proyectos de ahorro de energia
TRANSCRIPT
PROYECTOS DE AHORRO DE ENERGIA
CASO: I-DV-52
FABRICA DE PASTAS NABISCO, S.A de C.V.
. IntroducciónEl proyecto se inició a través de una firmaconsultora quien desarrolló el diagnósticoenergético en forma conjunta con el FIDE.En la aplicación de las medidas para laoptimízación energética del proceso de laempresa, el FIDE invirtió $206,253.42 yNabisco $211,792.28, sumando un total de$418,045.70.
Se detectaron además otras áreas deoportunidad de ahorro de energía,en dondela empresa Nabisco aplicó las medidas consus propios recursos, teniendo una recu-
peración conjuntamente con la optimizaciónenergética del proceso de 1.9 años.
. AntecedentesLa industria de alimentos Nabisco estáubicada en la ciudad de México. La plantase dedica a la elaboración de galletas,harinas y pastas en una gran variedad deproductos y presentaciones.
La empresa está conectada a la tarifa HM;los valores promedio de su facturacióneléctrica son los siguientes:
* La facturación está actualizada al costo promedio de la energía para 1997.
CONSUMO DEMANDA FACTURACION FPkWh/año kW $/año %
11'273,832 2,069 6' 034,526.20* 90.1

fl DE.
. Descripción del proceso
Para la elaboraciónde sus prooductoslaplanta Nabiscose divide en los siguientesdepartamentos:
· Pastas: en esta área, Nabisco cuenta connueve líneas de proceso en las cuales seproducen diferentes tipos de pastas. Lasmaterias primas básicasson harina y pastamolida.
· Harinas:en este departamento se obtienenharinas preparadas como producto final.Estas pé;lsanpor un proceso de tamizadoy filtrado para poder prepararse y obtener
. de esta manera el producto"final.
La descripción del proceso en general semuestra en el siguiente diagrama de flujo:
ITOLVASHARINA
I
SILOS DE ALMACENAMIENTO
· Galletas: las líneasde producción procesangalletas Marías, Animalitos, Limoneta,Nevadas, entre otras. La materia prima(azúcar, grasa comestible vegetal, agua ysaborizantes), utilizada en la elaboraciónde estos productos se traslada a un carrode preparaciónde mezclay posteriormenterecibe un proceso de mezclado, moldeadoy horneado; por último se tiene un controlde calidad, donde si es aceptado, elproducto se enfría y es empacado, de locontrario, regresa al carro de preparaciónde mezcla.
I HARINAS1
MOLIENDA
I TAMIZADO.
I FILTRO.
I EMPACADO
Oportunidades de Ahorro de EnergíaEléctrica
Optimización energética del proceso
La aplicación de esta medidase llevó a caboen forma conjunta con el FIDE y la empresaNabisco. Elobjetivo de la mismaes controlarla demanda durante el horario punta pormedio de la reducción de operación deequipos eléctricos en este periodo. En laplanta Nabisco los horarios de operaciónestán en función de la producción pero
n
I PASTASI IGALLETAS (Línea1,2)
. .
IPREMEZCLADO- Azúcar I MEZCLADORA
.. -Agua
I AMASADORA-Saborizante I MOLEADO
I -colorante
I PRENSADO I HOREADOJ
I SECADO I ENFIADO.
I EMPACADO I EMPACADO

.-FIDE.
invariablemente toda la planta queda fuerade operación los días domingo, lo cualsignifica 24 horas a la semana factibles deutilizarse con la ventaja de que el domingose cotiza como horario base.
Al sumar las cuatro horas punta (18 a 22horas) diarias de lunes a sábado resultan:
(4 h/día) * (6 días/semana) = 24 horas puntapor semana
Por lo anterior se propuso la utilización detodo el día domingo y la eliminación deoperación en el horario punta durante losseis días de la semana, lo cual ha permitidotener un ahorro en consumo de 1'117,008kWh/año y 617 kW en demanda, teniendo
() un ahorro de $416,060.00 al año.
Las siguientes medidasfueron aplicadasporla empr~sacon sus propios recursos,ya quecomo se mencionó, se encontraron otrasáreas propicias para aplicar medidas deahorro de energía, las cuales se mencionana continuación:
Traslado de cargas en transformadores
Del monitoreo de demanda eléctrica seobtuvieron los valores de kVA máximosregistrados, los cuales se desglosan acontinuación:Fue necesario trasladar la carga de
transformadores con bajo índice deutilización a otros con capacidad suficienteasignando la carga del transformador decompresores al de molinos y la carga deltransfomador de la planta Galleta Oriente altransformadorPonientede la mismasección.
Con esta medida se aumentó el factor decarga, consiguiendo un ahorro de 218,400kWh/año y de 26 kW en demanda.
G
TRANSFORMADOR SECCION kVAMAXIMOS FACTORDEkVA UTILIZACION
500 Planta Molinos 220 44%500 Compresores 16 3.2%1000 Galleta Poniente 250 25%1000 Galleta Oriente 220 22%1500 Pastas Sur 733 49%1500 Pastas Norte 1100 73%

flDE.
Programación de suministro de harinas
En esta área se detectó que sin importar elhorario, se suministraba harina a la secciónproductora de pastas. Para obtener un aho-rro en demanda se programó el suministrode harinas durante el horario base eliminan-do así el suministro durante el horario punta,consiguiendo un ahorro de 37 kW con$10,764/año en su facturación.
Sustitución del sistema de iluminación
En Nabisco se contaba con lámparasfluorescentes tipo T-12 luz de día de 2X39Wy 2X75 W respectivamente. Se propuso lasustitución de estos equipos por lámparasahorradoras tipo T-8 de 32 W con unatemperatura de color de 4,100° K Ycon uníndicede rendimientode color (CRI)de 85%.Estas lámparas están diseñadas parasustituir a las fluorescentes normales perooperando con menos energía, esto es de un20 hasta un 57%.
Las lámparas ahorradoras siempre debenacoplarse a balastros compatibles con ellas,por lo que debe evitarsesu uso con balastrosdel tipo de baja eficienciao inclusonormales;por lo aQ.terior,se sustituyeron los balastroselectromagnéticos ya existentes por balas-tros electrónicos.
Esta medida permitió obtener unahorro de 209,664 kWh/año y 25kW en demanda, así como43,968 $/año en su facturación.
Suministro de agua potable ala planta por medio de untanque elevado
El agua potable que se utilizaba .....
en la planta Nabisco para la
fabricación de sus productos erasuministrada por la red municipal con treslíneas, así como por un pozo profundoexistente en la compañía.
Las medidas aplicadas para ahorrar aguapotable y energía eléctrica fueron:
Instalar un tanque elevado para unalmacenamiento de 110,000 Its.de agua.
- Si la presión que tienen las líneas desuministro es suficiente para alimentar eltanque elevado, se eliminará el bombeoy después, por gravedad, se suministraráagua potable a toda la fábrica.
Con la implementación de esta medida seobtuvieron ahorros en el consumo de agua,ya que con el suministro por gravedad, nose tienen fugas.También hubo un ahorro de53,661 kWh/año con $93,930/año en sufacturación.
o
Alimentación de chillers directamente de
la descarga de las líneas de pastas
El agua helada que sale de los equipos deenfriamiento (chillers), es enviada hacia unacisterna de almacenamiento de 28 000 Its.de capacidad, en donde el agua helada semezcla con el agua caliente de retornoprocedente de las líneas de pastas. El agua

FIDE.
caliente se envía a bombas que alimentan alos chillers por medio de dos cabezales,mientras que por otro cabezal se alimentael agua helada a las líneas de pastas, comose muestra a continuación:
AGUA HELADA LlNEADE
PASTAS
BOMBAS
BOMBAS
AGUA HELADA
Lo anterior ocasionaba que se mezclara elagua fría con el agua caliente, logrando conello que los equipos estuvieran trabajandocon una eficiencia baja en su operación, yparacorregirlase propusoalimentaral chillerdirectamente de la descarga de las líneasde pastas, permitiendo tener un ahorro de214,704 kWh/año en consumo con 39,089$/año en su facturación.
Tratamiento de agua residual para serreutilizada .
La descarga de agua residual estácontaminada con una alta concentración decarga orgánica medida como DQO, DBO,grasas y aceites sólidos, y alta temperatura.Se instaló una planta de tratamiento de aguaresidual para tratar la descarga general yutilizarla nuevamente en la fábrica. La
implementación de esta medida ecológica yahorradora de energía permite utilizar elagua residual para el riego de áreas verdes,lavado de pisos y en sanitarios, así comoobtener un ahorro en consumo de 30,514kWh/año y 1'032,472 $/año.
Tratamiento de agua residual deldepartamento de lavandería
El agua residual procedente del depar-tamento de lavandería era descargada aldrenaje de la fábrica sin ningún tratamiento;por lo anterior, la implementación de estamedida pretende ahorrar el 80% del aguapotable, utilizandouna planta de tratamientode aguas jabonosas, con el propósito detratar el agua residual de los primerosenjuagues y utilizar el agua potableúnicamente para los últimos enjuagues,logrando obtener un ahorro de 6,000 kWh/año y 147,661$/año en su facturación.
AGUA HELADA LlNEADE
PASTAS
BOMBAS
AGUA CALIENTE
AGUA HELADA
PROPUESTA PARA AHORRARENERGIA EN ESTE SISTEMA
FIDE.
Ahorro de agua potable en el comedor deempleados y de obreros
Se detectó un desperdicio excesivo de aguapotable al momento de estar lavando la lozasucia del comedor al no tener ningún con-trol sobre las llaves del agua. Se colocaronválvulas ahorradoras de agua sustituyendolas existentes en las tarjas del comedor, yse capacitó al personal de limpiezaobteniendo con ese simple hecho un ahorroen consumo de energía eléctrica de 1,451kWh/año.
obteniendo así un ahorro de 789,408 kWh/año.
Eliminación de fugas de aire en losdepartamentos de pastas, galletas yharinas
Al realizar el levantamiento físico a toda lared de aire en las tres plantas, se detectaronfugas de aire en los vástagos de las válvulasy en tuberías, además de la existencia detiempos muertos en el envasado. Para sucorrección, se eliminaron las fugas de aire
en el sistema delas líneas de con-ducción y en laslíneasde envasa-do, teniendo a loscompresorestrabajando enuna forma máseficiente y almis~o tiempo,reduciendo elconsumo eléc-trico. Esta medidapermitió obtenerun ahorro en con-sumo de 315,360kWh/año con 84472 $/año en sufacturación.
Cambio del sistema de enfriamiento deagua helada de tipo rotatorio por sistemacentrífugo
El equipode aireacondicionadocontabaconun compresor del tipo reciprocante, con unconsumo de 1477,512 kWh/año. Se instalóuna máquina centrífuga la cual contemplaun sistemamicroprocesadorque controla lasfunciones de la máquina, equipo centrífugo,refacciones y el refrigerante necesario,
o
Instalación de tanque pulmón en eldepartamento de pastas, galletas yharinas
El aire comprimido generado se conducíapor unos filtros de remoción de aceite y decoalisencia para quitarle humedad. Esteequipo no contaba con un tanque pulmónpara almacenar aire y evitar su desperdicio.El beneficio obtenido al instalar el tanque esla reducción de los tiempos de operación de

,FIDE.
los compresores para la distribución de airecomprimido y un ahorro de 579, 516 kWhlaño.
Control automático de aire acondiciona-do en oficinas
El aire acondicionado era conducido porunas máquinas tipo paquete y por medio deductos seinyectaba a los cuartos de controlmanteniendo la temperatura entre los 22 y25°C. Se detectó que el sistema de aireacondicionado per-manecía trabajan-do toda la noche ylos finesde semanasin que hubieraper-sonal de oficinastrabajando.(1
adecuadamente, ya que ésta enfría elsistema motriz de las bombas de vacío.
Duranteel suministrose detectóque algunasbombas están descargando nuevamente enla pileta de almacenamiento y otra parte esconducida hacia la línea de producción quele corresponde. Esta recirculación de aguaprovoca un incremento en la temperatura.
Para corregir lo anterior, se instaló un tanquehidroneumático que suministra el agua a las
Al tener el sistemade aire acondi-cionado apagadocuando en el áreade oficinas no seestá laborando, laempresa se ahorra380,736 kWh/año.Para ello fue nece-sario colocar, en elárea de oficinas,sensores ultrasónicos que detectan lapresencia de personal y mandan la señalpara que el equipo opere, pero al nodetectar ningunapresencia,éste permaneceinactivo.
Suministro de agua de enfriamiento conun equipo hidroneumático
(" El agua de enfriamiento utilizada en eldepartamento de pastas proporciona elenfriamiento para que las operaciones en lafabricación de las pastas se lleve
~líneas de pastas cuando éstas lo requieren,evitando un trabajo innecesario del equipode bombeo y obteniendo un ahorro de151,024 kWh/año.
FIDE.AHORROS OBTENIDOS EN NABISCO, COMO RESULTADO
DE LA APLlCACION DE MEDIDAS
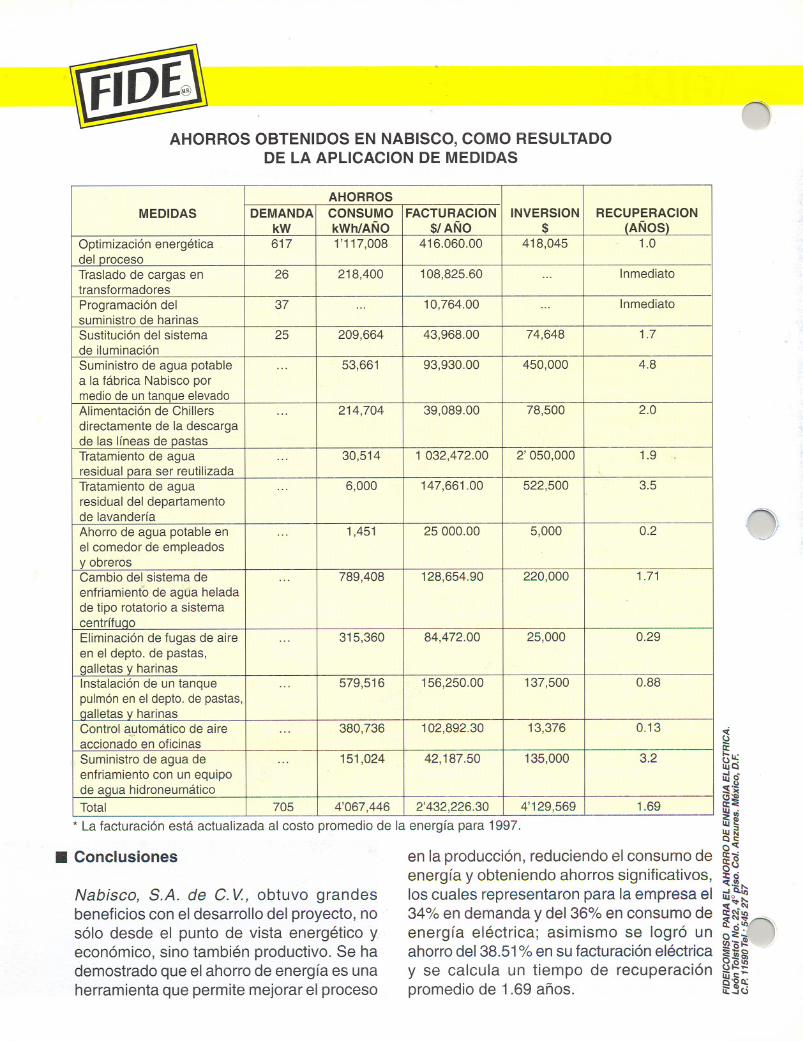
* La facturación está actualizada al costo promedio de la energía para 1997.
. Conclusiones en la producción, reduciendoel consumo deenergía y obteniendo ahorros significativos,los cuales representaron para la empresa el34% en demanda y del 36% en consumo deenergía eléctrica; asimismo se logró unahorrodel 38.51% en su facturacióneléctricay se calcula un tiempo de recuperaciónpromedio de 1.69 años.
Nabisco, S.A. de C. \l., obtuvo grandesbeneficios con el desarrollo del proyecto, nosólo desde el punto de vista energético yeconómico, sino también productivo. Se hademostrado que el ahorro de energía es unaherramienta que permite mejorar el proceso
AHORROSMEDIDAS DEMANDA CONSUMO FACTURACION INVERSION RECUPERACION
kW kWh/AÑO $1AÑO $ (AÑOS)Optimización energética 617 1'117,008 416.060.00 418,045 1.0del procesoTraslado de cargas en 26 218,400 108,825.60 ... Inmediatotransformadores
Programación del 37 ... 10,764.00 ... Inmediatosuministro de harinasSustitución del sistema 25 209,664 43,968.00 74,648 1.7de iluminaciónSuministro de agua potable ... 53,661 93,930.00 450,000 4.8
a la fábrica Nabisco pormedio de un tanaue elevadoAlimentación de Chillers ... 214,704 39,089.00 78,500 2.0
directamente de la descargade las líneas de pastasTratamiento de agua ... 30,514 1 032,472.00 2' 050,000 1.9residual para ser reutilizadaTratamiento de agua ... 6,000 147,661.00 522,500 3.5
residual del departamentode lavanderíaAhorro de agua potable en ... 1,451 25 000.00 5,000 0.2
el comedor de empleadosy obrerosCambio del sistema de ... 789,408 128,654.90 220,000 1.71
enfriamien(o de agua heladade tipo rotatorio a sistemacentrífuqoEliminación de fugas de aire ... 315,360 84,472.00 25,000 0.29en el depto. de pastas,qalletasy harinasInstalaciónde un tanque ... 579,516 156,250.00 137,500 0.88
pulmón en el depto. de pastas,qalletas v harinasControl tomático de aire ... 380,736 102,892.30 13,376 0.13accionado en oficinas
Suministro de agua de ... 151,024 42,187.50 135,000 3.2
enfriamiento con un equipode aqua hidroneumáticoTotal 705 4'067,446 2'432,226.30 4'129,569 1.69