research article minimum porosity formation in pressure...
TRANSCRIPT

Hindawi Publishing CorporationMathematical Problems in EngineeringVolume 2013 Article ID 920865 9 pageshttpdxdoiorg1011552013920865
Research ArticleMinimum Porosity Formation in Pressure Die Casting byTaguchi Method
Quang-Cherng Hsu and Anh Tuan Do
Department of Mechanical Engineering National Kaohsiung University of Applied Sciences 415 Chien-Kung Road80778 Kaohsiung City Taiwan
Correspondence should be addressed to Anh Tuan Do 1099403120kuasedutw
Received 17 September 2013 Accepted 15 October 2013
Academic Editor Teen-Hang Meen
Copyright copy 2013 Q-C Hsu and A T Do This is an open access article distributed under the Creative Commons AttributionLicense which permits unrestricted use distribution and reproduction in any medium provided the original work is properlycited
Die casting process is significantly used in the industry for its high productivity and less postmachining requirement Due tolight weight and good formability aluminum die casting plays an important role in the production of transportation and vehiclecomponents In the current study of die casting for Automobile starter motor casing the following issues are focused shot pistonsimulation defect analysis and finally the use of the Taguchi multiquality analytical method to find the optimal parameters andfactors to increase the aluminium ADC10 die casting quality and efficiency Experiments were conducted by varying molten alloytemperature die temperature plunger velocities in the first and second stage and multiplied pressure in the third stage usingL27orthogonal array of Taguchi method After conducting a series of initial experiments in a controlled environment significant
factors for pressure die casting processes are selected to construct an appropriate multivariable linear regression analysis modelfor developing a robust performance for pressure die casting processes The appropriate multivariable linear model is a useful andefficient method to find the optimal process conditions in pressure die casting associated with the minimum shrinkage porositypercent
1 Introduction
High pressure die casting for nonferrous casting applicationsis increasingly used in the foundries today as an economicallyviable casting process High pressure die casting (HPDC)process has beenwidely used tomanufacture a large variety ofproducts with high dimensional accuracy and productivitiesIt has a much faster production rate in comparison toother methods and it is an economical and efficient methodfor producing components with low surface roughness andhigh dimensional accuracy All major aluminium automotivecomponents can be processed with this technology
High Pressure Die Casting process is rapid and dependson many factors So to capture the problem it requires a lotof time and experience including testing and simulationTheconventional trial and error based die design and processdevelopment is expensive and time consuming Such aprocedure also might lead to higher casting rejections TheHPDC castings production process has many defects such
as shrinkage porosity misrun cold-shut blister scab hot-tear Several previous studies of defects in aluminum alloyby the method of HPDC and disability solutions (Shen etal 2007 [1] Dargusch et al 2006 [2] Verran et al 2006[3] Mousavi Anijdan et al 2006 [4] Tsoukalas et al 20042008 [5 6]) However the study to optimize aluminum alloycasting process in the condition of production casting factoryis essential This study focused on analysis of shrinkageporosity defect with mold design and put into productioncasting by foundry factory conditions
Shrinkage porosity is one of the most common defectsleading to rejection of aluminium die casting often onlyshowing up after much value has been added to the castingvia operations such asmachining polishing and coatingTheadded value of the casting at the point of rejection can bevery high If you find out the causes and how to reduce thedefects of castings will be of great significance in reducingthe production cost of die casting However optimizing theconditions to render aluminium die castings of minimum
2 Mathematical Problems in Engineering
(a) (b)
(c) (d)
Figure 1 Casting image
porosity percent is costly and time consuming because manyexperiments are necessary to find the optimal parameters
Taguchi method is one of the efficient problems solvingtools to upgrade the performance of products and processeswith a significant reduction in cost and time involvedTaguchirsquos parameter design offers a systematic approach foroptimization of various parameters with regard to perfor-mance quality and cost (Syrcos 2003 [7] Taguchi 1986 [8])
2 Materials and Methods
The die casting part product of this study is providedthrough aluminium die casting factory so the casting bodyno changes A major factor in the successful development ofcastings is the design of the die and design of gates biscuitand runner system A well-designed gating and runnersystem should avoid turbulence in metal flow and to reduceincidence of inclusions and air entrapment in the castingThedie design is required to avoid solidification related defectslike shrinkage micro-porosities hot-tear and so forth Diedesign process is very much dependent on the experienceand skill of the design engineer The die for this study isthe result of collaboration between the foundry factory andDepartment of Mechanical Engineering-National KaohsiungUniversity of Applied Sciences The casting with full of thegating runner system and biscuit is shown in Figure 1 Thedie casting is designed in CATIA V5R19 software shown inFigure 2 Moreover the die casting material selection is veryimportant The nature of the material will directly affect thequality of the casting and die casting parameters configura-tion this study selects castingmaterial as the aluminium alloy
Table 1 Chemical composition of the alloy ADC10 used in theexperiment
Element Si Fe Cu Mg Mn Ni Zn Smwt 75sim95 13 30sim40 01 05 05 3 035
ADC10 The chemical composition of the aluminum alloyused in the experimental procedure is given in Table 1
Shrinkage porosity formation in pressure die casting isthe result of a so much number of parameters Figure 3shows a cause and effect diagram that was constructed toidentify the casting process parameters that may affect diecasting porosity (Tsoukalas et al 2004 2008 [5 6]) In thiscase holding furnace temperature die temperature plungervelocity in the first stage plunger velocity in the secondstage and multiplied pressure in the third stage were selectedas the most critical in the experimental design The otherparameters were kept constant in the entire experimentationThe range of holding furnace temperature was selected as640sim700∘C the range of die temperature as 180sim260∘C therange of plunger velocity in the first stage as 005sim035msand in the second stage as 15sim35ms and the range ofmultiplied pressure in the third stage was chosen as 200sim280 bars The selected casting process parameters along withits ranges are given in Table 2
Taguchi method based design of experiment has beenused to study the effects of five casting process parameters(holding furnace temperature A die temperature B plungervelocity in the first stage C plunger velocity in the secondstage D multiplied pressure in the third stage E on an
Mathematical Problems in Engineering 3
(a) (b)
(c) (d)
Figure 2 Part product is designed by CATIA software
Molten alloy
Die casting machine
Cavity filling time
Fast shot Plunger
stage
TemperatureLubricant
GateVenting system
Cooling system
Die
Shot sleeve
Filling level
Diameter
Length
Lubricant
Temperature
Composition
Condition
Shrinkage porosity type The smaller the better
Plungervelocity (1st)
Pressure during 3rd
set point velocity (2nd)
Figure 3 Cause and effect diagram
Table 2 The parameter and its value at three levels
Process parameters Parameters range Level 1 Level 2 Level 3Holding furnace temperature (∘C) 640sim700 640 670 700Die temperature (∘C) 180sim260 180 220 260Plunger velocity 1st stage (ms) 005sim035 005 02 035Plunger velocity 2nd stage (ms) 15sim35 15 25 35Multiplied pressure (bars) 200sim280 200 240 280
4 Mathematical Problems in Engineering
Table 3 Experimental layout using an L27orthogonal array
Trials Holding furnacetemperature A
Die temperatureB
Plunger velocity 1ststage C
Plunger velocity 2ndstage D
Multiplied pressureE
1 1 1 1 1 12 1 1 2 2 23 1 1 3 3 34 1 2 1 2 25 1 2 2 3 36 1 2 3 1 17 1 3 1 3 38 1 3 2 1 19 1 3 3 2 210 2 1 1 2 311 2 1 2 3 112 2 1 3 1 213 2 2 1 3 114 2 2 2 1 215 2 2 3 2 316 2 3 1 1 217 2 3 2 2 318 2 3 3 3 119 3 1 1 3 220 3 1 2 1 321 3 1 3 2 122 3 2 1 1 323 3 2 2 2 124 3 2 3 3 225 3 3 1 2 126 3 3 2 3 227 3 3 3 1 3
important output parameter (Shrinkage porosity) For select-ing appropriate orthogonal array degree of freedom (numberof fair and independent comparisons needed for optimizationof process parameters is one less than the number of levels ofparameter) of the array is calculated
In the experimental layout planwith five factors and threelevels using L
27orthogonal array 27 experimentswere carried
out to study the effect of casting input parameters shown inTable 3 The input parameters are installed in the ProCASTsoftware to conduct 27 simulation experiments
Computer simulation procedure-based process develop-ment and die design can be used for rapid process devel-opment and die design in a shorter time Such a computersimulation based procedure often using FINITE ELEMENTANALYSIS based software systems can improve the qualityand enhance productivity of the enterprise by way of fasterdevelopment of new product Analysis software is used as aProCAST commercial with finite element method analysisfor a casting process In this study all parameters can beable to affect the analysis process choice of material isaluminum alloy die casting ADC10 and cold chamber die
casting method with molding material is H13 FEM basedsimulation software systems help the designer to visualize themetal flow in the die cavity the temperature variation thesolidification progress and the evolution of defects such asshrinkage porosity cold-shut hot-tear
ProCAST a FEM simulation-based virtual casting envi-ronment for analysis of the casting process is used as a tool fordie design and process optimization ProCAST with Visual-Viewer module can provide temperature field thermal crack-ing flow field solidification time and shrinkage analysisThis paper focused on the analysis of shrinkage porosity byProCAST software base on parameters input from Table 3
The analysis of defects simulated by ProCAST softwarewith Visual-Viewer module can detect many types of disabil-ities castingThe defective products do not necessarily reflectthe loss of the original function for example the internal poretrims acceptable However with large structural castingsdefect analysis of this study focuses on maximum porosity inthe selection casting and the important parts of the castingshrinkage analysis (an important component) casting defectanalysis are described as follows
Mathematical Problems in Engineering 5
(a) (b)
(c) (d)
Figure 4 Casting measurement area
The Solid Fraction Solid fraction may be available shrinkageprediction casting position the present study is in accordancewith the theory prediction of defect and ProCAST manualreferred to in the final period of solidification Shrinkage solidfraction prone is greater than 07 here as the reference valueof 07 solid fractions When the solid fraction area is belowthis value and the area around the solid phase rate is ratherthan this value we can predict this area shrinkage porosityoccurred
Maximum Porosity The maximum porosity analysis usingthe Shrinkage Porosity function of the Visual-Viewer comesdefined in the manual According to the ProCAST usermanual shrinkage definition andwith the solid fraction it canbe used to analyse the basis of the maximum porosity
Shrinkage Analysis For the amount of inspection shrinkagecasting part used for the Visual-Viewer module functionfor quantitative analysis In each experiment we took fiveelements with the coordinates determined at the importantpositions in the working conditions of automobile startermotor casing Each experiment was repeated five times inorder to reduce experimental errors as shown in Figure 4Data from 27 experiments with five sampling times in eachsimulation are summarized as in Table 4 From this table weconducted quality characteristics analysis
Quality Characteristics The parameter design study involvescontrol and noise factors The measure of interactionsbetween these factors with regard to robustness is signal-to-noise (119878119873) ratio 119878119873 characteristics formulated for three
different categories are as follows the bigger the better andthe smaller the better the nominal the best This paperfocused on studying the effects of five input parameters(119860 119861 119862119863 119864) to defect shrinkage porosity in the process ofcasting so the criteria ldquothe smaller the betterrdquo is selected
The smaller the better (for making the system response assmall as possible) is as follows
119878
119873
119878
= minus10 log(1119899
119899
sum
119894=1
119910
2
119894) (1)
where 119899 is the number of sampling (Each experiment wasrepeated five times sampling so that 119899 = 5) 119910
119894 value of
Shrinkage porosity at each time samplingThe responding graph shown in Figure 5 learned that the
best combination for this studywith shrinkage porosity defectvalue minimum is 119860
3119861
3119862
3119863
1119864
3
Process Parameter Optimization Using MVLR The objectiveof the process optimization is to select the optimal controlvariables in aluminium die casting process in order to obtainthe minimum porosity In this work the fitness functionused in the optimization procedure was based on the MVLRmodel
Multivariable Linear Regression Analysis In most cases theform of the relationship between the response and theindependent variables is usually unknown Multiple linearregression (MLR) is a method used to model the linearrelationship between a dependent variable and one or more
6 Mathematical Problems in Engineering
Table4Sh
rinkage
porosityresults
oftheL27arraydesig
n(Fulltable)
Trials
Holding
Furnace
Temperature
ADie
temperature
B
Plun
ger
velocity
1ststage
C
Plun
ger
Velocity
2ndsta
geD
Multip
lied
Pressure
E
Shrin
kage
porosity(
)Av
erage
MSD
119878119873
Repetition
Repetition
Repetition
Repetition
Repetition
12
34
51
640
180
005
15200
1973
1988
1984
1978
1954
19754
3902346minus591326
264
0180
02
25
240
1912
1893
1948
1908
1912
19146
366
6021minus564
195
364
0180
035
35
280
1846
1853
1814
1813
1828
18308
3352095minus525316
464
0220
005
25
240
1862
1867
1861
1878
1871
18678
3488716minus54266
65
640
220
02
35
280
1793
1804
1761
1764
1775
17794
3166541minus500585
664
0220
035
15200
1916
1908
1912
1887
1903
19052
3629888minus559893
764
0260
005
35
280
1786
1797
1754
1757
1768
17724
3141679minus497162
864
0260
02
15200
1909
1903
1889
1898
1893
18984
3603973minus556782
964
0260
035
25
240
1852
1859
182
1819
1836
18372
3375568minus528347
10670
180
005
25
280
1799
181
1767
177
1781
17854
318793minus503509
11670
180
02
35
200
1957
1968
1971
1951
1965
19624
3851068minus585581
12670
180
035
15240
1857
1864
1825
1824
1841
18422
3393965minus530707
13670
220
005
35
200
1924
1935
1923
1928
1909
19238
3701079minus568328
14670
220
02
15240
1803
1814
1771
1774
1785
17894
3202229minus505452
15670
220
035
25
280
1751
1744
1713
1731
1725
17328
3002778minus477523
16670
260
005
15240
1796
1807
1764
1767
1778
17824
3177227minus50204
817
670
260
02
25
280
1738
1726
1724
1745
1715
17296
2991629minus475908
18670
260
035
35
200
1881
1878
1898
1893
1903
18906
35744
61minus553211
19700
180
005
35
240
1876
1871
1895
1887
1893
18844
3551052minus550357
20700
180
02
15280
1755
1743
1741
1762
1732
1746
63050725minus484403
21700
180
035
25
200
1921
1901
1956
1916
1928
19244
3703644minus568629
22700
220
005
15280
1708
1696
1694
1715
1685
16996
2888753minus46071
23700
220
02
25
200
1864
1898
1881
1876
1885
18808
3537532minus5487
24700
220
035
35
240
1825
1832
1793
1792
1807
18098
3275642minus515296
25700
260
005
25
200
1856
1861
1855
1872
1865
18618
346
6338minus539871
26700
260
02
35
240
1814
1821
1782
1781
1796
17988
3235948minus510001
27700
260
035
15280
1692
1694
1706
1683
1712
16974
2881274minus459585
Mathematical Problems in Engineering 7
Table 5 The results after analysing by Intercooled Stada 82 software
(a)
reg Fx A B C D E
Source SS df MS Number of obs = 27119865(5 21) = 14674
Model 0155044498 5 00310089 Prob gt 119865 = 00000
Residual 0004437799 21 0000211324 119877-squared = 09722Adj 119877-squared = 09655
Total 0159482297 26 0006133935 Root MSE = 001454
(b)
Fx Coef Std Err 119905 119875 gt |119905| [95 Conf Interval]119860 minus00008844 00001142 minus774 0000 minus0001122 minus00006469119861 minus000083 00000857 minus969 0000 minus00010081 minus00006519119862 minus00305925 07284277 minus0042 0000 minus00780965 00169114119863 00175444 00034264 512 0000 00104189 002467119864 minus00020122 00000857 minus2349 0000 minus00021904 minus00018341cons 3054569 00820708 3722 0000 2883893 3225244
SN
(dB)
Plots of factor effectsminus46
minus48
minus50
minus52
minus54
minus56
minus58
A1 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3 E1 E2 E3
Figure 5 119878119873 Response graphs
independent variables MLR is based on least squares themodel is fitted such that the sum-of-squares of differences ofobserved and predicted values is minimized
Let 1199091 119909
2 119909
119903be a set of 119903 predictors believed to be
related to a response variable 119884 The linear regression modelfor the 119895th sample unit has the form
119884
119895= 120573
0+ 120573
1119909
1198951+ 120573
2119909
1198952+ sdot sdot sdot + 120573
119903119909
119895119903+ 120576
119895 (2)
where 120576 is a random error and the 120573119894 119894 = 0 1 119903 are
unknown regression coefficientsIn this paper there are five independent variables and one
dependent variableThe relationships between these variablesare of the following form
119865 (119909) = 120573
0+ 120573
1119860 + 120573
2119861 + 120573
3119862 + 120573
4119863 + 120573
5119864 (3)
In which
119865(119909) Dependence variable119860 (∘C) Holding furnace temperature
119861 (∘C) Die temperature
119862 (ms) Plunger velocity 1st stage
119863 (ms) Plunger velocity 2nd stage
119864 (bars) Multiplied pressure during the third phase
The results after analysing by Intercooled Stada 82 Soft-were as shown in Table 5
The final MVLRmodel equation for porosity after substi-tuting regression coefficients is as follows
119865 (119909) = 3054569 minus 08844 lowast 10
minus3119860 minus 083 lowast 10
minus3119861
minus 003059119862 + 001754119863 minus 000201119864
(4)
3 Results and Discussion
We applied multivariable linear regression analysis (MVLR)to seek the optimal parameter in the casting process ofindependent parameter variables in this study A stationarypoint for the optimal performance was obtained by usingthe multivariable linear regression method in this linearregression equation and the result is presented in Figure 6A very good fit was observed and substantiated by thecoefficient of determination 1198772 = 09722 That is the 1198772value indicates that the polynomial model explains almost9722 of variability in the casting process
Figure 6 shows the efficacy of the optimization scheme bycomparing the MVLR results with the experimental valuesThere is a convincing agreement between experimental valuesand predicted values for shrinkage porosity percent
Matlab code for finding optimization shrinkage porosityvalue
8 Mathematical Problems in Engineering
clc
clear all
close all
f = (x) 3054569-08844e-3lowastx(1)-083e-3lowastx(2)-
003059lowastx(3) + 001754lowastx(4)-000201lowastx(5)
options = optimset(lsquoGradObjrsquo lsquoonrsquo)[xfvalexitflagoutput] =
fmincon(f[6702200225240][ ][ ][ ][ ][60018000515
200][70026003535280][ ]optimset(lsquoDisplayrsquo lsquoiterrsquo))x
fval
Algorithm 1
15155
16165
17175
18185
19195
2
Number of tests
Shrin
kage
por
osity
()
PredictedExperimental
Std dev = 0014537
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
R2 = 9722 adjustedR
2 = 9655
Figure 6 Experimental and predicted values of shrinkage porositypercent
Program in Matlab (see Algorithm 1)Results after running in Matlab are as follows
119909 = 7000000 so that 997888rarr 119860 = 700∘C
2600000 119861 = 260
∘C
03500 119862 = 035ms
15000 119863 = 15ms
2800000 119864 = 280 bar
fval = 16725 Shrinkage porosity 16725
(5)
By the Program in Matlab we are known as the bestcombination in the 27 experimental configurations
This result is similar to quality characteristics and is thebest combination for this study 119860
3119861
3119862
3119863
1119864
3
4 Conclusion
In this paper the optimum process parameters valuespredicted for casting of minimum shrinkage porosity
(16725) and the best combination parameters given asfollows
holding furnace temperature 700∘Cdie temperature 260∘Cplunger velocity 1st stage 035msplunger velocity 2nd stage 15msmultiplied pressure 280 bar
The model proposed in this paper gives satisfactoryresults in the optimization of pressure die casting processThepredicted values of the process parameters and the calculatedare in convincing agreement with the experimental values
The experiments which are conducted to determine thebest levels are based on ldquoOrthogonal Arraysrdquo and are bal-anced with respect to all control factors and yet areminimumin number This in turn implies that the resources (materialssaving time andmoney) required for the experiments are alsominimized
References
[1] C Shen L Wang and Q Li ldquoOptimization of injection mold-ing process parameters using combination of artificial neuralnetwork and genetic algorithm methodrdquo Journal of MaterialsProcessing Technology vol 183 no 2-3 pp 412ndash418 2007
[2] M S Dargusch G Dour N Schauer C M Dinnis and GSavage ldquoThe influence of pressure during solidification of highpressure die cast aluminium telecommunications componentsrdquoJournal of Materials Processing Technology vol 180 no 1ndash3 pp37ndash43 2006
[3] G O Verran R P K Mendes and M A Rossi ldquoInfluenceof injection parameters on defects formation in die castingAl12Si13Cu alloy experimental results and numeric simula-tionrdquo Journal of Materials Processing Technology vol 179 no 1ndash3 pp 190ndash195 2006
[4] S H Mousavi Anijdan A Bahrami H R Madaah Hosseiniand A Shafyei ldquoUsing genetic algorithm and artificial neuralnetwork analyses to design an Al-Si casting alloy of minimumporosityrdquoMaterials and Design vol 27 no 7 pp 605ndash609 2006
[5] V D Tsoukalas S A Mavrommatis N G Orfanoudakis andA K Baldoukas ldquoA study of porosity formation in pressuredie casting using the Taguchi approachrdquo Journal of EngineeringManufacture vol 218 no 1 pp 77ndash86 2004
Mathematical Problems in Engineering 9
[6] V D Tsoukalas ldquoOptimization of porosity formation inAlSi9Cu3pressure die castings using genetic algorithm analy-
sisrdquoMaterials and Design vol 29 no 10 pp 2027ndash2033 2008[7] G P Syrcos ldquoDie casting process optimization using Taguchi
methodsrdquo Journal of Materials Processing Technology vol 135no 1 pp 68ndash74 2003
[8] G Taguchi Introduction to Quality Engineering Asian Produc-tivity Organization UNIPUB 1986
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

2 Mathematical Problems in Engineering
(a) (b)
(c) (d)
Figure 1 Casting image
porosity percent is costly and time consuming because manyexperiments are necessary to find the optimal parameters
Taguchi method is one of the efficient problems solvingtools to upgrade the performance of products and processeswith a significant reduction in cost and time involvedTaguchirsquos parameter design offers a systematic approach foroptimization of various parameters with regard to perfor-mance quality and cost (Syrcos 2003 [7] Taguchi 1986 [8])
2 Materials and Methods
The die casting part product of this study is providedthrough aluminium die casting factory so the casting bodyno changes A major factor in the successful development ofcastings is the design of the die and design of gates biscuitand runner system A well-designed gating and runnersystem should avoid turbulence in metal flow and to reduceincidence of inclusions and air entrapment in the castingThedie design is required to avoid solidification related defectslike shrinkage micro-porosities hot-tear and so forth Diedesign process is very much dependent on the experienceand skill of the design engineer The die for this study isthe result of collaboration between the foundry factory andDepartment of Mechanical Engineering-National KaohsiungUniversity of Applied Sciences The casting with full of thegating runner system and biscuit is shown in Figure 1 Thedie casting is designed in CATIA V5R19 software shown inFigure 2 Moreover the die casting material selection is veryimportant The nature of the material will directly affect thequality of the casting and die casting parameters configura-tion this study selects castingmaterial as the aluminium alloy
Table 1 Chemical composition of the alloy ADC10 used in theexperiment
Element Si Fe Cu Mg Mn Ni Zn Smwt 75sim95 13 30sim40 01 05 05 3 035
ADC10 The chemical composition of the aluminum alloyused in the experimental procedure is given in Table 1
Shrinkage porosity formation in pressure die casting isthe result of a so much number of parameters Figure 3shows a cause and effect diagram that was constructed toidentify the casting process parameters that may affect diecasting porosity (Tsoukalas et al 2004 2008 [5 6]) In thiscase holding furnace temperature die temperature plungervelocity in the first stage plunger velocity in the secondstage and multiplied pressure in the third stage were selectedas the most critical in the experimental design The otherparameters were kept constant in the entire experimentationThe range of holding furnace temperature was selected as640sim700∘C the range of die temperature as 180sim260∘C therange of plunger velocity in the first stage as 005sim035msand in the second stage as 15sim35ms and the range ofmultiplied pressure in the third stage was chosen as 200sim280 bars The selected casting process parameters along withits ranges are given in Table 2
Taguchi method based design of experiment has beenused to study the effects of five casting process parameters(holding furnace temperature A die temperature B plungervelocity in the first stage C plunger velocity in the secondstage D multiplied pressure in the third stage E on an
Mathematical Problems in Engineering 3
(a) (b)
(c) (d)
Figure 2 Part product is designed by CATIA software
Molten alloy
Die casting machine
Cavity filling time
Fast shot Plunger
stage
TemperatureLubricant
GateVenting system
Cooling system
Die
Shot sleeve
Filling level
Diameter
Length
Lubricant
Temperature
Composition
Condition
Shrinkage porosity type The smaller the better
Plungervelocity (1st)
Pressure during 3rd
set point velocity (2nd)
Figure 3 Cause and effect diagram
Table 2 The parameter and its value at three levels
Process parameters Parameters range Level 1 Level 2 Level 3Holding furnace temperature (∘C) 640sim700 640 670 700Die temperature (∘C) 180sim260 180 220 260Plunger velocity 1st stage (ms) 005sim035 005 02 035Plunger velocity 2nd stage (ms) 15sim35 15 25 35Multiplied pressure (bars) 200sim280 200 240 280
4 Mathematical Problems in Engineering
Table 3 Experimental layout using an L27orthogonal array
Trials Holding furnacetemperature A
Die temperatureB
Plunger velocity 1ststage C
Plunger velocity 2ndstage D
Multiplied pressureE
1 1 1 1 1 12 1 1 2 2 23 1 1 3 3 34 1 2 1 2 25 1 2 2 3 36 1 2 3 1 17 1 3 1 3 38 1 3 2 1 19 1 3 3 2 210 2 1 1 2 311 2 1 2 3 112 2 1 3 1 213 2 2 1 3 114 2 2 2 1 215 2 2 3 2 316 2 3 1 1 217 2 3 2 2 318 2 3 3 3 119 3 1 1 3 220 3 1 2 1 321 3 1 3 2 122 3 2 1 1 323 3 2 2 2 124 3 2 3 3 225 3 3 1 2 126 3 3 2 3 227 3 3 3 1 3
important output parameter (Shrinkage porosity) For select-ing appropriate orthogonal array degree of freedom (numberof fair and independent comparisons needed for optimizationof process parameters is one less than the number of levels ofparameter) of the array is calculated
In the experimental layout planwith five factors and threelevels using L
27orthogonal array 27 experimentswere carried
out to study the effect of casting input parameters shown inTable 3 The input parameters are installed in the ProCASTsoftware to conduct 27 simulation experiments
Computer simulation procedure-based process develop-ment and die design can be used for rapid process devel-opment and die design in a shorter time Such a computersimulation based procedure often using FINITE ELEMENTANALYSIS based software systems can improve the qualityand enhance productivity of the enterprise by way of fasterdevelopment of new product Analysis software is used as aProCAST commercial with finite element method analysisfor a casting process In this study all parameters can beable to affect the analysis process choice of material isaluminum alloy die casting ADC10 and cold chamber die
casting method with molding material is H13 FEM basedsimulation software systems help the designer to visualize themetal flow in the die cavity the temperature variation thesolidification progress and the evolution of defects such asshrinkage porosity cold-shut hot-tear
ProCAST a FEM simulation-based virtual casting envi-ronment for analysis of the casting process is used as a tool fordie design and process optimization ProCAST with Visual-Viewer module can provide temperature field thermal crack-ing flow field solidification time and shrinkage analysisThis paper focused on the analysis of shrinkage porosity byProCAST software base on parameters input from Table 3
The analysis of defects simulated by ProCAST softwarewith Visual-Viewer module can detect many types of disabil-ities castingThe defective products do not necessarily reflectthe loss of the original function for example the internal poretrims acceptable However with large structural castingsdefect analysis of this study focuses on maximum porosity inthe selection casting and the important parts of the castingshrinkage analysis (an important component) casting defectanalysis are described as follows
Mathematical Problems in Engineering 5
(a) (b)
(c) (d)
Figure 4 Casting measurement area
The Solid Fraction Solid fraction may be available shrinkageprediction casting position the present study is in accordancewith the theory prediction of defect and ProCAST manualreferred to in the final period of solidification Shrinkage solidfraction prone is greater than 07 here as the reference valueof 07 solid fractions When the solid fraction area is belowthis value and the area around the solid phase rate is ratherthan this value we can predict this area shrinkage porosityoccurred
Maximum Porosity The maximum porosity analysis usingthe Shrinkage Porosity function of the Visual-Viewer comesdefined in the manual According to the ProCAST usermanual shrinkage definition andwith the solid fraction it canbe used to analyse the basis of the maximum porosity
Shrinkage Analysis For the amount of inspection shrinkagecasting part used for the Visual-Viewer module functionfor quantitative analysis In each experiment we took fiveelements with the coordinates determined at the importantpositions in the working conditions of automobile startermotor casing Each experiment was repeated five times inorder to reduce experimental errors as shown in Figure 4Data from 27 experiments with five sampling times in eachsimulation are summarized as in Table 4 From this table weconducted quality characteristics analysis
Quality Characteristics The parameter design study involvescontrol and noise factors The measure of interactionsbetween these factors with regard to robustness is signal-to-noise (119878119873) ratio 119878119873 characteristics formulated for three
different categories are as follows the bigger the better andthe smaller the better the nominal the best This paperfocused on studying the effects of five input parameters(119860 119861 119862119863 119864) to defect shrinkage porosity in the process ofcasting so the criteria ldquothe smaller the betterrdquo is selected
The smaller the better (for making the system response assmall as possible) is as follows
119878
119873
119878
= minus10 log(1119899
119899
sum
119894=1
119910
2
119894) (1)
where 119899 is the number of sampling (Each experiment wasrepeated five times sampling so that 119899 = 5) 119910
119894 value of
Shrinkage porosity at each time samplingThe responding graph shown in Figure 5 learned that the
best combination for this studywith shrinkage porosity defectvalue minimum is 119860
3119861
3119862
3119863
1119864
3
Process Parameter Optimization Using MVLR The objectiveof the process optimization is to select the optimal controlvariables in aluminium die casting process in order to obtainthe minimum porosity In this work the fitness functionused in the optimization procedure was based on the MVLRmodel
Multivariable Linear Regression Analysis In most cases theform of the relationship between the response and theindependent variables is usually unknown Multiple linearregression (MLR) is a method used to model the linearrelationship between a dependent variable and one or more
6 Mathematical Problems in Engineering
Table4Sh
rinkage
porosityresults
oftheL27arraydesig
n(Fulltable)
Trials
Holding
Furnace
Temperature
ADie
temperature
B
Plun
ger
velocity
1ststage
C
Plun
ger
Velocity
2ndsta
geD
Multip
lied
Pressure
E
Shrin
kage
porosity(
)Av
erage
MSD
119878119873
Repetition
Repetition
Repetition
Repetition
Repetition
12
34
51
640
180
005
15200
1973
1988
1984
1978
1954
19754
3902346minus591326
264
0180
02
25
240
1912
1893
1948
1908
1912
19146
366
6021minus564
195
364
0180
035
35
280
1846
1853
1814
1813
1828
18308
3352095minus525316
464
0220
005
25
240
1862
1867
1861
1878
1871
18678
3488716minus54266
65
640
220
02
35
280
1793
1804
1761
1764
1775
17794
3166541minus500585
664
0220
035
15200
1916
1908
1912
1887
1903
19052
3629888minus559893
764
0260
005
35
280
1786
1797
1754
1757
1768
17724
3141679minus497162
864
0260
02
15200
1909
1903
1889
1898
1893
18984
3603973minus556782
964
0260
035
25
240
1852
1859
182
1819
1836
18372
3375568minus528347
10670
180
005
25
280
1799
181
1767
177
1781
17854
318793minus503509
11670
180
02
35
200
1957
1968
1971
1951
1965
19624
3851068minus585581
12670
180
035
15240
1857
1864
1825
1824
1841
18422
3393965minus530707
13670
220
005
35
200
1924
1935
1923
1928
1909
19238
3701079minus568328
14670
220
02
15240
1803
1814
1771
1774
1785
17894
3202229minus505452
15670
220
035
25
280
1751
1744
1713
1731
1725
17328
3002778minus477523
16670
260
005
15240
1796
1807
1764
1767
1778
17824
3177227minus50204
817
670
260
02
25
280
1738
1726
1724
1745
1715
17296
2991629minus475908
18670
260
035
35
200
1881
1878
1898
1893
1903
18906
35744
61minus553211
19700
180
005
35
240
1876
1871
1895
1887
1893
18844
3551052minus550357
20700
180
02
15280
1755
1743
1741
1762
1732
1746
63050725minus484403
21700
180
035
25
200
1921
1901
1956
1916
1928
19244
3703644minus568629
22700
220
005
15280
1708
1696
1694
1715
1685
16996
2888753minus46071
23700
220
02
25
200
1864
1898
1881
1876
1885
18808
3537532minus5487
24700
220
035
35
240
1825
1832
1793
1792
1807
18098
3275642minus515296
25700
260
005
25
200
1856
1861
1855
1872
1865
18618
346
6338minus539871
26700
260
02
35
240
1814
1821
1782
1781
1796
17988
3235948minus510001
27700
260
035
15280
1692
1694
1706
1683
1712
16974
2881274minus459585
Mathematical Problems in Engineering 7
Table 5 The results after analysing by Intercooled Stada 82 software
(a)
reg Fx A B C D E
Source SS df MS Number of obs = 27119865(5 21) = 14674
Model 0155044498 5 00310089 Prob gt 119865 = 00000
Residual 0004437799 21 0000211324 119877-squared = 09722Adj 119877-squared = 09655
Total 0159482297 26 0006133935 Root MSE = 001454
(b)
Fx Coef Std Err 119905 119875 gt |119905| [95 Conf Interval]119860 minus00008844 00001142 minus774 0000 minus0001122 minus00006469119861 minus000083 00000857 minus969 0000 minus00010081 minus00006519119862 minus00305925 07284277 minus0042 0000 minus00780965 00169114119863 00175444 00034264 512 0000 00104189 002467119864 minus00020122 00000857 minus2349 0000 minus00021904 minus00018341cons 3054569 00820708 3722 0000 2883893 3225244
SN
(dB)
Plots of factor effectsminus46
minus48
minus50
minus52
minus54
minus56
minus58
A1 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3 E1 E2 E3
Figure 5 119878119873 Response graphs
independent variables MLR is based on least squares themodel is fitted such that the sum-of-squares of differences ofobserved and predicted values is minimized
Let 1199091 119909
2 119909
119903be a set of 119903 predictors believed to be
related to a response variable 119884 The linear regression modelfor the 119895th sample unit has the form
119884
119895= 120573
0+ 120573
1119909
1198951+ 120573
2119909
1198952+ sdot sdot sdot + 120573
119903119909
119895119903+ 120576
119895 (2)
where 120576 is a random error and the 120573119894 119894 = 0 1 119903 are
unknown regression coefficientsIn this paper there are five independent variables and one
dependent variableThe relationships between these variablesare of the following form
119865 (119909) = 120573
0+ 120573
1119860 + 120573
2119861 + 120573
3119862 + 120573
4119863 + 120573
5119864 (3)
In which
119865(119909) Dependence variable119860 (∘C) Holding furnace temperature
119861 (∘C) Die temperature
119862 (ms) Plunger velocity 1st stage
119863 (ms) Plunger velocity 2nd stage
119864 (bars) Multiplied pressure during the third phase
The results after analysing by Intercooled Stada 82 Soft-were as shown in Table 5
The final MVLRmodel equation for porosity after substi-tuting regression coefficients is as follows
119865 (119909) = 3054569 minus 08844 lowast 10
minus3119860 minus 083 lowast 10
minus3119861
minus 003059119862 + 001754119863 minus 000201119864
(4)
3 Results and Discussion
We applied multivariable linear regression analysis (MVLR)to seek the optimal parameter in the casting process ofindependent parameter variables in this study A stationarypoint for the optimal performance was obtained by usingthe multivariable linear regression method in this linearregression equation and the result is presented in Figure 6A very good fit was observed and substantiated by thecoefficient of determination 1198772 = 09722 That is the 1198772value indicates that the polynomial model explains almost9722 of variability in the casting process
Figure 6 shows the efficacy of the optimization scheme bycomparing the MVLR results with the experimental valuesThere is a convincing agreement between experimental valuesand predicted values for shrinkage porosity percent
Matlab code for finding optimization shrinkage porosityvalue
8 Mathematical Problems in Engineering
clc
clear all
close all
f = (x) 3054569-08844e-3lowastx(1)-083e-3lowastx(2)-
003059lowastx(3) + 001754lowastx(4)-000201lowastx(5)
options = optimset(lsquoGradObjrsquo lsquoonrsquo)[xfvalexitflagoutput] =
fmincon(f[6702200225240][ ][ ][ ][ ][60018000515
200][70026003535280][ ]optimset(lsquoDisplayrsquo lsquoiterrsquo))x
fval
Algorithm 1
15155
16165
17175
18185
19195
2
Number of tests
Shrin
kage
por
osity
()
PredictedExperimental
Std dev = 0014537
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
R2 = 9722 adjustedR
2 = 9655
Figure 6 Experimental and predicted values of shrinkage porositypercent
Program in Matlab (see Algorithm 1)Results after running in Matlab are as follows
119909 = 7000000 so that 997888rarr 119860 = 700∘C
2600000 119861 = 260
∘C
03500 119862 = 035ms
15000 119863 = 15ms
2800000 119864 = 280 bar
fval = 16725 Shrinkage porosity 16725
(5)
By the Program in Matlab we are known as the bestcombination in the 27 experimental configurations
This result is similar to quality characteristics and is thebest combination for this study 119860
3119861
3119862
3119863
1119864
3
4 Conclusion
In this paper the optimum process parameters valuespredicted for casting of minimum shrinkage porosity
(16725) and the best combination parameters given asfollows
holding furnace temperature 700∘Cdie temperature 260∘Cplunger velocity 1st stage 035msplunger velocity 2nd stage 15msmultiplied pressure 280 bar
The model proposed in this paper gives satisfactoryresults in the optimization of pressure die casting processThepredicted values of the process parameters and the calculatedare in convincing agreement with the experimental values
The experiments which are conducted to determine thebest levels are based on ldquoOrthogonal Arraysrdquo and are bal-anced with respect to all control factors and yet areminimumin number This in turn implies that the resources (materialssaving time andmoney) required for the experiments are alsominimized
References
[1] C Shen L Wang and Q Li ldquoOptimization of injection mold-ing process parameters using combination of artificial neuralnetwork and genetic algorithm methodrdquo Journal of MaterialsProcessing Technology vol 183 no 2-3 pp 412ndash418 2007
[2] M S Dargusch G Dour N Schauer C M Dinnis and GSavage ldquoThe influence of pressure during solidification of highpressure die cast aluminium telecommunications componentsrdquoJournal of Materials Processing Technology vol 180 no 1ndash3 pp37ndash43 2006
[3] G O Verran R P K Mendes and M A Rossi ldquoInfluenceof injection parameters on defects formation in die castingAl12Si13Cu alloy experimental results and numeric simula-tionrdquo Journal of Materials Processing Technology vol 179 no 1ndash3 pp 190ndash195 2006
[4] S H Mousavi Anijdan A Bahrami H R Madaah Hosseiniand A Shafyei ldquoUsing genetic algorithm and artificial neuralnetwork analyses to design an Al-Si casting alloy of minimumporosityrdquoMaterials and Design vol 27 no 7 pp 605ndash609 2006
[5] V D Tsoukalas S A Mavrommatis N G Orfanoudakis andA K Baldoukas ldquoA study of porosity formation in pressuredie casting using the Taguchi approachrdquo Journal of EngineeringManufacture vol 218 no 1 pp 77ndash86 2004
Mathematical Problems in Engineering 9
[6] V D Tsoukalas ldquoOptimization of porosity formation inAlSi9Cu3pressure die castings using genetic algorithm analy-
sisrdquoMaterials and Design vol 29 no 10 pp 2027ndash2033 2008[7] G P Syrcos ldquoDie casting process optimization using Taguchi
methodsrdquo Journal of Materials Processing Technology vol 135no 1 pp 68ndash74 2003
[8] G Taguchi Introduction to Quality Engineering Asian Produc-tivity Organization UNIPUB 1986
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 3
(a) (b)
(c) (d)
Figure 2 Part product is designed by CATIA software
Molten alloy
Die casting machine
Cavity filling time
Fast shot Plunger
stage
TemperatureLubricant
GateVenting system
Cooling system
Die
Shot sleeve
Filling level
Diameter
Length
Lubricant
Temperature
Composition
Condition
Shrinkage porosity type The smaller the better
Plungervelocity (1st)
Pressure during 3rd
set point velocity (2nd)
Figure 3 Cause and effect diagram
Table 2 The parameter and its value at three levels
Process parameters Parameters range Level 1 Level 2 Level 3Holding furnace temperature (∘C) 640sim700 640 670 700Die temperature (∘C) 180sim260 180 220 260Plunger velocity 1st stage (ms) 005sim035 005 02 035Plunger velocity 2nd stage (ms) 15sim35 15 25 35Multiplied pressure (bars) 200sim280 200 240 280
4 Mathematical Problems in Engineering
Table 3 Experimental layout using an L27orthogonal array
Trials Holding furnacetemperature A
Die temperatureB
Plunger velocity 1ststage C
Plunger velocity 2ndstage D
Multiplied pressureE
1 1 1 1 1 12 1 1 2 2 23 1 1 3 3 34 1 2 1 2 25 1 2 2 3 36 1 2 3 1 17 1 3 1 3 38 1 3 2 1 19 1 3 3 2 210 2 1 1 2 311 2 1 2 3 112 2 1 3 1 213 2 2 1 3 114 2 2 2 1 215 2 2 3 2 316 2 3 1 1 217 2 3 2 2 318 2 3 3 3 119 3 1 1 3 220 3 1 2 1 321 3 1 3 2 122 3 2 1 1 323 3 2 2 2 124 3 2 3 3 225 3 3 1 2 126 3 3 2 3 227 3 3 3 1 3
important output parameter (Shrinkage porosity) For select-ing appropriate orthogonal array degree of freedom (numberof fair and independent comparisons needed for optimizationof process parameters is one less than the number of levels ofparameter) of the array is calculated
In the experimental layout planwith five factors and threelevels using L
27orthogonal array 27 experimentswere carried
out to study the effect of casting input parameters shown inTable 3 The input parameters are installed in the ProCASTsoftware to conduct 27 simulation experiments
Computer simulation procedure-based process develop-ment and die design can be used for rapid process devel-opment and die design in a shorter time Such a computersimulation based procedure often using FINITE ELEMENTANALYSIS based software systems can improve the qualityand enhance productivity of the enterprise by way of fasterdevelopment of new product Analysis software is used as aProCAST commercial with finite element method analysisfor a casting process In this study all parameters can beable to affect the analysis process choice of material isaluminum alloy die casting ADC10 and cold chamber die
casting method with molding material is H13 FEM basedsimulation software systems help the designer to visualize themetal flow in the die cavity the temperature variation thesolidification progress and the evolution of defects such asshrinkage porosity cold-shut hot-tear
ProCAST a FEM simulation-based virtual casting envi-ronment for analysis of the casting process is used as a tool fordie design and process optimization ProCAST with Visual-Viewer module can provide temperature field thermal crack-ing flow field solidification time and shrinkage analysisThis paper focused on the analysis of shrinkage porosity byProCAST software base on parameters input from Table 3
The analysis of defects simulated by ProCAST softwarewith Visual-Viewer module can detect many types of disabil-ities castingThe defective products do not necessarily reflectthe loss of the original function for example the internal poretrims acceptable However with large structural castingsdefect analysis of this study focuses on maximum porosity inthe selection casting and the important parts of the castingshrinkage analysis (an important component) casting defectanalysis are described as follows
Mathematical Problems in Engineering 5
(a) (b)
(c) (d)
Figure 4 Casting measurement area
The Solid Fraction Solid fraction may be available shrinkageprediction casting position the present study is in accordancewith the theory prediction of defect and ProCAST manualreferred to in the final period of solidification Shrinkage solidfraction prone is greater than 07 here as the reference valueof 07 solid fractions When the solid fraction area is belowthis value and the area around the solid phase rate is ratherthan this value we can predict this area shrinkage porosityoccurred
Maximum Porosity The maximum porosity analysis usingthe Shrinkage Porosity function of the Visual-Viewer comesdefined in the manual According to the ProCAST usermanual shrinkage definition andwith the solid fraction it canbe used to analyse the basis of the maximum porosity
Shrinkage Analysis For the amount of inspection shrinkagecasting part used for the Visual-Viewer module functionfor quantitative analysis In each experiment we took fiveelements with the coordinates determined at the importantpositions in the working conditions of automobile startermotor casing Each experiment was repeated five times inorder to reduce experimental errors as shown in Figure 4Data from 27 experiments with five sampling times in eachsimulation are summarized as in Table 4 From this table weconducted quality characteristics analysis
Quality Characteristics The parameter design study involvescontrol and noise factors The measure of interactionsbetween these factors with regard to robustness is signal-to-noise (119878119873) ratio 119878119873 characteristics formulated for three
different categories are as follows the bigger the better andthe smaller the better the nominal the best This paperfocused on studying the effects of five input parameters(119860 119861 119862119863 119864) to defect shrinkage porosity in the process ofcasting so the criteria ldquothe smaller the betterrdquo is selected
The smaller the better (for making the system response assmall as possible) is as follows
119878
119873
119878
= minus10 log(1119899
119899
sum
119894=1
119910
2
119894) (1)
where 119899 is the number of sampling (Each experiment wasrepeated five times sampling so that 119899 = 5) 119910
119894 value of
Shrinkage porosity at each time samplingThe responding graph shown in Figure 5 learned that the
best combination for this studywith shrinkage porosity defectvalue minimum is 119860
3119861
3119862
3119863
1119864
3
Process Parameter Optimization Using MVLR The objectiveof the process optimization is to select the optimal controlvariables in aluminium die casting process in order to obtainthe minimum porosity In this work the fitness functionused in the optimization procedure was based on the MVLRmodel
Multivariable Linear Regression Analysis In most cases theform of the relationship between the response and theindependent variables is usually unknown Multiple linearregression (MLR) is a method used to model the linearrelationship between a dependent variable and one or more
6 Mathematical Problems in Engineering
Table4Sh
rinkage
porosityresults
oftheL27arraydesig
n(Fulltable)
Trials
Holding
Furnace
Temperature
ADie
temperature
B
Plun
ger
velocity
1ststage
C
Plun
ger
Velocity
2ndsta
geD
Multip
lied
Pressure
E
Shrin
kage
porosity(
)Av
erage
MSD
119878119873
Repetition
Repetition
Repetition
Repetition
Repetition
12
34
51
640
180
005
15200
1973
1988
1984
1978
1954
19754
3902346minus591326
264
0180
02
25
240
1912
1893
1948
1908
1912
19146
366
6021minus564
195
364
0180
035
35
280
1846
1853
1814
1813
1828
18308
3352095minus525316
464
0220
005
25
240
1862
1867
1861
1878
1871
18678
3488716minus54266
65
640
220
02
35
280
1793
1804
1761
1764
1775
17794
3166541minus500585
664
0220
035
15200
1916
1908
1912
1887
1903
19052
3629888minus559893
764
0260
005
35
280
1786
1797
1754
1757
1768
17724
3141679minus497162
864
0260
02
15200
1909
1903
1889
1898
1893
18984
3603973minus556782
964
0260
035
25
240
1852
1859
182
1819
1836
18372
3375568minus528347
10670
180
005
25
280
1799
181
1767
177
1781
17854
318793minus503509
11670
180
02
35
200
1957
1968
1971
1951
1965
19624
3851068minus585581
12670
180
035
15240
1857
1864
1825
1824
1841
18422
3393965minus530707
13670
220
005
35
200
1924
1935
1923
1928
1909
19238
3701079minus568328
14670
220
02
15240
1803
1814
1771
1774
1785
17894
3202229minus505452
15670
220
035
25
280
1751
1744
1713
1731
1725
17328
3002778minus477523
16670
260
005
15240
1796
1807
1764
1767
1778
17824
3177227minus50204
817
670
260
02
25
280
1738
1726
1724
1745
1715
17296
2991629minus475908
18670
260
035
35
200
1881
1878
1898
1893
1903
18906
35744
61minus553211
19700
180
005
35
240
1876
1871
1895
1887
1893
18844
3551052minus550357
20700
180
02
15280
1755
1743
1741
1762
1732
1746
63050725minus484403
21700
180
035
25
200
1921
1901
1956
1916
1928
19244
3703644minus568629
22700
220
005
15280
1708
1696
1694
1715
1685
16996
2888753minus46071
23700
220
02
25
200
1864
1898
1881
1876
1885
18808
3537532minus5487
24700
220
035
35
240
1825
1832
1793
1792
1807
18098
3275642minus515296
25700
260
005
25
200
1856
1861
1855
1872
1865
18618
346
6338minus539871
26700
260
02
35
240
1814
1821
1782
1781
1796
17988
3235948minus510001
27700
260
035
15280
1692
1694
1706
1683
1712
16974
2881274minus459585
Mathematical Problems in Engineering 7
Table 5 The results after analysing by Intercooled Stada 82 software
(a)
reg Fx A B C D E
Source SS df MS Number of obs = 27119865(5 21) = 14674
Model 0155044498 5 00310089 Prob gt 119865 = 00000
Residual 0004437799 21 0000211324 119877-squared = 09722Adj 119877-squared = 09655
Total 0159482297 26 0006133935 Root MSE = 001454
(b)
Fx Coef Std Err 119905 119875 gt |119905| [95 Conf Interval]119860 minus00008844 00001142 minus774 0000 minus0001122 minus00006469119861 minus000083 00000857 minus969 0000 minus00010081 minus00006519119862 minus00305925 07284277 minus0042 0000 minus00780965 00169114119863 00175444 00034264 512 0000 00104189 002467119864 minus00020122 00000857 minus2349 0000 minus00021904 minus00018341cons 3054569 00820708 3722 0000 2883893 3225244
SN
(dB)
Plots of factor effectsminus46
minus48
minus50
minus52
minus54
minus56
minus58
A1 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3 E1 E2 E3
Figure 5 119878119873 Response graphs
independent variables MLR is based on least squares themodel is fitted such that the sum-of-squares of differences ofobserved and predicted values is minimized
Let 1199091 119909
2 119909
119903be a set of 119903 predictors believed to be
related to a response variable 119884 The linear regression modelfor the 119895th sample unit has the form
119884
119895= 120573
0+ 120573
1119909
1198951+ 120573
2119909
1198952+ sdot sdot sdot + 120573
119903119909
119895119903+ 120576
119895 (2)
where 120576 is a random error and the 120573119894 119894 = 0 1 119903 are
unknown regression coefficientsIn this paper there are five independent variables and one
dependent variableThe relationships between these variablesare of the following form
119865 (119909) = 120573
0+ 120573
1119860 + 120573
2119861 + 120573
3119862 + 120573
4119863 + 120573
5119864 (3)
In which
119865(119909) Dependence variable119860 (∘C) Holding furnace temperature
119861 (∘C) Die temperature
119862 (ms) Plunger velocity 1st stage
119863 (ms) Plunger velocity 2nd stage
119864 (bars) Multiplied pressure during the third phase
The results after analysing by Intercooled Stada 82 Soft-were as shown in Table 5
The final MVLRmodel equation for porosity after substi-tuting regression coefficients is as follows
119865 (119909) = 3054569 minus 08844 lowast 10
minus3119860 minus 083 lowast 10
minus3119861
minus 003059119862 + 001754119863 minus 000201119864
(4)
3 Results and Discussion
We applied multivariable linear regression analysis (MVLR)to seek the optimal parameter in the casting process ofindependent parameter variables in this study A stationarypoint for the optimal performance was obtained by usingthe multivariable linear regression method in this linearregression equation and the result is presented in Figure 6A very good fit was observed and substantiated by thecoefficient of determination 1198772 = 09722 That is the 1198772value indicates that the polynomial model explains almost9722 of variability in the casting process
Figure 6 shows the efficacy of the optimization scheme bycomparing the MVLR results with the experimental valuesThere is a convincing agreement between experimental valuesand predicted values for shrinkage porosity percent
Matlab code for finding optimization shrinkage porosityvalue
8 Mathematical Problems in Engineering
clc
clear all
close all
f = (x) 3054569-08844e-3lowastx(1)-083e-3lowastx(2)-
003059lowastx(3) + 001754lowastx(4)-000201lowastx(5)
options = optimset(lsquoGradObjrsquo lsquoonrsquo)[xfvalexitflagoutput] =
fmincon(f[6702200225240][ ][ ][ ][ ][60018000515
200][70026003535280][ ]optimset(lsquoDisplayrsquo lsquoiterrsquo))x
fval
Algorithm 1
15155
16165
17175
18185
19195
2
Number of tests
Shrin
kage
por
osity
()
PredictedExperimental
Std dev = 0014537
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
R2 = 9722 adjustedR
2 = 9655
Figure 6 Experimental and predicted values of shrinkage porositypercent
Program in Matlab (see Algorithm 1)Results after running in Matlab are as follows
119909 = 7000000 so that 997888rarr 119860 = 700∘C
2600000 119861 = 260
∘C
03500 119862 = 035ms
15000 119863 = 15ms
2800000 119864 = 280 bar
fval = 16725 Shrinkage porosity 16725
(5)
By the Program in Matlab we are known as the bestcombination in the 27 experimental configurations
This result is similar to quality characteristics and is thebest combination for this study 119860
3119861
3119862
3119863
1119864
3
4 Conclusion
In this paper the optimum process parameters valuespredicted for casting of minimum shrinkage porosity
(16725) and the best combination parameters given asfollows
holding furnace temperature 700∘Cdie temperature 260∘Cplunger velocity 1st stage 035msplunger velocity 2nd stage 15msmultiplied pressure 280 bar
The model proposed in this paper gives satisfactoryresults in the optimization of pressure die casting processThepredicted values of the process parameters and the calculatedare in convincing agreement with the experimental values
The experiments which are conducted to determine thebest levels are based on ldquoOrthogonal Arraysrdquo and are bal-anced with respect to all control factors and yet areminimumin number This in turn implies that the resources (materialssaving time andmoney) required for the experiments are alsominimized
References
[1] C Shen L Wang and Q Li ldquoOptimization of injection mold-ing process parameters using combination of artificial neuralnetwork and genetic algorithm methodrdquo Journal of MaterialsProcessing Technology vol 183 no 2-3 pp 412ndash418 2007
[2] M S Dargusch G Dour N Schauer C M Dinnis and GSavage ldquoThe influence of pressure during solidification of highpressure die cast aluminium telecommunications componentsrdquoJournal of Materials Processing Technology vol 180 no 1ndash3 pp37ndash43 2006
[3] G O Verran R P K Mendes and M A Rossi ldquoInfluenceof injection parameters on defects formation in die castingAl12Si13Cu alloy experimental results and numeric simula-tionrdquo Journal of Materials Processing Technology vol 179 no 1ndash3 pp 190ndash195 2006
[4] S H Mousavi Anijdan A Bahrami H R Madaah Hosseiniand A Shafyei ldquoUsing genetic algorithm and artificial neuralnetwork analyses to design an Al-Si casting alloy of minimumporosityrdquoMaterials and Design vol 27 no 7 pp 605ndash609 2006
[5] V D Tsoukalas S A Mavrommatis N G Orfanoudakis andA K Baldoukas ldquoA study of porosity formation in pressuredie casting using the Taguchi approachrdquo Journal of EngineeringManufacture vol 218 no 1 pp 77ndash86 2004
Mathematical Problems in Engineering 9
[6] V D Tsoukalas ldquoOptimization of porosity formation inAlSi9Cu3pressure die castings using genetic algorithm analy-
sisrdquoMaterials and Design vol 29 no 10 pp 2027ndash2033 2008[7] G P Syrcos ldquoDie casting process optimization using Taguchi
methodsrdquo Journal of Materials Processing Technology vol 135no 1 pp 68ndash74 2003
[8] G Taguchi Introduction to Quality Engineering Asian Produc-tivity Organization UNIPUB 1986
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

4 Mathematical Problems in Engineering
Table 3 Experimental layout using an L27orthogonal array
Trials Holding furnacetemperature A
Die temperatureB
Plunger velocity 1ststage C
Plunger velocity 2ndstage D
Multiplied pressureE
1 1 1 1 1 12 1 1 2 2 23 1 1 3 3 34 1 2 1 2 25 1 2 2 3 36 1 2 3 1 17 1 3 1 3 38 1 3 2 1 19 1 3 3 2 210 2 1 1 2 311 2 1 2 3 112 2 1 3 1 213 2 2 1 3 114 2 2 2 1 215 2 2 3 2 316 2 3 1 1 217 2 3 2 2 318 2 3 3 3 119 3 1 1 3 220 3 1 2 1 321 3 1 3 2 122 3 2 1 1 323 3 2 2 2 124 3 2 3 3 225 3 3 1 2 126 3 3 2 3 227 3 3 3 1 3
important output parameter (Shrinkage porosity) For select-ing appropriate orthogonal array degree of freedom (numberof fair and independent comparisons needed for optimizationof process parameters is one less than the number of levels ofparameter) of the array is calculated
In the experimental layout planwith five factors and threelevels using L
27orthogonal array 27 experimentswere carried
out to study the effect of casting input parameters shown inTable 3 The input parameters are installed in the ProCASTsoftware to conduct 27 simulation experiments
Computer simulation procedure-based process develop-ment and die design can be used for rapid process devel-opment and die design in a shorter time Such a computersimulation based procedure often using FINITE ELEMENTANALYSIS based software systems can improve the qualityand enhance productivity of the enterprise by way of fasterdevelopment of new product Analysis software is used as aProCAST commercial with finite element method analysisfor a casting process In this study all parameters can beable to affect the analysis process choice of material isaluminum alloy die casting ADC10 and cold chamber die
casting method with molding material is H13 FEM basedsimulation software systems help the designer to visualize themetal flow in the die cavity the temperature variation thesolidification progress and the evolution of defects such asshrinkage porosity cold-shut hot-tear
ProCAST a FEM simulation-based virtual casting envi-ronment for analysis of the casting process is used as a tool fordie design and process optimization ProCAST with Visual-Viewer module can provide temperature field thermal crack-ing flow field solidification time and shrinkage analysisThis paper focused on the analysis of shrinkage porosity byProCAST software base on parameters input from Table 3
The analysis of defects simulated by ProCAST softwarewith Visual-Viewer module can detect many types of disabil-ities castingThe defective products do not necessarily reflectthe loss of the original function for example the internal poretrims acceptable However with large structural castingsdefect analysis of this study focuses on maximum porosity inthe selection casting and the important parts of the castingshrinkage analysis (an important component) casting defectanalysis are described as follows
Mathematical Problems in Engineering 5
(a) (b)
(c) (d)
Figure 4 Casting measurement area
The Solid Fraction Solid fraction may be available shrinkageprediction casting position the present study is in accordancewith the theory prediction of defect and ProCAST manualreferred to in the final period of solidification Shrinkage solidfraction prone is greater than 07 here as the reference valueof 07 solid fractions When the solid fraction area is belowthis value and the area around the solid phase rate is ratherthan this value we can predict this area shrinkage porosityoccurred
Maximum Porosity The maximum porosity analysis usingthe Shrinkage Porosity function of the Visual-Viewer comesdefined in the manual According to the ProCAST usermanual shrinkage definition andwith the solid fraction it canbe used to analyse the basis of the maximum porosity
Shrinkage Analysis For the amount of inspection shrinkagecasting part used for the Visual-Viewer module functionfor quantitative analysis In each experiment we took fiveelements with the coordinates determined at the importantpositions in the working conditions of automobile startermotor casing Each experiment was repeated five times inorder to reduce experimental errors as shown in Figure 4Data from 27 experiments with five sampling times in eachsimulation are summarized as in Table 4 From this table weconducted quality characteristics analysis
Quality Characteristics The parameter design study involvescontrol and noise factors The measure of interactionsbetween these factors with regard to robustness is signal-to-noise (119878119873) ratio 119878119873 characteristics formulated for three
different categories are as follows the bigger the better andthe smaller the better the nominal the best This paperfocused on studying the effects of five input parameters(119860 119861 119862119863 119864) to defect shrinkage porosity in the process ofcasting so the criteria ldquothe smaller the betterrdquo is selected
The smaller the better (for making the system response assmall as possible) is as follows
119878
119873
119878
= minus10 log(1119899
119899
sum
119894=1
119910
2
119894) (1)
where 119899 is the number of sampling (Each experiment wasrepeated five times sampling so that 119899 = 5) 119910
119894 value of
Shrinkage porosity at each time samplingThe responding graph shown in Figure 5 learned that the
best combination for this studywith shrinkage porosity defectvalue minimum is 119860
3119861
3119862
3119863
1119864
3
Process Parameter Optimization Using MVLR The objectiveof the process optimization is to select the optimal controlvariables in aluminium die casting process in order to obtainthe minimum porosity In this work the fitness functionused in the optimization procedure was based on the MVLRmodel
Multivariable Linear Regression Analysis In most cases theform of the relationship between the response and theindependent variables is usually unknown Multiple linearregression (MLR) is a method used to model the linearrelationship between a dependent variable and one or more
6 Mathematical Problems in Engineering
Table4Sh
rinkage
porosityresults
oftheL27arraydesig
n(Fulltable)
Trials
Holding
Furnace
Temperature
ADie
temperature
B
Plun
ger
velocity
1ststage
C
Plun
ger
Velocity
2ndsta
geD
Multip
lied
Pressure
E
Shrin
kage
porosity(
)Av
erage
MSD
119878119873
Repetition
Repetition
Repetition
Repetition
Repetition
12
34
51
640
180
005
15200
1973
1988
1984
1978
1954
19754
3902346minus591326
264
0180
02
25
240
1912
1893
1948
1908
1912
19146
366
6021minus564
195
364
0180
035
35
280
1846
1853
1814
1813
1828
18308
3352095minus525316
464
0220
005
25
240
1862
1867
1861
1878
1871
18678
3488716minus54266
65
640
220
02
35
280
1793
1804
1761
1764
1775
17794
3166541minus500585
664
0220
035
15200
1916
1908
1912
1887
1903
19052
3629888minus559893
764
0260
005
35
280
1786
1797
1754
1757
1768
17724
3141679minus497162
864
0260
02
15200
1909
1903
1889
1898
1893
18984
3603973minus556782
964
0260
035
25
240
1852
1859
182
1819
1836
18372
3375568minus528347
10670
180
005
25
280
1799
181
1767
177
1781
17854
318793minus503509
11670
180
02
35
200
1957
1968
1971
1951
1965
19624
3851068minus585581
12670
180
035
15240
1857
1864
1825
1824
1841
18422
3393965minus530707
13670
220
005
35
200
1924
1935
1923
1928
1909
19238
3701079minus568328
14670
220
02
15240
1803
1814
1771
1774
1785
17894
3202229minus505452
15670
220
035
25
280
1751
1744
1713
1731
1725
17328
3002778minus477523
16670
260
005
15240
1796
1807
1764
1767
1778
17824
3177227minus50204
817
670
260
02
25
280
1738
1726
1724
1745
1715
17296
2991629minus475908
18670
260
035
35
200
1881
1878
1898
1893
1903
18906
35744
61minus553211
19700
180
005
35
240
1876
1871
1895
1887
1893
18844
3551052minus550357
20700
180
02
15280
1755
1743
1741
1762
1732
1746
63050725minus484403
21700
180
035
25
200
1921
1901
1956
1916
1928
19244
3703644minus568629
22700
220
005
15280
1708
1696
1694
1715
1685
16996
2888753minus46071
23700
220
02
25
200
1864
1898
1881
1876
1885
18808
3537532minus5487
24700
220
035
35
240
1825
1832
1793
1792
1807
18098
3275642minus515296
25700
260
005
25
200
1856
1861
1855
1872
1865
18618
346
6338minus539871
26700
260
02
35
240
1814
1821
1782
1781
1796
17988
3235948minus510001
27700
260
035
15280
1692
1694
1706
1683
1712
16974
2881274minus459585
Mathematical Problems in Engineering 7
Table 5 The results after analysing by Intercooled Stada 82 software
(a)
reg Fx A B C D E
Source SS df MS Number of obs = 27119865(5 21) = 14674
Model 0155044498 5 00310089 Prob gt 119865 = 00000
Residual 0004437799 21 0000211324 119877-squared = 09722Adj 119877-squared = 09655
Total 0159482297 26 0006133935 Root MSE = 001454
(b)
Fx Coef Std Err 119905 119875 gt |119905| [95 Conf Interval]119860 minus00008844 00001142 minus774 0000 minus0001122 minus00006469119861 minus000083 00000857 minus969 0000 minus00010081 minus00006519119862 minus00305925 07284277 minus0042 0000 minus00780965 00169114119863 00175444 00034264 512 0000 00104189 002467119864 minus00020122 00000857 minus2349 0000 minus00021904 minus00018341cons 3054569 00820708 3722 0000 2883893 3225244
SN
(dB)
Plots of factor effectsminus46
minus48
minus50
minus52
minus54
minus56
minus58
A1 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3 E1 E2 E3
Figure 5 119878119873 Response graphs
independent variables MLR is based on least squares themodel is fitted such that the sum-of-squares of differences ofobserved and predicted values is minimized
Let 1199091 119909
2 119909
119903be a set of 119903 predictors believed to be
related to a response variable 119884 The linear regression modelfor the 119895th sample unit has the form
119884
119895= 120573
0+ 120573
1119909
1198951+ 120573
2119909
1198952+ sdot sdot sdot + 120573
119903119909
119895119903+ 120576
119895 (2)
where 120576 is a random error and the 120573119894 119894 = 0 1 119903 are
unknown regression coefficientsIn this paper there are five independent variables and one
dependent variableThe relationships between these variablesare of the following form
119865 (119909) = 120573
0+ 120573
1119860 + 120573
2119861 + 120573
3119862 + 120573
4119863 + 120573
5119864 (3)
In which
119865(119909) Dependence variable119860 (∘C) Holding furnace temperature
119861 (∘C) Die temperature
119862 (ms) Plunger velocity 1st stage
119863 (ms) Plunger velocity 2nd stage
119864 (bars) Multiplied pressure during the third phase
The results after analysing by Intercooled Stada 82 Soft-were as shown in Table 5
The final MVLRmodel equation for porosity after substi-tuting regression coefficients is as follows
119865 (119909) = 3054569 minus 08844 lowast 10
minus3119860 minus 083 lowast 10
minus3119861
minus 003059119862 + 001754119863 minus 000201119864
(4)
3 Results and Discussion
We applied multivariable linear regression analysis (MVLR)to seek the optimal parameter in the casting process ofindependent parameter variables in this study A stationarypoint for the optimal performance was obtained by usingthe multivariable linear regression method in this linearregression equation and the result is presented in Figure 6A very good fit was observed and substantiated by thecoefficient of determination 1198772 = 09722 That is the 1198772value indicates that the polynomial model explains almost9722 of variability in the casting process
Figure 6 shows the efficacy of the optimization scheme bycomparing the MVLR results with the experimental valuesThere is a convincing agreement between experimental valuesand predicted values for shrinkage porosity percent
Matlab code for finding optimization shrinkage porosityvalue
8 Mathematical Problems in Engineering
clc
clear all
close all
f = (x) 3054569-08844e-3lowastx(1)-083e-3lowastx(2)-
003059lowastx(3) + 001754lowastx(4)-000201lowastx(5)
options = optimset(lsquoGradObjrsquo lsquoonrsquo)[xfvalexitflagoutput] =
fmincon(f[6702200225240][ ][ ][ ][ ][60018000515
200][70026003535280][ ]optimset(lsquoDisplayrsquo lsquoiterrsquo))x
fval
Algorithm 1
15155
16165
17175
18185
19195
2
Number of tests
Shrin
kage
por
osity
()
PredictedExperimental
Std dev = 0014537
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
R2 = 9722 adjustedR
2 = 9655
Figure 6 Experimental and predicted values of shrinkage porositypercent
Program in Matlab (see Algorithm 1)Results after running in Matlab are as follows
119909 = 7000000 so that 997888rarr 119860 = 700∘C
2600000 119861 = 260
∘C
03500 119862 = 035ms
15000 119863 = 15ms
2800000 119864 = 280 bar
fval = 16725 Shrinkage porosity 16725
(5)
By the Program in Matlab we are known as the bestcombination in the 27 experimental configurations
This result is similar to quality characteristics and is thebest combination for this study 119860
3119861
3119862
3119863
1119864
3
4 Conclusion
In this paper the optimum process parameters valuespredicted for casting of minimum shrinkage porosity
(16725) and the best combination parameters given asfollows
holding furnace temperature 700∘Cdie temperature 260∘Cplunger velocity 1st stage 035msplunger velocity 2nd stage 15msmultiplied pressure 280 bar
The model proposed in this paper gives satisfactoryresults in the optimization of pressure die casting processThepredicted values of the process parameters and the calculatedare in convincing agreement with the experimental values
The experiments which are conducted to determine thebest levels are based on ldquoOrthogonal Arraysrdquo and are bal-anced with respect to all control factors and yet areminimumin number This in turn implies that the resources (materialssaving time andmoney) required for the experiments are alsominimized
References
[1] C Shen L Wang and Q Li ldquoOptimization of injection mold-ing process parameters using combination of artificial neuralnetwork and genetic algorithm methodrdquo Journal of MaterialsProcessing Technology vol 183 no 2-3 pp 412ndash418 2007
[2] M S Dargusch G Dour N Schauer C M Dinnis and GSavage ldquoThe influence of pressure during solidification of highpressure die cast aluminium telecommunications componentsrdquoJournal of Materials Processing Technology vol 180 no 1ndash3 pp37ndash43 2006
[3] G O Verran R P K Mendes and M A Rossi ldquoInfluenceof injection parameters on defects formation in die castingAl12Si13Cu alloy experimental results and numeric simula-tionrdquo Journal of Materials Processing Technology vol 179 no 1ndash3 pp 190ndash195 2006
[4] S H Mousavi Anijdan A Bahrami H R Madaah Hosseiniand A Shafyei ldquoUsing genetic algorithm and artificial neuralnetwork analyses to design an Al-Si casting alloy of minimumporosityrdquoMaterials and Design vol 27 no 7 pp 605ndash609 2006
[5] V D Tsoukalas S A Mavrommatis N G Orfanoudakis andA K Baldoukas ldquoA study of porosity formation in pressuredie casting using the Taguchi approachrdquo Journal of EngineeringManufacture vol 218 no 1 pp 77ndash86 2004
Mathematical Problems in Engineering 9
[6] V D Tsoukalas ldquoOptimization of porosity formation inAlSi9Cu3pressure die castings using genetic algorithm analy-
sisrdquoMaterials and Design vol 29 no 10 pp 2027ndash2033 2008[7] G P Syrcos ldquoDie casting process optimization using Taguchi
methodsrdquo Journal of Materials Processing Technology vol 135no 1 pp 68ndash74 2003
[8] G Taguchi Introduction to Quality Engineering Asian Produc-tivity Organization UNIPUB 1986
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 5
(a) (b)
(c) (d)
Figure 4 Casting measurement area
The Solid Fraction Solid fraction may be available shrinkageprediction casting position the present study is in accordancewith the theory prediction of defect and ProCAST manualreferred to in the final period of solidification Shrinkage solidfraction prone is greater than 07 here as the reference valueof 07 solid fractions When the solid fraction area is belowthis value and the area around the solid phase rate is ratherthan this value we can predict this area shrinkage porosityoccurred
Maximum Porosity The maximum porosity analysis usingthe Shrinkage Porosity function of the Visual-Viewer comesdefined in the manual According to the ProCAST usermanual shrinkage definition andwith the solid fraction it canbe used to analyse the basis of the maximum porosity
Shrinkage Analysis For the amount of inspection shrinkagecasting part used for the Visual-Viewer module functionfor quantitative analysis In each experiment we took fiveelements with the coordinates determined at the importantpositions in the working conditions of automobile startermotor casing Each experiment was repeated five times inorder to reduce experimental errors as shown in Figure 4Data from 27 experiments with five sampling times in eachsimulation are summarized as in Table 4 From this table weconducted quality characteristics analysis
Quality Characteristics The parameter design study involvescontrol and noise factors The measure of interactionsbetween these factors with regard to robustness is signal-to-noise (119878119873) ratio 119878119873 characteristics formulated for three
different categories are as follows the bigger the better andthe smaller the better the nominal the best This paperfocused on studying the effects of five input parameters(119860 119861 119862119863 119864) to defect shrinkage porosity in the process ofcasting so the criteria ldquothe smaller the betterrdquo is selected
The smaller the better (for making the system response assmall as possible) is as follows
119878
119873
119878
= minus10 log(1119899
119899
sum
119894=1
119910
2
119894) (1)
where 119899 is the number of sampling (Each experiment wasrepeated five times sampling so that 119899 = 5) 119910
119894 value of
Shrinkage porosity at each time samplingThe responding graph shown in Figure 5 learned that the
best combination for this studywith shrinkage porosity defectvalue minimum is 119860
3119861
3119862
3119863
1119864
3
Process Parameter Optimization Using MVLR The objectiveof the process optimization is to select the optimal controlvariables in aluminium die casting process in order to obtainthe minimum porosity In this work the fitness functionused in the optimization procedure was based on the MVLRmodel
Multivariable Linear Regression Analysis In most cases theform of the relationship between the response and theindependent variables is usually unknown Multiple linearregression (MLR) is a method used to model the linearrelationship between a dependent variable and one or more
6 Mathematical Problems in Engineering
Table4Sh
rinkage
porosityresults
oftheL27arraydesig
n(Fulltable)
Trials
Holding
Furnace
Temperature
ADie
temperature
B
Plun
ger
velocity
1ststage
C
Plun
ger
Velocity
2ndsta
geD
Multip
lied
Pressure
E
Shrin
kage
porosity(
)Av
erage
MSD
119878119873
Repetition
Repetition
Repetition
Repetition
Repetition
12
34
51
640
180
005
15200
1973
1988
1984
1978
1954
19754
3902346minus591326
264
0180
02
25
240
1912
1893
1948
1908
1912
19146
366
6021minus564
195
364
0180
035
35
280
1846
1853
1814
1813
1828
18308
3352095minus525316
464
0220
005
25
240
1862
1867
1861
1878
1871
18678
3488716minus54266
65
640
220
02
35
280
1793
1804
1761
1764
1775
17794
3166541minus500585
664
0220
035
15200
1916
1908
1912
1887
1903
19052
3629888minus559893
764
0260
005
35
280
1786
1797
1754
1757
1768
17724
3141679minus497162
864
0260
02
15200
1909
1903
1889
1898
1893
18984
3603973minus556782
964
0260
035
25
240
1852
1859
182
1819
1836
18372
3375568minus528347
10670
180
005
25
280
1799
181
1767
177
1781
17854
318793minus503509
11670
180
02
35
200
1957
1968
1971
1951
1965
19624
3851068minus585581
12670
180
035
15240
1857
1864
1825
1824
1841
18422
3393965minus530707
13670
220
005
35
200
1924
1935
1923
1928
1909
19238
3701079minus568328
14670
220
02
15240
1803
1814
1771
1774
1785
17894
3202229minus505452
15670
220
035
25
280
1751
1744
1713
1731
1725
17328
3002778minus477523
16670
260
005
15240
1796
1807
1764
1767
1778
17824
3177227minus50204
817
670
260
02
25
280
1738
1726
1724
1745
1715
17296
2991629minus475908
18670
260
035
35
200
1881
1878
1898
1893
1903
18906
35744
61minus553211
19700
180
005
35
240
1876
1871
1895
1887
1893
18844
3551052minus550357
20700
180
02
15280
1755
1743
1741
1762
1732
1746
63050725minus484403
21700
180
035
25
200
1921
1901
1956
1916
1928
19244
3703644minus568629
22700
220
005
15280
1708
1696
1694
1715
1685
16996
2888753minus46071
23700
220
02
25
200
1864
1898
1881
1876
1885
18808
3537532minus5487
24700
220
035
35
240
1825
1832
1793
1792
1807
18098
3275642minus515296
25700
260
005
25
200
1856
1861
1855
1872
1865
18618
346
6338minus539871
26700
260
02
35
240
1814
1821
1782
1781
1796
17988
3235948minus510001
27700
260
035
15280
1692
1694
1706
1683
1712
16974
2881274minus459585
Mathematical Problems in Engineering 7
Table 5 The results after analysing by Intercooled Stada 82 software
(a)
reg Fx A B C D E
Source SS df MS Number of obs = 27119865(5 21) = 14674
Model 0155044498 5 00310089 Prob gt 119865 = 00000
Residual 0004437799 21 0000211324 119877-squared = 09722Adj 119877-squared = 09655
Total 0159482297 26 0006133935 Root MSE = 001454
(b)
Fx Coef Std Err 119905 119875 gt |119905| [95 Conf Interval]119860 minus00008844 00001142 minus774 0000 minus0001122 minus00006469119861 minus000083 00000857 minus969 0000 minus00010081 minus00006519119862 minus00305925 07284277 minus0042 0000 minus00780965 00169114119863 00175444 00034264 512 0000 00104189 002467119864 minus00020122 00000857 minus2349 0000 minus00021904 minus00018341cons 3054569 00820708 3722 0000 2883893 3225244
SN
(dB)
Plots of factor effectsminus46
minus48
minus50
minus52
minus54
minus56
minus58
A1 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3 E1 E2 E3
Figure 5 119878119873 Response graphs
independent variables MLR is based on least squares themodel is fitted such that the sum-of-squares of differences ofobserved and predicted values is minimized
Let 1199091 119909
2 119909
119903be a set of 119903 predictors believed to be
related to a response variable 119884 The linear regression modelfor the 119895th sample unit has the form
119884
119895= 120573
0+ 120573
1119909
1198951+ 120573
2119909
1198952+ sdot sdot sdot + 120573
119903119909
119895119903+ 120576
119895 (2)
where 120576 is a random error and the 120573119894 119894 = 0 1 119903 are
unknown regression coefficientsIn this paper there are five independent variables and one
dependent variableThe relationships between these variablesare of the following form
119865 (119909) = 120573
0+ 120573
1119860 + 120573
2119861 + 120573
3119862 + 120573
4119863 + 120573
5119864 (3)
In which
119865(119909) Dependence variable119860 (∘C) Holding furnace temperature
119861 (∘C) Die temperature
119862 (ms) Plunger velocity 1st stage
119863 (ms) Plunger velocity 2nd stage
119864 (bars) Multiplied pressure during the third phase
The results after analysing by Intercooled Stada 82 Soft-were as shown in Table 5
The final MVLRmodel equation for porosity after substi-tuting regression coefficients is as follows
119865 (119909) = 3054569 minus 08844 lowast 10
minus3119860 minus 083 lowast 10
minus3119861
minus 003059119862 + 001754119863 minus 000201119864
(4)
3 Results and Discussion
We applied multivariable linear regression analysis (MVLR)to seek the optimal parameter in the casting process ofindependent parameter variables in this study A stationarypoint for the optimal performance was obtained by usingthe multivariable linear regression method in this linearregression equation and the result is presented in Figure 6A very good fit was observed and substantiated by thecoefficient of determination 1198772 = 09722 That is the 1198772value indicates that the polynomial model explains almost9722 of variability in the casting process
Figure 6 shows the efficacy of the optimization scheme bycomparing the MVLR results with the experimental valuesThere is a convincing agreement between experimental valuesand predicted values for shrinkage porosity percent
Matlab code for finding optimization shrinkage porosityvalue
8 Mathematical Problems in Engineering
clc
clear all
close all
f = (x) 3054569-08844e-3lowastx(1)-083e-3lowastx(2)-
003059lowastx(3) + 001754lowastx(4)-000201lowastx(5)
options = optimset(lsquoGradObjrsquo lsquoonrsquo)[xfvalexitflagoutput] =
fmincon(f[6702200225240][ ][ ][ ][ ][60018000515
200][70026003535280][ ]optimset(lsquoDisplayrsquo lsquoiterrsquo))x
fval
Algorithm 1
15155
16165
17175
18185
19195
2
Number of tests
Shrin
kage
por
osity
()
PredictedExperimental
Std dev = 0014537
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
R2 = 9722 adjustedR
2 = 9655
Figure 6 Experimental and predicted values of shrinkage porositypercent
Program in Matlab (see Algorithm 1)Results after running in Matlab are as follows
119909 = 7000000 so that 997888rarr 119860 = 700∘C
2600000 119861 = 260
∘C
03500 119862 = 035ms
15000 119863 = 15ms
2800000 119864 = 280 bar
fval = 16725 Shrinkage porosity 16725
(5)
By the Program in Matlab we are known as the bestcombination in the 27 experimental configurations
This result is similar to quality characteristics and is thebest combination for this study 119860
3119861
3119862
3119863
1119864
3
4 Conclusion
In this paper the optimum process parameters valuespredicted for casting of minimum shrinkage porosity
(16725) and the best combination parameters given asfollows
holding furnace temperature 700∘Cdie temperature 260∘Cplunger velocity 1st stage 035msplunger velocity 2nd stage 15msmultiplied pressure 280 bar
The model proposed in this paper gives satisfactoryresults in the optimization of pressure die casting processThepredicted values of the process parameters and the calculatedare in convincing agreement with the experimental values
The experiments which are conducted to determine thebest levels are based on ldquoOrthogonal Arraysrdquo and are bal-anced with respect to all control factors and yet areminimumin number This in turn implies that the resources (materialssaving time andmoney) required for the experiments are alsominimized
References
[1] C Shen L Wang and Q Li ldquoOptimization of injection mold-ing process parameters using combination of artificial neuralnetwork and genetic algorithm methodrdquo Journal of MaterialsProcessing Technology vol 183 no 2-3 pp 412ndash418 2007
[2] M S Dargusch G Dour N Schauer C M Dinnis and GSavage ldquoThe influence of pressure during solidification of highpressure die cast aluminium telecommunications componentsrdquoJournal of Materials Processing Technology vol 180 no 1ndash3 pp37ndash43 2006
[3] G O Verran R P K Mendes and M A Rossi ldquoInfluenceof injection parameters on defects formation in die castingAl12Si13Cu alloy experimental results and numeric simula-tionrdquo Journal of Materials Processing Technology vol 179 no 1ndash3 pp 190ndash195 2006
[4] S H Mousavi Anijdan A Bahrami H R Madaah Hosseiniand A Shafyei ldquoUsing genetic algorithm and artificial neuralnetwork analyses to design an Al-Si casting alloy of minimumporosityrdquoMaterials and Design vol 27 no 7 pp 605ndash609 2006
[5] V D Tsoukalas S A Mavrommatis N G Orfanoudakis andA K Baldoukas ldquoA study of porosity formation in pressuredie casting using the Taguchi approachrdquo Journal of EngineeringManufacture vol 218 no 1 pp 77ndash86 2004
Mathematical Problems in Engineering 9
[6] V D Tsoukalas ldquoOptimization of porosity formation inAlSi9Cu3pressure die castings using genetic algorithm analy-
sisrdquoMaterials and Design vol 29 no 10 pp 2027ndash2033 2008[7] G P Syrcos ldquoDie casting process optimization using Taguchi
methodsrdquo Journal of Materials Processing Technology vol 135no 1 pp 68ndash74 2003
[8] G Taguchi Introduction to Quality Engineering Asian Produc-tivity Organization UNIPUB 1986
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

6 Mathematical Problems in Engineering
Table4Sh
rinkage
porosityresults
oftheL27arraydesig
n(Fulltable)
Trials
Holding
Furnace
Temperature
ADie
temperature
B
Plun
ger
velocity
1ststage
C
Plun
ger
Velocity
2ndsta
geD
Multip
lied
Pressure
E
Shrin
kage
porosity(
)Av
erage
MSD
119878119873
Repetition
Repetition
Repetition
Repetition
Repetition
12
34
51
640
180
005
15200
1973
1988
1984
1978
1954
19754
3902346minus591326
264
0180
02
25
240
1912
1893
1948
1908
1912
19146
366
6021minus564
195
364
0180
035
35
280
1846
1853
1814
1813
1828
18308
3352095minus525316
464
0220
005
25
240
1862
1867
1861
1878
1871
18678
3488716minus54266
65
640
220
02
35
280
1793
1804
1761
1764
1775
17794
3166541minus500585
664
0220
035
15200
1916
1908
1912
1887
1903
19052
3629888minus559893
764
0260
005
35
280
1786
1797
1754
1757
1768
17724
3141679minus497162
864
0260
02
15200
1909
1903
1889
1898
1893
18984
3603973minus556782
964
0260
035
25
240
1852
1859
182
1819
1836
18372
3375568minus528347
10670
180
005
25
280
1799
181
1767
177
1781
17854
318793minus503509
11670
180
02
35
200
1957
1968
1971
1951
1965
19624
3851068minus585581
12670
180
035
15240
1857
1864
1825
1824
1841
18422
3393965minus530707
13670
220
005
35
200
1924
1935
1923
1928
1909
19238
3701079minus568328
14670
220
02
15240
1803
1814
1771
1774
1785
17894
3202229minus505452
15670
220
035
25
280
1751
1744
1713
1731
1725
17328
3002778minus477523
16670
260
005
15240
1796
1807
1764
1767
1778
17824
3177227minus50204
817
670
260
02
25
280
1738
1726
1724
1745
1715
17296
2991629minus475908
18670
260
035
35
200
1881
1878
1898
1893
1903
18906
35744
61minus553211
19700
180
005
35
240
1876
1871
1895
1887
1893
18844
3551052minus550357
20700
180
02
15280
1755
1743
1741
1762
1732
1746
63050725minus484403
21700
180
035
25
200
1921
1901
1956
1916
1928
19244
3703644minus568629
22700
220
005
15280
1708
1696
1694
1715
1685
16996
2888753minus46071
23700
220
02
25
200
1864
1898
1881
1876
1885
18808
3537532minus5487
24700
220
035
35
240
1825
1832
1793
1792
1807
18098
3275642minus515296
25700
260
005
25
200
1856
1861
1855
1872
1865
18618
346
6338minus539871
26700
260
02
35
240
1814
1821
1782
1781
1796
17988
3235948minus510001
27700
260
035
15280
1692
1694
1706
1683
1712
16974
2881274minus459585
Mathematical Problems in Engineering 7
Table 5 The results after analysing by Intercooled Stada 82 software
(a)
reg Fx A B C D E
Source SS df MS Number of obs = 27119865(5 21) = 14674
Model 0155044498 5 00310089 Prob gt 119865 = 00000
Residual 0004437799 21 0000211324 119877-squared = 09722Adj 119877-squared = 09655
Total 0159482297 26 0006133935 Root MSE = 001454
(b)
Fx Coef Std Err 119905 119875 gt |119905| [95 Conf Interval]119860 minus00008844 00001142 minus774 0000 minus0001122 minus00006469119861 minus000083 00000857 minus969 0000 minus00010081 minus00006519119862 minus00305925 07284277 minus0042 0000 minus00780965 00169114119863 00175444 00034264 512 0000 00104189 002467119864 minus00020122 00000857 minus2349 0000 minus00021904 minus00018341cons 3054569 00820708 3722 0000 2883893 3225244
SN
(dB)
Plots of factor effectsminus46
minus48
minus50
minus52
minus54
minus56
minus58
A1 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3 E1 E2 E3
Figure 5 119878119873 Response graphs
independent variables MLR is based on least squares themodel is fitted such that the sum-of-squares of differences ofobserved and predicted values is minimized
Let 1199091 119909
2 119909
119903be a set of 119903 predictors believed to be
related to a response variable 119884 The linear regression modelfor the 119895th sample unit has the form
119884
119895= 120573
0+ 120573
1119909
1198951+ 120573
2119909
1198952+ sdot sdot sdot + 120573
119903119909
119895119903+ 120576
119895 (2)
where 120576 is a random error and the 120573119894 119894 = 0 1 119903 are
unknown regression coefficientsIn this paper there are five independent variables and one
dependent variableThe relationships between these variablesare of the following form
119865 (119909) = 120573
0+ 120573
1119860 + 120573
2119861 + 120573
3119862 + 120573
4119863 + 120573
5119864 (3)
In which
119865(119909) Dependence variable119860 (∘C) Holding furnace temperature
119861 (∘C) Die temperature
119862 (ms) Plunger velocity 1st stage
119863 (ms) Plunger velocity 2nd stage
119864 (bars) Multiplied pressure during the third phase
The results after analysing by Intercooled Stada 82 Soft-were as shown in Table 5
The final MVLRmodel equation for porosity after substi-tuting regression coefficients is as follows
119865 (119909) = 3054569 minus 08844 lowast 10
minus3119860 minus 083 lowast 10
minus3119861
minus 003059119862 + 001754119863 minus 000201119864
(4)
3 Results and Discussion
We applied multivariable linear regression analysis (MVLR)to seek the optimal parameter in the casting process ofindependent parameter variables in this study A stationarypoint for the optimal performance was obtained by usingthe multivariable linear regression method in this linearregression equation and the result is presented in Figure 6A very good fit was observed and substantiated by thecoefficient of determination 1198772 = 09722 That is the 1198772value indicates that the polynomial model explains almost9722 of variability in the casting process
Figure 6 shows the efficacy of the optimization scheme bycomparing the MVLR results with the experimental valuesThere is a convincing agreement between experimental valuesand predicted values for shrinkage porosity percent
Matlab code for finding optimization shrinkage porosityvalue
8 Mathematical Problems in Engineering
clc
clear all
close all
f = (x) 3054569-08844e-3lowastx(1)-083e-3lowastx(2)-
003059lowastx(3) + 001754lowastx(4)-000201lowastx(5)
options = optimset(lsquoGradObjrsquo lsquoonrsquo)[xfvalexitflagoutput] =
fmincon(f[6702200225240][ ][ ][ ][ ][60018000515
200][70026003535280][ ]optimset(lsquoDisplayrsquo lsquoiterrsquo))x
fval
Algorithm 1
15155
16165
17175
18185
19195
2
Number of tests
Shrin
kage
por
osity
()
PredictedExperimental
Std dev = 0014537
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
R2 = 9722 adjustedR
2 = 9655
Figure 6 Experimental and predicted values of shrinkage porositypercent
Program in Matlab (see Algorithm 1)Results after running in Matlab are as follows
119909 = 7000000 so that 997888rarr 119860 = 700∘C
2600000 119861 = 260
∘C
03500 119862 = 035ms
15000 119863 = 15ms
2800000 119864 = 280 bar
fval = 16725 Shrinkage porosity 16725
(5)
By the Program in Matlab we are known as the bestcombination in the 27 experimental configurations
This result is similar to quality characteristics and is thebest combination for this study 119860
3119861
3119862
3119863
1119864
3
4 Conclusion
In this paper the optimum process parameters valuespredicted for casting of minimum shrinkage porosity
(16725) and the best combination parameters given asfollows
holding furnace temperature 700∘Cdie temperature 260∘Cplunger velocity 1st stage 035msplunger velocity 2nd stage 15msmultiplied pressure 280 bar
The model proposed in this paper gives satisfactoryresults in the optimization of pressure die casting processThepredicted values of the process parameters and the calculatedare in convincing agreement with the experimental values
The experiments which are conducted to determine thebest levels are based on ldquoOrthogonal Arraysrdquo and are bal-anced with respect to all control factors and yet areminimumin number This in turn implies that the resources (materialssaving time andmoney) required for the experiments are alsominimized
References
[1] C Shen L Wang and Q Li ldquoOptimization of injection mold-ing process parameters using combination of artificial neuralnetwork and genetic algorithm methodrdquo Journal of MaterialsProcessing Technology vol 183 no 2-3 pp 412ndash418 2007
[2] M S Dargusch G Dour N Schauer C M Dinnis and GSavage ldquoThe influence of pressure during solidification of highpressure die cast aluminium telecommunications componentsrdquoJournal of Materials Processing Technology vol 180 no 1ndash3 pp37ndash43 2006
[3] G O Verran R P K Mendes and M A Rossi ldquoInfluenceof injection parameters on defects formation in die castingAl12Si13Cu alloy experimental results and numeric simula-tionrdquo Journal of Materials Processing Technology vol 179 no 1ndash3 pp 190ndash195 2006
[4] S H Mousavi Anijdan A Bahrami H R Madaah Hosseiniand A Shafyei ldquoUsing genetic algorithm and artificial neuralnetwork analyses to design an Al-Si casting alloy of minimumporosityrdquoMaterials and Design vol 27 no 7 pp 605ndash609 2006
[5] V D Tsoukalas S A Mavrommatis N G Orfanoudakis andA K Baldoukas ldquoA study of porosity formation in pressuredie casting using the Taguchi approachrdquo Journal of EngineeringManufacture vol 218 no 1 pp 77ndash86 2004
Mathematical Problems in Engineering 9
[6] V D Tsoukalas ldquoOptimization of porosity formation inAlSi9Cu3pressure die castings using genetic algorithm analy-
sisrdquoMaterials and Design vol 29 no 10 pp 2027ndash2033 2008[7] G P Syrcos ldquoDie casting process optimization using Taguchi
methodsrdquo Journal of Materials Processing Technology vol 135no 1 pp 68ndash74 2003
[8] G Taguchi Introduction to Quality Engineering Asian Produc-tivity Organization UNIPUB 1986
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 7
Table 5 The results after analysing by Intercooled Stada 82 software
(a)
reg Fx A B C D E
Source SS df MS Number of obs = 27119865(5 21) = 14674
Model 0155044498 5 00310089 Prob gt 119865 = 00000
Residual 0004437799 21 0000211324 119877-squared = 09722Adj 119877-squared = 09655
Total 0159482297 26 0006133935 Root MSE = 001454
(b)
Fx Coef Std Err 119905 119875 gt |119905| [95 Conf Interval]119860 minus00008844 00001142 minus774 0000 minus0001122 minus00006469119861 minus000083 00000857 minus969 0000 minus00010081 minus00006519119862 minus00305925 07284277 minus0042 0000 minus00780965 00169114119863 00175444 00034264 512 0000 00104189 002467119864 minus00020122 00000857 minus2349 0000 minus00021904 minus00018341cons 3054569 00820708 3722 0000 2883893 3225244
SN
(dB)
Plots of factor effectsminus46
minus48
minus50
minus52
minus54
minus56
minus58
A1 A2 A3 B1 B2 B3 C1 C2 C3 D1 D2 D3 E1 E2 E3
Figure 5 119878119873 Response graphs
independent variables MLR is based on least squares themodel is fitted such that the sum-of-squares of differences ofobserved and predicted values is minimized
Let 1199091 119909
2 119909
119903be a set of 119903 predictors believed to be
related to a response variable 119884 The linear regression modelfor the 119895th sample unit has the form
119884
119895= 120573
0+ 120573
1119909
1198951+ 120573
2119909
1198952+ sdot sdot sdot + 120573
119903119909
119895119903+ 120576
119895 (2)
where 120576 is a random error and the 120573119894 119894 = 0 1 119903 are
unknown regression coefficientsIn this paper there are five independent variables and one
dependent variableThe relationships between these variablesare of the following form
119865 (119909) = 120573
0+ 120573
1119860 + 120573
2119861 + 120573
3119862 + 120573
4119863 + 120573
5119864 (3)
In which
119865(119909) Dependence variable119860 (∘C) Holding furnace temperature
119861 (∘C) Die temperature
119862 (ms) Plunger velocity 1st stage
119863 (ms) Plunger velocity 2nd stage
119864 (bars) Multiplied pressure during the third phase
The results after analysing by Intercooled Stada 82 Soft-were as shown in Table 5
The final MVLRmodel equation for porosity after substi-tuting regression coefficients is as follows
119865 (119909) = 3054569 minus 08844 lowast 10
minus3119860 minus 083 lowast 10
minus3119861
minus 003059119862 + 001754119863 minus 000201119864
(4)
3 Results and Discussion
We applied multivariable linear regression analysis (MVLR)to seek the optimal parameter in the casting process ofindependent parameter variables in this study A stationarypoint for the optimal performance was obtained by usingthe multivariable linear regression method in this linearregression equation and the result is presented in Figure 6A very good fit was observed and substantiated by thecoefficient of determination 1198772 = 09722 That is the 1198772value indicates that the polynomial model explains almost9722 of variability in the casting process
Figure 6 shows the efficacy of the optimization scheme bycomparing the MVLR results with the experimental valuesThere is a convincing agreement between experimental valuesand predicted values for shrinkage porosity percent
Matlab code for finding optimization shrinkage porosityvalue
8 Mathematical Problems in Engineering
clc
clear all
close all
f = (x) 3054569-08844e-3lowastx(1)-083e-3lowastx(2)-
003059lowastx(3) + 001754lowastx(4)-000201lowastx(5)
options = optimset(lsquoGradObjrsquo lsquoonrsquo)[xfvalexitflagoutput] =
fmincon(f[6702200225240][ ][ ][ ][ ][60018000515
200][70026003535280][ ]optimset(lsquoDisplayrsquo lsquoiterrsquo))x
fval
Algorithm 1
15155
16165
17175
18185
19195
2
Number of tests
Shrin
kage
por
osity
()
PredictedExperimental
Std dev = 0014537
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
R2 = 9722 adjustedR
2 = 9655
Figure 6 Experimental and predicted values of shrinkage porositypercent
Program in Matlab (see Algorithm 1)Results after running in Matlab are as follows
119909 = 7000000 so that 997888rarr 119860 = 700∘C
2600000 119861 = 260
∘C
03500 119862 = 035ms
15000 119863 = 15ms
2800000 119864 = 280 bar
fval = 16725 Shrinkage porosity 16725
(5)
By the Program in Matlab we are known as the bestcombination in the 27 experimental configurations
This result is similar to quality characteristics and is thebest combination for this study 119860
3119861
3119862
3119863
1119864
3
4 Conclusion
In this paper the optimum process parameters valuespredicted for casting of minimum shrinkage porosity
(16725) and the best combination parameters given asfollows
holding furnace temperature 700∘Cdie temperature 260∘Cplunger velocity 1st stage 035msplunger velocity 2nd stage 15msmultiplied pressure 280 bar
The model proposed in this paper gives satisfactoryresults in the optimization of pressure die casting processThepredicted values of the process parameters and the calculatedare in convincing agreement with the experimental values
The experiments which are conducted to determine thebest levels are based on ldquoOrthogonal Arraysrdquo and are bal-anced with respect to all control factors and yet areminimumin number This in turn implies that the resources (materialssaving time andmoney) required for the experiments are alsominimized
References
[1] C Shen L Wang and Q Li ldquoOptimization of injection mold-ing process parameters using combination of artificial neuralnetwork and genetic algorithm methodrdquo Journal of MaterialsProcessing Technology vol 183 no 2-3 pp 412ndash418 2007
[2] M S Dargusch G Dour N Schauer C M Dinnis and GSavage ldquoThe influence of pressure during solidification of highpressure die cast aluminium telecommunications componentsrdquoJournal of Materials Processing Technology vol 180 no 1ndash3 pp37ndash43 2006
[3] G O Verran R P K Mendes and M A Rossi ldquoInfluenceof injection parameters on defects formation in die castingAl12Si13Cu alloy experimental results and numeric simula-tionrdquo Journal of Materials Processing Technology vol 179 no 1ndash3 pp 190ndash195 2006
[4] S H Mousavi Anijdan A Bahrami H R Madaah Hosseiniand A Shafyei ldquoUsing genetic algorithm and artificial neuralnetwork analyses to design an Al-Si casting alloy of minimumporosityrdquoMaterials and Design vol 27 no 7 pp 605ndash609 2006
[5] V D Tsoukalas S A Mavrommatis N G Orfanoudakis andA K Baldoukas ldquoA study of porosity formation in pressuredie casting using the Taguchi approachrdquo Journal of EngineeringManufacture vol 218 no 1 pp 77ndash86 2004
Mathematical Problems in Engineering 9
[6] V D Tsoukalas ldquoOptimization of porosity formation inAlSi9Cu3pressure die castings using genetic algorithm analy-
sisrdquoMaterials and Design vol 29 no 10 pp 2027ndash2033 2008[7] G P Syrcos ldquoDie casting process optimization using Taguchi
methodsrdquo Journal of Materials Processing Technology vol 135no 1 pp 68ndash74 2003
[8] G Taguchi Introduction to Quality Engineering Asian Produc-tivity Organization UNIPUB 1986
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
8 Mathematical Problems in Engineering
clc
clear all
close all
f = (x) 3054569-08844e-3lowastx(1)-083e-3lowastx(2)-
003059lowastx(3) + 001754lowastx(4)-000201lowastx(5)
options = optimset(lsquoGradObjrsquo lsquoonrsquo)[xfvalexitflagoutput] =
fmincon(f[6702200225240][ ][ ][ ][ ][60018000515
200][70026003535280][ ]optimset(lsquoDisplayrsquo lsquoiterrsquo))x
fval
Algorithm 1
15155
16165
17175
18185
19195
2
Number of tests
Shrin
kage
por
osity
()
PredictedExperimental
Std dev = 0014537
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
R2 = 9722 adjustedR
2 = 9655
Figure 6 Experimental and predicted values of shrinkage porositypercent
Program in Matlab (see Algorithm 1)Results after running in Matlab are as follows
119909 = 7000000 so that 997888rarr 119860 = 700∘C
2600000 119861 = 260
∘C
03500 119862 = 035ms
15000 119863 = 15ms
2800000 119864 = 280 bar
fval = 16725 Shrinkage porosity 16725
(5)
By the Program in Matlab we are known as the bestcombination in the 27 experimental configurations
This result is similar to quality characteristics and is thebest combination for this study 119860
3119861
3119862
3119863
1119864
3
4 Conclusion
In this paper the optimum process parameters valuespredicted for casting of minimum shrinkage porosity
(16725) and the best combination parameters given asfollows
holding furnace temperature 700∘Cdie temperature 260∘Cplunger velocity 1st stage 035msplunger velocity 2nd stage 15msmultiplied pressure 280 bar
The model proposed in this paper gives satisfactoryresults in the optimization of pressure die casting processThepredicted values of the process parameters and the calculatedare in convincing agreement with the experimental values
The experiments which are conducted to determine thebest levels are based on ldquoOrthogonal Arraysrdquo and are bal-anced with respect to all control factors and yet areminimumin number This in turn implies that the resources (materialssaving time andmoney) required for the experiments are alsominimized
References
[1] C Shen L Wang and Q Li ldquoOptimization of injection mold-ing process parameters using combination of artificial neuralnetwork and genetic algorithm methodrdquo Journal of MaterialsProcessing Technology vol 183 no 2-3 pp 412ndash418 2007
[2] M S Dargusch G Dour N Schauer C M Dinnis and GSavage ldquoThe influence of pressure during solidification of highpressure die cast aluminium telecommunications componentsrdquoJournal of Materials Processing Technology vol 180 no 1ndash3 pp37ndash43 2006
[3] G O Verran R P K Mendes and M A Rossi ldquoInfluenceof injection parameters on defects formation in die castingAl12Si13Cu alloy experimental results and numeric simula-tionrdquo Journal of Materials Processing Technology vol 179 no 1ndash3 pp 190ndash195 2006
[4] S H Mousavi Anijdan A Bahrami H R Madaah Hosseiniand A Shafyei ldquoUsing genetic algorithm and artificial neuralnetwork analyses to design an Al-Si casting alloy of minimumporosityrdquoMaterials and Design vol 27 no 7 pp 605ndash609 2006
[5] V D Tsoukalas S A Mavrommatis N G Orfanoudakis andA K Baldoukas ldquoA study of porosity formation in pressuredie casting using the Taguchi approachrdquo Journal of EngineeringManufacture vol 218 no 1 pp 77ndash86 2004
Mathematical Problems in Engineering 9
[6] V D Tsoukalas ldquoOptimization of porosity formation inAlSi9Cu3pressure die castings using genetic algorithm analy-
sisrdquoMaterials and Design vol 29 no 10 pp 2027ndash2033 2008[7] G P Syrcos ldquoDie casting process optimization using Taguchi
methodsrdquo Journal of Materials Processing Technology vol 135no 1 pp 68ndash74 2003
[8] G Taguchi Introduction to Quality Engineering Asian Produc-tivity Organization UNIPUB 1986
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 9
[6] V D Tsoukalas ldquoOptimization of porosity formation inAlSi9Cu3pressure die castings using genetic algorithm analy-
sisrdquoMaterials and Design vol 29 no 10 pp 2027ndash2033 2008[7] G P Syrcos ldquoDie casting process optimization using Taguchi
methodsrdquo Journal of Materials Processing Technology vol 135no 1 pp 68ndash74 2003
[8] G Taguchi Introduction to Quality Engineering Asian Produc-tivity Organization UNIPUB 1986
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
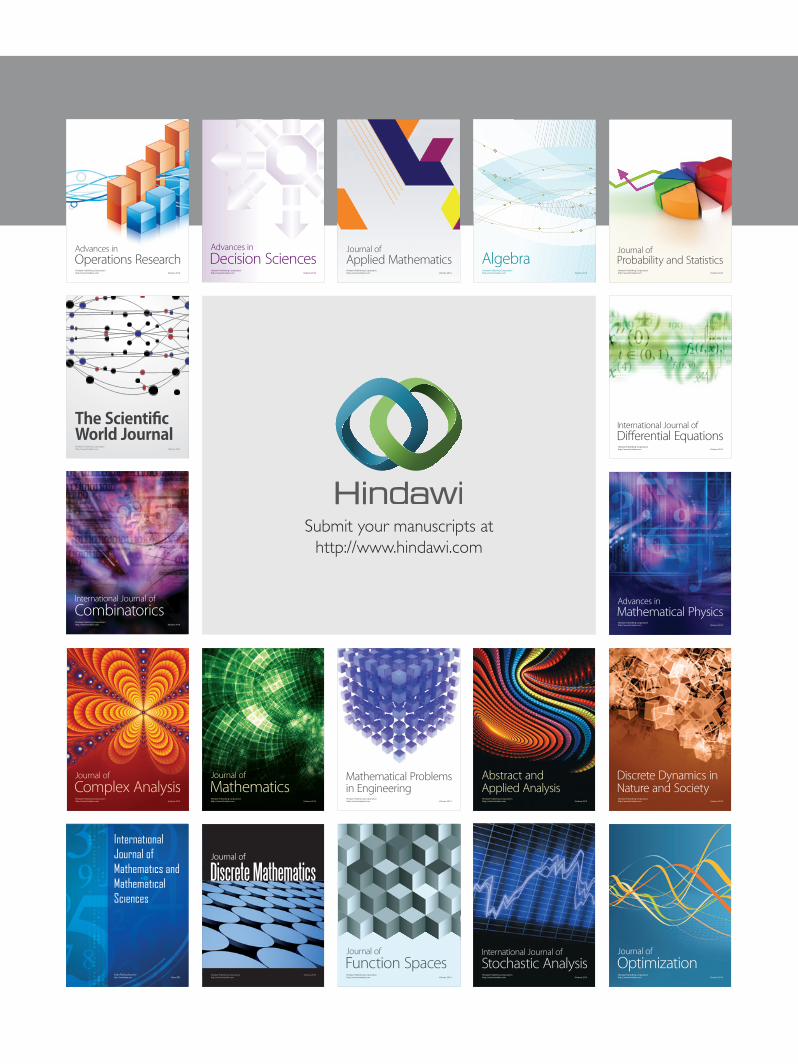
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of