Üretİm ve İlemler yÖnetİmİ -...
TRANSCRIPT

ÜRETİM VE İŞLEMLER YÖNETİMİ
-OPERATIONS AND PRODUCTION MANAGEMENT-
Doç.Dr. Ali ELEREN
AKÜ İİBF

13.10.2012 AELEREN 2
İÇERİĞİ ORTAK DİĞER DERSLER
•Üretim Yönetimi
•Süreç Yönetimi
•Tedarik Zinciri Yönetimi
•Üretim Planlama ve Kontrolü
•Proje Yönetimi
•Kurumsal Kaynak Planlaması-ERP
•Kalite Yönetimi
•Modern Üretim Sistemleri
•Fabrika Yönetimi ve Organizasyonu

13.10.2012 AELEREN 3
DERS KONULARI
• Genel Bilgiler, Kavramlar • Üretim Sistemleri • Üretim Yönetiminde Karar Verme
Yöntemleri • İşletmenin Yatırım Kararı ve
Kuruluş Yeri Seçimi • Fabrika İçi Düzenleme • Talep Tahmini • Ürün Yönetimi • Kapasite Çeşitleri ve Kapasite
Planlama • Üretim Planlama * Sipariş Planlama * Seri Üretim Planlama
• Stok Yönetimi
• Kalite Yönetimi
• Verimlilik Yönetimi
• İş Etüdü
• İş-Kaynak Planlama
• Proje Yönetimi ve Değerlemesi (PERT/CPM)
• Lojistik Yönetimi
• Teknoloji ve Bakım Yönetimi
• Üretim Yönetiminde Sayısal Yöntemler

13.10.2012 AELEREN 4
KAYNAK KİTAPLAR
1. Ders Notları (Derste tutulan ve dağıtılan her türlü bilgiler, sunular vb.) (*)
2. Prof.Dr.Cengiz YILMAZ,Doç.Dr.Ali ELEREN «Üretim Yönetimi», Lisans Yayıncılık (*)
3. Üretim Ali ELEREN (Tedarik Zinciri ve Lojistik Yönetimi)
4. Bülent KOBU, “Üretim Yönetimi”
5. Mahmut TEKİN, “Üretim Yönetimi”
6. Sevinç ÜRETEN, “Üretim / İşlemler Yönetimi”
7. İ. Mete DOĞRUER, “Üretim Organizasyonu ve Yönetimi”
8. Sevil KİŞİOĞLU vd., “Üretim Planlaması”
9. Aykut TOP, “Üretim Planlaması”
(*) Derste takip edilecektir, tedarik edilmesi önerilir!

13.10.2012 AELEREN 5
Sınavlar ve Ödevler
• Vize (%40) + Final (%60) >=60 • Tüm ödevler ve devamlılık skoru istenen şartları sağlayanlar için dönem
sonunda + kanaat notu olarak etki edecektir. • Vize, final, mazeret vb. her sınavda o zamana kadar işlenen tüm konular,
verilen ödevler dahildir. • Verilen puanlı veya puansız ödevler ile çalışılması istenen konu ödevlerinde
geçen konu ve bilgiler sınav konularına dahildir. • Sınavlarda hesap makinesi, kalem ve silgi gibi materyaller hazır tutulmalı,
alışverişi yasaktır. • Bölüm sonlarında verilen örnek sorulara öncelikle çalışılmalıdır. • Klasik sınavlarda ½ - 1 saat arası süre ve 2-5 arası soru sorulmaktadır. Dönem
sonu sınavlarda tüm işlenen konular sınava dahil olup; özel bir açıklama yapılmamışsa ağırlık vize sonrasındaki konular olabilir.
• Sayısal sorular, işlenen örneklere benzer çıkabilir. • Ödevlerde kişisel gayret, ciddiyet, bol kaynakça ve yazım kurallarına uygunluğa
dikkat edilmelidir, elle de yazılabilir.

13.10.2012 AELEREN 6
I.TANIMLAR VE KAVRAMLAR

13.10.2012 AELEREN 7
Belirli üretim faktörlerinin belli bir zamanda belli miktarlarda kullanılarak belirli bir süreçten geçirilmesi suretiyle fonksiyonel, ekonomik ve katma değerce daha değerli yeni ürünler elde edilmesine denir.

13.10.2012 AELEREN 8
İktisatçılar, üretimi fayda yaratmak şeklinde tanımlarlar.
Mühendisler ise üretimi, belirli bir fiziksel varlık üzerinde
onun değerini artıracak bir değişiklik yapmayı ya da
hammadde ve yarı mamul maddeleri, bir mamul haline
dönüştürme olarak tanımlamaktadır.
İşletmeciler açısından ise; kâr elde etme amacı ile oluşan
ve bu amacına her çeşit fayda yaratarak ulaşmaya çalışan
bir yapı olduğu için her türlü hizmet (berberlik, nakliye,
eğitim, turizm, çöp toplama gibi) üretim olarak
değerlendirilmektedir.

• Üretim yönetimi kavramının modern işletmecilik biliminde tanımlanan en geniş halidir.
• İşletmenin ürünlerini üretmek için gerekli kaynakların planlaması, koordine ve kontrolünden sorumlu işletme fonksiyonudur (Chase vd.,2006).
• İşletmenin temel ürünlerini ve hizmetlerini üreten ve müşteriye ulaştıran sistemlerin tasarlanması, işletilmesi ve geliştirilmesidir(Reid ve Sanders,2002).
• Girdileri ürün ve hizmetlere dönüştüren süreçlerin yönetilmesi ve kontrolüdür. Amaç, malzeme, işgücü, makine ve sermaye gibi girdilerin ürün ve hizmet olarak çıktılara dönüştürme sürecinin etkin olarak gerçekleştirilmesi ve elde edilen çıktı değerinin, kullanılan girdi değer toplamlından fazla kılınmasıdır (Russel ve Taylor,2003).

• Hammadde-Malzeme : Sistem tarafından tüketilen veya dönüştürülen hammaddeler ve bileşenlerdir. Bunlara ilaveten bakım onarım malzemeleri de sayılabilir.
• Sermaye : İşletmenin hayat bulması için bina, makine ve demirbaşların alımında kullanılacak müteşebbis veya ortaklar tarafından ortaya konulan para miktarıdır.
• İşgücü : İşletmenin tüm süreçlerinde farklı vasıf ve sayılarda ihtiyaç olunan insan sayısıdır.
• Bilgi : Soyut yönüyle yönetimin temel kaynağı olarak görülür. İşletmeye ve ürettiği ürün ve hizmetlere değer katan önemli bir faktördür.

13.10.2012 AELEREN 11
Üretim, hizmet ve ürün üretimi olarak ikiye ayrılmaktadır.
Ancak, üretim yönetimi dersimizde konusal kapsamımız ürün üretimiyle sınırlıdır, hizmet üretimi dahil değildir.

13.10.2012 AELEREN 12
Üretim işleminin üç temel elemanı
bulunmaktadır. Bunlar girdi, işlem ve çıktıdır.
•Hammadde
•İşgücü
•Makine
•Fabrika
•Taşıma
•Servis
•Araç-Gereçler
•Mal
•Hizmet
Zeytin
buğday
Zeytinyağı
bisküvi
Geribildirim

13.10.2012 AELEREN 13
Üretim Yönetimi, işletmenin elinde bulunan malzeme, makine ve insan gücü kaynaklarının belirli miktarlardaki ürünün istenilen nitelik ve nicelikte, istenilen zamanda ve en düşük maliyetle üretimini sağlayacak şekilde bir araya getirilmesidir.

13.10.2012 AELEREN 14
Üretim yönetimi, işletmedeki mevcut kaynakların
etkin bir şekilde kullanılarak bu kaynaklardan
istenilen nicelik ve nitelikte mamuller üretmesiyle
ilgili karar verme işlemidir.

13.10.2012 AELEREN 15
• Ürün Tasarımı & Geliştirme, • Üretim Süreci (tedarik zinciri yönetimi,üretim
planlama, uygulama ve kontrol, kalite yönetimi, teknoloji yönetimi,vb.),
• Nihai Ürün Depolama ve Pazara Hazırlama, • Lojistik Yönetimi • Satış Sonrası Hizmetler , • ÇEVRE DOSTU ÜRETİM • GERİ DÖNÜŞÜM • ETİK olarak sıralanabilir.
13.10.2012 AELEREN 16

13.10.2012 AELEREN 18
• Tüketici isteklerinin fiyat, zaman, miktar, çeşit,tasarım ve kalite açısından karşılanması,
• Stok düzeyinin mümkün oldukça düşük tutulması ve stok devrinin artırılması,
• İşletmenin işgücü,makine,enerji,hammadde gibi üretim faktörlerinden en yüksek derecede faydalanmasının sağlanması, yani kaynakların etkin kullanımı yoluyla verimliliğin ve performansın artırılmasıdır.
• Tüm süreçlerde müşteri memnuniyeti odaklı değer artışının sağlanarak stratejik rekabet avantajının elde edilmesi.

13.10.2012 AELEREN 19
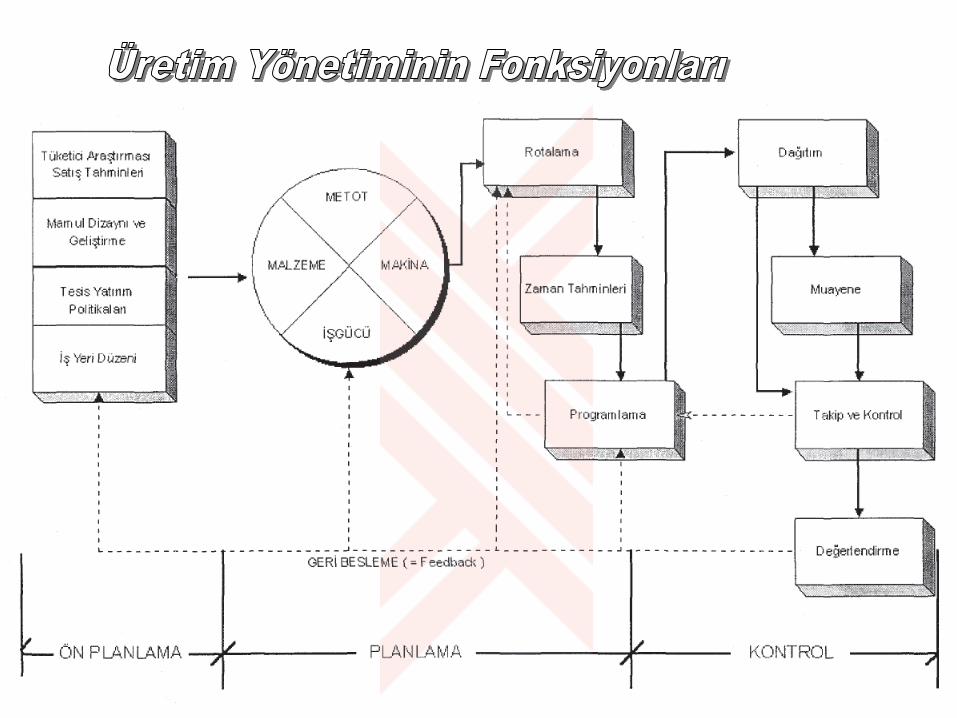
Üretim yönetimi fonksiyonları
GİRDİ İŞLEM ÇIKTI
-Kapasite planlaması -Tamir bakım planlaması
-Makine, araç ve gereç seçimi -Stok kontrolü
-Fabrika yeri seçimi -Fason üretim
-İşyeri düzenlemesi -Esnek üretim sistemleri
-Teknoloji seçimi -Tam zamanında üretim
-Hareket ve zaman etütleri -Mamul dizaynı
-Kalite kontrolü - Üretim planlaması ve kontrolü
-Ücret yönetimi -Talep tahminleri
-Materyal yönetimi -Toplam Kalite Yönetimi
-İleri İmalat Teknolojileri -Bilgisayar destekli üretim sistemleri

13.10.2012 AELEREN 20
• 1990’lı yıllarda üretim olgusu yeni boyutlar kazanmıştır. Bu değişime neden olan kavramlar şunlardır:
• a) Globalleşme • b) İleri teknoloji • c) Kalite anlayışı • d) Çevrenin korunması • e) Bilgi toplumu • f) Yönetim metotlarında yenilik • Günümüzde; Esnek İmalat Sistemleri, Grup Teknolojisi, Hücresel Üretim, Tam
Zamanında Üretim, Yalın Üretimde üretimde kullanılan yeni tekniklerdir.

13.10.2012 AELEREN 21
ÜST YÖNETİM
Genel Müdür
Finansal Yönetim Md.
Pazarlama Md.
Üretim Yönetimi Md.
Ürün Tasarımı /Geliştirme
Proje Planlama
Üretim Planlama
Kalite Yönetimi
Teknoloji ve Bakım Yön.
Lojistik Yönetimi
Diğer…

13.10.2012 AELEREN 22
• Sömürgelerle Gelişme (1600-1800)
• Endüstriyel Gelişme (1800-1850)
• Finans ve Pazarlama İle (1850-1920)
• Ekonomik Bunalım (1920-1930)
• Bilgi ve Teknolojideki Gelişmeler ve Küresel Rekabet (1930-)
(*) Avrupa ve Amerika’daki gelişimi içermektedir

13.10.2012 AELEREN 23
Üretim Sistemlerinin Gelişimi ve Önemli OlaylarXXXX 1. El Sanatları Dönemi (-1790):
• (1764) James Watt buhar makinesini buldu,
• (1776) Adam Simith iş bölümü ile verimlilik ve performans artırma,
• (1790) Eli Whitney birbiriyle değişebilir standart parçalar, kalite kontrol ve maliyet muhasebesi,
13.10.2012 AELEREN 24
• (1801) Joseph Marie Jacquard, dokuma tezgahlarında delikli kart kullanımı,
• (1832) Charles Babbage, işin ekonomik analizi, iş bölümü ve yeteneğe göre ücretlendirme,
Üretim Sistemlerinin Gelişimi ve Önemli Olaylar 2. Endüstri Devrimi (1790-1855):

13.10.2012 AELEREN 25
• (1890-1911) Frederic Taylor,bilimsel yönetim felsefesi, eğitim, zaman etüdü,standartlar,
• (1905) A.K. Erlang kuyruk teorisi ve uygulaması,
• (1908) C.E. Knoappel, Başabaş Noktası Analizi
• (1911) Frank ve Lilian Gilbreth,hareket ekonomisi ve çalışan insana dayalı faktörler,
• (1913) Henry Ford,Charless Sorenson, montaj hattına dayalı yığın üretim,
• (1913) Henry,iş akış programlama ve Gannt Diyagramı,
• (1913) Walter ShewGannthart, istatistiksel kalite kontrolü,
• (1913) F.W. Harris,ekonomik sipariş miktarı modeli,
• (1933) Elton Mayo, davranışla ilgili faktörler,
• (1934) I.H.C.Tippett,iş örneklemesi,
Üretim Sistemlerinin Gelişimi ve Önemli Olaylar
3. Bilimsel Yönetim (1890-1935) :

13.10.2012 AELEREN 26
• (1940) İngiltere Yöneylem Araştırması Grupları, • (1940) S.P.Mitrafanov, grup teknolojisi, • (1940) SSCB’de ilk “Grup Teknolojisi Üretim Sistemi”
uygulandı,1970’li yıllardan itibaren gelişti ve yaygınlaştı, • (1946) John Mauchly ve J.P.Eckert, ilk dijital bilgisayarı geliştirdi, • (1947) George Dantzig, William Orchard vd.,Doğrusal
Programlama, simplex yön. • (1950) C.Charnes, W.W.Cooper, H.Raiffa vd., doğrusal olmayan
programlama ve stokastik modeller, • (1950) W.Edwards Deming, işletme genelinde kalite kontol
sistemleri, • (1950) Eiji TOYODA ve Taiichi OHNO, “yalın üretim” sistemini
geliştirdi. • (1951) H.Ford Dickey, ABC Analizi, • (1951) Sperry Univac, ticari dijital bilgisayarlar,
Üretim Sistemlerinin Gelişimi ve Önemli Olaylar 4. Otomasyon ve Bilgisayara Dayalı Sistemler (1935-2000) :

13.10.2012 AELEREN 27
• (1954) General Electric,işletme alanında ilk bilgisayar,
• (1954) Juran, kalite yönetimin sorumluluğunda demiştir,
• (1957) DuPont Co., CPM Yöntemi,
• (1958) Booz,Allen ve Hamilton,PERT Yöntemi,
• (1950-1960) Batılı ve ABD’li araştırmacılar,karar teorisi, kuyruk teorisi, simulasyon, vb.
• (1954) Mercury Motors, Bilgisayara Dayalı Otomatik Yönlendirilmiş Taşıma Sistemi,
• (1960) Joseph Orlicky, MRP,
• (1961) Crosby, “kalite ücretsizdir” fikri,
• (1961) Jay Forrester,yönetimde sistem yaklaşımı ile problem çözme,
• (1962) Ishikawa, ilk kalite gruplarını oluşturmuş,
• (1963) A.Alan, B.Pritsker, GERT Tekniği,
• (1970) Batılı ve ABD’li araşt., Atelye programlama, üretim programlama, fabrika yerleştirme, tahmin, MRP ve MRPII yazılımları,

13.10.2012 AELEREN 28
(1970-1980) • Toyota Co., Tam Zamanında Üretim (JIT) • Wickham Skinner vd., Üretim fonksiyonunun işletme stratejileri
açısından önemi, • Kapalı Devre MRP ve MRPII’nin geliştirilmesi, (1980-1990) • Japon İşletmeleri ve araştırmacılar, TKY,JIT ve verimlilik artırma
yöntemlerini geliştirmiş, • Mühendislik disiplinleri,Robotlar, CAD, CAM, CIM, CAPP, FMS, • Eliyahu Goldratt, Üretim sistemlerinde darboğazların çözümü ve OPT, • Xerox Co, Kıyaslama(benchmarking), (1990-2000) • 1991’de Lehigh Üniv. araştırmacılar “Tepkisel Üretim-Responsive
Manufacturing” ve bir alt sistemi “çevik üretim” sistemini geliş., • Gartner Group, ERP geliştirilmesi, • Kalite öncüleri ve ISO, TKY’nin yaygınlaştırılması ve ISO 9000 standartları, • Michael Hammer vd., Reenginering (üretim vb süreçlerde radikal
değişimler), • Diğer, diğer modern üretim sistemleri (çevik üretim, eş zamanlı üretim,
grup teknolojisi, hücresel üretim vb.

13.10.2012 AELEREN 29
Üretim Sistemlerinin Gelişimi ve Önemli Olaylar
5. Verimlilik Artışı (2000- ) :
Yeni ürün geliştirme Süreç yönetimi ve süreç geliştirme, Küresel tedarik, üretim ve lojistik ağları, küresel lojistik üsleri / köyleri, Nano teknolojiler, E-ticaret, Moduler üretim sistemleri/moduler ürünler Geridönüşüm ve yeniden parça kullanma Çevre dostu imalat tekn Demontaj maliyeti Yeni teknolojiler Müşteri beklentilerinin değişmesi

13.10.2012 AELEREN 30
• İşletmeler ve alt birimlerinin daha esnek, pazara odaklı ve uygun tesis büyüklüklerinde oluşturulması,
• Odaklaşma üründen süreçlere ve süreçlerin iyileştirilmesine kaymıştır ????,
• Tasarımdan üretime ve müşteriye kadar sürenin kısaltılması,
• Çalışanların basit işlerden daha ustalık gerektiren vasıflı işlere kaydırılması,
• Görevlerde bireysel başarı yerine takım başarısının öne çıkması,
• Kendi kendini geliştiren/öğrenen takımların öne çıkması,
• Stokların düşürülmesi, kalitenin iyileştirilmesi ve hata önleme (proaktif) yöntemlerin öne çıkması

• 20. yy başlarında Frederic Taylor tarafından geliştirilen yönetim yaklaşımıdır. Taylor, bilimsel yönetim ile işgücü verimliliğini ve üretim çıktısını artırmanın yollarını araştırmıştır. Bu yönetim felsefesinin kazandırdığı diğer özellikler ise;
• İşgücü verimliliği bilimsel kurallara göre yönetilebilir, • İşgücünün ürettiği ürün miktarına dayalı
ücretlendirme (performansa dayalı ücretlendirme), • Yönetimde planlama ve uygulama fonksiyonları
birbirinden ayrılmıştır(yönetimle işgücü ayrılması). • Yönetimin görevlerinin başında verimli sistemlerin
tasarlanması ve kabul edilebilir işgücü çıktısının belirlenmesidir.

• 1930’lu yıllarda Elton Mayo ve Hawtorne çalışmaları ile ortaya atılan yaklaşıma göre işin teknik boyutları kadar işçinin motivasyonu da verimliliği etkilemektedir. Motivasyon teorileri, Hertzberg, Maslow ve McGregor tarafından geliştirilmiştir.

• 1776’da Adam Simith tarafından ortaya atılan yaklaşımda, her biri farklı bir işçi tarafından gerçekleştirilecek türde işlerin süreçlerin küçük parçalara bölünmesi fikrine dayanmaktadır.

• Stratejik Kararlar : Kapsamlı ve uzun dönemli sonuçlar doğuran kararlardır. Nasıl bir ürün tasarlanmalıdır? Ürün nasıl ve nerde (hangi tesiste) üretilecek? Tesisin yeri ve kapasitesi ne olmalı? Ürün çeşitliliği nasıl olmalı? Üretim sistemlerinden hangisi seçilmeli? gibi sorulara verilecek cevaplar, stratejik kararlarımızı da oluşturmaktadır.
• Taktik Kararlar : Stratejik kararlarda belirlenen kısıt ve sınırlar içerisinde girdi kalemlerinden malzeme, işgücü, enerji vb. unsurlara ne kadar ihtiyacımız bulunduğu gibi girdilere dair kararlar; üretim süreçlerinde hangi teknolojilerin kullanılacağı, stok ve üretim kapasitesi ve üretim hızının ne kadar olacağı vb. süreç kararları; ne kadar ürün nihai depolanabilir, nasıl ve kaç araçlar dağıtılır vb. dağıtım kararlarının toplamından oluşmaktadır.
• İşlemsel Kararlar : Yönetim ve planlama düzeylerinde kısa vadeli ve detaylara ait alınması gereken kararlardır. Kim veya hangi makine nerede görevlendirilecek? Öncelikli işler nelerdir? gibi kararlardır.

• Rekabet Edebilirlik : İşletmenin belirli bir Pazar ortamında ürün veya hizmetlerini rakiplerine nazaran sunma ve satabilme yeteneğidir.
• Rekabet Avantajı : Bir işletmenin rakiplerine göre müşterilerinin memnuniyetini daha çok sağlama ve bu bağlamda fiyat ve kalite dengesi, çeşitliliği, esnekliği, yenilikçiliği, teslimat performansı gibi avantajlarıyla ürün ve hizmetlerine daha çok değer kazandırmasıdır.
• Stratejik Rekabet Avantajı : İşletmenin gelecek ömründe, uzun vadelerde işletmenin sağlayacağı kazanımlardır.

13.10.2012 AELEREN 36
• Maliyet/Kârlılık/Fiyat • Kalite, Kalite Güvencesi, TKY • Ürün ve Hizmetin Tamamlama Süresi • Ürün ve Hizmet Çeşitliliği • Teslimat Performansı • Verimlilik, Etkinlik, Etkililik ve Performans • Esneklik (Değişen şartlara uyum sağlama) • Teknoloji ve Yenilikçilik • Esnek ve Nitelikli İşgücü • Talebi İzleyebilme kabiliyeti • Entegre olmuş bir tedarik zinciri ve lojistik yönetimine sahip
olmak • İşletme Dışı Faktörler (Küreselleşme, devletin ekonomik ve
siyasal gücü, toplum, altyapı, vergiler, lojistik sistemlerinin düzeyi, yan sanayi,vb.)

• İşletmelerin rekabetçi konumlarını sürdürebilmeleri, ürün ve hizmetlerinin müşteri beklentilerini karşılayabilmesi sağlayabilmesi için tedarikçiler, üreticiler ve dağıtım kanallarından oluşan tedarik zincirinin her unsurunda ürün ve hizmetlere gereken değerin kazandırılmasıdır.

• Genel Amaçlı Makineler : Çok çeşitli temel fonksiyonları gerçekleştirebilen makinelerdir.
• Özel Amaçlı Makineler : Sadece belirli üretim faaliyetlerinde kullanılabilen ve sınırlı sayıda fonksiyona sahip makinelerdir.
olarak iki grupta değerlendirilebilir.

• Bir veya daha fazla girdiyi dönüştürmek suretiyle bu girdi veya girdilere değer katan ve dış/iç müşteriler için bir veya daha fazla çıktı sağlayan faaliyet(ler) grubudur. Başka bir tanımla, başlangıcı ve sonu belli olan ve ortak bir amaç(lar)a uygun yürütülen işlemler topluluğudur.
• Süreçler ana ve alt süreçler olarak sınıflandırılabilir.
• Süreç Planlama : Ürün ve hizmetlerin nasıl üretileceğini belirlemektir. Hangi parçaların işletme içerisinde ve hangi parçaların dışarıdan tedarikle karşılanacağı, kullanılacak makine ve ekipmanların belirlenmesi, üretim ve teslim için spesifikasyonların belirlenmesidir(Russel ve Taylor, 2003).
• Süreç Tasarımı : Girdileri en ekonomik şekilde çıktılara dönüştürülmesi için gerekli işlemler, iş sıraları ve kullanılan makine ve teknolojilerin belirlenmesidir(Doğan,2006).

13.10.2012 AELEREN 41
“Belirli bir girdisi, süreci ve çıktısı olan, içten ve dıştan bazı faktörlerin etkilediği mekanizmaya sistem denilir.”
“ önceden tespit edilmiş bir amaca ulaşabilmek için tasarlanan ve birbirleriyle bağlantılı ya da bağımsız birimler ile belirli bir düzen veya plana göre organize ya da karmaşık bir bütün meydana getiren parçalardır”
şeklinde tanımlanmaktadır. Sistem, ana sistem ve onu oluşturan alt sistemlerden
oluşmaktadır. Ayrıca açık ve kapalı sistemlerden bahsedilebilir.

13.10.2012 AELEREN 42
* Ana ve alt sistemler
* açık ve kapalı sistemler
* doğal sistemler ve insan yapısı
sistemler
* statik ve dinamik sistemler
* uyarlı ve uyarsız sistemler
* genel sistemler, alt sistemler
* gerçek ve kavramsal sistemler

13.10.2012 AELEREN 43
Verimlilik, bir işletmede bir dönem boyunca girdi kalemleri olan işgücü, sermaye, teknoloji, ..vb değerler kullanılarak dönem sonunda tüm katma değer toplamı (çıktı) elde etme düzeyidir.
v = Output / Input

13.10.2012 AELEREN 44

13.10.2012 AELEREN 45
Son dönem Üretim Düzeyi- İlk Dönem Üretim Düzeyi
Üretkenlik Artışı:
İlk Dönem Üretim Düzeyi
İşletmede üretkenlik, üretim faktörlerini en uygun biçimde kullanarak gerçekleştirilen fiziki üretim düzeyi anlamında kullanılır.

13.10.2012 AELEREN 46
Standart Miktar
yeterlilik=
Gerçek Miktar
Önceden belirlenmiş standart üretim miktarının, uygulamayla oluşan gerçek üretim miktarına bölünmesiyle elde orana denir.

13.10.2012 AELEREN 47
Kârlılık, Bir dönem boyunca toplam gelirlerin toplam
giderler farkına denir. Birim Kârlılık ise bir dönem boyunca bir ürüne düşen
ortalama kar değeridir. Br.Kar = Toplam Dönemlik Kar / Toplam Dönemlik Üretim (ı) = Birim Fiyat – Birim Maliyet (II)

13.10.2012 AELEREN 48
Belli bir dönemde belli bir iş veya işlemler bütününde (süreç) istenen çıktının elde edilmesinde kullanılan girdilerin (kaynakların) kullanım düzeyini gösterir.
Etkinliğin artması demek kaynakların en az ve yerinde kullanılması, israf edilmemesini gösterir.

13.10.2012 AELEREN 49
İşletmedeki değişik tür ve faaliyetler ya da işler denetlenirken veya kâr amacından çok hizmet amaçlı faaliyetlerin verimliliği araştırılırken etkinlik kavramından yararlanılır. Örneğin, işletmedeki makineler rasyonel bir sırayla birbirini bütünleyecek bir şekilde dizilmişse, o işletmedeki aksamalar ve boş geçen zaman büyük ölçüde azalmış olacak, işletmenin etkinliği artacaktır.

13.10.2012 AELEREN 50
Etkililik, uygulanan yöntem, program, model, strateji vb. uygulamaların amaca ulaşma, hedefleri tutturma derecesidir.
Parasal ve parasal olmayan tüm hedeflere belirli kaynaklarla ulaşma düzeyi.

13.10.2012 AELEREN 51
• Bir isi yapan bireyin, bir grubun ya da bir teşebbüsün o isle amaçlanan hedefe yönelik olarak nereye varabildiği, başka bir deyişle neyi sağlayabildiğinin nicel ve nitel tanımlama kabiliyetine performans denir.
• Performans genel anlamda amaçlı ve planlanmış bir etkinlik sonucunda elde edileni nicel ya da nitel olarak belirleyen bir kavramdır. Bu sonuç mutlak ya da göreli olarak açıklanabilir. Örneğin bir atletin sıralamadaki yeri; bir üretim sisteminde üretimin planlanan üretime oranı gibi.
• Performans, isletmeler için birey, grup, toplum veya nitel açılardan ulaşma derecesinin bir ölçüsü olduğunu belirtmekte, konuya genel anlamda sonuç/hedef bağıntısıyla bakmanın olası olduğunu vurgulamaktadır.

13.10.2012 AELEREN 52
Bir ya da birden fazla alternatif yatırımın yapılmadan önce teknik, ekonomik her türlü riskli yönleriyle kârlılık düzeylerini belirlemeye çalışan; pazar analizi, teknik analiz, finansal analiz ile risk ve kârlılık türü analizlerin yapıldığı, süre ve bütçesi kısıtlı proje çalışmalarıdır.

13.10.2012 AELEREN 53
“tüketicinin memnuniyet düzeyidir”
“ürün veya hizmetin tüketici zevk ve tercihlerini belli bir maliyet düzeyinde karşılama kabiliyetidir”
“bir mal ve hizmetin belirli ihtiyaçları karşılama yeteneklerini ortaya koyan karakteristikler toplamıdır.”
“teknik özellikler ve fiyat olarak aynı kategoriye alınabilecek benzer ürünlerin üzerinde taşıdıkları standartlar bütünüdür”

13.10.2012 AELEREN 54
• Ürün performansı,
• Spesifikasyonlara, standartlara uygunluk,
• Güvenirlilik,
• Dayanıklılık,
• Hizmet görürlük,
• Estetik,
• İtibar,
• Diğer çekici unsurlar,vb.

13.10.2012 AELEREN 55
• Tasarım kalitesi,
• Uygunluk kalitesi,
• Kullanım kalitesi,
• Dağıtım Kalitesi,
• İlişki Kalitesi,

13.10.2012 AELEREN 56
Ürün ve hizmetlerde kalitenin korunması, sürekliliği ve müşteri memnuniyetinin en ekonomik düzeyde devamı için uygulanan işlemler toplamına denir.
Teknik anlamıyla tasarım, üretim, taşıma vb. boyutlara dayalı hataları taşıyan ürünlerin en az maliyet ve sürede belirlenmesini amaçlayan işlemlerdir.

13.10.2012 AELEREN 57
İnsana saygı temelinde iç ve dış müşteri memnuniyetini, sosyal sorumluluğu savunan; sürekli iyileşmeyi, yönetsel liderliği, takım çalışmasını, istatistiksel düşünmeyi, süreç odaklılığı öne çıkaran çoğulcu ve katılımcı bir yönetim şeklidir.

13.10.2012 AELEREN 58
Belirli bir faaliyetle ilgili olarak ekonomik fayda sağlamak üzere bütün ilgili tarafların (paydaşların) yardımı ve işbirliği ile belirli kurallar koyma ve bu kuralları uygulama işlemidir.
Sunulan ürün ve hizmetlerin her defasında aynı kalite düzeyinde olması, standardizasyonla mümkündür.

13.10.2012 AELEREN 59
Bir işin standartlara uygun şekilde nasıl yapılacağını belirten emirler bütünüdür.
• Tüketiciyi korur, güven verir,
• Süre,kayıplar ve maliyetleri azaltmak, kaliteyi sürekli ve belirli düzeyde kılmak,
• Kaynak kullanım etkinliğini artırır,
• Kredibiliteyi artırır,
• İSİG uygulamalarını yaygınlaştırır, kazaları azaltır,
• Dayanıklı tüketim mallarında değiştirilebilirlik, basitlik sayesinde kolay montaj-tamir ve bakım sağlar,
• İşbölümü, uzmanlaşma ve iş doyumunu artırır, çalışma yaşamı kalitesini artırır.

13.10.2012 AELEREN 60
CE (Conformite European) Bir ürünün belirlenen sağlık, güvenlik, çevre ve tüketicilerin korunması gereklerine uygunluğu gösteren bir işarettir. Tüm AB üye ülkeler içersinde teknik düzenleme farklılıklarını ve buna dayalı ticari engelleri kaldırmak için düşünülmüştür. Bir ürünün üye ülkelere girişinde ürüne bir tür pasaport görevi sunmaktadır ve üretici sorumludur.

13.10.2012 AELEREN 61
(Quality Function Deployment-QFD): İlk kez 1966 yılında Yoji Akao tarafından Japonya’da ortaya atılan ve ilk olarak 1972 yılında Mitsubishi’nin Kobe’deki Gemi Tersanelerinde uygulanan bir yönetim metodudur.
Müşterilerin beklentilerinin, isteklerinin ve algılayamadıkları ihtiyaçlarının belirlenmesini; tespit edilen bu beklenti, istek ve ihtiyaçların örgütün bütün fonksiyonel bileşenlerindeki ürün ya da hizmet karakteristiklerine dönüştürülmesini sağlayan ve fonksiyonlar arası bir takım tarafından yürütülen bir ürün ve hizmet geliştirme yöntemidir. Tasarım kalitesini, ürün daha tasarım aşamasındayken güvence altına almayı amaçlar.

13.10.2012 AELEREN 62
1980’li yıllarda Motorola firması tarafından Japon kalite fikirleri ve sistemlerinin süreçlerde uygulanması amacıyla geliştirilmiştir. Milyonda 3.4 den daha az hata oranı ile ürün ve süreçlerdeki değişkenliği azaltarak, müşteri ihtiyaçlarını kusursuza yakın karşılama hedefini güden, veri ve istatistik temelli bir yöntemdir. Bir başka deyişle; sıfır hata stratejisinin ulaşılabilir bir hedef olarak yaşama geçirilebilmesinde yararlanılan bir istatistiksel yönetim (kontrol) düzeneğidir.

13.10.2012 AELEREN 63
(Distribution Resource Planning - DRP) Bitmiş ürünün son kullanıcıya/pazara dağıtımını planlayarak envanterin dağıtımında optimizasyon sağlamaya çalışan bir sistemdir. Dağıtım şebekesinin her düzeyini, ürün yapı ağacının bir düzeyi olarak düşünmek suretiyle dağıtımın planlanmasında malzeme ihtiyaç planlaması mantığından yararlanır.

13.10.2012 AELEREN 64
(Product Life Cycle Management - PLM) Bir ürün ya da hizmetin fikir olarak ortaya çıkmasından itibaren planlanması, geliştirilmesi, üretilmesi, pazara sunulması, satış sonrası destek hizmetlerinin yönetilmesi gibi ürünün tüm ömrü boyunca geçtiği her aşamanın yönetilmesini kapsayan bir süreçtir.

13.10.2012 AELEREN 65
• Kısıt : Bir sistemin amacı doğrultusunda göstereceği daha yüksek performansa ulaşmasını önleyen engel olarak tanımlanabilir (makine kapasitesi vb. fiziksel kısıtlar ile politika, esnek olmayan çalışma kuralları, yetersiz yönetim biçimleri ve işgören, prosedürler gibi fiziksel olmayan kısıtlar).
• Darboğaz : Kendisinden talep edilen miktardan daha az kapasiteye sahip olan kaynaktır. Darboğaz sistemin kazancını sınırlayan bir kısıttır. Sürekli çalışsa bile önünde işlenmemiş parçaların biriktiği bir tezgah, tüm üretim sürecini sınırlayan ve yavaşlatan bir darboğazdır.

13.10.2012 AELEREN 66
• Üretim Parti Büyüklüğü : Bir makinenin belli bir sipariş işlemek üzere hazırlanmasından sonra, o makine üzerinde işlem gören parti büyüklüğüne denir.
• Transfer Parti Büyüklüğü : Bir makinede işlem gören bir partinin tamamının üretimini beklemektense, işlemi tamamlanan kısmının küçük partiler halinde sonraki işlem göreceği makineye aktarıldığı parti büyüklüğüne denir.

13.10.2012 AELEREN 67
Belirli bir sistemin modelini kurarak, bu model üzerinde denemeler yapma imkanı tanıyan deneysel problem çözme tekniklerinden biridir. Simülasyonda, optimizasyon modellerinde olduğu gibi doğrudan sonuca ulaşılmaz. Amaç; verilen koşullar altında bir sitemin karakteristiklerini araştırmak, çeşitli seçenekleri değerlendirmek ve/veya bir şeyin olabilirliğini ölçmektir.

13.10.2012 AELEREN 68
• Planlama, geleceğe dönük davranış biçimleri içersinde amaca ulaşmak için mevcut alternatiflerin değerlendirilmesi ve seçimi sürecidir.
• Planlama sürecinde sistematik olarak bir problemin sınırları ile ilgili faktörler belirlenirken geleceğe dönük teşhisler koyularak çözüme ulaşılmaya çalışılır.

13.10.2012 AELEREN 69
• Planlama, önceden belirlenmiş amaçları gerçekleştirmek için yapılması gereken işlerin saptanması ve izlenecek yolların seçilmesidir. Planlama, geleceğe bakma ve olası seçenekleri saptama sürecidir yani geleceği düşünmedir. Özetle planlama, bir eylemle ilgili tüm etkinliklerin önceden hazırlanması sürecidir. Bu tanımlarda planlamayla ilgili olarak dikkat çeken ortak nokta, planlamanın geleceği bugünden görme ve kontrol etme aracı olmasıdır. Planlamayı ekonomik anlamda bir kaynak dağıtım mekanizması olarak da görmek mümkündür. Bu açıdan baktığımızda, planlama sınırsız ihtiyaçlar ile sınırlı kaynaklar arasında bir dengeyi sağlama mekanizmasıdır. Geleceği yönetme ve kaynakları dağıtma aracı olan planlama neyin yapılacağının, nasıl yapılacağının, ne zaman harekete geçileceğinin, bütün bu çalışmalarda kimlerin sorumlu olacağının belirlenmesi ve saptanması sürecidir.
13.10.2012 AELEREN 70
Müşteri iç ve dış müşteri olarak ikiye ayrılmaktadır :
• İç müşteri, üretim süreci içersinde üretilen ara ürünleri bir sonraki işlemlerde girdi olarak kullanacak işletme içi departman veya kişilerdir.
• Dış müşteri, üretilen nihai ürünleri direkt veya endirekt alan kişi veya kurumlardır.

13.10.2012 AELEREN 71
1. BÖLÜM SORULARI
• Üretim, üretim yönetimi kavramlarını tanımlayınız. • Bir işletmenin hayat seyrini sınıflandırarak (sırayla) yazınız. • Aşağıdaki kavramları tanımlayınız?
– Fizibilite Etüdü,Projelendirme,Termin Planı,.. – Verimlilik, Etkinlik, Etkililik, Performans,...
• Arz-Talep eğrisini açıklayınız. • Üretim maliyetleri eğrisini açıklayınız. • Üretim yönetimini sınıflandırınız. • Üretim yönetiminin fonksiyonları nelerdir, sınıflandırarak yazınız. • Dünyada ekonomik gelişmeleri sınıflandırarak yazınız. • Üretim Yönetimi ile ilgili kronolojik gelişmeleri tarihi sırasıyla ve
sınıflandırarak yazınız.

13.10.2012 AELEREN 72
II. ÜRETİM SİSTEMLERİ VE SİSTEM YAKLAŞIMI

13.10.2012 AELEREN 73
“Belirli bir girdisi, süreci ve çıktısı olan, içten ve dıştan bazı faktörlerin etkilediği mekanizmaya sistem denilir.”
Sistem, ana sistem ve onu oluşturan alt sistemlerden oluşmaktadır. Ayrıca açık ve kapalı sistemlerden bahsedilebilir.

13.10.2012 AELEREN 74
“önceden tespit edilmiş bir amaca ulaşabilmek için tasarlanan ve birbirleriyle bağlantılı ya da bağımsız birimler ile belirli bir düzen veya plana göre organize ya da karmaşık bir bütün meydana getiren parçalardır”
s i s t e m
Sistemlerin başlıca özellikleri şunlardır;
- sistem bir bütündür.
- bir sistem bir çok alt sistemden meydana gelebilir.
- her sistem bir sistemler çerçevesinde bulunur.
- sistemi oluşturan alt sistemler arasında karışık bir yapı bulunmakta olup, alt sistemler birbirlerine bağlı olarak değişebilir ve birbirlerini etkiler.
- bir sistemin kesin olarak sınırlarını belirlemek imkansızdır, bu sınırlar alt sistemlerle ilgili olup, sürekli bir değişkenlik halindedir.
- sistemin sinerji etkisi vardır.

13.10.2012 AELEREN 75
* açık ve kapalı sistemler
* doğal sistemler ve insan yapısı
sistemler
* statik ve dinamik sistemler
* uyarlı ve uyarsız sistemler
* genel sistemler, alt sistemler
* gerçek ve kavramsal sistemler

13.10.2012 AELEREN 76
Bir sistemi oluşturan alt öğelere alt sistem denir. Örneğin; • YÖK Milli Eğitim Sisteminin bir alt sistemidir. • AKÜ YÖK’ün bir alt sistemidir. • Fakülteler AKÜ’nün bir alt sistemidir. • İİBF fakültelerin bir alt sistemidir. • İşletme Bölümü İİBF’nin bir alt sistemidir. • İşletme 3 NÖ/İÖ sınıfları İşletmenin bir alt sistemidir • ……….

13.10.2012 AELEREN 77
İşgücü, malzeme, bilgi, enerji, sermaye gibi üretim faktörlerine dayalı girdilerin belirli bir dönüştürme sürecinden geçirilerek mal veya hizmetlerin üretildiği bir sistemdir.

13.10.2012 AELEREN 78
hammadde Yarı işlenmiş
madde
Üretim
(mal-hizmet) Lojistik,Depolama
M
ü
ş
t
e
r
i
Tedarik Süreci Üretim Süreci Dağıtım Süreci

13.10.2012 AELEREN 79
• Faaliyet konusu
• Ürün çeşitliliği
• Ürün, teknoloji ve işgücü yapısı
• Talepteki değişimler
• Pazardaki değişimler
• Değişken rekabet koşulları
• Rakiplerin konumları
• Miktar, kalite ve maliyet unsurları

13.10.2012 AELEREN 80
Üretim sitemleri geleneksel ve modern üretim sistemleri olarak ikiye ayrılmaktadır

13.10.2012 AELEREN 81
• Üretim yöntemlerine göre
• Ürün cinsine göre
• Üretim miktarı veya akışına göre

13.10.2012 AELEREN 82
• Birincil Üretim
• Analitik Üretim
• Sentetik Üretim
• Fabrikasyon Üretim
• Montaj Üretim

13.10.2012 AELEREN 83
• Demir-çelik üretimi
• Kömür üretimi
• Çelik eşya üretimi
• Elektronik eşya üretimi
• Ahşap ürün üretimi
• Tekstil üretimi

13.10.2012 AELEREN 84
• Siparişe Göre Üretim (job shop-atelye tipi-Parça Tipi :küçük
miktar ve çok çeşit, büyük makine, kazan vb.)
• Parti Tipi Üretim (batch- büyük miktar)
• Sürekli Üretim (Kitle Üretimi,Ürüne Göre Üretim: a) Miktar(Kesikli Seri Üretim-Bağımsız Parçalar) b) Akış Tipi
(Kesiksiz seri üretim- Petrol Rafinesi,Gıda,Çimento)
• Karma Üretim ( Sipariş + seri üretim)
• Proje Tipi Üretim ( Gemi,uçak,bina vb. inşaat sektörü)

13.10.2012 AELEREN 85
Müşterilerin özel şartlarına uygun olarak, istenilen özellikte mal ya da hizmet üretmek demektir.
ÖZELLİKLERİ
- Düzensiz bir talep olması,
- genel amaçlı makinaların kullanılması,
- az miktarda çok çeşitli mamul üretimi,
- partiler halinde girdi ve çıktı,
- bölümlere ayırmanın olması,
- kaliteli üretim ve kalifiye işgücü bulunması,
- yüksek miktarda ara stokları, düşük miktarda mamul stokları...
değişik tür ve nitelikte olan mamuller partiler halinde üretilmektedir.

13.10.2012 AELEREN 86
Unsur Sipariş Üzerine Üretim Seri Üretim
Üretim Miktarı Az Çok
Makine ve Teçhizat Genel Amaçlı Özel Amaçlı
Yerleştirme Düzeni İşe Göre Yerleştirme Ürüne Göre Yerleştirme
İşyükü Dengesi Dengesiz Dengeli
İşçilik Kalifiye İşçi Vasıfsız İşçi
İş Hazırlama Sürekli, yoğun Bir defa, ayrıntılı
Hammadde, yarı ürün stokları Fazla Az
Ürün Stokları Yok Fazla
Taşıma Sistemi Genel Amaçlı (vinç) Taşıyıcı bant sistemi
Tamir-bakım Üretim aksamaz Aksamaması İçin Koruyucu Bakım

13.10.2012 AELEREN 87
Mevcut makine ve tesislerin sadece belirli bir mamule tahsis edilmesi ile yapılan üretimdir.
Kütle üretiminde bir mamulden çok büyük miktarlarda ve uzun süre üretim yapılmaktadır.
- az çeşitli, çok sayıda mamul,
- düzenli talep,
- süreklilik,
- serilik,
- bölümlere ayırmak,
- özel amaçlı makinalar kullanmak,
- işlemlerarası taşıma,
-yarı yetenekli işgücü,
- yüksek mamul stokları, düşük ara stokları
Özellikleri:

13.10.2012 AELEREN 88
1 2 3 4 5 6 7
Pres Freze Isıtma Taşlama Boyama Muayene Paketleme
1 2 3 4 5 6 7
Döküm Taşlama Frezleme Matkap Lehimleme Boyama Muayene Paketleme
Hammadde
Girişi
Mamul
Deposu
Seri Üretime Göre Fabrika Düzenlemesi

• Sipariş ile seri üretim özelliklerini birlikte barındırır. Büyük miktarlarda alınan siparişlere dayalı olduğu için temelde siparişe dayalı üretim sistemi içerisinde yer almakla beraber, büyük miktarda siparişlerin uzun sürelerde hazırlanması gerekeceğinden düzenli ve seri üretime benzemektedir.

13.10.2012 AELEREN 90
Sürekli üretim ve sipariş üzerine
üretimin karışmasından meydana gelir.
Piyasa talebine göre sürekli üretim ön
planda tutulur ancak müşterilerin
isteklerine göre de sipariş üzerine üretim
yapılır...
Üretim sistemi bir tek mamule
göre üretim yapabilecek şekilde
düzenlenmiştir.

13.10.2012 AELEREN 91
Proje tipi üretimde
üzerinde çalışılan proje
tamamlandığında üretim
sona ermektedir.

13.10.2012 AELEREN 92
Geleneksel (temel) üretim sistemlerinden ayrı değildirler. Aksine geleneksel üretim sistemlerinin eksikliklerini tamamlamak ve mükemmelleştirmek için geliştirilmişlerdir.

13.10.2012 AELEREN 93
• Tam Zamanında Üretim Sistemi (JIT) (*) • Esnek Üretim Sistemi (FMS) • Kişiye Özel Üretim (Siparişe Dayalı Seri Üretim - Mass Customization) • Tepkisel Üretim (RM) • Çevik Üretim (AMP) • Optimal Üretim (OPT) (*) • Eş Zamanlı Üretim Sistemi (SPS) (Eş Zamanlı Mühendislik) • Yalın Üretim Sistemi (LP) • Hücresel Üretim Sistemi • Grup Teknolojisi • Bilgisayar Destekli Üretim Sistemleri (CAPP(*) ,CAD, CAM, CIM ) • Modüler Üretim (*) Yönetim Teknolojileri, diğerleri üretim teknolojileridir.

13.10.2012 AELEREN 94
• Bilgisayar Destekli Mühendislik • Bilgisayar Destekli Süreç Planlaması • Malzeme İhtiyaç Planlaması (MRP) • İmalat Kaynak Planlaması (MRPII) • Kurumsal Kaynak Planlaması (ERP) • Otomatik Depolama Sistemi • Otomatik Kontrol ve İnceleme Sistemi • Otomatik Yönlendirilmiş Taşıma Sistemi • Robotlar, robot sistemler • Sürekli Geliştirme Programı • Toplam Kalite Yönetimi • Toplam Verimli Bakım

13.10.2012 AELEREN 95
• Tasarım ve analiz yeteneğini geliştirmesi, • Proje maliyetlerinin ve mühendislik sürelerinin azalması, • Parça programlama zamanının azalması, • Müşteri taleplerinin daha hızlı karşılanması, • Parça başına maliyetlerde azalma, • Ürün kalitesinin artırılması, • Bakım maliyetlerinde azalma, • Fabrika içi kullanım alanında azalma, • Pazar payında artış, • Daha etkin üretim süreci planlaması, • Daha etkin kontrol ve denetim, • Müşteri hizmetlerinin geliştirilmesi, • İşgücünün daha yoğun katılımının sağlanması, • Alt sistemlerin daha etkin entegrasyonu ve uyumu, • Daha hızlı ve doğru bilgi akışının sağlanması, • Rekabet gücünde artış sağlanmasıdır.

13.10.2012 AELEREN 96
2. BÖLÜM SORULARI • Sistem nedir? Örneklerle açıklayınız. • Yönetimde sistem yaklaşımını açıklayınız. • Üretim sistemini tanımlayınız ve sınıflandırınız. • Modern üretim sistemlerini yazınız. • Modern üretim sistemlerine geçişi zorunlu kılan şartlar nelerdir? • Modern üretim sistemlerinin işletmelere sağladığı faydaları küresel
rekabetteki gelişmeler odaklı değerlendiriniz. • Modern üretim sistemlerinin kronolojik gelişimini sıralayınız. • ….. sistemini anlatınız. • …. sitemi ile ….. sistemi arasındaki farklar/benzerlikler nelerdir? • Hangi modern üretim sistemleri seri üretimin devamı olabilir? • Hangi modern üretim sistemleri siparişe dayalı üretimin devamı olabilir? • Türkiye’de modern üretim sistemlerinin gelişmesi için hangi şartlar sağlanması
gerekir?

13.10.2012 AELEREN 97
III.ÜRETİM İŞLETMELERİNDE STRATEJİK YÖNETİM VE STRATEJİLER

13.10.2012 AELEREN 98
Planlama
Gelecekteki belirli bir dönemdeki faaliyetleri geçmiş verilere dayalı belirleme sanatına planlama denir.
Planlama yapıldıkları dönemsel büyüklüklere (vade) göre ve uygulandıkları işletme fonksiyonlarına (türlere) göre olmak üzere iki şekilde sınıflandırılabilir.

13.10.2012 AELEREN 99
Vadelerine Göre Planlar
Planlar vadelerine göre ;
• Kısa Vadeli Planlar : En fazla bir yıl ve altı dönemi kapsayan planlardır
• Orta Vadeli Planlar : 2-3 yıllık planlardır.
• Uzun Vadeli Planlar: 4-6 yıllık olanlardır.
• Çok Uzun Vadeli Planlar : 10 yıla kadar planlardır.
• Stratejik Planlar : 10 yıl üzeri çok daha uzun vadeli planlardır.

13.10.2012 AELEREN 100
Türlerine Göre Planlar
Planlar türlerine göre ;
• Üretim Planları
• Finansal Planlar
• İşgücü Planları
• Pazarlama Planları
• Tedarik ve Dağıtım (Lojistik) Planlarıdır

13.10.2012 AELEREN 101
Stratejik Planlar
İşletmelerin uzun vadeli hedeflerini yakalamak için uygulamayı düşündükleri yol, yöntemler ve politikalar bütünüdür.
Stratejiler belirlenirken vizyon, misyon belirlenmeli, iç-dış analizler(SWOT) yapılmalıdır.

13.10.2012 AELEREN 102
İşletme Stratejileri
– Müşteri Odaklı Str.
– Ürün Odaklı Str.
– Zaman Odaklı Str.
– Maliyet Odaklı Str.
– Kalite Odaklı Str.
– Teknoloji Odaklı Str.
– Verimlilik Odaklı Str.
– Saldırgan Str.
– Ortaklaşa Rekabet Str.
– Pazar Odaklı Str.
– Farklılaşma Odaklı St.
– Çeşit Esnekliği Str.
– Miktar Esnekliği Str.
– Sabit Üretim Hızı Str.
– Sabit Kapasite Str.
– Sektörde Liderlik Str.
– Gölge Rekabet Str.
– Yenilikçi Str.
– Rightsizing Str.
– Downsizing Str.

13.10.2012 AELEREN 103
İşletmelerde Stratejik Rekabet Avantajı Faktörleri
• Düşük Maliyet/Fiyat • Kalite, Kalite Güvencesi, TKY • Teslim Süresi ve Zamanlama • Çeşitlilik • Esneklik • Çeviklik • Verimlilik • Teknoloji ve Yenilikçilik (Özellikle Ar-Ge ve tasarım avantajı) • Esnek ve Nitelikli İşgücü • Modern Üretim Sistemi ve Gelişmiş Teknolojiler • İşletme Dışı Faktörler (Devletin ekonomik ve siyasal gücü, altyapı, vergiler,
lojistik sistemlerinin düzeyi, yan sanayi,vb.) • Sürekli avantaj sağlayan faktörler (Örn. En uygun seçilmiş kuruluş yeri) • Entegre olmuş bir tedarik zinciri ve lojistik yönetimine sahip olmak

13.10.2012 AELEREN 104
Düşük Maliyet /Fiyat
• Ürünlerin yeniden tasarlanması,
• Ürün ve üretim teknolojilerinin yenilenmesi veya geliştirilmesi,
• Üretim hacminin artırılması,
• Fire ve kayıpların azaltılması,
• Daha ucuz girdi kaynklarının bulunması,
• Kalitesizliğin önlenmesi,
• Verimlilik, etkinlik ve performans geliştirme,
• Minimum stokla çalışma,
• Optimal kuruluş yeri seçimi,
• Optimal yerleşim düzeninin sağlanması ve minimum taşıma maliyeti ve süresi,

13.10.2012 AELEREN 105
Kalite
• Ürün ve üretim teknolojilerinin yenilenmesi veya geliştirilmesi,
• Kalitesizliğin önlenmesi ve proaktif yaklaşımlar,
• İstatistiksel Kalite Kontrol yöntemlerinin uygulanması,
• Teknoloji bakımı,
• TKY, ISO 9000, HACCYP vb. belgelerin alınması ve uygulanması,
• Tedarikten son müşteriye kadar tüm girdi ve süreçlerin denetlenmesi,
• İşgücü eğitimi ve iş geliştirme,
• Tedarik girdilerinin denetlenmesi,
• Kalite odaklı süreç geliştirme / iyileştirme.

13.10.2012 AELEREN 106
Teslim Süresi ve Zamanlama
• Etkin ve başarılı üretim planlama, • Zamana dayalı süreçlerin geliştirilmesi, • Tüm üretim süreçlerinde hız ve performansın artırılması, • Tedarikçilerle anlaşma ve süre, miktar ve kalite gibi
faktörlere dayalı müeyyideler, • Teknolojinin yenilenmesi ve otomasyon, • Yönetim bilgi sistemlerinin geliştirilmesi, • Lojistik ağı ve araçlarında hızın artırılması • Modern üretim sistemleri (Çevik Üret.,JIT) • Teslim tarihlerinin gerçekçi belirlenmesi, • İşçi sağlığı ve iş güvenliği önlemlerinin alınması, kaza ve
iş hastalıklarının önlenmesi.

13.10.2012 AELEREN 107
Çeşitlilik
• Pazar araştırmalarının güncellenerek ürün gamının yenilenmesi,
• Etkin ve başarılı bir ürün yönetimi,
• Ürün teknolojilerinin takibi ve yenilenmesi,
• Ar-Ge çalışmaları,

13.10.2012 AELEREN 108
Esneklik
• Çeşit esnekliğinin sağlanması, • Miktar esnekliğinin sağlanması, • İşletme içi yerleşim düzeninde esneklik, • Teknoloji ve işgücünde esneklik, • Kapasitede esneklik, • Yönetim bilgi sistemlerinin yenilenmesi ve otomasyon, • Modern üretim sistemleri (FMS, JIT, ..) • Üretimde bilgi ve teknoloji tabanlı iyileşme, • Nitelikli ve eğitimli işgücünün artırılması.

13.10.2012 AELEREN 109
Yenilikçilik (İnovasyon)
• Pazar araştırmaları ve pazarda yeni gelişmelerin takip edilmesi,
• Teknolojilerin yenilenmesi ve geliştirilmesi (Ar-Ge),
• İşgücünün ve yönetim sisteminin geliştirilmesi,
• Yeni fikirlere önem verilmesi,
• İşletmede daha fazla ifade özgürlüğü ve demokratik ortamın sağlanması,
• Örgüt kültürünün geliştirilmesi (yenilenmesi),
• İşletme strateji(misyon,vizyon) ve politikalarında yenilik,

13.10.2012 AELEREN 110
Üretim Stratejisi
• Eğer işletmenin farklı departmanları farklı hedefler için çalışıyorlarsa bölümsel anlamda bir israf söz konusudur.
• Üst yönetim işletmedeki tüm çalışanları ortak hedefler etrafında birleştirme sorumluluğunu taşımaktadır.
• Şirket stratejisi işletmenin genel hedeflerini ve amaçlarını nasıl başaracağını ortaya koyar.

13.10.2012 AELEREN 111
Üretim Stratejisi
Stratejik planlamaya bağlı olarak yöneticiler işletme için yön çizerler.

13.10.2012 AELEREN 112
Üretim Stratejisi
Şirket stratejisinin oluşturulmasıyla eş zamanlı olarak , her fonksiyonel bölüm kendi fonksiyonel stratejilerini oluşturur.

13.10.2012 AELEREN 113
Üretim Stratejisi
• İşletmedeki her bir bölümün fonksiyonel stratejileri bulunmaktadır.
• Fonksiyonel stratejiler her bir bölümün şirketin genel stratejisinin ve amaçlarının başarılabilmesi için kendilerine ait stratejileri detaylandırır.

13.10.2012 AELEREN 114
Üretim Stratejisi
• Operasyonel strateji ise şirket stratejilerinin başarılabilmesi için üretim fonksiyonunun konumunu ortaya koyar.
• Üretim fonksiyonu malların üretiminden sorumludur.
• Buna bağlı olarak işletme stratejilerinin başarılmasında önemli bir role sahiptir.

13.10.2012 AELEREN 115
Üretim Stratejisi
• Üretim fonksiyonunun işletmenin ürünleri ile ilgili şu başlıklar üzerinde önemli bir rolü bulunmaktadır.
MALİYET
KALİTE
KULLANILIRLIK

13.10.2012 AELEREN 116
AVAILABILITY
Buna bağlı olarak şirketin genel stratejisinin başarısı üzerinde üretimin güçlü ve zayıf yönlerinin çok önemli bir etkisi bulunmaktadır.

13.10.2012 AELEREN 117
Üretim Stratejisinin Geliştirilmesi
• Hangi tesislerde hangi ürünler ve ne kadar üretilebilir?
• Hangi ürünler işletme içerisinde üretilecek hangileri dışarıdan satın alınacak?
• Kaç tesise ihtiyaç var?

13.10.2012 AELEREN 118
Üretim Stratejisinin Geliştirilmesi
• Tesisler nerede bulunmalı ve kapasitesi ne olmalı?
• Ürünler üretilirken hangi süreçler gerçekleştirilecek?
• Her bir ürün ve süreç için nasıl bir esneklik gerekmektedir?

13.10.2012 AELEREN 119
Üretim Stratejisinin Geliştirilmesi
• Hangi seviyede bir teknoloji (otomasyon v.b.) kullanılacak?
• Kaynaklara sahip miyiz yoksa alınacak mı?
• Son müşteriye ürünler nasıl ulaştırılacak?

13.10.2012 AELEREN 120
Üretim Stratejisinin Geliştirilmesi
• Hangi tedarikçilerden ne kadar hammadde sağlanacak?
• Ne çeşit insan yeteneğine ihtiyaç var?
• vb.

13.10.2012 AELEREN 121
Üretim Stratejisinin Geliştirilmesi
• Üretim kararları bu konularda şirket stratejisi ile tutarlı olmalıdır
• Bu kararlar üretim müdürleri tarafından bu aşamada detaylı bir şekilde verilmelidir

13.10.2012 AELEREN 122
3. BÖLÜM SORULARI
• Plan nedir? Kaça ayrılır?
• Stratejik planlama nedir? Aşamaları nelerdir?
• Üretim işletmelerine ait stratejiler sıralayınız.
• Ana ve alt stratejiler denince ne anlıyorsunuz? İşletmeler için bildiğiniz stratejileri bu şekilde gruplandırınız.
• KOBİ’lere tavsiye edilebilen stratejiler nelerdir?
• İşletmelerde stratejik rekabet avantajı oluşturan faktörler nelerdir?
• Esneklik bir işletmede nasıl gerçekleşir?
• İşletmelerde yenilikçilik uygulamaları hakkında bilgi veriniz.
• Yenilikçilik ve esneklik bir işletme için ne tür avantajlar oluşturur?

13.10.2012 AELEREN 123
IV.ÜRÜN TASARIMI VE GELİŞTİRİLMESİ

13.10.2012 AELEREN 124
Ürün
Belirli üretim faktörlerinin belirli bir üretim sürecinden geçirilerek elde edilen katma değeri ve fonksiyonel değeri daha yüksek olması beklenilen çıktıya/faydaya ürün denir

13.10.2012 AELEREN 125
Yeni Bir Ürün ;
• Başka işletmelerce geliştirilmiş ve patenti alınmış ürünleri patent,know-how alımı veya kiralanması yoluyla,
• Ar-Ge çalışmalarıyla mevcut ürünlerimizi geliştirmek suretiyle,
• Ar-Ge çalışmalarıyla yeni bir ürün tasarlamak suretiyle üretilebilir.

13.10.2012 AELEREN 126
TANIMLAR
Patent : Bizim tarafımızdan geliştirilen teknoloji, ürün vb. değerlerin mülkiyet, buluş hakkıdır.
Lisans : Bazı yetkili kurum ve kuruluşlarca verilen üretimi yapabilme yetkisidir. Yani konuyla ilgili bilgi ve tecrübemizin yeterliliğini gösteren bir tür ehliyet belgesidir.
Know-How : Bir ürünü nasıl, nerde ve ne şekilde, hangi süreçten geçirerek, hangi metodlar kullanılarak üretileceği bilgisidir. Kısacası üretim bilgisidir.

13.10.2012 AELEREN 127
Ürün Tasarımı
Bir ürünün boyut, fonksiyon, model, şekil, renk, desen, vb. her türlü üretime dair özelliklerinin belirlenerek ilk kez oluşturulmasına ürün tasarımı denir.

13.10.2012 AELEREN 128
Ürün Geliştirme
Daha önceden tasarlanmış mevcut bir ürünün üzerinde fonksiyonel, ekonomik, şekilsel vb tüketici tercihlerine uygun ve rekabetin gereği bir şekilde tamamen veya kısmen yeniden tasarlanması veya tasarımın geliştirilmesine ürün geliştirme denir.

13.10.2012 AELEREN 129
Yeni Ürün Stratejileri
• Pazar Hedefi Stratejisi
• Teknoloji Hedefi Stratejisi
• Fonksiyonlar Arası Strateji
• Yenilikçi Stratejisi
• Sektörde Liderlik Stratejisi
• Ürün Çeşitliliğine Dayalı Stratejiler

13.10.2012 AELEREN 130
Yeni Bir Ürün Tasarım Süreci
• Yeni ürün alternatifleri araştırılır
• Değerleme
• Yeni ürün ön tasarlama
• Prototip üretimi
• Yeni ürün testleri
• Yeni ürün son tasarımı
• Deneme üretimi ve kusurların giderilmesi
• Ürün basitleştirme,standartlaştırma,kodlama
• Ön maliyet-fiyat belirleme,maliyet-fayda,
başabaş noktası analizleri
• Ambalaj,reklam,imaj ve slogan belirleme

13.10.2012 AELEREN 131
Ardışık Ürünler Hayat Seyri
Giriş Gelişme Zirve Düşüş Terk etme
Ürün-1 Ürün-2 Ürün-3

13.10.2012 AELEREN 132
Ardışık Ürünler Hayat Seyri
Birbirini izleyen yani ardışık aynı çeşit ürünlerin hangi sıklıkla takip edeceği belirlenirken temel amaç bir önceki ürün zirveden düşmeden takip eden ürünün zirveye ulaşmasıdır.
Yani ürünlerimizle pazardaki zirveden hiç inmemektir.

13.10.2012 AELEREN 133
Ürün Tasarımını Etkileyen Faktörler
• İşletme Politikaları
• Pazarlama İmkanları
• Ürün Karakteristikleri
• Ekonomik Faktörler
• Üretim İmkanları

13.10.2012 AELEREN 134
Ürün Basitleştirme
Basitleştirme, bir işletme açısından ürün çeşidinin en aza indirgenmesi ve buna ilaveten ürünlerin üzerindeki farklılıkların en az, üretim süreçlerinin karmaşık değil, daha basit hale getirilmesi, ürünler arası ortak etkileşimlerin ve benzerliklerin oluşumuna imkan verilmesidir.

13.10.2012 AELEREN 135
Ürün Standartlaştırma
Bir ürün ve onu oluşturan parçaların boyut, fonksiyon, kalite vb. özelliklerine göre ulusal ve hatta uluslar arası benzer ürünlerle ortak özellikler taşıması yani standart özelliklere kavuşması için yapılan çalışmalardır.

13.10.2012 AELEREN 136
Ürün Kodlama
Ürün sayısında çoğalma, farklılaşma vb sebeplerle ürünlerin temel özellikleri dikkate alınarak sınıflandırılması amacıyla yapılan kodlama çalışmalarıdır

13.10.2012 AELEREN 137
Ürün Ağacı
Bir ürünün ana ve alt bileşenleri şeklinde bir dallanma yöntemiyle tümdengelim mantığı çerçevesinde bileşenler bir ağaç ve dalları şeklinde gösterilir.
Ürün ağacı sonrasında ürünün girdi dağılımı ve miktarları nispi olarak gösterilir.

13.10.2012 AELEREN 138
Ürün Maliyet Ağacı (Materials Tree – Bill of Materials-BOM)
Ürün ağacı tamamlandıktan sonra ürüne ait girdi maliyetleri belirlenerek ürün ağacı üzerinde gösterilir.
Bu yöntemle hangi bileşenler % kaç maliyet ağırlığına sahip görülebilir.
13.10.2012 AELEREN 139
Ön Maliyetleme
Tasarım sonrası ürün üretilmediği halde maliyet muhasebesi işlemediği durumda ön fiyatlama yapılabilmesi için ön maliyetler belirlenmelidir.
Bu amaçla, ürünlerin ön maliyetleri ürün maliyet ağacı ve tasarım giderleriyle diğer üretim giderleri ve riskler dikkate alınmak üzere belirlenir.
Ayrıca benzer ürünlerin işletme içi ve dışı örneklerini maliyetleriyle de kıyaslama yapılarak maliyet dengelemesine gidilebilir.

13.10.2012 AELEREN 140
Ön Fiyatlama
Ön maliyetler belirlenmesi ve işletmenin yeni ürün hakkında ilk kar marjı politikası netleşmesi sonrasında ürünün fiyatlandırmasına gidilebilir.
Br.fiyat : ürün br.maliyeti + br.karı

13.10.2012 AELEREN 141
Maliyet-Fayda Analizi
Ürünün tasarım maliyetleri, tasarım süresi ve diğer çabalar ile üretim maliyetleri toplamı dikkate alındığında tüm girdiler başına ne kadar katma değer (fayda) oluşturacağı incelenir. Bunun yanında riskler de incelenir.
Bu kararda ürünün maliyetleri toplamı, pazarda verimli kalış süresi ve bu süredeki toplam faydası dikkate alınır.

13.10.2012 AELEREN 142
Başabaş Noktası Analizi
Ürünün piyasada kalış süresi boyunca sabit maliyetleri ne kadar erken karşıladığının incelendiği bir analizdir. Amaç Başabaş Noktasında Üretim Miktarı (Q0) ‘nın minimum olmasıdır.
Q0=(Sabit Maliyet)/(Birim Fiyat–Birim Dğ.Maliyet)

13.10.2012 AELEREN 143
Başabaş Analizi
♦ Süreç ve ekipman alternatiflerini
değerlendirmek için bir teknik
♦ Amaç: Toplam maliyetlerin toplam gelire eşit
olduğu noktayı (para ya da birim olarak)
bulmak
♦ Varsayımlar:
♦ Gelir ve maliyetler hacimle doğrusal ilişkilidir
♦ Tüm bilgiler kesinlikle bilinir
♦ Paranın zaman değeri yoktur

13.10.2012 AELEREN 144
Başabaş Analizi
♦ Sabit maliyetler: hiçbir birim üretilmese de
devam eden maliyetler: yıpranma, vergiler,
borçlar, ipotek ödemeleri
♦ Değişken maliyetler: üretilen birim hacmiyle
değişen maliyetler: emek, hammaddeler

13.10.2012 AELEREN 145
Başabaş Grafiği P
ara
bir
imi
cin
sin
den
mal
iyet
ler
Hacim (birim/zaman)
Başabaş Noktası
Toplam maliyet = Toplam Gelir
Toplam Gelir Çizgisi
Kar
Toplam Maliyet Çizgisi
Değişken maliyet
Sabit maliyet

13.10.2012 AELEREN 146
A süreci: düşük hacim, yüksek çeşitlilik
B süreci: tekrarlamalı
C süreci: yüksek hacim, az çeşit
Sabit maliyet-C süreci
Sabit maliyet-B süreci
Sabit maliyet-A süreci
A
süreci
B süreci C süreci En düşük maliyetli süreç

13.10.2012 AELEREN 147
Başabaş Analizi İle Bulunan Yanlış Sürecin Maliyeti
Değişken
maliyet
Değişken
maliyet
Değişken
maliyet
Sabit maliyet Sabit maliyet Sabit maliyet
Düşük hacim
yüksek çeşitlilikli
süreç
Tekrarlamalı süreç Yüksek hacim az
çeşitlilikli süreç
Hacim
Düşük hacim yüksek çeşit için
toplam maliyet Tekrarlamalı süreç için toplam maliyet
Yüksek hacim az çeşit için
toplam maliyet

13.10.2012 AELEREN 148
4. BÖLÜM SORULARI
• Ürün nedir? • Ürün yönetimi nedir? Fonksiyonları nelerdir? • Pazar etüdü/araştırması nedir? Amaçları ve sonuçları nelerdir? • Ürün karması, ürün gamı ifadelerinden ne anlıyorsunuz? • Ürün stratejilerini yazınız. • Ürün/ardışık ürünler yaşam eğrisini şekil yardımıyla açıklayınız. • Yeni ürün(ler) için yapılan fizibilite çalışmalarının aşamalarını yazınız. Karar
vermede kullanılan yöntemleri sıralayınız. • Patent, lisans, know-how kavramlarını açıklayınız. • Ar-Ge avantajının işletmeler, sektörler ve ülke ekonomileri açısından küresel
rekabet şartlarında önemini açıklayınız. • Ürün ağacı (BOM) nedir? İşletmede nerelerde kullanılır? • Ürün basitleştirme, standartlaştırma, kodlama, prototip üretim, ön fiyatlama
kavramlarını açıklayınız.

13.10.2012 AELEREN 149
V.BİR İŞLETMENİN KURULMASI VE KURULUŞ YERİ SEÇİMİ

13.10.2012 AELEREN 150
İşletme Kuruluş Yeri Seçimi
Bir işletmenin ülke veya ülkeler coğrafyası üzerinde hangi yerde (arsa) kurulacağının belirlenmesi işlemine denir.

13.10.2012 AELEREN 151
Kuruluş Yeri Seçiminin Önemi
• Hammadde, malzeme tedarik problemleri azalır,
• Pazarlama problemleri azalır,
• Gereken vasıf ve sayıda işgücü tedarik problemleri azalır,
• Altyapı sorunları azalır,
• Belediye ve diğer hizmetlerden azami faydalanılır,
• Devlet teşviklerinden azami faydalanılır,
• Maliyet kontrolü kolaylaşır,
• Kontrol dışı maliyetler azalır,
• Birim üretim maliyetleri minimuma indirgenerek rekabet avantajı elde edilir.

13.10.2012 AELEREN 152
Kuruluş Yeri Seçimi Safhaları
• Ülkenin Seçimi
• Ülkede bölge seçimi
• Bölgede il/ilçe seçimi
• İl/İlçede ise arsanın seçimi
olarak dört ana başlıkta toplanabilir.

13.10.2012 AELEREN 153
Kuruluş Yeri Seçim Faktörleri
• Subjektif (Soyut - Nitel) Faktörler
• Objektif (Somut - Nicel) Faktörler

13.10.2012 AELEREN 154
Subjektif Faktörler
• Akrabalık ilişkileri
• Hemşehricilik
• Bölgeye yakınlık duyma sebepleri
• Aşırı sevgi/korku hisleri
• Daha önceden başka bir yatırımının o bölgede bulunması

13.10.2012 AELEREN 155
Objektif Faktörler
• Üretim Kaynakları (tedarik ve ulaşım sorunları, giderleri)
• Üretim Giderleri
• Taşıma Giderleri
• Ulaşım İmkanları
• Altyapı
• Devlet Teşvikleri

13.10.2012 AELEREN 156
Kuruluş Yeri Seçim Yöntemleri
• Sezgisel Yöntemler
• Faktör Puan Yöntemi
• Finansal Yöntemler (Kar Yüzdesi, Toplam Kârlılık, Birim kârlılık, Birim Maliyet, Başabaş Noktası Analizi, ..vb)
• Matematiksel Yöntemler (Doğrusal Programlama, Atama Problemleri, ..vb)

13.10.2012 AELEREN 157
53,0%11488,4%190215TOPLAM
4,7%102,3%54,7%10Kamu Hizmetleri
1,9%414,0%3014,0%30Teşvikler
0,0%00,0%00,0%0Vergiler
6,5%1416,3%3518,6%40DEVLET POLİTİKASIF
1,4%30,9%21,4%3Haberleşme
2,3%511,6%2511,6%25Sıvı-Katı-Gaz Atıklar
0,9%21,4%31,4%3Temiz Su
4,7%1014,0%3014,4%31ALTYAPI E
4,7%100,0%04,7%10Deniz Ulaşımı
2,3%50,0%02,3%5Hava Ulaşımı
5,6%129,3%209,3%20Kara Ulaşımı
12,6%279,3%2016,3%35ULAŞIM İMKANLARID
2,3%50,9%22,3%5Pazara taşımak
0,5%10,9%20,9%2İşgücü
1,4%34,7%104,7%10Hammadde,malzeme
4,2%96,5%147,9%17TAŞIMA GİDERLERİC
0,5%10,5%10,5%1Haberleşme
0,5%10,9%20,9%2Arsa
1,4%32,3%52,3%5Enerji
16,3%3523,3%5023,3%50Hammadde,malzeme
0,9%20,9%20,9%2İşgücü
19,5%4227,9%6027,9%60ÜRETİM GİDERLERİB
0,5%10,9%20,9%2Kullanım Alanı (arsa)
2,3%51,9%42,3%5Enerji
1,4%39,3%209,3%20Hammadde,malzeme
1,4%32,3%52,3%5İşgücü
5,6%1214,4%3114,9%32ÜRETİM KAYNAKLARIA
%%
PUANIPUANPUANIPUAN%PUANFAKTÖRLER
AĞIRLIKAĞIRLIKFAKTÖR
ANTALYAAFYON ORG.SAN
53,0%11488,4%190215TOPLAM
4,7%102,3%54,7%10Kamu Hizmetleri
1,9%414,0%3014,0%30Teşvikler
0,0%00,0%00,0%0Vergiler
6,5%1416,3%3518,6%40DEVLET POLİTİKASIF
1,4%30,9%21,4%3Haberleşme
2,3%511,6%2511,6%25Sıvı-Katı-Gaz Atıklar
0,9%21,4%31,4%3Temiz Su
4,7%1014,0%3014,4%31ALTYAPI E
4,7%100,0%04,7%10Deniz Ulaşımı
2,3%50,0%02,3%5Hava Ulaşımı
5,6%129,3%209,3%20Kara Ulaşımı
12,6%279,3%2016,3%35ULAŞIM İMKANLARID
2,3%50,9%22,3%5Pazara taşımak
0,5%10,9%20,9%2İşgücü
1,4%34,7%104,7%10Hammadde,malzeme
4,2%96,5%147,9%17TAŞIMA GİDERLERİC
0,5%10,5%10,5%1Haberleşme
0,5%10,9%20,9%2Arsa
1,4%32,3%52,3%5Enerji
16,3%3523,3%5023,3%50Hammadde,malzeme
0,9%20,9%20,9%2İşgücü
19,5%4227,9%6027,9%60ÜRETİM GİDERLERİB
0,5%10,9%20,9%2Kullanım Alanı (arsa)
2,3%51,9%42,3%5Enerji
1,4%39,3%209,3%20Hammadde,malzeme
1,4%32,3%52,3%5İşgücü
5,6%1214,4%3114,9%32ÜRETİM KAYNAKLARIA
%%
PUANIPUANPUANIPUAN%PUANFAKTÖRLER
AĞIRLIKAĞIRLIKFAKTÖR
ANTALYAAFYON ORG.SAN
Tablo -1
Faktör-Puan
Yöntemi Tablosu

13.10.2012 AELEREN 158
Finansal Yöntemler
• Birim Maliyet Yöntemi
• Birim Kârlılık Yöntemi
• Yatırımın Dönüşümü Oranı
• Başabaş Noktasındaki Üretim Miktarı (BBN Analizi)

13.10.2012 AELEREN 159
SORU-1 A B C
Satış Hasılatı/yıl 2.000.000 2.000.000 2.000.000
Satış Fiyatı/br 5.000 5.000 5.000
Yıllık Satış Miktarı (Qi) 400 400 400
Ekonomik Ömür (n) 25 20 40
Sb. Yatırım Maliyeti/n 21.000.000 18.000.000 40.000.000
" " " /yıl 840.000 900.000 1.000.000
Diğer Sabit Maliyetler/yıl 300.000 450.000 400.000
Toplam Sabit Mal./yıl 1.140.000 1.350.000 1.400.000
Toplam Değişir Mal./yıl 400.000 360.000 400.000
Br.Değişir Maliyet 1.000 900 1.000
YILLIK TOPLAM MALİYET 1.540.000 1.710.000 1.800.000
YILLIK TOPLAM KAR 460.000 290.000 200.000
a) Yatırımın Dönüşüm Oranı % 2,19% 1,61% 0,50%
b) Br.Karlılık 1.150 725 500
c) Br. Maliyet 3.850 4.275 4.500
d) BBN Üretim Miktarı (Q) 285 329 350

13.10.2012 AELEREN 160
SORU-2 A B C
Satış Hasılatı/yıl 40.000.000 50.000.000 60.000.000
Satış Fiyatı/br 1.600 2.000 1.500
Yıllık Satış Miktarı (Qi) 25.000 25.000 40.000
Ekonomik Ömür (n) 25 20 40
Sb. Yatırım Maliyeti/n 50.000.000 45.000.000 75.000.000
" " " /yıl 2.000.000 2.250.000 1.875.000
Diğer Sabit Maliyetler/yıl 3.000.000 4.500.000 4.000.000
Toplam Sabit Mal./yıl 5.000.000 6.750.000 5.875.000
Toplam Değişir Mal./yıl 12.000.000 15.000.000 20.000.000
Br.Değişir Maliyet 480 600 500
YILLIK TOPLAM MALİYET 17.000.000 21.750.000 25.875.000
YILLIK TOPLAM KAR 23.000.000 28.250.000 34.125.000
a) Yatırımın Dönüşüm Oranı % 46,00% 62,78% 45,50%
b) Br.Karlılık 920 1.130 853
c) Br. Maliyet 680 870 647
d) BBN Üretim Miktarı (Q) 4.464 4.821 5.875

13.10.2012 AELEREN 161
VI. FABRİKA İÇİ DÜZENLEME

13.10.2012 AELEREN 162
Tesis Planlama
Tesis planlama yanıtları:
♦ Ne kadar uzun dönem kapasitesi gereklidir
♦ Ne zaman kapasite gerekir
♦ Tesisler nerede kurulmalıdır (konum)
♦ Tesisler ne şekilde düzenlenmelidir (yerleşim)

13.10.2012 AELEREN 163
Fabrika İçi Düzenleme
İşletmenin kuruluş yeri seçimi tamamlandıktan sonra belirlenen arsa üzerinde tüm binaların nasıl kurulacağı, şekil, kat, havalandırma, aydınlatma vb teknik özellikler ile bina içersinde teknoloji, işgücü ve diğer üretim faktörlerinin nasıl yerleştirileceğinin belirlenmesi çalışmalarına fabrika içi düzenleme denir.

13.10.2012 AELEREN 164
Fabrika İçi Düzenleme
Genel olarak ikiye ayrılır;
• İşletmenin kuruluş aşamasında (tesis tasarımında) yapılan çalışmalar,
• İşletmenin mevcut faaliyetlerini sürdürdüğü sırada yeniden düzenlenme faaliyetleridir.

13.10.2012 AELEREN 165
Fabrika İçi Düzenleme
• Arsanın boyutları ve üzerinde yerleşimin planlanması (*),
• Binaların boyut, şekil, kat, çatı,..vb özelliklerinin planlanması(*),
• Her binanın kendi içersinde yerleşim planları, • Her binadaki departmanlar içersinde makine-işgücü
gibi kaynakların sistematik yerleşim planlaması, çalışmalarından oluşmaktadır. (*) Genellikle kuruluş aşamasında yapılır

13.10.2012 AELEREN 166
Fabrika İçi Düzenlemesinin Amaçları
• Arsanın boyutlarından azami yararlanmak, • İşletmenin faaliyet ve yapısal durumuna en uygun arsa yerleşim planını oluşturarak
binalar arası etkinliği artırmak • En uygun çalışma şartlarını oluşturacak bina özelliklerine kavuşmak, • İşletme içi mikro (bina içi bölümler arası) ve makro (binalar arası) taşımaları ve
kaynak ihtiyacını en aza indirgemek, • İşgücü ve teknoloji gibi üretim kaynaklarını boş süreleri, aksaklıkları azaltan; işgücü
sağlığı ve iş güvenliğine uygun çalışma ortamı sağlamak, • Darboğazlı kaynakların dengelenmesi, • Yardımcı tesisleri uygun yerlere yaparak üretim sürecini ve akışını hızlandırmak,
verimli kılmak, kontrolü kolaylaştırmak, • Kullanım alanının etkin kullanılmasıyla yeni kapasite artışlarına ek bir yatırım
yapmaksızın cevap verebilmek, • Üretim kaynaklarının etkin kullanılmasıyla verimliliği artırmak ve ürün maliyetlerini
en aza indirgemek • İş sağlığı ve güvenliği risklerini azaltmak

13.10.2012 AELEREN 167
Fabrika Düzenlemesini Etkileyen Faktörler
• Ürün yelpazesine yeni ürünlerin girmesi ve üretime kazandırılması,
• Dönemlik talep büyüklüğü ve yapısı,
• Kapasite büyüklüğü
• Üretim sistemi ve teknolojilerde değişim,
• Üretim faktörleri
• Kalitenin sağlanması,
• İşçi Sağlığı ve İş Güvenliği (İSİG),
• Malzeme,işgücü vb taşıma sistemleri
• Binanın durumu ve kullanım alanı ihtiyacı
• İşletme verimliliği ve performansı

13.10.2012 AELEREN 168
Fabrika Düzenleme Çeşitleri
• Üretim sürecine göre (çok çeşitli ürün, esnek ve
siparişe dayalı üretim)
• Ürüne göre (az sayıda ürün, sürekli-seri üretim)
• Sabit iş merkezlerine göre (taşınamaz ve sabit pozisyonlu veya ortak kullanıma maruz iş merkezi –
gemi,lokomotif vb.)
• Grup üretimine göre (gruplar halinde ayrı süreçlerde
ürün üretimi)

13.10.2012 AELEREN 169
Fabrika Düzenleme Sonuçları
• Daha çok kullanım alanı oluşturma,
• İş akışlarında hızlılık,
• Taşımalarda ve geçişlerde azalma,
• Bekleme ve aksaklıklar ile kaynak israfında azalma,
• İşletmede performans ve verimlilik artışı,
• Üretim sürelerinde azalma,
• Üretim maliyetlerinde azalma,
• Stratejik rekabet avantajlarında artış.

FABRİKA İÇİ YERLEŞTİRME DÜZENİ TİPLERİ

13.10.2012 AELEREN 171
• Sürece Göre Düzenleme
• Ürüne Göre Düzenleme
• Sabit Konumlu Mamule Göre Düzenleme
Temel Yerleştirme Düzenleri
13.10.2012 AELEREN 172
Üretim Miktarı/Akışına Göre Üretim(III)
• Siparişe Göre Üretim (job shop-atelye tipi-Parça Tipi :küçük
miktar ve çok çeşit, büyük makine, kazan vb.)
• Parti Tipi Üretim (batch- büyük miktar)
• Sürekli Üretim (Kitle Üretimi,Ürüne Göre Üretim: a) Miktar(Kesikli Seri Üretim-Bağımsız Parçalar) b) Akış Tipi
(Kesiksiz seri üretim- Petrol Rafinesi,Gıda,Çimento)
• Karma Üretim ( Sipariş + seri üretim)
• Proje Tipi Üretim ( Gemi,uçak,bina vb. inşaat sektörü)

13.10.2012 AELEREN 173
Sürece Göre Düzenleme Tanımı(1)
• Sürece göre düzenleme; makine alanları için ayrılacak alanların en ekonomik şekilde belirlenmesi için yapılan çalışmaları kapsar. Makineler, cinslerine veya gördükleri işlere göre gruplandırılarak yerleştirilirler. Burada, aynı amaç için kullanılan makineler bir bölüm içerisinde toplanmıştır. Bu makineler, genellikle, işlemlerin oluş sırasına göre düzenlenirler.

13.10.2012 AELEREN 174
• Sürece göre düzenleme, aynı fonksiyonel özelliğe sahip üretim araçlarının bir araya getirilerek iş merkezlerinin yada bölümlerin oluşturulması esasına dayanan bir yerleştirme biçimidir ve esnekliğin önem taşıdığı tesislerde kullanılır.
Sürece Göre Düzenleme Tanımı(2)

13.10.2012 AELEREN 175
• Fonksiyonel düzenleme diye de adlandırılan bu düzenleme, genellikle üretim sürecinin kesikli olduğu siparişe göre üretim sistemi için uygulanabilecek bir yerleştirme türüdür. Bu tür düzenleme, üretimde gerekli işlem sıralarının üründen ürüne farklılık gösterdiği; yani çok çeşitli ve değişik ürünler üretiminin söz konusu olduğu durumlar için kullanılır.

13.10.2012 AELEREN 176
• Bu yerleşim düzeni üretim yapmayan çevrelerde daha yaygındır. Örneğin, hastaneler, üniversiteler, bankalar, araba tamir yerleri, havayolları ve kütüphaneler bunun örnekleridir. Örneğin hastaların belli birimleri (ameliyathane, çocuk, beyin cerrahi, acil servis gibi ) departmanları vardır. Benzer şekilde üniversitelerin ayrı okul ve departmanları bulunmaktadır.
Kullanım Alanları

13.10.2012 AELEREN 177
Tipik Bir Sürece Göre Yerleştirme Düzeni

13.10.2012 AELEREN 178
Sürece Göre Düzenlemenin Avantajları
• Sürece göre düzenlemede genel amaçlı tezgâhlar kullanılmakta, işgörenler aynı özelliklere sahip makinelerle çalıştıklarından dolayı işlerinde uzmanlaşma söz konusu olmaktadır. Bu düzenleme tipinde daha az makineye ihtiyaç duyulmaktadır. Bu da makinelere daha az yatırım yapılmasını sağlamaktadır.

13.10.2012 AELEREN 179
Sürece Göre Düzenlemenin Dezavantajları
• Genel amaçlı makinelerin kullanımı için nitelikli işgücüne gerek duyulmaktadır. Nitelikli işgücüne sahip olunmadığı durumlarda işgörenlerin eğitimi için gerekli olan öğrenme süreci de verimin düşmesine neden olmaktadır. Bu düzenleme tipinde boş beklemeler çoktur. Bu nedenle de büyük ara stoklar oluşmaktadır. Üretim planlaması ve kontrolü de karmaşıktır

13.10.2012 AELEREN 180
Ürüne Göre Düzenleme
• Ürüne göre düzenleme, ürün hacminin fazla ve talebin sabit olduğu durumlarda tekrar eden işlemler veya üretim için uygun bir düzenlemeyi ifade eder. Sürekli üretime uygun olan yerleştirme düzenidir. Makineler, bir mamulün hammadde halinden son şeklini alıncaya kadar izlediği yol üzerinde işlemlerin gerektirdiği sıraya göre dizilirler. Otomobil üreten fabrikalar için iyi bir örnek gösterilebilir.

13.10.2012 AELEREN 181
Ürüne Göre Yerleştirme Tipi

13.10.2012 AELEREN 182
Ürüne Göre Düzenlemenin Olumlu Yanları (1)
• ürünün çeşitliliğinin az olmasından dolayı kalifiye olmayan işgücü kullanılmasıdır. Bu da hem işçilik maliyetlerini hem de birim başına değişken maliyetleri düşürmektedir. Sürekli üretim sistemi kullanıldığından dolayı üretilen ürüne olan talep düzeyi dolayısıyla üretim miktarları çok yüksektir. Bu nedenle sürece göre düzenlemeye oranla kapasite kullanım oranı yüksektir.

13.10.2012 AELEREN 183
Ürüne Göre Düzenlemenin Avantajları (2)
• Yarı mamul depolama alanına ihtiyaç duyulmadığından dolayı yarı mamul stokları düşüktür ve üretim için gerekli alan sürece göre düzenlemeye oranla daha azdır. Makineler arası dengeleme problemi çözüldükten ve üretime başlandıktan sonra planlama ve denetim faaliyetlerine fazla zaman ayrılmaz. Ayrıca ürüne göre düzenlemede üretim süresi de kısadır.

13.10.2012 AELEREN 184
Ürüne Göre Düzenlemenin Dezavantajları (1)
• Üretim hattı üzerindeki herhangi bir makinenin arızalanması üretimin aksamasına hatta durmasına neden olmaktadır. Bu aksama da maliyetleri artırmaktadır. Ürüne göre düzenlemede özel amaçlı makineler kullanıldığından dolayı sabit yatırım maliyetleri yüksektir.

13.10.2012 AELEREN 185
Ürüne Göre Düzenlemenin Dezavantajları (2)
• Bu düzenleme tipinde esneklik azdır, ürün tasarımlarının değiştirilme güçlüğü vardır. Yeni ürün tasarımlarına geçilmesi halinde, mevcut yerleşim düzeninde önemli değişiklikler yapılması gerekir. Bu değişikliklerin yapılması ise uzun zaman alır. Tüm bunlar işletmenin rekabetçi konumunu zayıflatmaktadır.

13.10.2012 AELEREN 186
Ürüne Göre Düzenlemenin Dezavantajları (3)
• Makinelerin birim zamanda ürettikleri ürün sayıları birbirinden farklı ve üretim akışı en yavaş makineye bağlı olduğundan dolayı dengeleme problemiyle karşı karşıya kalınmaktadır. İş miktarlarının üretim hattının hızıyla sınırlandırılmış olması ve üretilecek ürün miktarının sabit olması nedeniyle işgörenlerin işe olan motivasyonları düşüktür.

13.10.2012 AELEREN 187
Sabit Konumlu Mamule Göre Düzenleme Tanım (1)
• Bu düzende malzeme veya ana parçalar, bulundukları yerde sabit kalır ve hareket etmezler. Bütün aletler, makineler, işçiler ve diğer malzeme bu sabit yere taşınır ve bütün iş aynı yerde yapılarak bitirilir. Uygulamada özellikle, uçak, gemi veya bina inşaatı gibi ana ürünün çok ağır olup, üretim miktarının sınırlı olduğu üretim sistemlerinde bu tip yerleştirme düzenine rastlanır.
13.10.2012 AELEREN 188
Sabit Konumlu Mamule Göre Düzenleme Tanım (2)
• Mamulün taşınamaz, büyük ve bozulabilir nitelikte olması halinde, işgücü, makine-teçhizat, malzeme ve hammadde gibi işlem girdilerinin, işin görüldüğü yere götürülerek işlemlerin sabit bir yerde yapılması gerekir. Yerleştirme düzeni bu mantığa dayanarak kurulur.

13.10.2012 AELEREN 189
Sabit Konumlu Mamule Göre Düzenlemenin Özellikleri
• Bu yerleştirme biçiminde çıktı hacmi çok küçüktür, makinelerden ziyade el aletleri kullanılır. Mamulün bir yerden başka bir yere hareket ettirilmesi genellikle söz konusu değildir. Bina, yol, köprü, gemi yapımı bu tür bir yerleşim düzeni gerektiren büyük ölçekli projelere örnektir

13.10.2012 AELEREN 190
Sabit Konumlu Mamule Göre Düzenlemenin Avantajları
• Materyal hareketi minimuma indirilmiştir
• İş genellikle bir grup operatör tarafından yürütüldüğünden işlemlerin ve yetkilerin sürekliliği güvence altına alınmıştır
• Üretim merkezleri çoğu kez birbirinden bağımsız çalışabilir ve en küçük toplam üretim süresini güvence altına alan etkili bir program planlanabilir

13.10.2012 AELEREN 191
Sabit Konumlu Mamule Göre Düzenlemenin Dezavantajları
• Makine ve materyallerin üretim merkezine taşınması pahalı ve zaman alıcı olabilir
• Materyal yada objelerin veya makinelerin yerleştirilmesi pahalı olabilir

13.10.2012 AELEREN 192
• Ürüne göre yerleşim – Standartlaşmış ürün ve hizmetlerin üretim proseslerinde düzgün,
hızlı ve yüksek hacimde akış sağlayabilmek için kullanılan yerleşim seklidir. (tekrarlı ve sürekli tip prosesler)
– Yerleşim bir yada birkaç benzer ürünün üretim sürecine göre yapılır – Üretim yada montaj hatları – Hizmet üretiminde daha az rastlanan bir yerleşim şekli – İş gücü ve ekipmanın için yüksek kullanım oranı sağlar – Bozulmalar yüksek maliyetli – Sabit yollu materyal taşıma sistemleri, örneğin konveyör kullanılır – U şekilli yerleşimlerde mümkün
• Daha kompakt • İşçiler arası iletişim daha iyi • Daha esnek işçi kullanımı
Temel Yerleşim Tipleri

13.10.2012 AELEREN 193
Ham madde
veya müşteri Tamamlanmış
parça
Malzeme
ve/veya
işgücü
İstasyon
1
Tekrarlı ve sürekli süreçler için kullanılır
Ürüne Göre Yerleşim
İstasyon
2
İstasyon
3
İstasyon
4
Malzeme
ve/veya
işgücü
Malzeme
ve/veya
işgücü
Malzeme
ve/veya
işgücü

13.10.2012 AELEREN 194
1 2 3 4
5
6
7 8 9 10
Giriş
Çıkış
İşçiler
U-tipi Üretim Hattı

13.10.2012 AELEREN 195
• Yüksek oranda çıktı
• Düşük birim maliyet
• Özelleşmiş işgücü, eğitim gereksiniminin azlığı
• Düşük malzeme taşıma maliyeti
• İşçi ve ekipmanın yüksek kullanım oranı
• Belirlenmiş iş sırası ve çizelgeleme
• Rutin stok kontrol, muhasebe ve satınalma
Ürüne Göre Yerleşimin Avantajları

13.10.2012 AELEREN 196
• Sıkıcı tekrarlı işler, işçinin ilerlemesi için az fırsat olması işçi motivasyonunu düşürebilir.
• Düşük Yetenekli işçiler ekipmanı yönetemeyebilir veya çıktı kalitesini sağlayamaz
• Hacimsel değişikliklere karşı esnek değildir.
• Bir arıza yada işçi yokluğu nedeniyle hat kolaylıkla durabilir
• Önleyici bakım ihtiyacı ve yedek parça stoklama gereği
• Bireysel çıktıya bağlı teşvik primi sistemi uygulanamaz
Ürüne Göre Yerleşimin Dezavantajları

13.10.2012 AELEREN 197
Temel Yerleşim Tipleri
• Sürece göre yerleşim – Çeşitlilik gösteren prosesler için kullanılan yerleşim
biçimi.(Atölye ve parti tipi prosesler) – Yerleşim aynı yada benzer işlerin yapıldığı
fonksiyonel gruplara göre olur. Örn; Matkaplar, frezeler, presler grup halinde ayrı yerlerde.
– Serbest yollu materyal taşıma sistemleri kullanılır (Örn, forklift)
– Genel amaçlı makineler – Hizmet sistemlerinde yaygın (Örn; okullar, araba
tamir merkezi, hastaneler) – Düşük kullanım oranları

13.10.2012 AELEREN 198
Bölüm A
Bölüm B Bölüm D
Bölüm C
Bölüm F
Bölüm E
Kesikli süreçler için kullanılır
Atölye veya parti tipi süreçler
Sürece göre yerleşim
(fonksiyonel)
Sürece Göre Yerleşim

13.10.2012 AELEREN 199
İş İstasyonu
1
Ürüne göre yerleşim
(ardışık)
Rutin süreçler için kullanılır
Rutin veya sürekli süreçler
Ürüne Göre Yerleşim
İş İstasyonu
2
İş İstasyonu
3

13.10.2012 AELEREN 200
• Sistem çeşitli süreç gereksinimlerini yerine getirebilir.
• Donanım arızalarına karşı o kadar hassas değildir.
• Kullanılan genel amaçlı donanımın satın alınma maliyeti daha düşüktür.
• Süreç adımlarının bağımlılığı daha az
• Bireysel teşvik pirimi sistemi uygulanabilir.
Sürece Göre Yerleşimin Avantajları

13.10.2012 AELEREN 201
• Süreç içi stok maliyetleri yüksek olabilir
• Rotalama ve çizelgeleme güçtür
• Ekipman kullanım oranları düşüktür
• Malzeme taşıma yavaştır ve etkin değildir.
• İş çeşitliliği ve karmaşıklığı denetim güçlüğüne sebep olur
• Her müşteri veya ürün için özel dikkat gerektirir
• Muhasebe ve satın almalar daha komplekstir.
Sürece Göre Yerleşimin Dezavantajları

13.10.2012 AELEREN 202
Sabit Pozisyonlu Ürüne Göre Yerleşim
• Sabit Pozisyonlu Ürüne göre Yerleşim: Ürün veya projenin sabit olduğu, işçiler, malzemeler, ve donanımın ihtiyaç olan yere taşındığı yerleşim tipidir.(proje tipi)
• Ürünün doğası gereği bu tip yerleşim gereklidir.
– Ağırlık
– Boyut
– Hacim
• Geniş inşaat projeleri, çiftçilik, yangın söndürme, petrol kuyusu açma v.b.

13.10.2012 AELEREN 203
• Değişik ürünleri üretebileceğimiz esnek bir üretim sistemi, ama aynı zamanda yüksek çıktı ve düşük maliyet amaçlanır
• 1. Hücresel Üretim – Benzer işlem gerektiren ürünlerin işlendiği
makinelerin bir hücrede toplandığı yerleşim biçimi
– Benzer ürünleri üreten, daha küçük makinelerden oluşmuş minyatür bir atölye
– İki önemeli karakteristik • Kalıpların bir dakikada değiştirilmesi
• Doğru büyüklükteki ekipman
Hibrid sistemler

13.10.2012 AELEREN 204
Hücresel Yerleşimler
– Hücresel üretim için grup Teknolojisi; Benzer tasarım veya imalat karakteristiklerine sahip parça ailelerinin gruplanması
• Görsel kontrol
• Tasarım ve üretim bilgilerinin incelenmesi
• Üretim süreç akışı analizi (Fig. 6.9)
• 2. Esnek üretim sistemleri; Tam otomatize olmuş hücresel üretim sistemlerdir
– Bilgisayar kontrolü,
– otomatik malzeme taşıma sistemi
– Robotlar
– 3-4 makineden bir düzineden fazla makineye kadar

13.10.2012 AELEREN 205
Figure 6-9

13.10.2012 AELEREN 206
Boyut Fonksiyonel Hücresel
Bölümler arası hareket
Çok Az
Hareket mesafeleri Daha uzun Daha kısa
Hareket yolları Değişken Sabit
Bekleme zamanları Daha uzun Daha kısa
Üretim zamanı Daha yüksek Daha az
Süreç içi iş miktarı Daha yüksek Daha düşük
Denetim güçlüğü Daha yüksek Daha düşük
Çizelgeleme karmaşıklığı
Daha yüksek Daha düşük
Donanım kullanım oranı
Daha düşük Daha yüksek
Fonksiyonel Yerleşime Karşı Hücresel Yerleşim

13.10.2012 AELEREN 207
Diş
Açma
Dövme Matkap
Torna
Taşlama
Isıl
İşlem
Montaj
111
333
222
444
222
111
444
111 333 1111 2222
222
3333
111
444
111
Sürece Göre Yerleşim

13.10.2012 AELEREN 208
-1111 -1111
222222222 - 2222
Mo
nta
j
3333333333 - 3333
44444444444444 - 4444
Torna
Torna
Dövme
Dövme
Pres
Pres
Matkap
Matkap
Matkap
Isıl İşlem
Isıl İşlem
Isıl İşlem
Diş Açma
Diş Açma
Taşla.
Taşla.
Hücresel İmalata Göre Yerleşim

13.10.2012 AELEREN 209
• Depo ve stok yerleşimleri – Ürün sipariş sıklığı – Ürünler arası korelasyon – Koridor sayısı genişliği, rafların büyüklüğü – Zaman zaman envanter çıkarma ihtiyacı
• Satış mağazaları yerleşimi – Müşterileri alıma teşvik edici yerleşim – Zincir halinde olan firmalar her mağazada aynı yerleşimi kullanır
• Ofis yerleşimleri – Kağıtların akışı yerini elektronik akışa bırakmakta – Açıklık politikası gereği duvarlar yerini düşük seviyeli ayrımlara
bırakmakta.
• Hizmet sistemlerinin yerleşimi fonksiyonel olduğu kadar da estetik olmalıdır
Hizmet Sistemleri için Yerleşim

13.10.2012 AELEREN 210
Bilgi Gereksinimleri:
1. Bölümlerin listesi, boyutları, binanın boyutları
2. İş akışlarının gösterimi
3. Mevkiler arası mesafe ve birim taşıma maiyeti
4. Yatırım miktarı
5. Özel ilişki listesi (beraber yada ayrı olması gereken bölümler)
6. Elektrik, su şebekesi, giriş çıkış noktaları, yükleme noktaları v.b.
Sürece Göre Yerleşim Tasarımı

13.10.2012 AELEREN 211
Örnek 3: Taşıma maliyetinin (uzaklığın) minimize edilmesi
From/to
A B C
A 20 40
B 30
C
From/to
1 2 3
1 30 170
2 100
3
Yerler arası uzaklık (m) Bölümler arası günlük iş akışı
A B C

13.10.2012 AELEREN 212
Örnek 3 : Taşıma maliyetinin (uzaklığın) minimize edilmesi
Yerler Uzaklık Bölümler İş akışı
(parça/gün)
A-B
B-C
A-C
20
30
40
1-3
2-3
1-2
170
100
30
• Yerleri uzaklığa göre küçükten büyüğe, bölümleri iş akışına göre büyükten küçüğe sırala
• İş akışı x uzaklığı minimize etmek için 1-3 ü A-B ye ata, 2 yi de C ye ata 1 mi A ya, 3 mü A ya?

13.10.2012 AELEREN 213
1 3 2
30
170 100
A B C
Örnek 3 (sayfa 260): Taşıma maliyetinin (uzaklığın) minimize edilmesi
Taşıma maliyeti 1$ parçaxmetre ise; Toplam taşıma = 30x40 + 170x20 + 100x30 = 7600 parçaxmetre = 7600x1 dolar/gün

13.10.2012 AELEREN 214
Örnek 4: Yakınlık değerlendirmesine göre yerleşim
Sadece iş akışını değil bir çok faktörü (ortak ekipman, personel kullanımı, iletişim ihtiyacı, güvenlik v.b.) göz önüne alan bir yakınlık değerlendirmesi. Uzmanlardan toplanan bilgiye dayanır
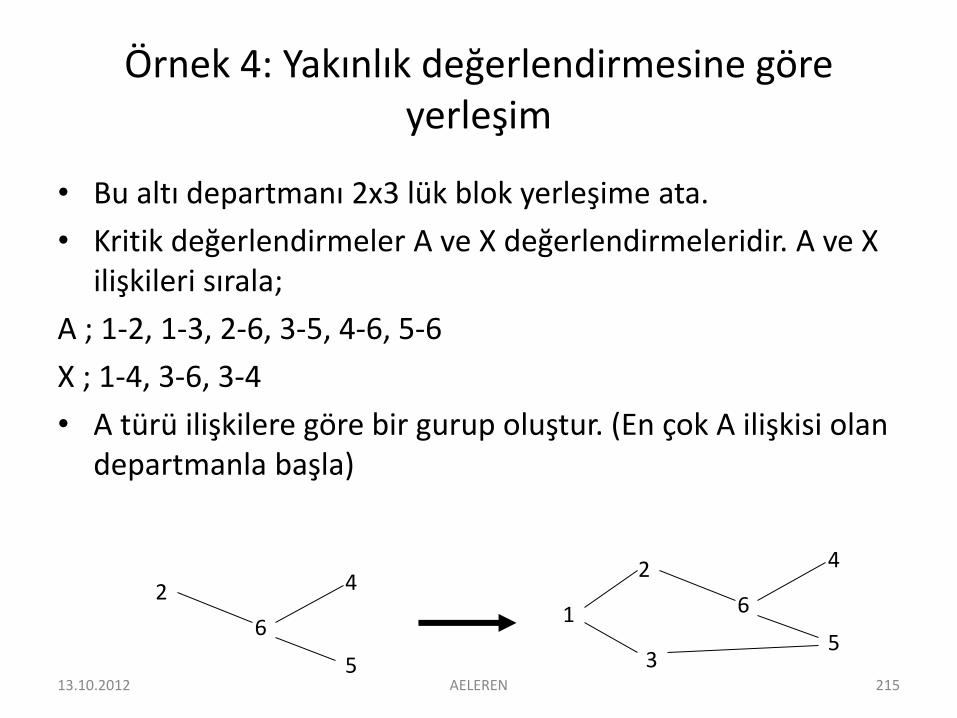
13.10.2012 AELEREN 215
Örnek 4: Yakınlık değerlendirmesine göre yerleşim
• Bu altı departmanı 2x3 lük blok yerleşime ata.
• Kritik değerlendirmeler A ve X değerlendirmeleridir. A ve X ilişkileri sırala;
A ; 1-2, 1-3, 2-6, 3-5, 4-6, 5-6
X ; 1-4, 3-6, 3-4
• A türü ilişkilere göre bir gurup oluştur. (En çok A ilişkisi olan departmanla başla)
6
4
5
2 6
4
5
2
3
1

13.10.2012 AELEREN 216
Örnek 4: Yakınlık değerlendirmesine göre yerleşim
• X ilişkilerini grafik olarak göster
• A ya göre gruplama X leri ayırmalı, bu örnekte sorun yok bu açıdan
• En son yerleşim yapılırken daha düşük seviye ilişkilerde göz önüne alınmalı.
3
4 1
6
6
4
5
2
3
1
1 2 6
3 5 4

13.10.2012 AELEREN 217
Hat dengeleme bir ürünün üretim sürecindeki adımların iş istasyonlarına atanması ve bu yapılırken her iş istasyonunun yaklaşık olarak eşit zaman gereksinimi olmasının sağlanmasıdır.
Ürüne göre yerleşimin tasarımı: Hat dengeleme

13.10.2012 AELEREN 218
Döngü zamanı bir birim ürünün iş istasyonlarında geçirdiği maksimum süredir. Bir başka deyişle hattın sonunda çıkan iki ürün arasında geçecek süredir.
Döngü zamanı

13.10.2012 AELEREN 219
D
OT = time)(cycle zamanıdöngü gerekliiçin D = CT
hıız çııktİstenen = D
time)(operating zamanı iş vardiyayadaGünlük OT
CT
OT = oranı Cikti
Çıktı Oranı

13.10.2012 AELEREN 220
suresi toplamadıdımları = t
CT
t)( = N
Minimum gerekli istasyon sayısı

13.10.2012 AELEREN 221
Öncelik diyagramı: Hat dengelemede kullanılan iş adımlarını ve sırasını gösteren diyagram
A Simple Precedence Diagram a b
c d e
0.1 min.
0.7 min.
1.0 min.
0.5 min. 0.2 min.
Figure 6.11 Öncelik diyagramı

13.10.2012 AELEREN 222
• Figure 6.10 daki işlem adımlarını üç istasyonuna atayalım.
– Döngü zamanı 1 dakika olsun
– İşlem adımlarını en çok takip eden adımı olandan en az olana doğru ata
Örnek1: Montaj hattı dengeleme

13.10.2012 AELEREN 223
iş istasyonu
Kalan zaman
Atanabilir adım
Atanan adım
Kalan zaman
istasyon boş zamanı
1 1.0
0.9
0.2
a, c
c
none
a
c
-
0.9
0.2
0.2
2 1.0 b b 0.0 0.0
3 1.0
0.5
0.3
d
e
-
d
e
-
0.5
0.3
0.3
0.5
Örnek 1 Çözüm

13.10.2012 AELEREN 224
100(N)(CT)
zaman bos toplam =zaman bos % x
Etkinlik = 1 – % boş zaman
Yüzde boş zaman

13.10.2012 AELEREN 225
• İş adımlarını en çok takip eden adımı olana göre sıralamak
– İş adımını takip eden adımları say
• İş adımlarını en fazla pozisyon ağırlığına göre sıralamak.
– Bir adımın pozisyon ağırlığı o adımın ve takip eden tüm adımların işlem sürelerinin toplamıdır.
Hat dengelemede sezgisel kurallar

13.10.2012 AELEREN 226
Örnek 2
Adım Takip eden adım
Adım süresi
(dak)
A
B
C
D
E
F
G
H
B
E
D
F
F
G
H
son
0.2
0.2
0.8
0.6
0.3
1.0
0.4
0.3
-Öncelik diyagramını çiziniz -Günde 8 saat çalışılıyor ve günde 400 birim isteniyorsa döngü zamanını bulunuz -Gerekli en küçük istasyon sayısını bulunuz -En fazla takip eden adım kuralına göre adımları iş İstasyonlarına atayınız - % boş zamanı hesaplayınız
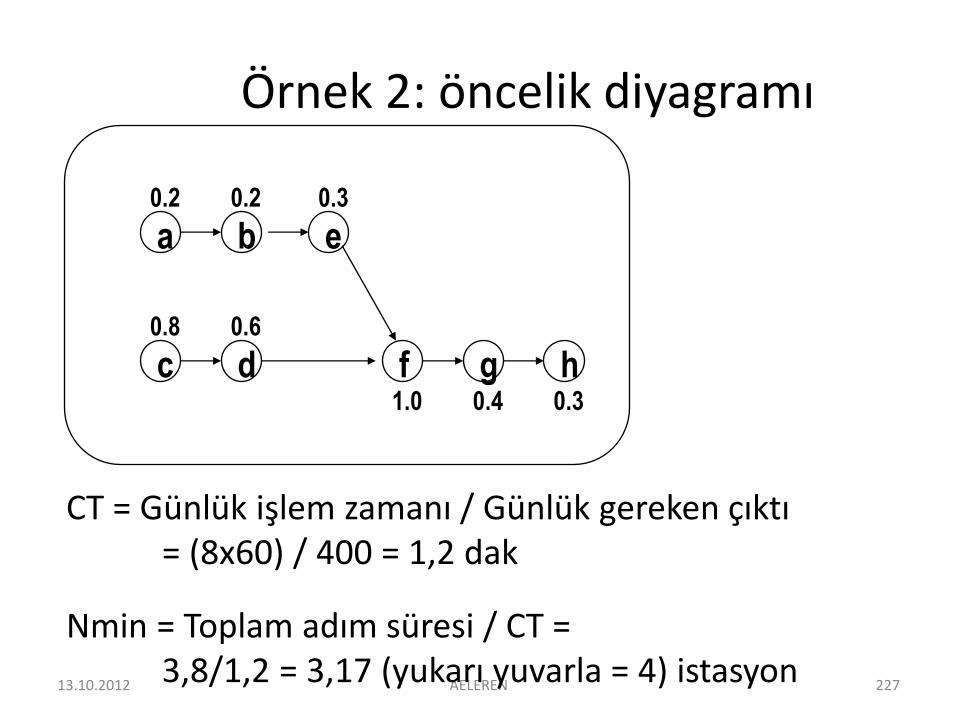
13.10.2012 AELEREN 227
c d
a b e
f g h
0.2 0.2 0.3
0.8 0.6
1.0 0.4 0.3
Örnek 2: öncelik diyagramı
CT = Günlük işlem zamanı / Günlük gereken çıktı = (8x60) / 400 = 1,2 dak
Nmin = Toplam adım süresi / CT = 3,8/1,2 = 3,17 (yukarı yuvarla = 4) istasyon

13.10.2012 AELEREN 228
Örnek 2: İs istasyonları ataması
istasyon
Kalan süre
atanabilir
Kalan süreye uygun
atanan
Kalan süre
Boş zaman
1 1,2
1,0
0,2
0
a,c
c,b
b,d
e,d
a,c
c,b
b
-
a(0,2)
c(0,8)
b(0,2)
-
1,0
0,2
0
-
0
2 1,2
0,6
0,3
e,d
e
f
e,d
e
-
d(0,6)
e(0,3)
-
0,6
0,3
0,3

13.10.2012 AELEREN 229
Örnek 2: İş istasyonları ataması
istasyon
Kalan süre
atanabilir
Kalan süreye uygun
atanan
Kalan süre
Boş zaman
3
1,2
0,2
f
g
f
-
f(1,0)
-
0,2
0,2
4 1,2
0,8
0,5
g
h
-
g
h
-
g(0,4)
h(0,3)
-
0,8
0,5
0,5 Toplam = 1,0

13.10.2012 AELEREN 230
Station 1 Station 2 Station 3 Station 4
a b e
f
d
g h
c
Örnek 2; Çözüm
% boş zaman = 1,0/ (4x1,2) x100 = % 20,83 Etkinlik = 100 – 20,83 = % 79,17

13.10.2012 AELEREN 231
c d
a b e
f g h
0.2 0.2 0.3
0.8 0.6
1.0 0.4 0.3
Örnek 2: pozisyon ağırlıkları
0.3 0.7 1.7
2.0 2.2 2.4
2.3 3.1
Pozisyon ağırlıkları

13.10.2012 AELEREN 232
Pozisyon ağırlığına göre çözüm
istasyon
Kalan süre
atanabilir
Kalan süreye uygun
atanan
Kalan süre
Boş zaman
1 1,2
0,4
0,2
0
a,c
a,d
b,d
e,d
a,c
a
b
-
c(0,8)
a(0,2)
b(0,2)
-
0,4
0,2
0
-
0
2 1,2
0,6
0,3
e,d
e
f
e,d
e
-
d(0,6)
e(0,3)
-
0,6
0,3
0,3

13.10.2012 AELEREN 233
Pozisyon ağırlığına göre çözüm
istasyon
Kalan süre
atanabilir
Kalan süreye uygun
atanan
Kalan süre
Boş zaman
3
1,2
0,2
f
g
f
-
f(1,0)
-
0,2
0,2
4 1,2
0,8
0,5
g
h
-
g
h
-
g(0,4)
h(0,3)
-
0,8
0,5
0,5 Toplam = 1,0

13.10.2012 AELEREN 234
1 min. 2 min. 1 min. 1 min. 30/hr. 30/hr. 30/hr. 30/hr.
darboğaz
Darboğaz istasyon

13.10.2012 AELEREN 235
Paralel istasyon
1 min.
2 min.
1 min. 1 min. 60/hr.
30/hr. 30/hr.
60/hr.
2 min.
30/hr.
30/hr.
Parallel Workstations

13.10.2012 AELEREN 236
Üretim /Montaj Hatlarının Dengelenmesi
Üretim hattının temel özelliği, belirli bir iş elemanının bir iş istasyonundan bir başka iş istasyonuna aktarılarak işin sürekli bir biçimde yapılması olarak tanımlanabilir.
Başka bir ifadeyle üretim hattı iş istasyonlarının belirli bir sıralama ile dizayn edildiği bir üretim sistemi olarak tanımlanabilir.

13.10.2012 AELEREN 237
Montaj Hatlarının Sınıflandırılması
• Tek Modelli Hatlar : Tek tip ürün veya modelin üretiminde kullanılan hatlardır.
• Çok Modelli Hatlar : Bir ürünün iki yada daha fazla benzer tipi ya da modeli üretilir. Burada her model aynı bir yığın gibi üretilir.
• Karmaşık Modelli Hatlar : Aynı anda iki yada daha fazla benzer tip ürünün ya da modelin üretildiği hatlardır.

13.10.2012 AELEREN 238
Montaj Hatlarının Prensipleri
• İş Akışı
• Değişebilme
• Minimum uzaklık
• İşyükünün bölünebilmesi
• Simultane işlem
• Birim işlem
• Sabit rota
• Süreçte minimum zaman ve malzeme

13.10.2012 AELEREN 239
Montaj Hatları Problemlerinde Temel Amaçlar
• Boş elemanları, boş süreleri en aza indirgemek, • Denge kaybını en aza indirgemek, • İş istasyonu sayısını en aza indirgemek, • Denge kaybını istasyonlar arasında homojen dağıtmak, • Kısıtları sağlamaktır • Düzenli bir malzeme akışı sağlamak, • İşgücü ve tezgah kapasitelerini maksimum kullanmak, • Atıl süreleri iş istasyonlarına eşit dağıtmak, • Üretim maliyetlerini en aza indirmek, • İşlem sürelerini en aza indirmek.

13.10.2012 AELEREN 240
Montaj Hattının Dengelenmesini Etkileyen Faktörler
• Mühendislik spesifikasyonları,
• İşlem öncelikleri,
• Kaynak (girdi) gereksinimleri,
• İşin yapılmasında izlenen sıra, yöntem
• Kullanılan teknoloji düzeyi, çeşitliliği.

13.10.2012 AELEREN 241
Üretim/Montaj Hattı İle İlgili Tanımlar
• İş Elemanı : Üretim hattında yerine getirilmesi gereken toplam iş miktarının rasyonel biçimde bölünmüş bir kısmıdır. Örneğin bir parçanın sabitlenmesi, cıvatanın sıkılması vb. gibi.
• İş İstasyonu : Üretim hattında yerine getirilmesi gereken toplam iş miktarının bir kısmının yerine getirildiği yerdir. İstasyonlar genelde bir operatör tarafından çalıştırılır ve ürünün elde edilmesine yönelik değişik tür ve niteliklerde işler yapılır.

13.10.2012 AELEREN 242
• Min.Rasyonel İş Elemanı : Bölünemez nitelikte bir iş elemanıdır. Örn. Bir aletin kavranması, yerine konulması vb.
• Toplam İş Miktarı : Üretim hattında yapılan toplam iş miktarıdır. Toplam iş miktarı, iş istasyonlarına dağıtılarak yapılır.
• Toplam İş Süresi : Toplam iş miktarının yapılması için gereken süredir. • Çevrim Süresi : Bir iş istasyonunda geçen süredir. Teoride tüm iş
istasyonlarının çevrim süreleri eşittir (tamamen etkin) kabul edilir. Ancak fiili çevrim süresi her iş istasyonunda iş elemanlarının toplam gerçekleşen süreleridir.
• Gecikme Süresi : Fiili iş istasyonu süreleri (çevrim süreleri) ile teorik süre arasındaki farktır. Farkın olması, bazı çevrim operatörlerinin boş kalması demektir.

13.10.2012 AELEREN 243
Üretim/Montaj Hattı Dengeleme İçin Formüller
Günlük çalışma süresi Çevrim Süresi : -------------------------- Günlük Talep Toplam iş elemanları süresi Teorik İş İst.Sayısı: -------------------------------- Çevrim Süresi Toplam iş elemanları süresi emax : ---------------------------------------------- (Teorik iş is. Sayısı)*(Çevrim Süresi) Denge Kaybı : 1-emax
Toplam Boş Süre : ∑(Teorik Çev. Sür.- Fiili Çevrim Sür)

13.10.2012 AELEREN 244
Örnek-1: Günlük çalışma süresi 8 saat/gün; günlük talep 1800 adet/gün'dür.
Buna göre montaj hattını dengeleyiniz.
İş Elemanı Öncül Eleman İşlem Süresi(ti-sn)
1 0 4
2 0 5
3 1 6
4 1 7
5 3 5
6 2 10 -> tmax
7 6 6
8 7 1
9 7 4
∑ti 48 sn

13.10.2012 AELEREN 245
Çözüm-1
Çevrim Süresi = (8*3600)sn / 1800 Adet = 16 sn/Adet
Teorik İş İstasyonu Sayısı = 48 sn / 16 sn/Adet = 3 Adet

13.10.2012 AELEREN 246
Montaj Hattı Süreç Şeması
1
4
3
2 5
6 8
9
7
I
III
II

13.10.2012 AELEREN 247
Örnek-2: Günlük çalışma süresi 8 saat/gün; günlük talep 1920 adet/gün'dür.
Buna göre montaj hattını dengeleyiniz.
İş Elemanı Öncül Eleman İşlem Süresi(ti-sn)
1 0 8
2 0 2
3 0 2
4 1 6
5 1 5
6 2 3
7 1 3
8 3 3
9 3 1
10 2 5
11 2 4
12 6 10 -> tmax
13 4 3
14 3 5
∑ti 60 sn

13.10.2012 AELEREN 248
Çözüm-2
Çevrim Süresi = (8*3600)sn / 1920 Adet = 15 sn/Adet
Teorik İş İstasyonu Sayısı = 60 sn / 15 sn/Adet = 4 Adet

13.10.2012 AELEREN 249
Örnek-3: Günlük çalışma süresi 8 saat/gün; günlük talep 1800 adet/gün'dür.
Buna göre montaj hattını dengeleyiniz.
İş Elemanı Öncül Eleman İşlem Süresi(ti-dk)
A - 10
B A 11
C B 5
D B 4
E A 12 -> tmax
F C,D 3
G F 7
H E 11
I G,H 3
∑ti 66 dk

13.10.2012 AELEREN 250
Çözüm-3
Çevrim Süresi = (8*60)dk / 40 Adet = 12 dk/Adet
Teorik İş İstasyonu Sayısı = 66 dk / 12 sk/Adet = 5,5 < 6 Adet

13.10.2012 AELEREN 251
İş/Yük/Görev Atama İş, görev veya tezgah yükleri,lojistik sistemle gerçekleştirilen
fiziksel dağıtımda yük, rota veya depoların belirlenmesinde maliyet, süre, kayıplar gibi artması istenmeyen unsurlar için minimizasyon; kar, fayda gibi artması istenen unsurlar için de maksimizasyon temelli problemlerin çözümünden oluşmaktadır.
Bu konuda birçok yöntem uygulanmaktadır. Bunlardan yöneylem araştırması yöntemleri olan doğrusal programlama, atama yöntemleri (Kuzeybatı Yöntemi, Van Yöntemi, vb.) yanında Macar Algoritması gibi basit ama kullanışlı yöntemler de kullanılmaktadır.

13.10.2012 AELEREN 252
Macar Algoritması
Yöntemin uygulanmasında temel amaç doğrultusunda maksimizasyon veya minimizasyon modelinin hangisinin kulanılacağının belirlenmesidir. Bunu da eldeki dataların türü gösterecektir. Örneğin kar datası varsa maksimizasyonun seçilmesi gibi.

13.10.2012 AELEREN 253
Yöntemin Uygulanması
• İş-görev ;kişi-tezgah, pazarlamacı-bölge veya yük-araç matrisinin oluşturulması. Burada atanacaklar satır başlarını, hedefler ise sütün başlarını belirler.
• Her sütunun en küçüğü değer belirlenir ve tüm sütundan çıkartılır.
• Her satır için bu sefer aynı işlem yinelenir.
• Sıfırların geçtiği yerler minimum çizgi ile kapatılmaya çalışılır. Eğer çizgi sayısı hedef sayısından az ise sonraki işleme devam edilir, eşit veya yüksek ise her satır için sıfır olan değerlere karşılık gelen sütunlar (hedef) belirlenir. Tercihlerde tek sıfır olan satırlardan başlanması daha doğru olacaktır. Çakışma varsa, yani aynı anda birden fazla tercih kilitlenmesi varsa, sonraki işleme devam edilir.

13.10.2012 AELEREN 254
• Sıfırların üzerinden çizilen minimum sayıda çizgi incelenir, çizgilerin geçmediği dataların en küçüğü belirlenir. Bu değer; – Çizgilerin geçmediği datalardan çıkartılır,
– Çift çizginin geçtiği datalara eklenir,
– Tek çizginin geçtiği datalara dokunulmaz.
• Tekrar sıfırların üzerinden çizgiler çizilir ve çözüm aranır. Çizgi sayısı yine az ise veya çakışma varsa bir önceki işlem tekrar edilir, varsa çözüm açıklanır.
• Çözümsüzlük olabilir, onlarca iterasyondan sonra da çözümsüzlük bir döngü olarak devam ediyorsa, işlem çözümsüz olarak kabul edilir. Bunun sebebi, birden fazla hedef için verinin çok yakın değerler veya aynı karekter (orantılı) olması veya satır-sütun sayısının farklı olmasından kaynaklanabilir.

13.10.2012 AELEREN 255
Örnek-1 : (Maliyete Dayalı-Minimizasyon)
GÖREV
A B C D
KİŞİ
1 8 2 3 4
2 6 3 7 4
3 4 4 8 5
4 5 5 6 3
Tablo-1 : Modelin Başlangıç Hali

13.10.2012 AELEREN 256
GÖREV
A B C D
KİŞİ
1 4 0 0 1
2 2 1 4 1
3 0 2 5 2
4 1 3 3 0
Tablo-2 : Sütunların en küçüğü kendi sütunlarından çıkartılır.

13.10.2012 AELEREN 257
GÖREV
A B C D
KİŞİ
1 4 0 0 1
2 1 0 3 0
3 0 2 5 2
4 1 3 3 0
Görevlendirme :
1 C : 3$
2 B : 3$
3 A : 4$
4 D : 3$
∑ 13$
Tablo-3 : Satırların en küçüğü kendi satırlarından çıkartılır.
Bu aşamada satır ve sütunlarda sıfırları kapatacak çizgi sayısı en az 4 ‘ü yani hedef sayısını yakalamıştır ve çözüm şartı sağlanmıştır. Sonuç olarak çözüm çatışması, çelişkisi de bulunmamaktadır.

13.10.2012 AELEREN 258
Çözüm-1 : Kar Maksimizasyonu
• Yukarıdaki örnekte maliyet değil kar olsa idi ve model maksimizasyona dayalı olsa idi; son tabloda sırasıyla en büyükten küçüğe değerler taranarak çözüme ulaşılabilir :
Görevlendirme :
1 A : 8$
2 D : 4$
3 C : 8$
4 B : 5$
∑ 25$ Toplam Kar

13.10.2012 AELEREN 259
İŞ SIRALAMA
Üretim sürecinde işlerin en uygun bir şekilde sıralanması ile zaman, işgücü, makine ve diğer kaynakların bekleme ve gecikmelerden dolayı kaybının en aza indirgenmesi amaçlanmaktadır.
Sıralama yöntemleri olarak; • Öncelikli Karar Kuralları, • Johnson Kuralı yaygın olarak kullanılmaktadır.

13.10.2012 AELEREN 260
Öncelikli Karar Kuralları
• İGİS : İlk gelen ilk servise alınır.
• EKİS : En kısa işlem süresi iş ilk alınır.
• EUİS : En uzun işlem süresine sahip iş ilk sıraya alınır.

13.10.2012 AELEREN 261
Örnek : İGİS Kuralı
İş Sırası İşlem Süresi
İşin Sistemde
Geçirdiği Süre Teslim Süresi Gecikme Süresi
A 6 6 8 0
B 2 8 6 2
C 8 16 18 0
D 3 19 15 4
E 9 28 23 5
Toplam 28 77
11
Ortalama 15,4 2,2
Ortalama Bitirme Süresi = (Sistemde geçen süre toplamı)/İş sayısı = 77/5 = 15,4 gün
Ortalama Gecikme Süresi = (Toplam Gecikme Süresi / İş Sayısı) = 11/5 = 2,2 gün
Sistemdeki iş sayısı = Sistemde Geçen Toplam Süre / Toplam İşlem Süresi = 77/28 = 2.75 adet iş

13.10.2012 AELEREN 262
Örnek : EKİS Kuralı
Ortalama Bitirme Süresi = (Sistemde geçen süre toplamı)/İş sayısı = 65/5 = 13 gün
Ortalama Gecikme Süresi = (Toplam Gecikme Süresi / İş Sayısı) = 9/5 = 1,8 gün
Sistemdeki iş sayısı = Sistemde Geçen Toplam Süre / Toplam İşlem Süresi = 65/28 = 2.32 adet iş
İş Sırası İşlem Süresi
İşin Sistemde
Geçirdiği Süre Teslim Süresi Gecikme Süresi
B 2 2 6 0
D 3 5 15 0
A 6 11 8 3
C 8 19 18 1
E 9 28 23 5
Toplam 28 65
9
Ortalama 13 1,8

13.10.2012 AELEREN 263
Örnek : EUİS Kuralı
Ortalama Bitirme Süresi = (Sistemde geçen süre toplamı)/İş sayısı = 103/5 = 20,6 gün
Ortalama Gecikme Süresi = (Toplam Gecikme Süresi / İş Sayısı) = 48/5 = 9,6 gün
Sistemdeki iş sayısı = Sistemde Geçen Toplam Süre / Toplam İşlem Süresi = 103/28 = 3.68 adet iş
İş Sırası İşlem Süresi
İşin Sistemde
Geçirdiği Süre Teslim Süresi Gecikme Süresi
E 9 9 23 0
C 8 17 18 0
A 6 23 8 15
D 3 26 15 11
B 2 28 6 22
Toplam 28 103
48
Ortalama 20,6 9,6

13.10.2012 AELEREN 264
Örnek : Johnson Kuralı
• Her makine veya iş merkezinde her işin gerektirdiği işlem süreleri listelenir.
• En kısa işlem süresi gerektiren iş seçilir. Seçilen iş birinci makinede yer alıyorsa sıralamanın başına, ikinci tezgahta ise sıralamanın sonuna yazılır.

13.10.2012 AELEREN 265
Örnek -1 (Johnson Kuralı)
İŞ SIRALAMA
T1 ve T2 tezgahlarında iki işlem geçiren A,B,C,D,E,F işlerini
en az boş süre kalmak üzere sıralayınız.
İ Ş L E R
İŞLEMLER A B C D E F
T1 20 5 30 15 13 25
T2 30 20 10 25 17 12
6 1 2 5 4 3

13.10.2012 AELEREN 266
Çözüm-1
Sıralama => B E D A F C
T1 T2
İŞLER Süre Başlangıç Bitiş Süre Başlangıç Bitiş Boş
B 5 0 5 20 5 25 0
E 13 5 18 17 25 42 7
D 15 18 33 25 42 67 9
A 20 33 53 30 67 97 14
F 25 53 78 12 97 109 19
C 30 78 108 10 109 119 1

13.10.2012 AELEREN 267
Örnek-2 (Johnson Kuralı)
İŞ SIRALAMA
T1 ve T2 tezgahlarında iki işlem geçiren A,B,C,D,E,F işlerini en az
boş süre kalmak üzere sıralayınız.
İ Ş L E R
İŞLEMLER A B C D E F
T1 10 25 18 35 30 20
T2 20 26 20 15 17 25
1 6 4 2 3 5

13.10.2012 AELEREN 268
Çözüm-2
Sıralama => A C F B E D
T1 T2
İŞLER Süre Başlangıç Bitiş Süre Başlangıç Bitiş Boş
A 10 0 10 20 10 30 0
C 18 10 28 20 30 50 2
F 20 28 48 25 50 75 2
B 25 48 73 26 75 101 2
E 18 73 91 22 101 123 10
D 25 91 116 35 123 158 7

13.10.2012 AELEREN 269
Örnek-3 (Johnson Kuralı)
İŞ SIRALAMA
İki iş merkezinde işlem gören A,B,C,D,E işlerini en az boş
süre kalmak üzere sıralayınız.
İ Ş L E R
İŞLEMLER A B C D E
7 İş Merkezi-1 5 3 8 10
İş Merkezi-2 2 6 4 7 12
6 1 4 3 2

13.10.2012 AELEREN 270
Çözüm-3
Sıralama => B E D C A
T1 T2
İŞLER Süre Başlangıç Bitiş Süre Başlangıç Bitiş Boş
B 3 0 3 6 3 9 0
E 7 3 10 12 10 22 0
D 10 10 13 7 22 29 2
C 8 13 21 4 29 33 8
A 5 21 26 2 33 35 7

13.10.2012 AELEREN 271
6. BÖLÜM SORULARI
• Fabrika içi yerleşim düzenlemenin aşamalarını sınıflandırarak sıralayınız.
• Fabrika içi yerleşim düzenlemenin amaçları nelerdir?
• Fabrika içi yerleşim düzenlemenin sonuçları nelerdir?
• Montaj hattı dengeleme çalışması nedir? Amacı nelerdir?
• İş-görev atama yöntemleri nelerdir? • İş sıralama yöntemleri nelerdir?

13.10.2012 AELEREN 272
6. BÖLÜM SORULARI
MAKİNE
A B C D E
İŞ
1 100 75 70 110 120
2 120 130 115 90 100
3 90 90 110 115 115
4 60 65 40 80 70
5 140 150 70 160 155
1. Aşağıdaki tabloda verilen veriler kullanılarak a) Maksimizasyona göre atayınız ve
toplam karı, b) Minimizasyona göre atayınız ve toplam maliyeti bulunuz.
2. Aşağıdaki tabloda verilen veriler kullanılarak Johnson Kuralına göre tezgahları
sıralayınız ve başlangıç-bitiş süreleri ile boş süreleri hesaplayınız.
İŞ A B C D E F
İş Merkezi-1 6 3 18 15 16 10
İş Merkezi-2 12 7 9 14 8 15

13.10.2012 AELEREN 273
6. BÖLÜM SORULARI
3. Aşağıdaki tabloda verilen veriler kullanılarak; a) Verileri Gannt Şemasına Yükleyiniz,
b) İGİS, EKİS, EUİS Kurallarına göre tezgahları sıralayınız ve gerekli hesapları
yapınız.
Bekleyen Siparişler A B C D E F G H
İşlem Süresi (gün) 27 14 7 31 9 27 3 21
Teslim Tarihi (gün) 32 33 17 40 28 52 9 44

13.10.2012 AELEREN 274
VIII. KAPASİTE YÖNETİMİ

13.10.2012 AELEREN 275
Kapasite Tanımları
• Bir dönemdeki girdi değerleri büyüklüğüne göre,
• Üretim sürecinde kullanılan kaynakların büyüklüğüne (fiziksel kapasite) göre,
• Bir dönemdeki çıktı (üretim) miktarına (fonksiyonel kapasite) göre,
sınıflandırılabilir.

13.10.2012 AELEREN 276
Dönemlik Girdi Değerlerine Göre
Üretim işletmesinde bir dönemde kullanılan girdi değerlerinin büyüklüğü kapasiteyi oluşturur. Bu tanım genellikle tarımsal ürünlere dayalı sanayilerde çok kullanılmaktadır. Örn: yılda 100 ton şeker pancarı işleme kapasitesine sahip şeker fabrikası gibi.

13.10.2012 AELEREN 277
Üretim Sürecindeki Fiziksel Büyüklüğe Göre
İşgücü, bina, makine ve teknoloji gibi üretebilme gücünü oluşturan kaynakların fiziksel büyüklüğüne dayalı bir kapasitedir.

13.10.2012 AELEREN 278
Dönemlik Üretim Miktarı Büyüklüğüne Göre
Bir dönem boyunca ortalama üretim miktarı büyüklüğü(dönemlik ürün sayısı) bizim için üretim büyüklüğüne dayalı bir kapasiteyi vermektedir.

13.10.2012 AELEREN 279
AÇIKLAMA!
Fiziksel kapasite ile dönemlik girdi ve çıktı (üretim) miktarına dayalı kapasiteler doğru orantılıdır. Yani İşletmede fiziksel kapasite artarken dönemlik üretim miktarları ile bu miktarları elde etmek için ihtiyaç duyulacak girdi miktarları artacaktır.
Ancak dönemlik üretim miktarındaki her artış
veya azalış diğer kapasitelerin artış veya azalış şartına bağlanamaz; yan sanayi, fason üretim, outsoursing gibi yöntemlerle de artırılmış olabilir.

13.10.2012 AELEREN 280
Dönemlik Üretim Büyüklüğüne Dayalı Kapasite Çeşitleri
• Teorik/Kuramsal/Maksimum Kapasite
• Pratik Kapasite
• Fiili Kapasite
• Optimal Kapasite

13.10.2012 AELEREN 281
Teorik Kapasite
Bir dönem(yıl) boyunca hiçbir aksaklık olmaksızın ulaşılabilen en yüksek üretim miktarına denir
Teorik Kapasiteye ulaşmak kısa vadede mümkün,ancak tüm dönem(yıl) boyunca imkansız görünmektedir.
Teorik Kapasiteye ulaşmak için işgücü, teknoloji, hammadde ve malzeme gibi üretimi aksatabilecek unsurlar üzerinde önlem alıcı çalışmalar, işgücü motivasyon artışı için eğitim vb çalışmalar yürütülebilir.

13.10.2012 AELEREN 282
Pratik Kapasite
İşletmenin bir dönem(yıl) boyunca bazı aksaklıklar nedeniyle maksimum üretim düzeyinin düşüş göstermesi durumunda, talepte esneklik olmamak üzere gelinecek üretim düzeyi noktasındaki kapasitedir.

13.10.2012 AELEREN 283
Fiili Kapasite
İşletme Pratik Kapasite düzeyinde iken talepte oluşacak düşüşler nedeniyle fiilen gelinecek üretim düzeyindeki kapasitedir.
Fiili kapasitede iken talep dengelenirse
pratik kapasiteye, aksaklıklar engellenirse de maksimum kapasiteye ulaşılır.

13.10.2012 AELEREN 284
Optimal Kapasite
Talepteki dalgalanmalar nedeniyle fiili kapasite düzeyimiz minimum düzeyi ile maksimum düzeyi (pratik kapasite) arasında gider gelir.
Bu mesafede maliyetlerin en düşük
olduğu üretim noktası vardır ki bu noktadaki üretim kapasitesine Optimal Kapasite denir.

13.10.2012 AELEREN 285
Atıl Kapasite Oranı
Pratik kapasite ile fiili kapasite arasındaki farkın pratik kapasiteye bölümü ile oluşan orandır.
Bu oran, talepteki dengesizliğe uyum gösteremediğimizden dolayı oluşan atıl kapasiteyi gösterir.

13.10.2012 AELEREN 286
TALEP / KAPASİTE EŞİTSİZLİĞİ
• Talep = Kapasite
• Talep > Kapasite
• Talep < Kapasite

13.10.2012 AELEREN 287
Talep = Kapasite Durumu
İstenen en uygun kapasite durumudur. Bir bakıma teoride mümkündür. Burada kapasite ve talep dengesi mükemmeldir. Bu durumun dönem boyunca sağlanması çok zor ihtimaldir, ancak amaç farkın sıfıra yaklaşmasıdır.

13.10.2012 AELEREN 288
Talep > Kapasite
• Hiçbir müdahale yapılmaz, yoksatma(fırsat) maliyeti eklenir.
• Geçici önlem alınır (fazla mesai vs.) Bu durumda fazla mesai maliyetleri eklenir.
• Kalıcı önlem alınır. (yeni işgücü ve ekipman alınır) Yeni işgücü maliyetleri ve tazminat maliyetleri eklenir.
• Fiziksel kapasitede değişiklik yapılmaz, üretim fazlası yan sanayii,fason imalat,outsourcing, vb.faaliyetlerle sağlanır.

13.10.2012 AELEREN 289
Talep<Kapasite
• Hiçbir müdahale yapılmaz (aşırı stoklar ve maliyetleri, ürün demode olması, bozulması, moda kaybı vs.)
• Üretim kısılır (atıl kaynak maliyeti) • Kapasite küçülür (İşgücü çıkarma maliyeti, elden
çıkarılan teknolojideki kayıp maliyetler) • Fiziksel kapasitede değişiklik yapılmaz, talep artırıcı
faaliyetlerle (damping, reklam, promosyon, çeşitlendirme, alternatif pazarlar, vb.) talep artırılmaya çalışılır ve üretim fazlası eritilir.

13.10.2012 AELEREN 290
Esnek Kapasite
İşletmenin fiziksel büyüklüğüne (üretim
kaynakları olan işgücü, makine, bina..vb) dayalı kapasitesi (fiziksel kapasite) küçülürken; dönemlik üretim miktarına dayalı kapasite olan dönemlik ürün kapasitesinin (fonksiyonel
kapasite) düşmemesi ile gerçekleşen kapasite dengesine denir.

13.10.2012 AELEREN 291
Kapasitenin Tanımı ve Ölçütleri
Kapasite:
Tasarlanan
Kapasite:
Etkin Kapasite:
Kullanılabilir
Kapasite:
Sistemin belirli bir zaman aralığındaki en
çok çıktısı
İdeal koşullarda ulaşılabilecek en çok
kapasite
Tasarlanan kapasitenin gerçekte beklenen
yüzdesi
Belirli bir tesisin en çok kullanılabilir
kapasitesi
KK = (Kapasite)(Kullanım)(Etkinlik)

13.10.2012 AELEREN 292
Kullanım
♦ Bir tesisin, iş merkezinin ya da makinenin
planlanan ya da gerçek kapasitesinin ölçüsü
saat lamMevcut top
saat kullanımPlanlanan
Kapasite
KapasiteBeklenen Kullanım

13.10.2012 AELEREN 293
Etkinlik
♦ Bir tesis veya makinenin kullanıldığında ne
kadar iyi işlediğinin ölçütü
zamanStandart
zaman gerçek Ortalama
çıktıstandart olarak Birim
çıktı gerçek olarak Birim
Kapasite Etkin
Çıktı GerçekEtkinlik

13.10.2012 AELEREN 294
Kapasite Planlama Süreci
Talep
öngörüsü
Kullanılabilir
kapasiteyi
hesapla
Gereken
kapasiteyi
hesapla
Alternatif
planlar
geliştir
Kapasite
planlarını
değerlendir
En iyi
kapasite
planını seç
Kantitatif
etkenler
(maliyet)
Kalitatif
etkenler
(beceriler)
En iyi planı
uygula

13.10.2012 AELEREN 295
Mevcut Kapasiteyi Yönetmek
Talep Yönetimi
♦ Fiyatları değiştir
♦ Tutundurma politikalarını
değiştir
♦ Bekleme zamanını
değiştir
♦ Tamamlayıcı ürünler sun
Kapasite Yönetimi
♦ Personeli değiştir
♦ Ekipman ve süreçleri
değiştir
♦ Yöntemleri değiştir
♦ Daha hızlı üretim için
ürünü yeniden tasarla

13.10.2012 AELEREN 296
Kapasite Arttırma Yaklaşımları

13.10.2012 AELEREN 297
IX. TALEP TAHMİNİ

13.10.2012 AELEREN 298
Talep, tüketicilerin bir mal veya hizmeti belirli
bir fiyat seviyesinde almaya hazır olduklara
miktara denilir.
Talep tahminin temel amacı, nitelik ve nicelik
bakımından işletmenin ürettiği ürünlere karşı
talep yapısını belirlemektir.

13.10.2012 AELEREN 299
Talep tahminiyle ilgili
kavramlar
• Potansiyel Pazar: belirli (spesifik) tüketici
gruplarının, belirli bir endüstri pazarlama faaliyeti
düzeyinde, belirli bir zaman diliminde, bir maldan
satın almaları muhtemel miktarı ifade eder.
• Satış potansiyeli: belirli bir zaman diliminde,
belirli bir mamulden satılabilecek miktardır.
Satış tahmini: işletmenin belirli bir gelecek zaman
diliminde, belirli bir pazarlama çabası ile bir
mamulünden satabileceği miktardır.

13.10.2012 AELEREN 300
Toplam nüfus
Potansiyel Pazar % 20
Potansiyel Pazar % 100

13.10.2012 AELEREN 301
Çağdaş işletme yöneticilerinin geleceğe yönelik
sağlıklı kararlar alabilmeleri önemli ölçüde talebin
nitelik ve nicelik bakımından doğru olarak
belirlenmesine bağlıdır.
Tahmin işlemi, kullanılan tahmin metotlarının
etkinliğine bağlı olarak başarılı veya başarısız
olabilir.
Talep Tahmininin Önemi

13.10.2012 AELEREN 302
Talep tahminleri belirli dönemler için yapılır. İşletmeler gelecek dönemlere ilişkin faaliyetlerini planlamak amacıyla mal ve hizmetlere olan talebi belirli metotlar ve ölçülere göre tahmin ederler.
Talep tahminleri, işletmenin hemen her düzeyinde ileriyi
planlayabilme ve etkin kararlar alabilmek için gereklidir.
Üretim Yönetiminde talep tahmini;
i) Yeni tesis planlama,
ii) Üretim/işlemler planlaması,
iii) İşgücü planlaması,
iv) Finansal planlama
bakımından önemlidir.
Talep Tahmin Dönemleri

13.10.2012 AELEREN 303
Talep Tahminleriyle İlgili Dönemler
a) Çok kısa süreli tahminler c) Orta süreli tahminler
b)Kısa süreli tahminler d) Uzun süreli tahminler
a) Çok kısa süreli tahminler: bu tahmin işlemi
günlük ve haftalık olarak yapılabilir. Yedek
parça kontrolü, stok kontrolü, yeniden sipariş
verme, iş programlarının hazırlanması amacıyla
günlük ve haftalık işler için tahminler yapılır.

13.10.2012 AELEREN 304
b)Kısa süreli tahminler: bu tahminler 1 haftadan 6
aya kadar olan süreyi kapsayabilir. Uygun sipariş
hacmi, tedarik süresi, üretimde makine ve işgücü
ayarlamaları gibi işler için kısa süreli tahminler
yapılır.
c) Orta süreli tahminler: bu tahmin işlemi 6 ay ile 2
yıllık olarak yapılır. Tedarik süresi belirsiz olan
malzeme alımları, sermaye ve nakit bütçeleri, satış
planlaması vb. faaliyetler için orta süreli tahminler
yapılır.

13.10.2012 AELEREN 305
d) Uzun süreli tahminler: bu tahminler 5 yıl ve
daha uzun süreli olarak yapılmaktadır. Tevsi
yatırımları, yeni makine alınması, mamul
planlaması, sermaye planlaması gibi faaliyetlerin
tahmin işlemi uzun süreli olarak yapılır.

13.10.2012 AELEREN 306
Talep Yönetimi
• Üretim yönetiminin ilk aşaması müşterilerin neyi ne kadar istediklerinin bilinmesidir.
• İşletmenin planlama departmanı müşterilerin mevcut ve potansiyel ihtiyaçlarını tanımlamalıdır.

13.10.2012 AELEREN 307
Talep Yönetimi
Ne üretilmeli?
Ne kadar üretilmeli
nerede ve ne zaman üretilmeli?
Talep yönetiminin sorularıdır

13.10.2012 AELEREN 308
Talep Yönetimi
Talep yönetimi:
1) Firmanın ürünleri için talep kaynaklarını tanımlamak
2) Talebi tahmin etmek
3) İşletmenin bu talebi nasıl gerçekleştireceğini tanımlamak

13.10.2012 AELEREN 309
Talep Yönetimi
• Firmanın pazarlama fonksiyonu üretim için pazar bilgisini ve talep tahminini sağlamalıdır
• Ve üretim fonksiyonu da talep edilen ürünlerin ihtiyaç duyulan zamanda sağlanabileceğinden emin olmalıdır.

13.10.2012 AELEREN 310
Talep Yönetimi
• Aynı zamanda pazarlama ile üretim arasındaki talep bilgisinin doğru ve açık olması gerekmektedir.
• Tutarsız ve yanlış veri akışı her bir yönde sıklıkla karışıklığa yol açar.

13.10.2012 AELEREN 311
Talep Yönetimi
• Bu karışıklığın sonuçlarında pazarlama ve üretim arasında şu konularda problemler yaşanabilir:
- büyük miktarda bölümler ve bitmiş ürünler
- çok kaynaklı talep ve
- talebin zamanında farklılıklar

13.10.2012 AELEREN 312
Talep Yönetimi
• Üstelik son ürünler, kaynaklar ve hammadde için genellikle ek talepler gelebilir.
• Örneğin plansız satış sonrası hizmetler ve noksanlıklar için ek talepler ortaya çıkabilir. (örn: araba yedek parçalarında)
• Bu sebeplere bağlı olarak gelecek talebi öngörmek genellikle zordur.

13.10.2012 AELEREN 313
Talep Tahmini
• Tahmin gelecekte ne olacağı ile ilgili sonuç çıkarmaktır.
• Tahmin yanlış olabilir.
• İşletmeler çeşitli konularda tahmin kullanabilirler.

13.10.2012 AELEREN 314
Talep Tahmini
• Bazı ana tahmin alanları; (1) ekonomik tahmin, (2) teknolojik tahmin, ve (3) talep tahmini.
• Ekonomik tahmin genel işletme durumunun gelecekte ne olacağını ön görmektir.

13.10.2012 AELEREN 315
Talep Tahmini
• Ekonomik tahmine bazı örnekler: enflasyon oranları, GMH, kişisel gelir, vergi gelirleri, iş oranı, vb.
• Ekonomik tahmin genellikle hükümet, bankalar ve ekonometrik tahmin hizmetleri tarafından gerçekleştirilir.

13.10.2012 AELEREN 316
Talep Tahmini
• Tahminin diğer uygulaması teknoloji tahminidir.
• Teknoloji tahmini gelecekteki olası teknoloji gelişimlerini öngörmektir.

13.10.2012 AELEREN 317
Talep Tahmini
• İşletmenin rakipleri kendi ürünlerinde ve süreçlerinde hangi teknoloji kullanabilirler?
• İşletmeye rekabet avantajı kazandıracak teknolojik faydalar bulunmakta mıdır?

13.10.2012 AELEREN 318
Talep Tahmini
• Örneğin ABD’de elektrikli araba üretimi araba üreticileri için önemli bir gösteriş/tehdit olarak gözükmektedir.
• Fakat teknolojik tahmin pazarda nasıl ve ne zaman yapılabilir?
• Teknolojik tahmin bu soruların cevaplanmasına yardım eder.

13.10.2012 AELEREN 319
Talep Tahmini
• Ekonomik ve teknolojik tahmin, talep tahmini için öncelikli talep verisinin elde edilmesini sağlar.
• Talep tahmini işletmenin ürünleri ile ilgili talebin zamanı ve miktarı konusunda öngörüde bulunur.

13.10.2012 AELEREN 320
Talebi Etkileyen Faktörler

13.10.2012 AELEREN 321
Talebi Etkileyen Faktörler • Genel ekonomik durum, işletme hayatının
enflasyon, bunalım ve depresyon dönemleri ile ilgilidir.
• Bu belirli durumlar ülke genelindeki tüm işletmeleri etkiler.
• Ürün hayat eğrisi pazardaki ürünler ile ilgili konularda satışlar, ürün standardizasyonu ve rekabet baskısındaki değişimler ile ilgilidir.

13.10.2012 AELEREN 322
Talebi Etkileyen Faktörler
İşletmenin kontrol edebileceği ve talebi etkileyen bazı diğer faktörlerde bulunmaktadır.
13.10.2012 AELEREN 323
Tahmin Ufku
tahmin ufku, tahminin öngörülebileceği gelecek periyotların sayısıdır.

13.10.2012 AELEREN 324
Tahmin Ufku
Ufkun uzunluğuna bağlı olarak üç tip tahmin bulunmaktadır.
1) Uzun dönemli tahmin (gelecek beş yılla ilgili öngörü)
2) Orta dönemli tahmin (iki yıla kadarki öngörü)
3) Kısa dönemli tahmin (bir gün ile bir yıl arasındaki tahmin)

13.10.2012 AELEREN 325
Tahmin Ufku

13.10.2012 AELEREN 326
Tahmin Ufku • Kabul edilmiş üretim planları her periyotta üretilecek
her bir üretim grubunun miktarı ile ilgili özelliklerin yer aldığı genel bir takvim niteliğindedir.
• Kabul edilmiş planlar kısa dönemli planlarda detaylı iş takvimlerinin ve satın alma gereksinimlerinin gerçekleştirilmesini sağlar. Genellikle kısa dönemli tahmin sonuçları uzun dönemli tahmin sonuçlarına göre daha doğrudur.
• Diğer bir değişle gelecek ayın tahmini gelecek yılın tahminine göre daha doğru olabilir.
• Tüm işletmeler daha doğru tahmine ihtiyaç duyarlar.

13.10.2012 AELEREN 327
Tahmin Ufku
daha doğru tahmin, işletmenin kaynaklarını talebi gerçekleştirmeye yönelik daha etkin ve verimli bir şekilde kullanmasını sağlar.

13.10.2012 AELEREN 328
Taleple ilgili doğrudan ilgili faktörleri belirlemek amacıyla yapılan bir araştırmadır.
Talep Araştırması; talep eğrisi, talep fonksiyonu, talep-fiyat ilişkisi, talebin fiyat esnekliği, talebin gelir esnekliği, üretim faktörleri, Pazar dengesi gibi bilgilerin ışığında yapılan bir çalışmadır.
Talep Tahmin Araştırması

13.10.2012 AELEREN 329
-Talep tahminlerinin kapsadığı zaman aralığı kısaldığı taktirde,
tahminlerin duyarlılığı artar. Zaman aralığı, zaman serileri için yapılan
analizlerde önemli olmaktadır. İşletmenin 3 yıldaki satışlarını model
olarak alan bir analiz, 8 yılı model alarak yapılan bir analizden daha
duyarlı olmaktadır.
-Talep tahmin araştırmalarında sapmaları belirleyecek hata
hesaplamaları yapılmalıdır.
-Miktar ve çeşit bakımından büyük olan gruplar için yapılan tahminler
daha duyarlı olmaktadır.
-Talep tahmin araştırması uygulamaya geçilmeden önce, doğruluğunun
test edilmesi gerekir. Test aşamasında ortaya çıkan bir takım hatalar ve
sapmaları, düzeltmek üzere gerekli tedbirler alınır.
Talep Tahmin İlkeleri

Talep Tahmini Aşamaları
• Veri toplama
• Veri hazırlama
• Tahmin periyodunun belirlenmesi
• Uygun tahmin yönteminin belirlenmesi
• Tahmin etme
• Hata ve sapmaların araştırılması ve varsa düzeltme yöntemlerine başvurulması
• Sonuçların geçerliliğinin test edilmesi
• Duyarlılık analizi ve yorumlama

13.10.2012 AELEREN 331
Talep Metotları
Talep sübjektif yada objektif yaklaşımlarla gerçekleştirilebilir.

13.10.2012 AELEREN 332
Talep Metotları
• Sübjektif yaklaşım doğal olarak kalitatiftir ve genellikle insanların görüşlerine bağlıdır (sübjektif olmasının nedeni)
• Objektif yaklaşımlar kantitatif metotlar ve matematiksel modelleri içerir (bunlara aynı zamanda istatistiksel tahmin de denir)

13.10.2012 AELEREN 333
Görüş Toplama Metodu
Tüketici anketleri
Yönetici ve satış elemanlarının
tahminleri
Ekonomik Göstergelere
Dayanan Tahmin Metodu
Milli gelir, fiyat endeksleri,
para-kredi politikaları
Enerji tüketimi, konut
sayısı, istihdam ve
ücretler
İstatistiki Metotlarla
Talep Tahmini
En küçük Kareler
Metodu
Korelasyon
Katsayısı
Eğri Uydurma
Metodu
Zaman Serileri
Analizi
Trende Oranlama
Metodu
Hareketli Ortalamalar
Metodu Delfi Tekniği

13.10.2012 AELEREN 334
Bu göstergelerden
bazıları, milli gelir, stok
hareketleri, fiyat
endeksleri, para-kredi
politikaları, ödemeler
dengesi, istihdam ve
ücretler, hisse senetleri
ve tahvil fiyatları,
çalışan nüfus, konut
sayısı, ulaşım
maliyetleri, enerji
tüketimidir.
Bu göstergelerle talep
tahminlerinin belirlenmesi
korelasyonla (iki değişken
arasındaki ilişkinin
derecesi) ile belirlenir.

13.10.2012 AELEREN 335
Sübjektif (Kalitatif) Tahmin Metotları
Dört ana kalitatif tahmin tekniği bulunmaktadır:

13.10.2012 AELEREN 336
1. İdari Komite Konsensüsü
• Tahmin bilgi sahibi idareci gruba sorularak gerçekleştirilir.
• Tahmin edilecek maddeler ile ilgili gelecek görüşleri tartışılır.
• Bu metot kısa dönemli ve göreceli bir tahmin sağlar.
• Fakat güçlü üyelerin gruptaki varlığı başarılı tahminin gerçekleştirilmesini sağlar
• Yüksek ücretli idarecilerin değerli zamanını gerektirir.
• Bu metot genellikle orta ve uzun dönemli tahmin konularında kullanılır.

13.10.2012 AELEREN 337
Talep tahmininde tecrübe ve sezgileri ön planda tutmaktadır.
Bu metoda göre, işletmenin çeşitli kademelerinde çalışan
personelin ve tüketicilerin görüşleri sistematik bir
yaklaşımla analiz edilerek değerlendirilir.
Yönetici ve satış
elemanlarının
tahminleri
Tüketici
anketleri
Delfi Tekniği

13.10.2012 AELEREN 338
2. Delphi Metodu
• Delphi metodu sonucunda bir konsensüs oluşturacak uzmanlar grubunu içerir.
• Genellikle gelecek teknolojiler yada yeni ürünün gelecek satışları ile ilgili uzun dönemli tahmin yaparlar.
• Buradaki farklılık bu metotta, panel üyeleri birbirlerini tanımayan ve farklı bölümlerden oluşur.
• Böylece güçlü idarecilerin etkisi azaltılmış olur.

13.10.2012 AELEREN 339
2. Delphi Metodu
• Tüm katılımcıları tanıyan bir koordinatör bulunur ve tüm katılımcılar sadece koordinatör ile ilişki kurarlar.
• Öncelikle tüm katılımcılar soru formunu doldurarak koordinatöre geri dönerler.
• Sonuçlar koordinatör tarafından toplanır ve yeni soru formu bu sonuçlara bağlı olarak gerçekleştirilir.
• özet raporu katılımcılara geri gönderilir.

13.10.2012 AELEREN 340
2. Delphi Metodu
• Katılımcılar bu raporu okurlar ve kendi görüşlerine bağlı olarak desteklerler yada modifiye ederler.
• Süreç konsensüs sağlanana kadar sürdürülür.
• Konsensüsün kalitesi ve sonuç raporu genellikle koordinatöre bağlıdır.

13.10.2012 AELEREN 341
3. Satış Gücü Kompoziti
işletmede müşteriler ile doğrudan bağlantılı bulunan satış elemanları müşterilerin ürün satın alma niyetleri ile ilgili önemli bir kaynak teşkil ederler.

13.10.2012 AELEREN 342
3. Satış Gücü Kompoziti
• İşletmenin ucuz ve hızlı bir şekilde tahmin yapmasına yardımcı olabilirler.
• Bu teknikte her bir satış temsilcisine kendi bölgesindeki satış tahmini sorulur.
• Bu kişisel tahminler daha sonra üst yönetim tarafından bölgesel satış tahmininin geliştirilmesi için bir araya getirilir.
• Bu metot yeni ürün satış hacmi tahmini için çok uygundur.
• Fakat görüşlere bağlı şartlara bağlıdır.

4. Senaryo Geliştirme Yöntemi
• Senaryo yazma, iyi tanımlanmış bir dizi varsayıma dayanır. Daha sonra bu varsayımlar doğru çıktığında geleceğin muhtemel bir görüntüsünü çizen senaryolar kullanılır ancak bu senaryolar ve b şekilde oluşan tahminler sınırlı sonular vermesi önemli bir eksikliği olarak görülebilir.
• Ancak zaman ufkunun genişletilmesi ve diğer tahmin araçlarının doğru yorumlanması açısından bu çalışmalar önem kazanmaktadır.

13.10.2012 AELEREN 344
5. Pazar Araştırmaları / Müşteri Anketleri
• Müşteri anketleri ile işletme talep tahminlerini müşterilerin satın alma niyetlerine bağlı olarak gerçekleştirebilir.
• Bu bilgi müşterilerin doğrudan kendisinden elde edilmiştir.
• Yüz yüze, telefon yada posta yolu ile anketler gerçekleştirilebilir.
• Müşteri anketleri aynı zaman müşterilerin ne zaman ve hangi ürünü seçeceklerin anlaşılması konusunda mükemmel bir fırsat sağlar.
• Ancak soru sormak bazı müşterileri sıkabilir.
• Bu metot değerlendirme için geniş zamana ve anket için çok sayıda görevliye ihtiyaç duymaktadır.

6. Tarihsel Analog Yöntemi
• Senaryo analizine benzerlik göstermektedir. Daha önce piyasaya sunulan benzer bir ürün ya da hizmetlere bakarak ürünümüzün gelecekteki talep değeri hakkında bilgi sağlamayı amaçlayan bir yöntemdir.

13.10.2012 AELEREN 346
Kantitatif Tahmin Metotları
• Örneğin en azından iki yada üç yıllık geçmiş veriler
• Bununla birlikte normal olmayan, düzensiz ve talep üzerinde değişikliğe yol açan olaylar veri setinden çıkarılmalıdır. (doğal afetler yada olimpiyatlar gibi)
13.10.2012 AELEREN 347
Kantitatif Tahmin Metotları
• Zaman Serileri Analizi
• Sebep Sonuç İlişkisine (Nedensel) Yöntemler
• Fuzzy Set
• Genetik Algoritma
• Simulasyon

Zaman Serileri Analizi
• Trend Analizi
– Elle Çizim Yöntemi
– Yarım Ortalama
– En Küçük Kareler
• Ortalama Yöntemleri
– Basit Ortalama
– Hareketli Ortalama
– Üssel Düzeltme

Sebep Sonuç İlişkisine Dayalı Yöntemler
• Basit Regresyon
• Çoklu Regresyon
• Korelasyon

13.10.2012 AELEREN 350
Kantitatif Tahmin Metotları
bunun tersine nedensel modellerde tahmin değerinin öngörülebilmesi için zamanın dışında bazı faktörler kullanılabilir.

13.10.2012 AELEREN 351
Zaman Serisi Modelleri
• Zaman serisi modelleri zaman ölçeğindeki pilot talep verisini kullanır.
• Zaman serisinde kronolojik olarak düzenlenmiş sıralı gözlemlerin belirli değişkenler için düzenli aralıklar ile yer alması söz konusudur.
• Günlük, haftalık, aylık satış verileri zaman serisi için örnek olabilir.
a) Trendlerin (Eğilim), b) dönemsel faktörlerin, c) çevrimsel faktörlerin,talep verisine etkisinin analiz edilmesi için kullanılır.
• Trend, zaman içerisinde verinin aşağı yada yukarı doğru hareketini ortaya koyar
• Trend nüfus seviyesinde, teknolojide ve yaşam startlarındaki değişimleri yansıtabilir.

13.10.2012 AELEREN 352
Zaman Serisi Modelleri
• Dönemsellik belirli bir dönemde kendini tekrarlayan değişimi ortaya koyar.
• Yıl kadar uzun yada saatler kadar kısa olabilir.
• Dönemsel değişimler yılın belli dönemleri, tatiller yada diğer belirli periyotlar ile ilişkili olabilir.
• Örneğin hava durumunun nedeni olabilirler.
• Çevrimsel değişimler en azından bir yıllık bir sürede, eğriden eğriye çeşitlilik gösteren zamanlardır.

13.10.2012 AELEREN 353
Zaman Serisi Modelleri
• Buna bağlı olarak çevrimsel değişimler için tekrarların ortay konabilmesi için çok yıla ait veriye ihtiyaç duyulmaktadır.
• Örneğin genel işletme ekonomisinin aşağı yada yukarı değişimleri çevrimsel değişimi temsil edebilir.
• Son olarak da talep üzerindeki Tesadüfi değişimlerin, trend, dönemsellik yada çevrimsellik ile ile açıklanamayan değişimler olduğu da söylenmelidir.
• Savaş, grev yada deprem gibi öngörülemeyen olaylar büyük tesadüfi değişimlere yol açabilir.

13.10.2012 AELEREN 354
Zaman Serisi Model Tipleri
• İki ana zaman seri model tipi bulunmaktadır.
1- Smoothing Model
2- Time Serileri Çözülme Modelleri

13.10.2012 AELEREN 355
1. Smoothing Model
- Hareketli ortalamalar (Basit&Ağırlıklı)
- Basit üstel düzleme
- Çiftli üstel düzleme

13.10.2012 AELEREN 356
2. Zaman Serileri Çözülme Modelleri
- Ek Modeller
- Multiplicative Models

13.10.2012 AELEREN 357
Smoothing Modeller
• Kısa dönemli talep tahmini gerektiğinde, her bir madde için karmaşık talep modellerinin geliştirilmesi çok pahalı ve zaman alıcı olabilir.
• (örneğin çok sayıdaki düşük maliyetli envanter maddeleri gibi)
• Bu gibi durumlarda hareketli ortalamlar ve üstel düzleme gibi basit Smoothing modellleri daha ucuz ve hızlı bir şekilde uygulanabilir.

13.10.2012 AELEREN 358
Basit Hareketli Ortalama
• Basit hareketli ortalama son n periyottaki ortalama talebi hesaplar.
• Hesaplanan ortalama değer ise bir sonraki zaman periyodu için tahmini oluşturur.
• Zaman serisindeki tüm değerlerin ortalaması alındığı için set üzerindeki yüksek üst ve alt değerler birbirini ortadan kaldırır.
• Ve böylece tesadüfi çeşitlilik ihtimali azalmış olur.

13.10.2012 AELEREN 359
Örnek

13.10.2012 AELEREN 360
Örnek
• ürüne ait mevcut aylık talep yukarıda verilmiştir.
• İki ay (n=2) ve beş ay (n=5) haraketli ortalama bu ürünün talep tahmini için kullanılmıştır.

13.10.2012 AELEREN 361
Örnek
• örneğin n=2 için, Mart için tahmin değeri:
• FMar = (920 + 940) / 2 = 930
• Benzer olarak n=5 için, Mart için tahmin değeri
• FMar = (920 + 940 + 1020 + 1030 + 1040) / 5 = 990

13.10.2012 AELEREN 362
Örnek
• Martın talep tahmini yapılmış yeni veri ile nisan ayının tahmini de yapılabilir.
• Bu yüzden eğer veri deseni çok fazla değişiyorsa n için küçük değerler kullanmak daha iyidir.
• Bununla birlikte eğer n çok küçük ise bu durumda ortalama mevcut dönemleri çok fazla yansıtır.
• Bu yüzden eğer değişim deseni göreceli olarak durağan ise yada sürdürülebilir bir tesadüfi değişim varsa n değeri arttırılmalıdır.

13.10.2012 AELEREN 363
Mevsimlik dalgalanmaların talep üzerindeki
etkisini ortaya çıkaran bir metottur. Geçmiş
dönemdeki satışlar incelenerek, satışların zamanla
ortaya koyduğu satış seyri (trend) bulunarak ve
trend doğrusundan yararlanarak gelecek
dönemdeki talep tahmini yapılır.
Hareketli ortalamalar metoduna göre 3, 4, 6 ve
12 aylık ortalamalar alınarak hesap yapılmakta
olup, en çok 3’er aylık ortalamalara göre
değerlendirme yapılmaktadır.

13.10.2012 AELEREN 364
Örnek; SARAR Giyim Sanayi, tekstil sektöründe faaliyet
gösteren bir işletmedir. 1996-2001 yılları arasındaki satışlar
aşağıda tabloda verilmiştir. Üçer yıllık dönemler itibariyle
hareketli ortalamalar metodunu kullanarak 2002 yılına ilişkin
tahmini talep miktarını bulunuz.
Yıllar Satışlar (birim)
1996(1) 1284
1997(2) 786
1998(3) 895
1999(4) 1160
2000(5) 1200
2001(6) 1150

13.10.2012 AELEREN 365
Yıllar
(a)
Gerçek satışlar
(b)
Üçer yıllık toplam
(c)
Üçer yıllık hareketli
Ortalamaların tahmini değeri (d)
(C/dönem)
(e=b-d)
Tahmini Sapma (hata)
1 1284
2 786
3 895
4 1160 2965 988 172
5 1200 2841 947 253
6 1150 3255 1085 65
7 3510 1170

13.10.2012 AELEREN 366
• Korelasyon Katsayısı
• En Küçük Kareler Yöntemi
• Simulasyon

13.10.2012 AELEREN 367
Korelasyon katsayısı iki değişken arasındaki ilişkinin
derecesini göstermektedir. Korelasyon katsayısı (r)
aşağıdaki formüllerle hesaplanır.
r= 1-
(Y-Yı)2
(Y-Yı)2 Veya;
r= n xy-(x)(y)
n x2-(x)2 n y2-(y)2
Y=bağımlı değişkenin gerçek
değeri
Yı=bağımlı değişkenin
hesaplanmış değeri
Y=bağımlı değişkenin gerçek
değerlerinin ortalaması

13.10.2012 AELEREN 368
Korelasyon Katsayısı
Yorumu
0.90-1.00 Çok yüksek korelasyon
0.70-0.90 Yüksek korelasyon
0.40-0.70 Normal korelasyon
0.20-0.40 Düşük korelasyon
0.00-0.20 Çok düşük korelasyon
r=+1
r= -1
r= 0
0
0
0
x
x
x
y
y
y

13.10.2012 AELEREN 369
geçmişteki talep durumları, talebi etkileyen
faktörler, talep ekonomik gösterge
ilişkilerini analiz işleminde kullanarak
talep tahmini yapılmasını sağlar.
Talep tahmininde en yaygın kullanılan
istatistiki metotlardan bazıları şunlardır:
•En küçük kareler metodu
•Korelasyon katsayısı
•Zaman serileri analizi
•Hareketli ortalamalar metodu

13.10.2012 AELEREN 370
İki değişken arasındaki ilişkiyi belirlemek amacıyla, en uygun doğrunun tanımlanarak, çizilmesini öngörür.
En uygun doğrunun tanımlanması için, doğrunun bağımlı değişken eksenin kestiği noktanın ve doğrunun eğiminin bilinmesi gerekir.
Analiz işleminde hangi modelin seçilmesi
gerekeceğine noktaların dağılım şekline bakılarak
karar verilir.

13.10.2012 AELEREN 371
x
y
Y=a+bx
c
d
b= Eğim = c
d

13.10.2012 AELEREN 372
Yı = a+bx y = n.a+b x xy = ax+b x2
a= (y)(x2)-(x)(xy)
n x2-(x)2
b=
n xy-(x)(y)
n x2-(x)2
a=sabit katsayı y=bağımlı değişken
b=doğrunun eğimi n=gözlem sayısı x=bağımsız değişken
= y-b x
n

13.10.2012 AELEREN 373
Örnek: Konya Çimento Fabrikasında son 5 yıllık
dönem içerisinde üretilip satılan çimentoya ilişkin
bilgiler aşağıda gösterilmiştir. Bu bilgilerin ışığında
2002 yılı talep tahmini yaparak, üretilmesi gerekli
miktarı belirleyiniz.
Yıllar (x) Satış miktarı (ton) (y)
1997 120.000
1998 135.300
1999 146.500
2000 117.250
2001 128.850
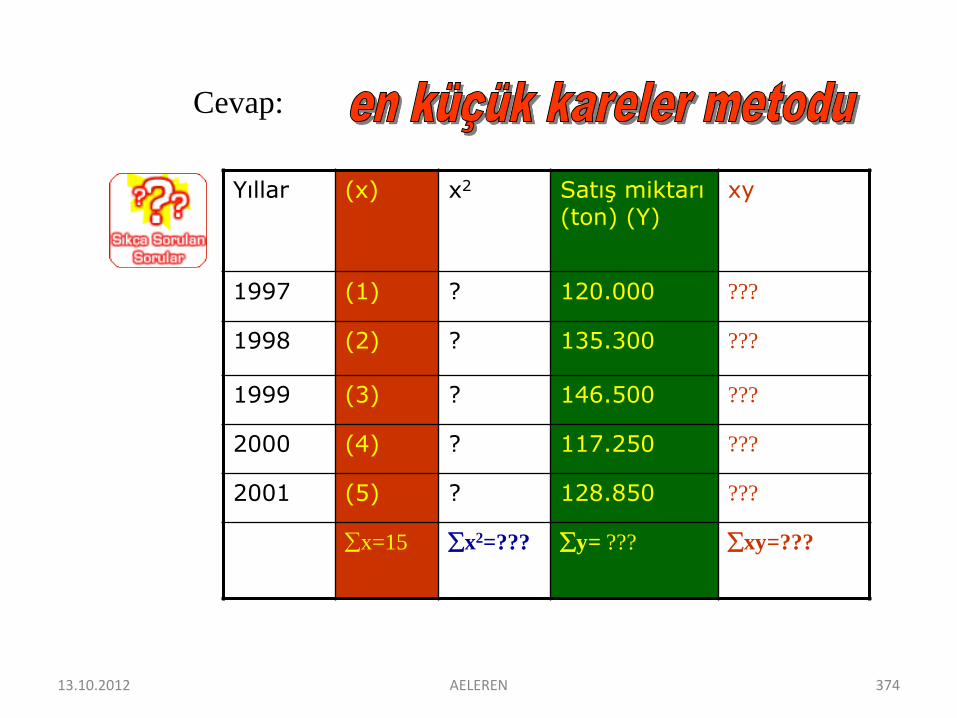
13.10.2012 AELEREN 374
Cevap:
Yıllar (x)
x2 Satış miktarı (ton) (Y)
xy
1997 (1) ? 120.000 ???
1998 (2) ? 135.300 ???
1999 (3) ? 146.500 ???
2000 (4) ? 117.250 ???
2001 (5) ? 128.850 ???
x=15
x2=??? y= ??? xy=???

13.10.2012 AELEREN 375
Cevap:
Yıllar (x)
x2 Satış miktarı (ton) (Y)
xy
1997 (1) 1 120.000 120000
1998 (2) 4 135.300 270600
1999 (3) 9 146.500 439500
2000 (4) 16 117.250 469000
2001 (5) 25 128.850 644250
x=15 x2=55 y=647900 xy=1943350

13.10.2012 AELEREN 376
a ve b’yi bulabilmek için aşağıdaki
hesaplamalar yapılacaktır;
y = n.a+b x
xy = ax+b x2
647900 = 5a+15b
1943350 =15a+55b
-1943700 = -15a-45b
1943350 = 15a+55b
Eşitliğin her iki tarafını
– 3 ile çarpalım
-350=10b
b=-35
647900=5a+15(-35)
a=129475
Bu sonuca göre talep denklemi;
Yı=a+bx Yı= 129475(-35)6= 129265 olacaktır.

13.10.2012 AELEREN 377
Örnek: x işletmesinin araştırma bölümü satışlar ile
reklam harcamaları arasındaki ilişkiyi araştırmaktadır.
Bu amaçla aşağıdaki veriler toplanmıştır:
Reklam giderleri (x) (milyon TL)
Satış miktarı (y)
(milyon TL)
5 40
7 50
10 60
12 65
15 70
20 80
25 92
30 100
Toplam:124 Toplam:557
Korelasyon katsayısını bulunuz.

13.10.2012 AELEREN 378
x y x2 y2 Xy
5 40 25 1600 200
7 50 49 2500 350
10 60 100 3600 600
12 65 144 4225 780
15 70 225 4900 1050
20 80 400 6400 1600
25 92 625 8464 2300
30 100 900 10000 3000
X=124 Y=557 X2=2468 Y2= 41689 XY=9880
r= 8(9880)-124(557)
8(2468)-1242 8(41689)-(557)2
r=0,989 =
r= n xy-(x)(y)
n x2-(x)2 n y2-(y)2

13.10.2012 AELEREN 379
Zaman serileri analizinde; işletmenin geçmiş
satışları incelenerek belirli bir trend (değişim
şekli) olup olmadığı belirlenerek, gelecekle ilgili
talep tahmin işlemi yapılmaktadır.
Maksan A.Ş. Beyaz eşya üreten bir işletme olup, işletmenin
1994-2001 yılları arasında ürettiği buzdolaplarının satışları
aşağıda verilmiştir.
Dönem Satışlar (1000)birim
1994(1) 2
1995(2) 3
1996(3) 5
1997(4) 3
1998(5) 4
1999(6) 2
2000(7) 3
2001(8) 4
2002 yılına
ilişkin talep
tahminini
yapınız?

13.10.2012 AELEREN 380
dönemler
1000 birim
satışlar
2 4 6 8 10 12
6
5
4
3
2
1

13.10.2012 AELEREN 381
Yıllar Dönem (x) Satışlar (y) (1000
birim)
xy x2
1994 1 2 2 1
1995 2 3 6 4
1996 3 5 15 9
1997 4 3 12 16
1998 5 4 20 25
1999 6 2 12 36
2000 7 3 21 49
2001 8 4 32 64
x: 36 y:26 xy:120 x2: 204

13.10.2012 AELEREN 382
Yeni değerler aşağıdaki formüllerle
hesaplanabilir;
(Y)(X2)-(X) (XY)
n X2-(X)2 a= b=
n XY-(X) (Y)
n X2-(X)2
a= 26(204)-36(120)
8(204)-(36)2 =2,92 b=
8(120)-36(26)
8(204)-1296 =0,071
Y=a+bx
Y=2,92+0,071x
2002 (9. Dönem) için 2,92+0,071(9)=3,559 birim

13.10.2012 AELEREN 383
Simulasyon, gerçek olayların sözel, şekilsel veya
sembolik olarak temsil edilmesidir.
İşletme yönetiminde karşılaşılan problemleri çözümlemek amacıyla bilgisayar kullanılarak matematiksel model aracılığıyla gerçek bir sistemin temsil edilmesini sağlayan bir tekniktir.

13.10.2012 AELEREN 384

13.10.2012 AELEREN 385
bir sistemi meydana getiren elemanların o
sistemin davranışına bağlı olduğu durumlarda
Monte Carlo Simulasyon Metodu uygulanır.
Monte Carlo Simulasyonu, rastgele örnekleme
ve şans faktörü veya ihtimale bağlı olarak
yapılan hesaplamalara göre yapılmaktadır.

13.10.2012 AELEREN 386
Monte Carlo simulasyon metoduyla talep tahmini
yapılabilmesi için aşağıdaki beş temel aşamadan
meydana gelen işlemlerin sırasıyla yapılması gerekir:
a) Değişkenler için ihtimal dağılımının hesaplanması,
b) Birinci basamaktaki (a) her değişken için ihtimal
dağılımının kümülatif toplamının bulunması,
c) Her talep düzeyi için rastgele sayı aralığının
hesaplanması,
d) Rastgele sayıların çekilerek tespit edilmesi,
e) Simulasyon işleminin tamamlanarak gerçek olayın
simule edilmesidir.

13.10.2012 AELEREN 387
Örnek: SERSAN otomobiller için yedek parça üretimi
yapan bir işletmedir. İşletmenin 100 gün için geçmiş
dönem satış kayıtları aşağıda verilmiştir.
0 5
1 10
2 25
3 20
4 30
5 10
Yedek parça satışı Frekans
5 günlük dönem için talep tahmini yapılacaktır. Rastgele sayılar tablosundan,
rastgele çekilen sayılar sırasıyla, 46, 64,87, 56, 33tür. Bu bilgilerin ışığında,
5 günlük döneme ilişkin talep tahmini Monte Carlo Simulasyon metoduna göre
yapınız.

13.10.2012 AELEREN 388
Önce geçmiş dönem kayıtlarıyla ilgili olarak ihtimal hesaplaması
yapılmaktadır.
talep İhtimal
0 5/100= 0,05
1 10/100= 0,1
2 25 /100= 0,25
3 20 /100=0,2
4 30 /100=0,3
5 10 /100=0,1
Sonra, kümülatif ihtimal dağılımı her iki değişken için
hesaplanır.
Günlük talep ihtimal Kümülatif ihtimal
0 0,05 0,05
1 0,1 0,15
2 0,25 0,4
3 0,2 0,6
4 0,3 0,9
5 0,1 1

13.10.2012 AELEREN 389
Üçüncü olarak, kümülatif ihtimal dağılımına bağlı
olarak rastgele sayı aralığı belirlenir.
Günlük talep İhtimal Kümülatif ihtimal
Rastgele Sayı Aralığı
0 0,05 0,05 01-05
1 0,1 0,15 06-15
2 0,25 0,4 16-35
3 0,2 0,6 36-65
4 0,3 0,9 66-85
5 0,1 1 86-100

13.10.2012 AELEREN 390
Dördüncü olarak, her bir talep düzeyiyle ilgili olarak
rast gele sayı çekimi yapılır. 5 günlük talep için çekilen
rast gele sayılar sırasıyla, 46, 64,87, 56, 33tür.
Gün sayısı Rastgele sayılar
Simüle edilen günlük talep
1 46 3
2 64 3
3 87 5
4 56 3
5 33 2
16/5=3,2

13.10.2012 AELEREN 391
XI. BAKIM YÖNETİMİ VE PLANLAMASI

Bakım Yönetimi ve Önemi
• Teknolojideki gelişmeler, bu teknolojilere sahip olan işletmeleri de rekabet açısından olumlu etkilemektedir. Gelişen teknolojiler yardımıyla, birim üretim süreleri, maliyetler, kayıplar, ürün hataları ve varyasyonlarda azalma sağlanmış bunun yanında üretim hızı, kalite, esneklik ve çeşitlilik noktasında önemli kazanımlar sağlanmıştır.
• Teknoloji önemi arttıkça teknolojinin hizmet verebilirliğinin sağlanması da büyük önem kazanmıştır. Teknolojilerin hizmet verebilirliğinin sağlanması için etkin bakım ve onarım faaliyetleri yürütülmesi gerekmektedir.

• Bakım, kısaca makine ve diğer teknolojik araçların düzenli çalışmasıyla işletim kaynaklarının korunması anlamına gelir. Bakım yönetimi, üretimde kullanılan teknolojik araçlar, makineler gibi unsurların örgütün (işletmenin) amaçlarını en iyi şekilde desteklemek üzere sürekli hazır halde tutulmasına dair faaliyetler bütününe bakım yönetimi denilmektedir. Bakım yönetimi, işletmenin öncelikli hedeflerine uygun olarak bakım-onarım faaliyetlerinin sağlıklı ve zamanında yürütülmesinden sorumludur(Schonberger,1985 :682).
• Bakım onarım faaliyetleri aslında en geniş anlamıyla üretim sürecinde kullanılan bina, depo, taşıma ve tahliye sistemlerini de içine almakla birlikte, sürekli tekrarlı işlerin aslında daha çok makine ve araç gereçler için geçerli olması nedeniyle literatürde çoğunlukla makine ve teknoloji bakım ve onarım faaliyetleriyle sınırlandırılmaktadır. Bu bağlamda temel amacı işletmelerde bina, makine ve araçların üretim faaliyetleri boyunca kendilerinden beklenen amaçları tam olarak yerine getirebilmelerini sağlamaktır.

Bakım Onarım Türleri
• Arızaya göre bakım (tamir-bakım)
• Koruyucu bakım (önleyici bakım)

• Arızaya göre bakımda arıza gerçekleşir veya arıza belirtileri ortaya çıkar; bu aşamada makine veya araçlarda faaliyetler durdurulur ve tamire geçilir. Bu süreç arızanın sebepleri belirlenip giderilinceye kadar devam eder. Sonucunda tekrar faaliyete hazır hale gelmesi için gerekli bakımlar ve kalibrasyon ayarları yapılır. Bu bakım türünün dezavantajı, arızanın gerçekleşmesine kadar müdahale yapılmaması, arıza nedeniyle diğer başka arızaların da tetiklenmesi ve önemlisi arıza giderilinceye kadar üretimin aksaması ve sonucundaki maliyetlere katlanılmasıdır. Bakım süreleri daha kısa olmakla birlikte doğrudan bakım maliyetleri düşüktür.
• Diğer tür bakım faaliyeti ise koruyucu (önleyici) bakım türüdür ve uygulamada periyodik bakım da denilmektedir. Arızaya neden olan risk faktörlerinin ve arıza oluşum sebeplerinin önceden belirlenmesini yani kısaca arıza gerçekleşmeden önlemeyi amaçlamaktadır. Bu bakım türünde arıza olsun olmasın teknolojinin gereklerine göre belirli periyodlarla veya belirli işlem sayılarında bakım uygulanır. Değişmesi gereken parçalar değiştirilir, temizlenir ve kalibrasyon ayarları yapılır. Bu bakım türünün anlaşma gereği sabit maliyetleri oluşacağı için bakım maliyetleri pahalı olabilir ancak teknoloji düzeyi arttıkça önleyici bakıma ihtiyaç artmaktadır. Önleyici bakım periyodları küçüldükçe arıza riski de sıfıra yaklaşır.

Koruyucu Bakımın Faydaları • Makine ve teknolojilerin teknik, fonksiyon ve beklentileri karşılama düzeyi gibi
özelliklerinin sürdürülebilirliğini sağlamak,
• Makine ve teknolojinin tam verimlilikle çalışmasının sağlanması,
• Arıza sıklığının yüksek olduğu süreçlerde güvenirliliğin artırılmasıyla arıza çıkma ihtimalinin düşürülmesi ve dolayısıyla arıza bakım maliyetlerinin azaltılması,
• Sürpriz arızaların önlenmesi, mümkünse sıfırlanması; kritik önem taşıyan teknolojilerin bulunduğu süreçlerde darboğazın önlenmesi,
• Makinelerin ekonomik ömürlerinin uzatılması,
• Üretim kusurlarının, varyasyonların azaltılması ve teknolojinin ürüne kaliteyi sağlama kabiliyeti (kalite kabiliyeti) oranlarının korunması,
• Bir arızaya bağlı ardışık arızaların önüne geçilmesi,
• İş sağlığı ve güvenliğini tehdit eden risklerin azaltılması,
• Koruyucu bakım işlevinin mevcut mesai saatlerinde yapılması üretim sürecini olmuşuz etkiliyorsa, mesai dışındaki boş saatlerde de yapılabilmesi,
• Bakım onarımla ilgili demirbaş, kira, sigorta, ekip vb. gider kalemlerinin kısılması olarak özetlenebilir.

İşgücü Yatırımı ve Bakım Stratejileri
Bilgi paylaşımı
Eğitim
Ödül sistemi
Güç paylaşımı
İşgücü Yatırımı
Temizleme ve
yağlama
Ayarlama
Küçük tamirler
Bilgisayar kayıtları
Bakım ve Güvenilirlik
Stoklarda azalma
Kalitede iyileşme
Kapasitede artma
Sürekli iyileşme
Değişkenlikte azalma
Sonuçlar

BAKIM YÖNETİMİNDE MALİYETLER
• Bakım yönetiminde maliyetler dolaylı ve dolaysız olarak iki grupta değerlendirilebilir. Dolaylı bakım maliyetleri, bakım nedeniyle üretimin durmasından dolayı üretim kaybının yol açtığı maliyetlerden oluşur. Dolaysız maliyetler de bakım faaliyetlerinin yürütülebilmesi için katlanılması gereken maliyetlerdir ve bakım politikasına göre iki tür maliyet bulunmaktadır :
• Koruyucu bakım maliyetleri: Sabit yatırımlar, ekip giderleri, kira giderleri, hizmet alımı, muayene, kalibrasyon, yağlama, parça değiştirme, revizyon için yapılan harcamalardan oluşur.
• Arızaya dayalı bakım maliyetleri: Plan dışı bakım kapsamına giren her türlü acil bakım ve onarım çalışmaları için yapılan harcamalardan oluşmaktadır.

Bakım Yönetiminde Maliyetler

• Bakım faaliyetleri, belirli bir maliyetle yürütülmektedir. Bakım onarım maliyetleri sabit ve değişken olarak iki grupta değerlendirilebilir. Sabit yatırım giderleri, demirbaşlar, yönetim ve ekip giderleri, kira ve sigorta giderleri sabit maliyetleri oluşturmaktadır. Bunlara ilaveten arıza sayısına bağlı olarak değişen sarf malzemeleri, parçalar, enerji giderleri değişken maliyetleri oluşturmaktadır ve sabit maliyetlerle birlikte toplam bakım onarım maliyetlerini oluşturmaktadır. .
• Şekil.11.2 incelendiğinde toplam maliyet, bakım türlerine göre sınıflandırıldığı görülebilir. Koruyucu bakım maliyetleri doğrusal bir artış izlerken arızaya dayalı bakım maliyetleri geometrik bir azalış göstermektedir. İki maliyetin toplamı da toplam bakım maliyetini oluşturmaktadır.
• Bakım maliyetlerindeki artışa nazaran sistemdeki iyileşme nedeniyle faydadaki artışın en yüksek olduğu noktaya kadar bakım maliyetlerine katlanılması uygun olacaktır. Bu noktaya optimal bakım düzeyi (veya noktası) denilmektedir

Bakım Yönetiminin Amaçları • En uygun bakım-onarım stratejisinin uygulanması,
• Teknolojinin ekonomik ömrünün ve ekonomik değerinin korunması,
• Bakım onarım sürelerinin kısaltılması,
• Bakım onarımla ilgili dolaylı ve dolaysız tüm maliyetlerin minimize edilmesi,
• Üretim süreçleri başta olmak üzere tüm süreçlerde faaliyetlerin aksamadan yürütülmesi,
• Siparişlerin zamanında teslim edilmesi, gecikme ve dolayısıyla oluşacak maliyetlerin önüne geçilmesi,

• Üretimin aksamasıyla işgücü ve makinelerin boş kalmasının veya başka bir ifade ile atıl (boş) kapasite maliyetinin önüne geçilmesi,
• Gecikme ve beklemeler nedeniyle, müşterilerin kaybedilmesi ve dolayısıyla işletmenin imajına zarar verilmesinin önüne geçilmesi,
• Süreçlerde sağlanması gereken kalite düzeyinin korunması,
• Iskarta ve hatalı ürün sayılarının azaltılması,
• Süreç performansının ve verimliliğinin korunması olarak özetlenebilir.

Bakım Yönetimi/Üretim Yönetimi • Bakım yönetim üretim işletmelerinde çoğunlukla üretim yönetiminin bir
alt fonksiyonu olarak yürütülmektedir ve stratejik yönetim açısından bakım yönetim stratejileri üretim yönetimi stratejileriyle uyumlu olmak zorundadır. Üretim yönetimi stratejileri de temel stratejilerle uyumlu olması gerektiği dikkate alınırsa bakım yönetimi stratejileri işletmelerin temel stratejileriyle de uyumlu olmak zorundadır.
• Üretim yönetiminin temel hedeflerinin başında verimlilik gelmektedir. Verimlilik belirli girdiler kullanılarak elde edilebilen çıktıların büyüklüğünün ifade edildiği bir kavramdır. Dolayısıyla kaynakların etkin kullanılması ve bu kapsamda işgücü, sermaye, bina, teknoloji, araç ve gereçler gibi kaynakların israf edilmeden, arıza ve gecikmeler yaşanmadan, iyi bir planlama ve koordinasyonla yönetilmesi ve kullanılması akla gelmelidir.
• Üretim süreçlerinde teknolojinin etkin kullanılması başta teknoloji verimliliğini artırmakla birlikte genel verimliliğe de olumlu etkiler sağlayacaktır. Bakım yönetimi, teknolojilerin ve bilhassa makine, araç ve gereçlerin bakımı, onarımı faaliyetlerini yürüttüğü için, teknolojinin etkin kullanılması, arızalar nedeniyle süreçlerdeki duraksamalar ve kayıpların azaltılması ile kalite kusurlarının azaltılması ile etkinliğin artırılmasında oldukça önemli görevler yürütmektedir.

Bakım Yönetiminin Aksamasının Üretime Yönetimine Etkileri
• Makinelerde çalışan işçilerin ve makinelerin boş kalması sonucu meydana gelen üretim kayıpları
• Genel işletme giderlerinin artması
• Endirekt işçilik giderlerinin artması
• Müşteri ihtiyaçlarını karşılanamaması
• Aksaklığın meydana geldiği bölümle diğer bölümler arası boş beklemelerin artması neticesinde oluşan üretim kayıpları
• Kalitenin düşmesi

Bakım Yönetimi ve Organizasyonu
• İşletmelerde tamir ve bakım faaliyetleri üretim yönetimi departmanı altında veya paralel olarak yürütülen ve diğer bir adıyla “bakım mühendisliği” olarak da adlandırılan bir birimdir. Birim, üretim yönetimi fonksiyonlarıyla koordineli olarak işletmenin tamir bakım politikalarının belirlenmesi, bakım planlarının yapılması, bakım kaynak ve bütçesinin belirlenmesi, arızaların tespiti, istatistikleri, tamir ve bakımları, tamir ve bakım sözleşmelerinin hazırlanması ve tamir bakım ekibinin eğitimine kadar birçok görevi üstlenmektedir.

Bunlara ilaveten diğer görevleri ise ;
• Bakım onarım stratejilerini oluşturmak,
• Bakım onarım türlerine göre hangi politikaların uygulanacağını belirlemek,
• Tamir bakım faaliyetlerinin kendi ekiplerince veya dış hizmet alımı yoluyla yapılması gereğinin araştırılması,
• Arızaların tespiti ve kayıtlarının tutulması,
• Arıza çıkış sebeplerinin incelenerek önlemlerin alınması,
• Bina, yardımcı tesisler, makine ve teknolojilerin arızalarının bakım ve onarımlarının yapılması,
• Bina, makine ve teknolojilerin muayene ve kontrolleri,
• Arıza sıklığına dayalı olarak makine ve teknolojilerin yenilenme veya elden çıkarma kararlarının verilmesi olarak özetlenebilir.

Makine Arıza Karakteristikleri • Makine ve araç gereçler, hangi teknolojik düzeylerde
olursa olsun, hepsinin çalışma süresine bağlı olarak arıza ihtimalleri izlenebilmektedir. Arıza ihtimallerinin izlenmesi ile ilgili sıkça kullanılan kavramlardan ilki “arıza karakteristikleri” olarak literatürde yer almaktadır. Üretim süreçlerinde kullanılan makine ve teknolojilerin arıza karakteristikleri, makinenin teknolojik özellikleri, parça sayıları, kalite kabiliyet oranları, yaşı, kullanım şartları, kullanan işgücünün tecrübesi, iş yükü, üretim hızı gibi parametrelerle yakından ilişkilidir. Makineler bu nedenle farklı karakteristiklere sahiptir ve bakım yönetimi programları bu karakteristik farklılıklar dikkate alınarak hazırlanmalıdır.

Makinelerin Arıza Dağılım Diyagramı

• Yukarıdaki arıza dağılım diyagramında her üç makineye ait arıza dağılımları d1, d2 ve d3 olarak görülmektedir. Bir dağılım eğrisinin çalışma süresi ilerledikçe hızlı düşüş göstermesi, arızasız çalışma veriminin düşmesi anlamına geldiği gibi, arızasız çalışma karakteristiği açısından kararsız anlamına da geldiği için istenmez. Bu durum dikkate alındığında d3 eğrisinin diğerlerine göre 2 birimlik arızasız çalışma süresinde sabit (arızasız çalışmada kararlı) kaldığı ve sonra bir düşüş kaydettiği; ancak 4 birim süreden sonra da tam verimsizliğe doğru ilerlediği görülmektedir
• Bunun yanında d2 ve d1 eğrileri sırasıyla daha hızlı verimsizleşmektedir veya başka bir tabirle daha kararsız durumdadırlar. Sonuçta kararsızlığın artışı arıza ihtimalinde de artış anlamına geldiği için özellikle d1’de arıza ihtimalinin yüksekliğine dikkat edilmelidir.

Bakım Politikası Prensipleri • Bakım politikalarında temel amaç toplam bakım sürelerinin ve
maliyetlerinin minimize edilmesidir. • Koruyucu bakım, arıza karakteristikleri daha kararlı (az değişim
gösteren) makinelerde uygulanması tavsiye edilir. • Koruyucu bakım için harcanan süre, tamir için harcanan süreden
kısa olmalıdır. Bu şart sağlandığı sürece koruyucu bakım önerilir, aksi takdirde avantajını yitirir.
• Her ne kadar koruyucu bakım önceki iki prensip gereği bazı şartlara uygun olmasa da, arızaların sebep oldukları maliyet artışları ki bunlar üretimin durması, stokların yetersiz kalması, siparişlerin karşılanamaması, atıl kapasite vb. oluşan sorunlar nedeniyle koruyucu bakıma geçilmesi önerilir.
• Koruyucu bakım süreleri, mevcut mesai saatlerinde işlerin aksamasına sebep teşkil etmesi durumunda, bakımların mesai dışına alınması daha uygun olacaktır.

Bakım Planlaması • Üretim süreçlerinde hangi makineler, araç ve gereçler kullanılmaktadır? Yedekleri
ve yedek parçaları mevcut mudur?
• Bu makine, araç ve gereçlerin arıza karakteristikleri, arıza sıklıkları ve geçmiş arıza kayıtları mevcut mudur?
• Hangi makine, araç ve gereçler hangi üretim süreçlerinde kullanılmakta ve konum ve fonksiyonları açısından hangileri hayati önem taşımaktadırlar?
• Makine, araç ve gereçlerin bakım onarım maliyetleri toplam ve ortalama olarak ne kadardır?
• İşletmenin elinde bulunan makinelerin teknolojik düzeyleri ve tamir bakım gereksinimleri nelerdir?
• Şu ana kadar tamir bakımla ilgili uygulanan yöntemler ve başarısızlık varsa sebepleri nelerdir?
• Hali hazırda yeterli tamir bakım ekibi bulundurulmakta mıdır? Dışardan hizmet alımına ihtiyaç var mıdır?
• Dışardan hizmet alımı durumunda yeterli hizmet sağlayıcı firmalar var mıdır?
Bu sorulara verilecek cevaplara bağlı olarak en uygun bakım stratejileri, bakım türleri, bakım planlaması, karar yöntemlerinin seçilmesi gibi uygulamalar daha kolay yürütülecektir. Doğru strateji, planlama ve yöntemler, etkili bir bakım yönetiminin anahtarlarıdır.

• Bu sorulara verilecek cevaplara bağlı olarak en uygun bakım stratejileri, bakım türleri, bakım planlaması, karar yöntemlerinin seçilmesi gibi uygulamalar daha kolay yürütülecektir. Doğru strateji, planlama ve yöntemler, etkili bir bakım yönetiminin anahtarlarıdır. .
• Bakım planlamasına her planlamada olduğu gibi öncelikle stratejik planlarla başlanır. Planlar kısa, orta ve uzun vadeli hazırlanabilir. Ancak bakım planlamasında üretim sisteminin yapısı, hızı, karmaşıklığı ve teknolojinin özelliklerine bağlı olarak bakım yönetimi detay planlamayı gerektirecek kadar kapsamlı olmayabilir. Özellikle küçük ve orta ölçekli işletmelerde ve büyük işletmelerin bazılarında bakım planları kısa vadelidir ve bir yıl ve altı sürelerde hazırlanmaktadır.
• Planların hazırlanmasında temel verilerin başında arıza karakteristikleri, arıza tahminleri ve bakım maliyetleri gelmektedir. Tahminlerinin hazırlanmasında istatistiksel veya matematiksel yöntemlerden yararlanılmaktadır. Tahmin yöntemi belirlenmeden önce, makinelerin gruplar halinde mi yoksa tek tek mi değerlendirmeye alınacağı; arıza veri dağılımlarının bilinen hangi istatistiksel dağılımlara uydukları; verilerin deterministik veya stokastik yapılardan hangisine uydukları gibi sorulara cevap aranmalıdır.

Arıza Sayısı Tahmininde Modeller ve Yöntemler
• Kuyruk Modelleri
• Poisson Dağılımı
• Beklenen Değer
• Simulasyon (Monte Carlo)

Kuyruk Modelleri
• Kuyruk modelleri konu itibariyle birden fazla şart içerisinde çeşitlenen modellerden oluşur. Kuyruk modellerinin çeşitlenmesine sebep olan unsurlar, geliş süreci, servis süreci, servis sayısı, kanal sayısı, aşama sayısı ve kuyruk büyüklüğü olarak sıralanabilir. Bunlardan en basiti, tek kanallı ve tek aşamalı modellerdir.

• λ = Birim zamanda tamir için gelen ortalama makine sayısını,
• µ = Birim zamanda tamir gören ortalama makine sayısını göstermek üzere;
• N = Sistemde ortalama makine sayısı (kuyrukta bekleyenler ve tamir görenler)
𝑁 = 𝜆
µ − 𝜆 (1)
• T = Bir makinenin sistemde harcadığı ortalama toplam süre
𝑇 = 1
µ − 𝜆 (2)
• Nq= Kuyrukta bekleyen ortalama makine sayısı
𝑁𝑞 = 𝜆2
µ(µ − 𝜆) (3)
• Tq=Kuyrukta ortalama bekleme süresi
𝑇𝑞 = 𝜆
µ(µ − 𝜆) (4)
• V = Sistemin (servisin) verimliliği
𝑣 = 𝜆
µ (5)
• Vb=Sistemin boş kalma olasılığı
𝑣𝑏 = 1 − 𝜆
µ (6)

Örnek • Bir işletmede bakım servisine saatte ortalama 3 arızalı
makine gelmektedir. Serviste tamir süresi ortalama 15dk olarak hesaplanmıştır. Serviste saat ücreti 50 TL olan bir işçi çalışmaktadır ve makinenin kuyrukta bekleme maliyeti 20 TL/saat olarak öngörülmektedir.
Buna göre; • λ = 3 makine/saat ; µ = (60dk/saat) / (15dk/saat) = 4
makine /saat • N = 3/(4-3) = 3 adet makine • T = 1/(4-3) = 1 saat • Nq= 32/4(4-3) =2,25 adet makine • Tq= 3/4(4-3) = 0,75 saat • V= 3/4 = 0,75 saat • Vb=1-0,75 = 0,25 ( veya %25)


Poisson Dağılımı
• Bir rassal değişkeninin belli veya bilinen bir zaman aralığında veya belli bir yerde çok az tekrarlanan olayları göstermesi durumunda ortaya çıkan olasılık dağılımına denilmektedir.
𝑃 𝑥 =𝜆𝑥𝑒−𝜆
𝑥! (7)
Burada,
• X : sistemde arızalı makine sayısı
• λ : ortalama arıza oranı
• e : logaritma e tabanı (e=2,71828…)

ÖRNEK
Oyuncak üreten bir fabrikada 12 adet pres makinesi bulunmaktadır. Makinelerin donanımdan fonksiyona teknik özellikleri aynı olup günde işletmeye ekonomik faydası 500$ ‘dır.
Buna göre;
• Aynı günde beş makinenin arıza yapma olasılığı nedir?
• Günde ortalama arıza oranı 1,8 olması durumunda işletmeye ekonomik maliyeti (kardan kaybı) ne kadardır?

ÇÖZÜM : • Aynı günde üç makinenin arıza yapma olasılığı poissona
göre;
𝑃 𝑥 = 5 =(1,8)5𝑒−1,8
5!
= 0,026029 • Günlük kaybın hesaplanmasında beklenen değer
yönteminden istifade edilir. Burada, • X : günlük kayıp miktarı = 500$/gün • P(x) : günlük arıza oranı = 1,8 makine/gün Beklenen Arıza sayısı ; E(x) = x p(x) = 500$ * 1,8 = 900$ /gün

Beklenen Değer
Sistemde ortalama beklenen arıza maliyetini veren en basit yöntem beklenen değer yöntemidir. Bir zaman biriminde, örneğin günlük ortalama arıza değerleri ve olasılıkları biliniyorsa,
Beklenen Değer;
E(x) = ∑xi P(i) (8)
formülü ile hesaplanır.

Örnek • Bir alışveriş merkezinde yürüyen merdivenlerin yıllık arıza sayıları
ve ihtimalleri aşağıdaki gibidir. Arıza tamir süreleri sabit kabul edilmek üzere, arıza başına 300$ bakım; 800$’da gecikme ve diğer maliyetler oluşmaktadır. İşletmenin ayrıca periyodik bakım alternatifi de bulunmakta ve 3’er aylık (yılda 4 kez) olmak üzere yıllık periyodik bakım maliyeti 3300$ olup periyodik bakım yapan firma tarafından bakım sonrasında arızaya rastlanılmayacağı garantisi verilmektedir. Yıllık arıza sayıları ve oranları aşağıdadır.
• Buna göre; • Yıllık ortalama arıza sayısını hesaplayınız (Beklenen Değer ve
Monte Carlo Yöntemi kullanınız). • İşletme periyodik veya arızaya göre bakım politikalarından
hangisini seçmelidir.
Arıza Sayısı 0 1 5 8
Arıza Sıklığı (Oranı) % %25 %20 %40 %15

ÇÖZÜM
• Yıllık ortalama arıza sayısı beklenen değer yardımıyla aşağıdaki gibi hesaplanır.
• Beklenen Değer E(x) = ∑xi P(i) formülüyle tablodaki gibi hesaplandığında;
E(x) = (0*0,25 + 1*0,20 + 5*0,40 + 8*0,15
= 0 + 0,20 + 2,00 + 1,20
= 3,40 arıza /yıl
Arıza Sayısı 0 1 5 8
Arıza Sıklığı (Oranı) % %25 %20 %40 %15
Beklenen Değer E(x) 0,00 0,20 2,00 1,20 ∑3,40

• Monte Carlo Simulasyon Yöntemi yardımıyla aynı problemi çözmeye çalışalım. Bu yöntemde diğerinden farklı olarak kaç rassal sayı kullanılacağına karar verilmelidir. Burada örnek olarak 10 rassal sayı kullanılmıştır. Yöntem temelde beklenen değer yöntemine göre biraz karmaşık olsa da daha etkili sonuçlar vermektedir. Sonuçların duyarlılığının artırılması için rassal sayı kümesi mümkün oldukça geniş alınmalıdır. İşlem basamakları aşağıdaki gibidir:
• Rassal sayılar türetilir veya rassal sayılar tablosundan yararlanılır. Rassal sayı üretmek için geliştirilmiş özel tekniklerden yararlanılacağı gibi, bazı bilgisayar programları veya hesap makinelerinden yararlanılabilir. Hatta bu konuda M.S.Excel programında =s_sayı_üret() fonksiyonundan da yararlanılabilir.
• Arıza sıklıkları kümülatif toplanır ve her arıza değerine karşılık gelen kümülatif sıklık oranı için minimum ve maksimum sınırlar belirlenecek şekilde tahmin aralıkları tanımlanır.
• Her rassal sayı bir gözlem için arıza sayısını belirlemekte kullanılır ve rassal sayılar bir kez kullanılmak üzere tahmin aralıklarına karşılık gelen arıza değerlerini belirlerler.
• Tüm arıza değerleri ortalaması alınarak beklenen yıllık ortalama arıza sayısı belirlenir.

Arıza Sayısı 0 1 5 8
Arıza Sıklığı % %25 %20 %40 %15
Kümülatif Arıza Sıklığı % %25 %45 %85 %100
%01-%25 %26-%45 %46-%85 %86-%100
Gözlem 1 2 3 4 5 6 7 8 9 10
Rassal Sayı 0,792 0,570 0,410 0,732 0,847 0,983 0,223 0,323 0,423 0,834
Beklenen Arıza
Sayısı /yıl 5 5 1 5 5 8 0 1 1 5
Rassal sayılar kullanılmak üzere yıllık beklenen arıza sayıları aşağıdaki gibi
hesaplanır.
Yıllık Beklenen Arıza = ( 5 + 5 + 1 + 5 + 5 +8 + 0 + 1 + 1 +5 ) /10
= 3,60 Arıza /yıl

Bakım Maliyetleri Beklenen Değer Yöntemi sonucuna göre; Maliyetler arızaya göre ve periyodik (koruyucu) bakıma göre ayrı ayrı hesaplanır. Beklenen değer yöntemi sonucuna göre;
Arıza Maliyeti = 3,40 adet arıza/yıl * (300$ +800$) /adet arıza = 3 740$ /yıl Periyodik Bakım Maliyeti = 3300$ /yıl < 3740$ /yıl olmakta ve bu durumda Periyodik Bakım politikasının yürütülmesi daha uygun olmaktadır. Monte Carlo Yöntemi sonucuna göre; Arıza Maliyeti = 3,60 adet arıza/yıl * (300$ +800$) /adet arıza = 3 960$ /yıl Periyodik Bakım Maliyeti = 3300$ /yıl < 3960$ /yıl olmakta ve bu durumda Periyodik Bakım politikasının yürütülmesi daha uygun olmaktadır.

SORULAR • Bakım yönetimini tanımlayarak, etkin bir bakım
yönetiminin şartlarını sıralayınız. • Bakım yönetiminin önemini, küresel rekabet şartlarını
dikkate alarak açıklayınız. • Bakım maliyetlerini şekil çizerek açıklayınız. • Bakım yönetiminde kullanılan sayısal yöntemler
nelerdir? • Koruyucu bakım uygulanmasının temel şartları
nelerdir? • Bakım politikalarını oluşturan temel prensipler
nelerdir, kısaca açıklayınız. • Bakım yönetimi organizasyon şemasında nerede
bulunmalıdır?

• Bakım yönetimi ile işletmenin hangi fonksiyonları dolaylı ve dolaysız olarak iletişim içerisinde bulunması gerektiğini tartışınız.
• İşletmelerde bakım planlaması temelde hangi aşamada başlar, nasıl gelişir? Bakım planlamasının işletmelerin büyüklüğü ile ilişkisi var mıdır?
• Kalite yönetiminde bir kavram olan “kalite kabiliyeti” kavramını araştırınız, bakım yönetimi ile ilişkisini tartışınız.
• “Bakarsan bağ olur, bakmazsan dağ olur” atasözünün konu ile ilişkisini tartışınız.
• Kronik ve sıklıkla arıza gösteren teknolojik araçlar konusunda hangi politika izlenmelidir, tartışınız.

SORU • Bir işletmede bakım servisine saatte ortalama 5 arızalı
makine gelmektedir. Serviste tamir süresi ortalama 30 dk olarak hesaplanmıştır. Serviste saat ücreti 100 TL olan bir işçi çalışmaktadır ve makinenin kuyrukta bekleme maliyeti 200 TL/saat olarak öngörülmektedir.
Buna göre; • Sistemde ortalama makine sayısı nedir? • Bir makinenin sistemde harcadığı ortalama toplam süre
nedir? • Kuyrukta bekleyen ortalama makine sayısı nedir? • Kuyrukta ortalama bekleme süresi nedir? • Sistemin verimliliği nedir? • Sistemin boş kalma olasılığı nedir? • Sistemin kuyrukta bekleme ve bakım (işçilik) maliyetlerini
hesaplayınız.

SORU • Bir üretim işletmesinde 30 adet ve aynı tipte
paketleme makinesi bulunmaktadır. Makinelerin ekonomik faydası günde 5000 TL‘dır.
Buna göre;
• Aynı gün içinde onbeş makinenin arıza yapma olasılığı nedir?
• Aynı günde otuz makinenin arıza yapma olasılığı nedir?
• Günde ortalama arıza oranı 5 olması durumunda işletmeye ekonomik maliyeti ne kadardır?

SORU • Bir mağazada yazar kasaların aylık arıza sayıları ve
ihtimalleri aşağıdaki gibidir. Arıza tamir süreleri sabit kabul edilmek üzere, arıza başına 30$ bakım; 90$’da gecikme ve diğer maliyetler oluşmaktadır. Aylık arıza ihtimalleri ve sayıları aşağıdaki gibidir.
• Buna göre yıllık ortalama arıza sayısını ve maliyetini Beklenen Değer ve Monte Carlo Yöntemi kullanarak hesaplayınız.
Rassal Sayılar :
0,753 0,022 0,614 0,934 0,107
0,605 0,959 0,010 0,930 0,396
Arıza Sayısı 0 3 5 10
Arıza Sıklığı (Oranı) % %40 %30 %20 %10

13.10.2012 AELEREN 432
XII. VERİMLİLİK VE PERFORMANS YÖNETİMİ

13.10.2012 AELEREN 433
VERİMLİLİK YÖNETİMİ

Verimlilik
• Verimlilik, işletmelerin başarısını ölçümünde kullanılan önemli göstergelerden biridir ve insan, makine ve sistem etkileşimini tanımlamada çok yönlü bir kavramdır. Üretim, bir sistemde ne kadar fayda sağlandığını, verimlilik ise üretim kaynaklarının ne derece iyi kullanıldığını belirlemeye yarar.
• Verimlilik kısaca belirli bir dönemde çıktıların parasal veya fiziksel miktarlarını girdilerin parasal ve fiziksel miktarlarına oranlanmasıyla elde edilir.

Diğer Tanımlar
• Potansiyel başarı oranının ölçülmesi, • Ham madde ve işçilik gibi girdilerin yararlı mal ve
hizmetlere dönüşüm oranı, • Farklı kaynakların kullanımındaki etkinliği saptayan bir
ölçüt, • Kullanılan kaynaklar karşılığında elde edilen çıktı miktarı, • Bir işçi, makine, atölye ya da bir işletmenin çıktıları ile
çıktılar için kullanılan bir girdi ya da tüm girdilerin ağırlıklı toplamları arasındaki oran,
• Birbirini izleyen karşılaştırılabilir süreler içinde çıktı ile o çıktı için kullanılan girdilerin miktarları olarak tanımlanmaktadır.

• Dar anlamda verimlilik teknik açıdan verimlilik ile aynı anlama gelmekte, üretim miktarı (çıktı) ile üretim faktörleri miktarı (girdi) arasındaki ilişkiyi belirtmektedir. Bu ilişki, tek bir üretim faktörü ile üretim miktarı arasındaki oranla gösterilebileceği gibi, yine tüm üretim faktörleriyle üretim miktarı arasındaki oranla da belirtilebilir.
• Geniş anlamda verimlilik ise bu çerçevede yapılmakta ve klasik verimlilik tanımı olarak da bilinmektedir. Verimlilik en basit ve geniş tanımıyla mümkün olan en düşük kaynak harcaması ile en yüksek sonuca ulaşmak olarak tanımlanabilir. Bu tanım biraz daha geliştirilirse; “bir üretim ya da hizmet sisteminden elde edilen çıktı ile bu çıktıyı elde etmek için kullanılan girdi arasındaki oransal ilişki” şeklinde tanımlanabilir

Verimlilik Türleri
• Genel Verimlilik :
ÇIKTILAR / GİRDİLER
• Kısmi (Faktör) Verimlilik :
ÇIKTILAR / FAKTÖR GİRDİSİ
Örneğin :
İşgören Verimliliği : ÇIKTI / İŞÇİLİK MALİYETLERİ

Verimlilikle İlgili Diğer Kavramlar
• Etkinlik
• Etkililik
• Randıman
• Performans
• Karlılık

Etkinlik Etkinlik verimliliği de kapsayan daha geniş bir kavramdır(Plooy-Jackson,1995). Üretimde kullanılan amaçlar için belirlenmiş standartlara ulaşma derecesidir. Yani üretim faktörlerinin ne ölçüde iyi kullanıldığının bir ifadesidir. Bu açıdan bakıldığında bir işletmede işgücü, makine, teçhizat ve sermaye endüstri mühendisliği tekniklerine göre üretimde belirlenmiş standartlara yaklaşma derecesi, söz konusu üretim araçlarının etkinliğini ortaya koymaktadır.
• Etkinlik = Gerçekleşen(fiili) Çıktı / Beklenen Çıktı

Etkililik
• Rasyonelleştirme ilkelerinden bir tanesi olan etkililik, fiili sonuçlarla planlanan sonuçların karşılaştırılmasıdır veya başka bir ifadeyle amaçlara ulaşma derecesi, kullanılan araçlarla hedeflerin ne ölçüde tutturulduğunun bir ifadesidir. Bir sistem etkin iken etkili olmayabilir veya tam tersi de olabilir.
• Etkililik = Fiili Sonuçlar / Planlanan Sonuçlar

Randıman
• Randıman, bir verimlilik kavramı olarak, işgücü ile ilgili olup çoğunlukla bireysel çalışan veya sınırlı bir ekip çalışmasındaki işgücü ve araç-gereçlerin çalışma düzeylerinin hesaplanmasıdır.
• Verimlilikle randıman arasında anlam olarak çok yakın bir ilişki mevcut olup aralarında küçük farklar mevcuttur. Verimlilik yıl, ay gibi uzun süreli dönemler için kullanılırken, randıman gün, saat, dakika gibi kısa süreli dönemler için kullanılır. İşletmelerin verimliliğinden söz edilirken, atölye, iş merkezi vb. daha küçük birimlerin randımanından söz edilir.

Performans
• Performans kısa tanımı ile bir başarı göstergesidir.
• Bir isi yapan bireyin, bir grubun ya da bir teşebbüsün o isle amaçlanan hedefe yönelik olarak nereye varabildiği, başka bir deyişle neyi sağlayabildiğinin nicel ve nitel tanımlama kabiliyetine performans denir.
• Performans genel anlamda amaçlı ve planlanmış bir etkinlik sonucunda elde edileni nicel ya da nitel olarak belirleyen bir kavramdır. Bu sonuç mutlak ya da göreli olarak açıklanabilir. Örneğin bir atletin sıralamadaki yeri; bir üretim sisteminde üretimin planlanan üretime oranı gibi.
• Performans kavramı bireylerden başlayarak ekipler, örgütler, işletmeler, sektörler ve ülke ekonomilerine kadar dar veya geniş kapsamda farklı yönlerden değerlendirilebilir.

Karlılık
• İşletmede üretim faaliyeti sırasında, bir taraftan üretim faktörlerinin harcanmasıyla maliyet giderleri meydana gelirken, diğer taraftan da üretim sonucu olarak mal ve hizmetler elde edilmektedir. Gelirlerle maliyetler arasındaki pozitif farka kar, maliyet toplamına oranına da karlılık oranı denilmektedir.
• Karlılık % = Satış Hasılatı / Üretim Giderleri
• = 1+ Kar/Üretim Giderleri

Küresel Rekabet ve Verimlilik • Bilim ve teknolojideki gelişmeler, her geçen gün daha
hızlı ve baş döndürücü bir şekilde gerçekleşmekte ve zamana dayalı değişimlerde ivme giderek daha da hızlanmaktadır. Bu gelişmeler, özellikle müşteri beklentilerini, pazar şartlarını ve rekabet faktörlerini doğrudan etkilemekte ve daha önemlisi rekabet şartlarının daha hızlı değişmesine sebep olmaktadır.
• Artık, küreselleşme ile tüketici beklentileri, tüm dünyada ürün ve hizmetler için benzer hale gelmekte, bilgi ve teknoloji farklılıkları azalmakta, ürün yaşam ömürleri kısalmakta ve tüm bu gelişmeler, ürün maliyetlerini ve rekabet konumlarını doğrudan etkilemektedir.

• Ürün tasarımından, üretime ve dağıtıma kadar farklı alternatif teknolojiler bulunmakta ve her işletme bedelini ödemek üzere sahip olabilmektedir. Küreselleşme ile üretim merkezlerinin doğu ve güneydoğu Asya bölgesinde yoğunlaşması, küresel lojistiğin gelişmesiyle, taşıma süreleri ve maliyetlerinin rekabet edilebilir konumlara düşmesi de önemli gelişmelerden olup küresel rekabeti etkilemektedir.
• İşletmeler eskiden sahip oldukları belirli faktörlerin üstünlüğüne dayalı olarak, sektörlerin liderliğini ellerinde tutabiliyorlardı, ancak bu avantajlar ve farkların giderek azalması, rekabet avantajı olarak daha yeni faktörlere ihtiyacı ortaya çıkarmıştır.

• Bu bağlamda, verimlilik önemli bir avantaj olarak ortaya çıkmaktadır. Verimlilik sayesinde kaynakları israf etmeyen ve dolayısıyla daha az maliyetle üretim yapabilen verimli işletmeler, fiyat farklarının azaldığı küresel rekabet şartlarında girdi (maliyet) avantajıyla öne çıkmaktadır. Dolayısıyla rekabette işletmelerin yaşadığı bu tür avantajlar sektörlere ve dolayısıyla ülke ekonomilerine de sirayet etmektedir.
• Ayrıca, kaynakların kıtlığı ve özellikle belirli madenlerin ve enerji kaynaklarının rezervlerinin sınırlı olması, onların daha verimli kullanılmasını öne çıkarmaktadır. Kaynakların etkin kullanımı, sadece işletmecilik kapsamında düşünülmemelidir. Çevremizde temiz su kaynakları, yaşanabilir alanlar, canlı türleri vb. kaynakların gelecek nesillere devredilmesi ve tükenmemesi de önemlidir.

Verimlilik Ölçüm Yöntemleri • Verimlilik oranlarında yer alan çıktılar ve girdilerin
hesaplanmasında veriler daha çok aşağıdaki sınıflarda hazırlanmaktadır :
• Fiziksel büyüklükler, • Maliyet büyüklükleri, • Katma değer • Bu sınıflardan en çok katma değere dayalı girdi ve çıktı
tanımlanması daha çok tercih edilmektedir. • Toplam faktör verimliliği ölçümü konusunda birden
fazla yöntem veya model kullanılmaktadır. Bu modellerden en çok bilinenleri, Kendrick-Creamer Modeli (1965), Craig-Harris Modeli (1973), Hines Modeli (1976) ile Sumanth Modeli (1979)’dir.

Performans Ölçüm Yöntemleri • “Performans yönetim sistemi” kavramı ilk kez, Beer ve Ruh (1976)
tarafından kullanılmıştır. Daha sonra, Bell, 1978 ve 1987 yıllarında çalışmalarıyla sistemin daha da gelişmesine zemin hazırlamıştır. 1990’lı yıllardan itibaren çalışmalar daha da artarak günümüze kadar ulaşmıştır.
• Macey (2001)’e göre performans yönetimi, örgütün ortak ve fonksiyonel stratejileri ile amaçlarına ulaşması için etkin ve etkili yönetilmesini sağlayacak geniş kapsamlı bir süreçtir. Barutçugil (2002), “işletmeleri istenen amaçlara yöneltmek için, işletmelerin mevcut ve geleceğe ilişkin durumları ile ilgili bilgi toplama, bunları karşılaştırma ve performansın sürekli gelişimini sağlayacak yeni ve gerekli etkinlikleri başlatma ve sürdürme görevlerini yüklenen bir yönetim sürecidir” tanımını yapmıştır. Frolick vd. (2006) ‘e göre ise örgüt stratejilerinin uygulanmasını ve geliştirilmesini iyileştirmek için tasarlanmış iş süreçleridir.
• Performans ölçümü, bir eylemin veriminin ve etkinliğinin nicel hale getirilmesi sürecidir. Performans ölçüm sistemi ise “kurum, süreç, işbirimi eylemlerinin, hem verim hem de etkinliğinin nicel hale getirilmesinde kullanılan ölçütler grubudur” şeklinde tanımlanmaktadır.

İşgören Performans Ölçüm Yöntemleri /Modelleri
Kurumsal Performans Ölçüm Yöntemleri / Modelleri
İkili Karşılaştırma/Sıralama Yöntemi Zorunlu Dağılım Yöntemi Değerlendirme Göstergesi Yöntemi Kritik Olay Yöntemi Kontrol Çetele Listesi Yöntemi Direkt İndeks Yöntemi Standartlar Yöntemi Amaçlara Göre Yönetim 360 Derece Değerlendirme Yöntemi Çok Kriterli Karar Verme Yöntemleri
Geleneksel Performans Yönetimi Zaman Bazlı Performans Ölçümü Sistemi Zaman Bazlı Maliyetlendirme Kısıtlar Teorisi ve verimlilik muhasebesi Performans Piramidi Performans Prizması Aktivite Temelli Maliyetlendirme Stratejik Ölçüm Analizi ve Raporlama Tekniği Performans Ölçümü Matrisi Sonuçlar ve Belirleyiciler Modeli Dengeli Performans Ölçüm Modeli Sorumluluk Temelli Performans Modeli Hizmet Performansı Ölçümü Şablonu Kurumsal Karne Makro Proses Modeli KOBİ Entegre Ölçüm Modeli Entegre Performans Ölçümü Şablonu Cambridge Performans Yönetimi Süreci Kalite Şablonları- Avrupa Kalite Ödülü
Tablo-3.1 : Performans Ölçüm Modelleri / Yöntemleri

Bölüm Soruları • Verimlilik nedir, kısaca tanımlayınız.
• Verimlilik türleri nelerdir? Birer örnekle açıklayınız.
• Verimliliğe yakın kavramlar nelerdir, sıralayınız. Bu kavramların ortak ve farklı yönlerini irdeleyiniz.
• Verimlilik artışının sebepleri içerisinde çıktılardaki artış ile girdilerdeki azalış durumunu verimliliğin güvenirliliği açısından değerlendiriniz.
• Toplam verimlilik sonuçları yanında neden kısmi verimlilik sonuçlarına da ihtiyaç duyulur?
• Karlılık artışı ille de verimlilik artışı anlamı taşır mı? Neden?

Verimlilik Soruları • Verimliliğin önemini küresel rekabet bağlamında açıklayınız.
• Verimliliğin ülkelerin iktisadi geleceğine etkilerini irdeleyiniz.
• Verimlilik ölçümünde hangi büyüklüğe dayalı veriler kullanılır? İçlerinde en çok tercih edileni hangisidir? Neden?
• Performans nedir? Verimlilikle ilişkisini açıklayınız.
• Performans ölçümünü tanımlayınız, öneminden bahsediniz.
• Performans ölçümü temelde kaça ayrılır?
• İşgören performansının ölçülmesi ile ede edilen sonuçlardan nerelerde faydalanılır?
• Kurumsal performans ölçümünü açıklayınız.
• Kurumsal performans ölçüm yöntem veya modellerinden beşini yazınız.

13.10.2012 AELEREN 452
PERFORMANS YÖNETİMİ

13.10.2012 AELEREN 453
“Açık, ölçülebilir hedefler başarının göstergeleridir. Yüksek performanslı kuruluşlarda ölçüm bir yaşam biçimidir. Lider bu ölçümleri yüksek performanslı sonuçlara bağlamalıdır. Şeyleri ölçmek yetmez; doğru şeyleri ölçmelisiniz.”
Robert H. Rosen

13.10.2012 AELEREN 454
İşletmeler Kaça Ayrılır?
– Mamül Üreten İşletmeler (Sanayi işletmeleri)
– Hizmet Üreten İşletmeler (Bankacılık,
Sigortacılık, Eğitim ve Sağlık Sektörü gibi)

13.10.2012 AELEREN 455
İşletmelerde Rekabeti Etkileyen Faktörler
• Maliyet/Kârlılık/Fiyat
• Kalite, Kalite Güvencesi, TKY
• Ürün ve Hizmetin Tamamlama Süresi
• Ürün ve Hizmet Çeşitliliği
• Verimlilik, Etkinlik, Etkililik ve Performans
• Esneklik (Değişen şartlara uyum sağlama)
• Teknoloji ve Yenilikçilik
• Esnek ve Nitelikli İşgücü
• Entegre olmuş bir tedarik zinciri ve lojistik yönetimine sahip olmak
• İşletme Dışı Faktörler (Küreselleşme, devletin ekonomik ve siyasal gücü, toplum, altyapı, vergiler, lojistik sistemlerinin düzeyi, yan sanayi,vb.)