proyecto de producci.n de liner148.206.53.84/tesiuami/uami11029.pdf · 12.14.1 codigos de diseÑo...
TRANSCRIPT

DIVISIÓN: CBS
LICENCIATURAS:
INGENIERÍA BIOQUÍMICA INDUSTRIAL (I.B.I.) E INGENIERÍA DE LOS ALIMENTOS (I.A.)
TÍTULO DEL PROYECTO:
REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE LINER
NOMBRE DE LOS INTEGRANTES:
DELGADILLO HERNÁNDEZ ANGÉLICA (I.B.I.) GONZÁLEZ RÍOS HUEMAN ISAAC (I.B.I.)
GUZMÁN GUZMÁN ISRAEL (I.B.I.) OLMEDO SAMPEDRO LIZANDRA (I.B.I.)
RAMOS PEREZ LUZ GABRIELA (I.A.) TOXTLI MIRANDA PATRICIA (I.B.I.)
ZALDIVAR LÓPEZ ELISA (I.B.I.)
NOMBRE DE LOS ASESORES: ARTEAGA MARTÍNEZ MARIO RICARDO
GONZÁLEZ CASTILLO OCTAVIO FRANCISCO MORAN SILVA ALEJANDRO
MORGAN SAGASTUME JUAN MANUEL RAMÍREZ ROMERO MARCO ANTONIO GERARDO
LUGAR Y FECHA DE REALIZACIÓN:
UNIVERSIDAD AUTÓNOMA METROPOLITANA –IZTAPALAPA- SEPTIEMBRE 2003 - ABRIL 2004


AGRADECIMIENTOS
Este proyecto es dedicado a nuestros padres por el apoyo incondicional y la paciencia en el trayecto de toda la Licenciatura.
Agradecemos al Ing. Adolfo Anaya G. de la industria Q.F. Méx. S.A. de C.V. por habernos permitido conocer las instalaciones, así como su tecnología y procesamiento para la elaboración de papel. A la L.A.B. Mercedes Macias Tovar, Gerente General de la Asociación de Empresarios de Iztapalapa, A.C. por la ayuda prestada para el ingreso a la fabrica de papel Q.F. Méx. S.A. de C.V. Al Lic. Jorge Rolando Almanza Cabrera Coordinador de Vinculación Académica/Convenios Internacionales y Empresariales de la Universidad Autónoma Metropolitana de la Unidad Iztapalapa, el cual nos facilito el acceso a diferentes empresas: productoras de papel y de tratamiento de aguas. Al C. Juan Hugo de la Rosa García, Director de Servicios Públicos del Municipio de Ciudad Nezahualcoyotl por permitirnos ingresar al Bordo de Xochiaca y observar como se realiza la clasificación de la basura. Al Ing. Roberto Peña encargado de la Planta de Tratamiento de Aguas en la Industria UNIPAC de la Cuidad de Cuernavaca, Morelos por habernos mostrado el funcionamiento de la planta y la caracterización de su efluente.
Reconocemos y agradecemos el esfuerzo que hicieron nuestros profesores para hacer posible este proyecto.

ÍNDICE PÁGINA CAPITULO I GENERALIDADES 1.1 OBJETIVOS 1 1.1.1 OBJETIVOS GENERALES 1 1.1.2 OBJETIVOS PARTICULARES 1 1.2 JUSTIFICACIÓN 1 1.3 INTRODUCCIÓN 2 1.4 DESCRIPCIÓN DEL PRODUCTO 5 1.4.1 A QUIEN VA DIRIGIDO 5 1.4.2 EMPLEOS Y USOS 6 1.4.3 MOTIVO DE COMPRA 6 1.5 ANTECEDENTES 6 CAPITULO II ANÁLISIS DEL PRODUCTO 2.1 DEFINICIÓN 9 2.2 CARACTERÍSTICAS Y DISEÑO 9 2.2.1 CARACTERÍSTICAS FÍSICAS 10 2.2.2 CARACTERÍSTICAS QUÍMICAS 10 2.2.3 CARACTERÍSTICAS ECOLÓGICAS 10 2.2.4 PRUEBAS 10 2.2.4.1 CONTROL DE CALIDAD 10 2.3 VIDA DE ANAQUEL 11 2.4 MARCA 11 2.5 LOGOTIPO 13 2.6 CODIGO DE BARRAS 13 2.6.1 DEFINICIÓN 13 2.6.2 BENEFICIOS 14 2.6.3 APLICACIONES 14 2.6.4 CODIGO EAN 15 2.7 PRESENTACION 15 CAPITULO III ENTORNOS 3.1 INTRODUCCIÓN 16 3.2 ECONOMICO 17 3.2.1 EN EL 2003 17 3.2.2 LA INFLACIÓN 21 3.2.3 INDICE NACIONAL DE PRECIOS AL CONSUMIDOR 23

3.2.4 TRATADOS DE LIBRE COMERCIO QUE MÉXICO HA SUSCRITO
23
3.2.5 INDUSTRIA DE PAPEL Y EMBALAJE 25 3.2.5.1 VALOR DE LA PRODUCCIÓN DE ENVASES EN
MÉXICO 25
3.2.5.2 PIB TRIMESTRAL 27 3.2.5.3 MATERIA PRIMA 27 3.3 LEGAL 28 3.3.1 SHCP 28 3.3.2 SEMARNAT 28 3.3.3 SARH 29 3.3.4 STPS 29 3.3.5 SRE 30 3.3.6 NOTARIO PUBLICO/REGISTRO PUBLICO DE
COMERCIO 30
3.3.7 SSA 30 3.3.8 INEGI 31 3.3.9 COMISION NACIONAL DEL AGUA 31 3.3.10 BOMBEROS 31 3.3.11 IMSS 32 3.3.12 SIEM 33 3.3.13 SECOFI 33 3.3.14 CANACINTRA 34 3.3.15 INARE 34 3.4 JURIDICO 34 3.4.1 DECLARACIÓN DE IMPUESTOS POR LA SECRETARIA
DE HACIENDA Y CREDITO PUBLICO 34
3.4.2 REGISTRO PUBLICO DE LA PROPIEDAD Y EL COMERCIO
36
3.4.3 CERTIFICACIÓN DE ZONA ESPECIFICA 36 3.4.4 LICENCIA DE USO DE SUELO 36 3.4.5 AVISO DE DECLARACIÓN DE APERTURA PARA
ESTABLECIMIENTO MERCANTIL 36
3.4.6 EVALUACIÓN EN MATERIA DE IMPACTO AMBIENTAL
37
3.5 POLÍTICO 37 3.5.1 AMERICA LATINA 37 3.5.2 MÉXICO 38 3.6 CIENTÍFICO-TECNOLOGICO 39 3.6.1 PROCESO DE FABRICACIÓN DE PASTA DE PAPEL
RECUPERADO 39
3.6.1.1 TRITURADO O DESFIBRADO 40

3.6.1.2 DEPURACIÓN DE LA PASTA 40 3.6.2 FABRICACIÓN DEL PAPEL 41 3.6.2.1 REFINADO 41 3.6.2.2 ALIMENTACION DE LA MAQUINA DE PAPEL 41 3.6.3 TRANSPORTE 42 3.6.4 COMUNICACIÓN 42 3.6.5 DESARROLLO BIOTECNOLÓGICO 42 3.7 AMBIENTAL 42 3.7.1 PROYECTOS PRIVADOS ORIENTADOS PARA
ATENDER NECESIDADES AMBIENTALES 44
3.8 SOCIO-CULTURAL 48 CAPITULO IV ANÁLISIS DE LA DEMANDA 4.1 DEFINICIÓN DE DEMANDA 49 4.2 ANÁLISIS DE MERCADO 49 4.3 SEGMENTACIÓN DEL MERCADO A NIVEL NACIONAL 50 4.3.1 SEGMENTACIÓN DE LA INDUSTRIA DE EMBALAJE 50 4.3.2 TAMAÑO DE LA MUESTRA 50 4.4 PLANTEAMIENTO DE LOS ESCENARIOS 51 4.4.1 ENTORNO ECONÓMICO 51 4.4.2 ENTORNO SOCIO-CULTURAL 52 4.5 DIAGNOSTICO DE LA DEMANDA A NIVEL NACIONAL 52 4.5.1 COMPORTAMIENTO Y PROYECCIÓN DE LOS
ESCENARIOS 52
4.5.1.1 ESCENARIO OPTIMISTA 53 4.5.1.2 ESCENARIO TENDENCIAL 53 4.5.1.3 ESCENARIO PESIMISTA 54 4.6 PROYECCIÓN DE LA DEMANDA EN LOS TRES
ESCENARIOS 54
CAPITULO V ANÁLISIS DE LA OFERTA 5.1 DEFINICIÓN DE OFERTA 56 5.2 TIPOS DE LA OFERTA 56 5.3 IDENTIFICACIÓN DE LOS COMPETIDORES 56 5.4 OFERTA A NIVEL NACIONAL 57 CAPITULO VI BALANCE OFERTA/DEMANDA

6.1 BALANCE OFERTA-DEMANDA NACIONAL 58 CAPITULO VII COBERTURA DE MERCADO 59 CAPITULO VIII
TAMAÑO DE LA PLANTA
8.1 DEFINICIÓN DE EMPRESA 61 8.2 ESTRATIFICACIÓN DE EMPRESAS POR TAMAÑO 61 8.3 MERCADO 62 8.4 CAPITAL 62 8.5 MATERIA PRIMA 63 8.6 TECNOLOGÍA 65 8.7 ECONOMIA DE ESCALA 65 8.8 POLÍTICA ECONOMICA 65 8.8.1 REGLAS DE OPERACIÓN Y MANUALES DE
PROCEDIMIENTOS INTERNOS 66
8.8.1.1 SUBSIDIOS 66 8.8.1.2 ELEGIBILIDAD 67 CAPITULO IX ANÁLISIS DE PRECIO 9.1 EL PRECIO 69 9.2 FACTORES DETERMINANTES DEL PRECIO 69 9.2.1 FACTORES EXTERNOS 70 9.2.1.1 ENTORNO AMBIENTAL 70 9.2.1.2 ENTORNO CIENTÍFICO TECNOLÓGICO 70 9.2.1.3 ENTORNO SOCIO POLITICO 71 9.2.1.4 COMPETENCIA 71 9.2.1.5 CONSUMIDORES 71 9.2.2 FACTORES INTERNOS 72 9.2.2.1 SUPERVIVENCIA 72 9.2.2.2 MAXIMIZACIÓN DE LAS UTILIDADES 72 9.2.2.3 POLÍTICAS PARA LA FIJACIÓN DEL PRECIO 72 9.2.2.4 PUBLICIDAD 73 9.2.2.5 COSTOS 74 9.3 MATERIAS PRIMAS 76 CAPITULO X DISTRIBUCIÓN 78 CAPITULO XI FORMULACION DE PROYECTOS

11.1 LOCALIZACIÓN DE LA PLANTA 78 11.2 MACROLOCALIZACION 78 11.2.1 ANÁLISIS CUANTITATIVO 78 11.2.2 ANÁLISIS CUALITATIVO 84 11.2.3 CARACTERÍSTICAS DE LOS ESTADOS 85 11.2.3.1 GUANAJUATO 85 11.2.3.2 ESTADO DE MÉXICO 86 11.2.3.3 DISTRITO FEDERAL 87 11.2.4 MATRIZ CUALITATIVA 90 11.3 MICROLOCALIZACION 90 11.3.1 CARACTERÍSTICAS DE LOS PARQUES
INDUSTRIALES 90
11.3.1.1 NOR-T PARQUE INDUSTRIAL 90 11.3.1.2 PARQUE INDUSTRIAL ATLACOMULCO 92 11.3.1.3 PARQUE INDUSTRIAL TOLUCA 2000 93 11.3.1.4 PARQUE INDUSTRIAL DE SANTIAGO
TIANGUISTENCO 95
11.3.2 MATRIZ CUANTITATIVA 96 11.3.3 MATRIZ CUALITATIVA 96 11.3.4 CONCLUSIÓN 97 11.4 SELECCIÓN DE TECNOLOGÍA 97 11.4.1 DESCRIPCIÓN DE TECNOLOGÍA BASICA 98 11.4.2 DESCRIPCIÓN DE TECNOLOGÍA SELECCIONADA 99 11.5 SELECCIÓN DE EQUIPO 100 11.5.1 BOMBA CENTRÍFUGA 100 11.5.2 PULPER 101 11.5.3 CALDERA 102 11.6 TAMAÑO DE LA PLANTA 104 11.7 DIAGRAMA DE FLUJO DE PROCESO 105 11.8 ANÁLISIS DE TIEMPOS Y MOVIMIENTOS 107 11.8.1 DIAGRAMA DE GANTT 107 11.9 DISTRIBUCIÓN DE LA PLANTA 115 11.10 ORGANIZACIÓN DE LA PLANTA 116 11.10.1 ORGANIGRAMA GENERAL DE LA EMPRESA 116 11.11 CONSTRUCCIÓN LEGAL DE LA EMPRESA 118 11.12 CONTROL DE PROYECTOS Y RUTA CRITICA 118 CAPITULO XII INGENIERIA DE PROYECTOS 12 BASES DE DISEÑO 121 12.1 GENERALIDADES 121 12.1.1 FUNCION DE LA PLANTA 121

12.1.2 TIPO DE PROCESO 121 12.2 FLEXIBILIDAD Y CAPACIDAD 122 12.2.1 FACTORES DE SERVICIO DE LA PLANTA 122 12.2.2 CAPACIDAD DE LAS INSTALACIONES 122 12.2.3 FLEXIBILIDAD 122 12.2.4 NECESIDADES PARA FUTURAS EXPANSIONES 123 12.3 ESPECIFICACIONES DE LA ALIMENTACIÓN 123 12.3.1 DESCRIPCIÓN Y ESPECIFICACIÓN DE CADA UNA DE
LAS MATERIAS PRIMAS 123
12.4 ESPECIFICACIONES DE PRODUCTO 124 12.5 ALIMENTACIÓN DE LA PLANTA 126 12.5.1 ALIMENTACIÓN EN LAS CONDICIONES DE LIMITE
DE BATERÍAS 126
12.6 CONDICIONES DE LOS PRODUCTOS EN EL LIMITE DE BATERÍAS
127
12.6.1 TERMINOS DE GARANTIA 127 12.7 MEDIO AMBIENTE 127 12.7.1 CUMPLIMIENTO DE NORMAS Y REGLAMENTOS
PARA TRATAMIENTO 127
12.8 FACILIDADES REQUERIDAS PARA EL ALAMACENAMIENTO
130
12.9 SERVICOS AUXILIARES 131 12.9.1 VAPOR 131 12.9.2 RETORNO DE CONDENSADO 132 12.9.3 AGUAS DE SANITARIOS Y SERVICIOS 132 12.9.4 AGUAS CONTRA INCENDIOS 132 12.9.5 AGUAS DE CALDERA-DESMINERALIZADA 132 12.9.6 AGUA DE PROCESO 133 12.9.7 COMBUSTIBLE 133 12.9.8 SUMINISTRO DE ENERGIA ELECTRICA 133 12.10 SISTEMAS DE SEGURIDAD 133 12.10.1 SISTEMA CONTRA INCENDIOS 133 12.10.1.1 REGLAMENTO DE AGUA CONTRA INCENDIOS
LOCALES 133
12.10.1.2 EQUIPO MOVIL Y PORTÁTIL 134 12.10.2 PROTECCIÓN PERSONAL 135 12.11 DATOS CLIMATOLOGICOS 135 12.11.1 TEMPERATURA 135 12.11.2 PRECIPITACIÓN PLUVIAL 136 12.11.3 VIENTO 136 12.11.4 HUMEDAD 136 12.12 DATOS DEL LUGAR 136

12.12.1 LOCALIZACIÓN DE LA PLANTA 136 12.13 DISEÑO ELECTRICO 136 12.13.1 DISTRIBUCIÓN ELECTRICA 137 12.14 DISEÑO MECANICO Y TUBERÍAS 137 12.14.1 CODIGOS DE DISEÑO MECANICO Y TUBERÍAS 137 12.14.2 COLORES DE SEGURIDAD PARA TUBERÍAS Y SU
SIGNIFICADO 138
12.15 DISEÑO DE EDIFICIOS 139 12.15.1 CODIGO DE CONSTRUCCIÓN 139 12.15.2 DATOS DE SISMO ZONA SÍSMICA 139 12.16 INSTRUMENTACIÓN 140 12.16.1 CODIGOS DE DISEÑO DE INSTRUMENTACIÓN 140 12.17 ESTANDARES Y ESPECIFICACIONES 140 12.18 DISEÑO DE EQUIPO 140 12.18.1 DIAGRAMA DE PROCESO 141 12.18.2 HOJAS DE DISEÑO 144 12.19 BALANCE DE MATERIA PARA CADA EQUIPO DE
PROCESO 156
12.19.1 PULPER 156 12.19.2 HIDROCICLON 157 12.19.3 FILTRO 158 12.19.4 REFINADOR 159 12.19.5 TANQUE DE ADICIÓN 160 12.19.6 FOURDRINIER 161 12.20 BANCE DE ENERGÍA ELÉCTRICA REQUERIDA 162 CAPITULO XIII
DISEÑO DE LA PLANTA DE TRATAMIENTO DE AGUAS RESIDUALES
13.1 INTRODUCCIÓN 166 13.2 PROCEDENCIA DE LA AGUAS RESIDUALES 167 13.3 CARACTERIZACIÓN DE LAS AGUAS RESIDUALES 168 13.4 NORMA OFICIAL MEXICANA NOM-003-ECOL-1997 169 13.5 SELECCIÓN DE LA PLANTA DE TRATAMIENTO DE
AGUAS 170
13.5.1 SELECCIÓN DE LA TECNOLOGÍA 172 13.5.2 CONCLUSIÓN 176 13.6 DESCRIPCIÓN DE TREN SELECCIONADO 177 CAPITULO XIV
ANÁLISIS ECONÓMICO
14.1 INVERSIÓN FIJA 178

14.1.1 EVALUACIÓN ECONÓMICA FINANCIERA 178 14.2 BIENES TANGIBLES 179 14.3 BIENES INTANGIBLES 180 14.4 CAPITAL DE TRABAJO 181 14.4.1 INVENTARIO DE LA MATERIA PRIMA 182 14.4.2 INVENTARIO DEL PRODUCTO EN PROCESO 182 14.4.3 INVENTARIO DE PRODUCTO TERMINADO 182 14.4.4 CUENTAS POR PAGAR 182 14.4.5 CUENTAS POR COBRAR 182 14.4.6 EFECTIVO EN CAJA 183 14.4.7 CAPITAL DE TRABAJO DESGLOSADO 183 14.5 INVERSIÓN TOTAL 183 14.6 INGRESOS Y EGRESOS 184 14.6.1 INGRESOS 184 14.6.2 EGRESOS 184 14.6.2.1 COSTOS FIJOS DE INVERSIÓN 185 14.6.2.2 COSTOS VARIABLES DE OPERACIÓN 186 14.6.2.3 COSTOS FIJOS DE OPERACIÓN 188 14.6.2.4 GASTOS GENERALES 188 14.7 ESTADO FINANCIERO PROFORMA DE RESULTADOS 190 14.8 ESTADO FINANCIERO PROFORMA DE ORIGENES Y
APLICACIÓN DE RECURSOS 190
14.9 TASA MINIMA ACEPATABLE DE RENTABILIDAD 191 14.10 VALOR PRESENTE NETO 191 14.11 TASA INTERNA DE RENTABILIDAD 192 14.12 PERÍODO DE RECUPERACIÓN DE LA INVERSIÓN 192 14.13 PUNTO DE EQUILIBRIO 193 14.14 ANÁLISIS DE SENSIBILIDAD 193 ANEXOS

ECOMEX, S. A. de C. V. Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 1 UAM-Iztapalapa
CAPITULO I
GENERALIDADES 1.1 OBJETIVOS 1.1.1 OBJETIVOS GENERALES
Hacer un estudio de mercado para establecer una planta recicladora de papel para la producción liner.
Contribuir a la disminución de la acumulación de sólidos como basura, uno de los problemas que más aqueja a nuestro país.
1.1.2 OBJETIVOS PARTICULARES
Hacer del papel de deshecho, una fuente de materia prima para producir liner, el cual es utilizado de forma masiva en el ámbito industrial.
Disminuir la tala de árboles, el uso de energía eléctrica y agua, durante la producción de papel a partir de materia virgen.
Disminuir las emisiones gaseosas producto de la incineración de desechos sólidos.
1.2 JUSTIFICACION En México se producen millones de toneladas de basura mensualmente, que afectan de manera directa nuestra calidad de vida, pues nuestros recursos naturales son utilizados desproporcionalmente como materia prima, que luego desechamos convirtiéndolos en materiales inútiles y focos de infección.
De a cuerdo a aun estudio realizado con datos preliminares de la población para el 2000 del INEGI, SEDESOL realizo un estudio sobre la generación de residuos en México en 1999, para el cual el país se dividió en cinco zonas geográficas. De acuerdo a este estudio podemos observar que tan solo el Distrito Federal genera el 14% de los residuos totales generados en México (Cuadro 1). La generación media de residuos per-cápita (kg/hab/día) aumentó de 0.650 en 1988 a 0.865 en el año 2000, aunque este dato varía entre regiones. En el mismo periodo, la población pasó de 91.1 a 97.4 millones. Se estima que la generación nacional de residuos sólidos municipales es de 84,196 ton/día. De lo anterior podemos ver la importancia de realizar el reciclaje de una manera más intensiva en todo el país y más en el D.F.

ECOMEX, S. A. de C. V. Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 2 UAM-Iztapalapa
Cuadro 1: Generación de residuos sólidos municipales (RSM)1
Zona centro: Aguascalientes, Colima, Guanajuato, Hidalgo, Jalisco, México, Michoacán, Morelos, Puebla, Querétaro, Tlaxcala y Veracruz. Zona norte: Baja California, Baja California Sur, Chihuahua, Coahuila, Durango, Nayarit, Nuevo León, San Luis Potosí, Sinaloa, Sonora, Tamaulipas y Zacatecas. Zona sur: Campeche, Chiapas, Guerrero, Oaxaca, Quintana Roo, Tabasco y Yucatán. Frontera norte (franja de 100 km): Baja California, Coahuila, Chihuahua, Nuevo León, Sonora y Tamaulipas.
Fuente: Sancho y Cervera J., Rosiles G.* En la reutilización de papel de desecho que es nuestro caso, podemos ver
grandes ventajas; por ejemplo, si se recicla una tonelada de papel de desecho se logran salvar 17 árboles, por tanto si se logran reciclar las 22 millones de toneladas de papel que se tiran en rellenos sanitarios, podríamos salvar 374 millones de árboles, y lograr un ahorro de energía del 33% para fabricarlo y 28 mil millones de litros de agua1.
Empresas en todo el mundo están implantando sistemas de reciclaje y se espera un incremento, en vista de que existe gran demanda del papel reciclado en países como México, China, Taiwán y Corea. 1.3 INTRODUCCION El reciclaje constituye una buena alternativa al tratamiento que reciben actualmente los residuos sólidos en nuestro país, ya que de las 83,600 toneladas de basura que se generan a diario en nuestro país, solo el 35 % termina en un relleno sanitario en donde son incineradas o enterrados, produciendo emisiones gaseosas o contaminación de los suelos. Aunado a esto, la basura esta constituida, por materiales que pueden ser reutilizados si son tratados adecuadamente: el 53 %, son residuos orgánicos; el 14 %, corresponde a papel y cartón; el 6 % de vidrio; 4 % son de plástico; 3% son metales; 2 %, son textiles y 18 %, son otros desechos sin clasificar (Grafico 1)2. Al reciclar estos materiales se ahorran, no sólo materias primas vírgenes, sino también recursos
1 DIARIO OFICIAL Miércoles 13 de febrero de 2002 2 http://www.jornada.unam.mx/2001/may01/010514/010n1pol.html *Situación actual del manejo integrado de los residuos sólidos en México. SEDESOL.
GENERACIÓN ANUAL ZONA POBLACIÓN (INEGI, preliminar 2000)
GENERACIÓN(Kg/hab/dia)
GENERACIÓN DIARIA (t) (t) (%)
Centro 50,719,492 0.790 40,068 14,624,820 47.6 D. F. 8,591,309 1.370 11,770 4,296,050 14.0 Norte 18,813,953 0.910 17,120 6,248,800 20.3 Sur 12,461,229 0.690 8,598 3,138,600 10.2 Frontera Norte 6,775,728 0.980 6,640 2,423,600 7.9 Nacional 97,361,711 0.865 84,196 30,731,540 100.0

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 3 UAM-Iztapalapa
energéticos y agua, además de que se contribuye a reducir su acumulación y la contaminación generada al tratarlos por otros medios.
Grafico 1. Composición promedio de los residuos urbanos de México.
Residuos Orgánicos53%
Otros18%
Vidrio6%
Textiles2%
Plastico4%
Hojalata3%
Papel y Carton14%
Fuente: INE 1996. Programa Nacional de Medio Ambiente 1995-2000
Basada en capacidad instalada, la industria del papel en México es la segunda
más grande en América Latina. De acuerdo al informe anual del 2002 de la Cámara Nacional de las Industrias de la Celulosa y del Papel, el tamaño total de esta Industria en México en el 2002, basada en la “demanda aparente“, fue de 6.2 millones de toneladas cortas incluyendo importaciones temporales3. La producción Mexicana se distribuye entre 57 plantas. De acuerdo al tipo de papel que se produce la distribución se presenta en el en el Grafico 2.
Por otra parte, la difusión del cuidado del medio ambiente y el continuo consumo industrial han permitido que la industria del reciclaje tenga un lugar dentro de aquellas con mayor crecimiento, situando a México en el décimo lugar mundial en la utilización de material reciclado para la producción de papel4.
Es por ello que decidimos realizar un estudio de mercado para conocer la factibilidad de instalación de una planta de reciclaje de papel en la Ciudad de México, 3 Reporte anual que se presenta de acuer100100do con las disposiciones de carácter general aplicables a
las emisoras de valores y a otros participantes del mercado al año terminado el 31 de diciembre del 2002 corporación Durango, S. A. de C. V.
4 Tesis “PLAN DE NEGOCIOS DE UNA PLANTA DE RECICLAJE DE PAPEL Y CARTÓN (REPACAR) EN LA CIUDAD DE MÉXICO”. CRUZ, Arteaga David.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 4 UAM-Iztapalapa
cuyo producto inicial será papel liner utilizado para la producción de placas y cajas de cartón corrugado para embalaje.
Grafico 2.
Papel para escritura e impresión
26%
Papel especial6%
Papel Sanitario12%
Papel para empaque56%
Fuente: Corporación Durango, S. A. de C. V.5
Este estudio incluirá la situación actual de la industria del reciclaje en México, los antecedentes de la misma y las expectativas de crecimiento con base en el análisis de la información obtenida.
La elección del cartón corrugado obedece a su gran demanda a escala nacional e internacional (grafico de volumen de venta) y al crecimiento que se vio en la demanda aparente del papel para empaque, este incrementó 9.3% en 1998, 5.5% en 1999 y 7.3% en el 2000 y 2001 2.9, reflejando el crecimiento económico en todo Norte América. Durante el 2002, la demanda aparente Mexicana se incrementó en 0.9% en el PIB.
Nuestro producto se utiliza en la fabricación de cajas de cartón corrugado por un gran numero de empresas dedicadas es este ramo; así que consideramos que es un mercado potencial muy amplio en el que se puede crear una conciencia ecológica, para favorecer el uso de liner reciclado para la su fabricación.
5 Reporte anual que se presenta de acuerdo con las disposiciones de carácter general aplicables a las
emisoras de valores y a otros participantes del mercado al año terminado el 31 de diciembre del 2002 corporación Durango, S. A. de C. V.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 5 UAM-Iztapalapa
¿QUÉ ES EL PAPEL PARA CORRUGAR? Se trata del papel usado en la fabricación de cajas o cartón corrugado. En términos generales se divide en papel liner y onda6. Básicamente estos dos tipo de papel tiene el mismo proceso de fabricación, solo que es necesario diferenciarlos por el gramaje que tiene cada uno de estos. ¿QUÉ ES EL PAPEL LINER? Papel que es usado como material de tapa en la producción de cartón corrugado y cajas de cartón corrugado. Su color es café (marrón) pudiendo variar su tonalidad. La característica principal de este producto es que está hecho de fibra mecánica proveniente del reciclado de papeles ya utilizados. ¿QUÉ ES EL PAPEL ONDA? Tipo de papel usado como componente corrugado u onda para hacer la placa de cartón corrugado o embalaje corrugado y similar. Se hace generalmente de pulpa mecánica, química o semiquímica y papel reciclado. 1.4 DESCRIPCION DEL PRODUCTO Nuestro producto consiste en bobinas de papel liner y onda, el cual es requerido para la fabricación de placas o cajas de cartón corrugado, dichas bobinas son elaboradas a partir de papel reciclado considerado como de desecho.
1.4.2 A QUIEN VA DIRIGIDO Este producto va dirigido a las industrias que produce placas y cajas de cartón corrugado, y que produzcan leche y que tengan la necesidad de empacarla en cajas de cartón corrugado, para protegerla durante el manejo o distribución dentro y fuera de la empresa, garantizando su integridad.
6 http://www.papermarket.cl/papermarket/site/fset/fset_20030528182418.html

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 6 UAM-Iztapalapa
1.4.3 EMPLEOS Y USOS
Papel para producir placas y cajas corrugadas, utilizadas como protección para un sin fin de productos.
1.4.4 MOTIVO DE COMPRA
Es un producto 100% reciclable y de bajo impacto ambiental por su proceso de producción.
Es un liner alta resistencia y de bajo costo. Se cubrirá la necesidad particular de cada una de nuestros clientes.
1.5 ANTECEDENTES La acumulación excesiva de desechos sólidos orgánicos en las grandes ciudades es un factor que favorece la contaminación. Esto ha motivado la búsqueda de propuestas que permitan disminuirla, una de estas es el reciclaje y/o reutilización de materiales de desecho como el cartón y el papel, entre otros, aminorando la acumulación de desechos en las ciudades, que de otra manera se convertirían en desperdicios urbanos, lo que obligaría a la construcción nuevos depósitos de basura.
La importancia del reciclaje de papel ha tomado gran relevancia, y los fabricantes cuentan con organizaciones especializadas en la recolección papel y cartón usados, tales como los empleados en oficinas, imprentas, además de cajas usadas, diarios viejos, revistas, envases usados de cartulina y guías telefónicas, que son posteriormente utilizados para hacer nuevos papeles.
Esto origino que en el año de 1936 en la ciudad de México se fundara una pequeña fábrica para producir cartón de agua (cartón reciclado). En 1938 se realiza la compra en de un terreno en la zona Industrial Vallejo lugar donde se edifica la fabrica CARTONAJES ESTRELLA S.A. DE C.V., la cual se constituye el 22 de abril de 1947, y en el año de 1953 se compra la primer maquina de producción automática que utilizaba materiales reciclados, incrementándose su volumen de producción de 10 a 100 toneladas/día de cartoncillo. Posteriormente, en 1967, se compra la segunda maquina de papel incrementándose la capacidad de fabricación de a 250 toneladas/día. En 1971 la empresa lanza por primera vez en México, una nueva línea de productos de microcorrugado cubriendo las necesidades de las industrias de electrodomésticos, juguetes y galletas. En 1978 se integra a la división de plegadizo en el sistema de impresión de rotograbado atendiendo la demanda de plegadizo en el Mercado. Para el año de 1981, la demanda de cartón corrugado se incrementa favoreciendo la adquisición de la fábrica Santa Clara la cual produce 60 ton/día. En 1990 se inicia el proyecto más ambicioso, la construcción de un complejo industrial en Tizayuca Hidalgo,

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 7 UAM-Iztapalapa
en 1993 se da comienzo a la primera etapa de las operaciones de la planta7. Por otra parte en el año de 1971 nace en México la fábrica de LITO
CORRUGADOS empresa innovadora, la cual es considerada la primera en ofrecer el microcorrugado o flauta E, empaque muy versátil. LITOCORRUGADOS es de las pocas empresas en México, en el ramo de micro corrugado, que se encuentra totalmente integrada; esto significa que todo el proceso de la caja se realiza bajo un mismo techo desde la impresión, el corrugado, el empalmado, el cuajado, los acabados y la distribución; por lo anterior esta empresa es la único responsable de la producción de sus pedidos8.
En 1991 nace ESTUCHERIAS GOBELETERAS S. L. (Estucherias en cartoncillo y microcanal). Esta es una sociedad dedicada a la fabricación de estucheria, embalajes con una alta calidad de impresión y plastificado, en sus diferentes tipos fundada en 1991 es una empresa independiente no asociada a ningún grupo sectorial español ni extranjero9.
En el ámbito internacional, el 17 de febrero de 1939 surge la primera empresa fabricante de envases de cartón corrugado y plegadizo de la Republica Dominicana: La Industria Cartonera Dominicana. Al final de la década de los sesenta la empresa realizó un exhaustivo proceso de renovación de tecnología y de sus instalaciones físicas que los llevo a una exitosa satisfacción de la demanda que se origino en los siguientes años; a partir de 1990 realizaron un trascendental programa de reformas que la convirtió en la empresa líder en su ramo. El programa comprendió la innovación de sistemas de aseguramiento de calidad, la modernización de tecnología de producción y servicio, su concentración exclusiva de operaciones en envases y cartones corrugados y la conquista de nuevos mercados10.
En el año de 1965, en Ecuador, el grupo exportador bananero UBESA decide crear una planta de cartón corrugado para obtener un empaqué de primera calidad para su producto, constituyéndose el nacimiento de cartones PROCARSA. En 1981 es el momento de PROCARSA para ampliar su visión, decidiendo versificar sus productos, iniciándose en la fabricación de empaque para productos de consumo masivo del mercado ecuatoriano, así como de empaques para otros productos de exportación. Por su calidad en poco tiempo esta empresa es líder en el mercado del cartón corrugado, por lo que tiene que ampliar su planta industrial con dos maquinas corrugadoras las cuales son instaladas en 1992, alcanzando al año siguiente un nivel de producción de 69 millones de unidades11. En el año de 1981 se forma la primera organización de CORRUGADORES DEL CARIBE Y CENTRO DE AMERICA. El 20 de agosto de 1981 se
7 http://www.cartonajesestrella.com.mx 8 http://www.litocorrugados.com.mx/index.html 9 http://www.esglobel.com.mx 10 http://www.grupotensa.com.mx 11 http://www.procarsa.com.ec/historia.htm

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 8 UAM-Iztapalapa
formalizó en la ciudad de San José de Costa Rica la creación de ACCCA. No paso mucho tiempo para que se integraran el grupo de industriales de América del sur. En el año de 1995 se le otorga el titulo de persona jurídica a la asociación bajo la ley de asociaciones de la Republica de Costa Rica lo que ha permitido obtener una independencia legal y ser la única organización que representa a América latina a nivel mundial12.
12 http://www.accsa.org/historiaht

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 9 UAM-Iztapalapa
CAPITULO II
ANÁLISIS DEL PRODUCTO 2.1 DEFINICIÓN Nuestro producto consiste en papel liner y onda que están formados por fibras naturales de papel reciclado o recuperado, que proporciona una alta resistencia para la producción de cajas y placas de cartón corrugado de alta calidad, para la protección de una gran cantidad y diversidad de productos. 2.2 CARACTERÍSTICAS Y DISEÑO Para el diseño de papel liner es necesario tomar en cuenta la densidad y el espesor del papel. En la tabla que a continuación se presenta se muestran las densidades y espesores en papeles más comunes.
Densidad (g/m2) Espesor (µm) 20 56 60 80 90 106 140 180 225 240
30 52
102.5 109 115 135 185 225 265 290
g/m2 : Gramos m2 : metro cuadrado µm : micrón, o milésima parte de un milímetro.
El Sello de Calidad constituye la garantía de que el producto cumple con las
especificaciones que en él se indican. Además cumple con la importante función de identificarnos frente al cliente, haciéndonos responsables por la calidad del producto. Contiene: Nombre del fabricante, Planta, Tipo de papel liner, Código de composición de papel.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 10 UAM-Iztapalapa
2.2.1 CARACTERÍSTICAS FÍSICAS
Hoja de papel liner. Sólido. Ligero.
2.2.2 CARACTERÍSTICAS QUÍMICAS Está constituido básicamente por celulosa recuperada, esta tiene las siguientes características:
Insoluble en agua fría y caliente, además en solventes orgánica neutra (ejemplos: Gasolina, alcohol y benceno, entre otros).
Casi insoluble en soluciones acuosas diluidas de ácidos y álcalis. Resistente a la oxidación (particularmente con agentes de blanqueo)13.
2.2.3 CARACTERÍSTICAS ECOLÓGICAS
Reciclable y biodegradable. 2.2.4 PRUEBAS
Existen diversas pruebas realizadas a condiciones estándares que sirven para medir la resistencia de los papeles utilizados en la fabricación de una caja de cartón, la finalidad de ellas es crear un marco comparativo que permita definir en términos de resistencia los materiales14.
2.2.4.1 CONTROL DE CALIDAD En general las máquinas papeleras están diseñadas para trabajar con un mínimo de error en sus principales variables ( +/- 0.5 de la Unidad en Estudio):
Espesor (e) Elongación (ε) Resistencia (σ)
13 “Ciencia y Tecnología sobre pulpa y papel”, Earl Lobby. Tomo I, Editorial CECSA, 1982. 14 http://www.inlandamericas.com/terminologia.html

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 11 UAM-Iztapalapa
Humedad (H) Densidad (g / m2)
Es más importante controlar la densidad superficial ( gramaje / m2), del papel y
cartulina antes que el espesor, pues esta variable, (espesor), es fácilmente modificable por incorporación de aditivos químicos o procesos físicos (laminado o gofrado). La variable g/m2 es inalterable ya que ante cualquier cambio en el proceso o en la composición, el resultado se refleja de inmediato en el valor de ésta. Los fabricantes de celulosa, papel y derivados utilizan la variable Gramaje / m2 , como Unidad fundamental en sus producto .
2.3 VIDA DE ANAQUEL Debido a que el producto que manejamos no es perecedero, no existe una referencia que considere la vida de anaquel. 2.4 MARCA15
¿QUÉ ES UNA MARCA? Es un signo que sirve para distinguir un servicio o producto de otros de su misma clase o ramo. Puede estar representado por:
Un nombre Un logotipo Un slogan Un empaque (botella, caja, etc.) Una combinación de cualquiera de estos
La ley reconoce cuatro tipos diferentes de marcas:
Las Nominativa Las Innominadas Las Tridimensionales Las Mixtas
15 http://tumarca.com.mx/marcas/quees.htm

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 12 UAM-Iztapalapa
Las Nominativas, son las marcas que identifican un producto o servicio a partir de una palabra o un conjunto de palabras. Estas marcas deben distinguirse fonéticamente de los productos o servicios de su misma especie. Es decir, no deben tener semejanza con marcas que pertenezcan a productos o servicios de su misma especie o clase.
Las marcas Innominadas, son figuras o logotipos que diferencian visualmente a una marca. Es decir, son figuras distintivas que no pueden reconocerse fonéticamente, sólo visualmente.
Las marcas Tridimensionales, corresponden a la forma de los productos o sus empaques, envases o envoltorios, siempre y cuando sean característicos y los distingan de productos de su misma clase. Es decir, las marcas tridimensionales corresponden a cuerpos con 3 dimensiones, como botellas, empaques, cajas, estuches, etc.
Las marcas Mixtas, son el resultado de la combinación de tipos definidos en los párrafos anteriores. Pueden ser combinaciones de palabras con diseños o logotipos, sean o no tridimensionales.
Además de los 4 tipos de marcas mencionadas anteriormente, existen también las siguientes figuras de protección:
Marca Colectiva Nombre Comercial Aviso Comercial
Las Marcas Colectivas, son las que representan los productos o servicios de las
asociaciones o sociedades de productores, fabricantes, comerciantes o prestadores de servicios, con la finalidad de distinguirlos de otros productores o prestadores que se dediquen a la misma actividad.
El Nombre Comercial, es una variante de las marcas que lleva un proceso diferente al del registro. La diferencia con las marcas radica en que el nombre comercial, sólo protege el nombre de un comercio, industria, empresa o prestador de servicios en el área donde se encuentra ubicado.
El Aviso Comercial, es una frase u oración que sirve para promover y diferenciar a un producto, prestador de servicio o empresa, de otros que se dediquen a la misma actividad. Puedes servir como slogan o frase publicitaria.
¿POR QUÉ DEBO REGISTRAR MI MARCA?
Al registrar una marca, la ley protege al propietario o registrante de uso indebido por parte de terceros, ya sean personas físicas, morales u organizaciones. Así mismo, el registro de una marca en México, sienta los antecedentes para protegerla en el extranjero. De esta manera, la utilización de una marca representada por signos, logotipos, figuras, marcas, palabras, frases o la combinación de estos, es de uso exclusivo de su titular o registrante.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 13 UAM-Iztapalapa
En el caso de nuestro producto la marca estará dentro de la clasificación de marca mixta:
Marca: ECOMEX, S.A. de C.
2.5 LOGOTIPO
2.6 CODIGO DE BARRAS 2.6.1 DEFINICIÓN Conocidos hoy por una buena parte de la humanidad los códigos de barras, son una técnica de entrada de datos (tal como la captura manual, el reconocimiento óptico y la cinta magnética), con imágenes formadas por combinaciones de barras y espacios paralelos, de anchos variables. Representan números que a su vez pueden ser leídos y descifrados por lectores ópticos o scanners16.
16 http://www.amece.org.mx/content.php?var=codigo

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 14 UAM-Iztapalapa
Consiste en un arreglo de barras y espacios que contiene información codificada en las barras y espacios del símbolo. Sirve para identificar los productos de forma única pues cuenta con información detallada del artículo o del documento que los contiene administrados en una base de datos.
2.6.2 BENEFICIOS El uso de códigos de barras es muy común en la producción y distribución de artículos, proporcionando información oportuna y veraz justo en el momento en que se requiere, no sólo en la tienda o punto de venta, sino a lo largo de toda la cadena comercial. El despliegue de datos se origina cuando se hacen las compras en el supermercado y se llega a la caja: el empleado registra los productos que desea comprar, obteniendo, por un lado, el precio (que se imprime en el recibo) y, por otro, reportando a la tienda el artículo vendido que requiere ser repuesto; para ello, es marcado en la base de pedidos de reposición al distribuidor y enviada a éste por medios electrónicos. 2.6.3 APLICACIONES
Control de mercancía Control de inventarios Control de tiempo y asistencia Pedidos de reposición Identificación de paquetes Embarques y recibos Control de calidad Control de producción Peritajes Facturación

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 15 UAM-Iztapalapa
2.6.4 CÓDIGO EAN
El Código EAN (European Article Number) es el más generalizado a nivel mundial y también es el que se utiliza en México. Consta de un código de 13 cifras en el que sus tres primeros dígitos identifican al país, los seis siguientes registran a la empresa productora, los tres subsecuentes al artículo en sí y, finalmente, un código verificador, que es el que da seguridad al sistema. Los números de localización EAN son asignados y administrados en México con cobertura nacional por la AMECE (Asociación Mexicana para el Comercio Electronico) y en otros países por organizaciones afiliadas a EAN International (Bélgica). La estructura de este código se presenta en el siguiente cuadro:
2.7 PRESENTACIÓN La presentación que trabajara ECOMEX, será de acuerdo a los requerimientos de cada unos de nuestros clientes. Pero la presentación que se maneja será siempre en bovinas de aproximadamente 2 ton., conforme los requiera el cliente particular.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 16 UAM-Iztapalapa
CAPITULO III
ENTORNOS
3.1 INTRODUCCIÓN El manejo de los residuos sólidos municipales (RSM) en América Latina y el Caribe es complejo y ha evolucionado paralelamente a la urbanización, al crecimiento económico y a la industrialización.
Para abordar el manejo de los residuos sólidos municipales no es suficiente conocer los aspectos técnicos de la recolección, limpieza de calles y disposición final. Se requiere también aplicar los nuevos conceptos relacionados al financiamiento de los servicios, los enfoques de descentralización y mayor participación del sector privado, los factores concomitantes de salud, del ambiente, de pobreza en áreas marginales urbanas y de educación y participación comunitaria. Aunque el problema de los residuos sólidos municipales ha sido identificado desde hace varias décadas, especialmente en las áreas metropolitanas, las soluciones parciales que hasta ahora se han logrado no abarcan a todos los países de la Región ni a la mayoría de las ciudades intermedias y menores, convirtiéndose en un tema político permanente que en la mayoría de casos genera conflictos sociales.
Por otra parte, la generación y manejo de residuos sólidos especiales, como los residuos de hospitales y los industriales peligrosos, están afectando en mayor o menor grado la administración de los residuos sólidos municipales. Esta última se ha visto comprometida con la recepción, tolerada o ilegal, de cantidades apreciables de desechos nocivos para la salud humana y el ambiente, cuyo manejo tiene características más complejas.
La falta de un sistema de información confiable es uno de los aspectos críticos del manejo de residuos sólidos, es por esto que para América Latina y el Caribe el adecuado manejo de sus servicios de recolección, transporte, tratamiento y disposición de los residuos sólidos sigue siendo un objetivo prioritario que debe ser complementado con programas de reducción de residuos generados y de reuso y reciclaje de residuos desechados.
En la mayoría de los países no existe un sector formal de residuos sólidos ni tampoco se identifica con claridad la cabeza del sector. Las instituciones son débiles y a pesar de que el manejo de los residuos sólidos suscita con frecuencia noticias alarmantes y conflictivas de primera plana, ya sea por problemas sociales y laborales o por situaciones que afectan la salud humana y el ambiente, el sector avanza muy poco en sus objetivos de mejorar los servicios de aseo urbano, en reducir la generación de residuos o en el reciclaje del material recuperado. Son escasos los países en los que los planes nacionales de desarrollo hayan tomado en cuenta a los residuos sólidos. Si bien es cierto que ante emergencias producidas por residuos peligrosos se hicieron esfuerzos

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 17 UAM-Iztapalapa
apreciables para alertar y categorizar estos graves problemas, estas inquietudes fueron pasajeras y los resultados intrascendentes. En cuanto a la planificación nacional de los residuos sólidos municipales, la situación no es mejor, puesto que en varios países las instituciones operativas y normativas trabajan cada una por su cuenta, sin políticas ni planes nacionales a mediano o largo plazos. Mientras Colombia históricamente ha avanzado en la planificación del sector y México la está iniciando, Uruguay y Guatemala aún están rezagados. La situación en los otros países de la Región también es débil, con excepción de Chile, Brasil, Paraguay, Bolivia y algunos países del Caribe. 3.2 ECONÓMICO Conforme al esquema de objetivos de inflación, en 2002 la Junta de Gobierno de Banco de México precisó que la política monetaria se conducirá con el fin de alcanzar en diciembre de 2003 una inflación anual del Índice Nacional de Precios al Consumidor (INPC) de 3% y de mantenerla permanentemente alrededor de ese nivel.
Así, la Junta de Gobierno ha decidido establecer alrededor del objetivo de inflación para diciembre de 2003 y para el largo plazo un intervalo de variabilidad de más/menos un punto porcentual. Este intervalo fue determinado con base en la experiencia histórica, ya que en los periodos de estabilidad la volatilidad de la inflación del INPC ha sido de ese orden de magnitud. En dicho Programa se anticipaba que en 2003, y a diferencia de lo ocurrido en otros años, la inflación del índice subyacente de las mercancías no contribuiría significativamente al descenso de la inflación del INPC. Ello en virtud de la reducida variación en los precios de las referidas mercancías en 2002. De esta manera, se estableció que el reto de la política monetaria a lo largo de 2003 estaría centrado en la evolución de la inflación subyacente de los servicios. 3.2.1 EN EL 2003 Para lograr una conducción exitosa de la política monetaria bajo el régimen de objetivos de inflación, es necesario que el análisis de la evolución de la economía se enfoque principalmente a las repercusiones de la misma sobre la trayectoria de la inflación. A continuación se examina, en primer lugar, la evolución del entorno internacional. Ello es relevante ya que, a través de sus efectos sobre las cuentas externas del país, incide en la determinación del tipo de cambio, la producción, la demanda agregada y los precios. Posteriormente, se describe la evolución de la demanda y de la oferta agregada. El análisis de dichas variables permite identificar, entre otros, la existencia de presiones inflacionarias que se deriven de posibles excesos de demanda agregada.
Durante el primer trimestre de 2003 el entorno externo influyó de manera desfavorable sobre la actividad económica nacional, aunque ello posiblemente

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 18 UAM-Iztapalapa
contribuyó a reducir las presiones inflacionarias en México, a través de un menor crecimiento de la demanda agregada y de la menor inflación de nuestros principales socios comerciales. Durante el trimestre referido, el retraso en la recuperación de la actividad productiva mundial fue atribuible, en cierta medida, a la incertidumbre asociada con el conflicto bélico en Irak. Ello se reflejó en una expansión del PIB en los Estados Unidos a tasa trimestral anualizada de 1.4%. La falta de claridad en cuanto a la duración del conflicto, sus costos y sus consecuencias, causó volatilidad en los precios internacionales del petróleo y provocó pérdida de confianza de los consumidores e inversionistas de todo el mundo. Lo anterior se reflejó en los mercados financieros y dio lugar a caídas en los índices bursátiles de los países desarrollados. La economía de los Estados Unidos mostró un panorama más favorable durante el segundo trimestre, luego del debilitamiento de la recuperación experimentado desde el otoño pasado. El PIB se expandió a una tasa mayor a la anticipada (trimestral anualizada de 3.3%), y los mercados financieros internacionales mostraron una reacción relativamente favorable al generalizarse las expectativas de una recuperación más vigorosa en la segunda parte del año.
En particular, se espera que continúe el fortalecimiento de la demanda interna en la segunda mitad del año, al entrar en vigor a partir de julio la reducción de impuestos proveniente del paquete de estímulos fiscales. La recuperación descrita no se ha afianzado plenamente. Por una parte, no se ha alcanzado una tasa de crecimiento lo suficientemente elevada como para disminuir en forma generalizada la capacidad ociosa y para contrarrestar la fuerte caída en el empleo. Esto último refleja en buena medida la reducción en la nómina del sector industrial, que manifiesta un claro retraso respecto al de los servicios.
Por otro lado, el mejor desempeño de la inversión fija no residencial en el segundo trimestre es un signo alentador, no obstante que persiste la incertidumbre respecto a las perspectivas para el gasto de capital de las empresas. La reactivación de la formación de capital es fundamental para asegurar que la recuperación sea vigorosa y duradera. Cabe notar que, al ser la expansión de la economía de los Estados Unidos el principal factor de impulso a la recuperación global, ello se ha traducido en un deterioro adicional de su ya elevado déficit en cuenta corriente.
Al mismo tiempo, se ha registrado un repunte en la actividad económica en Japón, pero la recuperación en los países que conforman la Unión Monetaria Europea se ha vuelto a demorar. Por otra parte, Canadá y el Reino Unido registraron una desaceleración en su ritmo de crecimiento en el primer semestre de 2003.
Finalmente, la situación económica en las principales economías de América Latina se ha estabilizado y las condiciones de acceso a los mercados internacionales de capital han mejorado para la mayoría de los países de la región con respecto a las prevalecientes el año pasado. Como quiera, para este año continúa esperándose un modesto crecimiento regional.
En México, la evolución de la oferta y la demanda agregada durante el primer semestre de 2003 fue débil, destacándose en ello un moderado crecimiento anual del

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 19 UAM-Iztapalapa
PIB. No obstante, las cifras trimestrales desestacionalizadas presentan para el segundo trimestre una recuperación de la demanda interna (consumo e inversión), mientras que prevaleció la atonía de la demanda externa.
Así, con datos desestacionalizados, el crecimiento trimestral del consumo total pasó de 0.6% en el primer trimestre a 1.2% en el segundo trimestre. Esta mejoría fue resultado de mayores crecimientos tanto del consumo privado, como del consumo público. Por su parte, el gasto en formación de capital también se acrecentó 2.8% a tasa trimestral en el segundo trimestre. Esta evolución se originó fundamentalmente en una mayor inversión pública, toda vez que la del sector privado se mantuvo prácticamente sin cambio en ese periodo.
En cuanto al comportamiento reciente de la demanda externa, éste se ha caracterizado por una marcada debilidad. Por el lado de la oferta, las variaciones trimestrales del PIB y de las importaciones de bienes y servicios pasaron de -0.4 y -3.9 por ciento en el primer trimestre, a 1.2 y 0.5 por ciento en el segundo. Durante el primer semestre de 2003 la oferta y la demanda agregadas registraron un crecimiento anual de 0.2%.
Por el lado de la oferta agregada su crecimiento en ese periodo provino de un incremento anual del PIB de 1.2%, que contrarrestó la caída anual de las importaciones de bienes y servicios de 2.4 por ciento. En cuanto a la demanda agregada, sólo el consumo total aumentó en ese lapso (2.2 por ciento), ya que la inversión total se redujo 1.6 por ciento, en tanto que las exportaciones de bienes y servicios mostraron un crecimiento nulo.
El crecimiento anual del consumo total se derivó de aumentos de 2.2 por ciento del consumo privado y de 2 por ciento del consumo público. A su vez, la evolución de la formación de capital estuvo determinada por una caída en la inversión privada (-4.6 por ciento), que anuló el importante incremento que experimentó la inversión pública (de 19.5 por ciento).
La evolución del sector externo de la economía mexicana durante el primer semestre de 2003 se caracterizó por los siguientes aspectos:
a) Una reducción anual de las exportaciones no petroleras y un virtual
estancamiento de las importaciones de mercancías. b) Déficit reducidos de la balanza comercial y de la cuenta corriente. c) Un movimiento positivo del ingreso por remesas familiares del exterior. d) Un superávit moderado en la cuenta de capital, mismo que estuvo
conformado en buena medida con recursos financieros de largo plazo destinados al sector privado.
e) Una acumulación neta de reservas internacionales. Durante el segundo trimestre de 2003 se observó una mejoría en las condiciones
de acceso de México al financiamiento externo. Las tasas de interés sobre la deuda externa mexicana alcanzaron niveles cercanos a sus mínimos históricos. Por otra parte,

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 20 UAM-Iztapalapa
en el primer semestre de 2003 la reducción del saldo negativo de la cuenta corriente de la balanza de pagos reflejó el ajuste ordenado de la economía ante la debilidad de la demanda interna y externa. Así, en el periodo referido dicha cuenta registró un déficit reducido, lo que se tradujo en una demanda moderada de recursos financieros externos. Esto último también obedeció a una recomposición de pasivos por parte de los emisores privados, quienes han acudido más al mercado interno con el objeto de reducir su endeudamiento con el exterior. En este contexto, el tipo de cambio finalizó la tendencia hacia la depreciación que había mostrado durante el trimestre previo. Al cierre del primer semestre la paridad se mantuvo en niveles similares a los registrados a finales de 2002.
Durante el primer semestre de 2003 el mercado laboral en México continuó mostrando signos de debilidad, como reflejo de la atonía de la actividad productiva. Por un lado, el empleo formal se contrajo, mientras que los principales indicadores de desempleo incrementaron ligeramente sus niveles. Por otro lado, continuó presentándose una migración del empleo del sector formal al informal. Este movimiento hacia actividades informales seguramente incide en una disminución en la productividad media en la economía.
En el periodo enero-junio las remuneraciones nominales por trabajador en los diferentes sectores tuvieron una variación anual promedio en un intervalo de 4.1 a 8.5 por ciento, lo cual implicó incrementos reales de -0.9 a 3.3 por ciento. Para el mismo periodo, en los casos de la industria manufacturera y maquiladora el incremento de su productividad resultó más que suficiente para compensar el alza que experimentaron los salarios reales. Esto no ocurrió en el sector de comercio al menudeo y, por tanto, los costos unitarios en este último crecieron.
Los distintos indicadores de empleo formal perdieron fortaleza en el primer semestre del año. Al término de junio, el número de trabajadores asegurados en el IMSS (permanentes y eventuales urbanos) se ubicó en 12,205,240 personas, es decir, 20,342 por debajo del nivel de diciembre de 2002. Esta reducción se compara desfavorablemente con la creación de poco más de 69 mil empleos lograda durante el mismo semestre de 2002. En cuanto a la composición del empleo formal, destaca que durante el primer semestre del año el número de asegurados permanentes disminuyó en aproximadamente 99 mil, mientras que el de asegurados eventuales urbanos aumentó en 79 mil.
Por otra parte, el crecimiento de los salarios contractuales siguió mostrando resistencia a la baja, situándose su promedio en el semestre ligeramente por encima de 5 por ciento. Estas tasas son todavía elevadas dada la holgura prevaleciente en el mercado laboral. Lo anterior ha limitado la recuperación de la ocupación.
Para generar empleos a una tasa congruente con la expansión de la fuerza laboral y comenzar a recuperar los puestos de trabajo que se han perdido desde 2001, es conveniente que los aumentos salariales reflejen la situación del mercado laboral.
La Junta de Gobierno del Banco de México considera que, en lo que resta del año, la inflación anual general continuará su tendencia hacia el objetivo de 3%,

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 21 UAM-Iztapalapa
mientras que la inflación subyacente permanecerá dentro del intervalo de variabilidad establecido para la inflación del INPC. Sin embargo, este escenario no está exento de riesgos, tanto de índole externa como interna.
La trayectoria de los precios resultó en su conjunto favorable. En junio de 2003 se registró una inflación anual del INPC de 4.27 por ciento, lo que significó una reducción de 1.43 puntos porcentuales con respecto a la cifra correspondiente a diciembre anterior. Dicha tasa es la más baja para junio desde que se inició el cálculo del índice. Por otra parte, en el mismo lapso la inflación anual subyacente disminuyó marginalmente en 0.17 puntos porcentuales, al pasar de 3.77 por ciento en diciembre a 3.60 por ciento en junio. La disminución de la inflación general es atribuible a la caída significativa que tuvieron tanto la variación anual de los precios de los productos agropecuarios, como la de los bienes con precios administrados y concertados.
La inflación anual de los productos agropecuarios exhibió una alta volatilidad durante el primer semestre de 2003: aumentó durante el primer trimestre, pero su tasa se redujo en junio en más de la mitad con respecto a la alcanzada en marzo. La inflación anual del subíndice de los bienes con precios administrados y concertados tuvo una marcada reducción debido al decremento en los precios de la electricidad. Cabe mencionar que la caída que experimentó el precio de la electricidad en abril y mayo fue consecuencia del efecto estacional derivado de la entrada en vigor de las tarifas de verano. Así pues, se trata de un aspecto temporal que se revertirá en los meses de octubre y, principalmente, noviembre. Al cierre de junio de 2003, la inflación anual subyacente de las mercancías registró un incremento de 0.21 puntos porcentuales con respecto al término de 2002. Por su parte, la variación anual del subíndice subyacente de servicios pasó de 6.23 por ciento a 5.25 por ciento en el mismo lapso. 3.2.2 LA INFLACIÓN Es un desequilibrio económico caracterizado por la subida general de los precios y provocado por la excesiva emisión de billetes de banco, un déficit presupuestario o por falta de adecuación entre la oferta y la demanda. La inflación es la presencia en la circulación de una gran cantidad de papel moneda que rebasa las necesidades de la circulación de mercancías o que sobrepasa a la cantidad de oro que lo respalda. La inflación se puede dar porque el Estado financia su gasto público a través de la creación (emisión de dinero), que al no tener respaldo pierde valor y por lo tanto disminuye su poder adquisitivo de la gente, se tiene que pagar más dinero por las mismas cosas. Se rompe el equilibrio para que la producción circule normalmente, hay un exceso de circulante en relación con la producción. Es diferente del auge porque la inflación es que mucho dinero está en circulación y el auge es una gran producción con tendencias de

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 22 UAM-Iztapalapa
empleo. El auge significa expansión, dinamismo, y desarrollo de toda actividad económica y la inflación solo es expansión monetaria.17 CAUSAS:
Internas: Emisión excesiva de papel moneda. Oferta insuficiente de productos agropecuarios en relación con la demanda. Excesivo afán de lucro de los capitalistas. Especulación y acaparamiento de mercancías. Altas tasas de interés bancario que encarecen el crédito. Devaluación.
Externas: Importación excesiva de mercancías a precios altos. Afluencia excesiva de capitales externos. Exportación excesiva de ciertos productos que incrementan las divisas. Especulación y acaparamiento a nivel mundial. Excesiva deuda externa. En el primer trimestre de 2003 la Junta de Gobierno del Banco de México reiteró
la restricción monetaria en tres ocasiones, con lo cual el “corto” pasó de 475 a 700 millones de pesos. Los tres aumentos del “corto” registrados en el periodo se sumaron a las dos acciones en el mismo sentido que se tomaron en el segundo semestre de 2002.
Dichos cambios de política monetaria estuvieron fundamentalmente enfocados a inducir una inflexión a la baja de las expectativas inflacionarias del público, así como a generar condiciones monetarias conducentes a que la inflación convergiera de manera sostenible hacia la meta. Las referidas acciones de restricción monetaria se adoptaron porque la economía enfrentó diversas perturbaciones de oferta, que hubieran podido poner en riesgo el proceso de estabilización de precios. Estas perturbaciones de oferta se reflejaron principalmente en un alza del componente no subyacente de la inflación general, particularmente sobre los precios de los productos agropecuarios y de los bienes y servicios administrados. A ello había que agregar las presiones sobre la inflación relacionadas con la depreciación del tipo de cambio ocurrida al final de 2002 y en el primer trimestre de 2003.18
Los mercados financieros nacionales reaccionaron de manera congruente con lo descrito. Así, las tasas de interés internas aumentaron en los días subsecuentes a las acciones de política monetaria adoptadas el 10 de enero, 7 de febrero y 28 de marzo. Cabe señalar que al cierre del primer trimestre las tasas de fondeo bancario y 17 http://dgcnesyp.inegi.gob.mx/cgi-win/bdi.exe 18http://www.banxico.org.mx/bPoliticaMonetaria/PoliticaMonetaria/InformeSobrePolMonetaria/

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 23 UAM-Iztapalapa
gubernamental habían aumentado 67 y 53 puntos base, respectivamente con relación al último día de 2002.
Así mismo las tasas de interés de los cetes a 28 y a 91 días en subasta primaria tuvieron alzas respectivas de 145 y 129 puntos base de la última semana de 2002 a la última de marzo de 2003.
Estros incrementos contrastaron con el bajo nivel y estabilidad de las tasas de interés en los Estados Unidos, así como con la reducción que registro el rendimiento total de los bonos soberanos de México colocados en el exterior. Además, el incremento del rendimiento real de los instrumentos financieros en México ocurrió cuando las tasas reales de los activos de corto plazo en los Estados Unidos eran negativas. 3.2.3 ÍNDICE NACIONAL DE PRECIOS AL CONSUMIDOR
ÍNDICE NACIONAL DE PRECIOS AL CONSUMIDOR CANASTA BÁSICA INFLACIÓN ANUAL (Periodo: 01/1982 - 09/2003 periodicidad: Mensual cifra: Porcentajes unidad: Sin Unidad)
FECHA INFLACION ANUAL 09/1993 8.04 09/1994 7.41 09/1995 49.77 09/1996 34.57 09/1997 19.93 09/1998 15.74 09/1999 16.88 09/2000 8.97 09/2001 5.77 09/2002 4.88 09/2003 4.02
Fuente: BANCO DE MÉXICO
3.2.4 TRATADOS DE LIBRE COMERCIO QUE MÉXICO HA SUSCRITO∗
Para México, un elemento importante dentro de su economía ha sido el incremento de acuerdos comerciales que a su vez han sido entre otras cosas, fuentes de materias primas e insumos industriales y equipo, y han fomentado el flujo de inversiones,
∗ Para este apartado se consulto la pagina: http://www.tratadosdemexico.com

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 24 UAM-Iztapalapa
servicios, tecnología y personas, obteniendo crecimiento y bienestar nacional. Actualmente, los diez tratados de libre comercio, otorgan un régimen de protección para los derechos de propiedad industrial ante este proceso de globalización.
Un Tratado de Libre Comercio (TLC) crea vínculos directos entre el comercio. El TLC es un conjunto de reglas para fomentar el intercambio comercial y los flujos de inversión entre los países mediante la eliminación paulatina de los aranceles o impuestos que pagan los productos para entrar a otro país. Además, el fin de un TLC es generar oportunidades de negocios que pudiera realizar México.
TRATADO DE LIBRE COMERCIO DE AMÉRICA DEL NORTE (TLCAN), 1994
Los objetivos para este tratado son integrar una región en donde el comercio de bienes, servicios y las corrientes de inversión sea más intenso, expedito y ordenado para beneficio de los consumidores e inversionistas de la región; eliminar barreras; el comercio de bienes y servicios y auspiciar condiciones para una competencia justa; incrementar las oportunidades de inversión; proteger la propiedad intelectual; establecer procedimientos efectivos para la aplicación del Tratado; la solución de controversias y por último, fomentar la cooperación trilateral, regional y multilateral. El TLCAN elimina todos los aranceles sobre bienes que se originan en Canadá, México y Estados Unidos, dentro de un período de transición. Las reglas de origen son necesarias para definir cuáles son los bienes con derecho a un tratamiento arancelario preferencial.
TRATADO DE LIBRE COMERCIO CON LA UNIÓN EUROPEA
La UE es el mayor mercado del mundo y una de las principales potencias a nivel mundial en materia de comercio e inversión. Realizar un TLC con la UE ofrece la eliminación de aranceles al 82% del comercio a la entrada en vigor del acuerdo, y al 18% restante al 2003.
TRATADO DE LIBRE COMERCIO CON LA ASOCIACIÓN EUROPEA DE LIBRE COMERCIO (TLC-AELC)
Los países del AELC negociaron una desgravación gradual de los aranceles aplicables a sus exportaciones industriales a México, a partir de la entrada en vigor del Tratado y hasta el año 2007.
TRATADO DE LIBRE COMERCIO ENTRE LOS ESTADOS UNIDOS MEXICANOS Y EL ESTADO DE ISRAEL, 2000
Este tratado tiene como fin el fortalecer las relaciones de comercio e inversión entre ambos países. Los principales elementos del tratado, comprenden el acceso a los mercados para productos agrícolas y bienes industriales, reglas de origen,

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 25 UAM-Iztapalapa
procedimientos aduaneros, compras de gobierno, competencia, solución de controversias y asuntos institucionales.
Así mismo, se tienen suscritos tratados con Guatemala, el Salvador y Honduras (Triángulo del Norte); Colombia y Venezuela (Grupo de los Tres); Costa Rica; Bolivia; Nicaragua y Chile. Adicionalmente, México firmará con Japón un TLC.
La amplia red de tratados descrita nos convierte en el país con más TLC’s negociados en el mundo, lo cual es un factor importante pues representa los siguientes beneficios:
a) Diversifican las relaciones comerciales de México logrando: Abrir nuevos mercados para los productos mexicanos en condiciones
preferenciales. Reducir la vulnerabilidad de nuestra economía a choques externos. Mejorar la oferta de insumos y tecnología para la industria mexicana en
beneficio sobre todo de PYMES. b) Genera mayores flujos de Inversión Extranjera Directa (IED) y fomenta las
alianzas estratégicas. La IED es el principal instrumento de transferencia de tecnología.
c) Son una herramienta clave para promover el crecimiento económico y generar más y mejores empleos.
3.2.5 INDUSTRIA DE PAPEL Y EMBALAJE 3.2.5.1 VALOR DE LA PRODUCCIÓN DE ENVASES EN MÉXICO Ψ
Durante el año 2002, en México, se presentaron factores tanto internos como externos que complicaron el desempeño de la economía nacional en su conjunto, impactando de manera importante en los sectores industriales del país.
A pesar de este panorama, en la industria de envase y embalaje en México se han presentado resultados favorables dentro de algunos rubros, por ejemplo: el valor de las ventas registró un incremento de 3% durante los meses de enero a septiembre del 2002, sin embargo, en el rubro del empleo se registró un decremento de 0.87%.
El valor de la producción de la industria de envase y embalaje en México, es decir, el valor total de los productos elaborados por las empresas con sus propias materias primas durante el periodo de referencia, -independientemente de que estos productos se hayan vendido o no-, presentó durante los primeros nueve meses del año 2002 un incremento de 3.2% con respecto al mismo periodo del año inmediato anterior.
Ψ Para este apartado se consulto la pagina: http://www.amee.org.mx/

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 26 UAM-Iztapalapa
Valor de la producción de Envases en México* (millones de pesos)
1997 1998 1999 2000 2001 2002
Papel y Cartón 9,453.88 11,397.01 13,828.74 15,887.83 16,106.60 16,423.60
Plástico 7,344.69 8,405.52 9,478.53 11,048.67 11,409.80 11,567.74
Vidrio 5,183.86 6,084.74 6,512.43 7,107.88 7,012.47 7,885.74
Metal 5,652.03 6,904.05 7,580.73 7,386.41 7,351.34 7,405.38
Madera 200.66 317.17 359.57 375.24 372.63 304.03
TOTAL 27,835.12 33,108.49 37,760.00 41,806.03 42,252.84 43,586.49
* Enero- Septiembre de cada año. Fuente: AMEE con datos de INEGI
Según datos del INEGI, el valor de la producción del sector registrado durante el periodo enero-septiembre fue de 43,586.49 millones de pesos (MDP), con dicha cifra se tiene que el valor de la producción del sector durante el período 1998-2002 creció a una tasa promedio anual de 9.6%. Destacando que fue el año 2001 cuando se registró el crecimiento menor con una tasa de 1.1% y el año de 1998 el de mayor incremento con una tasa de 18.9%. Sin duda, el bajo crecimiento que se ha presentado en los últimos dos años es consecuencia de la situación económica mundial que se vive actualmente.
$27,835.12
$33,108.49$37,760.00
$41,806.03$42,252.84
$43,586.49
$0.00$10,000.00$20,000.00$30,000.00$40,000.00$50,000.00
1997 1999 2001
Valor de la Producción de EnvasesEne-Sep de cada año. (En millones de Pesos)
En general el precio de los productos de papel y empaque fluctúan de acuerdo
con los precios internacionales. Los precios para cajas corrugadas en México han estado históricamente alrededor de un 15% por debajo de los precios del mismo producto en los E.U.A. y los precios para el papel para caja corrugada en México han estado de 10% a 15% más bajos que en los E.U.A. En el pasado esta diferencia en

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 27 UAM-Iztapalapa
precios combinado con las tarifas de protección, ha desanimado las importaciones de los Estados Unidos. Con la eliminación total de las tarifas y precios generalmente más bajos para los productos de empaque en los E.U.A. en los últimos tres años, la competencia en México de las importaciones ha incrementado. Nuestros precios para los productos de empaque han bajado en los últimos tres años en respuesta a la competencia de las importaciones. 3.2.5.2 PIB TRIMESTRAL
División de la Industria Manufacturera.
Variación Promedio Anual Porcentual19 (2° TRIMESTRE DE CADA AÑO)
PERIODO
Papel, Productos de Papel, Imprenta y Editoriales
1993/02 1.2 1994/02 3 1995/02 -6.6 1996/02 -1.6 1997/02 9.6 1998/02 8.1 1999/02 6.1 2000/02 6.1 2001/02 -4.7 2002/02 -2.6 2003/02 0.7 FUENTE: INEGI. Sistema de Cuentas Nacionales de México.
3.2.5.3 MATERIA PRIMA
La materia prima usada en nuestro proceso es fibra reciclada, obtenida a través de procesar cartón corrugado (CC) y papel Kraft (PK). Este negocio es afectado por tendencias en los precios nacionales e internacionales de CC. En México el diferencial del precio entre el CC nacional e importado varia notoriamente, debido a la demanda y fluctuaciones monetarias. El tipo de cambio de Pesos a Dólares también afectan los costos de importación de CC a México. El precio del CC en México tiende a seguir las fluctuaciones en el precio de los E.U.A., pero es generalmente más bajo debido a que este es de una calidad más baja.
19 Para este apartado se consulto la pagina: http://www.banxico.org.mx/cgi_inveco/sibamexbd.exe

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 28 UAM-Iztapalapa
3.3 LEGAL
Los aspectos fundamentales que deben de tomarse en cuenta son: instalación, constitución y operación estos tres factores son inseparables para la creación y funcionamiento de cualquier tipo de empresa.
3.3.1 SHCP∆ (SECRETARIA DE HACIENDA Y CRÉDITO PÚBLICO) Esta dependencia brinda el registro general de contribuyentes y la autorización de los libros contables. Adicionalmente te ofrece la gestoria para el aumento o disminución de las obligaciones fiscales, apertura o cierre de establecimientos; cambio de domicilio fiscal, de actividad preponderante, de régimen de capital social; de nombre, de dominación o razón social entre otros.
También se encarga de elaborar el presupuesto del país y cobrar los diferentes impuestos que generan los contribuyentes, supervisa la comisión de valores, por lo que el empresario deberá cumplir con una serie de requisitos:
Llenar el formato para dar de alta ala empresa. Dar de alta a los trabajadores. Presentar una copia del acta constitutiva. Un comprobante de domicilio de la empresa, así como también una identificación del representante de la empresa.
3.3.2 SEMARNAPΩ (SECRETARIA DEL MEDIO AMBIENTE, RECURSOS
NATURALES Y PESCA) Esta secretaria facilita la licencia de funcionamiento, el registro de emisión de los contaminantes de la atmósfera de la manifestación del impacto ambiental en información a lo referente a descargas de agua residual y control de residuos peligrosos.
Se encarga de verificar el cumplimiento de las disposiciones contenidas en la ley general de equilibrio, ecológico y protección del medio ambiente, los factores más importantes en los que se basa son: aire, agua y suelo.
En la contaminación de la atmósfera (aire) deberá solicitar una licencia de funcionamiento. Para solicitar dicha licencia es necesario presentar la siguiente información:
∆ Para este apartado se consulto la pagina: http://www.shcp.gop.mx Ω Para este apartado se consulto la pagina: http://www.semarnap.gob.mx

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 29 UAM-Iztapalapa
Domicilio fiscal. Descripción del proceso. Relación de maquinaria y equipo. Descripción de productos y subproductos. Una relación de emisiones contaminantes a la atmósfera, si es que existen operaciones durante el proceso que arrojen gases contaminantes a la atmósfera.
Si existen este tipo de contaminantes presentar alternativas para el control de estos presentando equipo y método de control.
Programas de contingencia.
En los casos que presenten emisiones de olores, gases así como; partículas sólidas o liquidas no controladas a la atmósfera, deberá presentarse un programa de control de contingencia que tenga medidas y acciones que se llevaran acabo para el control de situaciones. 3.3.3 SARH Φ (SECRETARIA DE AGRICULTURA Y RECUSRSOS HIDRÁULICOS) Esta otorga la autorización sanitaria para importación y exportación de productos forestales, agropecuarios y agroquímicos.
3.3.4 STPSϕ (SECRETARIA DE TRABAJO Y PREVISIÓN SOCIAL) Esta secretaria se encarga de que todos los negocios cumplan con el reglamento federal de seguridad higiene y medio ambiente de trabajo. Esta también es la encargada de otorgar las licencias para operadores de grúas y montacargas, licencias de funcionamiento de maquinaria y equipo, capacitación industrial de la mano de obra, registro del titulo de medico y examen, la autorización de planos de construcción e instalaciones de recipientes sujetos a presión generadores de vapor y el registro de comisiones mixtas de seguridad en los centros de trabajo.
La autorización de generadores de vapor, que los centros de trabajo cumplan con las condiciones de seguridad para los generadores de vapor.
ΦPara este apartado se consulto la pagina: http://www.uaq.mx/servicios/cia/c-est/secretarias/sarh.html ϕ Para este apartado se consulto la pagina: http://www.stps.gob.mx

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 30 UAM-Iztapalapa
3.3.5 SRE (SECRETARIA DE RELACIONES EXTERIORES) Esta secretaria por medio de la dirección de permisos y el artuculo 27 constitucional autoriza la constitución de una sociedad, resuelve si la denominación o razón social no esta registrada con anterioridad y autoriza la determinación del objeto social.
Para la instalación los trámites más importantes son: El certificado de zonificación para uso especifico. Certificado de uso del suelo por derechos adquiridos La declaración de apertura lo anterior se determina según la actividad.
3.3.6 NOTARIO PUBLICO / REGISTRO PUBLICO DE COMERCIO
La constitución de la sociedad se formaliza mediante un contrato social denominado escritura constitutiva que establece lo requisitos y reglas a partir de las cuales habrá de funcionar una sociedad. Entre otras cosas contiene:
Datos generales de los socios. Objeto social. Denominación o razón social. Duración de la sociedad. Importe del capital social. Domicilio social. Órgano de administración. Vigilancia. Bases para la liquidación.
Este contrato, también es llamado estatutos, debe de ser entregado en escritura
ante notario público, inscrito en el registro público de comercio de la SECOFI dentro de los 15 días siguientes a su suscripción.
3.3.7 SSAϖ (SECRETARIA DE SALUBRIDAD Y ASISTENCIA) Las actividades relacionadas con la salud humana requieren obtener, en un plazo no mayor a 30 días, de la secretaria de salud o de los gobiernos estatales, una autorización que tendrá la forma de licencia sanitaria, permiso sanitario, tarjetas sanitarias y aviso de apertura. ϖ Para este apartado se consulto la pagina: http://www.salud.gob.mx

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 31 UAM-Iztapalapa
Esta obligada a presentar un plano de la empresa. La elaboración del producto queda a disponibilidad del productor. Se realiza una visita por verificación especial, a los tres meses de que la
empresa haya realizado sus actividades para supervisar el buen funcionamiento.
Esta licencia tiene por lo general una vigencia de dos años y debe revalidarse 30 días antes de su vencimiento.
3.3.8 INEGIΘ (INSTITUTO NACIONAL DE ESTADÍSTICA, GEOGRAFÍA E
INFORMÁTICA) Al iniciar las operaciones de la empresa y posteriormente cada año se debe dar aviso de manifestación estadística ante la dirección general de estadística, dependiente del instituto nacional de estadística, geografía e informática (INEGI). 3.3.9 COMISIÓN NACIONAL DEL AGUA En este caso de no estar conectado ala red de agua potable y alcantarillado se debe solicitar permiso ante la comisión nacional del agua para obtener derechos de extracción del agua del subsuelo y de igual manera deben de registrar las descargas. En ambos casos se origina el pago de derechos. 3.3.10 BOMBEROS Requisitos para tener medidas preventivas sobre catástrofes apoyadas por los bomberos cumpliendo con el artículo 116 y 136, reglamentos de construcción con visto bueno de la institución son:
OSR-01 de la secretaria e protección y vialidad, en la cual se especifica la ubicación del giro, los datos del establecimiento, así como las colindancias.
Se realiza un pago de radicación, con el cual el cuerpo de bomberos acude al lugar para examinar la colocación de las tomas de agua, salidas de emergencia, extinguidotes, zonas de seguridad, señalamientos de gas y primeros auxilios.
Otro requisito es estar dado de alta en hacienda.
Θ Para este apartado se consulto la pagina: http://www.inegi.gob.mx

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 32 UAM-Iztapalapa
Presentar el plano de levantamiento de la planta, el de instalación eléctrica ya que en las oficinas de no existir ningún tipo de instalación contra siniestros, se darán sugerencias y se indicara el modo de proceder para su ubicación y mejor desempeño.
Foto e identificación de la persona que va a realizar el trámite.
3.3.11 IMSS ∋ (INSTITUTO MEXICANO DEL SEGURO SOCIAL) El patrón (la empresa o persona física con actividades empresariales) y los trabajadores deben inscribirse en el instituto mexicano del seguro social (IMSS), dentro de un plazo no mayor a cinco días de iniciadas las actividades. Al patrón se le clasificara de acuerdo al reglamento de clasificación de empresas y denominación del grado de riesgo del seguro del trabajo, base para fijar las cuotas que debe cubrir.
Para dar de alta ala empresa se requiere de una forma AFIL-01, a donde se le asignara un numero de registro patronal y en el cual debe de incluir la causa de presentación de este aviso, ya que de esto defenderán las instrucciones que debe de seguir el patrón.
Inscripción de la empresa en el seguro de riesgos de trabajo, el seguro social da una forma (SSRT-033) en la cual se debe de especificar.
Actividades económicas y giro. Materias primas y materiales Maquinaria y equipo (incluyendo el numero de unidades, uso , nombre y consumo de energía) Personal con el número de trabajadores oficio y ocupación. Proceso de trabajo. De conformidad con los artículos 10 y 13 de la ley de los riesgos de trabajos, la empresa se clasificara en I, II, III, IV, V.
En la ley del seguro social en el régimen financiero se asignan las materias
primas a pagar en %, el riesgo se asigna por clase y va desde un índice inferior y depende de los durante el primer año, se avanza hacia el grado medio superior.
∋ Para este apartado se consulto la pagina: http://www.imss.gob.mx

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 33 UAM-Iztapalapa
3.3.12 SIEM (SISTEMA DE INFORMACIÓN EMPRESARIAL MEXICANO) De acuerdo con la ley de cámaras empresariales y sus confederaciones, todas las fabricas, negocios, talleres, deben de registrarse en el sistema empresarial mexicano, este les da la oportunidad de incrementar sus ventas, acceder a la información de proveedores y clientes potenciales, obtener información sobre programas de apoyo a empresas y conocer sobre licitaciones y programas de compras del gobierno, ámbito federal o local. 3.3.13 SECOFIλ (SECRETARIA DE COMERCIO Y FOMENTO INDUSTRIAL) Esta se encarga de verificar todos los instrumentos de medidas y pesas que se usen con base u objeto de alguna transacción comercial. Reglamenta y registra las normas oficiales mexicanas (NOM) que son obligatorias para ciertos productos (instrumentos de medición y prueba, contaminantes etc.). También existen normas opcionales, cuya adopción permite la autorización para el uso del sello oficial de garantía, siempre y cuando se cumpla con las especificaciones de un sistema de control de calidad. Así mismo puede emitir un certificado oficial de calidad. La SECOFI estipula y controla los registros de marcas, nombres comerciales, patentes y otras propiedades industriales.
Esta secretaria fomenta y estipula el desarrollo de la micro, pequeña y mediana empresa realiza el tramite para la cedula de la micro, pequeña y mediana empresa, realiza el tramite para la cedula de microindustria y autoriza permisos de importación.
Este trámite lo realizan personas físicas y/o morales mediante el cual se inscribe un establecimiento en el patrón nacional de la microindustria los requisitos son los siguientes:
Ser nacionalidad mexicana. Realizar actividades de trasformación. Contar con un máximo de 15 trabajadores. Que el valor de sus ventas netas anuales no exceda los montos. Formulario único para la obtención de la cedula de la microindustria. Acta de nacimiento, si se trata de persona física o acta constitutiva se trata de persona moral.
Croquis de instalaciones productivas.
Dentro de la secretaria existe una dependencia gubernamental con el nombre del instituto mexicano para la protección industrial (IMPI), donde se registran las marcas y
λ Para este apartado se consulto la pagina: http://www.secofi-siem.gob.mx

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 34 UAM-Iztapalapa
patentes. Los requisitos son llenar la solicitud estipulando la marca y el genero al que pertenece y pagar un monto requerido para dicha solicitud. 3.3.14 CANACINTRAΞ (CÁMARA NACIONAL DE LA INDUSTRIA DE
TRANSFORMACIÓN) No se considera la afiliación a esta institución pero no se descarta ser socio de esta cámara en el momento que se requiera asesoramiento para comercio exterior. 3.3.15 INAREϑ (INSTITUTO NACIONAL DE RECICLADORES DE MÉXICO) El Instituto Nacional de Recicladores A.C. (INARE), fundado en febrero de 1994, es una agrupación dentro de la industria ambiental que representa a más de 1,200 personas físicas, empresas de diversos tamaños y capacidades, y afilia a asociaciones y a diversos grupos del sector (pepenadores, carretoneros, etc.) que recuperan, comercializan y transforman, en etapa incipiente, residuos y desechos domésticos e industriales, para su reciclado y rehúso en toda la República Mexicana. Todo el Cuerpo Directivo del Instituto esta integrado por empresarios que trabajan en los diversos ramos de nuestro comercio, por ejemplo, los metales no ferrosos, los ferrosos, el cartón y papel, el vidrio, el plástico, etc. 3.4 JURIDICO Para poder iniciar el funcionamiento o arranque de alguna empresa o industria es necesario cumplir con ciertos requisitos constitutivos y de inicio. Para fines del producto que nos corresponde se toma como base la siguiente guía. 3.4.1 DECLARACIÓN DE IMPUESTOS POR LA SECRETARIA DE HACIENDA Y
CRÉDITO PÚBLICO
Ξ Para este apartado se consulto la pagina: http://www.canacintra.com.mx ϑ Para este apartado se consulto la pagina: http://www.inare.org.mx

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 35 UAM-Iztapalapa
IMPUESTO Según el Código Fiscal de la Federación, los impuestos son las prestaciones en dinero o en especie que el Estado fija unilateralmente y con carácter obligatorio a todos aquellos individuos cuya situación coincida con la que la ley señala. IMPUESTO AL ACTIVO Es un gravamen complementario al impuesto sobre la renta. Esta contribución garantiza que las empresas que reportan pérdidas en periodos prolongados cubran al menos este impuesto como un pago mínimo que puede ser recuperado cuando obtengan utilidades en ejercicios posteriores. La base de este impuesto son los activos de las empresas y los de cualquier individuo, residente en el país o en el extranjero, que otorgue el uso y goce temporal de sus bienes, ya sea en forma gratuita u onerosa, a otros contribuyentes del impuesto. Inicialmente, su tasa se fijó en 2 por ciento y a partir de 1995 en 1.8%. IMPUESTO AL VALOR AGREGADO Tributo que se causa por el porcentaje sobre el valor adicionado o valor agregado a una mercancía o servicio, conforme se completa cada etapa de su producción o distribución. Tributo de etapas múltiples, de carácter no acumulativo, resultante de la diferencia entre el IVA causado sobre las ventas de las mercancías y las prestaciones de servicios efectuados por los contribuyentes, que constituye su obligación tributaria, y el IVA acreditable correspondiente a las adquisiciones de mercancías y servicios de terceros, que constituye un derecho utilizable por los causantes. IMPUESTO INDIRECTO Es aquel que grava el consumo de los contribuyentes; se llama indirecto porque no repercute en forma directa sobre los ingresos sino que recae sobre los costos de producción y venta de las empresas y se traslada a los consumidores a través de los precios.
IMPUESTO SOBRE LA RENTA DIFERIDO Es el método para el cálculo del impuesto sobre la renta a cargo de una empresa que consiste en obtener dos cifras: a) el monto del impuesto a pagar sobre la utilidad contable del ejercicio y b) el monto del impuesto por pagar sobre la utilidad gravable del ejercicio. La diferencia entre las dos cifras es el monto el impuesto sobre la renta que se difiere y que se debe a diferencias temporales en la causación del impuesto.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 36 UAM-Iztapalapa
Obligaciones de los contribuyentes (personas físicas)
Actividad empresarial Sujetos Inscripción Pagos provisionales Declaración anual
Deducciones de actividad empresarial. Las personas físicas que obtienen ingresos
por concepto de actividades empresariales podrán efectuar, entre otras, las siguientes deducciones: adquisiciones de mercancías, gastos, inversiones, intereses, pérdida inflacionaria. 3.4.2 REGISTRO PÚBLICO DE LA PROPIEDAD Y EL COMERCIO TRAMITE ESTATAL Tramite mediante el cual se hace el registro de la propiedad con una acta constitutiva ante dicha instancia. 3.4.3 CERTIFICACIÓN DE ZONA ESPECÍFICA TRAMITE LOCAL Tramite que permite obtener el documento que hace constar si un específico lugar esta permitido o prohibido para determinado inmueble. 3.4.4 LICENCIA DE USO DE SUELO Documento expedido por el Gobierno del D. F. en el cual se autoriza el uso o destino que pretenda darse a los predios. 3.4.5 AVISO DE DECLARACIÓN DE APERTURA PARA ESTABLECIMIENTO MERCANTIL Tramite para obtener el documento con que deberán contar los titulares de establecimientos mercantiles cuyo giro no requiere de licencia de funcionamiento para poder operar.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 37 UAM-Iztapalapa
3.4.6. EVALUACIÓN EN MATERIA DE IMPACTO AMBIENTAL Tramite por el que se otorga un permiso en materia de impacto ambiental para construcción y operación de establecimientos mercantiles, industriales y de servicios, previo al inicio del proyecto con la finalidad de prevenir posibles afecciones al medio ambiente, minimizarlas o establecer los mecanismos de mediación para evitar que rebasen los límites permitidos en las normas. Autorización del impacto ambiental. Tramite autorizado por parte de los propietarios o poseedores de predios e inmuebles ubicados dentro del sitio que requieran construir u operar obras nuevas. Registro de fuentes fijas y/o de descarga de aguas residuales. Tramites que realizan los propietarios o los representantes legales de establecimientos de industrias, a efecto de que se les autorice la descarga de aguas residuales al sistema de alcantarillado urbano o emisión a la atmósfera dando cumplimiento a los parámetros establecidos en las normas de gestión. 3.5 POLITICOφ 3.5.1 AMERICA LATINA La mayoría de los países no tiene políticas nacionales directamente orientadas al problema de los residuos sólidos y los pocos que han intentado desarrollarlas, como Brasil, México, Colombia y Chile aún requieren vencer obstáculos, restricciones y nuevos cuestionamientos.
Las políticas de descentralización en América Latina no han tenido mayor influencia en el manejo de los residuos sólidos, debido a que constitucionalmente estos servicios han estado y están administrados descentralizadamente por los municipios.
Las políticas neoliberales recientes están influenciando y fortaleciendo la tendencia a la privatización de los servicios de aseo urbano, iniciada en la década de 1980. Aunque debe hacerse notar que esta política se está aplicando principalmente en las metrópolis y grandes ciudades y en forma más restringida en las ciudades medianas con la participación de microempresas.
En los países de la Región no se han establecido formalmente políticas para reducir la generación de residuos sólidos. Pese a la retórica oficial y a la promoción de los grupos ambientalistas, los resultados todavía no se aprecian. Ha habido un sostenido avance en los países en cuanto a las políticas para la recuperación, reutilización y reciclaje de residuos sólidos, aunque en la mayoría no se han establecido políticas φ Para este apartado se consulto la pagina:
http://www.sma.df.gob.mx/publicaciones/otros/gestion_residuos/base_conceptuales/anexos.pdf

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 38 UAM-Iztapalapa
oficiales, sino que han surgido espontáneamente hace varias décadas de las mismas comunidades pobres que buscaban una alternativa de ingreso. En todos los países, la segregación informal es práctica común y frecuentemente es la única fuente de ingreso de grandes segmentos de la población pobre y desempleada. En Colombia, México, Brasil y Venezuela se han extendido programas de reciclaje de magnitud apreciable.
En cuanto a los residuos peligrosos, principalmente producidos por la industria, el principio "el que Contamina paga" está establecido aunque no en forma explícita en varios países de la Región. Las dificultades de su aplicación se deben a la falta de recursos para contar con personal de control y vigilancia calificados y los instrumentos tecnológicos y científicos adecuados. En México, las políticas de desarrollo sustentable están considerando a los residuos sólidos y peligrosos. En Brasil hay una ley sobre Política Nacional del Medio Ambiente y en la Argentina se está elaborando una ley para definir la política ambiental.
Otras políticas y estrategias de los países, enunciadas pero no implementadas, son: mejora de la cobertura y calidad de los servicios de aseo urbano; educación y participación comunitaria para el manejo de los residuos sólidos; promoción a la recuperación en la fuente; asistencia técnica a los municipios; y ordenamiento del manejo de residuos hospitalarios.
PLANES Y PROGRAMAS. En cuanto a los planes maestros metropolitanos y de grandes ciudades, hay gran demanda de ellos, pero pocos se han implementado y lamentablemente la mayoría de los "planes" para el manejo de residuos sólidos son improvisados y están influenciados por políticas ambientales pasajeras.
Existen programas piloto de manejo de residuos en la Región, algunos tienen carácter académico y otros son técnicos, pero son raros los casos los que permanecen durante varios años. Esto se debe a que el diseño de los programas no incluyen prácticas de monitoreo ni seguimiento, ni tampoco la adopción de mecanismos jurídicos, institucionales, administrativos ni de autosostenibilidad económica ni financiera.
La excepción son los proyectos de creación de microempresas de recolección y las cooperativas (especialmente de reciclaje) que hace 15 ó 20 años no existían y aunque actualmente necesitan apoyo para mejorar su capacidad gerencial y operacional, pueden considerarse como experiencias permanentes y exitosas. 3.5.2 MEXICOθ La Ciudad de México está asentada en un gran lago y en cincos grandes minas: la del cartón, papel, plástico, vidrio y aluminio, sólo por mencionar los desechos de mayor valor. 55 por ciento de esta riqueza se genera en el D.F. y el resto en municipios θ Para este apartado se consulto el articulo: “Basura. Los otros negocios sucios”, de Gerardo Cabrera,
revista Expansión, 18/Ene/1995

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 39 UAM-Iztapalapa
conurbados. Las zonas ricas producen alta calidad y cantidad de basura percápita; las pobres: calidad y cantidad por territorio. En 1998 se generaron unas 5,7 millones de toneladas. Por eso, la verdad está en el valor de la basura y quien se apropia de ella.
Para su recolección, los gobiernos, destinan recursos. El gobierno del D. F. invirtió más que algún otro a la recolección, el tratamiento, clasificación y reciclamiento; sin embargo, toda esta infraestructura está al servicio de empresas privadas y la ciudad no recibe un solo centavo. Esta riqueza se queda en manos de unas cuantas mafias sindicales y territoriales, pero casi en su totalidad en manos de grandes empresas cerveceras, refrésqueras, de empaque y venta de alimentos chatarra.
Exportamos basura a Europa, Japón, Estados Unidos y Canadá de manera se-creta y perfecta a través de productos como la cerveza, orgullo nacional. Nuestra fama, sin embargo es por el vidrio, cartón y aluminio que la contiene, y luego reciclada se convierte en cerveza Heineken o Saporo, con materia prima regalada en calles de la Ciudad de México. Lavar basura es jugoso negocio como lavar dinero de las drogas: grandes ganancias, oscuros manejos y no pagar impuestos.
Esta materia prima, recolectada por los millones de ciudadanos y las delegaciones o municipios, las empresas la adquieren a bajo precio, pues utilizan la colaboración ciudadana y cuentan con camiones, plantas, clasificación, administración; es decir una empresa gratis a su servicio.” 3.6 CIENTIFICO – TECNOLOGICO
Este entorno es de gran importancia, debe ser explorado con mucho detenimiento, ya que cuando una empresa queda rezagada en cuanto a los avances tecnológicos, pierde competitividad y corre el riesgo de quedar fuera del mercado.
3.6.1 PROCESO DE FABRICACIÓN DE PASTA DE PAPEL RECUPERADO
Antes de comenzar con el proceso de reciclado, convirtiendo el papel usado en pasta de papel, y en función del tipo de papel que se va a producir, es necesario realizar una clasificación del papel recuperado según un listado de calidades que dependen del tipo de pasta empleada para la fabricación del papel original (mecánica, kraft, química, etc.) y la cantidad e intensidad de mancha que tiene el papel usado (impreso, mecanografiado, pintado, etc.).
1. Calidades ordinarias (grupo A): compuesta por papeles y cartones mezclados, recortes de cartón, recortes de cartón ondulado, embalajes de centros comerciales, revistas e impresos mezclados, periódicos e impresos mezclados.
2. Calidades medias (grupo B): periódicos leídos, periódicos no vendidos,

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 40 UAM-Iztapalapa
recortes de revistas u otros materiales similares, recortes de cartoncillo con una cara blanca, recortes de encuadernaciones sin encolar.
3. Calidades superiores (grupo C): papel continúo de ordenador, papel de ofimática, cartoncillo blanco sin imprimir, recortes de papel blanco, papel para imprimir blanco.
4. Calidades kraft (grupo D): sacos, cartón ondulado realizado con papel kraft, recortes de papel kraft.
La importancia de separar el papel según estas calidades radica en la necesidad de que la materia prima no contenga tipos de papel que no pueden reciclarse u otros materiales extraños que perjudican el proceso de reciclado. De esta manera, existen una serie de productos realizados con papel que no son reciclables:
Papel de autocopiado. Etiquetas adhesivas. Papel térmico para fax Sobres con ventana (en todo caso se puede desprender la ventana y reciclar
el resto del sobre). Tetra-brik. Pañales desechables, toallas, pañuelos. Vasos, platos, tazas, etc. Papel encerado. Recipientes para almacenar alimentos.
3.6.1.1 TRITURADO O DESFIBRADO Una vez separada la materia prima según las calidades descritas, se vierte el papel junto con agua en el pulper o desfibrador, donde se tritura para separar las fibras de celulosa. El pulper es una pila circular con un disco ubicado en el fondo que lleva una serie de aletas que sobresalen y que al girar hace que el material se desmenuce y sea evacuado por una cámara de extracción.
Por si este proceso no llega a deshacer de forma idónea las fibras, la pasta es tratada en el despastillador. La pasta tiene que pasar por una serie de aberturas que contienen dientes en hileras circulares que se mueven de forma giratoria. 3.6.1.2 DEPURACIÓN DE LA PASTA Como en el proceso de producción de pasta virgen, la pasta que se produce en el pulper tiene que ser depurada ya que puede contener una serie de materiales impropios que pueden perjudicar el proceso. Para la separación de estos contaminantes se utilizan los

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 41 UAM-Iztapalapa
mismos procesos descritos para la producción de pasta virgen: cribado y centrifugación. 3.6.2 FABRICACIÓN DEL PAPEL∆
3.6.2.1 REFINADO Antes de que la pasta de papel alimente la denominada "máquina de papel" se procede a refinar la pasta de papel y a realizar la adición de la misma. A través del refinado se modifican algunas de las propiedades físicas de las fibras de celulosa para darle las características necesarias para la fabricación del papel, permitiendo que las fibras sean más flexibles y aumentando su superficie. El tratamiento consiste en introducir la pasta de papel, junto con agua, en un refinador donde se cortan las fibras de celulosa por acción de diversas cuchillas que se mueven en círculo. 3.6.2.2 ALIMENTACIÓN DE LA MÁQUINA DE PAPEL El procedimiento para producir papel reciclado o papel proveniente de pasta virgen es muy similar por lo que sólo se presenta una síntesis del proceso común.
Tras superar los procedimientos descritos, la pasta de papel entra en la máquina de papel, un mecanismo muy complejo que se puede dividir en dos secciones principales:
1. Sección húmeda: la pasta de papel se dosifica sobre una malla metálica
que se mueve por unos rodillos. En este proceso la pasta va perdiendo el agua que contiene por gravedad (en la mesa plana) y después por succión (producida por unos cilindros aspiradores).
2. Sección seca: en esta sección se procede al secado del papel por medio de unos cilindros giratorios calentados con vapor de agua a baja presión por los cuales transita la hoja de papel. En este proceso, la hoja pierde hasta un 70% del agua que contenía.
Una vez listas las bobinas de papel, se envían a las diferentas fábricas de
productos de papel, para su conversión en los distintos productos: cartón, papel de impresión, papel sanitario, etc.
∆ http://www.ecodes.org/lifepapel/htm/info/TECNICA/ciclo/procesofab2.htm

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 42 UAM-Iztapalapa
3.6.3 TRANSPORTE Hoy sin duda existen un sin número de medios de transporte y en el caso del cartón no hay excepción, ya que por tratarse de un material ligero y liviano, no amerita demasiados cuidados, cosa que pone a nuestra disposición una gran variedad de opciones para transportar nuestro producto. Lo que sí se debe cuidar, es que el producto no se exponga a condiciones no favorables para la conservación de su buen estado, como sería el ir expuesto al aire libre, sol, lluvia, etc. 3.6.4 COMUNICACIÓN Las innovaciones tecnológicas que se han dado principalmente en el campo de la informática, las telecomunicaciones, han revolucionado la forma de producir mercancías y así mismo, de comercializarlas. El telemarketing ofrece mayor oportunidad y eficiencia para realizar la venta de determinados productos y servicios. Todo esto permite abatir costos y hacer más competitivo el precio de los productos, abriéndose al mismo tiempo la posibilidad de desarrollar nuevos productos y mejorar los actuales. 3.6.4 DESARROLLO BIOTECNOLÓGICO Por otro lado cabe mencionar que muchos procesos en la industria del papel, ya están haciendo uso de diferentes técnicas de biotecnología, al mismo tiempo que se estudian y desarrollan otras. Tanto en el reciclaje de papel y la producción de liner como en la producción de cartón está tratándose de utilizar microorganismos que realicen diversas acciones, como varios tipos de degradación de la fibra de papel, para lo que se investigan tipos de microorganismos celulolíticos, diferentes tipos de hongos que pueden crecer con el papel de deshecho como sustrato, etc., así como técnicas de tratamiento de efluentes para disminuir el grado de contaminación de los mismos, producido durante el proceso, se están implantando plantas de tratamiento de agua dentro de las mismas empresas para poder reutilizar el agua, etc. Pero no debemos olvidar que la mayoría de todo lo anterior aún está sujeto a investigación, pruebas y evaluación, por lo que hay un largo camino que recorrer. 3.7 AMBIENTAL
De las 55,000 toneladas de materiales reciclables que diariamente son depositados en los basureros del país, sólo 50% es rescatado; el resto es enterrado y contamina irremediablemente los suelos.
Hoy, el control de los materiales reciclables provenientes de la basura significa
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 43 UAM-Iztapalapa
negocios por $15,000 dólares diarios, cerca de $5.5 millones de dólares anuales. Estos podrían duplicar se en el caso de los desechos reciclables en conjunto y multiplicarse por nueve en el de los desechos tóxicos, amén de las ganancias que podrían representar para las compañías recicladoras de desperdicios que han encontrado en la utilización de residuos industriales una importante forma de ahorro en los costos. Según la Asociación Mexicana del Envase y Embalaje, el ahorro en gasto de energía a partir de desperdicios industriales en la producción de aluminio para envases de refresco es de 90% y para la producción de vidrio es de 60%.
Esta situación convive con negocios turbios que han identificado los potenciales inversionistas y las compañías privadas dedicadas al reciclaje de materiales tóxicos. Asimismo, existen medidas gubernamentales "ecológicas" sin dirección, que provocan desconfianza en los empresarios interesados en la industria del reciclaje, y firmas que prefieren enterrar sus desechos tóxicos a pagar a compañías especializadas, para deshacerse de ellos.
Es evidente que el país —con sus más de 100,000 negocios de todos tipos y tamaños y una explosión de fatales consecuencias en Guadalajara, Jalisco— llega tarde al asunto de los desechos. Con más de cuatro décadas industrializándose, México redactó su primera ley ecológica y creó una secretaría de Estado dedicada al medio ambiente hasta los años 80, y sus primeros compromisos hacia una producción limpia los adquirió en La Cumbre de Río, en Brasil, en 1992.
A pesar de que en la primera mitad de 1996 llegarán nuevas modificaciones legales sobre tratamiento y reducción de residuos, bajo la tendencia de que quien los genere es quien debe dar cuenta de ellos, lo cierto es que apenas estamos en la etapa inicial en cuanto al tratamiento integral del problema, además de que la aplicación de las normas vigentes pasa por un receso dada la escasez de dinero entre las industrias. Mientras tanto, las ciudades siguen produciendo residuos sin control: los de la ciudad de México representan 38% de las 15, 500 toneladas producidas cada día en el país, según la OEET.
Las empresas micro, medianas y pequeñas, golpeadas mortalmente por la crisis, son para las que hay que diseñar equipo y destinar apoyo financiero y técnico. Canacintra hace trabajo de información con los industriales acerca de los requisitos ecológicos que impondrá la ley a partir de 1996. Pero se requiere no sólo eso, sino tasa de interés más razonables, ya que cerca de 100,000 empresas tienen carencias significativas de recursos humanos, tecnológicos o financieros para hacer frente a sus problemas de contaminación.
“La cultura ambiental empresarial, está no sólo determinada por las formas de organización interna de la empresa, por el conjunto de valores, conocimientos y actitudes que están determinando sus prácticas, como una serie de aprendizajes que van moldeando la toma de decisiones en la empresa y su disposición al cambio, sino fundamentalmente por la inclusión de un criterio de protección al medio ambiente en el proceso de modernización de la planta productiva en su conjunto… La incorporación de acciones para reducir los índices de contaminación como un problema de la empresa, es

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 44 UAM-Iztapalapa
reciente y ha sido motivado principalmente por la normatividad ambiental, la cual involucra dos ámbitos: el cambio tecnológico y la transformación de las formas de organización y las prácticas productivas al interior de las empresas”20.
Los especialistas deducen que unas 130,000 industrias, instaladas antes de 1988, trabajan con tecnología obsoleta en México. Peor aún, cuando el dólar era barato se compró tecnología que ya era obsoleta en el país de origen, sobre todo por parte de empresas medianas y pequeñas, que no tienen la capacidad para evaluarla.
El tema dinero parece conducir a verdaderos callejones. Los países industrializados, a través de organismos internacionales como el Banco Mundial, están comprometidos a apoyar a la industria de los países en desarrollo para que disminuyan su impacto en el medio ambiente. Sin embargo, las aportaciones de esos países se están reduciendo. Al mismo tiempo, la normatividad no puede esperar a que los industriales tengan dinero.
Por lo demás, en México no hay nadie, ni en el gobierno federal ni en los estatales y municipales, que sepa a ciencia cierta los volúmenes, tonelaje, tipos y composición de los residuos existentes. Esto es un obstáculo para la inversión. Lo que sí hay es una danza de cifras que se contradicen entre sí.
En épocas pasadas, el tema de impacto ambiental no era de gran importancia para los gobiernos federales, sin embargo, actualmente debido al deterioro de los ecosistemas, ha pasado a ser un tema de gran preocupación.
3.7.1 PROYECTOS PRIVADOS ORIENTADOS PARA ATENDER NECESIDADES
AMBIENTALESΠ A partir de la promulgación en 1988 de la Ley General del Equilibrio Ecológico y la Protección al Ambiente y el cobro de derechos por descargas, por la aplicación de la Ley Federal de Derechos (LFD) de 1991 y reformas de 1996 y 1997, se han iniciado importantes proyectos para dar tratamiento a las aguas residuales y reducir los niveles de contaminación de los cuerpos receptores de descargas de agua en el país.
Diversos son los esfuerzos encaminados a identificar fuentes de financiamiento para proyectos tendentes a hacer más limpios los procesos industriales y a elevar la competitividad de las industrias puesto que, una vez que se han logrado mejorar el desempeño ambiental y económico de éstas mediante buenas prácticas gerenciales y
20Publicación electrón del ITESM, PROYECCIONES, Investigación al Día “Los empresarios ante la regulación ambiental: ¿Hacia una cultura de la sustentabilidad?” de Georgina Inzunza, Campus Estado de México,Departamento de Economía, junio - agosto de 1999.
Π http://www.cce.org.mx/cespedes/publicaciones/otras/PolAmbEfi2000/Cap-3.PDF

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 45 UAM-Iztapalapa
otros instrumentos que no demandan inversiones, por lo general, se llega a un punto en el cual sin financiamiento no se pueden lograr incrementos ni desde la perspectiva de la prevención de la contaminación ni respecto a la productividad y eficiencia económica de las empresas. Sin embargo, aún cuando se reconoce un importante avance, la evaluación de los resultados alcanzados muestra que es necesario un mayor esfuerzo en la planeación y ejecución de estos proyectos. Estos proyectos se dividen en dos categorías principales:
1. Proyectos privados en materia de contaminación del agua,
tratamiento de aguas residuales, desechos sólidos municipales y otros asuntos relacionados. Esta categoría comprende cualquier proyecto promovido total o parcialmente por un inversionista privado, que tienda a resolver una necesidad claramente identificada y prioritaria en materia de contaminación del agua, tratamiento de aguas residuales, desechos sólidos municipales u otros asuntos relacionados. Con el fin de evaluar el proyecto y determinar si la necesidad que habrá de atenderse constituye una prioridad y un claro beneficio para la comunidad, la COCEF establecerá una estrecha coordinación con las autoridades federales, estatales y locales que tengan responsabilidad en el proyecto.
2. Proyectos privados orientados a atender otras necesidades de
infraestructura ambiental en la región fronteriza. Esta categoría incluye proyectos adicionales promovidos total o parcialmente por el sector privado mediante los cuales se busque prevenir, controlar o reducir los contaminantes ambientales, mejorar el abastecimiento de agua potable, o proteger la flora y la fauna en la región fronteriza, para mejorar la salud humana, promover el desarrollo sustentable, o contribuir a lograr una mejor calidad de vida.
Diversos son los esfuerzos encaminados a identificar fuentes de financiamiento para proyectos tendentes a hacer más limpios los procesos industriales y a elevar la competitividad de las industrias puesto que, una vez que se han logrado mejorar el desempeño ambiental y económico de éstas mediante buenas prácticas gerenciales y otros instrumentos que no demandan inversiones, por lo general, se llega a un punto en el cual sin financiamiento no se pueden lograr incrementos ni desde la perspectiva de la prevención de la contaminación ni respecto a la productividad y eficiencia económica de las empresas. Por tales circunstancias, la Cámara Nacional de la Industria de la Transformación (CANACINTRA) y la Agencia Alemana de Cooperación Técnica GTZ, en el marco del Proyecto de Gestión Ambiental y Competitividad Industrial iniciado en 1997, se dieron a la tarea de identificar fuentes de financiamiento para impulsar el desarrollo de dicho Proyecto, a través del cual se buscan alcanzar los siguientes resultados:
Apoyar a las empresas en la aplicación de un sistema integral de gestión
ambiental y de calidad adaptado a la situación específica de la mediana y

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 46 UAM-Iztapalapa
pequeña industria mexicana.
Mejorar la capacidad de CANACINTRA para asesorar y brindar servicios que fomenten la gestión ambiental integral y que fortalezcan la competitividad de pequeñas y medianas empresas.
Facilitar el acceso de las pequeñas y medianas empresas a información y
métodos de producción más limpia, específicamente en tratamiento de aguas residuales que es el área que presenta mayores deficiencias.
Difundir las experiencias acumuladas en este proyecto respecto al fomento de
sistemas integrales de gestión ambiental y de la calidad, así como de producciones más limpias y competitivas.
Apoyar la ejecución de medidas para minimizar el volumen de los residuos y
emisiones industriales.
Existen diversas fuentes de financiamiento para la puesta en marcha de proyectos relacionados con cuestiones ambientales:
FUENTES NACIONALES FUENTES INTERNACIONALES
Partidas e incentivos del gobierno federal Partidas de gobiernos locales Préstamos privados Inversiones privadas
Asistencia oficial para el desarrollo Instituciones financieras internacionales Créditos privados Inversionistas privados
Entre los principales organismos e instituciones que brindan asistencia a la
gestión ambiental y al fomento a la competitividad industrial se encuentran:
FUENTES DONATIVOS PRESTAMOS F.E. C.A.
Fondo para el Medio Ambiente(CEF) X X Programa de las Naciones Unidas para el Medio Ambiente (PNMA)
X
Banco Mundial X Banco Internacional de Desarrollo (BID) X Corporación financiera internacional(CFI) X X X Comisión europea X Corporación internacional de inversiones X X

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 47 UAM-Iztapalapa
Fondo de Asistencia para Pequeñas Empresa (FAPE)
X
Banco Internacional de Reconstrucción y Fomento (BIRF)
X
Programa Internacional para las pequeñas y microempresas ambientales sustentables
X
NAFINEXIMBANK(Japón) X NAFIN Unión Europea X X North American Enviromental Fund (NAEF) X X Comisión de Cooperación Ecológica Fronteriza de Desarrollo de América del Norte
X X
Agencia Internacional para el Desarrollo (USAID)
X
Agencia Española de Cooperación Internacional X X EXIMBANK de los Estados Unidos X X Agencia para el Comercio y el Desarrollo de los Estados Unidos (IDA)
X X
Agencia Alemana de Cooperación Técnica (GIZ) X Cooperación Técnica con Japón (JICA) X El Consejo Británico X X Banco Nacional de Obras y Servicios X Fondo de Inversión en Infraestructura(FINFRA) X Fideicomiso para el Ahorro de la Energía Eléctrica (FIDE)
X
Consejo Nacional de Ciencia y Tecnología (CONACYT)
X
Secretaría de Trabajo y Previsión Social (SIPS) X Secretaría de Economía X Fundación Mexicana para la Innovación y Transferencia de Tecnología para la Pequeña y Mediana Empresa (FUNTEC)
X
Banco Nacional de Comercio Exterior BANCOMEX
X X
Fondo para la Consolidación de la Microempresa del Distrito Federal
X
Programa de Fomento al Desarrollo Tecnológico
X
F.E: Financiamiento a exportaciones. C.A: Capital accionario.
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 48 UAM-Iztapalapa
3.8 SOCIO-CULTURAL Según el censo realizado en el año 2000 México cuenta con una población de 97 483 412 habitantes quienes diariamente generamos toneladas de “basura”, aproximadamente 1 m3 por familia21. La estructura de estos desechos ha ido cambiando con la forma de vida de la población. En épocas anteriores a la producción en serie los desechos eran orgánicos y el tiempo que tardaban en degradarse e incorporarse a los ciclos vitales era relativamente corto, además la población era muy inferior en número y el volumen de desechos generados también. Después de la industrialización se da una transformación de los utensilios de uso diario, no sólo en los hogares, sino en los lugares de trabajo, incrementándose la producción de artículos de desecho fabricados con plásticos y polímeros en general, los cuales son mucho más baratos y de rápida fabricación, pero de un tiempo de degradación enorme comparado con el de los orgánicos. Debido a esto la cantidad de desperdicios se eleva mucho más, y se entra en una espiral en la que la vida se acelera, sobre todo en las ciudades y en los países con mayor grado de industrialización, y la gente tiene que comer fuera de sus casas, ya sea en comercios en donde se prefiere el uso de utensilios desechables o simplemente comprando comida empaquetada generando con esto un volumen mayor de desechos sólidos. Esta situación no representaría un problema si al mismo tiempo que se incrementaba la generación de basura, se hubiera propiciado la creación de una conciencia de tratamiento adecuado de la misma, pero esto no se dio en nuestro país, sino hasta hace pocos años por influencia extranjera, sobre todo proveniente de Europa. La consecuencia de que no se haya concientizado a la población mexicana desde un inicio, es que ahora la mayoría considera que los desechos son sólo “basura” inutilizable y estorbosa de la cual hay que deshacerse lo más pronto posible, siendo esta una de las explicaciones de porque los hogares producen más del 40 % de desechos de la Ciudad de México y el área Metropolitana, que a su vez ocupan el cuarto lugar en el mundo en la generación de desechos sólidos. En contraste un pequeño sector de la población vive de la basura, aprovechando la riqueza que en ella se encuentra, estos son los pepenadores, carretoneros, quienes tienen el enorme trabajo de separar las toneladas de basura por tipos para venderla a las empresas recicladoras.
21 “Basura. Los otros negocios sucios”, de Gerardo Cabrera, revista Expansión, 18/Ene/1995

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 49 UAM-Iztapalapa
CAPITULO IV
ANÁLISIS DE LA DEMANDA 4.1 DEFINICIÓN DE DEMANDA Stanton22 menciona que el análisis de la demanda se realiza teniendo en mente que, para fines de un proyecto, el mercado debe concebirse como “un grupo de individuos (pueden ser consumidores finales o usuarios industriales) con necesidades por satisfacer, dinero para satisfacerlas y un determinado comportamiento al hacerlo”. Así, en la demanda del mercado para cualquier producto o servicio hay que considerar tres factores: los consumidores o usuarios con necesidades, su poder de compra y su comportamiento al comprar. 4.2 ANÁLISIS DE MERCADO El desarrollo de un análisis o estudio de mercado, constituye una base fundamental que nos permite justificar el desarrollo de un proyecto; por medio del estudio de oportunidades y riesgos, se logran establecer las expectativas razonables de que dicho proyecto tendrá posibilidades de entrar a competir en el mercado meta, y lograra transformar la satisfacción de una demanda en ingresos para los inversionistas.
El análisis de mercado tiene como finalidad cuantificar el número de individuos, empresas y otras entidades económicas generadoras de una demanda que justifique la puesta en marcha de un determinado programa de producción de bienes o servicios, sus especificaciones y el precio que los consumidores estarían dispuestos a pagar con ellos. También sirve de base para decidir si se desarrolla o no una idea inicial de inversión; pero además, proporciona información indispensable para investigaciones posteriores del proyecto, como los estudios para determinar el tamaño de la empresa e integración económica. Asimismo permite identificar los elementos que se deben tomar en cuenta no solo la evaluación del proyecto de inversión, si no en la estrategia de construcción y operación de la unidad económica que se analiza. La dimensionalidad del mercado es fundamental para un proyecto, sin embargo puede presentarse el caso en el que el estudio de mercado, nos arroje datos que nos indican la inexistencia de una necesidad actual insatisfecha, y que no existen posibilidades para que en el futuro un nuevo producto o servicio pueda llegar a cubrir; en tal caso los inversionista pueden tomar la decisión de invertir y competir, para lo cual 22 1.- Santon, W.J. 1983 Fundamentos de marketing. Mc Graw-Hill Book. México. (Edición especial para la Facultad de contaduría y administración de la UNAM).

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 50 UAM-Iztapalapa
estos deben estar conciente de que se correrá un riesgo y será necesario un mayor esfuerzo comercial y que esto podría significar costos más altos y menores utilidades. 4.3 SEGMENTACIÓN DEL MERCADO A NIVEL NACIONAL Para definir y delimitar el mercado de consumo se realizó la fragmentación de la demanda total de acuerdo a aspectos como son: geográficos, volumen de consumo, poder adquisitivo, disponibilidad de materia prima, considerados importantes para la aceptación y consumo del producto. Variable geográfica: La distribución y venta del producto se establece en la zona centro ya que ahí se encuentra la principal fuente de materia prima y uno de los principales mercados para nuestro producto. Volumen de consumo: La industria de embalaje ha tenido una tendencia al crecimiento, por lo tanto constituye un mercado potencial para nuestro proyecto por el elevado consumo de papel liner. Históricamente se observa que el crecimiento de la industria de embalaje ha sido del 2 % en promedio para el período de 1993-2003 debido a que la industria en general a pesar de la inestabilidad económica sigue requiriendo material para embalaje lo cual favorece el consumo de nuestro producto. 4.3.1 SEGMENTACIÓN DE LA INDUSTRIA DE EMBALAJE De acuerdo al INEGI (2001) el consumo total nacional de liner es de 1.6 X 106 ton/año las que se emplean para la fabricación de cajas de cartón corrugado, de la producción total el 22.5 % (3.6 X 103 ton/año) son elaboradas dentro de la misma industria, es decir, existen industrias que se dedican a fabricar liner y cajas de cartón corrugado dentro de la misma planta. Por lo anterior nuestro mercado potencial estaría constituido por aquellas industrias que sólo fabriquen cajas de cartón. 4.3.2 TAMAÑO DE LA MUESTRA Conocemos que 1.24 X 106 ton/año de liner son destinados para la producción de cajas de embalaje, sin embargo, el segmento que queremos cubrir es del 1.7 % del mercado nacional, que serían de 2.1 X104 ton/año, para lo cual se requerirá de materia prima 3.2X104 ton/año.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 51 UAM-Iztapalapa
4.4 PLANTEAMIENTO DE LOS ESCENARIOS El planteamiento de escenarios es necesario para el análisis de nuestro proyecto, ya que a partir de estos se logran establecer parámetros que nos permitan tomar la decisión de que es viable o no. El nuestro caso después del análisis de los entornos se logro determinar que solo hay dos que tiene un impacto significativo, y que afecta de manera directa este proyecto, por lo cual solo el entorno económico y socio-cultural fue incluido en este análisis. 4.4.1 ENTORNO ECONÓMICO
FACTOR OPTIMISTA TENDENCIAL PESIMISTA INFLACIÓN
(Incremento) Repercute
directamente en los costos de
operación
2 %
3 %
4 %
TASA DE INTERÉS
Afecta en los gastos financieros
< 30 %
= 36 %
> 40 %
PARIDAD PESO-DÓLAR
Afecta directamente en
el costo de materia prima y
producto terminado
Se mantenga constante
Que el peso se devalúe el 1 %
Que el peso se devalúe el 3 %
Tabla 1

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 52 UAM-Iztapalapa
4.4.2 ENTORNO SOCIO-CULTURAL
FACTOR OPTIMISTA (%)
TENDENCIAL (%)
PESIMISTA (%)
ACEPTACIÓN (que acepten el producto un)
80
50
40
CRECIMIENTO DE LA INDUSTRIA DE
EMBALAJE (que la tasa de
crecimiento sea)
4
2
1
RECUPERACIÓN Y SEPARACIÓN DE
BASURA (que incremente el)
5 3 1
Tabla 2 Se espera un incremento en este rubro debido a la nueva legislación y específicamente un proyecto sobre la separación de basura que se esta llevando a cabo en la comunidad del estado de México. 4.5 DIAGNOSTICO DE LA DEMANDA A NIVEL NACIONAL Para hacer el diagnostico de la demanda de acuerdo al segmento, se tiene la fórmula:
D = (empresas cartoneras)*(consumo/año)*(porcentaje de aceptación) Los resultados para esta formula se reportan en las tablas 3, 4 y 5 considerando cada uno de los escenarios. 4.5.1 COMPORTAMIENTO Y PROYECCIÓN DE LOS ESCENARIOS En el país existen 109 empresas que se dedican a la producción de cajas y papel corrugado, de las cuales 24 están clasificadas como medianas y grandes empresas que no solo corrugan el liner, si no que lo producen. Las 85 restantes son pequeñas industrias corrugadoras que serían las demandantes de liner. Para la proyección de la demanda se consideró el crecimiento de la industria del embalaje propuesto que es del 2%. Con las consideraciones hechas en las tablas 1 y 2 obtuvimos los siguientes datos para cada escenario.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 53 UAM-Iztapalapa
4.5.1.1 ESCENARIO OPTIMISTA
Año # de
empresas consumo ton/año % aceptación
Consumo nal. ton/año
Consumo del Segmento ton/año
2004 85 1.5E+04 0.8 1.2E+06 1.69E+04 2005 85 1.5E+04 0.8 1.3E+06 1.76E+04 2006 85 1.6E+04 0.8 1.3E+06 1.83E+04 2007 85 1.6E+04 0.8 1.4E+06 1.90E+04 2008 85 1.7E+04 0.8 1.5E+06 1.97E+04 2009 85 1.8E+04 0.8 1.5E+06 2.05E+04 2010 85 1.8E+04 0.8 1.6E+06 2.14E+04 2011 85 1.9E+04 0.8 1.6E+06 2.22E+04 2012 85 2.0E+04 0.8 1.7E+06 2.31E+04 2013 85 2.1E+04 0.8 1.8E+06 2.40E+04 2014 85 2.2E+04 0.8 1.8E+06 2.50E+04
Tabla 3
4.5.1.2 ESCENARIO TENDENCIAL
Año
Número de
empresas consumo ton/año % aceptación
Consumo nal. ton/año
Consumo del Segmento ton/año
2004 85 1.5E+04 0.5 1.2E+06 1.05E+04 2005 85 1.5E+04 0.5 1.3E+06 1.08E+04 2006 85 1.5E+04 0.5 1.3E+06 1.10E+04 2007 85 1.5E+04 0.5 1.3E+06 1.12E+04 2008 85 1.6E+04 0.5 1.3E+06 1.14E+04 2009 85 1.6E+04 0.5 1.4E+06 1.16E+04 2010 85 1.6E+04 0.5 1.4E+06 1.19E+04 2011 85 1.7E+04 0.5 1.4E+06 1.21E+04 2012 85 1.7E+04 0.5 1.5E+06 1.24E+04 2013 85 1.7E+04 0.5 1.5E+06 1.26E+04 2014 85 1.8E+04 0.5 1.5E+06 1.29E+04
Tabla 4

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 54 UAM-Iztapalapa
4.5.1.3 ESCENARIO PESIMISTA
Año
Número de
empresas consumo ton/año % aceptación
Consumo nal. ton/año
Consumo del Segmento ton/año
2004 85 1.5E+04 0.4 1.2E+06 8.44E+03 2005 85 1.5E+04 0.4 1.3E+06 8.52E+03 2006 85 1.5E+04 0.4 1.3E+06 8.61E+03 2007 85 1.5E+04 0.4 1.3E+06 8.69E+03 2008 85 1.5E+04 0.4 1.3E+06 8.78E+03 2009 85 1.5E+04 0.4 1.3E+06 8.87E+03 2010 85 1.5E+04 0.4 1.3E+06 8.96E+03 2011 85 1.6E+04 0.4 1.3E+06 9.05E+03 2012 85 1.6E+04 0.4 1.3E+06 9.14E+03 2013 85 1.6E+04 0.4 1.4E+06 9.23E+03 2014 85 1.6E+04 0.4 1.4E+06 9.32E+03
Tabla 5 4.6 PROYECCIÓN DE LA DEMANDA EN LOS TRES ESCENARIOS
Año OPTIMISTA
ton/año TENDENCIAL
ton/año PESIMISTA
ton/año 2004 1.2E+06 1.2E+06 1.2E+06 2005 1.3E+06 1.3E+06 1.3E+06 2006 1.3E+06 1.3E+06 1.3E+06 2007 1.4E+06 1.3E+06 1.3E+06 2008 1.5E+06 1.3E+06 1.3E+06 2009 1.5E+06 1.4E+06 1.3E+06 2010 1.6E+06 1.4E+06 1.3E+06 2011 1.6E+06 1.4E+06 1.3E+06 2012 1.7E+06 1.5E+06 1.3E+06 2013 1.8E+06 1.5E+06 1.4E+06 2014 1.8E+06 1.5E+06 1.4E+06
Tabla 6

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 55 UAM-Iztapalapa
PROYECCIÓN DE LA DEMANDA
1.0E+06
1.2E+06
1.4E+06
1.6E+06
1.8E+06
2.0E+06
2002 2004 2006 2008 2010 2012 2014 2016
AÑOS
PRO
DU
CC
ION
(T
ON
/AÑ
O)
OPTIMISTA TENDENCIAL PESIMISTA
Grafica 1 En este caso el escenario que vamos a tomar para hacer el análisis es el optimista, por ser el que presenta mayores ventajas para el crecimiento de la empresa.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 56 UAM-Iztapalapa
CAPITULO V
ANÁLISIS DE LA OFERTA
5.1 DEFINICIÓN DE OFERTA El análisis de la oferta se refiere básicamente a la determinación de la cantidad de producto que está en el mercado meta o que va a ofertarse en él. Se busca definir la localización, el tamaño, las características y el comportamiento futuro de esta oferta. 5.2 TIPOS DE LA OFERTA
Oferta competitiva o de mercado libre: es aquella en la que los productores actúan en circunstancias de libre competencia, sobre todo debido a que son tal cantidad de fabricantes del mismo artículo, que la participación en el mercado se determina por la calidad, el precio y el servicio que se ofrecen al consumidor. Ningún productor domina el mercado.
Oferta oligopólica: se caracteriza por que unos cuantos productores controlan el mercado. Ellos determinan la oferta, los precios y normalmente acaparan una gran cantidad de materia prima para su industria. Intentar penetrar en este tipo de mercados no sólo es riesgoso, sino en ocasiones bastante complicado.
Oferta monopólica: se da cuando un solo productor del bien o servicio domina el mercado e impone, calidad y cantidad. Aunque un monopolista no sea necesariamente productor único, si domina el mercado o posee más del 90% de éste; siempre determinará el precio.
5.3 IDENTIFICACION DE LOS COMPETIDORES Estas industrias producen liner para la producción de embalaje en general:
CARTONAJES ESTRELLA, S.A. DE C.V. CORPORACIÓN DURANGO, S.A. DE C.V. SMURFIT CARTÓN Y PAPEL DE MÉXICO, S.A. DE C.V. EYEMSA UNIPACK

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 57 UAM-Iztapalapa
5.4 OFERTA A NIVEL NACIONAL Considerando que la producción nacional de liner es de 1.24 X106 ton/año para la producción de cajas de embalaje, y que la industria papelera ha tenido un crecimiento en los últimos 10 años del 2% en promedio y considerando que este promedio se mantendrá, se prevé que la oferta será de:
Año oferta liner (ton/año)
2004 1.24E+06 2005 1.26E+06 2006 1.29E+06 2007 1.32E+06 2008 1.34E+06 2009 1.37E+06 2010 1.40E+06 2011 1.42E+06 2012 1.45E+06 2013 1.48E+06 2014 1.51E+06
PROYECCIÓN DE OFERTA
1.20E+06
1.25E+06
1.30E+06
1.35E+06
1.40E+06
1.45E+06
1.50E+06
1.55E+06
2003 2005 2007 2009 2011 2013 2015
TIEMPO (AÑOS)
OFE
RTA
(TO
N/A
ÑO
)

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 58 UAM-Iztapalapa
CAPITULO VI
BALANCE OFERTA / DEMANDA
6.1 BALANCE OFERTA – DEMANDA NACIONAL Una vez obtenidos los valores tanto de oferta como demanda nacional se procedió a hacer el balance para determinar la viabilidad del proyecto a lo largo del periodo considerado (2004-2014), de lo que se obtiene la siguiente tabla.
OFERTA DEMANDA (ton/año) BALANCE
OFERTA/DEMANDA Año (ton/año) OPT TEN PES OPT TEN PES 2004 1.24E+06 1.24E+06 1.24E+06 1.24E+06 1.00 1.00 1.00 2005 1.26E+06 1.29E+06 1.27E+06 1.25E+06 0.98 1.00 1.01 2006 1.29E+06 1.34E+06 1.29E+06 1.27E+06 0.96 1.00 1.02 2007 1.32E+06 1.40E+06 1.32E+06 1.28E+06 0.94 1.00 1.03 2008 1.34E+06 1.45E+06 1.34E+06 1.29E+06 0.92 1.00 1.04 2009 1.37E+06 1.51E+06 1.37E+06 1.30E+06 0.91 1.00 1.05 2010 1.40E+06 1.57E+06 1.40E+06 1.32E+06 0.89 1.00 1.06 2011 1.42E+06 1.63E+06 1.43E+06 1.33E+06 0.87 1.00 1.07 2012 1.45E+06 1.70E+06 1.45E+06 1.34E+06 0.86 1.00 1.08 2013 1.48E+06 1.77E+06 1.48E+06 1.36E+06 0.84 1.00 1.09 2014 1.51E+06 1.84E+06 1.51E+06 1.37E+06 0.82 1.00 1.10
Tabla 1 De acuerdo a los datos obtenidos en la tabla 1 se concluye que el proyecto:
1) Tiene mayor viabilidad en el escenario optimista, por lo que se trabajará sobre este.
2) En el escenario tendencial tiene posibilidades de efectuarse, sin embargo la competencia sería muy fuerte ya que la demanda esta totalmente cubierta.
3) En el escenario pesimista no tiene posibilidades, ya que desde el inicio la oferta sobrepasa la demanda.
Considerando el análisis anterior se corrobora que el criterio elegido respecto al
escenario a trabajar es adecuado.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 59 UAM-Iztapalapa
CAPITULO VII
COBERTURA DEL MERCADO Para el año 2014 se tendrá una demanda nacional de liner de 1.24 X106 ton/año y considerando que el porcentaje que se pretende cubrir es del 1.7 % tenemos que 2.1X104 son las toneladas que tendríamos que producir en un año, sin embargo, tomando en cuenta el porcentaje de aceptación y que se considera 4 % de mermas, tenemos que el porcentaje que realmente se va a cubrir es del 1.3% y para el 2014 la producción no debe exceder el 95 % de la capacidad instalada de planta se tiene:
OPTIMISTA
Año Demanda (ton/año)
Capacidad utilizada (%)
Producción total (ton/año)
Programa de ventas (ton/año)
% demanda cubierta
2014 1.80E+06 95 2.50E+04 2.40E+04 1.3
2013 1.80E+06 92.5 2.40E+04 2.31E+04 1.3
2012 1.70E+06 90 2.31E+04 2.22E+04 1.3
2011 1.60E+06 87.5 2.22E+04 2.13E+04 1.3
2010 1.60E+06 85 2.14E+04 2.05E+04 1.3
2009 1.50E+06 82.5 2.05E+04 1.97E+04 1.3
2008 1.50E+06 80 1.97E+04 1.90E+04 1.3
2007 1.40E+06 74 1.90E+04 1.82E+04 1.3
2006 1.30E+06 71 1.83E+04 1.75E+04 1.3
2005 1.30E+06 68.5 1.76E+04 1.69E+04 1.3 Tabla 1

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 60 UAM-Iztapalapa
CAPACIDAD UTILIZADA
40.0
50.0
60.0
70.0
80.0
90.0
100.0
2002 2004 2006 2008 2010 2012 2014 2016
TIEMPO (AÑOS)
% D
E C
APA
CID
AD
UTI
LIZA
DA
Grafica 1
TAMAÑO DEL SEGMENTO (%)
DEMANDA NACIONAL
(%), 99.7
DEMANDA CUBIERTA
1.3%
Grafica 2

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 61 UAM-Iztapalapa
CAPITULO VIII
TAMAÑO DE PLANTA
8.1 DEFINICIÓN DE EMPRESA A una empresa podemos definirla como la unidad económica productora y distribuidora de bienes, servicios y actividades comerciales, para lo cual organiza y combina los factores de producción. La empresa utiliza una serie de factores que se clasifican en recursos naturales, trabajo y capital para atender la demanda de los particulares, de la administración y otras empresas23. 8.2 ESTRATIFICACIÓN DE EMPRESAS POR TAMAÑO Existe una clasificación de tamaño de planta de los sectores industriales, comercio y servicio, basándose en el sector económico y el número de empleados. En el caso particular de nuestra empresa, esta clasificada en el ramo industrial y en la Tabla 1 se muestra las empresas de acuerdo a sus ventas.
EMPRESAS RANGO DE VENTAS (MILLONES DE PESOS POR AÑO)
MICRO 0-50 PEQUEÑA 51-100 MEDIANA 101-200
201-500 501-1,000
1,001-3,000 3,001-6,000
GRANDE 6,001-12,000 12,000-30,000
30,000 en adelante Tabla 124. Tamaño de empresa por rango de ventas
23 Arteaga M. M.R., González C. O. F. “IDENTIFICACIÓN DE PROYECTOS Y ANÁLISIS DE MERCADO”. Ed. UAM. Págs. 41-42, 169-170 24 Sistema de información empresarial mexicana www.siem.gob.mx

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 62 UAM-Iztapalapa
Basándose en el precio de venta de liner en el mercado que es en promedio de $ 4,500 y que la producción total de nuestra empresa para el año 2004 será de 1.69 X 104 ton/año, estará en un rango de venta de $ 76 X 106 en el primer año tomando en cuenta este dato y la tabla 1 podemos decir que nuestra empresa se ubicará como una pequeña empresa. 8.3 MERCADO La capacidad instalada de una empresa se reporta en un porcentaje con respecto a la capacidad total de producción. El volumen de producción y de ventas de nuestra empresa esta determinado por el mercado de las productoras de cajas de cartón corrugado. Podemos observar en la tabla 2 la proyección de producción con la que competiremos en el mercado.
Año
Capacidad utilizada
(%) Producción 2004 66 1.69E+04 2005 68.5 1.76E+04 2006 71 1.83E+04 2007 74 1.90E+04 2008 80 1.97E+04 2009 82.5 2.05E+04 2010 85 2.14E+04 2011 87.5 2.22E+04 2012 90 2.31E+04 2013 92.5 2.40E+04 2014 95 2.50E+04
TABLA 2. Producción en función de la capacidad instalada. 8.4 CAPITAL El capital surge para crear una nueva empresa y es necesario para obtener bienes finales o intermedios, es decir, es una inversión económica financiera buscando la generación de un beneficio. Toda inversión implica una renuncia temporal con base en la expectativa de una ganancia futura y de la cual el bien invertido es un soporte25. 25 . Arteaga M. M.R., González C. O.F. IDENTIFICACIÓN DE PROYECTOS Y ANÁLISIS DE MERCADO. UAM. Págs. 41-42, 169-170

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 63 UAM-Iztapalapa
La inversión que será requerida para instalar nuestra planta productora de papel liner, depende de factores tales como:
Costo de materia prima Tecnología Personal Tipo de proceso
8.5 MATERIA PRIMA
Las materias primas son aquellos recursos que, a través de un proceso de transformación, se convierten en un producto final. Se asocian estrechamente con la composición esencial o con la naturaleza misma del producto, ya sea final o en el proceso.
La calidad de las materias primas no sólo determina la calidad y el precio del producto obtenido, sino que influye en la selección de la tecnología o bien en su adecuación26.
La materia prima se estará abasteciendo del estado de México, ya que aquí se encuentra el depósito de basura más importante (El Bordo). Lo anterior se logro determinar basándose en los siguientes aspectos:
Localización y características de las zonas de acopio de basura.
o Ubicación geográfica.
o Vías de comunicación para el abasto.
Niveles, tendencias y parámetros de la producción de basura.
o Comportamiento histórico del volumen de producción.
Forma de recolección de la basura.
o Camiones recolectores.
o Pepenadores (clasificadores).
Análisis de la comercialización.
o Forma de comercializar (Líder de pepenadores).
o Venta de cartón diaria. 26 Arteaga M. M.R., González C. O.F. IDENTIFICACIÓN DE PROYECTOS Y ANÁLISIS DE MERCADO. UAM.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 64 UAM-Iztapalapa
La Dirección de Servicios Públicos y la Subdirección de limpia y transporte del Ayuntamiento Constitucional de Nezahualcoyotl México, han monitoreado las cantidades y los tipos de desechos sólidos, y clasifican a la basura de la siguiente forma:
Desechos sólidos reciclables 70%
Desechos sólidos orgánicos 20%
Basura 10%
Papel Sobrantes de comida Envases lubricantes automotrices o industriales
Plástico duro Pan Envases de medicinas
Plástico blando Tortilla Pañales desechables Plástico baja densidad Flores Toallas sanitarias Cartón Verdura Mochilas Metales Fruta Trapos Comida de mascotas Madera Zapatos UNICEF Envase tetra-pack Botella de vidrio
Conforme a los últimos datos del municipio de Nezahualcoyotl, en el 2003 se
producen alrededor de 1,500 ton/día de basura (controlada) de las cuales el 14% es papel y cartón, y otras 1,000 ton/día de basura (sin controlar) no esta a disposición del municipio, sino a disposición de lideres dentro de basureros.
Basándonos en la cantidad de basura producida diariamente (1,500 ton/día) logramos estimar que la producción anual es de 547,500 toneladas en este municipio, sin embargo de toda la producción sólo se logra clasificar el 35% y de esta el 14% es papel y cartón por lo que se obtienen 73.5 ton/día de materia prima disponible y considerando que para producir 1 ton de papel liner se requieren 1.5 ton de cartón y papel, se pueden producir 49 ton/día de liner.
En el caso particular de nuestra empresa para el año de 2014 se producirán 2.5 X104 ton/año, para lo cual se requieren 3.7 X104 ton/año de materia prima. Para ese año este deposito tendrá una disponibilidad de 5.8 X104 ton/año, por lo anterior consideramos que el Bordo abastecerá sin problemas nuestra materia prima hasta el último año de nuestra proyección.
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 65 UAM-Iztapalapa
8.6 TECNOLOGÍA Uno de los puntos fundamentales para determinar el tamaño de planta, es el conocimiento de la tecnología existente en el mercado para el proceso de nuestro producto, la maquina principal del proceso (frourdrinier) tiene una capacidad mínima de 45 ton/día, esto es una limitante para el tamaño de la planta.
En este caso para efectos de economizar la planta se considerarán varios equipos del mismo tipo, esto también es factor importante en el tamaño de la planta ya que el espacio a utilizar incrementa. 8.7 ECONOMÍA DE ESCALA El factor economía es importante en cualquier tipo de proyecto y en general para todo, por lo que el impacto de la capacidad de producción en los costos de operación, mantenimiento, repercuten en el precio del producto, con la estimación y el análisis que se realizó para obtener el precio del producto se observó que a mayor volumen de tratamiento, los costos disminuyen, esto se comparo con resultados ya manifestados por empresas de competencia, donde van incrementando su volumen de producción.
Por ejemplo, si una empresa pequeña emplea un proceso con cierta capacidad y un costo unitario, cuando se incrementa su producción con el mismo tipo de proceso el costo unitario baja un porcentaje.
Esto se aplica también en el caso de la maquinaria, sin embargo por el volumen de producción que se va a manejar, se opto por manejar varias unidades del mismo equipo, en lugar de uno solo. 8.8 POLÍTICA ECONÓMICA El compromiso del Gobierno de la República por atender las necesidades sociales requiere de políticas públicas exitosas que contribuyan de manera efectiva al desarrollo de las regiones rezagadas económicamente para que la mayoría de la población tenga acceso a mejores condiciones de bienestar, mayores oportunidades para incorporarse de manera activa en el desarrollo económico del país y contribuir con ello a abatir los desequilibrios regionales actuales.
Es necesario impulsar un programa que busque tener un enfoque de trascendencia en materia de empleos, nivel de vida, cultura empresarial y EQUIDAD DE GENERO entre los habitantes de las zonas más necesitadas de México.
La visión del Gobierno de la República, es promover y facilitar la creación y conservación de empleo permanente, que contribuyan a elevar la calidad de vida de los habitantes de las regiones comprendidas en la ZONA DE COBERTURA. Mientras que su visión es contribuir al desarrollo económico de las regiones comprendidas en la ZONA

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 66 UAM-Iztapalapa
DE COBERTURA y fomentar una cultura industrial y empresarial entre los habitantes de las mismas, apoyando proyectos productivos generadores de empleo permanente. 8.8.1 REGLAS DE OPERACIÓN Y MANUALES DE PROCEDIMIENTOS INTERNOS. 8.8.1.1 SUBSIDIOS Asignaciones de recursos que se otorgan a los diferentes sectores de la sociedad, a través de las dependencias y entidades del gobierno federal para fomentar el desarrollo de actividades prioritarias de interés general como son, entre otras: proporciona a los consumidores los bienes y servicios básicos a precios y tarifas por debajo de los de mercado o de los costos de producción, o en forma gratuita; promover la producción, la inversión, la innovación tecnológica o el uso de nueva maquinaria, compensando costos de producción, de distribución u otros costos.
Hasta diciembre del año 2000 el gobierno federal subsidió a las MPyMEs (Micro, Pequeñas y Medianas Empresas) principalmente a través de tres modalidades:
Al pagar parte del costo del servicio otorgado a una empresa por un tercero.
Calidad Integral y Modernización (CIMO) de STPS. y el Programa de Asistencia Técnica y Campañas de Imagen (PATCI) de BANCOMEXT.
Al rembolsar un porcentaje de los gastos erogados por la empresa al contratar un servicio. Programa de Modernización Tecnológica (PMT) de CONACYT.
Al cobrar los servicios a un costo menor al precio de mercado. Centros Regionales para la Competitividad Empresarial de Secretaria de Economía.
Los programas de apoyo a las MPyMEs incluidos en el listado de programas del
artículo 71 del Presupuesto de Egresos de la Federación se sujetarán a reglas de operación que aseguren que los subsidios se sujeten a los criterios de objetividad, equidad y transparencia, publicidad, selectividad y temporalidad, con base en lo siguiente:
Identificar con precisión a la población objetivo, tanto por grupo específico como
por región del país, entidad federativa y municipio. Prever montos máximos por beneficiario y, en su caso, por porcentaje del costo
total de proyecto. Procurar que el mecanismo de distribución, operación y administración otorgue
acceso equitativo a todos los grupos sociales y géneros; garantice que los recursos se canalicen exclusivamente a la población objetivo y asegure que el mismo facilite la obtención de información y evaluación de los beneficios económicos y sociales de su asignación y aplicación; así como evitar que se
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 67 UAM-Iztapalapa
destinen recursos a una administración costosa y excesiva. Incorporar mecanismos periódicos de seguimiento, supervisión y evaluación que
permitan ajustar las modalidades de su operación o decidir sobre su terminación. Asegurar la coordinación entre dependencias y entidades para evitar
duplicaciones en el ejercicio de los recursos y reducir gastos administrativos. Prever la temporalidad en su otorgamiento. Procurar que sea el medio más eficaz y eficiente para alcanzar los objetivos y
metas que se pretenden.
De acuerdo a lo establecido en el Presupuesto de Egresos de la Federación, las dependencias y entidades deben presentar ante SHCP (Secretaria de Hacienda y Servicio Público) y la Contraloría, los proyectos de reglas de operación e indicadores de gestión y evaluación; los cuales deberán ser revisados en forma conjunta por estas instituciones y el secretariado técnico de la CIPI.
El apoyo económico otorgado podrá exceder del 10 por ciento del monto total de inversión, de acuerdo a las Características de los Apoyos:
Para que cuenten con un PROYECTO DE INVERSION, para el rubro de
CAPACITACION de los hombres y las mujeres que, conforme al número de EMPLEOS COMPROMETIDOS, o en su caso de EMPLEOS POR CONSERVAR, integrarán su fuerza laboral, y Para que cuenten con un PROYECTO DE INVERSION, para habilitar, remodelar y/o equipar naves industriales, locales o establecimientos comerciales y/o de servicios para el desarrollo de sus actividades productivas.
Sin perjuicio de las acciones de complementariedad a que se refieren las presentes Reglas de Operación, los apoyos serán otorgados siempre y cuando las EMPRESAS solicitantes de los beneficios no estén recibiendo apoyos de otros programas federales dirigidos a los mismos fines.
Los apoyos deberán ser sometidos a la consideración del COMITE TECNICO y
autorizados conforme a los lineamientos que el mismo apruebe, y se aplicarán hasta agotar el presupuesto asignado. En ningún caso, salvo por autorización expresa del COMITE TECNICO, el apoyo económico otorgado podrá exceder del 10 por ciento del monto total de inversión que se contemple en el PROYECTO DE INVERSION, sin que esta autorización por excepción rebase el 30 por ciento del monto total de la inversión, y se otorgará siempre y cuando exista disponibilidad de recursos. 8.8.1.2 ELEGIBILIDAD Las empresas susceptibles de recibir los apoyos mencionados deberán cumplir con los siguientes requisitos de elegibilidad:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 68 UAM-Iztapalapa
a) Establecerse en cualquiera de las regiones de la ZONA DE COBERTURA. b) Tener cuando menos un año operando y estar legalmente constituidas, o bien, que los socios o accionistas de la nueva sociedad cuenten con, por lo menos, un año de experiencia en el ramo de la actividad industrial, comercial o de servicios de que se trate. c) Que el PROYECTO DE INVERSION sea viable y rentable, el cual deberá ser aprobado por el COMITE TÉCNICO. d) En el caso del apoyo económico para CAPACITACION, ésta debe ser otorgada en igualdad de condiciones para los trabajadores y las trabajadoras de la EMPRESA. e) La EMPRESA que se comprometa a emplear a alguna(s) persona(s) con DISCAPACIDAD, deberá presentar un dictamen médico expedido por una institución oficial que valide dicha condición. f) En el caso de que la EMPRESA no cumpla con las características mencionadas en los criterios de elegibilidad para poder acceder a los apoyos, se estudiará su posible vinculación a otros programas27 .
27 Segunda Sección de la Secretaria de Economía. Diario Oficial (Jueves 8 de Mayo del 2003).

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 69 UAM-Iztapalapa
CAPITULO IX
ANÁLISIS DE PRECIO 9.1 El PRECIO Precio es la cantidad de dinero que se cobra por un producto o servicio. De manera mas general, es la suma de los valores que el consumidor intercambia por los beneficios de tener o usar un producto o servicio28.
El precio es el único elemento que produce ingresos; todos los otros elementos representan costos. Por otra parte, la fijación de los precios y la competencia entre estos se consideran el problema número uno, y aun así, muchas empresas no lo manejan adecuadamente. Los errores más comunes son los siguientes: precios excesivamente orientados hacia los costos, precios que no se revisan con la suficiente frecuencia y que no reflejan los cambios del mercado, y precio que no varían lo suficiente para diferentes productos y segmentos del mercado.
9.2 FACTORES DETERMINANTES DEL PRECIO Existen diversos factores por los cuales el precio de nuestro producto esta influenciado enormemente, dentro de los cuales se incluyen los externos e internos.
FACTORES EXTERNOS29 o Entorno ambiental. o Entorno científico tecnológico. o Entorno socio político. o Competencia. o Los consumidores
FACTORES INTERNOS
o Supervivencia. o Maximización de las utilidades. o Políticas para la fijación del precio. o Publicidad. o Costos.
28 Arteaga M. M.R., González C. O.F. IDENTIFICACIÓN DE PROYECTOS Y ANÁLISIS DE MERCADO. UAM. 29 www.corporacióndurango.com.mx

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 70 UAM-Iztapalapa
9.2.1 FACTORES EXTERNOS Sin lugar a duda, los costos de cualquier producto están afectados por factores que pueden ser controlados por el fabricante, es decir todo entorno que este vinculado con el producto, por mínimo que sea este vinculo, es requisito que se incluya para el análisis del precio del mismo. 9.2.1.1 ENTORNO AMBIENTAL El precio de nuestro producto varía dependiendo de la materia prima que sea utilizada para su elaboración, ya que si este es fabricado a partir de materia virgen, su costo se incrementa debido al proceso de extracción, en comparación si la caja se fabrica de materia de reciclaje o una combinación de ambas (reciclado/virgen) es más económica, aunque no adquiere las mismas características de calidad, es posible llegar a cubrir las necesidades del consumidor en cuanto a una resistencia requerida.
Nuestras iniciativas para cambiar nuestra fuente de abastecimiento de materia prima (fibra reciclada) y fortalecer nuestro esfuerzo de recolección ayudará a lograr nuestras metas ecológicas y la de mantener bajo el costo de nuestra materia prima por su característica de ser considerado de desecho. 9.2.1.2 ENTORNO CIENTÍFICO TECNOLÓGICO Los precios internacionales para productos de empaque y de papel, son significativamente afectados por los niveles de utilización de la capacidad instalada de la industria y por el incremento de su utilización.
Generalmente los procesos para el recuperado de las fibras secundarias están totalmente automatizados, lo cual nos permite abatir costos de mano de obra. Sin embargo la utilización de un alto volumen de agua durante nuestro proceso puede impactar en los costos de producción. 9.2.1.3 ENTORNO SOCIO POLÍTICO El crecimiento de la demanda para los productos de empaque es resultado del crecimiento de la economía mexicana. Las fluctuaciones en el tipo de cambio peso-dólar, y las condiciones económicas en México, incluyendo las tasas de inflación predominantes, se ven reflejadas en los costos de nuestro producto. Esto nos indica que la industria de papel es cíclica, con la demanda estrechamente correlacionada con la actividad económica en general.
Históricamente se ha observado que los precios para los productos de papel en

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 71 UAM-Iztapalapa
México son más bajos que en Estados Unidos como resultado de una fuerte competencia internacional en la forma de importaciones de empaque y de papel. En general, los precios de los productos de empaque fluctúan de acuerdo con los precios internacionales. Los precios para cajas corrugadas en México han estado históricamente alrededor de un 15 % por debajo de los precios del mismo producto en los E. U. y los precios para el papel para caja corrugada en México han estado de 10 a 15 % más bajos que en los E. U. 9.2.1.4 COMPETENCIA Los precios de la competencia varían muy poco entre sí, este precio tiende a variar en cuanto a la cantidad determinada a comprar ya que si ésta es mayor pueden hacer una rebaja de hasta un 10% en el precio total de la compra, siempre y cuando la forma de pago sea al contado de un 50% de anticipo al hacer el pedido y el otro 50% restante cuando se entrega el producto. 9.2.1.5 LOS CONSUMIDORES A fin de cuentas, es el consumidor quien decide en si el precio de un producto es el adecuado, por lo que al fijar los precios es necesario tomar en consideración la manera en que el consumidor percibe el precio y como estas percepciones influyen en la decisión de compra del consumidor. La fijación del precio, al igual que otras decisiones se deben de tomar en cuenta al consumidor.
Cuando los consumidores adquieren un producto, cambian algo de valor (el precio) para obtener algo de valor (las ventajas de tener o utilizar el producto). La fijación de precios hacia el comprador implica conocer los valores que este otorga a los beneficios que recibe del producto y fijar un precio que vaya de acuerdo con ese valor. Los beneficios mencionados incluyen tanto los del momento como los percibidos. 9.2.2 FACTORES INTERNOS Antes de fijar el precio, nuestra empresa debe tomar una decisión sobre la estrategia por seguir para el producto y se tiene que elegir su mercado meta así como su posición. Por otra parte, tenemos otros objetivos. Entre los objetivos se cuentan la supervivencia, la maximización de los ingresos, la participación en el mercado, y ajustarnos a las necesidades de cada uno de nuestros clientes.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 72 UAM-Iztapalapa
9.2.2.1 SUPERVIVENCIA Al iniciar una empresa el principal objetivo a seguir es la supervivencia de la misma. Pues siempre existe una competencia ante otros productores, los cuales por lo general ya tiene parte dentro del mercado meta.
Al enfrentarse a situaciones como: cambios de los deseos de los consumidores, o en el peor de los casos mucha competencia o problemas por exceso de capacidad; el principal objetivo de la empresa es la supervivencia. Una estrategia ante estos problemas para lograr que la planta siga funcionando, puede ser que se decida fijar un precio más bajo con la esperanza de que se incremente la demanda del producto. En casos como este las utilidades pasan a un segundo plano en importancia debido a que es necesario lograr la permanencia de la empresa. 9.2.2.2 MAXIMIZACIÓN DE LAS UTILIDADES Consiste en poner un precio que maximice los ingresos, se estima la demanda y los costos en función de precios diferentes y se elige el que producirá máximas utilidades, flujo de efectivo o mayor rendimiento de la inversión. En cualquier caso, se buscan resultados financieros inmediatos, más que desempeño a largo plazo. 9.2.2.3 POLÍTICAS PARA LA FIJACIÓN DEL PRECIO Una compañía podría utilizar el precio para alcanzar otros objetivos específicos. Al manejar estratégicamente los precios pueden lograrse diversos objetivos como: conservar la lealtad y el apoyo de los intermediarios, impedir la intervención gubernamental, posicionarse en un lugar privilegiado en el mercado, entre otros.
Por ejemplo una compañía puede bajar sus precios y mantenerlos por algún tiempo para que la competencia no penetre el mercado, pueden reducirse el precio temporalmente para despertar el interés por un producto o atraer más clientes a un almacén al detalle. En general la fijación de precio desempeña una función importante que puede ser clave, para alcanzar los objetivos de la empresa en muchos aspectos.
9.2.2.4 PUBLICIDAD La decisión sobre precio debe coordinarse con la decisión sobre diseño, distribución y promoción del producto de manera que conforme un programa de mercadotecnia efectivo. Las decisiones que se toman podrían influir en la decisión sobre el precio.
Por ejemplo los que utilizan a muchos revendedores para que supuestamente apoyen y promuevan sus productos quizá tengan que integrar márgenes mayores para ellos.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 73 UAM-Iztapalapa
9.2.2.5 COSTOS Los costos determinan el precio mínimo que la compañía puede imponer a su producto. La empresa desea fijar un precio que cubra tanto los costos de producción como los de distribución, que haga que el producto se venda y que los rendimientos de la inversión vayan de acuerdo con sus esfuerzos y los riesgos que corrió. Los consumos de una empresa pueden ser un elemento muy importante para su estrategia de fijación de precios.
Los costos son de dos formas, fijos y variables. Los costos fijos son los que no varían con el nivel de producción o de ventas, de manera que independientemente de lo que se produzca, se tendrá que pagar el mismo importe por la renta, calefacción, intereses y sueldos de sus empleados; son independientes del volumen de producción. Los costos variables están en función directa de los niveles de producción.
Los costos de producción son la suma de los fijos y los variables, además de estos existen los gastos generales, que sumados a los costos de producción representan los costos de operación. Los administradores pretenden fijar un precio que cuando menos cubra los costos de operación.
La empresa debe vigilar muy de cerca sus costos. Si la producción y venta de su producto le cuesta mas que a la competencia, tendrá que ponerle un precio más alto o limitar sus utilidades, lo cual la pondrá en desventaja frente a la competencia30.
Tabla de precios que maneja nuestra competencia.
COMPAÑÍA PRECIO ($/ton.) CARTONAJES ESTRELLA, S.A. DE C.V. (México D.F.) Tel.: (52-555) 368-0033
$4,400
CORPORACIÓN DURANGO, S.A. DE C.V. (Durango, Durango) Tel.: (52-618) 814-
0844
$4,500
SMURFIT, CARTON Y PAPEL DE MÉXICO, S.A. DE C.V. (Corrugado Cd. Juárez)
$4,300
EYEMSA (Querétaro, Qro.)Tel.: 217-03-01 $4,400 UNIPACK (Cuernavaca, Morelos) Tel.: (52-
777) 316-4080 $ 4,500
Ahora bien tomando en cuenta los precios obtenidos de nuestra competencia y sabiendo todos los parámetros a considerar procedemos a establecer el intervalo de precio para nuestro producto.
30 http://www.ine.gob.mx/ueajei/publicaciones/libros/133/manejo.html?id_pub=133

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 74 UAM-Iztapalapa
Ejemplo: de fijación de precio a partir de nuestra materia prima.
9.3 MATERIAS PRIMAS (COMPOSICIÓN DE LINER) La composición del liner varia de acuerdo a la empresa que lo fabrique, en este caso la formulación del liner que fabricaremos será: 90 % de cartón reciclado 2 % Sulfato de calcio 8 % Agua
Además se requiere una gran cantidad de agua, ya que al inicio y en la penúltima etapa del proceso la proporción de agua gastada es de 5:100. Precios.(kg)31 Cartón: $ 0.50 Sulfato de Calcio: $ 8.4 Precio.(m3)11 Agua: $ 6.12 Para producir 1 ton de cartón se necesitan: Cartón reciclado = 1500 kg Sulfato de calcio = 20 kg Agua = 15 m3 El costo de materia prima por tonelada es de $ 1,008 considerando un porcentaje de utilidad del 20%. Pv = costo de materia prima + % utilidad * Pv Pv = costo de materia prima / 1 - % utilidad Pv = 1,008 / 1 – 0.2 = $ 1,260
31 Laboratorio Quimica Integral de México S.A de C.V 11 http://www.cce.org.mx/cespedes/publicaciones/otras/DesafioAgua/agua00_4.PDF

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 75 UAM-Iztapalapa
En este caso no es posible llegar a un costo real, ya que no se consideran costos de operación.
Nuestra competencia vende su producto a un precio de $ 4,000 / tonelada, por lo tanto nuestro precio debe estar en ese intervalo.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 76 UAM-Iztapalapa
CAPITULO X
DISTRIBUCIÓN La producción y la comercialización son partes importantes de todo un sistema comercial, destinado a suministrar a los consumidores los bienes y servicios que satisfacen sus necesidades. Al combinar producción y comercialización se obtienen las cuatro utilidades económicas básicas: de forma, de tiempo, de lugar y de posesión, necesarias para satisfacer al consumidor.
La comercialización es la actividad que nos permite hacer llegar nuestro producto al consumidor, colocándolo en tiempo y lugar adecuado para cubrir y satisfacción sus necesidades particulares. Si bien la producción de un producto es una actividad económica necesaria, su distribución es también muy importante, pues de esta puede depende el éxito o fracaso del producto.
El concepto de utilidad podemos describirlo como la capacidad para ofrecer y satisfacción las necesidades de un consumidor. De lo anterior podemos describir dos conceptos:
1. Utilidad de tiempo: significa disponer del producto cuando el cliente lo
desee. 2. Utilidad de lugar: significa disponer del producto donde el cliente lo desee. Lo anterior puede estar estratégicamente cubierto por medio de una buena
planeación del canal de distribución, que es la ruta que determina la forma de hacer llegar un pronto al consumidor final, de esta ruta puede depender el éxito o fracaso de un producto. En algunos casos es necesario contar con algún intermediario para poder comercializar el producto adecuadamente y que el consumidor final lo tenga en sus manos.
De acuerdo a las cotizaciones realizadas telefónicamente a nuestros posibles competidores, en algunos casos la distribución de los productos es realizada por su misma empresa aunque lo anterior puede depender de los volúmenes de compra. Por otra parte, pensamos que al ofrecer este servicio se le da un valor más al producto y esto puede ser un motivo más de compra.
En nuestro caso el canal de distribución lo determina la utilidad del mismo producto, ya que se trata de un material usado para la fabricación de empaques secundarios o de embalaje para una gran variedad de productos. Por lo anterior ECOMEX, S. A. de C. V., ha decidido proponer un sistema de distribución directa para logra competir en el mercado meta.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 77 UAM-Iztapalapa
CONCLUSIONES
Al realizar el estudio de mercado de nuestra empresa logramos percibir como se encuentra al mercado nacional de papel y cartón. Se observo que nuestra empresa tiene posibilidades de competir en el mercado en un escenario optimista y que el proyecto es viable siempre y cuando se cumplan los criterios específicos que se establecieron. Aunque los porcentajes manejados durante el estudio se propusieron de acuerdo al análisis histórico del mercado y de la producción y disponibilidad de la materia prima principal, el rango de viabilidad es pequeño al inicio pero mejora con el paso del tiempo. En el escenario tendencial las posibilidades de éxito son difíciles ya que la demanda esta totalmente cubierta por la oferta en todo el periodo de análisis, y para poder entrar en el mercado se tendría que establecer una competencia mucho mas fuerte, además de implementar algunas estrategias de publicidad que repercutirían en los costos de inversión, debido a que se tendrían que realizar al inicio antes de realizar ventas. En cuanto al escenario pesimista podemos observar que el proyecto es no viable.
En cuanto al mercado meta a cubrir iniciamos con una capacidad instalada de la
empresa del 68.5 %, cubriendo el 1.3 % del mercado nacional y haciendo la proyección se logra llegar durante los siguientes 10 años a tener una capacidad instalada de un 95%, sin embargo el porcentaje de mercado cubierto es siempre el mismo, aunque se podría incrementar conforme a las condiciones de la empresa, ya que en un principio el parámetro limitante es la disponibilidad de materia prima debido que la recolección es baja, pero según la proyección irá aumentando, lo que permitirá tener mayor disponibilidad de la misma. Nuestra planta seria pequeña, en comparación con las compañías más grandes del país ya que la producción que nosotros tendríamos anualmente es la que ellos producen mensualmente y solo en una de sus plantas.
Lo anterior nos indica que entraríamos a un mercado ya cubierto pero que
existen posibilidades de competir ya que al realizar las encuestas nos demuestran que los consumidores si están dispuestos a cambiar de proveedor siempre y cuando el producto cumpla con las especificaciones requeridas por cada uno de ellos, logrando así que este proyecto sea atractivo para los inversionistas y consiguiendo la implementación de la planta.
ECOMEX
Productores de cajas de cartón
corrugado

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 78 UAM-Iztapalapa
CAPITULO XI
FORMUACIÓN DE PROYECTOS 11.1 LOCALIZACIÓN DE LA PLANTA La localización es un criterio fundamental para la instalación de una empresa, ya que esta implica una decisión irreversible, una vez decidido el lugar donde se instalará la planta, no es conveniente cambiar de lugar, debido a las pérdidas que implicaría la reubicación.
La planta debe estar ubicada en un punto estratégico donde se pueda adquirir fácilmente la materia prima y el mercado de consumo tendrá que estar cerca. La toma de decisiones para la macrolocalización se debe realizar en dos fases, la primera se denomina macrolocalización y en ella se realiza una matriz de decisión cuantitativa, en la que se analizan factores tales como: lugar donde se sitúa el mercado, disponibilidad de materia prima, costo de la misma, costo del transporte de materia prima y costo del producto terminado; posteriormente con ayuda de una matriz cualitativa se analizan las características que tengan influencia sobre el proceso que se vaya a desarrollar. En la segunda fase, la microlocalización se tiene que seguir el mismo procedimiento, es decir, se realiza una matriz cuantitativa y una cualitativa, pero en este caso la selección se realiza entre parques industriales dentro de un solo estado. 11.2 MACROLOCALIZACIÓN En esta etapa de selección se considerarán los estados de Guanajuato, Estado de México, Distrito Federal y Jalisco, por que cuentan con la mayor disponibilidad de materia prima, en el país, además de tener un amplio mercado para el liner. 11.2.1 ANÁLISIS CUANTITATIVO Según el programa de producción y ventas considerado para el primer año del horizonte de planeación, el requerimiento de materia prima (MP) será de 2.6x103 ton/año para tener un volumen de producción de 17.6x103 ton/año de liner, que es el volumen adecuado para cubrir el porcentaje de mercado que se propuso (1.3 %), sin embargo, esta producción no es suficiente para cubrir la demanda total de ninguno de los mercados existentes en las entidades en estudio, así que se encontraron dos opciones, una de ellas es repartir el total de producto terminado (PT) entre los 4 principales mercados, y la otra es distribuir todo el volumen en un solo estado, para decidir entre estas alternativas se parte de los siguientes datos:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 79 UAM-Iztapalapa
Estado Costo de MP32 ($)
MP disponible (ton/año)33
Consumo de PT
(ton/año)34
Costo del PT ($/ton)
Estado de Mex. 500 26,827 262,764 4,200 D.F. 500 21,060 102,186 4,200 Guanajuato 650 9,468 218,900 4,610 Jalisco 600 10,767 58,392 4,520 Para el DF:
Se cuenta con 21x103 ton /año, por lo que se necesita transportar: 26x103 – 2.1= 5,000 ton/año
Para Guanajuato:
Se cuenta con 9.4x103 ton /año, por lo que se necesita transportar: 26x103 – 9.4x103 = 16,600 ton/año
Para Guadalajara:
Se cuenta con 10x103 ton /año, por lo que se necesita transportar: 26x103 – 10x103 = 16,000 ton/año
Costo de Transporte de MP = $ 1.6 /ton-Km Costo de Transporte PT = $ 0.4 /ton-Km
Producción
Se requieren 1.5 ton de cartón y papel reciclado para producir 1 ton de liner
Distancias entre los estados Km D. F. – Guadalajara 580 D. F. – Guanajuato 432 D. F. - Estado de México 66 Estado de México - Guadalajara 522 Estado de México - Guanajuato 400 Guadalajara - Guanajuato 302
32 Referencia personal 33 BIE, 2003 34 BIE, 2003

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 80 UAM-Iztapalapa
TABLA 1. Distribución del volumen de producción de acuerdo al porcentaje que representan en el mercado.
Los resultados obtenidos mediante los diferentes enfoques se presentan en la
TABLA 2 y TABLA 3.
Estado
Demanda por estado
(ton/año) %
Demandado
Volumen de producción ECOMEX
(ton/año)
Vol distribuido/estado
(ton/año)
Estado de Méx. 262,764 40.9 7,200 D.F. 102,186 15.9 2,800 Guanajuato 218,900 34.1 6,000 Jalisco 58,392 9.1 1,600 Total 642,242 100.0
17,600 17,600

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 81 UAM-Iztapalapa
TABLA 2. Distribución del prod. terminado de acuerdo al porcentaje que representan en el mercado.
LOCALIZACIÓN DE PLANTA
COSTO DE MP ($/año)
COSTO TRANSP MP
($/año)
COSTO TRANSP PT ($/año)
EGRESOS TOT
($/año)
INGRESOS TOT
($/año)
UTILIDADES ($/año)
Edo. Méx.
-
D.F 73,508 Gto. 954,344
Estado de
México
13,090,000
----
Jalisco 332,218
14,117,852
100,838,283
86,720,431
Edo. Méx.
189,474 Edo. Méx. 2,560,000
540,672
D.F - Gto. 1,033,166
DF
DF. 10,530,000 ---- Jalisco 370,017
15,223,329
100,838,283
85,614,954
Edo. Méx.
1,148,329 Edo. Méx.
8,356,000
10,695,680
D.F 482,298 Gto. -
Guanajuato Gto. 6,154,200 ---- Jalisco 192,664
27,029,171
100,838,283
73,809,112
Edo. Méx.
1,498,569 Edo. Méx.
7,706,500
12,872,938
D.F 647,530 Gto. 722,259
Jalisco Jalisco
6,460,200
----
Jalisco -
29,907,996
100,838,283
70,930,288

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 83 UAM-Iztapalapa
TABLA 3. Distribución del producto terminado en un solo estado.
LOCALIZACIÓN DE PLANTA
COSTO DE MP ($/año)
COSTO TRANSP
MP ($/año)
COSTO TRANSP PT ($/año)
EGRESOS TOT
($/año)
INGRESOS TOT
($/año)
UTILIDADES
($/año)
Edo. Méx. --- 13,413,500 98,700,000 85,286,500 D.F 462,000 13,875,500 98,700,000 84,824,500 Guanajuato 2,800,000 16,213,500 103,425,000 87,211,500
Estado de
México
13,090,000
----
Jalisco 3,654,000 17,067,500 101,850,000 84,782,500 Edo. Mex. 462,000 14,092,672 98,700,000 84,607,328 Edo Mex 2,560,000
D. F. --- 13,630,672 98,700,000 85,069,328 Gto. 3,024,000 16,654,672 103,425,000 86,770,328
Distrito Federal
D. F.
10,530,000
540,672
Jal. 4,060,000 17,690,672 101,850,000 84,159,328
Edo Mex 8,356,000 Edo. Mex. 2,800,000 28,005,880 98,700,000 70,694,120 D. F. 3,024,000 28,229,880 98,700,000 70,470,120 Gto. --- 14,510,200 103,425,000 88,914,800
Guanajuato
Gto.
6,154,200
10,695,680 Jal. 4,060,000 29,265,880 101,850,000 72,584,120
Edo. Mex. 3,654,000 30,693,638 98,700,000 68,006,362 Edo Mex 7,706,500 D. F. 4,060,000 31,099,638 98,700,000 67,600,362Gto. 2,114,000 16,280,700 103,425,000 82,419,300
Jalisco
Jal. 6,460,200
12,872,938
Jal. --- 27,039,638 101,850,000 74,810,362

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 84 UAM-Iztapalapa
En la Tabla 3 se muestran los resultados de utilidad obtenida si el total de la producción de ECOMEX se vende en un solo estado, y si el faltante de materia prima se compra en el Estado de México. Dicho análisis se llevó a cabo bajo la observación de que el Estado de México es la entidad que tiene una mayor cantidad de materia prima disponible, además de que su costo es el más bajo.
En la Tabla 2 se observa que las mayores utilidades se obtienen cuando la planta se localiza en el Estado de México y se hace una distribución proporcional a los porcentajes que ocupa cada entidad en el mercado nacional, sin embargo, si se compara con la Tabla 3 se nota que las utilidades más fuertes se tienen cuando la planta se localiza en Guanajuato y el total de la producción se distribuye en el mismo estado. Así mismo, la entidad que menos utilidades genera es Jalisco, en este punto es necesario hablar de las distancias, ya que este factor es uno de los que más está influyendo en la variación de las utilidades, debido a que el transporte da materia prima es caro y por esta razón entre mayor sea la distancia que se tenga que trasladar pues el costo es mucho mayor, y si a esto le añadimos que Jalisco se encuentra en el tercer lugar (de los que aquí se consideran) en cuanto a materia prima disponible se refiere, encontramos Jalisco no se considera como una buena opción para establecer la planta.
También es importante destacar que las variaciones en las utilidades reportadas en la en la Tabla 2 van desde 16 millones de pesos, entre Jalisco y el Estado de México, hasta 1 millón aproximadamente, para el D.F. y Edomex, estas diferencias se mantienen o se incrementan, según los datos de la Tabla 3 de manera general, pero si observamos más detalladamente notamos que las diferencias no son tan grandes entre las utilidades reportadas para el Estado de México y el D.F., y más significativo aún es el hecho de que en todos los casos, si el total de producción se vende a Guanajuato se obtienen las mejores utilidades.
CONCLUSIÓN
Por los argumentos descritos arriba, se considera que Jalisco es el único estado que puede descartarse en esta primera fase de análisis, de modo que para la matriz cualitativa sólo se incluirán el Estado de México, el D. F. y Guanajuato.
11.2.2 ANÁLISIS CUALITATIVO Para el análisis cualitativo es necesario conocer las características generales de los estados que van a participar en la selección, tales como condiciones del lugar, clima, comunidad, servicios, códigos y prácticas locales, costos de construcción, impuestos, energéticos, mano de obra, agua, transportes, contaminación ambiental y planes a largo plazo de la empresa. Los criterios más relevantes para el proceso productivo que

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 85 UAM-Iztapalapa
se estudia, son:
Agua Servicios Energía Impuestos Vías de comunicación Tiempo de entrega de materia prima
11.2.3 CARACTERISTICAS DE LOS ESTADOS 11.2.3.1 GUANAJUATO
UBICACIÓN
El Estado de Guanajuato se encuentra ubicado al centro de la República Mexicana, cuenta con una superficie de 30,460 Km2, colinda con los estados de San Luis Potosí al norte, Querétaro al este, Michoacán al Sur y Jalisco al Oeste. El estado está formado por 46 municipios y su capital es la l ciudad de Guanajuato.
AGUA
Existen dos cuencas hidrológicas que irrigan el Estado, la del Lerma-Santiago, que irriga el 84 por ciento de su superficie, y la del Pánuco-Tamesí.
Dentro de estas dos cuencas existen varias presas para uso de riego, agua potable y control de avenidas entre las que sobresalen las presas de Solís, Allende, Purísima, Yuriria y La Gavia.
VÍAS DE COMUNICACIÓN
Por la ciudad de León pasan la carretera federal 45 y la autopista de cuatro carriles 45D México - Ciudad Juárez, y la carretera estatal 87, San Felipe - Corralejo. Tiene comunicación terrestre con Guadalajara por las vías de Ciudad Manuel Doblado y San Juan de los Lagos; se comunica también con San Luis Potosí por Lagos de Moreno, Jal., y por San Felipe, Gto. En ferrocarriles, la ciudad cuenta con una estación sobre la vía férrea México - Ciudad Juárez, a la que sirve el Ferrocarril Mexicano (FERROMEX). A 25 km, en el Municipio de Silao, Gto. se encuentra el Aeropuerto Internacional de
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 86 UAM-Iztapalapa
Guanajuato (BJX), con pista 13-31, el cual ofrece vuelos nacionales e internacionales a ciudades como México, Monterrey, Oakland, etc.35 11.2.3.2 ESTADO DE MÉXICO
UBICACIÓN
El Estado de México se localiza en la parte central de la República Mexicana, entre los 18o 21'y 20o 17' de latitud Norte y los 98o 35'y 100o 36' de longitud Oeste.
Está constituido por 122 municipios los cuales se encuentran asentados en una extensión de 22 499.95 Km2 (el 1.15 % del total nacional). Políticamente la entidad limita al Norte con los estados de Querétaro e Hidalgo; al Este con Puebla y Tlaxcala; al Sur con Morelos y Guerrero y al Oeste con Michoacán y una pequeña porción de Guerrero. También limita con el Distrito Federal, rodeándolo hacia el Norte, Oriente y Occidente.36
AGUA
El volumen de lluvia media anual es del orden de 999 mm, lo que implica un volumen medio anual llovido de 22,467 millones de m3. De este volumen se evapora un promedio de 17,773 millones de m3., por lo que finalmente la disposición es de 4,694 millones de m3, de éstos 3,707 millones de m3, forman los escurrimientos superficiales y 967 millones de m3, presentan la infiltración a los acuíferos locales.
Dentro de la entidad se originan 3 de las 37 regiones hidrológicas del país, la del río Pánuco que cubre la porción Norte del Estado, con una superficie de 902,628 Ha., la cual se caracteriza por la gran disponibilidad de acuíferos, abarcando las zonas de Cuautitlán, Teotihuacán, Texcoco y Chalco, las cuales forman parte de la Cuenca del Valle de México; La región del Río Lerma con un área de 539, 545 Ha., en la parte Centro-Oeste, cuenca donde existen una gran cantidad de bordos que permiten captar escurrimientos de afluentes al colector principal, y además contribuyen al control de inundaciones en las partes bajas de los Valles de Ixtlahuaca y Atlacomulco.
Finalmente, la región del río Balsas en la porción Sur con 957,154 Ha. de superficie, donde existen importantes acuíferos en calizas cretásicas.
35 http://www.guanajuato-travel.com/ubicacion/ubic_mapa_gen.html
36 http://www.edomexico.gob.mx/se/diagedo2.htm

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 87 UAM-Iztapalapa
Para la evaluación de los recursos subterráneos de ésta cuenca, no se han llevado a cabo estudios que permitan identificar su potencialidad y capacidad de explotación.
Respecto a la recarga de los acuíferos estudiados, ésta es básicamente por infiltración vertical, producto de la precipitación y en menor proporción por flujo horizontal subterráneo, siendo la calidad del agua aceptable para el consumo humano.
De los 159 escurrimientos superficiales existentes en la entidad, es decir ríos y arroyos, el 43.3% se concentra en la Cuenca Hidrológica Moctezuma, la cual presenta una extensión de 13,791 Has aproximadamente.
VIAS DE COMUNICACIÓN
El Estado de México tiene 9,284 kilómetros de caminos y 3,722 kilómetros de carreteras pavimentadas. Entre sus principales vías se encuentran las siguientes: Carretera No. 57 (Autopista a Querétaro); Carretera No. 167 (Ruta: Tlanepantla a Cuautitlán, Zumpango y Apaxco); Carretera No. 132 (Ruta: Cd. de México a Teotihuacán); Carretera No. 136 (Ruta: Cd. de México a Texcoco); Carretera No. 150 (Autopista a Puebla); Carretera No. 115 (Ruta: Cd. de México a Cuautla, tocando Amecameca y Ozumba). Todas estas carreteras se originan en la Ciudad de México.
Ferrocarriles La Entidad cuenta con 1,136 kilómetros de ferrovías, las cuales corresponden a las rutas de México-Uruapan, México-Veracruz, México-Nuevo Laredo, México-Pachuca y México-Puebla.
Aeropuertos El Estado de México tiene tres aeropuertos, uno de ellos internacional en la ciudad de Toluca, y dos domésticos, los cuales cuentan con vuelos a las diferentes ciudades del País en horarios muy diversos. Cuenta, además, con 17 aeródromos. 37 11.2.3.3 DISTRITO FEDERAL
UBICACIÓN
La Ciudad de México (D.F), se sitúa en la parte central del país y limita con dos estados: con el de México por el norte, oriente y occidente, y con el de Morelos por el sur. La Ciudad está constituida como una cuenca cerrada, rodeada por las sierras de las Cruces y de Monte Alto al occidente; las del Ajusco y de Chichinautziu al sur; la Sierra Nevada al oriente; la de Pachuca al norte y las de Jilotepec y Tezontlalpan al noroeste.
37 http://www.onr.com/consulmx/Gaceta/1998/febrero98-2.htm

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 88 UAM-Iztapalapa
El Distrito Federal tiene una superficie de 1,499 kilómetros cuadrados y tiene una altitud mínima de 2,235 metros sobre el nivel del mar y máxima de 3,960 metros.
La Ciudad de México concentra alrededor de 9 millones de habitantes (9% del total de la población del país), ocupando únicamente el 0.1% del territorio nacional. El Distrito Federal se encuentra dividido en 16 delegaciones políticas.38
AGUA
El Distrito Federal no cuenta con cuencas hidrológicas propias por lo que toda del agua que se utiliza en la entidad llega de otros estados.
VÍAS DE COMUNICACIÓN
La red carretera se compone por la carretera federal núm. 136 México-Texcoco, al este junto con la carretera federal núm. 150 y núm. 190 que se dirigen a Puebla. También presente está la federal núm. 113 al sureste que conduce a Tepetlixpa, Temamatla y Oaxtepec; la carretera federal núm. 95 comunica al territorio del D.F. con Cuernavaca al sur, y al oeste se presentan las autopistas México-Toluca y Constituyentes-La Venta (federal núm. 15) que se dirigen a Toluca; así mismo la autopista Cuajimalpa-Anaucalpan que más adelante se une a la carretera federal núm. 134 con destino a Naucalpan primero, y posteriormente a Toluca. Al suroeste se localiza la carretera Circuito del Ajusco que a partir del Periférico Sur, se dirige igualmente a la ciudad de Toluca.
Las principales vialidades de la extensa mancha urbana son Aquiles Serdán, Insurgentes Sur y Norte, Constituyentes, Paseo de la Reforma, Viaducto Miguel Alemán, Oceanía, Circuito Interior, Tlalpan, Ignacio Zaragoza, C. Ermita Iztapalapa, Tláhuac (con dirección a Chalco), Xochimilco-Tulyehualco (que comunica a Milpa Alta y San Andrés Mixquic, rumbo a San Pablo Atlazalpa) y Periférico Norte y Sur.
Ferrocarriles
Los ramales del ferrocarril comunican el norte y se dirigen hacia las ciudades de Toluca, Querétaro y Pachuca principalmente, alcanzando una red ferroviaria con extensión de 456 km.
Aeropuertos
La entidad dispone del aeropuerto Benito Juárez, el cual cuenta con servicio nacional e internacional39
38 http://www.ccmexico.com.mx/canaco/aspgen.html
39http://www.google.com.mx/search?q=flopish&ie=UTF-8&oe=UTF-8&hl=es&btnG=B%C3%BAsqueda+en+Google&meta

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 89 UAM-Iztapalapa
TABLA 4. Servicios, energía e impuestos.40 Cualidad Criterio Guanajuato EDOMEX D. F. Agua potable Vol. Disponible
(miles m3/d) 800.67 1,181.01 1,184.544
Drenaje % Cubierto 5.82 80 90
Electricidad % Cubierto 88 90 95
Salud Unidades médicas 612 1,546 808 Educación Planteles 11,051 10,773 3,549
Guarderías Unidades 41 3,447 1,575
Agencias de MP 208 98 85 Seguridad Agentes de MP 313 226 624
Energía Energía disponible (Gigawatts/h)
484.1 853.1 131.5
Costos de agua ($/m3)
8.0 6.0 12 Impuestos
Costos de electricidad ($/Mwatt/h)
702.9 592 638
Estos criterios serán calificados conforme a la siguiente escala Hedónica:
1 MUY BUENO 2 BUENO 3 REGULAR 4 MALO 5 MUY MALO
40 ANUARIOS ESTADÍSTICOS, 2003. INEGI

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 90 UAM-Iztapalapa
11.2.4 MATRIZ CUALITATIVA Prioridad Criterio Ponderación
(%) Guanajuato Estado de
México Distrito
Federal
1 Agua 30 2 60 3 90 2 60 3 Servicios 20 3 60 1 20 2 40 2 Energía 25 2 50 1 25 3 75 4 Impuestos 15 3 45 2 30 3 45 5 Vías de
comunicación 10 1 10 1 10 1 10
Total 100 215 175 225
Después de realizar el análisis cualitativo de las tres entidades podemos
seleccionar al Estado de México como el lugar óptimo, de los que se consideraron en el análisis, para localizar la planta ECOMEX. 11.3 MICROLOCALIZACIÓN En esta fase del análisis se analizaran las características de algunos parques industriales ubicados en el Estado de México, para llegar a la localización exacta de la planta ECOMEX. 11.3.1 CARACTERÍSTICAS DE LOS PARQUES INDUSTRIALES 11.3.1.1 NOR-T PARQUE INDUSTRIAL41
Equipamiento industrial Energía eléctrica (kVA/ha) 250 Drenaje Pluvial (l/seg/ha) 0
Subestación eléctrica SI Drenaje sanitario (l/seg/ha) 0.8
Red de gas NO Descargas industriales (l/seg/ha) 0.8
Planta de tratamiento de agua SI Espuela de ferrocarril SI
Agua potable (l/seg/ha) 1
41 http://www.contactopyme.gob.mx/parques/caracteristicas.asp?ID=404

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 91 UAM-Iztapalapa
Urbanización Camino de acceso (m) 0 Nomenclatura
de calles SI
Guarnición (%) 0.5 Señalización SI
Banquetas (%) 2.5 Mobiliario urbano SI
Pavimentación (%) 8 Areas verdes SI
Alumbrado Público SI
Comunicaciones y transporte Teléfonos (líneas/ha) 10 Comunicación vía
satélite SI
Correos NO Transporte urbano SI Telégrafos NO Parada de autobús SI
Servicios de Apoyo
Asociación de industriales SI Guardería NO
Vigilancia SI Servicios médicos NO
Oficina de administración SI Bancos NO
Sala de eventos especiales NO Areas
recreativas SI
Mantenimiento SI Restaurantes NO Sistema contra incendio SI Hoteles NO
Estación de bomberos NO Area comercial NO
Gasolinería NO Aduana interior NO

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 92 UAM-Iztapalapa
11.3.1.2 PARQUE INDUSTRIAL ATLACOMULCO 42
Equipamiento industrial Energía eléctrica (kVA/ha) 23 Drenaje Pluvial (l/seg/ha) 15
Subestación eléctrica NO Drenaje sanitario (l/seg/ha) 0.4
Red de gas NO Descargas industriales (l/seg/ha) 0.4
Planta de tratamiento de agua NO Espuela de ferrocarril NO
Agua potable (l/seg/ha) 0.5
Urbanización Camino de acceso (m) 1 Nomenclatura
de calles NO
Guarnición (%) 100 Señalización SI
Banquetas (%) 60 Mobiliario urbano NO
Pavimentación (%) 100 Areas verdes SI
Alumbrado Público SI
Comunicaciones y transporte Teléfonos (líneas/ha) 1 Comunicación vía
satélite NO
Correos SI Transporte urbano SI Telégrafos SI Parada de autobús SI
42 http://www.contactopyme.gob.mx/parques/infraestructura.asp?ID=28

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 93 UAM-Iztapalapa
Servicios de Apoyo Asociación de industriales SI Guardería NO
Vigilancia NO Servicios médicos SI
Oficina de administración NO Bancos SI
Sala de eventos especiales NO Areas
recreativas NO
Mantenimiento SI Restaurantes SI Sistema contra incendio NO Hoteles SI
Estación de bomberos SI Area comercial NO
Gasolinería SI Aduana interior NO 11.3.1.3 PARQUE INDUSTRIAL TOLUCA 2000 43
Equipamiento industrial Energía eléctrica (kVA/ha) 400 Drenaje Pluvial (l/seg/ha) 72
Subestación eléctrica SI Drenaje sanitario (l/seg/ha) 0.4
Red de gas NO Descargas industriales (l/seg/ha) 0.4
Planta de tratamiento de agua SI Espuela de ferrocarril NO
Agua potable (l/seg/ha) 0.5
43 http://www.contactopyme.gob.mx/parques/infraestructura.asp?ID=247

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 94 UAM-Iztapalapa
Urbanización Camino de acceso (m) 0 Nomenclatura
de calles SI
Guarnición (%) 100 Señalización SI
Banquetas (%) 100 Mobiliario urbano SI
Pavimentación (%) 100 Areas verdes SI
Alumbrado Público SI
Comunicaciones y transporte Teléfonos (líneas/ha) 20 Comunicación vía
satélite SI
Correos SI Transporte urbano SI Telégrafos SI Parada de autobús SI
Servicios de Apoyo Asociación de industriales SI Guardería SI
Vigilancia SI Servicios médicos NO
Oficina de administración SI Bancos NO
Sala de eventos especiales NO Areas
recreativas SI
Mantenimiento SI Restaurantes SI Sistema contra incendio SI Hoteles NO
Estación de bomberos NO Area comercial SI
Gasolinería NO Aduana interior NO

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 95 UAM-Iztapalapa
11.3.1.3 PARQUE INDUSTRIAL DE SANTIAGO TIANGUISTENCO 44
Equipamiento industrial Energía eléctrica (kVA/ha) 3420 Drenaje Pluvial (l/seg/ha) 0
Subestación eléctrica SI Drenaje sanitario (l/seg/ha) 0.8
Red de gas SI Descargas industriales (l/seg/ha) 0.6
Planta de tratamiento de agua NO Espuela de ferrocarril NO
Agua potable (l/seg/ha) 1.7
Urbanización
Camino de acceso (m) 2000 Nomenclatura
de calles NO
Guarnición (%) 100 Señalización NO
Banquetas (%) 80 Mobiliario urbano NO
Pavimentación (%) 100 Areas verdes SI
Alumbrado Público SI
Comunicaciones y transporte
Teléfonos (líneas/ha) 500 Comunicación vía
satélite NO
Correos SI Transporte urbano SI Telégrafos SI Parada de autobús NO
Comunicaciones y transporte
Teléfonos (líneas/ha) 500 Comunicación vía
satélite NO
Correos SI Transporte urbano SI Telégrafos SI Parada de autobús NO
44 http://www.contactopyme.gob.mx/parques/infraestructura.asp?ID=32

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 96 UAM-Iztapalapa
11.3.2 MATRIZ CUANTITATIVA
PARQUE INDUSTRIAL
DISPONIBILIDAD COSTO45 ($/M2)
TERRENO REQUERIDO (m2)
COSTO TOTAL ($)
NOR-T LOTES 900 4,000 3.6X106
ATLACOMULCO LOTES 120 4,000 0.4x106
TOLUCA 2000 LOTES 400 4,000 1.6X106
SANTIAGO TIANGUISTENGO
LOTES 380 4,000 1.5X106
11.3.3 MATRIZ CUALITATIVA La escala Hedónica empleada es:
5 MUY BUENO 4 BUENO 3 REGULAR 2 MALO 1 MUY MALO
CRITERIO PONDERACIÓN %
NOR-T ATLACOMULCO TOLUCA 2000
SANTIAGO TIANGUISTENGO
Agua 17 4 68 2 34 2 34 5 85 Energía eléctrica
15 3 45 1 15 3 45 5 75
Pavimento 12 2 24 5 60 5 60 5 60 Drenaje pluvial
10 1 10 4 40 5 50 1 10
Drenaje sanitario
10 5 50 1 10 1 10 5 50
Alumbrado 12 5 60 5 60 5 60 5 60 Comunicaci
ones 14 4 56 3 42 4 56 4 56
Servicios de apoyo
10 3 30 3 30 4 40 4 40
Total 100 343 291 355 436
45 http://www.contactopyme.gob.mx/parques/infraestructura.asp?ID=32

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 97 UAM-Iztapalapa
11.3.4 CONCLUSIÓN Considerando la matriz cualitativa es una mejor opción el parque industrial Santiago Tianguistengo, y si observamos el costo de terreno es el segundo más barato. En consecuencia la planta de la empresa ECOMEX se localizará en este último parque, que se ubica en Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, en el municipio del mismo nombre, Estado de México. 11.4 SELECCIÓN DE TECNOLOGÍA La tecnología es un criterio definitivo para la generación de un proyecto, ya que de esta depende, no sólo la realización de un producto, sino también la permanencia de este en el mercado, debido a que la innovación tecnológica cada vez es más veloz y si se selecciona una tecnología que quede obsoleta en poco tiempo se corre el riesgo de perder competitividad. Por otra parte, es un parámetro que determina costos de inversión y operación, estos últimos a largo plazo pueden ser más significativos que los primeros.
Es recomendable preferir tecnología acorde al nivel de desarrollo de la infraestructura local en términos de mantenimiento, herramienta disponible y habilidad técnica. Otro factor importante es la procedencia de la maquinaria, ya que si un equipo es extranjero, aparte de los costos generales, se tendrán que cubrir los de transportación, y los costos de mantenimiento o reparación pueden ser más elevados, o probablemente las refacciones no serán de fácil disponibilidad.
En el caso de nuestro proyecto se tiene una tecnología básica para obtener el papel, sin embargo, esta puede variar conforme al uso y la calidad del producto que se requiera. La tecnología se presenta en la siguiente página:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 98 UAM-Iztapalapa
Diagrama de bloques para la tecnología básica46
11.4.1 DESCRIPCIÓN DE TECNOLOGÍA BÁSICA
1) El desfibrado es la primera operación requerida para la fabricación de cualquier tipo de papel recuperado, esta se lleva a cabo en un tanque llamado pulper, en esta parte se busca separar de las fibras de celulosa, las cargas minerales, tintas, adhesivos, plásticos, metales y en general todos los materiales que no son fibras.
46 Ciencia y tecnología sobre pulpa y papel. Cia. Editorial continental, México.
2) En la siguiente etapa se
separan piedras pequeñas, arenas, grapas, cargas minerales, etc., y se realiza en equipos de limpieza centrífuga denominados hidrociclones.
3) La siguiente operación, filtrado, es necesaria para completar la separación de las cargas minerales, y algunas tintas, por lo general se realiza en equipos continuos.
4) Para la eliminación de las tintas remanentes se utiliza el principio de flotación, en un tanque a presión atmosférica.
5) El papel de desecho puede contener adhesivos, los cuales se eliminan mediante una criba.
6) El siguiente paso es el blanqueado que se realiza generalmente por oxidación para fibras con altos contenidos de lignina, o por reducción para fibras cortas.
7) La formación de papel se puede realizar con laminadoras o con la maquina conocida como Fourdrinier, las primeras se usan cuando el producto final serán láminas de papel de cierta medida y para usos distintos del embalaje, por el contrario la Fourdrinier se emplea para la fabricación de cualquier tipo de papel, incluido el liner que es el utilizado para la producción de cajas para embalaje. La diferencia entre una laminadora y la Fourdrinier es la versatilidad que tiene esta, en cuanto al volumen de producción y papeles con distinta calidad.
Desfibrado
Depurado
Filtrado
Destintado
Cribado
Blanqueado
Formación de papel

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 99 UAM-Iztapalapa
Diagrama de bloques para la Diagrama de bloques para la fabricación de liner en ECOMEX
11.4.2 DESCRIPCIÓN DE TECNOLOGÍA SELECCIONADA El diagrama de bloques que se presenta no incluye las operaciones de blanqueo ni destintado y el cribado se cambió por el refinado de la pasta. La razón de haber excluido el blanqueado y destintado es que el papel liner no es un papel para escritura, por lo que no requiere ser blanco o de un color claro47, por ello el color característico del papel para embalaje es café. El refinado se realiza en la tecnología elegida con la finalidad de dar homogeneidad a las fibras que componen el liner, con lo cual se favorece su compactación y se quita la operación de cribado por que no se necesita eliminar los adhesivos que pudiera contener el papel de desecho48. Al final se propone el enrollado por las características particulares del producto terminado, que será liner en láminas con una longitud de hasta 6,000m lo cual dependerá de las necesidades de los clientes. El diagrama de proceso se presenta en la sección de ingeniería de proyectos, y en este se detalla el equipo requerido para el proceso completo así como sus características físicas y necesidades energéticas.
47 Ciencia y tecnología sobre pulpa y papel. Cia. Editorial continental, México. 48 Elias, Castells Xavier. Reciclaje de residuos industriales. Ed. Díaz Santos, Barcelona, 2000.
Desfibrado
Depurado
Filtrado
Formación de papel
Enrollado
Refinado

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 100 UAM-Iztapalapa
11.5 SELECCIÓN DE EQUIPO Una vez definido el proceso completo o tecnología que será empleada en la fabricación de un producto se requiere elegir el equipo necesario para cada operación unitaria, para lo cual también se hace un análisis cuantitativo, en el que se contemplan factores como inversión, costos de operación, costos de mantenimiento, costos de instalación, recuperación de inversión, vida útil y número de equipos requeridos, este último criterio se define con base en el volumen de producción que se pretenda alcanzar en un momento determinado, ya que según la capacidad de los equipos se tendrá que invertir en uno o varios. Así mismo se requiere de un análisis cualitativo, en el que se contemplan la mano de obra necesaria para manejar el equipo, la facilidad de manejo, su origen, la garantía, etc. A continuación se presenta el procedimiento que se debe seguir en la selección de cualquier equipo que se necesite para algún proceso determinado. Sólo se muestran tres ejemplos. 11.5.1 BOMBA CENTRÍFUGA Para la primera operación del proceso de fabricación de liner (desfibrado), se requiere succionar 3 m3/min de agua de un tanque hacia al pulper, por lo que se pidieron informes acerca de bombas que pudieran darnos esta eficiencia, y se encontraron las siguientes alternativas. Datos Bomba centrifuga A B C Inversión ($) 12,200 36,100 16,708 Costo de operación (%) 15 10 10 Costo de mantenimiento (%) 5 5 5 Tiempo de entrega (meses) Inmediata 3 .05 Eficiencia (%) 80 75 80 Capacidad (m3/min) 2 2 2 Instalación (%) 15 10 12 Vida útil (años) 8 15 10 Procedencia Nacional49 EUA50 Nacional51
49 Tlapaleria Ferribombas 50 Bombas Mejorace 51 http://www.aquapurificacion.com/bombas.htm

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 101 UAM-Iztapalapa
Matriz cuantitativa
Matriz cualitativa La escala Hedónica que se empleará para las matrices cualitativas es:
5 MUY BUENO 4 BUENO 3 REGULAR 2 MALO 1 MUY MALO
Bomba centrifuga ponderacion % A B C Tiempo de entrega 10 5 50 3 30 4 40 Procedencia 30 5 150 2 60 5 150 Eficiencia 25 4 100 2 50 4 100 Facilidad de manejo 20 5 100 5 100 5 100 Mano de Obra 15 5 75 5 75 5 75 TOTAL 100 475 315 465
La bomba centrifuga que se eligió es la A porque obtuvo la mejor calificación en
cualidades y en precio. 11.5.2 PULPER Para cubrir el volumen de producción propuesto se requiere procesar aprox. 5.3 ton/h de papel recuperado, y se trabajará a una concentración de 8% de sólidos en agua, por lo que se calculó un volumen total de 40 m3 de trabajo por pulper.
EQUIPO VIDA UTIL
(años)
NUM. de EQUIPOS
COSTO $
C. O. $ C. M. $ INSTALACIÓN $
RECUPERACIÓN $
INVERSIÓN TOTAL $
A 8 2 24,400 18,300 6,100 3,660 9,150 43,310
B 15 1 36,100 36,100 18,050 3,610 12,033 81,820 C 10 1 16,708 16,708 8,354 2,005 0 52,129

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 102 UAM-Iztapalapa
Datos PULPER A B C
Inversión ($) 225,000 148,300 189,200 Costo de operación (%) 12 12 12 Costo de mantenimiento (%) 12 10 15 Instalación (%) 12 10 15 Vida útil (años) 15 10 10 Capacidad (m3) 20 10 15 Tiempo de entrega (meses) 2 2 2 Eficiencia (%) 95 90 90 Procedencia Nacional52 Nacional53 Nacional54
Matriz cuantitativa EQUIPO VIDA
UTIL (AÑOS)
NUM. DE EQUIPOS
COSTO $
C. O. $ C. M. $ INSTALACION $
RECUPERACION $
INVERSION TOTAL $
A 15 2 450,000 540,000 540,000 54,000 150,000 1,434,000 B 10 4 593200 711,840 593,200 59,320 0 1,957,560 C 10 3 567,600 681,120 815,400 85,140 0 2,149,260
Matriz cualitativa
PULPER PONDERACION % A B C Tiempo de entrega
10 3 30 3 30 3 30
Procedencia 30 5 150 5 150 5 150 Eficiencia 25 4 100 3 75 3 75 Facilidad de manejo
20 5 100 5 100 5 100
Mano de Obra 15 5 75 5 75 5 75 TOTAL 100 455 430 430
El pulper que se eligió es el A, ya que es el menos costosos y el que mejor
calificación cualitativa obtuvo. 11.5.3 CALDERA El proceso de fabricación de liner tiene un requerimiento de vapor de 914 /h para proporcionar al papel una humedad adecuada, para su obtención se empleará un caldera, seleccionada a partir de las tres opciones que se presentan.
52 Polinox S.A. de C.V. 53 Polinox S.A. de C.V. 54 Mapisa

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 103 UAM-Iztapalapa
Datos CALDERA A B C
Inversión ($) 393,000 183,500 449,200 Costo de operación (%)
10 12 10
Costo de mantenimiento (%)
12 12 12
Instalación (%) 12 15 10 Vida útil (años) 10 15 12 Capacidad (Kg/h) 1,000 600 1,250 Eficiencia (%) 80 75 75 Tiempo de entrega (meses)
1 1 2
Procedencia Nacional55 Nacional56 España57
Matriz cuantitativa
EQUIPO VIDA UTIL
(años)
NUM. de EQUIPOS
COSTO $ C. O. $ C. M. $ INSTALACIÓN $
RECUPERACIÓN $
INVERSIÓN TOTAL $
A 10 1 393,000 393,000 471,600 47,160 0 1,300,000 B 10 2 367,000 440,400 440,400 55,000 0 1,303,000 C 12 1 449,200 449,200 539,040 44,920 74,900 1,407,493
Matriz cualitativa CALDERA PONDERACION % A B C
Tiempo de entrega
10 4 40 4 40 3 30
Procedencia 30 5 150 5 150 3 90 Facilidad de manejo
20 4 80 4 80 4 80
Eficiencia 25 4 100 3 75 3 75 Mano de Obra 15 5 75 5 75 5 75 TOTAL 100 445 420 350
La caldera que se seleccionó es la A debido a que es la que mejor cumple con las
necesidades de nuestra empresa y el precio es adecuado.
55 Polinox S.A. de C.V. 56 SOGECAL 57 http://www.teyvi.es/ie/base2.htm
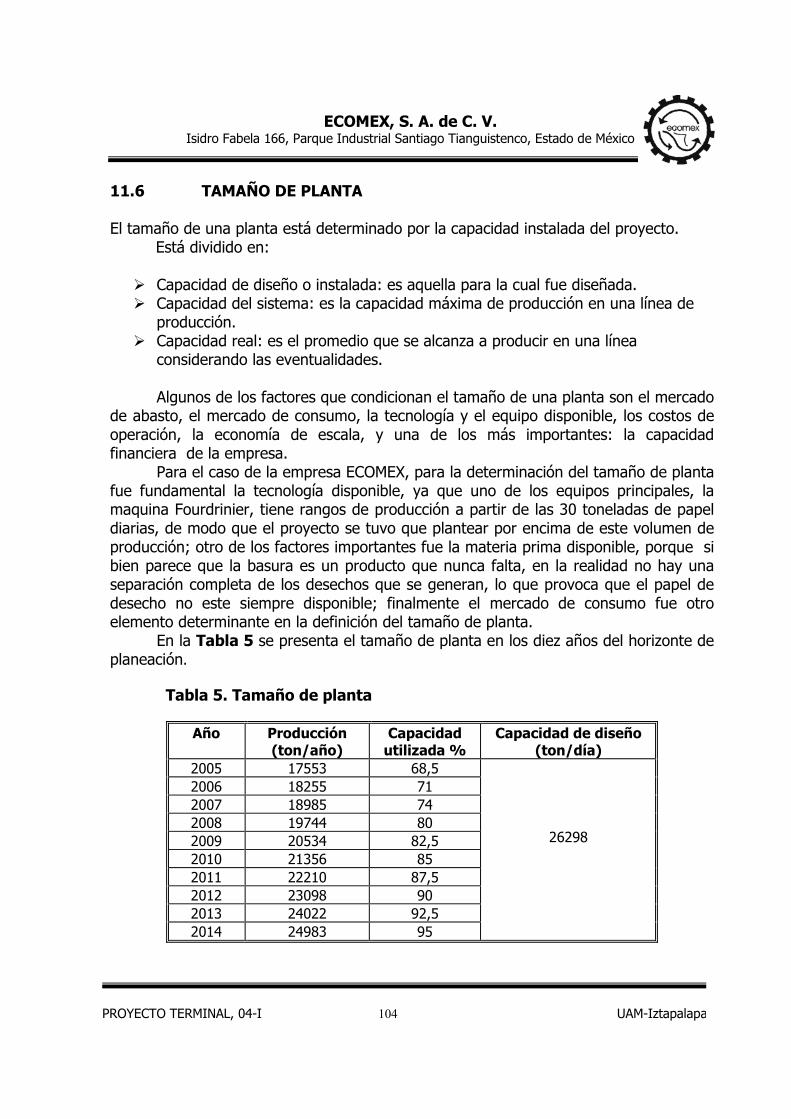
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 104 UAM-Iztapalapa
11.6 TAMAÑO DE PLANTA El tamaño de una planta está determinado por la capacidad instalada del proyecto. Está dividido en:
Capacidad de diseño o instalada: es aquella para la cual fue diseñada. Capacidad del sistema: es la capacidad máxima de producción en una línea de
producción. Capacidad real: es el promedio que se alcanza a producir en una línea
considerando las eventualidades.
Algunos de los factores que condicionan el tamaño de una planta son el mercado de abasto, el mercado de consumo, la tecnología y el equipo disponible, los costos de operación, la economía de escala, y una de los más importantes: la capacidad financiera de la empresa.
Para el caso de la empresa ECOMEX, para la determinación del tamaño de planta fue fundamental la tecnología disponible, ya que uno de los equipos principales, la maquina Fourdrinier, tiene rangos de producción a partir de las 30 toneladas de papel diarias, de modo que el proyecto se tuvo que plantear por encima de este volumen de producción; otro de los factores importantes fue la materia prima disponible, porque si bien parece que la basura es un producto que nunca falta, en la realidad no hay una separación completa de los desechos que se generan, lo que provoca que el papel de desecho no este siempre disponible; finalmente el mercado de consumo fue otro elemento determinante en la definición del tamaño de planta.
En la Tabla 5 se presenta el tamaño de planta en los diez años del horizonte de planeación.
Tabla 5. Tamaño de planta
Año Producción (ton/año)
Capacidad utilizada %
Capacidad de diseño (ton/día)
2005 17553 68,5 2006 18255 71 2007 18985 74 2008 19744 80 2009 20534 82,5 2010 21356 85 2011 22210 87,5 2012 23098 90 2013 24022 92,5 2014 24983 95
26298

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 105 UAM-Iztapalapa
11.7 DIAGRAMA DE FLUJO DE PROCESO Para representar un proceso productivo existen varios métodos, el empleo de cualquiera de ellos depende de los objetivos de estudio. Algunos son sencillos como el diagrama de bloques y hay otros más completos como los DTI. Cualquier proceso productivo, por complicado que sea puede ser representado por medio de un diagrama para su mejor comprensión.
Diagrama de flujo de proceso. Es un diagrama en donde se usa simbología aceptada internacionalmente para representar las operaciones efectuadas, su secuencia y el tiempo estimado de duración.
La simbología para la elaboración de dicho diagrama es la siguiente:
OPERACIÓN: significa que se efectúa un cambio o transformación en algún componente del producto, ya sea por medios físicos, mecánicos o químicos, o la combinación de cualquiera de los tres. TRANSPORTE: es la acción de movilizar la materia prima o el producto de un sitio a otro, o hacia algún punto de almacenamiento. DEMORA: se presenta generalmente cuando se existen cuellos de botella en el proceso y hay que esperar para efectuar una actividad correspondiente. ALMACENAMIENTO: puede ser tanto de materia prima, de producto en proceso, o de producto terminado. INSPECCIÓN: es la acción de controlar que se efectúe correctamente una operación, un transporte o verificar la calidad de un producto. OPERACIÓN COMBINADA: Ocurre cuando se efectúan simultáneamente cualquiera de las operaciones mencionadas.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 106 UAM-Iztapalapa
DIAGRAMA DE FLUJO DE PROCESO 1 2 3 4 5 6 7 8
1. Transporte de materia prima 2. Recepción y almacenamiento
de materia prima 3. Traslado de materia prima 4. Desfibrado (10 min) 5. Almacenamiento 6. Depurado 7. Filtrado 8. Almacenamiento 9. Refinado 10. Adición 11. Formación de liner 12. Almacenamiento 13. Distribución
9 10
11 12 13
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 107 UAM-Iztap
11.8 ANÁLISIS DE TIEMPOS Y MOVIMIENTOS Es una herramienta útil en el control de procesos y proyectos, ya que incluye todas las actividades que se realizan durante el desarrollo de cualquiera de los dos. 11.8.1 DIAGRAMA DE GANTT En este diagrama se plasman de manera clara los tiempos y movimientos que se realizan durante todo el proceso, desde el traslado de materias primas, hasta el almacenamiento de producto terminado o su distribución, pasando por cada una de las operaciones unitarias.
Este diagrama es útil para visualizar los tiempos requeridos, controlarlos y en caso de ser necesario reducirlos, o también para desaparecer tiempos muertos.
Para su elaboración se debe:
Determinar las actividades Asignar el tiempo a cada una de ellas Reducir tiempos muertos Procurar que los equipos se aprovechen lo máximo posible
En el caso del proyecto que se está analizando, el proceso es continuo, con
excepción de la primera operación unitaria, para eliminar este problema se colocará un tanque de almacenamiento después del desfibrado para que los equipos restantes puedan trabajar independientemente del tiempo, evitando así que estén detenidos innecesariamente. Por otra parte se trabajará tres turnos diariamente, pero el proceso se detendrá cuatro horas todos los días, para dar mantenimiento y/o limpieza a los equipos que lo requieran. Esta medida se consideró por la razón de que el costo de la energía eléctrica en el horario de 6:00 a 10:00 de la noche se incrementa tres veces, por lo que creemos que la producción diaria se puede completar en veinte horas y las restantes se aprovecharían mejor para el mantenimiento, salvando así el pago de una cuota más elevada de energía eléctrica.
El diagrama de Gantt para la producción de liner a partir de papel reciclado se presenta en la Figura 1.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 114 UAM-Iztapalapa
Figura 1. DIAGRAMA DE GANTT
Tiempo (min) 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5
Actividad Llenado 1*
Desfibrado Vaciado CONTINUO Llenado 2**
Desfibrado Vaciado CONTINUO Llenado 1
Desfibrado Vaciado CONTINUO Llenado 2
Desfibrado Vaciado CONTINUO
* PULPER 1 ** PULPER 2
Para el dimensionamiento de los equipos se consideró la producción total en el último año del horizonte de planeación, bajo la recomendación de que no es adecuado mantener un proceso con una capacidad de planta utilizada menor al 60%; los resultados obtenidos se utilizaron en los cálculos para el primer año observándose que la capacidad de planta utilizada estaba por encima de la recomendación, así que se contemplaron los datos del año 10 para el diagrama de Gantt, haciéndose adecuaciones para el año 1.
En la Figura 1 se representa la secuencia siguiente: para el año 10 se manejará un volumen de 212 m3/h de una mezcla agua-papel en el desfibrado, para lo cual se consideró utilizar dos pulpers con una capacidad de 36 m3 cada uno, y se trabajará en ciclos de 20 min por pulper, cada ciclo comprende el llenado del pulper (5min), el desfibrado (10 min) y el vaciado (5 min). Para el primer año se manejarán ciclos con la misma duración, sin embargo, el volumen de trabajo será de 147 m3/h por lo que los pulpers serán utilizados al 68.5 % de su capacidad.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 115 UAM-Iztapalapa
11.9 DISTRIBUCIÓN DE LA PLANTA Una vez definido el proceso que se llevará a cabo, así como la maquinaria que se empleará se procede a efectuar la distribución de la planta, y del área de proceso ya que esta puede variar dependiendo del tipo de proceso de que se trate, esto es, si se trata de un proceso en lotes o en continuo, si se empleara por funciones o departamental, es decir, la maquinaria y el equipo se agruparan por clase de operaciones, donde los elementos del producto recorrerán las áreas donde se efectuaran las operaciones unitarias correspondientes al zona que se trate.
La distribución del área de proceso de la empresa ECOMEX se realizó por proceso, ya que al tratarse de operaciones en continuo, es necesario mantener los equipos según la secuencia de las operaciones unitarias, además de que los productos alternativos que se pudieran elaborar se fabrican con la misma tecnología y sólo se variaría la operación final en la maquina Fourdrinier. Finalmente, para la distribución de los equipos se tomaron en cuenta sus tamaños, espacios para dar mantenimiento o hacer reparaciones, áreas de acceso y pasillos.
Diagrama que representa el área de proceso en la empresa
ECOMEX
En cuanto al la distribución de la planta se consideraron las áreas requeridas para
almacenaje de materia prima y producto terminado, área de producción, área de recepción, oficinas (de acuerdo al organigrama que se presenta posteriormente), talleres de mantenimiento, laboratorios de control de calidad, planta de tratamiento de aguas residuales, comedor, sanitarios, y estacionamientos para empleados y visitas.
El plano de distribución de la planta y del área de proceso se encuentra en el capitulo de Ingeniería de Proyectos.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 116 UAM-Iztapalapa
11.10 ORGANIZACIÓN DE LA PLANTA La organización de una empresa, es la base de la operación directiva de la misma. Consiste en agrupar al personal sistemáticamente permitiendo definir y asignar las diferentes tareas al personal para cumplir los objetivos que haya establecido la empresa.
Una forma de representar gráficamente la estructura orgánica de la empresa es un organigrama, el cual es una división ordenada y sistemática de sus unidades de trabajo, que facilitan el entendimiento de la estructura, así como sus relaciones de jerarquía, además de que presentan una imagen formal de la organización, que puede servir para su análisis y reevaluación.
11.10.1 ORGANIGRAMA GENERAL DE LA EMPRESA Para una organización inicial, se puede elaborar un organigrama de jerarquización vertical simple, para mostrar como quedarán establecidos los puestos y jerarquías dentro de la empresa.
El organigrama para la empresa ECOMEX se presenta en la Figura 2.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 117 UAM-Iztapalapa
Figura 2. ORGANIGRAMA EMPRESARIAL
GERENTE GENERAL
MERCADOTECNIA JEFE DE PRODUCCIÓN 3
JEFE DE CONTROL DE CALIDAD
ENCARGADO DE ALMACEN DE
PRODUCTO TERMINADO
ENCARGADO DE ALMACEN DE MATERIA
PRIMA
OPERADORES (22)
AUXILIAR CONTABLE
VIGILANCIA (4)
COMPRAS
CHOFERES (3)
LIMPIEZA (8)
AYUDANTE DE CHOFER (3)
SECRETARIA EJECUTIVA
GERENTE ADMINISTRATIVO
VENTAS
FINANZAS CONTADOR
SECRETARIA
SECRETARIA
RECURSOS HUMANOS
TECNICO DE CONTROL DE CALIDAD (3)

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 118 UAM-Iztapalapa
11.11 CONSTITUCIÓN LEGAL DE LA EMPRESA Toda empresa que desee funcionar dentro de la República Mexicana debe cumplir con los requisitos legales en las diferentes dependencias gubernamentales, así como sujetarse a las normas, restricciones y estímulos fiscales que cada entidad establezca.
No hay que olvidar que un proyecto por muy rentable que sea, antes de ponerse en marcha debe incorporarse y acatar las disposiciones jurídicas vigentes. Empezando por la constitución legal de la empresa, para lo cual la ley ha establecido diferentes tipos de asociaciones, así como su funcionamiento y sus restricciones, que han surgido de las cambiantes necesidades de las empresas a través del tiempo.
La empresa ECOMEX se establecerá como sociedad anónima, que se define como un conjunto de personas que aportan un cierto porcentaje a la inversión necesaria para desarrollar un proyecto de empresa, y donde los individuos no necesariamente son conocidos y tienen como obligación únicamente el pago correspondiente al porcentaje con el que participan. Además la empresa trabajará bajo el régimen de capital variable, en el cual el capital es susceptible a fluctuaciones por aportaciones posteriores por los socios iniciales o bien por la admisión de nuevos socios, este capital puede ser retirado parcial o totalmente por el socio propietario.
11.12 CONTROL DE PROYECTOS Y RUTA CRÍTICA Un proyecto define una combinación de actividades relacionadas que deben de ejecutarse en un cierto orden antes de que el trabajo completo pueda terminarse. Una actividad en un proyecto usualmente se ve como un trabajo que requiere tiempo y recursos para su terminación.
Existen herramientas para la administración de proyectos, que han evolucionado en dos técnicas analíticas para la planeación, programación y control, estas son la Ruta Crítica (CPM) y la técnica de evaluación y revisión de proyectos (PERT).
Los métodos PERT y CPM están básicamente orientados en el tiempo, y la diferencia más significativa es que el primero es probabilístico y el segundo determinista. La elaboración de proyectos por PRT o CPM consiste en tres fases básicas:
Planeación Programación Estimación de tiempo y recursos Elaboración de la cédula básica Reestructuración de la red Distribución de recursos Control del proyecto

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 119 UAM-Iztapalapa
El método CPM se representa por un diagrama de flechas, en donde cada actividad es una flecha y cada evento es un círculo, en él se representan gráficamente las interdependencias y relaciones de precedencia entre actividades. A continuación se presenta un ejemplo de diagrama de redes.
Actividades para la organización de un congreso de biotecnología:
Actividad tiempo precedencia A) Reunir a la sociedad de científicos
15 -
B) Definir las características del congreso
20 A
C) Seleccionar al comité operativo
5 B
D) Seleccionar al comité científico
5 B
E) Buscar sedes para el congreso 15 C F) Hacer un análisis de mercado considerando los lugares donde se pueda llevar a cabo
15 E
G) Definir la sede 5 F H) Buscar patrocinadores 20 C I) Obtener los recursos 30 H J) Repartir los recursos entre las actividades necesarias
7 I
K) Definir al jurado 5 D L) Lanzar la convocatoria 2 K M)Mandar invitaciones a ponentes especiales
5 k
N) Recepción de los artículos 150 L O) Selección de los artículos 30 N P)Organizar calendario de actividades del congreso
7 O
Q)Enviar resultados de la selección de los artículos
10 P
R) Confirmar asistencia 7 M, Q S) Establecer y abordar los detalles del congreso
7 P
T) Realizar las inscripciones al congreso
150 L
U) Iniciar el congreso 1 S

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 120 UAM-Iztapalapa
DIAGRAMA DE REDES PARA LA ORGANIZACIÓN DE UN CONGRESO DE BIOTECNOLOGÍA
F
G
I J
M
L N
O PS
RK
D
T
U
EC
B
AH
Q
Ruta critica = 231 días

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 121 UAM-Iztapalapa
CAPITULO XII. INGENIERÍA DE PROYECTOS
12. BASES DE DISEÑO
Nombre del Proyecto: Reutilización de papel de desecho para la producción de liner.
Localización:
Isidro Fabela #166 Parque Industrial Santiago Tianguistengo
Municipio Santiago Tianguistengo Estado de México
Proyecto No.: 04-I-002 12.1 GENERALIDADES 12.1.1 FUNCIÓN DE LA PLANTA
El diseño de esta plata esta basado en la reutilización de papel de desecho para la producción de liner como producto final. 12.1.2 TIPO DE PROCESO
El Proceso es continuo.
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 1 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 122 UAM-Iztapalapa
12.2. FLEXIBILIDAD Y CAPACIDAD 12.2.1 FACTOR DE SERVICIO DE LA PLANTA Factor de servicio de la planta: 7160 horas de operación = 0.82
8760 horas día por año 12.2.2 CAPACIDAD DE LAS INSTALACIONES
a) Diseño: 60 ton/día b) Normal: 49Ton/día c) Mínima: 40 ton/día 12.2.3 FLEXIBILIDAD La planta debe seguir operando bajo condiciones normales a:
a) Falla de energía eléctrica: En caso de fallas se considera la posibilidad de adquirir una planta de generación de energía, ya que no se puede prescindir de este servicio durante todo el proceso.
b) Falla de suministro de vapor
Debido a que la generación de vapor es muy importante en el secado y terminado del liner, se contará con una caldera de reserva en caso de que falle la que esta en servicio.
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 2 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 123 UAM-Iztapalapa
12.2.4 NECESIDADES PARA FUTURAS EXPANSIONES Se tiene contemplada solo a 10 años, después de este periodo no se contempla ninguna expansión, el abasto suficiente de la materia prima la ampliación de las instalaciones así como renovación o reajuste del equipo y diferentes planes, y las estrategias a seguir para garantizar el abasto al mercado meta. Se pasara de tener una planta de producción pequeña a una de mediana a mayor producción. 12.3 ESPECIFICACIONES DE LA ALIMENTACIÓN 12.3.1 DESCRIPCIÓN Y ESPECIFICACIÓN DE CADA UNA DE LAS MATERIAS PRIMAS
Nombre
Color
Presentación
Consistencia %
Densidad(Kg./ m3
)
Contenido de
Humedad (%)
Condiciones de
Almacenamiento
Cartón y papel de desecho
Diferentes colores
Pacas de 300 Kg.
4-6
0.250
1
Protegido contra el sol y humedad
Sulfato de calcio
Blanco
Costales de 50 Kg.
2.5 .0232 7.0 Protegido contra el sol y humedad
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 3 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 124 UAM-Iztapalapa
12.4 ESPECIFICACIONES DEL PRODUCTO Para el diseño de papel liner es necesario tomar en cuenta la densidad y el espesor del papel. En la tabla que a continuación se presenta se muestran las densidades y espesores en papeles más comunes.
Densidad (g/m2) Espesor (µm)
20 56 60 80 90 106 140 180 225 240
30 52
102.5 109 115 135 185 225 265 290
g/m2 : Gramos m2 : metro cuadrado µm : micrón, o milésima parte de un milímetro
El Sello de Calidad constituye la garantía de que el producto cumple con las especificaciones que en él se indican. Además cumple con la importante función de identificarnos frente al cliente, haciéndonos responsables por la calidad del producto. Contiene: Nombre del fabricante, Planta, Tipo de papel liner, Código de composición de papel. CARACTERÍSTICAS FÍSICAS:
Hoja de papel liner. Sólido. Ligero.
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 4 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 125 UAM-Iztapalapa
CARACTERÍSTICAS QUÍMICAS: Está constituido básicamente por celulosa recuperada, esta tiene las siguientes características:
Insoluble en agua fría y caliente, además en solventes orgánica neutra (ejemplos: Gasolina, alcohol y benceno, entre otros).
Casi insoluble en soluciones acuosas diluidas de ácidos y álcalis. Resistente a la oxidación (particularmente con agentes de blanqueo)58.
CARACTERÍSTICAS ECOLÓGICAS:
Reciclable y biodegradable. PRUEBAS: Existen diversas pruebas realizadas a condiciones estándares que sirven para medir la resistencia de los papeles utilizados en la fabricación de una caja de cartón, la finalidad de ellas es crear un marco comparativo que permita definir en términos de resistencia los materiales59.
CONTROL DE CALIDAD En general las máquinas papeleras están diseñadas para trabajar con un mínimo de error en sus principales variables ( +/- 0.5 de la Unidad en Estudio)
Espesor Elongación Resistencia Humedad Densidad (g / m2)
58 “Ciencia y Tecnología sobre pulpa y papel”, Earl Lobby. Tomo I, Editorial CECSA, 1982. 59 http://www.inlandamericas.com/terminologia.html
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 5 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 126 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: BASES DE DISEÑO PARA LA REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 6 de 39
Es más importante controlar la densidad superficial ( gramaje / m2), del papel y
cartulina antes que el espesor, pues esta variable, (espesor), es fácilmente modificable por incorporación de aditivos químicos o procesos físicos (laminado o gofrado). La variable g/m2 es inalterable ya que ante cualquier cambio en el proceso o en la composición, el resultado se refleja de inmediato en el valor de ésta. Los fabricantes de celulosa, papel y derivados utilizan la variable Gramaje / m2 , como Unidad fundamental en sus producto . VIDA DE ANAQUEL Debido a que el producto que manejamos no es perecedero, no existe una referencia que considere la vida de anaquel. 12.5 ALIMENTACIÓN A LA PLANTA. 12.5.1 ALIMENTACIÓN EN LAS CONDICIONES DE LÍMITE DE BATERÍAS
Alimentación Consumo Presentación Edo. Físico
Entrega a almacén en:
Cartón y papel de desecho
116.37 Ton/día
Pacas 500 Kg. Sólido
Camión
Sulfato de Calcio
2.32 Ton/día Costales de 50 Kg.
Sólido
Camión
Agua 2783.83 m3 ----- Líquido Agua municipal Agua 1009.85 m3 ----- Líquido Recirculación

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 127 UAM-Iztapalapa
12.6 CONDICIONES DE LOS PRODUCTOS EN EL LÍMITE DE BATERÍAS
12.6.1 TÉRMINOS DE GARANTÍA
Producto Presentación Producción (Ton/día)
Producción (Ton/año)
Liner
Rollos de papel, el peso será de acuerdo a las necesidades del cliente
49
17444
Se debe tomar en cuenta que los rollos deben de ser protegidos contra el sol y humedad en la recepción como a la venta. 12.7 MEDIO AMBIENTE
12.7.1 CUMPLIMIENTO DE NORMAS Y REGLAMENTOS PARA TRATAMIENTO DE:
a) Aguas
NORMA OFICIAL MEXICANA NOM-003-ECOL-1997, QUE ESTABLECE LOS LIMITES MAXIMOS PERMISIBLES DE CONTAMINANTES PARA LAS AGUAS RESIDUALES TRATADAS QUE SE REUSEN EN SERVICIOS AL PUBLICO. Esta Norma Oficial Mexicana establece los límites máximos permisibles de contaminantes para las aguas residuales tratadas que se rehúsen en servicios al público, con el objeto de proteger el medio ambiente y la salud de la población, y es de observancia obligatoria para las entidades públicas responsables de su tratamiento y reuso.
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 7 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 128 UAM-Iztapalapa
ESPECIFICACIONES Los límites máximos permisibles de contaminantes en aguas residuales tratadas son los establecidos en la Tabla 1 de esta Norma Oficial Mexicana. TABLA 1. LIMITES MAXIMOS PERMISIBLES DE CONTAMINANTES
PROMEDIO MENSUAL
TIPOS DE REUSO COLIFORM
ES FECALESNMP/100
ml
HUEVOS DEHELMINTO
(h/l)
GRASAS Y
ACEITES m/l
DBO5 Mg/l
SST/mg/l
SERVICIOS AL PUBLICO
CON CONTACTO DIRECTO
240
< 1
15
20
20
ECOMEX S.A. de C.V. entra dentro del sector de la celulosa y papel, esta
industria esta regida por la Norma Técnica Ecológica NTE-CCA-015/88. Y los tratamientos de aguas residuales industriales los normaliza la Norma Oficial Mexicana NOM-003-ECOL-1997. b) Aire La norma Mexicana -043 –ECOL-1993 establece los niveles máximos permisibles de emisión a la atmósfera de partículas sólidas provenientes de fuentes fijas.
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 8 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 129 UAM-Iztapalapa
La interpolación y extrapolación de los datos no contenidos en la tabla para zonas
criticas, esta dada por la siguiente fórmula para la zona critica: E = 3020 / ºC 42 E = 4529.7 / ºC 42
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 9 de 39
FLUJO DE GASES (m3/min.)
ZONAS CRITICAS mg/m3
RESTO DEL PAÍS (mg/m3)
5 1536 2304 10 1148 1722 20 858 1287 30 724 1086 40 641 962 50 584 876 60 541 811 80 479 719 100 437 655 200 326 489 500 222 333 800 182 273 1000 166 249 3000 105 157 5000 84 127 8000 69 104 10000 63 95 20000 47 71 30000 40 60

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 130 UAM-Iztapalapa
c) Niveles de Ruido permisibles: La NOM-0811-81 establece los límites máximos permisibles de emisión de ruido de las fuentes y su método de medición.
Horario Limites máximos permisibles De 6:00 a 22:00 hrs. 68 dB (A) De 22:00 a 6:00 hrs. 65 dB (A)
El incumplimiento de la presente norma oficial será sancionado conforme a lo dispuesto por la ley federal del equilibrio ecológico y la protección al ambiente y demás ordenamientos jurídicos aplicables. 12.8 FACILIDADES REQUERIDAS PARA EL ALMACENAMIENTO La cantidad de almacenamiento de materias primas y producto terminado que requiere la industria Ecomex S.A. de C.V. para 15 días se muestra en la siguiente tabla:
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 10 de 39
Almacenamiento de materia prima (Ton/15 días) Año Cartón y papel Sulfato de calcio 2005 1103 15
2006 1147 15
2007 1193 16
2008 1241 17
2009 1291 17
2010 1342 18
2011 1396 19
2012 1452 19
2013 1510 20
2014 1570 21

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 131 UAM-Iztapalapa
12.9 SERVICIOS AUXILIARES 12.9.1 VAPOR Fuente: caldera Presión: 125 psi. Temperatura: 120°C Calidad: vapor sobrecalentado Gasto requerido: 914.63 kg/hr
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 11 de 39
Almacenamiento de Producto Terminado
(Ton/15 días) Año 735 2005 765 2006 795 2007 827 2008 860 2009 895 2010 931 2011 968 2012 1007 2013 1047 2014 1570

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 132 UAM-Iztapalapa
12.9.2 RETORNO DE CONDENSADO
Presión: 2 Kg/cm2
Temperatura: 90°C Gasto producido: 640.24 Kg/hr. 12.9.3 AGUAS DE SANITARIOS Y SERVICIOS
Fuente: Agua municipal Presión en límite de baterías: 2-4 Kg/cm2 Gasto requerido: 2.44 m3/día 12.9.4 AGUA CONTRA INCENDIOS
Fuente: Agua de tratamiento Presión en límite de baterías: 2 atm. Gasto Requerido: 15 m3
12.9.5 AGUA DE CALDERAS/ DESMINALIZADA
Fuente. Agua municipal Presión en límite de baterías. 13.5 Kg/cm2 Gasto requerido: 5.06 m3/hr.
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 12 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 133 UAM-Iztapalapa
12.9.8 AGUA DE PROCESO Fuente: Agua municipal Presión en límite de baterías. 1.5-2 Kg/cm2 Gasto requerido: 2644.64 m3/día 12.9.9 COMBUSTIBLE
Fuente: Gas natural Gasto requerido: 1317 m3/ día 12.9.10 SUMINISTRO DE ENERGÍA ELÉCTRICA
Fuente(s): Subestación Eléctrica comisión general de electricidad Capacidad: 150 KVA Voltaje: 13,000 V. Fases / Frecuencia: 3 / 60 Hrz 12.10 SISTEMAS DE SEGURIDAD 12.10.1 SISTEMA CONTRA INCENDIOS 12.10.1.1 REGLAMENTO DE AGUA CONTRA INCENDIOS LOCALES
El sistema contra incendio se colocara en lugares visibles, de fácil acceso y libre de obstáculos, de tal forma que el recorrido hacia el extintor mas cercano, tomando en cuenta las vueltas y rodeos necesarios para llegar a uno de ellos, no exceda de 15 metros desde cualquier lugar ocupado en el centro de trabajo.
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 13 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 134 UAM-Iztapalapa
Se fijara entre una altura del piso no menor de 10 cm, medidos del suelo a la
parte mas baja del extintor y una altura máxima de 1.50 m, medidos del piso a la parte mas alta del extintor.
Estará protegido de la intemperie. Se señalara su ubicación de acuerdo a lo establecido en la NOM-026-STPS-
1998. Se instalara un sistema de alarma contra incendios conectado a la central
principal, este servicio lo presenta la zona industrial donde esta instalada la planta. Además de que se instalaran extinguidores basándose en agua con presión contenida tipo B (cumpliendo con la NOM-103-STPS-1994,SEGURIDAD-EXTINTORES CONTRA INCENDIO basándose en AGUA CON PRESIÓN CONTENIDA) en el área de proceso, almacén de materias primas y producto terminado
Estará en posición para ser usados rápidamente. Los extintores deben recibir mantenimiento cuando menos una vez al año,
durante su mantenimiento deben de ser sustituidos por equipo parar el mismo tipo de fuego, y por lo menos de la misma capacidad.
Fuego clase A: son los fuegos de materiales sólidos de tipo orgánico, cuya combustión tiene lugar normalmente conformación de brasas, como madera, telas, papel, hule, plásticos y similares. Fuego clase B: son los fuegos en los que intervienen líquidos y gases combustibles. 12.10.1.3 EQUIPO MOVIL Y PORTÁTIL
Tipo A: agua limpia simple, cuya acción impide la ignición y propagación de fuego tipo A, provocando su extinción por enfriamiento.
Tipo B: agua limpia simple con aditivos, para alterar sus propiedades físicas convirtiéndose en mezcla espumante de alta tensión superficial cuya acción
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 14 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 135 UAM-Iztapalapa
impide la ignición y propagación del fuego tipo B específicamente en líquidos inflamables y solventes derramados en el piso.
Extintor portátil: Clasificado como tipo I en el que diseña para ser transportado y operado manualmente y cuya masa total no excede de 20 Kg.
Extintor móvil: clasificado como tipo II en el que se diseña para ser transportado y operado sobre unas ruedas, sin locomoción propia, cuya masa es superior a 20kg.
12.10.2 PROTECCIÓN PERSONAL Para el equipo de protección de personal se establecerá de acuerdo a la NOM-017-STPS-2001, equipo de protección personal – selección, uso y manejo en los centros de trabajo.
Desde la recepción de materias primas hasta la producción de liner; el personal deberá vestir con overoles, guantes, botas industriales (antiderrapantes). 12.11 DATOS CLIMATOLÓGICOS 12.11.1 TEMPERATURA Máxima Promedio: 14.4 ºC Mínima promedio 11.10 ºC Promedio anual (bulbo seco). 11.5 °C Promedio de bulbo húmedo. 13 °C
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 15 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 136 UAM-Iztapalapa
12.11.2 PRECIPITACIÓN PLUVIAL Máxima: 1130 Promedio Anual: 999 mm. 12.11.3 VIENTO Dirección de Viento reinante: Este Velocidad promedio: 7.5 Km/hr. Velocidad Máxima: 50 Km/hr. 12.11.4 HUMEDAD (TEMPLADO SUBHUMEDO)
Máxima promedio: 55% Mínima promedio: 35% Promedio: Subhumedo 40% 12.12. DATOS DEL LUGAR 12.12.1 LOCALIZACIÓN DE LA PLANTA
Elevación sobre el nivel del mar: 2630 mts. Necesidades de ampliaciones futuras: No se requiere ampliaciones futuras. 12.13. DISEÑO ELÉCTRICO
13.1 Código de Diseño Eléctrico. NEMA, ANSI, NOM EM-001SEMP-1993
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 16 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 137 UAM-Iztapalapa
El sistema eléctrico, es establecido en base al código de diseño:
NEMA ANSI NOM-EM-001-SEMP-1993
Las instalaciones eléctricas se diseñaran cumpliendo la NOM-001-SEMP-1994,
Relativa a las Instalaciones destinadas al suministro y uso de la energía eléctrica, artículos 250, 500, 516 y 2103. Normas técnicas para instalaciones eléctricas de la Secretaría de Comercio y Fomento Industrial, así como con lo que establecen los códigos internacionales vigentes en su edición más reciente como el National Fire Protection Association N° 30 A. 12.13.2 DISTRIBUCIÓN ELÉCTRICA La distribución eléctrica se llevara acabo de forma aérea, para así darle un mejor mantenimiento y detectar fácilmente fallas que se pueden presentar. El cable utilizado será de cobre THW calibre 8.3 mm. Desde la base hasta las conexiones. 12.14 DISEÑO MECÁNICO Y TUBERÍAS 12.14.1 CÓDIGOS DE DISEÑO MECÁNICO Y TUBERÍAS El código de identificación para tuberías, consta de tres elementos:
Color de seguridad los cuales serán:
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 17 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 138 UAM-Iztapalapa
Color de seguridad Significado Rojo Tubería contra incendio Amarillo Fluidos gaseosos Verde Identificación de fluido de bajo riesgo.
información complementaria. identificación de dirección de flujo.
Las tuberías en el área de procesos serán instaladas en forma de racks para evitar accidentes y se encontrarán identificadas de acuerdo a lo establecido en la NORMA OFICIAL MEXICANA NOM-026-STPS-1998, Colores y señales de seguridad e higiene, e Identificación de riesgos por fluidos conducidos en tuberías.
12.14.2 COLORES DE SEGURIDAD PARA TUBERÍAS Y SU SIGNIFICADO Para definir si un fluido es peligroso se deberán consultar las hojas de datos de seguridad conforme a lo establecido en la NOM-114-STPS-1994. El color de seguridad se aplicara en la forma siguiente: Se pintara la tubería a todo lo largo con el color de seguridad correspondiente.
La disposición del color amarillo para la identificación de fluidos peligrosos, se aplicara mediante bandas con franjas diagonales amarillas y negras a 45°. El color amarillo de seguridad cubrirá por lo menos el 50% de la superficie total de la banda de identificación y las dimensiones mínimas de dicha banda se ajustarán a lo establecido en la tabla 3. Las bandas de identificación se ubicarán dé forma que sea visible desde cualquier punto de la zona o zonas en que se ubica el sistema de tubería y en la cercanía de válvulas. En tramos rectos se ubicarán a intervalos regulares no mayores a lo indicado a continuación:
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 18 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 139 UAM-Iztapalapa
a) Para un ancho de banda de color de seguridad de hasta 200 mm, cada 10 m b) Para anchos de banda mayores a 200 mm, cada 15 m.
TOXICO INFLAMABLE EXPLOSIVO IRRITANTE CORROSIVO REACTIVO RIESGO BIOLOGICO ALTA TEMPERATURA BAJA TEMPERATURA ALTA PRESION
12.15 DISEÑO DE EDIFICIOS 12.15.1 CÓDIGOS DE CONSTRUCCIÓN PARA:
Arquitectónicos, Concreto, Sísmico y Viento. Los códigos utilizados para la construcción serán, arquitectónicos, concretos. 12.15.2 DATOS DE SISMO ZONA SÍSMICA
La planta ECOMEX se encuentra en la zona sísmica (A).
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 19 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 140 UAM-Iztapalapa
12.16 INSTRUMENTACIÓN 12.16.1 CÓDIGOS DE DISEÑO DE INSTRUMENTACIÓN 12.17 ESTANDARES Y ESPESIFICACIONES ASME SECCIÓN VIII DIV 1, NEMA ANSI, NEF, ASTM, CFE MEX, TEMA, ISO 9002, DIN NOM, NOM-EM-001-SEMIP-1993, NFPA. 12.18 DISEÑO DE EQUIPO 12.18.1 DIAGRAMA DE PROCESO 12.18.2 HOJAS DE DISEÑO
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 20 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 141 UAM-Iztapalapa
AREA 100
Adi
cion
de
agua
y s
ulfa
to
Corriente 1 2 3 4 5 6 7 8 9 10 11 12 Flujo Másico
3003.33 5766.4 5766.4 5188.15 578.25 446.83 4741.32 4741.32 663.78 4077.53 5341.95 9419.48
Flujo Másico de Diseño
3153.49 6054.72 6054.72 5447.55 607.16 469.17 4978.38 4978.38 696.96 4281.40 5609.04 9890.45
Flujo Volumétrico
3.0033 3.392 3.392 3.051 0.340 0.262 2.789 2.789 0.390 2.398 3.142 5.540

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 142 UAM-Iztapalapa
AREA 200
Corriente 13 14 17 18 Flujo Másico 9419.48 5812.03 404.44 3215.05 Flujo Másico de Diseño
9890.45 6102.63 420.46 3375.80
Flujo volumétrico
5.540 3.419 0.235 1.891

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 143 UAM-Iztapalapa
DIAGRAMA DE PROCESO

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 144 UAM-Iztapalapa
NOMBRE DEL EQUIPO: PULPER
UBICACIÓN: Área 100 No. REQUERIDO: A/B
OPERACIÓN Trituración y mezclado CLAVE DEL EQUIPO: C-110
DATOS
MARCA FOXBORO
MATERIAL DE CONSTRUCCIÓN ACERO INOXIDABLE
ESPECIFICACIONES: DIMENSIONES: Mod: Forma cilíndrica vertical, base cónica Flujo: 2.53 m3/min
Capacidad: 38 m3 Diámetro interno superior: 4.0 m Diámetro interno inferior de la base cónica:1.6 m Altura del cilindro: 2.0 m Altura de la base cónica: 1.5 m
DIBUJO DE REFERENCA
4.0m
1.6m
REVISIÓN:
FECHA: APROBO:
Universidad Autónoma Metropolitana NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 21 de 39
2.0m
1.5m
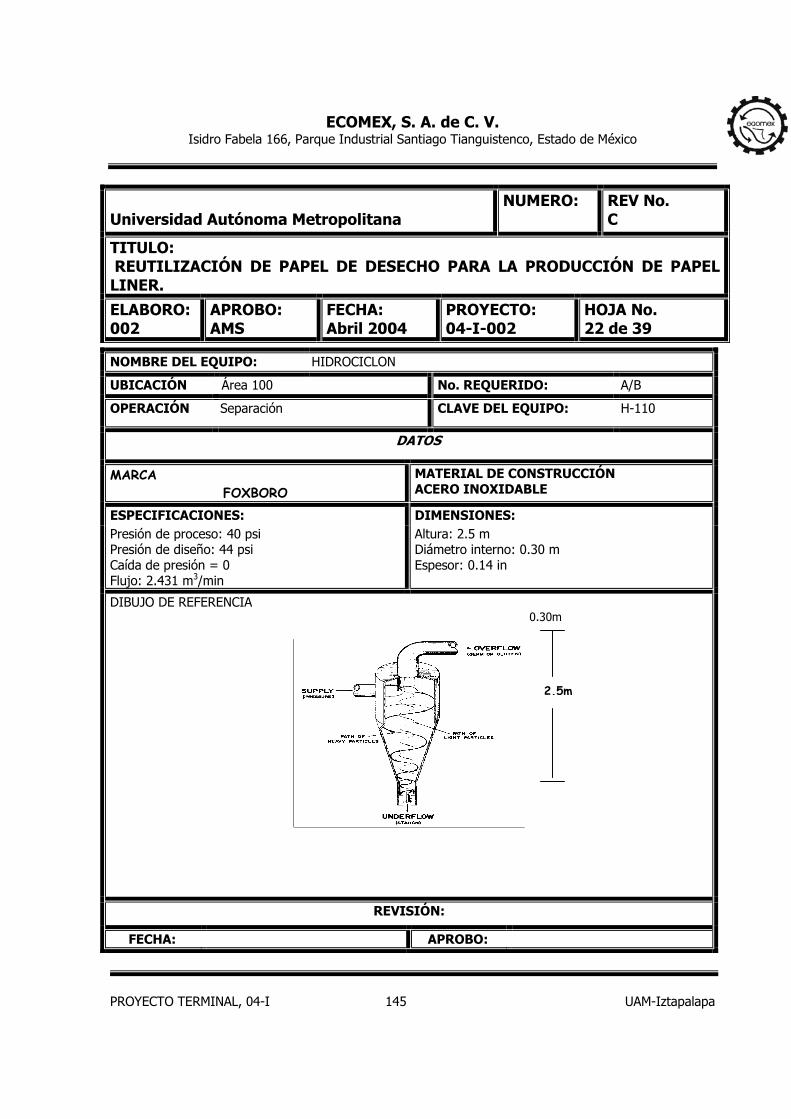
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 145 UAM-Iztapalapa
NOMBRE DEL EQUIPO: HIDROCICLON
UBICACIÓN Área 100 No. REQUERIDO: A/B
OPERACIÓN Separación CLAVE DEL EQUIPO: H-110
DATOS
MARCA FOXBORO
MATERIAL DE CONSTRUCCIÓN ACERO INOXIDABLE
ESPECIFICACIONES: DIMENSIONES: Presión de proceso: 40 psi Presión de diseño: 44 psi Caída de presión = 0 Flujo: 2.431 m3/min
Altura: 2.5 m Diámetro interno: 0.30 m Espesor: 0.14 in
DIBUJO DE REFERENCIA 0.30m
REVISIÓN:
FECHA: APROBO:
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 22 de 39
2.5m

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 146 UAM-Iztapalapa
NOMBRE DEL EQUIPO: TANQUE DE ALMACENAMIENTO
UBICACIÓN: Área 100 No. REQUERIDO: 1
OPERACION Recepción de agua de proceso CLAVE DEL EQUIPO: F-130
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN Concreto
ESPECIFICACIONES: DIMENSIONES: Forma cilíndrica vertical
Capacidad: 50 m3
Altura: 2 m Largo: 5 m Ancho: 5 m
DIBUJO DE REFERENCIA
2m 5m 5m
REVISIÓN:
FECHA: APROBO:
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 23 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 147 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 24 de 39
NOMBRE DEL EQUIPO: BOMBA CENTRÍFUGA
UBICACIÓN: Área 100 No. REQUERIDO: 1
OPERACIÓN Bombeado de agua a pulper CLAVE DEL EQUIPO: L-110
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN Acero inoxidable
ESPECIFICACIONES: DIMENSIONES: Gasto de diseño: 610.2327 GMP Gasto real: 581.174 GMP Presión de descarga = 0 Velocidad seleccionada: 3.72264582 ft/s Carga dinámica total: 18.21053073 ft KW: 1.19625474 BHP: 1.603558634 Eficiencia: 0.6
Longitud de tubería: 13.1232 ft Diámetro seleccionado: 8 in
DIBUJO DE REFERENCIA
REVISIÓN:
FECHA: APROBO:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 148 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 25 de 39
NOMBRE DEL EQUIPO: REFINADOR
UBICACIÓN: Área 100 No. REQUERIDO: 1
OPERACIÓN Cortado o alargado de fibras CLAVE DEL EQUIPO: C-120
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN FOXBORO Acero inoxidable
ESPECIFICACIONES: DIMENSIONES: Capacidad: 700 GPM Potencia: 39.58 HP=57.3KW Flujo: 520 GMP
DIBUJO DE REFERENCIA
REVISIÓN:
FECHA: APROBO:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 149 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER.
ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 26 de 39
NOMBRE DEL EQUIPO: FILTRO
UBICACIÓN: Área 100 No. REQUERIDO: OPERACION Filtrado CLAVE DEL EQUIPO: H-120
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN ACERO INOXIDABLE
ESPECIFICACIONES: DIMENSIONES: Flujo: 2.68 m3/min Velocidad de flujo: 2.68 m3/min Capacidad: 10 m3 Presión: 30 psia
Tamaño de poro: 1 mm Altura: 1.4 m Diámetro: 3 m
DIBUJO DE REFERENCIA 3m
¡Error!
REVISIÓN:
FECHA: APROBO:
1.4m

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 150 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 27 de 39
NOMBRE DEL EQUIPO: CALDERA
UBICACIÓN: Área 200 No. REQUERIDO: 1
OPERACION Producción del calor y vapor CLAVE DEL EQUIPO: A-210
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN Acero inoxidable
ESPECIFICACIONES: DIMENSIONES: Caldera pirotubular de tipo horizontal, monobloc de 3 pasos de humo. Combustible: Gas natural Presión de diseño: 3kg/cm^2 Presión de proceso: 2kg/cm^2 Producción de vapor: 1000 kg/hr Potencia térmica útil: 647KW Consumo de combustible: 72 m3/hr
C.C.: 64
DIBUJO DE REFERENCIA
REVISIÓN:
FECHA: APROBO:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 151 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 28 de 39
NOMBRE DEL EQUIPO: FOURDRINIER
UBICACIÓN: Área 200 No. REQUERIDO: 1
OPERACION Prensado, secado, calandrado y embobinado
CLAVE DEL EQUIPO: P-210
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN BRUNNSCHWEILER ACERO INOXIDABLE
ESPECIFICACIONES: DIMENSIONES: Presión de proceso: 180kg/cm2
Presión de vapor de proceso: 2 kg/cm2 Temperatura de proceso: 90-140°C Bobina: 806HP Consumo de vapor: 926 kg/hr
Velocidad: 75-230 m/min Largo: 40 m Altura: 2 m Ancho: 1.5 m
DIBUJO DE REFERENCIA
REVISIÓN:
FECHA: APROBO:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 152 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 29 de 39
NOMBRE DEL EQUIPO: BOMBA DE DESPLASAMIENTO POSITIVO
UBICACIÓN: Área 100 No. REQUERIDO: 1
OPERACION Bomba para trasportar pulpa a fourdinier
CLAVE DEL EQUIPO: L-150
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN Acero inoxidable ESPECIFICACIONES: DIMENSIONES: Gasto de diseño: 1611.5955 GMP Gasto real: 1465.08682 GMP Presión de descarga = 0 Velocidad seleccionada: 3.42 ft/s Carga dinámica total: 142.982692 ft BHP: 88.165849 KW: 65.7717234 Eficiencia: 0.6
Longitud de tubería:13.1232 ft Diámetro seleccionado: 6 in
DIBUJO DE REFERENCIA
REVISIÓN:
FECHA: APROBO:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 153 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 30 de 39
NOMBRE DEL EQUIPO: BOMBA DE DESPLAZAMIENTO POSITIVO
UBICACIÓN: Área 100 No. REQUERIDO: 1
OPERACION Bomba para trasportar pulpa a refinador
CLAVE DEL EQUIPO: L-140
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN Acero inoxidable
ESPECIFICACIONES: DIMENSIONES: Gasto de diseño: 810.447143 GMP Gasto real: 736.77013 GMP Presión de descarga = 0 Velocidad seleccionada:8.172041494 ft/s Carga dinámica total: 557.557361 ft BHP:39.58 KW:29.53 Eficiencia: 0.6
Longitud de tubería:13 ft Diámetro seleccionado:8 in
DIBUJO DE REFERENCIA
REVISIÓN:
FECHA: APROBO:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 154 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 31 de 39
NOMBRE DEL EQUIPO: BOMBA CENTRIFUGAL
UBICACIÓN: Área 100 No. REQUERIDO: 1
OPERACION Bomba para llevar agua de tratada a pulper
CLAVE DEL EQUIPO: L-120
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN Acero inoxidable
ESPECIFICACIONES: DIMENSIONES: Gasto de diseño: 221.7548648 GMP Gasto real: 211.1951093 GMP Presión de descarga = 0 Velocidad seleccionada: 5.31614085 ft/s Carga dinámica total: 19.5249887 ft BHP:1.277637971 KW:0.95 Eficiencia: 0.6
Longitud de tubería: 98.424 ft Diámetro seleccionado: 4 in
DIBUJO DE REFERENCIA
REVISIÓN:
FECHA: APROBO:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 155 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 32 de 39
NOMBRE DEL EQUIPO: B0MBA DE DESPLASAMIENTO POSITIVO
UBICACIÓN: Área 100 No. REQUERIDO:
OPERACIÓN Bomba para trasportar pulpa a hidrociclon
CLAVE DEL EQUIPO: L-130
DATOS
MARCA MATERIAL DE CONSTRUCCIÓN Acero inoxidable
ESPECIFICACIONES: DIMENSIONES: Gasto de diseño: 990.320496 GMP Gasto real: 900.29136 GMP Presión de descarga = 0 Velocidad seleccionada: 5.7667168 ft/s Carga dinámica total: 80.890283 ft BHP: 30.650178 KW: 22.86503278 Eficiencia: 0.6
Longitud de tubería: 9.8424 ft Diámetro seleccionado: 10 in
DIBUJO DE REFERENCIA
REVISIÓN:
FECHA: APROBO:

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 156 UAM-Iztapalapa
12.19 BALANCE DE MATERIA PARA CADA EQUIPO DE PROCESO 12.19.1 PULPER
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 33 de 39
PULPER
A/B
Q1Cartón= 0.53 m3/min
Q2 =3.0033 m3/min
Balance global Q1+Q2== Q3+Q4 0.53 m3/min+3.0033 m3/min= 3.392 m3/min+0.1413 m3/min= 3.53
Q4 = 3.392 m3/min. XH2O=0.85 Xpulpa = 0.111 Xres = 0.039
Q3= 0.1413 m3/min. XH2O = 0.85 Xpulpa = 0.111 Xres = 0.039

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 157 UAM-Iztapalapa
Balance global Q4= Q5 + Q6
Q4= 0.3401 m3/ min. + 3.0518 m3/min
Q4= 3.392 m3/min
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 34 de 39
Q5= 0.3401 m3/min. XH2O = 0.68 Xpulpa = 0.09 Xres = 0.23
Q6 = 3.0518 m3/min.XH2O = 0.87 Xpulpa = 0.11 Xres = 0.02
Q4 = 3.392 m3/min. XH2O=0.85 Xpulpa = 0.111 Xres = 0.039
HIDROCICLÓN
12.19.2 HIDROCICLÓN

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 158 UAM-Iztapalapa
12.19.3 FILTRO
Balance global
Q6 = Q7 + Q8
Q6 = 0.2628 m3/min. + 2.7890m3/min Q6= 3.0518
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 35 de 39
Q7= 0.2628 m3/min.XH2O = 0.71 Xpulpa = 0.09 Xres = 0.20
Q8 = 2.7890 m3/min.XH2O = 0.88 Xpulpa = 0.12 Xres = 0
FILTROQ6 = 3.0518 m3/min. XH2O = 0.87 Xpulpa = 0.11 Xres = 0.02

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 159 UAM-Iztapalapa
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 36 de 39
Q9 = 0.3905 m3/min. XXH2O = 0.88 XXpulpa = 0.12
Q10 = 2.3985 m3/min. XH2O = 0.88 Xpulpa = 0.12
Q8 = 2.7890 m3/min.XXH2O = 0.88 XXpulpa = 0.12
REFINADOR
Balance global Q8 = Q9 + Q10
2.7890 m3/min. = 0.3905 m3/min. + 2.40m3/min.
12.19.4 REFINADOR

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 160 UAM-Iztapalapa
Condición del proceso: El agua que entra al tanque de adición en la corriente Q11, es agua de recirculación de la corriente Q13, proveniente de la Fourdrinier.
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 37 de 39
TANQUE DE ADICION
Q11 = 3.1423 m3/min. XH2O =0.998
Q12 = 5.5408 m3/min. XH2O = 0.949 Xpulpa = 0.043
Balance global Q10 + Q11 = Q12 2.3985 m3/min + 3.1423 m3/min. = Q12
Q10 =2.3985 m3/min. XH2O = 0 88
12.19.5 TANQUE DE ADICIÓN

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 161 UAM-Iztapalapa
Condición del proceso: en la primera etapa del equipo (fase húmeda), se elimina el 72% de agua de la corriente Q12 en la corriente Q13, de lo cual se evapora un 5 % lo cual se suma al 20% de Q12, que se evapora en la fase seca, en Q15.
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO: 002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 38 de 39
FOURDRINIER
Q15= 1.89 m3/min
Q14 = 0.2356 m3/min. XH2O = 0.08 Xpulpa = 0.9 Xsulf= 0 02
Q12 =5.5408 m3/min. XH2O = 0.949
Q13 =3.4188 m3/min XH2O= 0.9809 Xpulpa=0.0190 Xsulf=6.56x106
Balance global:Q12= Q13+Q14+Q15
Q12= 3.4188 m3/min+0.2356 m3/min + 1.89 m3/min
12.19.6 FOURDRINIER

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 162 UAM-Iztapalapa
12.20 BALANCE DE ENERGÍA ELÉCTRICA REQUERIDA
Año
Materia prima
requerida Volumen (m^3/hr)
Masa (kg/hr) Q (Btul/hr)
Masa de agua(m^3/
hr) Masa de
agua(GPM)
Masa de vapor
(kg/hr) C.C Consumo de
gas (m^3/hr)
2005 73.5 70.33 70334.6 1339706.67 3.55 15.65 642.08 39.99 46.23
2006 76.5 83.20 83200 1584761.90 4.20 18.51 759.53 47.31 54.69
2007 79.5 76.07 76070 1448952.38 3.84 16.92 694.44 43.25 50.00
2008 82.7 79.14 79140 1507428.57 4.00 17.61 722.46 45.00 52.02
2009 86.0 82.3 82300 1567619.05 4.16 18.31 751.31 46.79 54.09
2010 89.5 85.64 85640 1631238.10 4.33 19.05 781.80 48.69 56.29
2011 93.1 89.09 89090 1696952.38 4.50 19.82 813.30 50.66 58.56
2012 96.8 92.63 92630 1764380.95 4.68 20.61 845.61 52.67 60.88
2013 100.7 96.36 96360 1835428.57 4.87 21.44 879.67 54.79 63.34
Universidad Autónoma Metropolitana
NUMERO: REV No. C
TITULO: REUTILIZACIÓN DE PAPEL DE DESECHO PARA LA PRODUCCIÓN DE PAPEL LINER. ELABORO:002
APROBO: AMS
FECHA: Abril 2004
PROYECTO: 04-I-002
HOJA No. 39 de 39

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 163 UAM-Iztapalapa
2014 104.7 100.19 100190 1908380.95 5.06 22.29 914.63 56.97 65.85
2004 2005 ID Actividad Comienzo Fin Duración
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Enero Feb Mar Abr May Jun Jul Ago Sep Oct Nov 1 Ing. Básica 07/01/04 21/05/04 135 días 2 Diagrama de
proceso 07/01/04 07/03/04 60 días
3 Lista de equipo 10/01/04 19/02/04 40 días 4 Balance de materia y
energía 10/01/04 05/03/04 55 días
5 Diagrama de tuberías
11/03/04 11/04/04 31 días
6 Hoja de datos de equipo
15/01/04 20/04/04 96 días
7 Requerimientos auxiliares
22/04/04 10/05/04 18 días
8 Hojas de datos de instrumentación
22/04/04 10/05/04 18 días
9 Arreglo de equipos 10/04/04 20/05/04 40 días 10 Ing. De Detalle 22/05/04 19/10/04 150 días 11 Especificación y
base de proyecto 22/05/04 08/06/04 17 días
12 Requerimiento de
equipos 25/05/04 09/07/04 45 días
13 Modelo de proyecto 10/06/04 25/06/04 15 días 14 Ing. Civil 26/06/04 15/08/04 50 días 15 Ing. Mecánica-
tubería 10/07/04 24/08/04 45 días
16 Ing. Eléctrica 30/07/04 13/09/04 45 días 17 Ing. De
Instrumentación 20/08/04 09/10/04 50 días
18 Lista de materiales 22/05/04 16/06/04 25 días 19 Procuramiento 17/01/04 01/01/05 350 días 20 Lista de proveedores 30/01/04 15/03/04 45 días 21 Licitaciones 07/02/04 27/02/04 20 días 22 Compras 22/01/04 27/12/04 340 días 23 Expeditación 22/01/04 27/12/04 340 días 24 Inspección 12/01/04 17/12/04 340 días 25 Construcción 10/10/04 O5/08/05 300 días 26 Plan general de
construcción 10/10/04 30/10/04 20 días
27 Preparación del terreno
10/11/04 10/12/04 30 días
28 Instalación de equipos
01/06/05 16/07/05 45 días
29 Instalación de tuberías
16/06/05 05/08/05 50 días
30 Obras eléctricas e instrumentación
15/07/05 03/09/05 50 días
31 Pruebas de arranque 03/09/05 03/10/05 30 días 32 Revisión de DTI 03/09/05 06/09/05 6 días 33 Verificación de
equipo 06/09/05 09/09/05 3 días
34 Pruebas de aceptación de equipos
09/09/05 14/09/05 5 días
35 Corrida de garantía 14/09/05 30/09/05 16 días 36 Aceptación de la
planta 01/10/05 01/10/05 1 día
37 Operación 01/10/05 31/10/05 30 días 38 Organización 01/10/05 11/10/05 10 días 39 Capacitación de
personal 05/10/05 20/0/05 15 días
40 Optimización del proceso productivo
10/01/04 30/01/04 20 días

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 164 UAM-Iztapalapa
Universidad Autón
Arreglo Genera
MAR 5, 2004
04 - I - 003
Reuti lización dePara la produ
ESCALA
ACOTACION1 :
MET
ZONA DE CARGAY DESCARGA
ALMACÉN YZONA DE DESCARGA
DE MATERIA PRIMA
PLANTA DETRATAMIENTO
DE AGUAS
CALDERA TALLER CONTROLDE CALIDAD
SUB. EST.ELECTRICA
COMEDOR
SANITARIOS
BASURA
RECEPCION
CONTROL
DIESEL
SANITARIOS
INTEND.CONTROL
DE BASCULA
BASCULA
JARDIN JARDIN
SALA DE USOS MÚLTIPLES
1 2 3 4 5 7 9 106
A
B
D
E
F
G
H
No. DE PROYECTO
FECHA
TITULO:
PROYECTO:
75.00
20.00 20.00 20.00 15.008

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 165 UAM-Iztapalapa
1 2 3 4 5 6
MAR 5, 2004
04 - I - 003
Reut il i zac ión Para la pro
ESCALA
ACOTAC1
M
No. DE PROYECTO
FECHA
TITULO:
PROYE CTO:
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 166 UAM-Iztapalapa
CAPITULO XIII
DISEÑO DE LA PLANTA DE TRATAMIENTO DE AGUAS RESIDUALES 13.1 INTRODUCIÓN Desde el punto de vista sanitario, las aguas de desecho o aguas negras son originadas por las diversas actividades vitales de una población, como el uso domestico o el uso industrial. En su composición se encuentran sólidos orgánicos disueltos y suspendidos que están sujetos a la putrefacción, así como algunos componentes que se desechan en las diversas industrias. También contienen organismos vivos como bacterias y otros microorganismos cuyas actividades vitales promueven el proceso de descomposición. Los grandes volúmenes de las aguas negras se producen en forma continua y aumentan conforme la población crece y se extiende según su actividad60.
Alejandra Xanic en su articulo “Medio ambiente, los responsables” 61, comenta que a pesar de algunas mejoras, la industria todavía arroja cinco millones de toneladas de residuos peligrosos y descarga, sin tratamiento, 93% de sus aguas residuales. Las ramas industriales que, según la Comisión del Agua arrojan más contaminantes en sus aguas residuales, son la azucarera (40.6% de las descargas industriales), la química, (8.42%), la petrolera (3.91%), la industria del hierro y el acero (2.85%) y la de celulosa y papel (2.83%).
Dichas aguas son altamente dañinas para la población, pueden provocar padecimientos tales como enfermedades gastrointestinales e infecciosas; así como afectan la salud, el medio ambiente también es altamente susceptible a los daños por el desequilibrio ecológico que puede causarle este tipo de desechos. Lo anterior nos indica la razón por la que estas aguas deben ser tratadas antes de ser descargadas en lagos, lagunas, barrancas u otros cuerpos receptores, o bien para su reutilización en los cultivos agrícolas o jardines. Los tratamientos de aguas residuales se encuentran hoy en día completamente normalizados.
En algunos sectores tales como la industria de papel y celulosa es posible la utilización de aguas tratadas, ya que algunos procesos de esta industria lo permiten.
Las actuales limitaciones medioambientales han provocado la disminución del consumo de los recursos naturales para su utilización industrial. La industria de papel y cartón constituye un claro ejemplo de esta tendencia, el uso de materias primas fibrosas recicladas y/o alternativas, permiten la disminución del consumo de agua durante su proceso y esta no es requerida con altos índices de pureza, lo cual permite a ECOMEX plantear una reutilización de las aguas tratada en la planta. Las acciones dirigidas hacia la consecución de estos objetivos no son más que distintas etapas para mejorar la gestión del agua hasta llegar al equilibrio entre las necesidades de producción en fábrica y los requisitos medioambientales.
60 http://www.hemerodigital.unam.mx/ANUIES/ipn/arte_ciencia_cultura/may-jun98/ambien/sec_1.html 61 Revista Expansión, 22 de Noviembre de 2000.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 167 UAM-Iztapalapa
La caracterización de los efluentes de nuestra industria resulta esencial, con lo que se logra determinar los aspectos cuantitativos y cualitativos, que nos determinaran los contaminantes presentes en nuestras aguas. Posteriormente conociendo la norma ecológica que rige a nuestra industria es posible determinar el tren de tratamiento necesario para cumplirla. 13.2 PROCEDENCIA DE LAS AGUAS RESIDUALES Para conocer el flujo que se tendrá en la PTAR es necesario conocer el flujo que se tiene por concepto del proceso de fabricación del liner, así como los flujos por los servicios y uso de la plata por los trabajadores.
En el proceso de fabricación se determinaron los efluentes que proviene de las diferentes maquinas que intervienen, a continuación se presentan los flujos que se obtienen de cada una:
EFLUENTES DEL PROCESO*
Equipo EFLUENTE (m3/d)
PULPER 170.40 HIDROCICLON 410.10 FILTRO 316.90 REFINADOR 470.76
TOTAL 1367.57
Considerando otro efluente por el lavado de equipo, que en este caso es muy bajo, debido a que el proceso es continuo y será ocasional, se toma un efluente promedio de 0.5 m3/d.
Para los efluentes por concepto de servicio de la empresa (baños y regaderas, comedor, limpieza, etc.) se considera un gasto promedio de 0.031 m3/d por trabajador; nuestra empresa esta conformada por 78 empleados, lo cual representa un efluente de 2.44 m3/d.
* El efluente que se obtienes de la maquina FOURDRINIER es recirculado, por lo que este flujo no es
considerado para el diseño de la planta de tratamiento de aguas residuales.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 168 UAM-Iztapalapa
Estos dos últimos flujos se suman para ser considerados como uno solo de acuerdo a la siguiente tabla:
OTROS EFLUENTES
Concepto EFLUENTE (m3/d)
LAVADO DE EQUIPO 0.50 SERVICIOS 2.44
TOTAL 2.94
En total el flujo que se tendrá en la PTAR será de 1,370.5 m3/d, esto es en él ultimo año de operación de la planta. 13.3 CARACTERIZACIÓN DE LAS AGUAS RESIDUALES Es necesario conocer el tipo de aguas por tratar, esto es saber desde la cantidad hasta los componentes que viene en ella, para que en base a estos datos, se haga la selección del método de tratamiento aparentemente más adecuado62.
Las aguas obtenidas de la producción de liner a partir de fibra secundarias presentan una mayor variación en su contenido en materia orgánica soluble debido a los aditivos utilizados en el proceso de fabricación del papel o del cartón previo63. Las fuentes principales de estos contaminantes potenciales son:
Adhesivos de contacto (polímeros de estireno-butadieno, acrilatos de vinilo, etc.) Adhesivos de fusión (acetato de vinilo) Aglutinantes: resinas alquídicas en los pigmentos de impresión láser.
Por lo anterior es de esperarse que las aguas por tratar en esta industria puedan
llegar a tener variaciones en su caracterización con forme se va cambiando la materia prima (pacas de cartón), de acuerdo al grado de aditivos presentes en esta. Pese a lo anterior existen reportes tales como el presentado por el CEIT (Centro de Estudios e Investigación Técnicas de Gipúzcoa), o como Julio Salome lo menciona en el estudio Gestión del agua en la industria papelera, sobre la caracterización de las aguas de este tipo de industria. Por otra parte con el apoyo a la visita realizada a la empresa papelera UNIPACK64, que utiliza cartón como materia prima para producir liner, se logro obtener la caracterización de sus aguas residuales de un día normal de trabajo. 62 Comisión nacional del agua, noviembre, 1992, Curso-Taller, Alternativas del tratamiento de aguas residuales. 63 Julio Salomé, Ainhoa Goikoetxea, 2001, Gestión del agua en la industria papelera. 64 UNIPACK, en la ciudad de Cuernavaca, Morelos, 26 de febrero de 2004.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 169 UAM-Iztapalapa
En la siguiente tabla se resumen los diferentes datos obtenidos.
FUENTE
Parámetro CEIT Julio alomea UNIPAKb
Ph NR 4.9 – 7.3 6.2 T (° C) NR NR 39 DQO (mg/l) 300 – 4,000 4,500 – 22,000 4,580 mg/l DBO5 (mg/l) 100 – 1,000c 2,000 – 8,000 NR
a. Menciona que la amplitud de los intervalos se debe a un sin fin de factores que interviene en la fabricación de papel, tales como: tipo de materia prima fibrosa, tipo y calidad del producto fabricado, condiciones de fabricación, fuente de alimentación, etc.
b. Caracterización de un día normal de trabajo. c. Se menciona que la DBO5 es entre 0.3 – 0.5 del valor de DQO NR: No Reportado.
De acuerdo a las referencias anteriores podemos observar que los valores de los
parámetros reportados por CEIT y los de la empresa UNIPAK son semejantes, y en base a estos se decidió estimar la siguiente caracterización para la mezcla de las aguas de la empresa:
Parámetro Concentración Temperatura 35° C pH 6.5 DQO 4,000 mg/l DBO5
a 2,000 mg/l a. Se considero una proporción de DBO/DQO = 0.5 de acuerdo a CEIT
13.4 NORMA OFICIAL MEXICANA NOM-003-ECOL-1997 Esta norma establece los limites máximos permisibles de contaminantes para las aguas residuales tratadas que se reusen en servicios al publico.
El proceso de la fabricación de liner nos permite la utilización de aguas tratadas, por lo que se tendrá un contacto directo con estas, por esta consideración es necesario cumplir con lo que marca el apartado 4.1 de esta norma, en cual nos marca las características con las que se debe de obtener el efluente de la PTAR par poder ser utilizado por en contacto directo al publico.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 170 UAM-Iztapalapa
LIMITES MAXIMOS PERMISIBLES DE CONTAMINANTES
PROMEDIO MENSUAL TIPOS DE REUSO Coliformes
fecales NMP/100 ml
Huevos deHelminto
(h/l)
Grasas y aceites
m/l
DBO5 mg/l
SST/mg/l
SERVICIOS AL PUBLICO CON CONTACTO
DIRECTO
240
< 1
15
20
20
Conforme a las características que nos marca la norma los tratamiento que se analizan deben cumplir con esta norma. 13.5 SELECCIóN DE LA PLANTA DE TRATAMIENTO DE AGUAS Morgan Sagatume65 menciona que los procesos acoplado anaerobio-aerobio, aumentan la eficiencia de tratamiento de aguas residuales, así como también se diminuye el costo de inversión y operación, y se obtienen hasta 5 veces menos lodos en comparación con la de un sistema completamente aerobio. Tomando en cuenta lo anterior se platearon 2 procesos con estos sistemas acoplados y uno donde no se incluye. La industria Ecomex, S.A. de C.V. analizo estos tres tipos de trenes de tratamiento para sus efluentes, tomando como referencia las características de cada uno de los procesos.
Se utilizaran los siguientes equipos:
1.- Rejilla (flujo de las aguas de servicio) 2.- Zaranda (flujo de las aguas de proceso) 3.- Cárcamo de bombeo A.- Sedimentador Primario B1.- Reactor UASB B2.- Reactor de Contacto Anaerobio C.- Reactor de lodos activados Completamente Mezclados D.- Sedimentador Secundario E.- Tanque de cloración
65 Morgan Sagastume, Juan Manuel, Algunos Conceptos Sobre Tratamiento de Aguas Residuales. UNAM México.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 171 UAM-Iztapalapa
TREN DE TRATAMIENTO A Monroy Hermosillo66 reporta que las papeleras Kimberly Clark (Orizaba, Veracruz) y UNIPAK (Morelos) utilizan reactores anaerobios UASB en su tren de tratamiento de tratamiento de aguas residuales. Con esta consideración se plateo el siguiente tren de tratamiento:
A C D E3
1
2
TREN DE TRATAMIENTO B
A C D E
31
2
A1
TREN DE TRATAMIENTO C
A C D E
31
2
D
Todos los cálculos realizados para dimencionalizar los tres trenes de tratamiento y su balance masa se presentan en los anexos de este capítulo.
66 Monroy Hermosico O. et. al, Digestión anaerobia en México: estado de la tecnología, Revista Ingeniería y Ciencia Industrial, V 39 Noviembre 1998, México

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 172 UAM-Iztapalapa
CUADRO COMPARATIVO DE LAS TECNOLOGÍAS A EVALUAR
Rubro
TREN A (UASB)
TREB B (Contacto
Anaerobio)
TREN C (Aerobio)
Reactor UASB 305 m3
10.15 x 10.15 x 5 m
NO
NO
Contacto Anaerobio
NO 1600 m3
20 x 20 x 4 m
NO
Lodos Activados 202 m3
14.2 x 14.2 x 4 m 141.4 m3
6 x 6 x 4 m 1010 m3
16 x 16 x 4m 71 m3
4.2 x 4.2 x 4m
Sedimentadores
(2) 114.2 m3
Diámetro = 6.4m Altura = 3.6 m
(3) 114.2 m3
Diámetro = 6.4m Altura = 3.6 m
(3) 114.2 m3
Diámetro = 6.4m Altura = 3.6 m
Producción de lodos 798.5 kg SST/d 803.4 kg SST/d 1,638 kg SST/d
Producción de gasa 829 Kg SST/d 828 Kg SST/d No
Cumplimiento de norma
SI
SI
SI
Área requeridab 285.1 m2 531.2 m2 367.2 m2
Energía aplicadac 13 HP 9.8 HP 74.8 HP
Costos $ 10,238,000 $ 8,872,493 $ 17,065,973
a. Este valor se reporta como la cantidad de SST que son transformados en biogas. b. Solo se incluyen las áreas de los equipos principales. c. Con fin de realizar la comparación solo se estimo para los reactores de lodos completamente mezclados. 13.5.1 SELECCIÓN DE LA TECNOLOGÍA Basándose en una matriz de decisión reportada por Moragan Sagastume67 para la selección de la tecnología empleada en el tren de tratamiento de aguas, se utiliza esta tecnología de toma de decisiones par determinar la mejor opción con forma los requerimientos de esta industria. Con la referencia de las características de cada uno de los trenes, mostrada en el apartado anterior, se tomaran los siguientes parámetros para realizar la matriz de decisión, y se presenta la ponderación que se asigno a cada uno se estos:
67 Morgan Sagastume J. M., et.al., Matriz de decisión de tecnología relacionada con el tratamiento de aguas
residuales

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 173 UAM-Iztapalapa
PONDERACIÓN DE LOS FACTORES A EVALUAR
FACTOR EVALUADO
COMENTARIOS PONDERACION
Aplicabilidad del proceso
Las características de diseño de los tres trenes de tratamiento permiten que con cualquiera se logre cumplir con los requerimientos de la norma en la salida del efluente. Sin embargo, la experiencia que se tiene en cuanto a su funcionamiento a escala industrial varia para cada tren que se propone, por lo anterior se considera que este seria un aspecto con importancia media para la elección, por lo que se asigna una ponderación de 5.
5
Generación de residuos
Un aspecto importante en el tratamiento de residuos sólidos es el volumen que se genere en cada proceso, debido a que estos requieren ser tratados para su estabilización y disposición final, lo que representa costos mas o menos importantes de acuerdo a la cantidad que se produzca. Se puede observar que las tres opciones tienen variaciones en la cantidad de lodos que generan, por lo que se aplica una ponderación de 10, puesto que si hay notorias diferencias.
10
Vida útil
La infraestructura está contemplada para que la planta funcione en los siguientes 10 años. Generalmente se considera que una planta de tratamiento de aguas residuales tiene una vida útil de 20 años. Aunque por los requerimientos energéticos podemos suponer una vida útil menor en el caso de los aireadores. En el caso de los lodos activados será necesario considerar un gasto mas fuerte por la renovación de los mismos. Por lo anterior se considera una ponderación de 5.
5
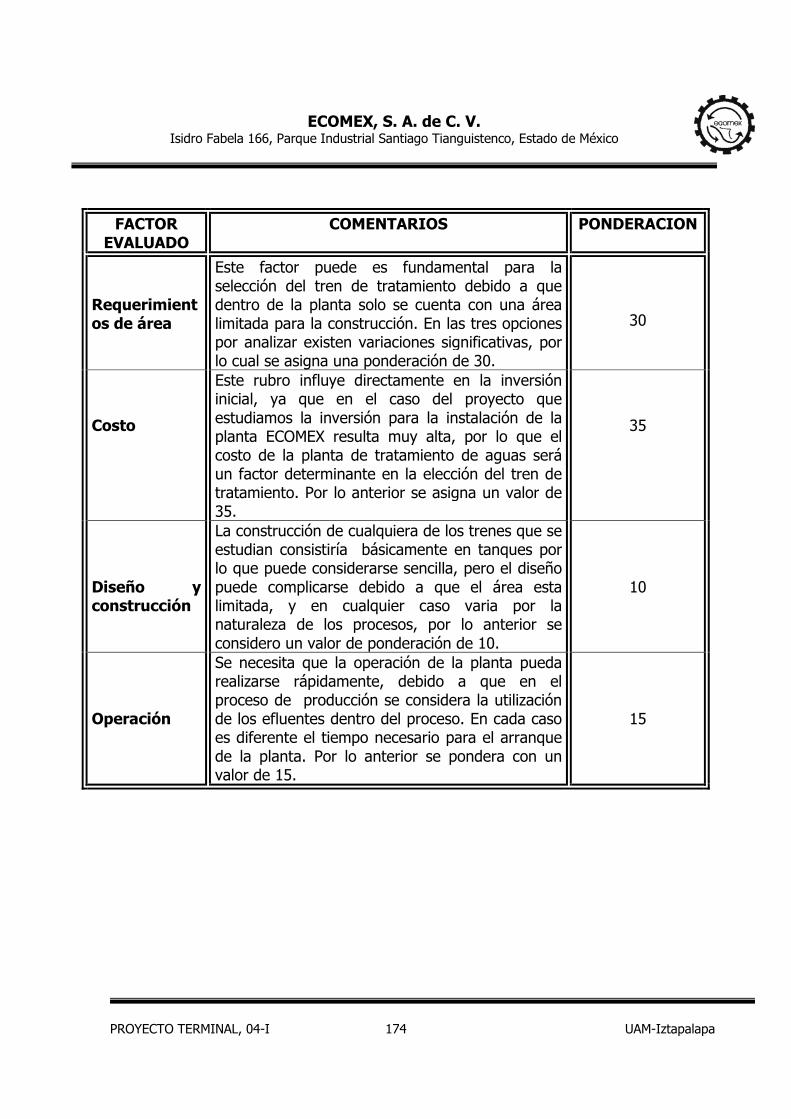
ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 174 UAM-Iztapalapa
FACTOR EVALUADO
COMENTARIOS PONDERACION
Requerimientos de área
Este factor puede es fundamental para la selección del tren de tratamiento debido a que dentro de la planta solo se cuenta con una área limitada para la construcción. En las tres opciones por analizar existen variaciones significativas, por lo cual se asigna una ponderación de 30.
30
Costo
Este rubro influye directamente en la inversión inicial, ya que en el caso del proyecto que estudiamos la inversión para la instalación de la planta ECOMEX resulta muy alta, por lo que el costo de la planta de tratamiento de aguas será un factor determinante en la elección del tren de tratamiento. Por lo anterior se asigna un valor de 35.
35
Diseño y construcción
La construcción de cualquiera de los trenes que se estudian consistiría básicamente en tanques por lo que puede considerarse sencilla, pero el diseño puede complicarse debido a que el área esta limitada, y en cualquier caso varia por la naturaleza de los procesos, por lo anterior se considero un valor de ponderación de 10.
10
Operación
Se necesita que la operación de la planta pueda realizarse rápidamente, debido a que en el proceso de producción se considera la utilización de los efluentes dentro del proceso. En cada caso es diferente el tiempo necesario para el arranque de la planta. Por lo anterior se pondera con un valor de 15.
15

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 175 UAM-Iztapalapa
CALIFICACIÓN DE LOS PROCESOS DE TRATAMIENTO
CALIFICACION FACTOR EVALUADO
COMENTARIOS TREN A TREN B TREN C
Aplicabilidad del proceso
Los trenes A y B han sido aplicados en varias partes del mundo, y en México se han empleado para el tratamiento de aguas residuales provenientes de la industria papelera, principalmente el tren A. El tren C se planteo para poder cumplir con la normatividad, y actualmente no se encontraron referencias de que haya sido utilizado.
5 3 1
Generación de residuos
El tren C tiene una producción de lodos de casi el doble respecto a los trenes A y B. En el caso de estos últimos la diferencia en la producción de lodos entre ellos es mínima.
5 5 1
Vida útil Los sistemas de lodos activados y de contacto anaerobio tienen una vida útil menor que el UASB debido principalmente al equipamiento que requieren para su operación.
5 3 3
Requerimientos de área
El tren B tiene un requerimiento de área de 1.8 y 1.5 respecto al A y C; el tren C es 1.3 veces mas grande que el A.
5 1 3
Costo El costo del tren C es 1.7 veces mayor que el tren A y 1.9 veces mayor que el costo del tren B.
3 5 1
Diseño y construcción
Para emplear el diseño del reactor UASB se necesita pagar la patente, cosa que no ocurre para el sistema de lodos activados ni para el de contacto anaerobio.
3 5 5
Operación El reactor UASB requiere tiempos mas prolongados que el de lodos activados y el de contacto anaerobio para empezar a operar, aproximadamente tiene un periodo de adaptación de 5 meses, mientras que el de contacto anaerobio requiere 2 meses.
1 5 3

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 176 UAM-Iztapalapa
TABLA 1. MATRIZ DE SELECCIÓN CUALITATIVA.
Tren A Tren B Tren C
A B C D E C D E C D E
1 5 APLICABILIDAD DEL PROCESO 5 1 5 5 1 5 3 0.6 3
2 10 GENERACIÓN DE RESIDUOS 5 1 10 3 0.6 6 5 1 10
3 5 VIDA ÚTIL 5 1 5 3 0.6 5 3 0.6 3
4 25 REQUERIMIENTOS DE ÁREA 5 1 25 1 0.2 25 3 0.6 15
5 30 COSTO
5.1 Inversión 5 5 1
5.2 SUMA 0.5 15 0.5 15 0.1 3
6 5 INSUMOS
6.1 Requerimientos de reactivos 3 3 3
6.2 Requerimientos energéticos 5 5 1
6.3 SUMA 0.8 4 0.8 4 0.4 2
7 10 DISEÑO YCONSTRUCCIÓN
7.1 Criterios de diseño 3 5 5
7.2 Tecnología ampliamente probada 5 3 1
7.3 Complejidad en la construcción y equipamiento
3
3
5
7.4 SUMA 0.55 5.5 0.55 5.5 0.55 5.5
8 10 OPERACIÓN
8.1 Confiabilidad del proceso 5 5 1
8.2 SUMA 0.2 2 0.2 2 0.04 0.4
9 100 SUMA TOTAL 71.5 67.5 41.9
A: Ponderación. B: Aspecto evaluado. C: Calificación. D = C/5, este término no aplica en 5.1, 6.1, 6.2, 7, 8.1. E = D*A. Calificación: 0= No aplica. 1= Suficiente. 3 = Adecuado. 5 = Muy Bueno.
13.5.2 CONCLUSIÓN Como resultado del análisis anterior se concluyó que la tecnología apropiada, de acuerdo a las condiciones particulares del proyecto, es la correspondiente al Tren de tratamiento A, que comprende al reactor UASB (anaerobio) y al reactor de lodos activados completamente mezclados (aerobio), por presentar una alternativa técnica factible y con las mayores probabilidades de éxito.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 177 UAM-Iztapalapa
13.6 DESCRIPCIÓN DEL TREN SELECIONADO El tren de tratamiento seleccionado consiste en recibir a través de rejillas los flujos de las aguas de servicio y por una zaranda las aguas del proceso, estos dos flujos se acumulan en un carcamo de bombeo, el cual nos permite mantener un flujo constante durante las 24 horas, conectado directamente a un sedimentado primario, el efluente de este ultimo es inyectado a un reactor UASB, que a su vez vierte su efluente en un reactor de lodos activados completamente mezclados, posterior a este proceso el flujo es alimentado a un sedimentador secundario y finalmente a un tanque de cloración. Para el tratamiento de los lodos generados en este tren se propone el uso de un digestor anaerobio de alta tasa, una vez que se estabilizaron estos lodos serán deshidratados por medio de un filtro banda, para desecharlos directamente en relleno sanitario.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 178 UAM-Iztapalapa
CAPITULO XIV
ANÁLISIS ECONÓMICO FINANCIERO 14.1 INVERSIÓN FIJA 14.1.1 EVALUACIÓN ECONÓMICA FINANCIERA La finalidad del análisis económico financiero es dar un panorama lo más completo que se pueda de los recursos necesarios para materializar el proyecto, es por esto que es necesario contemplar los activos fijos los cuales tienen la característica de ser tangibles (Ej. equipos, obra civil, instalación de maquinaria, equipo y servicios auxiliares, etc.) y los diferidos, que son de naturaleza intangible (Ej. Permisos, licencias, actas constitutivas, patentes, concesiones, intereses financieros, imprevistos etc.) y por último el capital de trabajo, este esta destinado a garantizar que se cuente con los materiales, servicios, productos y dinero necesario para arrancar por primera vez la planta.68
De acuerdo a estos conceptos se calculara la inversión fija para la instalación de una planta productora de papel liner la cuál estará ubicada en el parque Industrial Santiago Tianguistenco. (Isidro Favela municipio santiago Tianguistenco Edo. de México) la cual iniciara en el año 2005 produciendo 49 ton/día de papel con una capacidad instalada del 68.5 %; en el año 2014 se tendrá una capacidad instalada del 95 % con una producción de 69.8 ton/día con una cobertura de mercado para todo el período del 1.4 % de la demanda nacional, sin embargo para determinar el programa de ventas se descuenta el 4% de mermas, lo que nos da una cobertura del mercado real del 1.3 %. Los días trabajados al año por nuestro personal serán de 358 días con tres turnos.
La presentación comercial del papel liner serán bobinas desde 1 a 2 toneladas. Nacionalmente existen 109 corrugadoras, pero solo 24 producen su propio papel liner,
por lo tanto nuestro mercado potencial son 85 empresas.69 La producción de papel liner al 100 % de nuestra capacidad instalada sería de 71.6 ton/día.
68 Arteaga, M. M. R., Gonzalez C.O.F. Identificación de proyectos y análisis de mercado. Editorial UAM. 69 INEGI 2003

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 179 UAM-Iztapalapa
PROGRAMA DE
PRODUCCIÓN PROGRAMA DE VENTAS
AÑO
NÚMERO DE EMPRESAS
CONSUMIDORAS DE PAPEL LINER
DEMANDA ANUAL
(ton/año) (ton/año) (ton/año)
COBERTURA DE LA
DEMANDA (%)
CAPACIDAD INSTALADA %
2005 85 17,553 17,553 16,851 1.3 68.5 2006 85 18,255 18,255 17,525 1.3 71 2007 85 18,985 18,985 18,226 1.3 74 2008 85 19,744 19,744 18,955 1.3 80 2009 85 20,534 20,534 19,713 1.3 82.5 2010 85 21,356 21,356 20,501 1.3 85 2011 85 22,210 22,210 21,321 1.3 87.5 2012 85 23,098 23,098 22,174 1.3 90 2013 85 24,022 24,022 23,061 1.3 92.5 2014 85 24,983 24,983 23,984 1.3 95
TABLA 14.1 Resumen de % de cobertura, producción de papel liner y capacidad utilizada de la planta productora de papel liner.
14.2 BIENES TANGIBLES Los activos fijos que se toman en cuenta son los correspondientes al terreno, maquinaria, equipo e instalación de estos, obra civil, instalaciones asociadas a los servicios auxiliares, instalaciones complementarias. Los costos totales de nuestros equipos principales, se calcularon de la siguiente manera, el costo unitario se multiplico por las unidades necesarias a utilizar de ese equipo.
EQUIPO PRINCIPAL COSTO $ (2004) PULPER70 $ 833,644 HIDROCICLON $ 440,000 FILTRO71 $ 359,000 REFINADOR4 $ 400,000 FOURDRINIER72 $ 22,000,000 TANQUE C/AGITADOR3 $ 62,000 TANQUE ALMACENADOR DE AGUA $ 21,408
CALDERA3 $ 655,000 TOTAL $ 24,771,052
TABLA 14.2 Estimación de la inversión fija por costos de equipo principal para el proceso de elaboración de papel liner.
70 POLINOX 71 http://www.matche.com/ 72 www.papermarket.cl" <[email protected]

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 180 UAM-Iztapalapa
El equipo complementario se estimo con factores de Lang, el cual nos dice el costo requerido para aplicar dichos elementos dentro de un proyecto, esto se hace a partir del costo total del equipo principal.
EQUIPO COMPLEMENTARIOFACTOR DE
LANG73 COSTO SERVICIO Y EDIFICIOS 0.3 $ 8,299,779
TUBERIA 0.3 $ 8,299,779 INSTRUMENTACION 0.15 $ 4,149,890
AISLAMIENTO 0.05 $ 1,383,297 INSTALACION ELECTRICAS 0.15 $ 4,149,890
TERRENO Y ACONDIC. 0.1 $ 2,766,593 SERV AUX Y DE PLANTA 0.3 $ 8,299,779
TOTAL $ 37,349,006 TABLA 14.3 Estimación de Activos fijos con el Factor de Lang desglosado (Ver ANEXO modulo 4A).
Para determinar el costo total de los vienes tangibles se suman, el equipo principal y el
equipo complementario. TANGIBLES COSTO
Equipo principal $ 27,665,930 Equipo complementario $ 37,349,006 Total $ 65,014,936
TABLA 14.4 Resumen de bienes tangibles. 14.3 BIENES INTANGIBLES Estos recursos no pueden ser cuantificados de forma material, pero son necesarios para la puesta en marcha de la planta, para estimar los costos de estos bienes se utilizaron factores de Lang desglosados.
Los activos diferidos que se toman en cuenta son: impuestos aduanales este se incluye en el costo del equipo principal, ingeniería y supervisión de la instalación e imprevistos.
73 Apuntes de clase. Ingeniería Económica.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 181 UAM-Iztapalapa
INTANGIBLES FACTOR DE LANG COSTO (local) 0.05 IMP ADUANALES
(importado) 0.3 $ 6,993,297
ING Y SUP 0.65 $ 17,982,855 IMPREVISTOS 0.6 $ 16,599,558
TOTAL $ 41,575,709 TABLA 14.5 Estimación de Activos diferidos con el Factor de Lang desglosado (Ver ANEXO
modulo 4A).
Una vez que se tiene el valor de los bienes tangibles e intangibles, se suman y obtenemos la inversión fija de la empresa.
INVERSIÓN FIJA COSTO
Tangibles $ 65,014,936
Intangibles $ 41,575,709
Total $ 106,590,645
TABLA 14.6 Resumen de la inversión fija
En la tabla 14.6 se muestran los recursos y sus costos correspondientes para poder realizar la inversión fija de ECOMEX S.A de C.V y esta involucra la compra e instalación del equipo, así como la compra, construcción, permisos y licencias para la planta. 14.4 CAPITAL DE TRABAJO74 Este concepto es conocido como activo circulante y este esta destinado a garantizar que se cuente con los materiales, servicios, productos y dinero necesario para arrancar por primera vez la planta y también se espera que este garantice la operación continua de la empresa durante su etapa productiva.
Este tipo de efectivo también involucra a inventarios de materias primas, producto en proceso y producto terminado, cuentas por cobrar, cuentas por pagar y efectivo en caja.
74 Apuntes de clase. Ingeniería Económica.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 182 UAM-Iztapalapa
14.4.1 INVENTARIO DE LA MATERIA PRIMA El inventario de materia prima, es necesario para lograr una operación continua en la planta, el tamaño de este depende fundamentalmente de la capacidad de operación de la planta, así como de la disponibilidad de la materia prima y de sus características.
Nuestro inventario de materia prima esta estimado a 15 días de producción y la proyección de este a partir del año 2005 al 2014 (Ver ANEXO modulo 4B). 14.4.2 INVENTARIO DE PRODUCTO EN PROCESO Este inventario se aplica solamente en el caso de que los productos elaborados requieran de un período largo de elaboración y su volumen esta ligado a factores tales como volumen de producción, el tiempo de elaboración requerido por unidad de producto y el ritmo de suministro de los insumos.
En este caso el inventario de producto en proceso es cero, ya que el proceso dura aproximadamente 3 horas.
14.4.3 INVENTARIO DE PRODUCTO TERMINADO El inventario de producto terminado debe ser de 30 días de producción, este depende de las ventas, por lo que el inventario esta en función de factores tales como: características del producto, la capacidad tanto de producción como financiera de la planta, el costo de almacenamiento y el volumen del producto terminado.
El inventario de producto terminado de ECOMEX va a ser solo de 15 días ya que el volumen del producto es muy grande y ocupa mucho espacio. (Ver ANEXO modulo 4B).
14.4.4 CUENTAS POR PAGAR
Para el arranque de una empresa, se necesita obtener crédito para abastecer los requerimientos de materias primas e insumos y llevar a cabo así el funcionamiento adecuado de la empresa, en este caso el crédito obtenido es de 15 días.
14.4.5 CUENTAS POR COBRAR
Para la comercialización del producto de la empresa es necesario contemplar los créditos que se van a ofrecer a los clientes, para estimar este parámetro se necesita

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 183 UAM-Iztapalapa
conocer el precio de venta del producto y el plazo en el que pagarán los clientes, en este ultimo el plazo que ofreceremos a nuestros clientes será de 1 mes. (Ver ANEXO modulo 4B).
14.4.6 EFECTIVO EN CAJA
Este es el dinero en efectivo con el que cuenta la empresa, ya sea para gastos posteriores no contemplados y servicios o para el caso de que halla algún imprevisto. La estimación de este parámetro es, dejar disponible el importe de un mes de operación al costo de producción, descontado el costo de la materia prima, pues estos ya fueron contemplados en el inventario de materia prima. (Ver ANEXO modulo 4B).
14.4.7 CAPITAL DE TRABAJO DESGLOSADO
En la tabla 14.7 se muestra el total del capital de trabajo en los distintos años. Para efectos del cálculo de la inversión total se tomo en cuenta solo el capital de trabajo total para el primer año de operación.
AÑO
INVENTARIO DE MAT. PRIMA
E INSUMOS /15 DIAS
INV DE PROD TERMINADO/
15 DÍAS
CUENTAS POR COBRAR/15
DÍAS
CUENTAS POR PAGAR/15
DÍAS EFECTIVO EN CAJA (MES)
CAPITAL DE TRABAJO
2005 $ 684,819 $ 1,428,647 $ 1,283,105 $ 684,819 $ 1,487,656 $ 4,199,408 2006 $ 726,456 $ 1,482,323 $ 1,202,920 $ 726,456 $ 1,511,735 $ 4,196,978 2007 $ 770,624 $ 1,539,757 $ 1,370,489 $ 770,624 $ 1,538,265 $ 4,448,510 2008 $ 817,478 $ 1,601,546 $ 1,544,401 $ 817,478 $ 1,568,137 $ 4,714,084 2009 $ 867,181 $ 1,666,871 $ 1,726,185 $ 867,181 $ 1,599,380 $ 4,992,436 2010 $ 919,905 $ 1,735,950 $ 1,916,314 $ 919,905 $ 1,632,089 $ 5,284,354 2011 $ 975,836 $ 1,808,999 $ 2,067,029 $ 975,836 $ 1,666,327 $ 5,542,355 2012 $ 1,035,167 $ 1,886,252 $ 2,227,157 $ 1,035,167 $ 1,702,172 $ 5,815,581 2013 $ 1,098,105 $ 1,967,971 $ 2,397,264 $ 1,098,105 $ 1,739,733 $ 6,104,969 2014 $ 1,164,869 $ 2,054,412 $ 2,577,974 $ 1,164,869 $ 1,779,084 $ 6,411,470
TABLA 14.7 Estimación del capital de trabajo 14.5 INVERSIÓN TOTAL
La inversión total consta de inversión fija y de capital de trabajo, este último solo se considera para el primer año, ya que es en este donde se lleva a cabo la inversión, por lo que en la tabla 14.8 se muestra la suma de ambas inversiones.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 184 UAM-Iztapalapa
INVERSIÓN TOTAL COSTO Capital de trabajo $ 4,199,408
Inversión fija $ 106,590,645
Total $ 110,790,053 TABLA 14.8 Inversión Total
14.6 INGRESOS Y EGRESOS 14.6.1 INGRESOS
Los ingresos se proyectan con base a las condiciones de mercado actuales, futuros cambios de mercado y servicios involucrados para los productos, participación esperada de la compañía en el mercado y asignación de precios con base en la competencia.
Los ingresos son considerados como los flujos entrantes de efectivo de todas las fuentes potenciales, esto no solo son las ventas del producto, si no también ingresos por ventas de subproductos, productos secundarios, ventas de activos o valor de rescate.
Para el cálculo de los ingresos se multiplico las toneladas vendidas por el precio de venta.
AÑO VENTAS
(TON/AÑO) PRECIO
($) VALOR DE VENTAS
($) 2005 $ 16,851 $ 4,284 $ 72,187,953 2006 $ 17,525 $ 4,370 $ 76,576,980 2007 $ 18,226 $ 4,457 $ 81,232,860 2008 $ 18,955 $ 4,546 $ 86,171,818 2009 $ 19,713 $ 4,637 $ 91,411,065 2010 $ 20,501 $ 4,730 $ 96,968,858 2011 $ 21,321 $ 4,824 $ 102,864,564 2012 $ 22,174 $ 4,921 $ 109,118,730 2013 $ 23,061 $ 5,019 $ 115,753,149 2014 $ 23,984 $ 5,120 $ 122,790,940
Tabla 14.9 Estimación de presupuesto de ingresos.
14.6.2 EGRESOS
Los egresos son considerados como un flujo de efectivo negativo, el presupuesto de egresos se forma con todos los parámetros que involucran la fabricación de un producto, incluyendo

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 185 UAM-Iztapalapa
los costos de materia prima, el pago a empleados, el pago de servicios, combustibles, administrativos, etc.
El presupuesto de egresos corresponde a la estructura de costos de operación los cuales incluyen costos de producción y gastos generales.
Estos se pueden subdividir en cuatro y son: Costos Fijos de Inversión, Costos Fijos de Operación, Costos Variables de Operación y Gastos Generales.75 14.6.2.1 COSTOS FIJOS DE INVERSIÓN Son una consecuencia de la inversión fija, lo que justifica su permanencia constante, estos no están en función del volumen de producción, los que se consideran más importantes son:
a) DEPRECIACIÓN.
Es la pérdida o disminución en el valor material o funcional del activo fijo (tangible), la cual se debe fundamentalmente al desgaste de este.
Es un instrumento de fomento fiscal a través de la cual el gobierno busca mantener la infraestructura productiva en condiciones adecuadas de operación.
Deterioro que sufren los activos fijos durante el proceso productivo, cuantificable y aplicable en los costos de producción. En este caso el porcentaje considerado es del 7% para la industria del papel.76 (Ver ANEXO modulo 5A-5B).
b) AMORTIZACIÓN.
Este rubro solo es aplicable a los activos diferidos o intangibles, por lo tanto amortización se define como mecanismo fiscal que permite al empresario recuperar lo que invirtió.
ECOMEX va a tener una amortización de activos diferidos del 5% para la industria del papel, en este caso no se incluyen los gastos de instalación ya que el proveedor del equipo va a incluir este costo dentro del precio del equipo.9 (Ver ANEXO modulo 5A-5B).
c) IMPUESTOS SOBRE LA PROPIEDAD.
El monto anual de los impuestos sobre la propiedad también depende de las leyes vigentes en el lugar donde se pretende instalar la planta. En este caso la planta se va a colocar en provincia y por lo tanto se va a tomar del 4% del valor de la propiedad y construcción.77 (Ver ANEXO modulo 5A-5B).
75 Apuntes de clase. Ingeniería Económica. 76 Fisco Agenda 2002. Ed. Ediciones Fiscales Isef 77 www.pwcglobal.com/images/mx/spa/ins-sol/publications/ptocto_ene.304.pdf

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 186 UAM-Iztapalapa
d) SEGUROS SOBRE LA PLANTA.
Con el fin de proteger la inversión en una planta industrial, esta se suele asegurar a un costo que varía de acuerdo con el nivel de riesgo que represente su operación y con la disponibilidad de medios de protección. Este costo suele representar un egreso anual del orden del 1% de la inversión fija.78 Los costos fijos de inversión permanecen constantes a lo largo del período, ya que no están en función del volumen de producción.
COSTOS FIJOS DE INVERSION Depreciación (activos fijos)
Amortización (activos diferidos) Seguros sobre la planta
Impuestos sobre la propiedad
$ 5,061,276 $ 1,729,121 $ 1,065,906 $ 392,791 Tabla 14.10 Estimación de costos fijos de inversión
14.6.2.2 COSTOS VARIABLES DE OPERACIÓN
Para la estimación de este rubro se consideran a aquellas materias primas que están directamente relacionadas en la elaboración del producto, por lo tanto tienden a variar en función del volumen de producción, en cada caso se ajusto el precio de acuerdo a la inflación, estos costos se derivan del pago de los siguientes rubros:
a) MATERIAS PRIMAS E INSUMOS.
El costo de las materias primas se determinan tomando en cuenta su precio de adquisición, su consumo por tonelada producida y el volumen total de producción previsto (Ver ANEXO modulo 5A-5B).
b) MANO DE OBRA DE OPERACIÓN.
El número de técnicos y operarios requeridos para la operación de la planta, así como su nivel de preparación general y su grado de especialización varían de acuerdo a la naturaleza del proyecto y a la capacidad de operación de la planta. Se dividen en mano de obra de operación y supervisión.
La mano de obra operación es aquella que interviene directamente en el proceso de producción (obreros).
78 Apuntes de clase. Ingeniería Económica.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 187 UAM-Iztapalapa
La mano de obra de supervisión se refiere a los que aun estando en la producción no son obreros (supervisores, jefes de turno etc.), este se estima como el 10% de la mano de obra de operación.
Para el cálculo de este se consideró un factor donde ya están incluidas las prestaciones de Ley las cuales son; INFONAVIT, IMSS, vacaciones, días festivos, aguinaldo y AFORE. Cabe destacar que en los sueldos de los empleados ya esta incluido este factor (Ver ANEXO modulo 2).79
c) SERVICIOS AUXILIARES.
Es el costo de los servicios auxiliares, entre los cuales se encuentran, agua, energía eléctrica, combustible, varían considerablemente en función de la naturaleza del proyecto, localización de la planta y volumen de producción. Este costo también esta determinado por la fuente de suministro. Se calculan basándose en los balances de energía y materia (Ver ANEXO modulo 5A-5B).
d) MANTENIMIENTO Y REPARACIÓN.
Para que una planta industrial opere eficientemente es necesario efectuar gastos de mantenimiento y reparación, cuyo monto depende de las condiciones de operación de la planta, se considera que en este caso la planta tiene una operación con poca complejidad por lo que se considera este costo del 2% de la inversión total. (Ver ANEXO modulo 5A-5B).9
e) IMPLEMENTOS DE PLANTA.
Se les llaman también suministro de operación, son aquellos productos que se requieren para un funcionamiento eficiente de la planta, y no son ni materias primas ni materiales de mantenimiento. El costo de este rubro se puede obtener considerando un 15% del costo total de mantenimiento y reparación. (Ver ANEXO modulo 5A-5B). COSTOS VARIABLES DE OPERACIÓN
Año Materia prima Servicios AuxiliaresMano obra operación y
supervisión Mantenimiento y
reparación Implementos de planta2004 $ - $ - $ - $ - $ - 2005 $ 16,435,650 $ 3,421,612 $ 2,868,911 $ 2,131,813 $ 319,772 2006 $ 17,434,937 $ 3,586,932 $ 2,926,289 $ 2,174,449 $ 326,167 2007 $ 18,494,982 $ 3,779,194 $ 2,984,815 $ 2,217,938 $ 332,691 2008 $ 19,619,477 $ 4,009,038 $ 3,044,511 $ 2,262,297 $ 339,345
79 Apuntes de clase. Ingeniería Económica.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 188 UAM-Iztapalapa
2009 $ 20,812,341 $ 4,252,773 $ 3,105,402 $ 2,307,543 $ 346,131 2010 $ 22,077,731 $ 4,511,467 $ 3,167,510 $ 2,353,694 $ 353,054 2011 $ 23,420,057 $ 4,785,829 $ 3,230,860 $ 2,400,768 $ 360,115 2012 $ 24,843,997 $ 5,076,743 $ 3,295,477 $ 2,448,783 $ 367,317 2013 $ 26,354,511 $ 5,385,478 $ 3,361,387 $ 2,497,759 $ 374,664 2014 $ 27,956,866 $ 5,712,846 $ 3,428,614 $ 2,547,714 $ 382,157
Tabla 14.11 Estimación de los costos variables de operación para cada año. 14.6.2.3 COSTOS FIJOS DE OPERACIÓN Comprende gastos necesarios para coordinar, impartir seguridad industrial y proporcionar servicios a los empleados de la planta. Se incluyen en este rubro los gastos por concepto de superintendencia de la planta, laboratorio de control de calidad, cuerpo de bomberos, servicios médicos, comedor, etc.
Estos costos suelen variar entre el 30 y el 60% del costo anual de mano de obra de operación y supervisión. En nuestro caso se tomó el 30% del costo de la mano de obra de operación.
AÑO COSTOS FIJOS DE
OPERACIÓN 2004 $ - 2005 $ 860,673 2006 $ 877,887 2007 $ 895,445 2008 $ 913,353 2009 $ 931,621 2010 $ 950,253 2011 $ 969,258 2012 $ 988,643 2013 $ 1,008,416 2014 $ 1,028,584
Tabla 14.12 Estimación de los costos fijos de operación. 14.6.2.4 GASTOS GENERALES80 Son aquellos gastos necesarios para hacer llegar el producto terminado al mercado, mantener la empresa en posición competitiva y lograr una operación rentable, son por tanto costos que
80 Apuntes de clase. Ingeniería Económica.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 189 UAM-Iztapalapa
no pueden asociarse directamente con la operación de la planta pero que son de alguna forma, necesarios para continuar laborando la misma, en estos se incluyen:
a) GASTOS ADMINISTRATIVOS.
Son como su nombre lo indica, los costos provenientes de realizar la función administrativa dentro de la empresa. Se estiman como el 5-10 % del valor de las ventas. En este caso se consideró el 5%.
b) GASTOS DE DISTRIBUCIÓN Y VENTA.
Son los gastos derivados del conjunto de actividades que tienen como propósito hacer llegar el producto al consumidor, tales como el pago de sueldos, los gastos derivados de adquisición de materiales y otros gastos de la oficina de ventas. Se estiman como el 5% de los costos de producción (Ver ANEXO modulo 5E).
c) GASTOS DE INVESTIGACIÓN Y DESARROLLO.
Estos gastos son aquellos que se utilizan para aumentar la eficiencia en la tecnología de producción y en el desarrollo de nuevos usos del producto, todo ello para mantener y mejorar la posición de la empresa en el mercado. Se estima del 2% - 5% del monto total de las ventas, en este caso se tomó un 2%.
d) GASTOS FINANCIEROS.
Son los intereses que se deben pagar como producto de los créditos obtenidos. Para nuestro proyecto, se solicitara un préstamo bancario a Banamex con una tasa de interés anual de 20% a pago de capital constante, el préstamo fue del 20% de la inversión fija ($22,071,481) con 1 año de gracia y 5 años de plazo para saldar la deuda. (Ver ANEXO modulo 5D).81
En la tabla 14.13 se describen todos los gastos que se hacen al transcurso del período de operación de la empresa ECOMEX.
AÑO
GASTOS DE DISTRIBUCION
Y VENTA GASTOS
ADMINISTRATIVOS
GASTOS DE INVESTIGACION Y
DESARROLLO GASTOS
FINANCIEROSVARIOS E
IMPREVISTOS GASTOS
GENERALES2005 1,714,376 3,609,398 1,443,759 0 338,377 7,105,910 2006 1,778,788 3,828,849 1,531,540 4,431,602 578,539 12,149,317 2007 1,847,708 4,061,643 1,624,657 3,323,702 542,885 11,400,595 2008 1,921,856 4,308,591 1,723,436 2,215,801 508,484 10,678,168 2009 2,000,245 4,570,553 1,828,221 1,107,901 475,346 9,982,266
81 Banco nacional de México

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 190 UAM-Iztapalapa
2010 2,083,140 4,848,443 1,939,377 0 443,548 9,314,508 2011 2,170,799 5,143,228 2,057,291 0 468,566 9,839,885 2012 2,263,503 5,455,936 2,182,375 0 495,091 10,396,905 2013 2,361,565 5,787,657 2,315,063 0 523,214 10,987,500
2014 2,465,294 6,139,547 2,455,819 0 553,033 11,613,693
Tabla 14.13 Estimación de gastos generales. 14.7 ESTADO FINANCIERO PROFORMA DE RESULTADOS
La finalidad del estado de resultados es calcular la utilidad neta del proyecto que es en forma general, el beneficio real de la operación de la planta el cuál se obtiene restando a los ingresos por ventas todos los egresos y sumarle los productos financieros (Ver ANEXO modulo 7A).
AÑO UTILIDAD NETA 2005 $ 17,552,875 2006 $ 16,734,106 2007 $ 19,398,083 2008 $ 22,233,921 2009 $ 24,854,337 2010 $ 27,594,928 2011 $ 29,765,219 2012 $ 32,071,062 2013 $ 34,520,603 2014 $ 37,122,823
Tabla 14.14 Estimación de utilidad neta
14.8 ESTADO FINANCIERO PROFORMA DE ORIGENES Y APLICACIÓN DE RECURSOS Muestra la situación financiera, el movimiento real del dinero y nos dice la cantidad de dinero que se tiene en cada año. Este estado nos dice el origen (capital social, créditos, valor de rescate, utilidad neta sumandole depreciación y amortización) de los recursos y la aplicación (activos fijos, activos diferidos, capital de trabajo, amortización de capital) de los mismos. Otro parámetro que nos proporciona este estado de resultados es el saldo, es lo que le queda al inversionista en la cartera, si este es positivo hubo ganancia y si es negativo hubo pérdidas, es decir, que la planta cuesta más operarla que lo previsto y por lo tanto no hay recuperación de la inversión fija. A su vez este nos da el flujo neto efectivo, el cual nos dice lo que recuperamos cada año de la inversión (Ver ANEXO modulo 7B, 8).

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 191 UAM-Iztapalapa
En el primer año el flujo neto efectivo es negativo ya que hubo egresos y no hubo ingresos.
AÑO SALDOS FNE 2004 0 -110,790,053 2005 24,146,930 24,146,930 2006 17,788,659 17,788,659 2007 20,452,636 20,452,636 2008 23,288,474 23,288,474 2009 25,908,889 25,908,889 2010 34,188,983 34,188,983 2011 36,359,274 36,359,274 2012 38,665,118 38,665,118 2013 41,114,659 41,114,659 2014 84,007,195 84,007,195
Tabla 14.15 Resumen del estado financiero PROFORMA de orígenes y aplicaciones.
14.9 TASA MINIMA ACEPTABLE DE RENDIMIENTO (TMAR) La TMAR se fija en relación al costo del capital, es una tasa promedio dependiendo de la financiación de crédito y capital propio. Para el cálculo de este requerimos saber de donde provienen los recursos económicos y se toman en cuenta factores como: ganancia del inversionista, esta se calcula tomando en cuenta la inflación promedio que para este caso será de 4.5 %, el premio al riesgo del inversionista que será del 10% y la ganancia real que es del 15%, además la tasa de interés del crédito otorgado es del 20%, al considerar estos aspectos se calcula la TMAR mixta que es del 27.6%. (Ver ANEXO modulo 8). 14.10 VALOR PRESENTE NETO (VPN) Es el valor que el inversionista recuperó al final del período de operación que resulta de sumar los flujos netos descontados acumulados al flujo neto efectivo descontado (flujo que se lleva al tiempo cero), este último se obtiene calculando el valor del dinero futuro al presente, para hacer esto se utiliza una tasa de descuento, llamada así por que descuenta el valor del dinero en el futuro a su equivalente en el presente.
La VPN puede ser: 1) Positiva, esto significa que se obtienen ganancias mayores a las esperadas al
finalizar el proyecto.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 192 UAM-Iztapalapa
2) Igual a cero, en este caso se estará recuperando la inversión y la ganancia esperada por el inversionista, esta es una tasa de interés fijada por él mismo.
3) Negativo, indica que no se obtiene la ganancia esperada, sin embargo existe la posibilidad de que se recupere la inversión.
La VPN obtenida en el proyecto es de -$22,700,028. (Ver ANEXO modulo 9).
Con el VPN obtenido nos damos cuenta que el proyecto no es rentable, ya que no se obtiene la ganancia esperada y es probable que no se recupere la inversión.
14.11 TASA INTERNA DE RENDIMIENTO (TIR) Se define como la tasa de descuento por la cuál el VPN se hace cero. El criterio de la aceptación que se emplea en el método de la TIR es; si es mayor que la TMAR, se acepta la inversión; es decir si el rendimiento interno de la empresa es mayor que el mínimo fijado como aceptable, la inversión es económicamente rentable.82
En la tabla 14.16 se muestra la TIR del proyecto y la TMAR mixta calculada donde se puede apreciar que este valor es mayor a la TIR del proyecto, por lo tanto como TIR<TMAR el proyecto no es rentable, lo que significa que se paga mas interés de lo que realmente el proyecto puede pagar.
TIR 0.2154174622TMAR 0.276
Tabla 14.16 Comparación de la TIR del proyecto vs TMAR.
14.12 PERIODO DE RECUPERACIÓN DE LA INVERSIÓN (PRI) Cuando el flujo neto acumulado (FNEA) cambia de signo, es decir, cambia de negativo a positivo entonces se dice que en ese año se empieza a recuperar la inversión, pero sin considerar el valor adquisitivo del dinero, es decir, se recupera la inversión pero con el valor del dinero en el año de la inversión.
El periodo de recuperación que tenemos es de 4 años con 10 meses (Ver ANEXO modulo 9).
82 Apuntes de clase. Ingeniería Económica.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 193 UAM-Iztapalapa
14.13 PUNTO DE EQUILIBRIO
Se refiere al volumen de producción al que debe de trabajar la planta para que sus ingresos sean iguales a los egresos. En esta parte los costos totales del proyecto se redistribuyen de tal forma que quedan divididos en costos fijos totales, precio de venta unitario y costo variable unitario.83
En la gráfica 14.1 se observan los diferentes puntos de equilibrio para cada año, donde los ingresos son igual a los egresos, y se observa la cantidad necesaria de producción para alcanzar dicho equilibrio. (Ver ANEXO modulo 10).
Punto de equilibrio (ton)
3,238
4,9434,379 3,846 3,338 2,854 2,786 2,720 2,656 2,593
01,0002,0003,0004,0005,0006,000
0
1.76E
+04
1.83E
+04
1.90E
+04
1.97E
+04
2.05E
+04
2.14E
+04
2.22E
+04
2.31E
+04
2.40E
+04
Volumen de producción (ton/año)
Valo
r de
prod
ucci
ón
(ton)
punto de equilibrio (ton)
Gráfico 14.1 Estimación del punto de equilibrio para el periodo de operación.
14.14 ANÁLISIS DE SENSIBILIDAD Este análisis nos muestra de alguna manera el riesgo de un determinado proyecto, analizar el riesgo de un proyecto, tiene como premisa identificar aquellas variables que con un pequeño cambio puedan provocar cambios significativos en las utilidades de la empresa, por lo cuál este tipo de análisis nos permite considerar las variables que deben ser manejadas para evitar perdidas de ganancias.
La metodología correspondiente que debe de seguirse para efectuar un análisis de sensibilidad son los siguientes:
83 Apuntes de clase. Ingeniería Económica.

ECOMEX, S. A. de C. V.
Isidro Fabela 166, Parque Industrial Santiago Tianguistenco, Estado de México
PROYECTO TERMINAL, 04-I 194 UAM-Iztapalapa
Determinar que factores varían más fácilmente dentro del proyecto. Seleccionar el intervalo e incremento probable de variación para cada factor. Seleccionar los indicadores financieros que reflejen la sensibilidad del parámetro
elegido, esto es si tiene una variación importante con respecto al original. Seleccionar un intervalo de tiempo para hacer el análiss. Calcular los resultados como porcentajes.
En este caso el análisis de sensibilidad se hizo con una variación del 10% en los
diferentes factores que se consideraron como los más importantes.
VARIABLE VARIACIÓN
(%) VARIABLE DE RESPUESTA
(VPN) %
VARIACIÓN ORIGINAL -22,700,028
PRECIO DE VENTA 10 -7,273,894 32
-10 -38,126,163 168
COSTO DE MATERIA PRIMA 10 -25,959,705 114 -10 -19,440,352 86
VOLUMEN DE PRODUCCIÓN 10 -11,654,899 51 -10 -33,745,157 149
Tabla 14.17 Análisis de sensibilidad considerando VPN como indicador financiero más importante. Después de haber hecho el análisis se determinó que el factor más sensibles para un
cambio es el precio de venta, ya que este parámetro presenta la variación más grande, que los otros dos parámetros.


PULPER Unidades 1
Horas trabajo 20 Mat. Disp. (ton/dia) 106
papel (dens Kg/m^3) 250 papel (kg) 5,300
PAPEL (m^3) 21.20 PULPA (%) 0.74
RES. SOL. (%) 0.26 SULFATOS
SALIDA 1 Q3 VOL. m^3 % AGUA 7.208 0.850PULPA 0.941 0.111RES. SOL. 0.331 0.039VOL. TOT. 8.4800 1
ENTRADA TOTAL Q1 y Q2 VOL. m^3 % AGUA 180.200 0.85PULPA 23.532 0.11RES. SOL. 8.268 0.04VOL. TOT. 212.000 1FLUJO (m^3/min) 3.53

SALIDA 2 Q4 VOL. m^3 % AGUA 172.992 0.850PULPA 22.591 0.111RES. SOL. 7.937 0.039VOL. TOT. 203.520 1
SALIDA 3 Q5 VOL. m^3 % AGUA 13.839 0.678PULPA 1.807 0.089RES. SOL. 4.762 0.233VOL. TOT. 20.4090 1
SALIDA 4 Q6 VOL. m^3 % AGUA 159.153 0.869PULPA 20.783 0.114RES. SOL. 3.175 0.017VOL. TOT. 183.111 1
SALIDA 4 Q6 VOL. m^3 % AGUA 159.153 0.87PULPA 20.783 0.11RES. SOL. 3.175 0.02VOL. TOT. 183.111 1FLUJO (m^3/min) 3.052
SALIDA 5 Q7 VOL. m^3 % AGUA 11.141 0.706PULPA 1.455 0.092RES. SOL. 3.175 0.201VOL. TOT. 15.770439168 1
SALIDA 6 Q8 VOL. m^3 % AGUA 148.012 0.884PULPA 19.329 0.116RES. SOL. 0.000 0.000VOL. TOT. 167.341 1

SALIDA 7 Q9
VOL. m^3 % AGUA 20.722 0.884 PULPA 2.706 0.116RES. SOL. 0.000 0.000VOL. TOT. 23.428 1
SALIDA 8 Q10 VOL. m^3 % AGUA 127.290 0.884PULPA 16.623 0.116RES. SOL. 0.000 0.000VOL. TOT. 143.913 1
AGUA Q11 VOL. m^3 % AGUA 188.255 0.998SULFATO 0.284 0.002VOL. TOT. 188.539 1
SALIDA 9 Q12
VOL. m^3 %
AGUA 315.830 0.950
PULPA 16.623 0.050
VOL. TOT. 332.452 1
FLUJO (m^3/min) 5.541

SALIDA 11 Q14
VOL. m^3 % AGUA 1.131 0.080PULPA 12.720 0.900SULFATO 0.283 0.020VOL. TOT. 14.133 1.00Ton/h 3.533
Q12 m^3/h m^3/min Evaporación (20%) 63.166 1.05277
Q13 m^3/h m^3/min
evaporación (5%) 50.3066109 0.83844
SALIDA 10 corregida Q13 VOL. m^3 % AGUA 201.226 0.9810PULPA 3.903 0.0190SULFATO 0.001 0.0000VOL. TOT. 205.130 FLUJO (m^3/min) 3.419
Q15 Vapor de salida: 1.891209019 m^3/min

Corrientes
Flujo m^3/h m^3/min XH2O Xpulpa Xres Xsulfato
Q1 Cartón 31.8 0.53 Q2 Agua 180.2 3.00333333 Q3 8.48 0.14133333 0.85 0.111 0.039 Q4 203.52 3.392 0.85 0.11 0.04 Q5 20.4089856 0.34014976 0.67810132 0.08855205 0.23334663 Q6 183.111014 3.05185024 0.86915929 0.11350198 0.01733873 Q7 15.7704392 0.26284065 0.70642832 0.09225123 0.20132046 Q8 167.340575 2.78900959 0.88449532 0.11550468 0 Q9 23.4276805 0.39046134 0.88449532 0.11550468 0 Q10 143.912895 2.39854824 0.88449532 0.11550468 0
Q11 Agua + Sulf 188.53937 3.14232283 0.99849362 0.00150638
Q12 332.452265 5.54087108 0.94918911 0.04995732 0.00085357Q13 205.130402 3.41884004 0.9809684 0.01902504 6.5595E-06Q14 14.1333333 0.23555556 0.08 0.9 0.02Q15 Sale vapor 1.89120902
Corrientes Flujo m^3/h m^3/min kg/min
Q1 Cartón 31.8 0.53 132.5 Q2 Agua 180.2 3.00333333 3003.33333 Q3 8.48 0.14133333 240.266667 Q4 203.52 3.392 5766.4 Q5 20.4089856 0.34014976 578.254592 Q6 183.111014 3.05185024 5188.14541 Q7 15.7704392 0.26284065 446.82911 Q8 167.340575 2.78900959 4741.3163 Q9 23.4276805 0.39046134 663.784282 Q10 143.912895 2.39854824 4077.53202
Q11 Agua + Sulf 188.53937 3.14232283 5341.94881
Q12 332.452265 5.54087108 9419.48083 Q13 205.130402 3.41884004 5812.02807

1) Servicio
BOMBA PARA AGUA PARA LLENAR PULPER "BOMBA CENTRIFUGA" L-110
2) Líquido a manejar. Agua 3) Consistencia Ligera 4) Gasto real Qr. 581.174 GPM 5)Gasto de diseño Qd 610.2327 GPM 6)Gravedad específica 1
7) Temperatura 25ºC 8)Presión de descarga hd 0 ft C.L 9) Altura Geométrica hg 0 ft 10)Longitud tubería 13.1232 ft DISEÑO 11) Mat. Tubería Acero inoxidable C-40 12) Vel. Recomed 3 - 10 ft/seg
13) Vel de Selecc. 3.72264582 ft/seg V = 0.408 Q / d2 14) Diam. SELECCIONAD0 8 in. 15) LONGITUD EQUIVALENTE DE TUBERIA EN CONEXIONES Tipo Cantidad Pulgadas L/D Total ft Codos 90 3 8 20 40 Codos 45 0 0 Te recta 1 8 60 40 Reducciones 0 0 Otras Total 80 16) LONGITUD EQUIVALENTE DE TUBERÍA EN VÁLVULAS Tipo Cantidad Pulgadas L/D Total ft Compuerta Globo Retención Mariposa Otras 1 8 72 48 TOTAL 48 17)Longitud equivalente total 10)Longitud tubería 13.1232 ft 15)Longitud en conexiones 80 ft 16)Longitud en válvulas 48 ft Total 141 ft 18)Perdidas por Fricción=(hfu) 10.2812792 ft/100 19)Perdidas por fricción totales 18.21053073 ftC.L 20)Perdidas en válvulas control o otros hvc 0 Ft C.L 21) Carga dinámica total CDT= hd(8)+hg(9)+hft(19)+hvc(20) 18.21053073 FT CALCULO DE POTENCIA DE LA BOMBA 24)HP=QD(4)*CDT(21)* (6) 1.603558634 KW= 1.19625474 3960*Ŋ
Eficiencia: 0.6

1) Servicio BOMBA PARA TRASPORTAR PULPA A FOURDINIER "BOMBA DE DESPLASAMIENTO POSITIVO" L-150
2) Líquido a manejar. pasta 3) Consistencia Pesada 4) Gasto real Qr. 1465.08682 GPM 5)Gasto de diseño Qd 1611.5955 GPM 6)Gravedad específica 1 7) Temperatura 30 º C 8)Presión de descarga hd 0 ft C.L 9) Altura Geométrica hg 9 ft 10)Longitud tubería 13.1232 ft DISEÑO 11) Mat. Tubería Acero inoxidable C-40 12) Vel. Recomed 4-7 ft/seg
13) Vel de Selecc. 5.95371555 ft/seg V = 0.408 Q / d2 14) Diam. SELECCIONAD0 6 in. 15) LONGITUD EQUIVALENTE DE TUBERIA EN CONEXIONES Tipo Cantidad Pulgadas L/D Total ft Codos 90 3 10 20 50 Codos 45 Te recta Reducciones Otras Total 50 16) LONGITUD EQUIVALENTE DE TUBERÍA EN VÁLVULAS Tipo Cantidad Pulgadas L/D Total ft Compuerta Globo Retención Mariposa Otras TOTAL
17)Longitud equivalente total
10)Longitud tubería 13.1232 ft 15)Longitud en conexiones 50 ft 16)Longitud en válvulas 0 ft Total 63.1232 ft 18)Perdidas por fricción=(hfu) 2.12255861 ft/100 19)Perdidas por fricción totales 133.982692 ftC.L 20)Perdidas en válvulas control o otros hvc 0 ftC.L
21) Carga dinámica total CDT= hd(8)+hg(9)+hft(19)+hvc(20) 142.982692 ft.
CALCULO DE POTENCIA DE LA BOMBA
24)HP=QD(4)*CDT(21)* (6) 88.165849 KW= 65.7717234
3960*Ŋ Eficiencia: 0.6

PARA CALCULAR ESTA BOMBA SE CONSIDERO: ƒ 0.032 Factor de fricción
CAIDAS DE PRESION FORMULAS DE MOODY
Material ε (Rugosidad
absoluta) Acero comercial 0.00015 acero galvanizado 0.0005 Hierro fundido 0.00085 concreto 0.01-0.1
∆H=ƒ LXV2 2xgxd
Re=Vxdxℓ µ ∆H= 2.122558613 Ft Re= 8376.927788 Numero de Reynols ε= 0.00075 Rugosidad µ= 1500 Viscosidad V= 5.953715549 Velocidad d= 10.02 Diámetro ℓ= 1700 Densidad Kg./m^3

1) Servicio
BOMBA PARA TRASPORTAR PULPA A REFINADOR "BOMBA DE DESPLAZAMIENTO POSITIVO" L-140
2) Líquido a manejar. pasta 3) Consistencia Pesada 4) Gasto real Qr. 736.77013 GPM 5)Gasto de diseño Qd 810.447143 GPM 6)Gravedad específica 1 7) Temperatura 25ºC. 13.124
8)Presión de descarga hd 0 ft C.L 9) Altura Geométrica hg 3 ft 10)Longitud tubería 13.1232 ft DISEÑO 11) Mat. Tubería Acero inoxidable C-40 12) Vel. Recomed 4-7 ft/seg
13) Vel de Selecc. 8.172041494 ft/seg V = 0.408 Q / d2 14) Diam. SELECCIONAD0 6 in. 15) LONGITUD EQUIVALENTE DE TUBERIA EN CONEXIONES
Tipo Cantidad Pulgadas L/D Total ft Codos 90 1 8 20 13.3333333 Codos 45 Te recta
Reducciones Otras Total 13.3333333
16) LONGITUD EQUIVALENTE DE TUBERÍA EN VÁLVULAS
Tipo Cantidad Pulgadas L/D Total ft
Compuerta Globo
Retención Mariposa
Otras 1 8 72 84 TOTAL
17)Longitud equivalente total 10)Longitud tubería 13.1232 ft
15)Longitud en conexiones 13.3333333 ft
16)Longitud en válvulas 84 ft
Total 110.456533 ft

18)Perdidas por fricción=(hfu) 1.67436078
ft/100 19)Perdidas por fricción totales 124.667099 ftC.L 20)Perdidas en válvulas control o otros hvc 0 ftC.L
21) Carga dinámica total CDT= hd(8)+hg(9)+hft(19)+hvc(20)127.667099
ft
CALCULO DE POTENCIA DE LA BOMBA
24)HP=QD(4)*CDT(21)* (6) 39.58809153
KW= 29.5327163
3960*Ŋ Eficiencia:
0.6
PARA CALCULAR ESTA BOMBA SE CONSIDERO:
Re=Vxdxℓ µ ε= 0.00075 Rugosidad µ= 1500 Viscosidad V= 4.71929963 Velocidad d= 7.981 Diámetro ℓ= 1700 Densidad g= 2.32 ft/seg.^2
CAIDAS DE PRESION FORMULAS DE MOODY
∆H=ƒ LXV2 2xgxd ∆H= 1.67436078 Ft
Material ε (Rugosidad
absoluta) Acero comercial 0.00015 acero galvanizado 0.0005 Hierro fundido 0.00085 Concreto 0.01-0.1
Re= 5288.88144

ƒ 0.032 Factor de fricción
1) Servicio Bomba para llevar agua de tratada a pulper"BOMBA CENTRIFUGA" L-120
2) Líquido a manejar. Agua 3) Consistencia Ligera 4) Gasto real Qr. 211.1951093 GPM 5)Gasto de diseño Qd 221.7548648 GPM 6)Gravedad específica 1 7) Temperatura 25ºC 13.124 8)Presión de descarga hd 0 ft C.L 9) Altura Geométrica hg 0 ft 10)Longitud tubería 98.424 ft DISEÑO 11) Mat. Tubería Acero inoxidable C-40 12) Vel. Recomed 3 - 10 ft/seg 13) Vel de Selecc. 5.31614085 ft/seg V = 0.408 Q / d2 14) Diam. SELECCIONAD0 4 in. 15) LONGITUD EQUIVALENTE DE TUBERIA EN CONEXIONES
Tipo Cantidad Pulgadas L/D Total ft Codos 90 3 4 20 20 Codos 45 0 0 Te recta 1 4 60 20
Reducciones 0 0 Otras Total 40
16) LONGITUD EQUIVALENTE DE TUBERÍA EN VÁLVULAS Tipo Cantidad Pulgadas L/D Total ft Compuerta Globo Retención Mariposa Otras 1 4 72 48 TOTAL 48 17)Longitud equivalente total 10)Longitud tubería 98.424 ft 15)Longitud en conexiones 40 ft 16)Longitud en válvulas 48 ft
Total 141.1232ft.
18)Perdidas por ffricción=(hfu) 10.2812792 ft/100 19)Perdidas por fricción totales 19.5249887 ftC.L

20)Perdidas en válvulas control o otros hvc 0 Ft C.L 21) Carga dinámica total CDT= Hd(8)+hg(9)+hft(19)+hvc(20) 14.50927021 FT CALCULO DE POTENCIA DE LA BOMBA 24)HP=QD(4)*CDT(21)* (6) 1.277 KW= 0.95 3960*Ŋ Eficiencia:
0.6
1) Servicio BOMBA PARA TRASPORTAR PULPA A HIDROCICLON B0MBA DE DESPLASAMIENTO POSITIVO L-130
2) Líquido a manejar. pasta 3) Consistencia Pesada 4) Gasto real Qr. 900.29136 GPM 5)Gasto de diseño Qd 990.320496 GPM 6)Gravedad específica 1 7) Temperatura 25 8)Presión de descarga hd 0 ft C.L 9) Altura Geométrica hg 3 ft 10)Longitud tubería 9.8424 ft DISEÑO 11) Mat. Tubería Acero inoxidable C-40 12) Vel. Recomed 4-7 ft/seg
13) Vel de Selecc. 5.7667168 ft/seg 14) Diam. SELECCIONAD0 10 in. 15) LONGITUD EQUIVALENTE DE TUBERIA EN CONEXIONES
Tipo Cantidad Pulgadas L/D Total ft Codos 90 3 8 20 40 Codos 45 Te recta
Reducciones Otras Total 40
16) LONGITUD EQUIVALENTE DE TUBERÍA EN VÁLVULAS
Tipo Cantidad Pulgadas L/D Total ft Compuerta
Globo Retención Mariposa
Otras 1 8 72 48 TOTAL

17)Longitud equivalente total 10)Longitud tubería 9.8424 ft
15)Longitud en conexiones 40 ft
16)Longitud en válvulas 48 ft Total 97.8424 ft 18)Perdidas por fricción=(hfu) 0.796079031 ft/100 19)Perdidas por fricción totales 77.890283 20)Perdidas en válvulas control o otros hvc 0 21) Carga dinámica total CDT= hd(8)+hg(9)+hft(19)+hvc(20) 80.890283
CALCULO DE POTENCIA DE LA BOMBA 24)HP=QD(4)*CDT(21)* (6) 30.650178 KW= 22.86503278 3960*Ŋ Eficiencia:0.6
PARA CALCULAR ESTA BOMBA SE CONSIDERO: ƒ 0.040 Factor de fricción
CAIDAS DE PRESION FORMULAS DE MOODY ∆H=ƒ LXV2 2xgxd ∆H= 0.79607903 Ft Re= 6462.7135 Numero de Reynols ε= 0.00075 Rugosidad µ= 1500 Viscosidad V= 5.7667168 Velocidad d= 7.981 Diámetro ℓ= 1700 Densidad
Material ε (Rugosidad
absoluta) Acero comercial 0.00015 acero galvanizado 0.0005 Hierro fundido 0.00085
concreto 0.01-0.1

Cálculo de tamaño de equipo: Pulper: Consta de una parte superior cilíndrica y una base semicónica. Volumen total requerido para el proceso 35m^3 Volumen de la parte cilíndrica Volumen de la base semicónica
V1=p(R^2)H V2= 1/3ph(R^2+r^2+Rr)
Volumen total= V1+V2 V=p(R^2)H+1/3ph(R^2+r^2+Rr)
V a cotizar p R (m) H (m) r (m) h (m) 38.2 m^3 3.1416 2 2 0.8 1.5
V1 V2 VT 25.13 13.07 38.20 Volumen a cotizar con un 10 % más de capacidad
38.2 Hidrociclón
h (m) R^2 (m) P V (m^3) V (litros)
2.5 0.15 3.1416 0.1767 176.715 Tanque de Almacenamiento Volumen requerido 50 m^3 Area de base requerida 5m x 5 m Altura calculada
2 Filtro Volumen requerido 10 m^3 Diámetro de cotización 3 m h= V /pr^2 V (m^3) p R (m)
1.4 10 3.1416 1.5

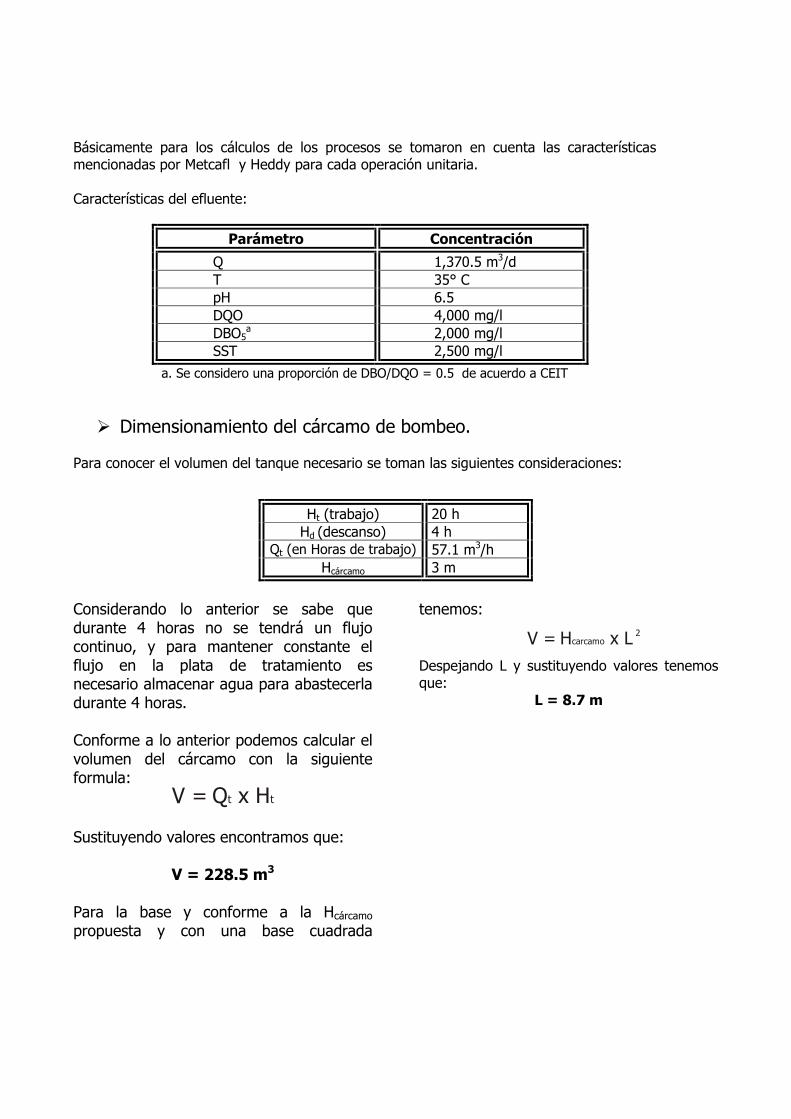
Básicamente para los cálculos de los procesos se tomaron en cuenta las características mencionadas por Metcafl y Heddy para cada operación unitaria. Características del efluente:
Parámetro Concentración
Q 1,370.5 m3/d T 35° C pH 6.5 DQO 4,000 mg/l DBO5
a 2,000 mg/l SST 2,500 mg/l
a. Se considero una proporción de DBO/DQO = 0.5 de acuerdo a CEIT
Dimensionamiento del cárcamo de bombeo. Para conocer el volumen del tanque necesario se toman las siguientes consideraciones: Considerando lo anterior se sabe que durante 4 horas no se tendrá un flujo continuo, y para mantener constante el flujo en la plata de tratamiento es necesario almacenar agua para abastecerla durante 4 horas. Conforme a lo anterior podemos calcular el volumen del cárcamo con la siguiente formula:
V = Q x Ht t Sustituyendo valores encontramos que:
V = 228.5 m3
Para la base y conforme a la Hcárcamo
propuesta y con una base cuadrada
tenemos:
V = H x Lcarcamo2
Despejando L y sustituyendo valores tenemos que:
L = 8.7 m
Ht (trabajo) 20 h Hd (descanso) 4 h
Qt (en Horas de trabajo) 57.1 m3/h Hcárcamo 3 m
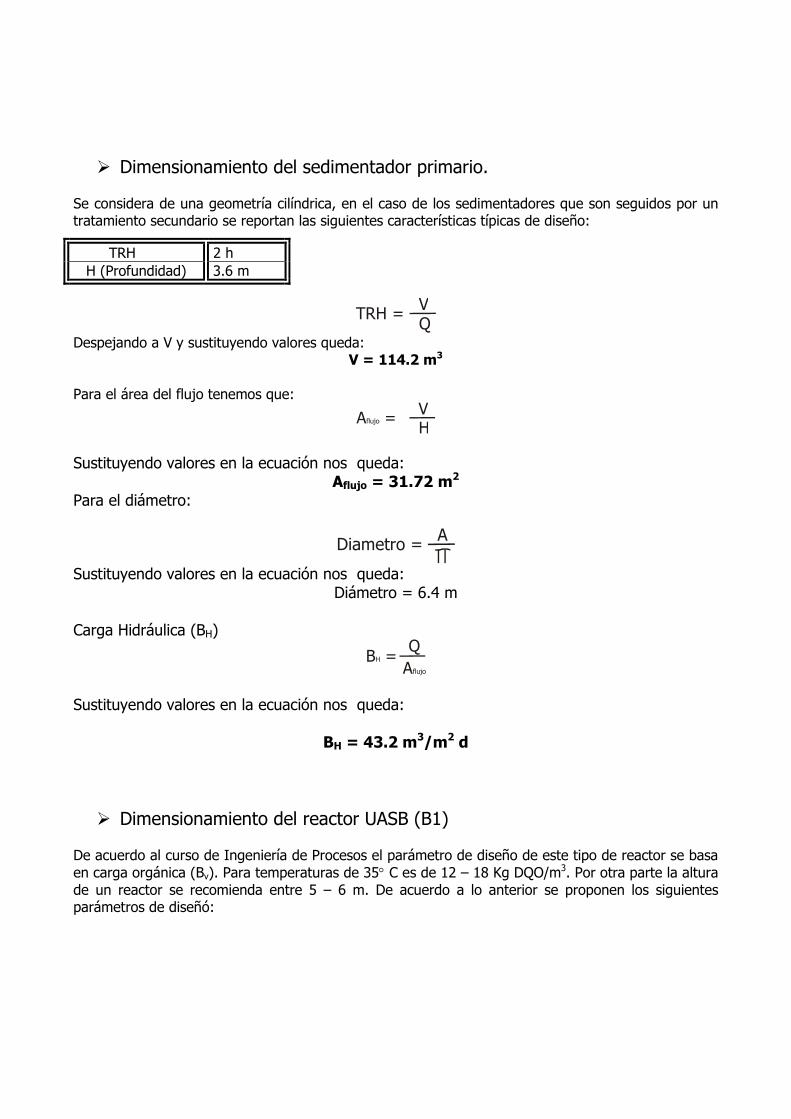
Dimensionamiento del sedimentador primario.
Se considera de una geometría cilíndrica, en el caso de los sedimentadores que son seguidos por un tratamiento secundario se reportan las siguientes características típicas de diseño:
TRH = VQ
Despejando a V y sustituyendo valores queda: V = 114.2 m3
Para el área del flujo tenemos que:
A =flujoVH
Sustituyendo valores en la ecuación nos queda:
Aflujo = 31.72 m2
Para el diámetro:
Diametro = A
Sustituyendo valores en la ecuación nos queda: Diámetro = 6.4 m
Carga Hidráulica (BH)
B =HQ
Aflujo Sustituyendo valores en la ecuación nos queda:
BH = 43.2 m3/m2 d
Dimensionamiento del reactor UASB (B1)
De acuerdo al curso de Ingeniería de Procesos el parámetro de diseño de este tipo de reactor se basa en carga orgánica (Bv). Para temperaturas de 35° C es de 12 – 18 Kg DQO/m3. Por otra parte la altura de un reactor se recomienda entre 5 – 6 m. De acuerdo a lo anterior se proponen los siguientes parámetros de diseñó:
TRH 2 h H (Profundidad) 3.6 m

Bv 18 Kg DQO/m3 H1 (altura) 5 m
Vasc < 1 m/h Hcampana 1 m αcampana 55°
La carga orgánica se calcula con forma la siguiente ecuación
B =vQ x SDQO
V
Despejando V y sustituyendo los valores obtenemos: V = 305 m3
Para el área de la base (Ab) tenemos que:
A =bVH1
Sustituyendo los valores obtenemos: 4
Ab = 60.9 m2 Se propone una base rectangular con L1 = 6 m
L =2Ab
L1 Sustituyendo los valores obtenemos que:
L1 = 10.15 m La Velocidad ascendente (Vasc) se calcula con base a la siguiente ecuación:
V =ascQA
Sustituyendo los valores nos da como resultado:
Vasc = 0.94 m/h Para el calculo de TRH tenemos la siguiente ecuación:
TRH = VQ
Sustituyendo los valores obtenemos que:
TRH = 5.34 m3/h (4.5 m3/d) Campanas para el UASB
Para el diseño y calculo e las campanas se considera una Vasc = 2.5 m/h, y se calculan conforme a las siguientes formulas:

V =ascQAf
V =ascQ
A -Ab campana
V =ascQ
A -(B L n)b
Donde: Af = Área de flujo Acampana = Área de la campana
B = Base de la campana L = longitud de la campana n = número de campana
Conocemos que L = L1
Para el calculo de B se utiliza la siguiente ecuación:
B = 2 Hcampana
Sustituyendo los valores se obtiene lo siguiente: B = 1.7 m
Con el valor B, despejando n de las ecuaciones anteriores, y sustituyendo valores obtenemos:
n = 3.73 (4 campanas)
Dimensionamiento del reactor de Contacto Anaerobio (B2). Este reactor soporta DOQ de entrada entre 1,500 – 5,000 mg/l por lo es apto para nuestras aguas. Los parámetros para el diseño para el tanque de este reactor, la carga orgánica esta entre 0.48 – 2.40 g DQO/l d. Se proponen los siguientes parámetros para el su diseño: r
Br 2.4 g DQO/l d B2V
* 2.8 g DQO/l Ha (altura) 4 m
* Se obtiene a la salida del sedimentador primario Sabemos que Br se calcula con la siguiente ecuación:
B =rQ x B2V

Despejando V y sustituyendo obtenemos que:
V = 1600 m3 Conocemos que para él calculo de volúmenes de una figura cúbica es:
V= H x La2
Despejando L y sustituyendo los valores tenemos que:
L = 20 m
Dimensionamiento del reactor de lodos activados completamente mezclado, ubicado después del reactor UASB (TREN A).
Unos de los parámetros que se toma en cuanta para el diseño de este tipo de reactor es la carga volumétrica (Br), la cual esta recomendada entre 0.80 – 1.92 Kg DBO5/m3d. Se propone una forma cuadrada como base con una altura de 4 m. Se proponen las siguientes características de diseño.
Br 1.90 Kg DBO5/m3d B1V
* 0.28 Kg DBO5/m3 H2 (altura) 4 m
*Este valor es a la salida del reactor UASB Sabemos que Br se calcula con la siguiente ecuación:
B =rQ x B1v
Despejado a V y sustituyendo valores tenemos que:
V = 202 m3
Conocemos que para él calculo de volúmenes de una figura cúbica es:
V = H x L22
Despejando a L y sustituyendo los valores no queda:
L = 14.2 m Con los valores resultantes podemos calcular el TRH del reactor con la siguiente formula:
V = TRH x Q

Despejando el TRH y sustituyendo valores nos queda que:
TRH = 14.14 h (0.6 d)
Dimensionamiento del reactor de lodos activados completamente mezclado después sedimentador secundario (TREN B).
Unos de los parámetros que se toma en cuanta para el diseño de este tipo de reactor es la carga volumétrica (Br), la cual esta recomendada entre 0.80 – 1.92 Kg DBO5/m3d. Se propone una forma cuadrada como base con una altura de 4 m. En base a estos valores se propone lo siguiente utilizar una de 1.9 Kg.
Br 1.900 Kg DBO5/m3d B1V
* 0.196 Kg DBO5/m3 H2 (altura) 4 m
*Este valor es a la salida del reactor anaerobio Sabemos que Br se calcula con la siguiente ecuación:
B =rQ x B1v
Despejado a V y sustituyendo valores tenemos que:
V = 141.4 m3 Conocemos que para él calculo de volúmenes de una figura cúbica es:
V = H x L22
Despejando a L y sustituyendo los valores no queda:
L = 6 m Con los valores resultantes podemos calcular el TRH del reactor con la siguiente formula:
V = TRH x Q Despejando el TRH y sustituyendo valores nos queda que:
TRH = 2.5 h (0.12 d)

Dimensionamiento del segundo reactor de lodos activados completamente mezclado (TREN C).
Unos de los parámetros que se toma en cuanta para el diseño de este tipo de reactor es la carga volumétrica (Br), la cual esta recomendada entre 0.80 – 1.92 Kg DBO5/m3d. Se propone una forma cuadrada como base con una altura de 4 m. Se proponen las siguientes características de diseño.
Br 1.900 Kg DBO5/m3d B1V
* 0.098 Kg DBO5/m3 H2 (altura) 4 m
*Este valor es a la salida del reactor anaerobio Sabemos que Br se calcula con la siguiente ecuación:
B =rQ x B1v
Despejado a V y sustituyendo valores tenemos que:
V = 71 m3
Conocemos que para él calculo de volúmenes de una figura cúbica es:
V = H x L22
Despejando a L y sustituyendo los valores no queda:
L = 4.2 m Con los valores resultantes podemos calcular el TRH del reactor con la siguiente formula:
V = TRH x Q Despejando el TRH y sustituyendo valores nos queda que:
TRH = 1.2 h (0.05 d)
Dimensionamiento del primer reactor de lodos activados completamente mezclado (TREN C).
Unos de los parámetros que se toma en cuanta para el diseño de este tipo de reactor es la carga volumétrica (Br), la cual esta recomendada entre 0.80 – 1.92 Kg DBO5/m3d. Se propone una forma cuadrada como base con una altura de 4 m. Se proponen las siguientes características de diseño.

Br 1.9 Kg DBO5/m3d B1V
* 1.4 Kg DBO5/m3 H2 (altura) 4 m
*Este valor es a la salida del reactor anaerobio Sabemos que Br se calcula con la siguiente ecuación:
B =rQ x B1v
Despejado a V y sustituyendo valores tenemos que:
V = 1010 m3
Conocemos que para él calculo de volúmenes de una figura cúbica es:
V = H x L22
Despejando a L y sustituyendo los valores no queda:
L = 16 m Con los valores resultantes podemos calcular el TRH del reactor con la siguiente formula:
V = TRH x Q Despejando el TRH y sustituyendo valores nos queda que:
TRH = 18 h (0.6 d)
Dimensionamiento de sedimentadores secundarios. Uno de los actores que se toman en cuenta para el diseño de este tanque es el la profundidad. Los valores de profundidad de un sedimentador secundario seguido de un proceso de fangos activados es entre 3.5 – 6 m. A partir de esta consideración se supone que el diseño del tanque primario satisface con las necesidades y se toman las mismas características.
Dimensionamiento del tanque de cloración. El tiempo de contacto por lo general suele ser especificado por los organismos de control, y este puede variar entre 15 y 45 minutos. Y de acuerdo a lo reportado, los intervalos de la dosis para los efluentes del proceso de fangos activados, es de 2 – 8 mg/l, sin embargo es necesario realizar algunos experimentos para conocer el cloro residual en el efluente. En base a lo anterior se calcula este tanque con las siguientes especificaciones:

TRH 20 min Dosis 6 mg/l
H3 (altura) 2 m
Con el TRH del tanque podemos calcular el volumen con forme a la siguiente ecuación:
V = TRH x Q Despejando el TRH y sustituyendo valores nos queda que:
V = 20.4 m3
Conocemos que para él calculo de volúmenes de una figura cúbica es:
V = H x L32
Despejando L y sustituyendo los valores encontramos que:
L = 3.2 m

BALANCE DE MASA EN EL TREN A
A C D E3
1
2
Entrada
Salida
DQO = 4000 mg/l
DQO = 2800 mg/l
DBO = 2000 mg/l
Sedimentador Primario
A
Remoción del 30% de DQO y DBO
DBO = 1400 mg/l
Entrada
Salida
DQO = 2800 mg/l
DQO = 560 mg/l
DBO = 1400 mg/l
Reactor UASB
B1
Remoción del 80% de DQO Y DBO
DBO = 280 mg/l
Entrada
Salida
DQO = 560 mg/l
DQO = 57 mg/l
DBO = 280 mg/l
Lodos Activados
C
Remoción del 90% de DQO Y DBO
DBO = 28 mg/l
Entrada
Salida
DQO = 57 mg/l
DQO = 40 mg/l
DBO = 28 mg/l
Sedimentador Secundario
D
Remoción del 30% de DQO Y DBO
DBO = 19.6 mg/l

BALANCE DE MASA EN EL TREN B
A C D E
31
2
A1
Entrada
Salida
DQO = 4000 mg/l
DQO = 2800 mg/l
DBO = 2000 mg/l
Sedimentador Primario
A
Remoción del 30% de DQO y DBO
DBO = 1400 mg/l
Entrada
Salida
DQO = 2800 mg/l
DQO = 560 mg/l
DBO = 1400 mg/l
Reactor de contacto anaerobio
Remoción del 80% de DQO Y DBO
DBO = 280 mg/l
Entrada
Salida
DQO = 560 mg/l
DQO = 392 mg/l
DBO = 280 mg/l
Decantador
A1
Remoción del 30% de DQO Y DBO
DBO = 196 mg/l
Entrada
Salida
DQO = 392 mg/l
DQO = 39.2 mg/l
DBO = 196 mg/l
Reactor de lodos activados
C
Remoción del 90% de DQO Y DBO
DBO = 19.6 mg/l
Entrada
Salida
DQO = 39.2 mg/l
DQO = 28 mg/l
DBO = 19.6 mg/l
Sedimentador Secundario
D
Remoción del 30% de DQO Y DBO
DBO = 14 mg/l

ALANCE DE MASA EN EL TREN C
A C D E
31
2
D
Entrada
Salida
DQO = 4000 mg/l
DQO = 2800 mg/l
DBO = 2000 mg/l
Sedimentador Primario
A
Remoción del 30% de DQO y DBO
DBO = 1400 mg/l
Entrada
Salida
DQO = 2800 mg/l
DQO = 280 mg/l
DBO = 1400 mg/l
Reactor de Lodos Activados
Remoción del 90% de DQO Y DBO
DBO = 140 mg/l
Entrada
Salida
DQO = 280 mg/l
DQO = 196 mg/l
DBO = 140 mg/l
Sedimentador
A1
Remoción del 30% de DQO Y DBO
DBO = 98 mg/l
Entrada
Salida
DQO = 196 mg/l
DQO = 19.6 mg/l
DBO = 98 mg/l
Reactor de lodos activados
C
Remoción del 90% de DQO Y DBO
DBO = 9.8 mg/l
Entrada
Salida
DQO = 19.6 mg/l
DQO = 14 mg/l
DBO = 9.8 mg/l
Sedimentador
D
Remoción del 30% de DQO Y DBO
DBO = 7 mg/l

DETERMINACIÓN DE LODOS Para este calculo se considera la remoción de DQO, la cual se reporta como kg SST/d para llegar a esto se considera un factor de conversión de 0.5634 kg SST/kg DQO. Cabe aclarar que en el caso de los reactores anaerobios solo se consideró el 10% de la DQO removida para la producción de lodos. Resumen de generación de lodos.
Kg SST/d TREN A 798.5 TREN B 803.4 TREN C 1638
COSTOS DE INVERSIÓN TOTAL APROXIMADOS
TREN A Con la formula reportada por Noyola y Monroy84 para el calculo del costo del reactor UASB:
I = 2040 * V0.6695, con I en US$ y V en m3
Se determinó el costo de dicho reactor, que es de US$ 93,944.00 y con una paridad peso-dólar de $ 11.20, se obtiene $ 1,052,172, considerando que este costo representa un 60 % del costo de un reactor de lodos activados, se determino que el costo de este ultimo, es de $ 1,753,620. La suma del costo de los dos reactores nos da como resultados $ 2,805,792. TREN B Para el costo de la construcción del tanque de contacto anaerobio se considero el precio por m2, el cual es de $ 700.00 y se conoce que el requerimiento de construcción es de 720 m2, lo que da como resultado $ 504,000.00, mas el agitador con un costo de $ 100,000.00, nos da un costo total de $ 604,000.00. Considerando que la inversión para el reactor de lodos activados es de $ 1,753,620.00, como se menciona en el tren anterior, y que la de un decantador es $ 73,200.00, basada en la construcción, se obtiene un total de $ 2,430,820.00. TREN C Con base en que el costo de una planta con reactor UASB corresponde la 60 % del costo de una con lodos activados, se tomo el valor de la plata para el tren de tratamiento A y se realizo el calculo correspondiente para estimar el valor de este tren de tratamiento. Lo anterior da como resultado $ 17,065,973.00.
84 Noyola A. Y Monroy O., Experiencias y perspectivas del tratamiento anaerobio en México, Montevideo Uruguay 1994

Costo del equipo principal Con Lang desglosado* (3.65)
TREN A $ 2,805,792 $ 10,238,000
TREN B $ 2,430,820 $ 8,872,493
TREN C $ 4,675,609 $ 17,065,973 *Factor para industrias que procesan sólidos y líquidos.
CALCULO ENERGÉTICO Con fines comparativos solo se va a considerar el gasto de energía aplicada a los reactores de lodos activados completamente mezclados, suponiendo que en estos es donde se aplica el mayor gasto de energía en cada planta.
De acuerdo al requerimiento energético del reactor aerobio de la planta de tratamiento de aguas residuales de la empresa UNIPAK, en Cuernavaca Morelos, donde utilizan 3 aireadores para un volumen de 2600 m3 con una potencia de 60 HP/aireador, se estimaron los requerimientos energéticos de cada planta en un sistema similar.
Volumen total (m3) Energía aplicada (HP)
TREN A 202 13
TREN B 141.4 9.8
TREN C 1081 74.8


MODULO 2: PROYECCIONES Para hacer el calculo de la demanda se tomo en cuenta el numero de empresas que existen y esta se multiplico por el consumo que tienen las mismas esto nos da como resultado el consumo nacional al año, y es apartir de este que nuestra empresa pretende cubrir el 1.7 % de la demanda existente lo cual nos da el consumo del segmento que pretendemos cubrir al año, y este al multiplicarlo por el % de aceptación que es del 0. 8 % nos da como resultado una cobertura del 1.4 %, sin embargo este porcentaje considera las mermas que son del 4%, una vez haciendo el calculo descontando mermas nos da como resultado el programa de ventas el cual en realidad esta cubriendo el 1.3 % de mercado.
PROYECCION DE DEMANDA ENTORNO OPTIMISTA
Año Número de empresas
consumo ton/año % aceptación
Consumo nal. (ton/año)
Consumo del Segmento (ton/año)
Programa de ventas Segmento ton/año
2005 85 15,184 0.8 1,290,640 18,585 16,851 2006 85 15,791 0.8 1,342,266 19,329 17,525 2007 85 16,423 0.8 1,395,956 20,102 18,226 2008 85 17,080 0.8 1,451,794 20,906 18,955 2009 85 17,763 0.8 1,509,866 21,742 19,713 2010 85 18,474 0.8 1,570,261 22,612 20,501 2011 85 19,213 0.8 1,633,071 23,516 21,321 2012 85 19,981 0.8 1,698,394 24,457 22,174 2013 85 20,780 0.8 1,766,330 25,435 23,061 2014 85 21,612 0.8 1,836,983 26,453 23,984

PROYECCION OFERTA ENTORNO OPTIMISTA La oferta nacional de liner (INEGI 2002) es de 1.24 x10^6 ton/año esta ha tenido un crecimiento promedio del 2% y considerando que este se mantenga se hace una proyección para los siguientes 10 años lo que nos da:
PROYECCION DE PRODUCCIÓN La producción se calculo en base al consumo nacional por el porcentaje que queremos cubrir 1.7% por el porcentaje de aceptación del 8%.
AÑO CAPACIDAD
UTILIZADA (%)PRODUCCIÓN
(TON/AÑO) 2005 68.5 17,553 2006 71 18,255 2007 74 18,985 2008 80 19,744 2009 82.5 20,534 2010 85 21,356 2011 87.5 22,210 2012 90 23,098 2013 92.5 24,022 2014 95 24,983
Año Oferta liner (ton/año) 2005 1,264,800 2006 1,290,096 2007 1,315,898 2008 1,342,216 2009 1,369,060 2010 1,396,441 2011 1,424,370 2012 1,452,858 2013 1,481,915 2014 1,511,553

Para calcular la inflación se considero un incremento promedio anual del 2% sobre el valor que tiene la inflación.
PROYECCIONES DE INFLACION
Año % de Inflación 2005 4.080 2006 4.162 2007 4.245 2008 4.330 2009 4.416 2010 4.505 2011 4.595 2012 4.687 2013 4.780 2014 4.876

PROYECCIÓN DE SALARIOS
EMPLEADOS
# DE EMPLEADOS POR TURNO
# EMPLEADOS TOTALES
SALARIO /MES
SUELDO c/prestaciones mensual
SUELDO TOTAL/MES
Gerente general 1 1 $ 24,305 $ 35,801 $ 35,801
Gerente administrativo 1 1 $ 15,467 $ 22,782 $ 22,782
Jefe de compras 1 1 $ 5,303 $ 7,811 $ 7,811
Jefe de ventas 1 1 $ 5,303 $ 7,811 $ 7,811
Mercadotecnia 1 1 $ 8,000 $ 11,784 $ 11,784
Contador Público 1 1 $ 11,048 $ 16,273 $ 16,273
Jefe de producción 1 3 $ 4,419 $ 6,509 $ 19,528
Técnicos de control de calidad 1 3 $ 2,000 $ 2,946 $ 8,838
Finanzas 1 1 $ 5,000 $ 7,365 $ 7,365
Jefe de control de calidad 1 1 $ 4,419 $ 6,509 $ 6,509
Auxiliar contable 1 1 $ 3,535 $ 5,207 $ 5,207
Intendencia 8 16 $ 1,861 $ 2,741 $ 43,856
Operadores 7 21 $ 2,342 $ 3,450 $ 72,447
Operador de bascula 1 1 $ 2,342 $ 3,450 $ 3,450
Mantenimiento 1 3 $ 2,651 $ 3,906 $ 11,717
Chofer 2 2 $ 2,872 $ 4,231 $ 8,462
Ayudante de chofer 2 2 $ 2,430 $ 3,580 $ 7,160
Encargado de almacén de producto terminado 1 3 $ 2,210 $ 3,255 $ 9,764
Secretaria ejecutiva 1 1 $ 4,000 $ 5,892 $ 5,892
Encargado de almacén de materia prima 1 3 $ 2,210 $ 3,255 $ 9,764
Recursos humanos 1 1 $ 4,250 $ 6,260 $ 6,260
Secretaria 2 2 $ 2,961 $ 4,361 $ 8,722
Vigilantes 4 8 $ 3,500 $ 5,156 $ 41,244
TOTAL = 78 $ 378,447

AÑO Gerente General
Gerente Admón.
Jefe de compras
Jefe de Ventas Mercadotecnia
Contador Público
Jefe de producción
Técnicos de control de calidad
2005 $ 35,800 $ 22,782 $ 7,811 $ 7,811 $ 11,784 $ 16,272 $ 6,509 $ 2,946
2006 $ 36,516 $ 23,237 $ 7,967 $ 7,967 $ 12,019 $ 16,598 $ 6,639 $ 3,004
2007 $ 37,246 $ 23,702 $ 8,126 $ 8,126 $ 12,260 $ 16,930 $ 6,772 $ 3,065
2008 $ 37,991 $ 24,176 $ 8,289 $ 8,289 $ 12,505 $ 17,269 $ 6,907 $ 3,126
2009 $ 38,751 $ 24,660 $ 8,454 $ 8,454 $ 12,755 $ 17,614 $ 7,045 $ 3,188
2010 $ 39,526 $ 25,153 $ 8,624 $ 8,624 $ 13,010 $ 17,966 $ 7,186 $ 3,252
2011 $ 40,317 $ 25,656 $ 8,796 $ 8,796 $ 13,270 $ 18,326 $ 7,330 $ 3,317
2012 $ 41,123 $ 26,169 $ 8,972 $ 8,972 $ 13,536 $ 18,692 $ 7,477 $ 3,384
2013 $ 41,946 $ 26,692 $ 9,151 $ 9,151 $ 13,806 $ 19,066 $ 7,626 $ 3,451
2014 $ 42,784 $ 27,226 $ 9,334 $ 9,334 $ 14,082 $ 19,447 $ 7,779 $ 3,520
AÑO Finanzas Control de Calidad
Auxiliar Contable Intendencia Operadores
Operador de bascula Mantenimiento Chofer
2005 $ 7,365 $ 6,509 $ 5,207 $ 2,741 $ 3,449 $ 3,449 $ 3,905 $ 4,230
2006 $ 7,512. $ 6,639 $ 5,311 $ 2,795 $ 3,518 $ 3,518 $ 3,983 $ 4,315
2007 $ 7,662 $ 6,772 $ 5,417 $ 2,851 $ 3,589 $ 3,589 $ 4,063 $ 4,401
2008 $ 7,815 $ 6,907 $ 5,526 $ 2,908 $ 3,661 $ 3,661 $ 4,144 $ 4,489
2009 $ 7,972 $ 7,045 $ 5,636 $ 2,966 $ 3,734 $ 3,734 $ 4,227 $ 4,579
2010 $ 8,131 $ 7,186 $ 5,749 $ 3,026 $ 3,808 $ 3,808 $ 4,312 $ 4,671
2011 $ 8,294 $ 7,330 $ 5,864 $ 3,086 $ 3,885 $ 3,885 $ 4,398 $ 4,764
2012 $ 8,460 $ 7,477 $ 5,981 $ 3,148 $ 3,962 $ 3,962 $ 4,486 $ 4,860
2013 $ 8,629 $ 7,626 $ 6,101 $ 3,211 $ 4,042 $ 4,042 $ 4,575 $ 4,957
2014 $ 8,801 $ 7,779 $ 6,223 $ 3,275 $ 4,122 $ 4,122 $ 4,667 $ 5,056

AÑO Ayudante de chofer
Encargado de almacén de PT
Secretaria ejecutiva
Encargado de almacén de MP
Recursos humanos Secretaria Vigilante
2005 $ 3,580 $ 3,254 $ 5,892 $ 3,254 $ 6,260 $ 4,361 $ 5,155
2006 $ 3,651 $ 3,319 $ 6,009 $ 3,319 $ 6,385 $ 4,448 $ 5,258
2007 $ 3,724 $ 3,386 $ 6,130 $ 3,386 $ 6,513 $ 4,537 $ 5,363
2008 $ 3,799 $ 3,453 $ 6,252 $ 3,453 $ 6,643 $ 4,628 $ 5,471
2009 $ 3,875 $ 3,522 $ 6,377 $ 3,522 $ 6,776 $ 4,720 $ 5,580
2010 $ 3,952 $ 3,593 $ 6,505 $ 3,593 $ 6,911 $ 4,815 $ 5,692
2011 $ 4,031 $ 3,665 $ 6,635 $ 3,665 $ 7,050 $ 4,911 $ 5,805
2012 $ 4,112 $ 3,738 $ 6,768 $ 3,738 $ 7,191 $ 5,009 $ 5,922
2013 $ 4,194 $ 3,813 $ 6,903 $ 3,813 $ 7,334 $ 5,109 $ 6,040
2014 $ 4,278 $ 3,889 $ 7,041 $ 3,889 $ 7,481 $ 5,211 $ 6,161
Los salarios se calcularon con las tablas de salarios mínimos en el año 2003, para la zona en que se encuentra ubicada la empresa este salario se proyecto para los años de operación con un incremento igual a la inflación del 2% cada año. Este precio se multiplico por el factor de prestaciones que es del 1.473

PROYECCIÓN DE MATERIA PRIMA
La materia prima requerida para alcanzar la producción deseada se calculó de la siguiente manera, para producir 1 tonelada de papel liner se requieren 1.5 toneladas de papel de desecho, por lo tanto para determinar la materia prima requerida, se multiplica la producción total anual por 1.5, esto dividido en 358 días nos da la materia prima requerida diaria.
PROYECCIÓN DE PRECIO DE LINER El incremento para la proyección del precio se hizo a partir de la inflación ya que esta tiene un incremento anual del 2%.
Año Producción (ton/año)
Materia requerida (ton/dia)
Materia requerida (ton/año)
2005 17,553 73.5 26,329 2006 18,255 76.5 27,382 2007 18,985 79.5 28,478 2008 19,744 82.7 29,617 2009 20,534 86 30,801 2010 21,356 89.5 32,033 2011 22,210 93.1 33,315 2012 23,098 96.8 34,647 2013 24,022 101 36,033 2014 24,983 105 37,474
Año Precio ton ($) 2004 $ 4,2002005 $ 4,2842006 $ 4,3702007 $ 4,4572008 $ 4,5462009 $ 4,6372010 $ 4,7302011 $ 4,8242012 $ 4,9212013 $ 5,0192014 $ 5,120

PROYECCIÓN DE COSTO DE MATERIA PRIMA
Para calcular el precio de la materia prima se estimo un incremento del 2% al año siguiendo la inflación, por lo tanto se multiplico el valor del precio de la materia prima por el incremento de 0.02.
Materia prima
Año 2004 2005 2006 2007 2008 2009 ($/Ton) Cartón y papel 500 510 520 531 541 552 Sulfato de calcio 8,400 8,568 8,739 8,914 9,092 9,274 Consumo (Ton/año) Cartón y papel - 26,329 27,382 28,478 29,617 30,801 Sulfato de calcio - 351 365 380 395 411
Costo total ($/año) - 16,376,673 17,372,375 18,428,615 19,549,075 20,737,658
Continuación de la tabla.
Materia prima
Año 2010 2011 2012 2013 2014($/Ton) Cartón y papel 563,08121 574,3428338 585,829691 597,546284 609,49721Sulfato de calcio 9459,7643 9648,959608 9841,9388 10038,7776 10239,5531Consumo (Ton/año) Cartón y papel 32033,322 33314,6553 34647,2415 36033,1312 37474,4564Sulfato de calcio 427,11097 444,1954039 461,96322 480,441749 499,659419Costo total ($/año) 21998508 23336017,36 24754847,2 26259941,9 27856546,4

MODULO 3: COSTO DE EQUIPO DE PROCESO
Para calcular el costo del equipo se tomo la cantidad de equipos que se utilizaran y este valor se multiplico por el costo del equipo, para los equipos que son importados el precio esta dado en dólares para estos se paso a pesos a partir del valor de la paridad peso dólar.
COSTO DE EQUIPO EQUIPO UNIDADES COSTO DLL COSTO $/UNIDAD COSTO $ PULPER 2 $ - $ 416,822 $ 833,644
HIDROCICLON 2 $ 20,000 $ 220,000 $ 440,000 FILTRO 1 $ - $ 359,000 $ 359,000
REFINADOR 1 $ - $ 400,000 $ 400,000 FOURDRINIER 1 $ 2,000,000 $ 22,000,000 $ 22,000,000
TANQUE C/AGITADOR 2 $ - $ 31,000 $ 62,000 TANQUE ALMACENADOR DE AGUA 2 $ - $ 10,704 $ 21,408
CALDERA 1 $ - $ 655,000 $ 655,000 TOTAL $ 24,771,052
PARIDAD DLL/PESO 0.090909091
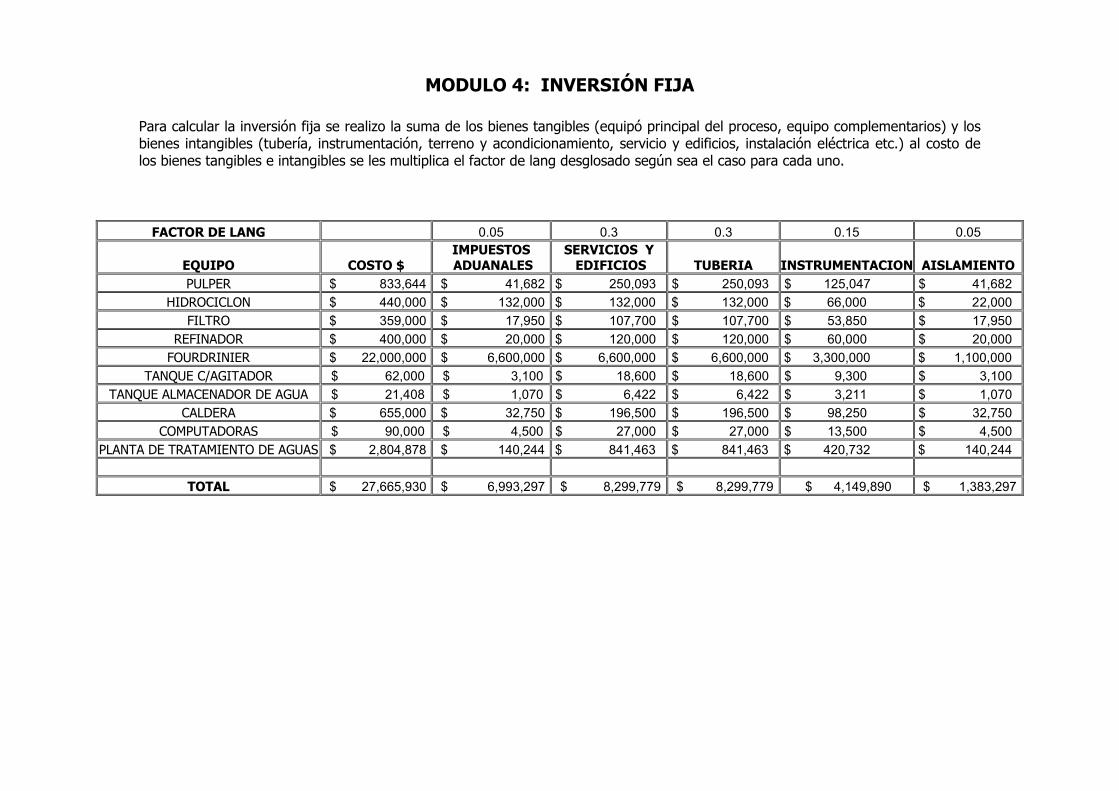
MODULO 4: INVERSIÓN FIJA
Para calcular la inversión fija se realizo la suma de los bienes tangibles (equipó principal del proceso, equipo complementarios) y los bienes intangibles (tubería, instrumentación, terreno y acondicionamiento, servicio y edificios, instalación eléctrica etc.) al costo de los bienes tangibles e intangibles se les multiplica el factor de lang desglosado según sea el caso para cada uno.
FACTOR DE LANG 0.05 0.3 0.3 0.15 0.05
EQUIPO COSTO $ IMPUESTOS ADUANALES
SERVICIOS Y EDIFICIOS TUBERIA INSTRUMENTACION AISLAMIENTO
PULPER $ 833,644 $ 41,682 $ 250,093 $ 250,093 $ 125,047 $ 41,682 HIDROCICLON $ 440,000 $ 132,000 $ 132,000 $ 132,000 $ 66,000 $ 22,000
FILTRO $ 359,000 $ 17,950 $ 107,700 $ 107,700 $ 53,850 $ 17,950 REFINADOR $ 400,000 $ 20,000 $ 120,000 $ 120,000 $ 60,000 $ 20,000
FOURDRINIER $ 22,000,000 $ 6,600,000 $ 6,600,000 $ 6,600,000 $ 3,300,000 $ 1,100,000 TANQUE C/AGITADOR $ 62,000 $ 3,100 $ 18,600 $ 18,600 $ 9,300 $ 3,100
TANQUE ALMACENADOR DE AGUA $ 21,408 $ 1,070 $ 6,422 $ 6,422 $ 3,211 $ 1,070 CALDERA $ 655,000 $ 32,750 $ 196,500 $ 196,500 $ 98,250 $ 32,750
COMPUTADORAS $ 90,000 $ 4,500 $ 27,000 $ 27,000 $ 13,500 $ 4,500 PLANTA DE TRATAMIENTO DE AGUAS $ 2,804,878 $ 140,244 $ 841,463 $ 841,463 $ 420,732 $ 140,244
TOTAL $ 27,665,930 $ 6,993,297 $ 8,299,779 $ 8,299,779 $ 4,149,890 $ 1,383,297

FACTOR DE LANG 0.15 0.1 0.3 0.65 0.6
EQUIPO INST ALACIONES ELECTRICAS
TERRENO Y ACON.
SERV AUX Y DE PLANTA
ING. Y SUP. IMPREVISTOS TOTAL
PULPER 125,046 83,364 2,500,93 541,868 500,186 2,209,156 HIDROCICLON 66,000 44,000 132,000 286,000 264,000 1,276,000
FILTRO 53,850 35,900 107,700 233,350 215,400 951,350 REFINADOR 60,000 40,000 120,000 260,000 240,000 1,060,000 FOURDRINIER 3,300,000 2,200,000 6,600,000 14,300,000 13,200,000 63,800,000 TANQUE C/AGITADOR 9,300 6,200 18,600 40,300 37,200 164,300 TANQUE ALMACENADOR DE AGUA 3,211 2,140 6,422 139,15 128,44 56,731 CALDERA 98,250 65,500 196,500 425,750 393,000 1,735,750 COMPUTADORAS 1,350 9,000 27,000 58,500 54,000 238,500
PLANTA DE TRATAMIENTO DE AGUAS S 420,731 280,487 841,463 1,823,170 1,682,926 7,432,926
TOTAL 4,149,889 2,766,593 8,299,779 1,792,854 16,599,558 78,924,714
Inversión fija Costo
Tangibles $ 65,014,936
Intangibles $ 41,575,709
Total $ 106,590,645
EQUIPO COMPLEMENTARIO
FACTOR DE LANG COSTO
SERVICIO Y EDIFICIOS 0.3 $ 8,299,779
TUBERIA 0.3 $ 8,299,779 INSTRUMENTACION 0.15 $ 4,149,890
AISLAMIENTO 0.05 $ 1,383,297 INSTALACION ELECTRICAS 0.15 $ 4,149,890
TERRENO Y ACONDIC. 0.1 $ 2,766,593 SERV AUX Y DE PLANTA 0.3 $ 8,299,779
TOTAL $ 37,349,006

MODULO 4B: CAPITAL DE TRABAJO
El calculo se llevo a cabo a partir de sumar el inventario de materia prima e insumos, el inventario de producto terminado, cuentas por cobrar, cuentas por pagar, efectivo en caja, para el inventario de materia prima se estimo como 15 días de operación de la planta. Para producto terminado es el producto que se almacena se estimo como el costo de producir 15 días. En cuentas por cobrar se estimo como el valor de los ingresos en 15 días a costo de operación, es lo que cuesta producir en 15 días en la planta. Las cuentas por pagar se estimaron como 15 días de las compras totales de materia prima. Y el efectivo en caja como 15 días a costo de producción descontando las materias primas ya que estas se encuentran incluidas en inventario de materias primas. (En este caso el inventario de producto en proceso es cero ya que el proceso solo dura horas). Esto se suma y da como resultado el capital de trabajo.
INVENTARIO DE MATERIAS PRIMAS Y INSUMOS AÑO PRODUCCION (TON/AÑO) COSTO DE MP/AÑO INVENTARIO DE MP/15 días2005 1.76E+04 16,435,650 684,819 2006 1.83E+04 17,434,937 726,456 2007 1.90E+04 18,494,982 770,624 2008 1.97E+04 19,619,477 817,478 2009 2.05E+04 20,812,341 867,181 2010 2.14E+04 22,077,731 919,905 2011 2.22E+04 23,420,057 975,836 2012 2.31E+04 24,843,997 1,035,167 2013 2.40E+04 26,354,511 1,098,105 2014 2.50E+04 27,956,866 1,164,869
INVENTARIO DE PRODUCTO TERMINADO AÑO COSTOS DE PRODUCCIÓN/AÑO INV DE PROD TERMINADO/ 15 días
2005 $ 34,287,526 $ 1,428,647 2006 $ 35,575,756 $ 1,482,323 2007 $ 36,954,159 $ 1,539,757 2008 $ 38,437,115 $ 1,601,546 2009 $ 40,004,904 $ 1,666,871 2010 $ 41,662,803 $ 1,735,950 2011 $ 43,415,982 $ 1,808,999 2012 $ 45,270,055 $ 1,886,252 2013 $ 47,231,309 $ 1,967,971 2014 $ 49,305,876 $ 2,054,412

CUENTAS POR COBRAR (30 dias de costo de operación)
Año INGRESOS COSTOS DE
OPERACION CUENTAS POR COBRAR/mes
CUENTAS POR COBRAR/15 dias
2005 $ 72,187,953 $ 41,393,436 $ 2,566,210 $ 1,283,104.87 2006 $ 76,576,980 $ 47,725,074 $ 2,404,326 $ 1,202,162.77 2007 $ 81,232,860 $ 48,354,754 $ 2,739,842 $ 1,369,921.10 2008 $ 86,171,818 $ 49,115,283 $ 3,088,045 $ 1,544,022.30 2009 $ 91,411,065 $ 49,987,171 $ 3,451,991 $ 1,725,995.60 2010 $ 96,968,858 $ 50,977,311 $ 3,832,629 $ 1,916,314.44 2011 $ 102,864,564 $ 53,255,866 $ 4,134,058 $ 2,067,029.09 2012 $ 109,118,730 $ 55,666,960 $ 4,454,314 $ 2,227,157.09 2013 $ 115,753,149 $ 58,218,810 $ 4,794,528 $ 2,397,264.12 2014 $ 122,790,940 $ 60,919,569 $ 5,155,948 $ 2,577,973.80
CUENTAS POR PAGAR (30 días de compras de MP) Año COSTO DE COMPRAS ($/AÑO) CUENTAS POR PAGAR/mes CUENTAS POR PAGAR/15 dias2005 $ 16,435,650 $ 1,369,637 $ 684,818.75 2006 $ 17,434,937 $ 1,452,911 $ 726,455.73 2007 $ 18,494,982 $ 1,541,248 $ 770,624.23 2008 $ 19,619,477 $ 1,634,956 $ 817,478.19 2009 $ 20,812,341 $ 1,734,362 $ 867,180.86 2010 $ 22,077,731 $ 1,839,811 $ 919,905.46 2011 $ 23,420,057 $ 1,951,671 $ 975,835.71 2012 $ 24,843,997 $ 2,070,333 $ 1,035,166.52 2013 $ 26,354,511 $ 2,196,209 $ 1,098,104.65 2014 $ 27,956,866 $ 2,329,739 $ 1,164,869.41
EFECTIVO EN CAJA Año COSTOS DE PRODUCCION COSTO DE MP e Insumos CP - CMP (mes) 2005 $ 34,287,526 $ 16,435,650 $ 1,487,656 2006 $ 35,575,756 $ 17,434,937 $ 1,511,735 2007 $ 36,954,159 $ 18,494,982 $ 1,538,265 2008 $ 38,437,115 $ 19,619,477 $ 1,568,137 2009 $ 40,004,904 $ 20,812,341 $ 1,599,380 2010 $ 41,662,803 $ 22,077,731 $ 1,632,089 2011 $ 43,415,982 $ 23,420,057 $ 1,666,327 2012 $ 45,270,055 $ 24,843,997 $ 1,702,172 2013 $ 47,231,309 $ 26,354,511 $ 1,739,733 2014 $ 49,305,876 $ 27,956,866 $ 1,779,084

RESULTADOS CAPITAL DE TRABAJO Año cuando CXP y CXC /mes cuando CXP y CXC /15 dias
2005 $ 4,797,694 $ 4,199,408 2006 $ 4,671,928 $ 4,196,221 2007 $ 5,047,239 $ 4,447,942 2008 $ 5,440,249 $ 4,713,705 2009 $ 5,851,062 $ 4,992,247 2010 $ 6,280,763 $ 5,284,354 2011 $ 6,633,549 $ 5,542,355 2012 $ 7,007,572 $ 5,815,581 2013 $ 7,404,128 $ 6,104,969 2014 $ 7,824,574 $ 6,411,470
AÑO
INVENTARIO DE MAT. PRIMA E INSUMOS /15 dias
INV DE PROD TERMINADO/
15 días CUENTAS POR
COBRAR/15 días
CUENTAS POR PAGAR/15
días
EFECTIVO EN CAJA
(mes) CAPITAL DE TRABAJO
2005 $
684,819 $
1,428,647 $
1,283,105 $
684,819 $
1,487,656 $ 4,199,408
2006 $
726,456 $
1,482,323 $
1,202,163 $
726,456 $
1,511,735 $ 4,196,221
2007 $
770,624 $
1,539,757 $
1,369,921 $
770,624 $
1,538,265 $ 4,447,942
2008 $
817,478 $
1,601,546 $
1,544,022 $
817,478 $
1,568,137 $ 4,713,705
2009 $
867,181 $
1,666,871 $
1,725,996 $
867,181 $
1,599,380 $ 4,992,247
2010 $
919,905 $
1,735,950 $
1,916,314 $
919,905 $
1,632,089 $ 5,284,354
2011 $
975,836 $
1,808,999 $
2,067,029 $
975,836 $
1,666,327 $ 5,542,355
2012 $ 1,035,167 $
1,886,252 $
2,227,157 $ 1,035,167 $
1,702,172 $ 5,815,581
2013 $ 1,098,105 $
1,967,971 $
2,397,264 $ 1,098,105 $
1,739,733 $ 6,104,969
2014 $ 1,164,869 $
2,054,412 $
2,577,974 $ 1,164,869 $
1,779,084 $ 6,411,470

MODULO 5-A: COSTOS VARIABLES DE PRODUCCIÓN El calculo de este se llevo acabo sumando el costo total de las materias primas e insumos, el costo de las servicios auxiliares, el costo de la mano de obra de operación, el costo de mantenimiento y reparación, y los costos de implementos de la planta o suministros de producción. El costo de la materia prima e insumos se obtuvo con el precio de la materia prima en toneladas multiplicándola por el consumo al año en toneladas y esto da el costo total. El costo de los servicios auxiliares se obtiene multiplicando el precio de los servicios por su consumo. En la mano de obra se obtuvo el costo multiplicando el números de personas por los turnos que requiere la empresa por el sueldo que se percibe todo esto da el costo de operación y para calcular el de supervisión se tomo como el 10% del costo de operación y el costo total de mano de obra de operación se obtuvo sumando el costo de operación y el costo de supervisión y esto se multiplico por los 12 meses obteniendo así el costo total por año. En el mantenimiento y reparación el costo se calculo como el 2% de la inversión fija. Y el costo de implementos de planta se estimo como el 15% de mantenimiento y reparación.
Materia prima e Insumos Precio ($/Ton) Consumo (Ton/año) Costo total
Año Carton y papel Sulfato de calcio Carton y papel Sulfato de calcio ($/año) 2004 500 8,400 0 0 0 2005 510 8,568 26,329 351 $ 16,435,650 2006 520 8,739 27,382 365 $ 17,434,937 2007 531 8,914 28,478 380 $ 18,494,982 2008 541 9,092 29,617 395 $ 19,619,477 2009 552 9,274 30,801 411 $ 20,812,341 2010 563 9,460 32,033 427 $ 22,077,731 2011 574 9,649 33,315 444 $ 23,420,057 2012 586 9,842 34,647 462 $ 24,843,997 2013 598 10,039 36,033 480 $ 26,354,511 2014 609 10,240 37,474 500 $ 27,956,866

Servicios Auxiliares 1Ton carton producida = 15m3 agua Precio del agua Consumo Costo total
Año ($/m3) (m3/año) ($/año) 2004 $ 6.00 $ - $ - 2005 $ 6.12 263,291 $ 1,611,338 2006 $ 6.24 273,822 $ 1,709,308 2007 $ 6.37 284,775 $ 1,813,233 2008 $ 6.49 296,166 $ 1,923,478 2009 $ 6.62 308,013 $ 2,040,426 2010 $ 6.76 320,333 $ 2,164,483 2011 $ 6.89 333,147 $ 2,296,084 2012 $ 7.03 346,472 $ 2,435,686 2013 $ 7.17 360,331 $ 2,583,776 2014 $ 7.31 374,745 $ 2,740,869
Precio ($) Consumo (año)
Año Gas natural (L)Electricidad
(KW*hr) Gas natural (L) Electricidad
(KW*hr) Costo total
(año) 2004 $ 3.54 $ 0.59 - - $ - 2005 $ 3.61 $ 0.60 46,230 2,721,495 $ 1,810,2742006 $ 3.68 $ 0.62 54,686 2,830,355 $ 1,877,6242007 $ 3.76 $ 0.63 50,000 2,943,569 $ 1,965,9612008 $ 3.83 $ 0.64 52,017 3,061,312 $ 2,085,5592009 $ 3.91 $ 0.65 54,094 3,183,764 $ 2,212,3472010 $ 3.99 $ 0.67 56,290 3,311,115 $ 2,346,9842011 $ 4.07 $ 0.68 58,557 3,443,559 $ 2,489,7452012 $ 4.15 $ 0.69 60,884 3,581,302 $ 2,641,0582013 $ 4.23 $ 0.71 63,336 3,724,554 $ 2,801,7032014 $ 4.32 $ 0.72 65,853 3,873,536 $ 2,971,977
SERV AUX (con factor de Lang) (año)
31,977,193

Mano de obra de operación
Año #Personas Sueldo Turnos Operación Supervisión 10 %
de cooperación Costo total / año (oper.y superv.
2004 0 0 0 $ - $ - $ - 2005 21 3450 3 $ 217,342 $ 21,734 $ 2,868,911 2006 21 3519 3 $ 221,689 $ 22,169 $ 2,926,289 2007 21 3589 3 $ 226,122 $ 22,612 $ 2,984,815 2008 21 3661 3 $ 230,645 $ 23,064 $ 3,044,511 2009 21 3734 3 $ 235,258 $ 23,526 $ 3,105,402 2010 21 3809 3 $ 239,963 $ 23,996 $ 3,167,510 2011 21 3885 3 $ 244,762 $ 24,476 $ 3,230,860 2012 21 3963 3 $ 249,657 $ 24,966 $ 3,295,477 2013 21 4042 3 $ 254,651 $ 25,465 $ 3,361,387 2014 21 4123 3 $ 259,744 $ 25,974 $ 3,428,614
Mantenimiento y reparación INV.FIJA $ 106,590,645
Complejidad Condiciones de % Inversión Fija Costo de mantenimiento Operación y reparación
Poca Ligera 2 2,131,813 Implementos de planta o suministros de producción
% Costo de mantenimiento y reparación
Costo de implementos de la planta
15 319,772
COSTOS FIJOS DE OPERACIÓN 30% de costo total anual de la mano de obra de operación y supervisión
Año COSTO DE MANO DE OBRA
DE OPERACION Y SUP. COSTOS FIJOS DE OPERACION
2004 - - 2005 2,868,911 860,673 2006 2,926,289 877,887 2007 2,984,815 895,445 2008 3,044,511 913,353 2009 3,105,402 931,621 2010 3,167,510 950,253 2011 3,230,860 969,258 2012 3,295,477 988,643 2013 3,361,387 1,008,416 2014 3,428,614 1,028,584
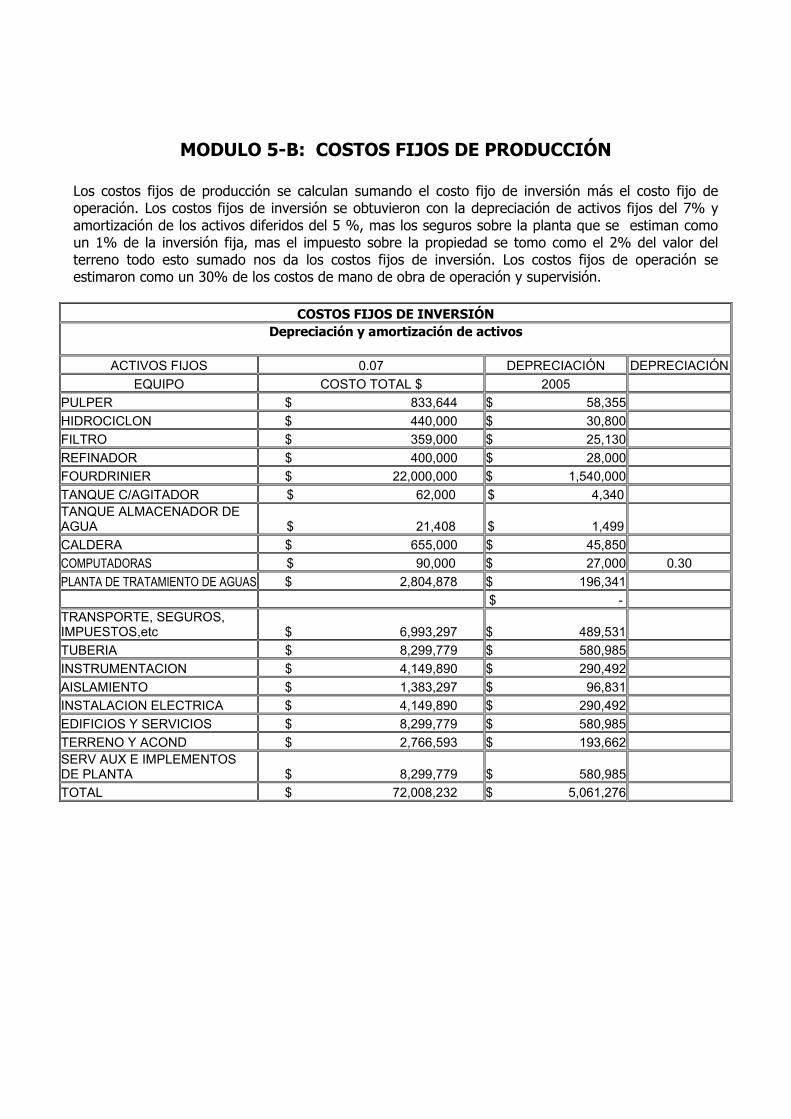
MODULO 5-B: COSTOS FIJOS DE PRODUCCIÓN
Los costos fijos de producción se calculan sumando el costo fijo de inversión más el costo fijo de operación. Los costos fijos de inversión se obtuvieron con la depreciación de activos fijos del 7% y amortización de los activos diferidos del 5 %, mas los seguros sobre la planta que se estiman como un 1% de la inversión fija, mas el impuesto sobre la propiedad se tomo como el 2% del valor del terreno todo esto sumado nos da los costos fijos de inversión. Los costos fijos de operación se estimaron como un 30% de los costos de mano de obra de operación y supervisión.
COSTOS FIJOS DE INVERSIÓN Depreciación y amortización de activos
ACTIVOS FIJOS 0.07 DEPRECIACIÓN DEPRECIACIÓN
EQUIPO COSTO TOTAL $ 2005 PULPER $ 833,644 $ 58,355 HIDROCICLON $ 440,000 $ 30,800 FILTRO $ 359,000 $ 25,130 REFINADOR $ 400,000 $ 28,000 FOURDRINIER $ 22,000,000 $ 1,540,000 TANQUE C/AGITADOR $ 62,000 $ 4,340 TANQUE ALMACENADOR DE AGUA $ 21,408 $ 1,499 CALDERA $ 655,000 $ 45,850 COMPUTADORAS $ 90,000 $ 27,000 0.30 PLANTA DE TRATAMIENTO DE AGUAS $ 2,804,878 $ 196,341 $ - TRANSPORTE, SEGUROS, IMPUESTOS,etc $ 6,993,297 $ 489,531 TUBERIA $ 8,299,779 $ 580,985 INSTRUMENTACION $ 4,149,890 $ 290,492 AISLAMIENTO $ 1,383,297 $ 96,831 INSTALACION ELECTRICA $ 4,149,890 $ 290,492 EDIFICIOS Y SERVICIOS $ 8,299,779 $ 580,985 TERRENO Y ACOND $ 2,766,593 $ 193,662 SERV AUX E IMPLEMENTOS DE PLANTA $ 8,299,779 $ 580,985 TOTAL $ 72,008,232 $ 5,061,276

ACTIVOS DIFERIDOS (0.05) AMORTIZACIÓN
COSTO TOTAL $ 2005 ING Y SUP DE LA CONSTRUCCION $ 17,982,855 $ 899,143
IMPREVISTOS $ 16,599,558 $ 829,978 TOTAL $ 34,582,413 $ 1,729,121
SEGUROS SOBRE LA PLANTA 1% de la invesión fija (0.01) INV.FIJA $ 106,590,645 $ 1,065,906
IMPUESTOS SOBRE LA PROP. 4 % del valor del terreno y la construcción Total
costo del terreno $ 1,520,000 $ 60,800 $ 392,791.16 Edificio y servicios $ 8,299,779 $ 331,991.16 .

COSTOS DE PRODUCCIÓN
Los costos de producción se calculan sumando los costos fijos de producción más los costos variables de producción
COSTOS DE PRODUCCIÓN
costos fijos de producción+costos variables de producción COSTOS FIJOS
COSTOS FIJOS DE INVERSION COSTOS FIJOS
DE COSTOS
DE PRODUCCIÓN COSTOS VARIABLES depreciación Amortización OPERACIÓN
Año Materia prima
e insumos Servicios
aux.
Mano obraoperación
y sup. Mantenimiento
y rep
Implementos
de plantaActivos
fijos Activos
Diferidos seguros
sobre la plantaimpuesto
sobre la prop. 2004 0 0 0 0 0 0 0 0 0 0 0
2005 $ 16,435,650
$ 3,421,612
$ 2,868,911
$ 2,131,813 $ 319,772 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 860,673 $ 34,287,526
2006 $ 17,434,937
$ 3,586,932
$ 2,926,289
$ 2,174,449 $ 326,167 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 877,887 $ 35,575,756
2007 $ 18,494,982
$ 3,779,194
$ 2,984,815
$ 2,217,938 $ 332,691 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 895,445 $ 36,954,159
2008 $ 19,619,477
$ 4,009,038
$ 3,044,511
$ 2,262,297 $ 339,345 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 913,353 $ 38,437,115
2009 $ 20,812,341
$ 4,252,773
$ 3,105,402
$ 2,307,543 $ 346,131 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 931,621 $ 40,004,904
2010 $ 22,077,731
$ 4,511,467
$ 3,167,510
$ 2,353,694 $ 353,054 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 950,253 $ 41,662,803
2011 $ 23,420,057
$ 4,785,829
$ 3,230,860
$ 2,400,768 $ 360,115 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 969,258 $ 43,415,982
2012 $ 24,843,997
$ 5,076,743
$ 3,295,477
$ 2,448,783 $ 367,317 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 988,643 $ 45,270,055
2013 $ 26,354,511
$ 5,385,478
$ 3,361,387
$ 2,497,759 $ 374,664 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 1,008,416 $ 47,231,309
2014 $ 27,956,866
$ 5,712,846
$ 3,428,614
$ 2,547,714 $ 382,157 $ 5,061,276
$ 1,729,121 $ 1,065,906 $ 392,791 $ 1,028,584 $ 49,305,876

MODULO 5C: DEPRECIACIÓN Y AMORTIZACIÓN DE ACTIVOS Este se calculo la depreciación de los activos fijos (equipos principales y los equipos complementarios) en un 7% anual este calculo se hizo para todos los años. Y para la amortización de los activos diferidos (ingeniería Supervisión, de construcción, imprevistos) en un 5% anual. La suma de los dos da el total de amortización y la depreciación.
Activos Fijos 0.07 DEPRECIACIÓN DEPRECIACIÓN
EQUIPO COSTO TOTAL $ PULPER 833,644 58,355 HIDROCICLON 440,000 30,800 FILTRO 359,000 25,130 REFINADOR 400,000 28,000 FOURDRINIER 22,000,000 1,540,000 TANQUE C/AGITADOR 62,000 4,340 TANQUE ALMACENADOR DE AGUA 21,408 1,499 CALDERA 655,000 45,850 TRANSPORTE, SEGUROS, IMPUESTOS,etc 6,993,297 489,531 TUBERÍA 8,299,779 580,985 INSTRUMENTACIÓN 4,149,890 290,492 AISLAMIENTO 1,383,297 96,831 INSTALACION ELECTRICA 4,149,890 290,492 EDIFICIOS Y SERVICIOS 8,299,779 580,985 TERRENO Y ACONDICIONAMIENTO 2,766,593 193,662 SERV AUX E IMPLEMENTOS DE PLANTA 8,299,779 580,985 Computadoras 90,000 27,000 0.30 2,804,878 TOTAL 4,864,935 ACTIVOS DIFERIDOS 0.05 AMORTIZACION COSTO TOTAL $ ING Y SUP DE LA CONSTRUCCION 17,982,855 899,143 IMPREVISTOS 16,599,558 829,978 TOTAL 1,729,121

MODULO 5D: AMORTIZACIÓN DE CREDITOS
Las condiciones para calcular la amortización de crédito se pide un préstamo del 20% de la inversión total, se cobra una tasa de interés del 20% y se otorga un año de gracia, se tiene 4 años a pagar a pago de capital constante anual capitalizable anual. Con estos datos se procede a realizar la tabla de amortización de créditos para saber cuanto se va pagar en cada año y el total de intereses a pagar.
CONDICIONES DE CRÉDITO PAGO DE CAPITAL CONSTANTE ANUAL CAPITALIZABLE ANUAL
PRÉSTAMO 20% DE LA INVERSION TOTAL TASA DE INTERÉS 20% INVERSION FIJA $ 106,590,645 PERIODOS DE GRACIA (AÑOS) 1 CAPITAL DE TRABAJO $ 4,199,408.13 INVERSION TOTAL $ 110,790,053
TASA DE INTERÉS FIJA, CON PERIODO DE GRACIA
PRESTAMO P= $ 22,158,011 AÑOS A PAGAR n= 4
TASA INTERES i= 0.2
PERIODO GRACIA G= 1
AÑO Saldo Inicial Pago a Capital Pago a Interés Pagos Total Saldo Final 2004 $ - $ - $ - $ - $ 22,158,011 2005 $ 22,158,011 $ - $ - $ - $ 22,158,011 2006 $ 22,158,011 $ 5,539,503 $ 4,431,602 $ 9,971,105 $ 16,618,508 2007 $ 16,618,508 $ 5,539,503 $ 3,323,702 $ 8,863,204 $ 11,079,005 2008 $ 11,079,005 $ 5,539,503 $ 2,215,801 $ 7,755,304 $ 5,539,503 2009 $ 5,539,503 $ 5,539,503 $ 1,107,901 $ 6,647,403 $ -
TOTAL DE INT = $ 11,079,005

MODULO 5E: GASTOS GENERALES
Los gastos generales se calculan sumando los gastos administrativos, los gastos de investigación y desarrollo, los gastos financieros, gastos generales antes de varios e imprevistos, varios e imprevistos. Los gastos administrativos se estimaron como el 5% del valor de las ventas, los de investigación y desarrollo se estimaron como un 2% de las ventas, los gastos financieros se calcularon a partir de la tabla de amortización de crédito, los gastos antes de varios e imprevistos se sacan sumando gastos de distribución y ventas, gastos administrativos, gastos de investigación y desarrollo, y gastos financieros. Varios e imprevistos se estimaron en un orden del 5 % de los gastos antes de varios e imprevistos.
AÑO
Gastos de distribucion
y venta Gastos
administrativos
Gastos de investigacion y
desarrollo Gastos
financieros Varios e
imprevistos GASTOS
GENERALES 2005 1,714,376 3,609,398 1,443,759 0 338,377 7,105,910 2006 1,778,788 3,828,849 1,531,540 4,431,602 578,539 12,149,317 2007 1,847,708 4,061,643 1,624,657 3,323,702 542,885 11,400,595 2008 1,921,856 4,308,591 1,723,436 2,215,801 508,484 10,678,168 2009 2,000,245 4,570,553 1,828,221 1,107,901 475,346 9,982,266 2010 2,083,140 4,848,443 1,939,377 0 443,548 9,314,508 2011 2,170,799 5,143,228 2,057,291 0 468,566 9,839,885 2012 2,263,503 5,455,936 2,182,375 0 495,091 10,396,905 2013 2,361,565 5,787,657 2,315,063 0 523,214 10,987,500 2014 2,465,294 6,139,547 2,455,819 0 553,033 11,613,693

MODULO 6A: PRESUPUESTO DE INGRESOS Para calcular el presupuesto de ingresos se tomo el valor de las ventas en toneladas al año y se multiplico por el precio de la tonelada y esto da como resultado el valor de las ventas al año que son los ingresos.
Año VENTAS ton/año Precio ($) Valor de ventas ($) 2005 $ 16,851 $ 4,284 $ 72,187,953 2006 $ 17,525 $ 4,370 $ 76,576,980 2007 $ 18,226 $ 4,457 $ 81,232,860 2008 $ 18,955 $ 4,546 $ 86,171,818 2009 $ 19,713 $ 4,637 $ 91,411,065 2010 $ 20,501 $ 4,730 $ 96,968,858 2011 $ 21,321 $ 4,824 $ 102,864,564 2012 $ 22,174 $ 4,921 $ 109,118,730 2013 $ 23,061 $ 5,019 $ 115,753,149 2014 $ 23,984 $ 5,120 $ 122,790,940
MODULO 6B: PRESUPUESTO DE EGRESOS
El presupuesto de egresos se saca sumando los costos de producción, los gastos generales, ISR, PTU. El ISR se estima como el 32% de las utilidades, y el PTU se estima como el 10 % de las utilidades.
Año Costos de
produccion ISR PTU Gastos
generales UTILIDADES
(antes de Imp) 2005 34,287,526 9,854,245 3,079,452 7,105,910 30,794,517 2006 35,575,756 9,232,610 2,885,191 12,149,317 28,851,906 2007 36,954,159 10,520,994 3,287,811 11,400,595 32,878,107 2008 38,437,115 11,858,091 3,705,654 10,678,168 37,056,535 2009 40,004,904 13,255,646 4,142,389 9,982,266 41,423,894 2010 41,662,803 14,717,295 4,599,155 9,314,508 45,991,547 2011 43,415,982 15,874,783 4,960,870 9,839,885 49,608,698 2012 45,270,055 17,104,566 5,345,177 10,396,905 53,451,770 2013 47,231,309 18,410,988 5,753,434 10,987,500 57,534,339 2014 49,305,876 19,798,839 6,187,137 11,613,693 61,871,371

MODULO 7A: ESTADO PROFORMA DE RESULTADOS
Para el cálculo de estado proforma de resultados, se tomo el ingreso por ventas y a este se le resto el costo de producción y esto dio como resultado la utilidad bruta. Ala utilidad bruta se le restan los gastos generales y esto dio la utilidad de operación, a esta se le suman los productos financieros y dio como resultado la utilidad antes de impuestos. A esta se le resta el ISR y PTU y esto dio la utilidad neta.
CONCEPTO/AÑO 2005 2006 2007 2008 2009 INGRESO*VENTAS 72,187,953 76,576,980 81,232,860 86,171,818 91,411,065 COSTOS DE PRODUCCION 34,287,526 35,575,756 36,954,159 38,437,115 40,004,904 UTILIDAD BRUTA 37,900,427 41,001,224 44,278,702 47,734,704 51,406,161 GASTOS GENERALES 7,105,910 12,149,317 11,400,595 10,678,168 9,982,266 UTILIDAD DE OPERACIÓN 30,794,517 28,851,906 32,878,107 37,056,535 41,423,894 PRODUCTOS FINANCIEROS * * * * * UTILIDAD ANTES DE IMPUESTOS 30,794,517 28,851,906 32,878,107 37,056,535 41,423,894 ISR 10,162,191 9,232,610 10,192,213 11,116,961 12,427,168 PTU 3,079,452 2,885,191 3,287,811 3,705,654 4,142,389 UTILIDAD NETA 17,552,875 16,734,106 19,398,083 22,233,921 24,854,337
CONCEPTO/AÑO 2,010 2,011 2,012 2,013 2,014
INGRESO*VENTAS 96,968,858 102,864,564 109,118,730 115,753,149 122,790,940 COSTOS DE PRODUCCION 41,662,803 43,415,982 45,270,055 47,231,309 49,305,876 UTILIDAD BRUTA 55,306,055 59,448,583 63,848,675 68,521,839 73,485,064 GASTOS GENERALES 9,314,508 9,839,885 10,396,905 10,987,500 11,613,693 UTILIDAD DE OPERACIÓN 45,991,547 49,608,698 53,451,770 57,534,339 61,871,371 PRODUCTOS FINANCIEROS * * * * * UTILIDAD ANTES DE IMPUESTOS 45,991,547 49,608,698 53,451,770 57,534,339 61,871,371 ISR 13,797,464 14,882,609 16,035,531 17,260,302 18,561,411 PTU 4,599,155 4,960,870 5,345,177 5,753,434 6,187,137 UTILIDAD NETA 27,594,928 29,765,219 32,071,062 34,520,603 37,122,823

MODULO 7B: ESTADO DE ORIGEN Y APLICACION DE RECURSOS
Para calcular la tabla de estado de origen y aplicaciones, se toman los orígenes (capital social, créditos, utilidad neta, depreciación (en esta se incluye el valor de rescate de los equipos principales se considera la misma depreciación para todos los equipos) y amortización) y a esto se le restan las aplicaciones (activos fijos, activos diferidos, capital de trabajo, amortización de capital) esto da como resultado el saldo.
AÑO 2004 2005 2006 2007 2008 ORIGENES
CAPITAL SOCIAL $ 88,632,042 CREDITOS $ 22,158,011 VALOR DE RESCATE $ - $ - $ - $ - $ - UTILIDAD NETA $ - $ 17,552,875 $ 16,734,106 $ 19,398,083 $ 22,233,921 (+depreciación y amortización) $ - $ 6,594,055 $ 6,594,055 $ 6,594,055 $ 6,594,055 REC. SOBRE LA INVERSION $ -
APLICACIONES ACTIVOS FIJOS $ 72,008,232 ACTIVOS DIFERIDOS $ 34,582,413 CAPITAL DE TRABAJO $ 4,199,408 AMORTIZACION DE CAPITAL $ - $ - $ 5,539,503 $ 5,539,503 $ 5,539,503 SALDOS $ 0 $ 24,146,930 $ 17,788,659 $ 20,452,636 $ 23,288,474

AÑO 2,009 2,010 2,011 2,012 2,013 2,014 ORIGENES
CAPITAL SOCIAL CREDITOS VALOR DE RESCATE 0 0 0 0 0 $ 40,290,317UTILIDAD NETA $ 24,854,337 $ 27,594,928 $ 29,765,219 $ 32,071,062 $ 34,520,603 $ 37,122,823(+depreciación y amortización) $ 6,594,055 $ 6,594,055 $ 6,594,055 $ 6,594,055 $ 6,594,055 $ 6,594,055 REC. SOBRE LA INVERSION
APLICACIONES ACTIVOS FIJOS ACTIVOS DIFERIDOS CAPITAL DE TRABAJO AMORTIZACION DE CAPITAL $ 5,539,503 0 0 0 0 0 SALDOS $ 25,908,889 $ 34,188,983 $ 36,359,274 $ 38,665,118 $ 41,114,659 $ 84,007,195

CALCULO PARA EL VALOR DE RESCATE DE LOS ACTIVOS FIJOS
Activos Fijos 0.07 DEPRECIACIÓN VALOR DE RESCATE EQUIPO COSTO TOTAL $ 2005 2006 2007 2008 PULPER 833,644 58,355 775,289 716,934 658,579 600,224 HIDROCICLON 440,000 30,800 409,200 378,400 347,600 316,800 FILTRO 359,000 25,130 333,870 308,740 283,610 258,480 REFINADOR 400,000 28,000 372,000 344,000 316,000 288,000 FOURDRINIER 22,000,000 1,540,000 20,460,000 18,920,000 17,380,000 15,840,000TANQUE C/AGITADOR 62,000 4,340 57,660 53,320 48,980 44,640 TANQUE ALMACENADOR DE AGUA 21,408 1,499 19,909 18,411 16,912 15,414 CALDERA 655,000 45,850 609,150 563,300 517,450 471,600 TRANSPORTE, SEGUROS, IMPUESTOS,etc 6,993,297 489,531 6,503,766 6,014,235 5,524,704 5,035,173TUBERÍA 8,299,779 580,985 7,718,795 7,137,810 6,556,825 5,975,841INSTRUMENTACIÓN 4,149,890 290,492 3,859,397 3,568,905 3,278,413 2,987,920AISLAMIENTO 1,383,297 96,831 1,286,466 1,189,635 1,092,804 995,973 INSTALACION ELECTRICA 4,149,890 290,492 3,859,397 3,568,905 3,278,413 2,987,920EDIFICIOS Y SERVICIOS 8,299,779 580,985 7,718,795 7,137,810 6,556,825 5,975,841TERRENO Y ACONDICIONAMIENTO 2,766,593 193,662 2,572,932 2,379,270 2,185,608 1,991,947SERV AUX E IMPLEMENTOS DE PLANTA 8,299,779 580,985 7,718,795 7,137,810 6,556,825 5,975,841COMPUTADORAS 90,000 - 90,000 90,000 90,000 97,419 2,804,878 2,804,878 2,804,878 2,804,878 2,804,878 - - - - - TOTAL 4,837,935 ACTIVOS DIFERIDOS 0.05 AMORTIZACION COSTO TOTAL $ ING Y SUP DE LA CONSTRUCCIÓN 17,982,855 899,143 17,083,712 16,184,569 15,285,426 14,386,284IMPREVISTOS 16,599,558 829,978 15,769,580 14,870,437 13,971,295 13,072,152 TOTAL 1,729,121

2009 2010 2011 2012 2013 2014 541,869 483,514 425,158 366,803 308,448 250,093 286,000 255,200 224,400 193,600 162,800 132,000 233,350 208,220 183,090 157,960 132,830 107,700 260,000 232,000 204,000 176,000 148,000 120,000
14,300,000 12,760,000 11,220,000 9,680,000 8,140,000 6,600,000 40,300 35,960 31,620 27,280 22,940 18,600 13,915 12,417 10,918 9,420 7,921 6,422 425,750 379,900 334,050 288,200 242,350 196,500
4,545,643 4,056,112 3,566,581 3,077,050 2,587,520 2,097,989 5,394,856 4,813,872 4,232,887 3,651,903 3,070,918 2,489,934 2,697,428 2,406,936 2,116,444 1,825,951 1,535,459 1,244,967 899,143 802,312 705,481 608,650 511,820 414,989
2,697,428 2,406,936 2,116,444 1,825,951 1,535,459 1,244,967 5,394,856 4,813,872 4,232,887 3,651,903 3,070,918 2,489,934 1,798,285 1,604,624 1,410,962 1,217,301 1,023,639 829,978 5,394,856 4,813,872 4,232,887 3,651,903 3,070,918 2,489,934
97,419 97,419 103,382 103,382 103,382 109,709 2,804,878 2,804,878 2,804,878 2,804,878 2,804,878 2,804,878
- - - - - -
13,487,141 12,587,998 11,688,855 10,789,713 9,890,570 8,991,427 12,173,009 11,273,867 10,374,724 9,475,581 8,576,438 7,677,296
VALOR DE RESCATE 40,317,317
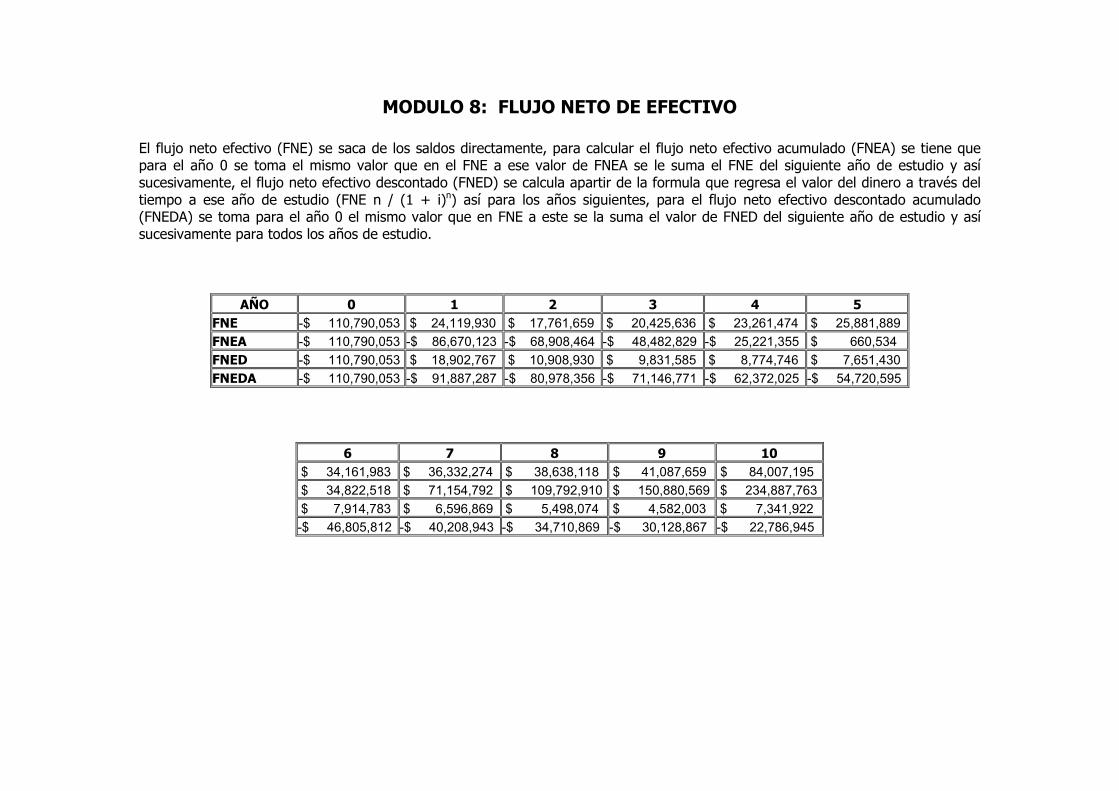
MODULO 8: FLUJO NETO DE EFECTIVO
El flujo neto efectivo (FNE) se saca de los saldos directamente, para calcular el flujo neto efectivo acumulado (FNEA) se tiene que para el año 0 se toma el mismo valor que en el FNE a ese valor de FNEA se le suma el FNE del siguiente año de estudio y así sucesivamente, el flujo neto efectivo descontado (FNED) se calcula apartir de la formula que regresa el valor del dinero a través del tiempo a ese año de estudio (FNE n / (1 + i)n) así para los años siguientes, para el flujo neto efectivo descontado acumulado (FNEDA) se toma para el año 0 el mismo valor que en FNE a este se la suma el valor de FNED del siguiente año de estudio y así sucesivamente para todos los años de estudio.
AÑO 0 1 2 3 4 5 FNE -$ 110,790,053 $ 24,119,930 $ 17,761,659 $ 20,425,636 $ 23,261,474 $ 25,881,889 FNEA -$ 110,790,053 -$ 86,670,123 -$ 68,908,464 -$ 48,482,829 -$ 25,221,355 $ 660,534 FNED -$ 110,790,053 $ 18,902,767 $ 10,908,930 $ 9,831,585 $ 8,774,746 $ 7,651,430 FNEDA -$ 110,790,053 -$ 91,887,287 -$ 80,978,356 -$ 71,146,771 -$ 62,372,025 -$ 54,720,595
6 7 8 9 10 $ 34,161,983 $ 36,332,274 $ 38,638,118 $ 41,087,659 $ 84,007,195 $ 34,822,518 $ 71,154,792 $ 109,792,910 $ 150,880,569 $ 234,887,763 $ 7,914,783 $ 6,596,869 $ 5,498,074 $ 4,582,003 $ 7,341,922 -$ 46,805,812 -$ 40,208,943 -$ 34,710,869 -$ 30,128,867 -$ 22,786,945

MODULO 9: INDICADORES FINANCIEROS
Para el calculo de indicadores financieros ( periodo de recuperación de la inversión PRI, retorno sobre la inversión RSI, tasa interna de rentabilidad TIR, valor presente neto VPN) el PRI se calculo con la formula PRI= N-1 + (FNEA N-1/ FNEN) donde N es el año de estudio en el que cambia de signo el proyecto donde se vuelve positivo, el FNEA N-1 es el flujo del año antes de que cambie de signo, el FNEN es la del año donde cambia de signo el proyecto. Para el calculo del RSI se realiza mediante la siguiente formula RSI= FNEN/ Inversión. Donde FNEN es el flujo de cualquier año este se divide entre la inversión inicial y esto da como resultado lo que recupero de la inversión específicamente en ese año de estudio. Para el cálculo de TIR este es el techo financiero del proyecto es lo mas que me va a dar de intereses el proyecto para calcular esta tengo que encontrar la i de descuento que haga que VPN se haga 0 para esto itero hasta llegar a ese valor, para calcular VPN se hace la suma de todos los FNED y este valor me da VPN, (para el calculo de tmar mixta, se tomaron las fuentes de donde se saco el dinero para la inversión total, se multiplico la participación por el costo, esto se dividió entre 100, dio como resultado el interés compuesto para cada una de las fuentes estas se suman y dan una tmar mixta).
AÑOS MESES DIAS
PRI 3.88 3 10.7 21
AÑO 0 1 2 3 4 5 6 7 8 9 10 RSI - 1 0.22 0.16 0.18 0.21 0.23 0.31 0.33 0.35 0.37 0.76 3 VPN - 110,790,053 18,923,926 10,925,513 9,844,581 8,784,931 7,659,412 7,921,039 6,601,771 5,501,916 4,585,014 7,341,922 - 22,700,028 TIR 0.2154174622 - 110,790,053 19,867,190 12,041,823 11,391,289 10,671,836 9,768,355 10,605,554 9,279,763 8,119,243 7,103,419 11,941,579 0.036 0.2154174621 - 110,790,053 19,867,190 12,041,823 11,391,289 10,671,836 9,768,355 10,605,554 9,279,763 8,119,243 7,103,419 11,941,579 0.081 0.2154174611 - 110,790,053 19,867,190 12,041,823 11,391,289 10,671,836 9,768,355 10,605,554 9,279,764 8,119,243 7,103,419 11,941,579 0.531 0.2154174601 - 110,790,053 19,867,190 12,041,823 11,391,289 10,671,836 9,768,355 10,605,554 9,279,764 8,119,244 7,103,419 11,941,579 0.980 0.2154174591 - 110,790,053 19,867,190 12,041,823 11,391,289 10,671,836 9,768,355 10,605,554 9,279,764 8,119,244 7,103,419 11,941,580 1.430 0.2154174581 - 110,790,053 19,867,190 12,041,824 11,391,289 10,671,836 9,768,355 10,605,554 9,279,764 8,119,244 7,103,419 11,941,580 1.880 0.2154174571 - 110,790,053 19,867,190 12,041,824 11,391,289 10,671,836 9,768,355 10,605,554 9,279,764 8,119,244 7,103,419 11,941,580 2.3
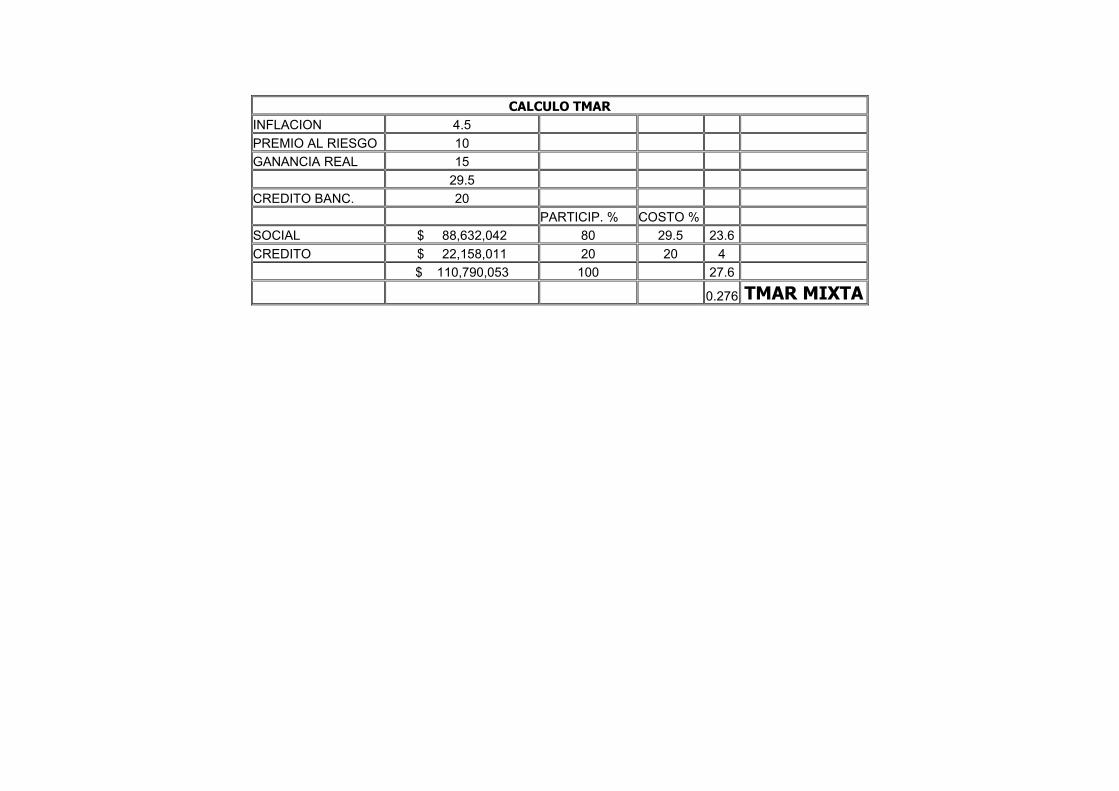
CALCULO TMAR
INFLACION 4.5 PREMIO AL RIESGO 10 GANANCIA REAL 15 29.5 CREDITO BANC. 20 PARTICIP. % COSTO % SOCIAL $ 88,632,042 80 29.5 23.6 CREDITO $ 22,158,011 20 20 4 $ 110,790,053 100 27.6
0.276 TMAR MIXTA

MODULO 10: PUNTO DE EQUILIBRIO
Para el cálculo de punto de equilibrio, se utilizo la formula P.E.= C.F.T. / (P.V.U. -C.V.U). Donde C.F.T. es el costo fijo total, (este se calcula sumando los costos fijos de producción más los costos fijos de gastos generales que son los gastos financieros), esto se divide entre P.V.U. precio de venta unitario menos C.V.U. costos de venta unitarios, que estos se calculan sumando costo variables de producción (este se calcula con los costos variables totales entre la producción), mas costo de variables de gastos generales (este se calcula tomando los gastos generales menos los gastos financieros), esto da como resultado el punto de equilibrio de ese año de estudio.
C.F.T = C.F. prod + C.F. gastos generales C.Fgasto general = gasto financiero
C.V.T = C.V. prod. + C.V gastos generales gasto administrativo C.V gasto general = gasto de distribución y venta gasto de inv. y desarrollo varios e imprevistos
Año costos fijos
totales Precio/ton ($) venta
unitario
costos variables unitarios
punto de equilibrio (ton)
2005 $ 7,917,103 $ 4,284 $ 1,839 3,238 2006 $ 12,348,705 $ 4,370 $ 1,872 4,943 2007 $ 11,240,805 $ 4,457 $ 1,890 4,379 2008 $ 10,132,904 $ 4,546 $ 1,911 3,846 2009 $ 9,025,004 $ 4,637 $ 1,933 3,338 2010 $ 7,917,103 $ 4,730 $ 1,956 2,854 2011 $ 7,917,103 $ 4,824 $ 1,983 2,786 2012 $ 7,917,103 $ 4,921 $ 2,010 2,720 2013 $ 7,917,103 $ 5,019 $ 2,038 2,656 2014 $ 7,917,103 $ 5,120 $ 2,067 2,593