wing skins and fuselage structure of
commercial aircraft which require high
fatigue resistance.
3000 Manganese Not-age
hardenable
Rarely used in aircraft, sometimes used as
nonconstructural material in fairing, fillets,
tanks, wheel pants, nose bowls and cowlings
4000 Silicon Age-hardenable
(if magnesium
present)
Limited due to brittle silicon phase that can
form in the aluminium matrix which reduces
the ductility and fracture toughness.
5000 Magnesium Not-age
hardenable
Used occasionally in nonconstructural
aircraft parts such as wing ribs, wing tips,
stiffeners, tanks, ducting, and frameworks.
6000 Magnesium and
silicon
Age-hardenable Used in wide range of non-aerospace
components, such as buildings, rail cars,
boat hulls, ship superstructures and in
automotive components. Rarely used in
aircraft component.
7000 Zinc Age-hardenable most common aluminium alloys used in
aircraft for structure building due to carry
higher stress than 2000 series alloy.
8000 Other (including
lithium)
Mostly age-
hardenable
mainly used in military fighter aircraft where
cost is secondary to structural performance.
Also used in super lightweight tanks for the
space shuttle.

23
2.4.1.1 Aluminium Alloy 2024
Known as the ―aircraft alloy‖ in machining rod, this alloy has properties higher than
2017 and 2014. Even though its form ability is generally considered only fair in the
cold state, Al2024 is one of the most popular alloys for cold heading and roll
threading applications. This alloy can be machined to a high finish and corrosion
resistance is fair. Among popular applications include Phillips head screws, wood
screws, hydraulic fittings and small parts in clocks and meters. It is also the basic
alloy for cold finished rectangular bar where strength and machinability are essential
for precision fittings and parts.
2.4.1.2 Aluminium Alloy 6061
Al6061 is generally selected where welding or brazing is required, or for its
particularly high corrosion resistance in all tempers. It is one of the most common
alloys of aluminium for general purpose use. Even though it performs low in
machining process, its weight is lighter than Al2024. Among popular applications
from this material include railway car components, bridge components, pipe fittings,
wheels and various transportation end uses. This alloy is generally use in
construction of aircraft structures, such as wings and fuselages, and more commonly
in homebuilt aircraft than commercial or military aircraft.
2.4.1.3 Aluminium Alloy 7075
Aluminum 7075 has been the strongest and hardest alloy sold commercially for
decades. Though Al7175 is more pure, this kind of alloy may not be suitable for
fracture toughness applications. The high value of stress corrosion resistance of the
T73 and T7351 tempers of 7075 rolled or cold finished rod have made them a logical
replacement for alloys 2014, 2017 and 2024 in many of the most critical applications.
In machined parts and forgings it is used primarily in aircraft, ordinance, highly
stressed structural applications, keys, small gears, etc. This kind of alloy is more
difficult to forge than other alloys, but it often selected because of its properties.
Al7075 perform well in machining process; produce excellent finishing
characteristics, and also corrosion resistance fair.

24
Table 2.3: Mechanical properties of selected Aluminium alloys.
(http://asm.matweb.com/) Mechanical
Properties
Al2024 Al6061 Al7075
Hardness, Brinell 120 95 150
Ultimate Tensile
Strength
469 MPa 310 MPa 572 MPa
Tensile Yield Strength 324 MPa 276 MPa 503 MPa
Elongation at Break 19 % 12 % 11 %
Modulus of Elasticity 73.1 GPa 68.9 GPa 71.7 GPa
Poisson's Ratio 0.33 0.33 0.33
Fatigue Strength 138 MPa 96.5 MPa 159 MPa
Shear Modulus 28 GPa 26 GPa 26.9 GPa
Shear Strength 283 MPa 207 MPa 331 MPa
Machinability 70 % 50 % 70 %
Density 2.78 g/cc 2.7 g/cc 2.81 g/cc
2.4.2 Steel
Steel has several advantages over aluminium where it is three times as strong and can
be welded easily into complex shapes that are far more durable than a bolted or
riveted aluminium structure. Like aluminium, steel alloys are identified by a four-
digit code that specifies the alloying components.
The used of steel in aircraft is usually confined to safety-critical structural
components that require very high strength and where space is limited. In other
words, steel is used when high specific strength is the most important criterion in
materials selection. Steels used in aircraft have yield strength above 1500-2000 MPa,
which is higher than high strength aluminium (500-650 MPa), titanium (830-1300
MPa) or quasi-isotropic carbon epoxy composite (750-1000 MPa). In addition to
high strength, steels used in aircraft have high elastic modulus, fatigue resistance and
fracture toughness, and retain their mechanical performance at high temperature (up
to 300-450 °C). This combination of properties makes steel a material of choices for
heavily loaded aircraft structures.
Aircraft structural components made using high-strength steel include
undercarriage landing gear, wing-root attachments, engine pylons and slat track
components. The greatest usage of steel is in landing gear where it is important to
minimise the volume of the undercarriage while having high load capacity (see

REFERENCES
Barbero, B.R. (2009). The recovery of design intent in reverse engineering problems.
Computers & Industrial Engineering 56, pp. 1265–1275
Chun-Yung, M.N. (1999). Airframe Structural Design: Practical design information
and data on aircraft structures. 2nd
Edition. Hong Kong Conmilit Press
Ltd.
Cliche, A. (2001). Ultralight Aircraft Shopper's Guide. 8th Edition. Cybair Limited
Publishing. pp B-95.
Crane, D. (2006). Aviation Mechanic Handbook. 5th
Edition. Aviation Supplies &
Academics.
Dubravcik, M. & Kender, S. (2012). Application of reverse engineering techniques
in mechanics system services. Procedia Engineering 48, pp. 96 – 104
Gratton G.B. (1999). The weightshift-controlled microlight aeroplane. British
Microlight Aircraft Association, The Bullring, Deddington, Banbury,
Oxfordshire OX15 0TT, UK.
Jain, P. & Kuthe, A.M. (2013). Feasibility Study of manufacturing using rapid
prototyping: FDM Approach. Procedia Engineering 63, pp. 4 – 11
Kumar, S. & Kruth, J. P. (2010). Composites by rapid prototyping technology.
Materials and Design 31, pp. 850–856
Ledermann, C., Hanske, C., Wenzel, W., Ermanni, P., Kelm, R. (2005). Associative
parametric CAE methods in the aircraft pre-design. Aerospace Science
and Technology 9, pp. 641–651
Lee, H. & Yoo, C. (2000). A form driven object-oriented reverse engineering
methodology. Information Systems Vol. 25, No. 3, pp. 235-259

Li, L., Schemenauer, N., Peng, X., Zeng, Y. & Gu, P. (2002). Areverse engineering
system for rapid manufacturing of complex objects. Robotics and
Computer Integrated Manufacturing 18, pp. 53–67
Lin, Y.P., Wang, C.T., & Dai, K.R. (2005), Reverse engineering in CAD model
reconstruction of customized artificial joint. Medical Engineering &
Physics 27. pp. 189–193.
Howe, D. (2004). Aircraft Loading and Structural Layout. Professional Engineering
Publishing.
Kroes, M. & Rardon, J. (1993). Aircraft: Basic Science, Student Guide, 7th Edition.
McGraw Hill Company.
Mouritz, A.P. (2012). Introduction to Aerospace Materials. Woodhead Publishing.
Niu, CY Micheal. (1999). Airframe Structural Design. 2nd
Edition. Hong Kong
Conmilit Press Ltd.
Park, H.S. & Dang, X.P. (2010). Structural optimization based on CADCAE
integration and metamodeling techniques. Computer-Aided Design 42,
pp. 889-902
Patton, R., Fang, L., Edwards, M. (2004). Causes of weight reduction effects of
material substitution on constant stiffness components. Thin-Walled
Structures 42, pp. 613–637
Peng, Q.J. & Loftus M. (1998). A new approach to reverse engineering based on
vision information. International Journal of Machine Tools &
Manufacture 38, pp. 881–899
Simmons, M.C., Schleyer, G.K. (2006). Pulse pressure loading of aircraft structural
panels. Thin-Walled Structures 44, pp. 496–506
Syson, B. (2011). Bolted Aluminium Tube Construction for Minimum Aeroplanes,
Light Aircraft Design Conference. Royal Aeronautical Societies.
Thompson, J. (April 1991). "Quicksilver updates". Air Progress.

Vergeest, J.S.M. & Horvath, I. (1999). Practical and commutational issues of
reverse/forward engineering of shape. Reverse engineering: 3D scanning
and a shortcut to modeling, Aarhus: Danish Technological Institute, pp.
1–6
Wanttaja, R.J. (2006). Kit Airplane Construction. 3rd
Edition. McGraw Hill
Company.
Xinmin, L., Zhongqin, L., Huang, T., & Zeng, Z. (2001). A study of reverse
engineering system based on reverse sensor for free form surfaces.
Computers & Industrial Engineering 40. pp. 215-227
Yang, Z. & Chen, Y. (2005). A reverse engineering method based on haptic volume
removing. Computer-Aided Design 37, pp. 45–54
http://www.beliteaircraft.com/ultralight-aircrafts/Superlite-WoW-Belte.php
http://www.fpna.com/gt500.htm
http://www.lightsportaircraftpilot.com/
http://www.somersetmicrolights.org.uk/aircraft_text.htm
http://www.somersetmicrolights.org.uk/aircraft_text.htm
http://www.ultralightnews.com/
www.avidflyeraircraft.com
www.ultralightflying.com