propuesta de un sistema de indicadores para medir …
TRANSCRIPT

PROPUESTA DE UN SISTEMA DE INDICADORES PARA MEDIR LA
EFICIENCIA DEL PROCESO DE VERIFICACIÒN DIMENSIONAL
DE LOS PRODUCTOS FABRICADOS.
NIDYA ISABEL JURADO LAVERDE
ABRIL 2016 UNIVERSIDAD MILITAR NUEVA GRANADA
FACULTAD DE INGENIERÍA INDUSTRIAL A DISTANCIA

Página 1 de 79
CONTENIDO 1. RESUMEN .................................................................................................................................. 5
2. INTRODUCCION ...................................................................................................................... 7
3. OBJETIVO GENERAL .............................................................................................................. 8
3.1 OBJETIVOS ESPECÍFICOS .............................................................................................. 8
4. GLOSARIO ................................................................................................................................. 9
5. PLANTEAMIENTO DEL PROBLEMA .................................................................................. 11
6. MARCO TEÓRICO .................................................................................................................. 12
6.1 INDICADORES DE GESTION ....................................................................................... 12
6.2 BENEFICIOS DE LOS INDICADORES ......................................................................... 13
6.3 MEJORAMIENTO CONTINUO ..................................................................................... 14
6.3.1 CICLO PHVA .......................................................................................................... 14
6.3.2 METODOLOGÍA KAIZEN.................................................................................... 15
7. MARCO REFERENCIAL ........................................................................................................ 17
7.1 SISTEMA INTEGRADO DE GESTIÓN FEPCO ZONA FRANCA .............................. 17
7.2 INDICADOR PRODUCTO NO CONFORME ................................................................ 19
7.3 PROCEDIMIENTO DE VERIFICACIÓN DIMENSIONAL .......................................... 21
8. TIPO DE ESTUDIO.................................................................................................................. 22
9. METODOLOGÍA ..................................................................................................................... 23
9.1 ETAPA 1. CARACTERÍSTICAS DEL INDICADOR.................................................... 23
9.1.1 OBJETIVO ................................................................................................................ 23
9.1.2 ACTIVIDADES ........................................................................................................ 23
9.2 ETAPA 2. COMPETENCIAS DEL PERSONAL ............................................................ 23
9.2.1 OBJETIVO ................................................................................................................ 23
9.2.2 ACTIVIDADES ........................................................................................................ 23
9.3 ETAPA 3. INSTRUMENTOS, EQUIPOS Y HERRAMIENTAS DE MEDICIÓN ........ 24
9.3.1 OBJETIVO ................................................................................................................ 24
9.3.2 ACTIVIDADES ........................................................................................................ 24
9.4 ETAPA 4. CARACTERIZACIÓN DEL PROCESO ........................................................ 24
9.4.1 OBJETIVO ................................................................................................................ 24
9.4.2 ACTIVIDADES ........................................................................................................ 25
9.5 ETAPA 5. INFORMACIÓN PARA EL DESARROLLO DE LA PROPUESTA............ 25

Página 2 de 79
9.5.1 OBJETIVO ................................................................................................................ 25
9.5.2 ACTIVIDADES ........................................................................................................ 25
10. RESULTADOS DEL PROYECTO ...................................................................................... 26
10.1 ETAPA 1. CARACTERÍSTICAS DEL INDICADOR.................................................... 26
10.2 ETAPA 2. COMPETENCIAS DEL PERSONAL ............................................................ 27
10.3 ETAPA 3. INSTRUMENTOS, EQUIPOS Y HERRAMIENTAS DE MEDICIÓN ........ 29
10.3.1 INSTRUMENTOS DE MEDICIÓN ......................................................................... 29
10.3.2 EQUIPOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL ......................... 33
10.4 ETAPA 4. CARACTERIZACIÓN DEL PROCESO ........................................................ 34
10.5 ETAPA. INFORMACIÓN PARA EL DESARROLLO DE LA PROPUESTA............... 37
10.5.1 CARACTERÍSTICAS DE LA INFORMACIÓN ..................................................... 37
10.5.2 HISTORIAL .............................................................................................................. 39
10.5.3 ESTRUCTURACIÓN DE LA INFORMACIÓN ..................................................... 39
10.5.4 TABULACION DE LA INFORMACIÒN ............................................................... 40
11. ALTERNATIVAS DE SOLUCIÓN ..................................................................................... 43
11.1 INDICADOR DE TIEMPO ESTÁNDAR DE INSPECCIÓN DE PRODUCTOS EN LA
MESA DE VERIFICACIÓN DIMENSIONAL............................................................................ 44
11.1.1 DATOS INDICADOR: TIEMPO ESTÁNDAR DE INSPECCIÓN DE
PRODUCTOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL .................................. 45
11.2 INDICADOR DE OCUPACIÓN EN LA INSPECCIÓN DE PRODUCTOS EN LA
MESA DE VERIFICACIÓN DIMENSIONAL............................................................................ 46
11.2.1 DATOS INDICADOR: OCUPACIÓN EN LA INSPECCIÓN DE PRODUCTOS
EN LA MESA DE VERIFICACIÓN DIMENSIONAL: .......................................................... 47
11.3 INDICADOR DE TIEMPOS MUERTOS EN LA INSPECCIÓN DE PRODUCTOS EN
LA MESA DE VERIFICACIÓN DIMENSIONAL. .................................................................... 48
11.3.1 DATOS INDICADOR: TIEMPOS MUERTOS EN LA INSPECCIÓN DE
PRODUCTOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL. ................................. 49
11.4 TOMA DE DATOS Y RESPONSABLE DEL INDICADOR.......................................... 50
12. CONCLUSIONES ................................................................................................................ 51
13. RECOMENDACIONES ....................................................................................................... 52
14. BIBLIOGRAFIA ................................................................................................................... 53
15. APENDICES ......................................................................................................................... 54
16. ANEXOS ............................................................................................................................... 64

Página 3 de 79
LISTA DE TABLAS
Tabla 1. Características del Indicador de Producto No Conforme .................................................... 19
Tabla 2. Generalidades del perfil Inspector de Control Calidad ....................................................... 27
Tabla 3. Funciones y responsabilidades del perfil Inspector de Control Calidad ............................ 28
Tabla 4 Competencias del perfil Inspector de Control Calidad ........................................................ 28
Tabla 5 Programa de calibración de instrumentos ............................................................................ 30
Tabla 6 Identificación del estado de los instrumentos ...................................................................... 31
Tabla 7. Características de la información del CRM ........................................................................ 38
Tabla 8. . Productos verificados por inspector, de enero – noviembre 2015 .................................... 40
Tabla 9.Periodos de tiempo de inspección ........................................................................................ 41
Tabla 10. Tiempo en minutos de ocupación en mesa de verificación dimensional .......................... 42
Tabla 11. Información indicador Tiempo estándar de inspección en M.V.D. .................................. 45
Tabla 12. Información indicador Ocupación en la inspección en M.V.D. ....................................... 47
Tabla 13. Información indicador Tiempos muertos .......................................................................... 49

Página 4 de 79
LISTA DE FIGURAS
Figura. 1. CICLO DEMING O PHVA ........................................................................................... 15
Figura. 2. Sistema Integrado de Gestión FEPCO Zona Franca ........................................................ 18
Figura. 3. Lugar destinado para el Producto No Conforme ............................................................ 20
Figura. 4. Flujograma Procedimiento de Verificación Dimensional ............................................... 21
Figura. 5. . Calibrador pie de rey de 0" - 8" dial –identificado rojo como fuera de servicio ........... 31
Figura. 6. Ring Groove y calibrador pie de rey digital – identificado verde calibrado y en servicio
........................................................................................................................................................... 32
Figura. 7. Almacenamiento de gages y conejos ............................................................................... 32
Figura. 8. Almacenamiento de gages pin ......................................................................................... 32
Figura. 9. Laboratorio de metrología FEPCO Zona Franca ............................................................. 33
Figura. 10. Equipo instalado en la mesa de verificación dimensional ............................................ 34
Figura. 11. Mesa de verificación dimensional ................................................................................ 35
Figura. 12. Caracterización de la mesa de verificación dimensional. ............................................. 36
Figura. 13. Ocupación en minutos por mes en la inspección de productos ...................................... 43
Figura. 14. Indicador Tiempo estándar ............................................................................................ 44
Figura. 15 Indicador de ocupación ................................................................................................... 46
Figura. 16. Indicador de tiempos muertos ........................................................................................ 48
Figura. 17. Verificación de Stand Off ............................................................................................... 58
Figura. 18. Verificación de diámetros .............................................................................................. 58
Figura. 19. Verificación del Ring Groove OD ................................................................................. 59
Figura. 20. Resultado de verificación del Ring Groove ................................................................... 59
Figura. 21. Verificación del Ring Groove ancho ............................................................................. 60
Figura. 22. Verificación de Tapper .................................................................................................. 60
Figura. 23. Verificación del perfil de la rosca con Profile ............................................................... 61
Figura. 24. Verificación del Stand Off Con Profundímetro ............................................................. 61
Figura. 25. Tubing Hanger de 11” .................................................................................................... 62
Figura. 26. Tubing Hanger de 7-1/16” ............................................................................................. 62
Figura. 27. Tubing Hanger de 11” con dos líneas de Control ........................................................... 63
Figura. 28. Casing Head 11” 5K ...................................................................................................... 63

Página 5 de 79
1. RESUMEN
FEPCO Zona Franca es una empresa dedicada a la fabricación de cabezales y árboles de
navidad para pozos petroleros, con más de treinta años en el mercado, tiene implementado
un sistema de gestión integrado con el cual asegura la calidad de los productos que se fabrican
generando confianza y fidelidad en los clientes.
Dentro de los controles implementados se encuentra la actividad de verificación
dimensional, actividad en la cual se inspeccionan y validan todos los productos fabricados,
este punto de control es fundamental para asegurar el funcionamiento correcto de los
equipos.
Actualmente esta actividad no tiene un indicador de desempeño que evalúe y controle la
eficiencia de las labores que se realizan; con la realización de este trabajo se concluye que se
puede hacer un mejor uso de los recursos y de manera planificada.
La metodología usada en la elaboración de esta propuesta permite conocer paso a paso las
actividades que se realizan, cómo funciona el entorno de la inspección dimensional, su
importancia, además de concluir que la implementación de un sistema de indicadores es
posible.

Página 6 de 79
ABSTRACT
FEPCO Zona Franca is a Company dedicated to the manufacture of wellheads and Christmas
trees for oil wells, with more than thirty years in the oil market. It has implemented a QMS,
through this QMS Fepco insures the quality of the products manufactured, generating trust
and loyalty in the customers.
Inside the controls implemented, there is the activity of dimensional verification, in this
activity all the products manufactured are inspected and validated, this point of control is
fundamental to insure that the products are working properly.
Currently, this activity doesn’t have a performance indicator to evaluate and control the
efficiency of the labors performed, however; doing this work we can conclude that we can
do a better use of the resources and in a planned way.
The methodology used in the elaboration of this proposal allows to know step by step the
activities performed, how it works the environment of the dimensional inspection, it’s
relevance, and besides can be concluded that the implementation of an indicator system is
possible.

Página 7 de 79
2. INTRODUCCION
FEPCO Zona Franca ha ido implementando un conjunto de sistemas de mejora
continua, que enfocados al logro de los objetivos estratégicos pretenden hacer de ella una
empresa de clase mundial.
Una herramienta comúnmente utilizada por las empresas para el logro de sus objetivos
son los indicadores de gestión, herramienta que ha sido adoptada por grandes compañías con
excelentes resultados, los indicadores de gestión como su mismo nombre lo dice, “permiten
controlar y evaluar un determinado proceso, generando información de forma oportuna para
la toma de decisiones y permitiendo implementar acciones de mejora en cualquier momento
que se requiera (Guía para la construcción de Indicadores de Gestión, versión 2, 2012).”
FEPCO Zona Franca ha implementado un sistema de indicadores que aportan
información sobre el desempeño de los procesos en la compañía y es precisamente por lo
mismo que se ha detectado un punto crítico en la cadena productiva que no tiene ningún
indicador asociado; se trata de la mesa de verificación dimensional, punto en el cual se
inspecciona y valida el 100% de los productos fabricados.
Este trabajo pretende realizar una propuesta objetiva para establecer un sistema de
indicadores que permitan evaluar la eficiencia de las actividades que se ejecutan en la mesa
de verificación dimensional, brindando información para controlar y evaluar su desempeño
e incrementar el aprovechamiento de los recursos del mismo.

Página 8 de 79
3. OBJETIVO GENERAL
Proponer un sistema de indicadores para el proceso de Control Calidad, que permita
medir la eficiencia del proceso de inspección en la verificación dimensional de las piezas
fabricadas permitiendo la planeación de actividades de la misma.
3.1 OBJETIVOS ESPECÍFICOS
Identificar las características y objetivos del proceso de inspección en mesa de
verificación dimensional para establecer las actividades que se realizan y las
metas que deben alcanzar.
Analizar y clasificar la información correspondiente a diez meses de la base de
datos CRM, donde los inspectores registran los datos de las verificaciones
dimensionales, tiempos de inspección y tipos de productos; para estandarizar las
actividades de este punto de control y estimar los tiempos de inspección de los
productos.
Proponer los indicadores de medición de acuerdo a la identificación del proceso
y a las características de las funciones realizadas para definir una metodología
que evalúe la eficiencia de la actividad.

Página 9 de 79
4. GLOSARIO
BASE DE DATOS: Software que permite almacenar información de manera organizada.
CADENA DE FABRICACIÓN: Procesos a los que se somete un producto desde su inicio
como materia prima hasta su transformación final.
CARACTERÍSTICA: Propiedad que identifica un proceso, una persona o una cosa.
CRM: (Customer Relationship Management), base de datos utilizada en FEPCO Zona
Franca para manejar información de productos y clientes.
ESTÁNDAR: Reúne características comunes y se toma como punto de referencia para
medir o evaluar.
HISTORIAL: Registros detallados y ordenados cronológicamente que se hacen sobre el
desarrollo de una actividad.
INFORMACIÓN TRANSVERSAL: Información que se encuentra a disposición de todas
las áreas de la compañía.
INSPECTOR: Empleado calificado para realizar labores de inspección, verificación y
validación
MEJORA CONTÍNUA: Actividades desarrolladas para aumentar positivamente los
resultados de cualquier proceso.
MESA DE VERIFICACIÓN DIMENSIONAL (M.V.D): Punto de inspección del
proceso Control Calidad, en donde se realiza la verificación y validación de todos los
productos fabricados.
OCUPACIÓN: Fragmento de tiempo que dura la ejecución de una actividad

Página 10 de 79
PLAN DE ENTRENAMIENTO: Documento que contiene la formación y capacitación
que debe recibir un empleado para desempeñar correctamente sus labores.
PLANO DE FABRICACIÓN: Documento que indica las características dimensionales
sobre las cuales se fabrica el producto.
POLÍTICAS DE LA COMPAÑÍA: Conjunto de directrices establecidas por la compañía
para el correcto funcionamiento de la misma.
PROCESO: Conjunto de actividades que se realizan para un objetivo común.
PRODUCTO NO CONFORME: Producto que no cumple los requerimientos.
PUNTO DE CONTROL: Punto estratégico destinado para validar las características de un
producto.
REGISTRO: Documento que presenta resultados obtenidos o proporciona evidencia de
actividades desempeñadas. Puede ser digital o físico.
SISTEMA: Conjunto de elementos que se relacionan e interactúan entre sí.
SISTEMA INTEGRADO DE GESTIÓN: Conjunto de sistemas relacionados entre sí,
con el objetivo de fortalecer la gestión y la mejora continua.
TIEMPOS MUERTOS: Intervalo de tiempo que se ocupa en actividades no productivas.
TRAZABILIDAD: Identificación que se le da al material, producto o equipo para su
seguimiento.
VALIDAR: Confirmar mediante el suministro de evidencia objetiva que se han cumplido
los requisitos del producto.

Página 11 de 79
5. PLANTEAMIENTO DEL PROBLEMA
La verificación dimensional de los productos fabricados por la empresa FEPCO
ZONA FRANCA, es una de las actividades más importantes del proceso Control Calidad; la
normatividad exige que todos los productos deben ser sometidos a esta inspección para
validar sus dimensiones y garantizar el buen funcionamiento del equipo en campo.
Al interior de la organización la verificación dimensional es una actividad que indica
si un producto es apto para seguir su proceso, es decir; la aceptación de un producto en este
paso indica que se encuentra dentro de las especificaciones normativas, estándares de
ingeniería, requerimientos del cliente y que puede ser entregada al almacén para su
correspondiente proceso y despacho; sin embargo; esta actividad no tiene asociados
indicadores para controlar y medir la eficiencia de los inspectores en la ejecución de la
misma, el proceso de Control Calidad lleva un registro para garantizar que el 100% de los
productos fabricados son inspeccionados, pero carece de datos que le permitan realizar una
planeación eficiente de la operación en planta; actualmente se asigna un inspector para esta
labor en cada uno de los tres turnos en que labora la empresa de manera que la necesidad
quede cubierta, sin embargo; se tiene incertidumbre en cuanto a su eficiencia.
El proceso cuenta con una base de datos en la cual los inspectores reportan
diariamente y en tiempo real la información de los productos que son verificados, el tiempo
que demoró la inspección, la validación de las dimensiones y su estado (aprobado, rechazado)
Apéndice A.; esta información solo es tomada para tener una trazabilidad de las piezas
verificadas y podría aprovecharse para tomar los tiempos reales que tarda una inspección y
controlar la eficiencia en la operación, obteniendo estándares de tiempos de inspección por
Página 12 de 79
tipo de producto y permitiendo realizar una planeación efectiva para el uso de los recursos
con que cuenta el proceso de Control Calidad.
El sistema integrado de gestión de FEPCO Zona Franca se encuentra implementado
bajo el ciclo PHVA, con el objetivo de mantener un sistema de retroalimentación para lograr
un verdadero aseguramiento de la calidad en todos los niveles de la compañía, por lo que se
quiere con esta propuesta responder a la siguiente pregunta:
¿Cómo medir la eficiencia en el proceso de inspección dimensional de productos
fabricados, actividad que se realiza en la mesa de verificación dimensional?
6. MARCO TEÓRICO
6.1 INDICADORES DE GESTION
“Un indicador de gestión es la expresión cuantitativa del comportamiento y
desempeño de un proceso, cuya magnitud, al ser comparada con algún nivel de referencia,
puede estar señalando una desviación sobre la cual se toman acciones correctivas o
preventivas según el caso (Pérez Jaramillo Carlos Mario, Los indicadores de gestión, s.f.)”
Para el desarrollo de un indicador es importante comprender las características de un
proceso e involucrar todos los aspectos relevantes que pueden impactar el desarrollo del
mismo, de manera que al revisar las desviaciones que se pueden presentar sobre el indicador,
se puedan tomar las acciones pertinentes, ya sea para mantener el resultado actual, mejorar
el proceso o implementar innovaciones al mismo.

Página 13 de 79
En la actualidad los indicadores no solo son utilizados para medir procesos
operativos, se han implementado indicadores para el control de procesos administrativos y
de apoyo, proporcionando un sistema de información transversal en toda la empresa haciendo
más fácil ver el contexto actual de misma.
Un sistema de indicadores planteado de manera adecuada puede brindar de forma
oportuna y actualizada toda la información relevante de cualquier proceso, permitiendo
monitorear el comportamiento de una actividad y obteniendo un panorama de la situación en
tiempo real, convirtiéndose en un gran aliado para el cumplimiento de los objetivos
estratégicos de una compañía. “Cuando puedes medir aquello de lo que estás hablando y
expresarlo en números, puede decirse que sabes algo acerca de ello; pero, cuando no puedes
medirlo, cuando no puedes expresarlo en números, tu conocimiento es muy deficiente y poco
satisfactorio” (Lord Kelvin. s.f.)
6.2 BENEFICIOS DE LOS INDICADORES
Apoyan el proceso de planificación estratégica, en donde se definen los objetivos,
metas y políticas de la compañía.
Detectan problemas como: uso inadecuado de recursos, tiempos improductivos,
falta de capacitación o entrenamiento, falta de estandarización, entre otros.
Permiten reajustar las prácticas en tiempo real y redefinir las metodologías de
trabajo en pro de la mejora continua
De acuerdo a su comportamiento permiten ajustar los objetivos y metas
planteadas.

Página 14 de 79
El análisis de los resultados permite anticipar posibles inconvenientes con el
proceso.
Reducir costos
Establece compromisos y sentido de pertenencia hacia el personal
6.3 MEJORAMIENTO CONTINUO
Al hablar de los indicadores es imposible no mencionar el mejoramiento continuo, ya
que van de la mano uno con otro, se relacionan de manera reiterativa facilitando el desarrollo
de actividades para mejorar la efectividad.
El objetivo principal del mejoramiento continuo es incrementar la satisfacción del
cliente y de todas las partes interesadas, asegurando la permanencia de la organización en el
mercado haciéndola más competitiva, más confiable y de calidad total (Pérez Jaramillo,
Carlos Mario, s.f.).
Existen varias metodologías de mejoramiento continuo, dentro de estas estas se
encuentran:
6.3.1 CICLO PHVA
Este sistema consiste en un mecanismo de retroalimentación de procesos, en donde
se manejan cuatro términos principales que interactúan entre sí:
PLANEAR: cómo alcanzar las metas y objetivos planteados.

Página 15 de 79
HACER: ejecución de la actividad, incluye: reporte de datos, recolección,
entrenamiento, capacitación.
VERIFICAR: análisis de datos, identificación de problemas
ACTUAR: Acciones preventivas, correctivas y de mejora para el cumplimiento de
las metas.
Figura. 1. CICLO DEMING O PHVA
Recuperado de http://gestionxprocesoscun.blogspot.com.co/2015/04/el-ciclo-de-deming.html. Abril 2016.
6.3.2 METODOLOGÍA KAIZEN
“La expresión Kaizen viene de las palabras japonesas “kai” y “zen” que en conjunto
significan la acción del cambio y el mejoramiento continuo, gradual y ordenado”
(www.elblogsalmon.com. 2011).

Página 16 de 79
Este sistema consiste en asumir una cultura de cero desperdicios, e involucra a todo
el personal de la compañía, mejorando los estándares actuales y convirtiendo las necesidades
de los clientes tanto internos como externos en prioridad.
Su metodología se basa en siete sistemas principales:
I. Sistema de producción Justo a Tiempo: No antes, no después y con las
condiciones requeridas.
II. TQM (Total Quality Management - Gestión de Calidad Total), integra la calidad
de toda la compañía: productos-servicios-manufactura.
III. TPM (Mantenimiento Productivo Total): se centra en la disponibilidad de
máquinas, herramientas, instalaciones, y demás, en pro del menor costo y mayor
seguridad para el personal que las maneja. Maneja la metodología SMED, que
persigue la eficiencia en la preparación cambio de herramientas.
IV. Implementación de grupos pequeños para la resolución de problemas.
V. Sistema de sugerencias: utiliza la experiencia y conocimiento en beneficio de la
compañía.
VI. Nuevas políticas: pretenden la participación en todos los niveles de la
organización
VII. Sistema de costos Japonés: enfocado a la minimización de costos.

Página 17 de 79
7. MARCO REFERENCIAL
7.1 SISTEMA INTEGRADO DE GESTIÓN FEPCO ZONA FRANCA
El sistema integrado de gestión de FEPCO involucra el cumplimiento de estándares
normativos como:
API 6A: American Petroleum Institute, Specification for Wellhead and Christmas
Tree Equipment.
API SPECIFICATION Q1: Specification for Quality Management System
Requirements for Manufacturing Organizations for the Petroleum and Natural Gas
Industry
ISO 9001: Sistema de gestión de la calidad.
RUC: Sistema de Gestión de Seguridad, Salud Ocupacional y Ambiente
OHSAS 18001: Sistema de gestión de Seguridad y Salud en el Trabajo
Todos son de gran importancia para el desarrollo de las actividades que se realizan,
brindando confianza a nuestros clientes en cuanto a la cadena de fabricación y suministro de
nuestros productos, FEPCO Zona Franca ha establecido controles para garantizar los
estándares de calidad requeridos y los requisitos legales para desarrollo tanto en salud
ocupacional como en el control de riesgos y cuidado del medio ambiente.

Página 18 de 79
Figura. 2. Sistema Integrado de Gestión FEPCO Zona Franca
Fuente: FEPCO Zona Franca, proceso HSEQ
Dentro de la normatividad aplicable, la mesa de verificación dimensional es de gran
importancia ya que asegura el cumplimiento de los requisitos dimensionales de los productos,
asegurando su intercambiabilidad y compatibilidad con productos propios del pozo.
El proceso de Control Calidad tiene implementados dos procedimientos asociados a
la mesa de verificación dimensional:
C-P-04 Producto No Conforme

Página 19 de 79
C-P-16 Inspección Dimensional
7.2 INDICADOR PRODUCTO NO CONFORME
Dentro de las actividades de inspección realizadas en la mesa de verificación
dimensional, se encuentra la detección e identificación de productos No Conformes; el
levantamiento de una No conformidad solo puede ser realizada por un inspector del proceso,
quien debe hacer el respectivo registro en el formato establecido, indicando los detalles de la
misma y hacer comunicación directa a las partes interesadas. De igual forma el proceso de
Control Calidad debe asegurarse que se cumplan las instrucciones del proceso Diseño y
Desarrollo para el producto defectuoso (Ver Anexo 1).
La siguiente tabla muestra sus características:
CARACTERÍSTICAS DEL INDICADOR DE PRODUCTO NO CONFORME
INDICADOR Producto No Conforme
OBJETIVO: Control de producto NO CONFORME generado en planta
PROCESO Control Calidad
RESPONSABLE Jefe Control Calidad
FÓRMULA
Cantidad de No conformidades de producto en proceso /
Cantidad de Productos verificados en mesa de verificación
dimensional
META: < = 0,75%
PERIODO DE MEDICIÓN Mensual
Tabla 1. Características del Indicador de Producto No Conforme
Fuente: FEPCO Zona Franca, proceso HSEQ

Página 20 de 79
Este indicador reporta todos los productos que se encuentren fuera de las
especificaciones normativas y las establecidas por el proceso de Diseño y Desarrollo mes a
mes (Anexo 2).
La fórmula para el resultado del indicador involucra los registros realizados por los
inspectores en la mesa de verificación dimensional versus los productos fuera de
especificación.
A partir es los resultados históricos del indicador de producto No Conforme y del
resultado de los análisis al mismo, se replantea anualmente una nueva meta.
Figura. 3. Lugar destinado para el Producto No Conforme
Fuente: FEPCO Zona Franca, Planta de producción, abril 2016.

Página 21 de 79
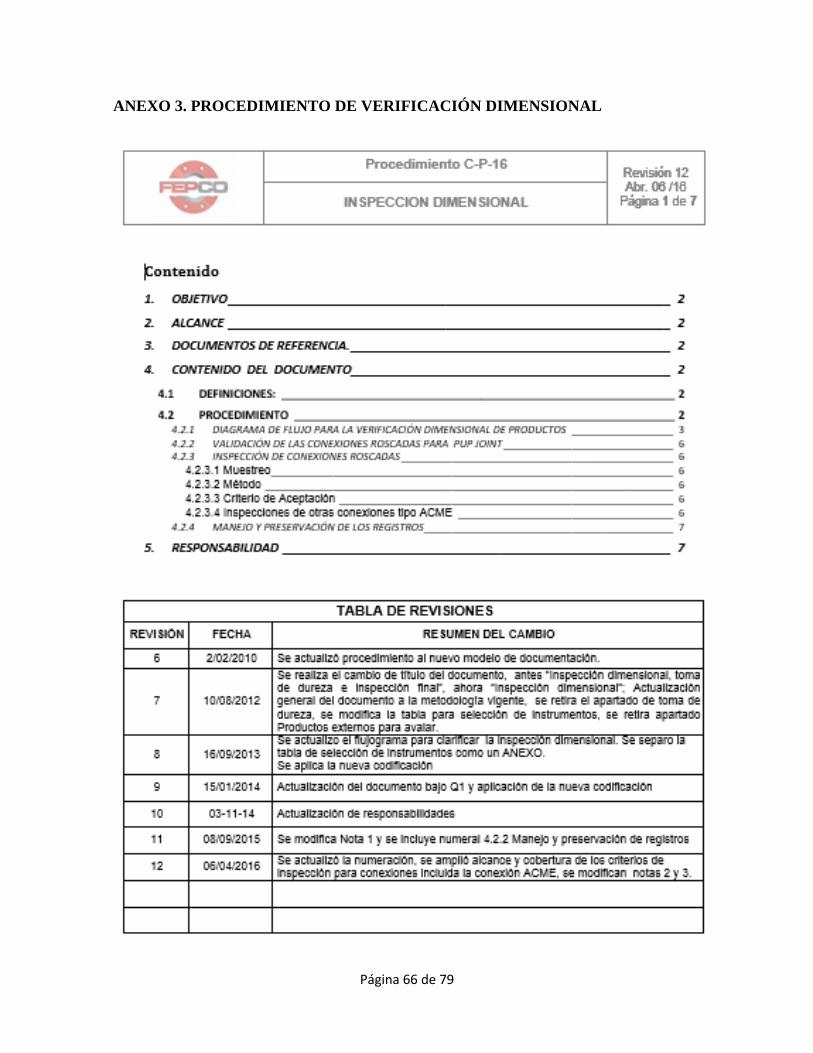
7.3 PROCEDIMIENTO DE VERIFICACIÓN DIMENSIONAL
El proceso de Control Calidad cuenta con 8 inspectores para realizar labores de
inspección y validación de pruebas, el procedimiento de verificación dimensional establece
los lineamientos para la inspección dimensional de los productos fabricados por FEPCO (Ver
Anexo 3).
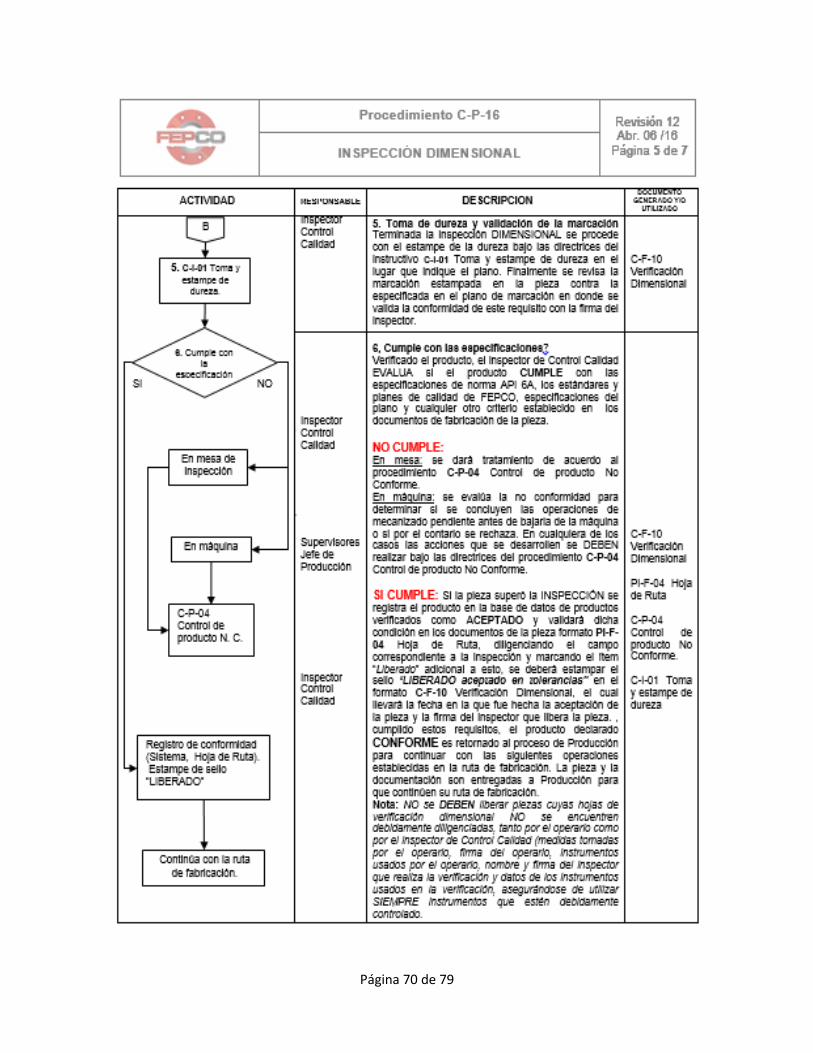
El flujograma de actividades del procedimiento de verificación dimensional en el
numeral cuatro (4) habla específicamente de la verificación dimensional:
Figura. 4. Flujograma Procedimiento de Verificación Dimensional
Fuente: FEPCO Zona Franca, proceso HSEQ

Página 22 de 79
8. TIPO DE ESTUDIO
La presente propuesta se basa en una investigación de tipo descriptiva, dado que
pretende establecer un estándar de proceso para la verificación de productos fabricados,
basada en registros históricos almacenados en la base de datos CRM destinada para tal fin.
El resultado de esta investigación está basado en datos estadísticos y en una investigación
exploratoria para identificar y conocer las características y objetivos de las actividades
realizadas en la mesa de verificación dimensional, sus relaciones y sus variables.
Para la realización del estudio se respondieron las siguientes preguntas:
¿Qué es?
¿Cómo se hace?
¿Dónde?
¿Cuándo?
¿Cuánto?
La información recopilada debe ser categorizada y adecuada, de manera que sirva
para el cumplimiento del objetivo.

Página 23 de 79
9. METODOLOGÍA
La metodología que se implementó para la realización de la presente propuesta consta
de 5 etapas:
9.1 ETAPA 1. CARACTERÍSTICAS DEL INDICADOR
9.1.1 OBJETIVO
Definir las características sobre las cuales se plantearán los indicadores.
9.1.2 ACTIVIDADES
Realizar una investigación sobre principales características que debe tener un
indicador.
Analizar las características que pueden aplicarse adecuadamente a cada
indicador.
Definir las características a implementar.
9.2 ETAPA 2. COMPETENCIAS DEL PERSONAL
9.2.1 OBJETIVO
Verificar que el personal que realiza la actividad de inspección en la mesa de
verificación dimensional se encuentra bajo las mismas condiciones de trabajo en cuanto a
formación y entrenamiento.
9.2.2 ACTIVIDADES
Revisar el perfil del cargo Inspector Control Calidad

Página 24 de 79
Verificar la antigüedad del personal en la inspección de piezas en la mesa de
verificación dimensional.
Verificar la formación y entrenamiento de los inspectores que ejecutan la labor
de inspección en la mesa de verificación dimensional.
9.3 ETAPA 3. INSTRUMENTOS, EQUIPOS Y HERRAMIENTAS DE MEDICIÓN
9.3.1 OBJETIVO
Verificar que los equipos, herramientas e instrumentos utilizados por los inspectores
de Control Calidad para la toma de las dimensiones de los productos verificados y sus
correspondientes registros contengan las mismas características y se encuentren en
condiciones similares para su operación.
9.3.2 ACTIVIDADES
Identificar los equipos, herramientas o instrumentos que son utilizados por los
inspectores para realizar la verificación dimensional de los productos fabricados.
Con la ayuda del listado maestro de instrumentos, validar que todos los equipos
se encuentren en las mismas condiciones y tengan las mismas características.
9.4 ETAPA 4. CARACTERIZACIÓN DEL PROCESO
9.4.1 OBJETIVO
Identificar y definir las características del proceso de inspección en mesa de
verificación dimensional y establecer sus interrelaciones.

Página 25 de 79
9.4.2 ACTIVIDADES
Establecer el objetivo del proceso
Definir un responsable
Revisar todas las entradas (proveedores – insumos) y las salidas de las
actividades realizadas en la mesa de verificación dimensional de productos.
Definir las actividades que se realizan.
Establecer los recursos que se tienen.
9.5 ETAPA 5. INFORMACIÓN PARA EL DESARROLLO DE LA PROPUESTA
9.5.1 OBJETIVO
Establecer y adecuar la información sobre la cual se tomarán y analizarán los datos
para la propuesta del sistema de indicadores.
9.5.2 ACTIVIDADES
Definir de donde será tomada la información.
Solicitar los permisos correspondientes
Verificar que la información sea adecuada para la toma de datos:
o Características
o Historial
o Estructura
Adecuar la información para la toma de datos

Página 26 de 79
10. RESULTADOS DEL PROYECTO
10.1 ETAPA 1. CARACTERÍSTICAS DEL INDICADOR
Tomado en cuenta las características que presentan los indicadores que actualmente
maneja la compañía y presentando una propuesta con un nuevo diseño enfocado en la
metodología PHVA, se definieron las siguientes características que deben contener los
indicadores:
10.1.1 ENCABEZADO
En su encabezado se mantiene el mismo del formato actual para la presentación de
indicadores. Ver Anexo 1.
10.1.2 PLANEAR
a) El nombre del indicador: debe expresar la actividad que será controlada.
b) Objetivo: debe expresar claramente que se quiere controlar
c) La meta: debe ser objetiva y clara, debe indicar el mejoramiento que se quiere
obtener para poder medirlo.
d) Responsable: debe ser directo de manera que pueda actuar sobre las desviaciones
que se puedan presentar.
e) Frecuencia: el indicador debe establecer el periodo para realizar la medida.
10.1.3 HACER
a) Fórmula: debe indicar las variables que la componen.
b) Mes: el mes evaluado

Página 27 de 79
c) Gráfica: debe medirse fácil, rápido y poder graficarse.
10.1.4 VERIFICAR
a) Resultado de la fórmula: debe mostrar los datos de cada variable, proporcionando
información resumida y de fácil interpretación y el resultado debe expresarse en
porcentaje.
b) Estado del indicador: debe reflejar el cumplimiento del objetivo, Cumple - No
cumple.
10.1.5 ACTUAR
a) Plan de mejora: breve resumen de lo que se requiere hacer.
b) Fecha: en que se inicia el plan de mejora
c) Responsable: quien debe dar respuesta al plan de mejora, encargado del avance y
seguimiento de las acciones.
10.2 ETAPA 2. COMPETENCIAS DEL PERSONAL
Se revisaron los perfiles de cargo de los inspectores, en donde se concluye que todos
son contratados bajo el perfil de Inspector de Control Calidad, el cual contiene:
a) Rol corporativo, Jefe inmediato y Misión del cargo entre otros
Tabla 2. Generalidades del perfil Inspector de Control Calidad
Fuente: FEPCO Zona Franca, Proceso de Talento Humano

Página 28 de 79
b) Funciones y responsabilidades
Tabla 3. Funciones y responsabilidades del perfil Inspector de Control Calidad
Fuente: FEPCO Zona Franca, Proceso de Talento Humano
c) Competencias, educación formación experiencia:
Tabla 4 Competencias del perfil Inspector de Control Calidad
Fuente: FEPCO Zona Franca, Proceso de Talento Humano
De acuerdo con los contratos de trabajo el inspector más nuevo del proceso es el señor
Julián Rivera, quien fue contratado el 04 de diciembre de 2012, por lo que se concluye que
todos los inspectores de Control Calidad tienen más de 3 años de experticia en el desempeño
de las actividades que se desarrollan en la mesa de verificación dimensional y demás
actividades del proceso Control Calidad.
Página 29 de 79
De acuerdo con las políticas de la empresa todas las capacitaciones deben ser
cubiertas al 100% por el personal, para ello disponen de espacios en diferentes horarios, de
manera que todo el personal pueda asistir a las capacitaciones.
La formación de cada inspector está definida en el plan de entrenamiento para el
cargo, este incluye la formación que debe recibir, quién debe hacerla, quien hace los
seguimientos a la curva de aprendizaje, evaluaciones, y refuerzos de ser necesario, todo este
proceso debe quedar documentado en registros que soportan el cumplimiento del mismo.
Todos los inspectores deben cumplir al 100% con este plan de entrenamiento. (Ver Anexo
4.)
10.3 ETAPA 3. INSTRUMENTOS, EQUIPOS Y HERRAMIENTAS DE MEDICIÓN
10.3.1 INSTRUMENTOS DE MEDICIÓN
Los inspectores de Control Calidad cuentan con un gran equipo de medición con un
total de 709 instrumentos entre calibradores, gages, conejos, pie de rey, anchos de ring
Groove y profundímetros entre otros.
Cada inspector tienen asignado un pie de rey de 8” y es responsable del buen uso y
del estado en que deben encontrarse, los demás instrumentos utilizados son compartidos.
Todos los instrumentos utilizados en FEPCO Zona Franca para la verificación e
inspección de los productos deben ser controlados, validados e identificados de acuerdo a
los lineamientos normativos y los establecidos por la empresa y deben estar registrados en
el listado maestro de instrumentos.

Página 30 de 79
El listado maestro instrumentos es una base de datos generada en excel, donde se
encuentran registrados todos los instrumentos con que cuenta el laboratorio de metrología de
la compañía; y sus datos básicos como serial asignado, descripción, fecha de adquisición,
fecha de ultima y próxima calibración entre otros. Sobre esta base de datos se elaboran los
programas de calibración mensuales, la siguiente imagen muestra el programa de calibración
para el mes de abril de 2016:
Tabla 5 Programa de calibración de instrumentos
Fuente: FEPCO Zona Franca, Laboratorio de metrología
Página 31 de 79
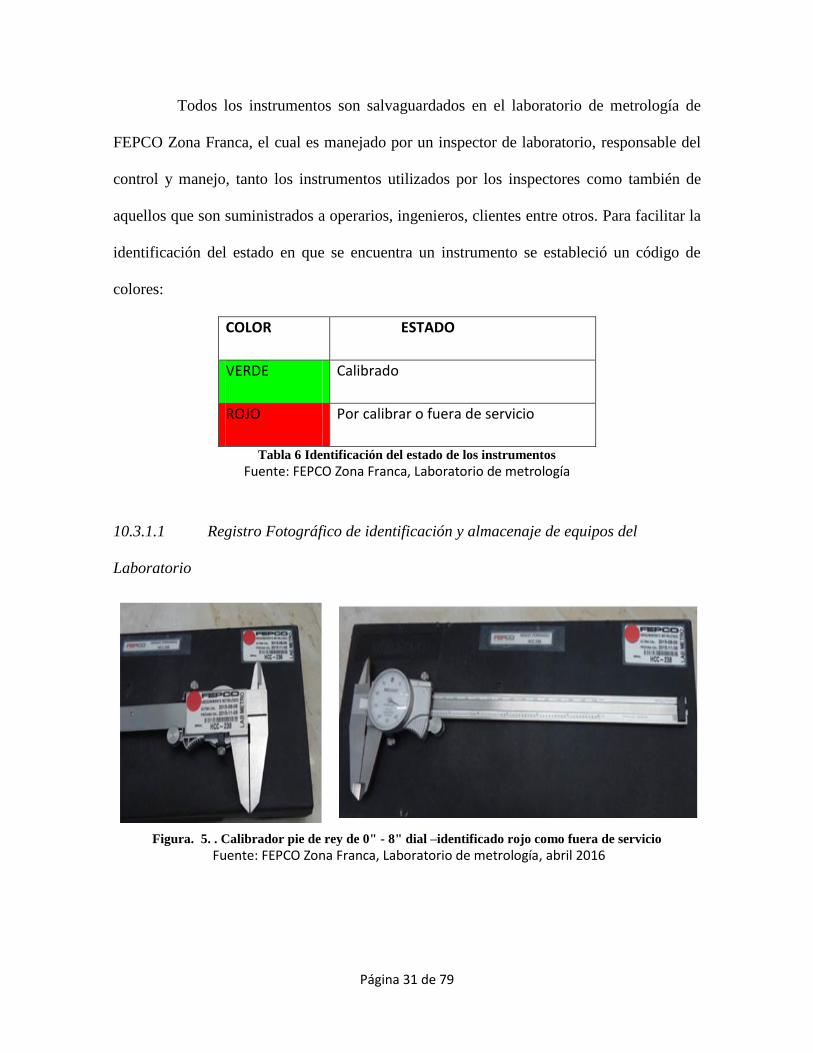
Todos los instrumentos son salvaguardados en el laboratorio de metrología de
FEPCO Zona Franca, el cual es manejado por un inspector de laboratorio, responsable del
control y manejo, tanto los instrumentos utilizados por los inspectores como también de
aquellos que son suministrados a operarios, ingenieros, clientes entre otros. Para facilitar la
identificación del estado en que se encuentra un instrumento se estableció un código de
colores:
COLOR ESTADO
VERDE Calibrado
ROJO Por calibrar o fuera de servicio
Tabla 6 Identificación del estado de los instrumentos
Fuente: FEPCO Zona Franca, Laboratorio de metrología
10.3.1.1 Registro Fotográfico de identificación y almacenaje de equipos del
Laboratorio
Figura. 5. . Calibrador pie de rey de 0" - 8" dial –identificado rojo como fuera de servicio
Fuente: FEPCO Zona Franca, Laboratorio de metrología, abril 2016

Página 32 de 79
Figura. 6. Ring Groove y calibrador pie de rey digital – identificado verde calibrado y en servicio
Fuente: FEPCO Zona Franca, Laboratorio de metrología, abril 2016.
Figura. 7. Almacenamiento de gages y conejos
Fuente: FEPCO Zona Franca, Laboratorio de metrología, abril 2016
Figura. 8. Almacenamiento de gages pin
Fuente: FEPCO Zona Franca, Laboratorio de metrología, abril 2016
Página 33 de 79
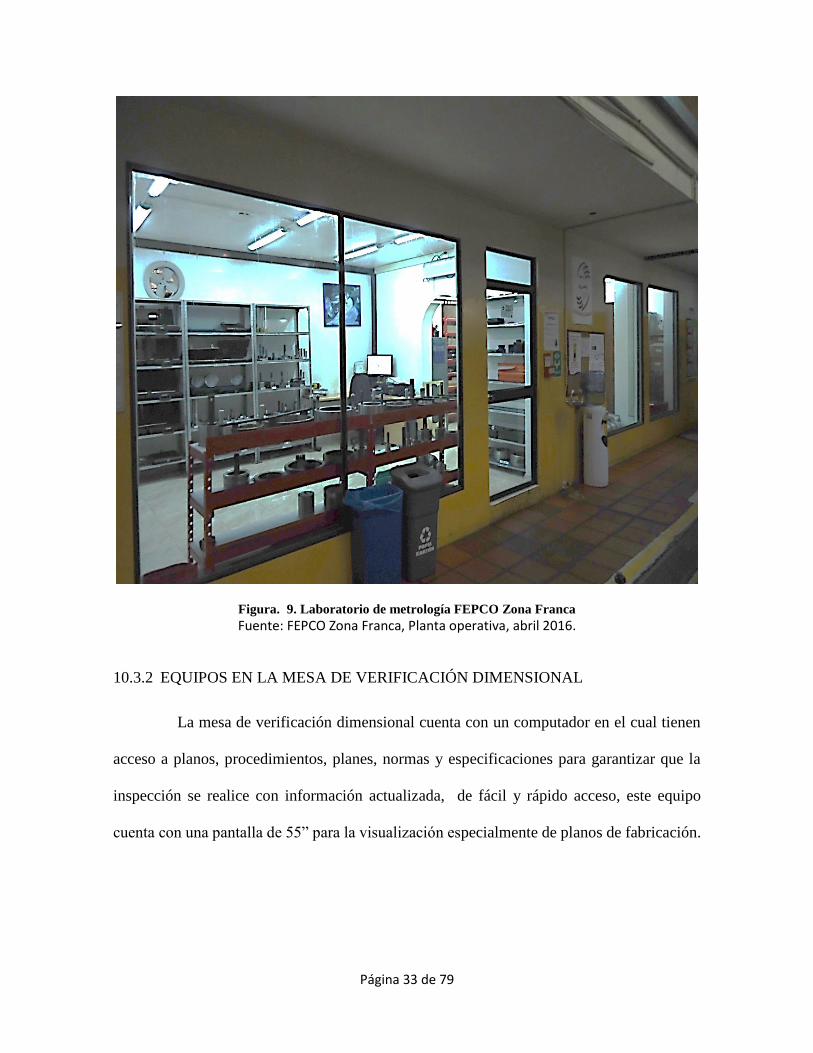
Figura. 9. Laboratorio de metrología FEPCO Zona Franca
Fuente: FEPCO Zona Franca, Planta operativa, abril 2016.
10.3.2 EQUIPOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL
La mesa de verificación dimensional cuenta con un computador en el cual tienen
acceso a planos, procedimientos, planes, normas y especificaciones para garantizar que la
inspección se realice con información actualizada, de fácil y rápido acceso, este equipo
cuenta con una pantalla de 55” para la visualización especialmente de planos de fabricación.

Página 34 de 79
Figura. 10. Equipo instalado en la mesa de verificación dimensional
Fuente: FEPCO Zona Franca, Planta operativa, abril 2016
Adicionalmente cuentan con un lector de código de barras con el cual leen la
información de la hoja de ruta evitando digitación en el sistema CRM, generando eficiencia
en los registros.
10.4 ETAPA 4. CARACTERIZACIÓN DEL PROCESO
Para la elaboración de la caracterización de las actividades que se ejecutan en la
mesa de verificación dimensional se revisaron todas las labores que se ejecutan en este
punto de inspección, entradas, salidas, interrelaciones, documentos y recursos.

Página 35 de 79
Figura. 11. Mesa de verificación dimensional
Fuente: FEPCO Zona Franca, Planta operativa, Abril 2016
FEPCO, tiene implementado un sistema de caracterizaciones a nivel de área de
proceso basadas en el sistema CATEDA (Ver Anexo 5), las actividades que se realizan dentro
de los mismos se encuentran estandarizadas por medio de procedimientos e instructivos.
La siguiente figura presenta el diseño y la propuesta de caracterización para las
actividades que se ejecutan en la mesa de verificación dimensional y sus características
(entradas, salidas, interrelaciones, entre otros):

Página 36 de 79
Figura. 12. Caracterización de la mesa de verificación dimensional.
Fuente: FEPCO Zona Franca, mesa de verificación dimensional
Página 37 de 79
10.5 ETAPA. INFORMACIÓN PARA EL DESARROLLO DE LA PROPUESTA
La información sobre la cual se basa la siguiente propuesta se encuentra registrada
en la base de datos CRM.
CRM es un programa de Microsotf, adquirido por FEPCO, y manejado por el
proceso de Sistemas de la compañía, en este sistema se crearon módulos de apoyo para
procesos como Comercial, administración y Control Calidad entre Otros.
En el caso particular de Control Calidad, se desarrollaron e implementaron
secciones dentro del módulo, de manera que sirvieran como apoyo a los registros realizados
por los inspectores en las diferentes etapas del proceso productivo, dentro de las secciones
desarrolladas se encuentra Productos verificados, sección en la cual se registran los datos de
todos los productos fabricados, validados e inspeccionados por el proceso Control Calidad,
actividad que se realiza en la mesa de verificación dimensional y foco de la presente
propuesta.
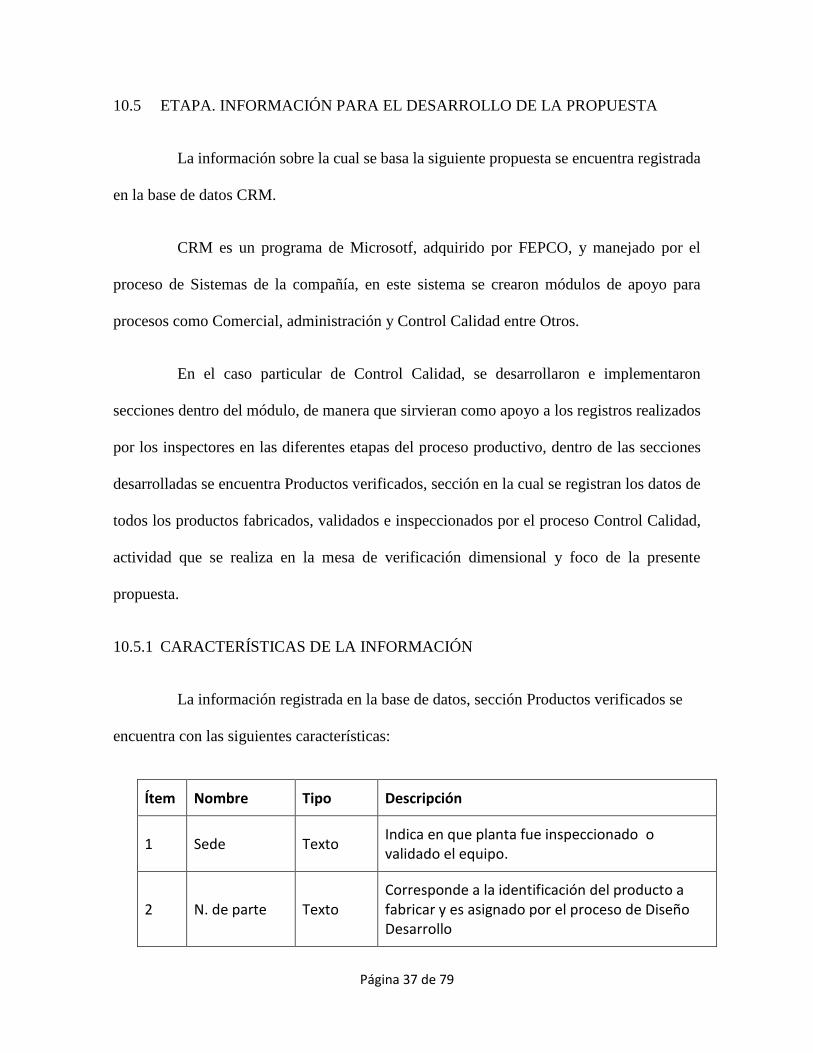
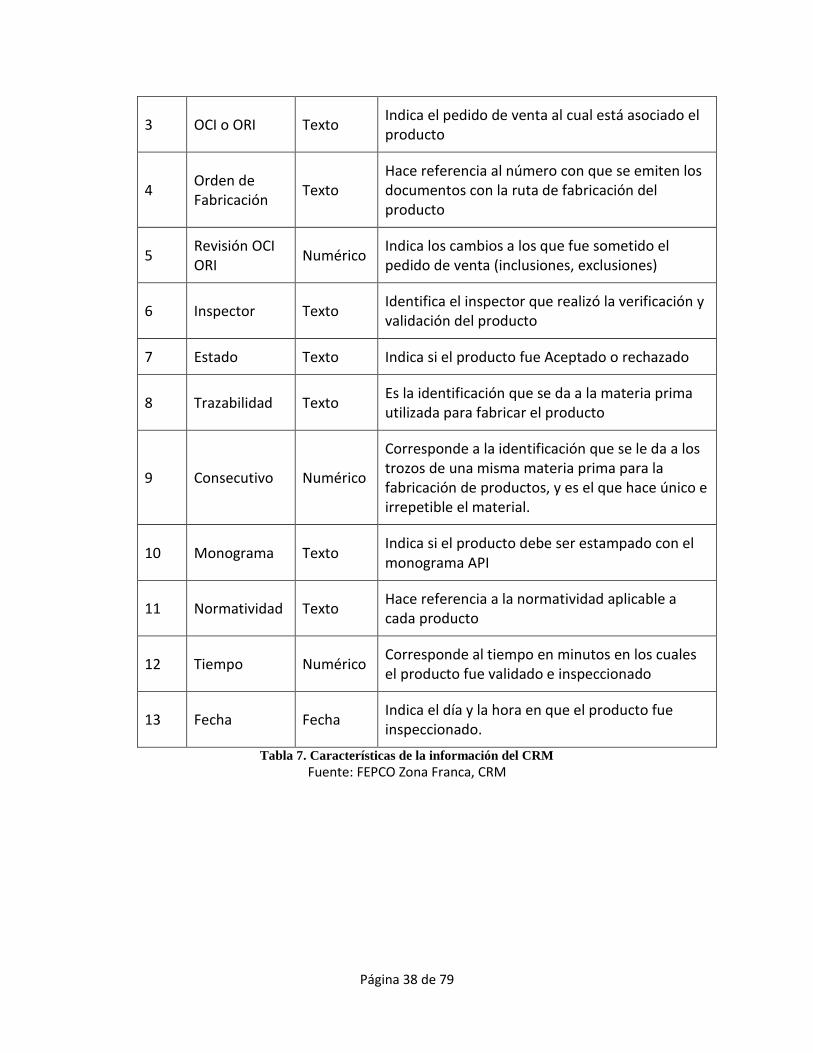
10.5.1 CARACTERÍSTICAS DE LA INFORMACIÓN
La información registrada en la base de datos, sección Productos verificados se
encuentra con las siguientes características:
Ítem Nombre Tipo Descripción
1 Sede Texto Indica en que planta fue inspeccionado o validado el equipo.
2 N. de parte Texto Corresponde a la identificación del producto a fabricar y es asignado por el proceso de Diseño Desarrollo
Página 38 de 79
3 OCI o ORI Texto Indica el pedido de venta al cual está asociado el producto
4 Orden de Fabricación
Texto Hace referencia al número con que se emiten los documentos con la ruta de fabricación del producto
5 Revisión OCI ORI
Numérico Indica los cambios a los que fue sometido el pedido de venta (inclusiones, exclusiones)
6 Inspector Texto Identifica el inspector que realizó la verificación y validación del producto
7 Estado Texto Indica si el producto fue Aceptado o rechazado
8 Trazabilidad Texto Es la identificación que se da a la materia prima utilizada para fabricar el producto
9 Consecutivo Numérico
Corresponde a la identificación que se le da a los trozos de una misma materia prima para la fabricación de productos, y es el que hace único e irrepetible el material.
10 Monograma Texto Indica si el producto debe ser estampado con el monograma API
11 Normatividad Texto Hace referencia a la normatividad aplicable a cada producto
12 Tiempo Numérico Corresponde al tiempo en minutos en los cuales el producto fue validado e inspeccionado
13 Fecha Fecha Indica el día y la hora en que el producto fue inspeccionado.
Tabla 7. Características de la información del CRM
Fuente: FEPCO Zona Franca, CRM

Página 39 de 79
10.5.2 HISTORIAL
El sistema CRM contiene la información de los productos verificados en la mesa
de verificación dimensional a partir del año 2011, cuenta con un historial de 79.900 registros
aprox. Distribuidos entre 5.843 Números de parte creados.
Para esta actividad se tomaron 6.912 registros correspondientes a productos
inspeccionados entre el 1 de enero y el 11 de octubre de 2015, presentado un total de 344
Números de Parte inspeccionados (Apéndice B).
Estos productos fueron validados e inspeccionados por 8 Inspectores de Control
Calidad, durante los diferentes turnos operativos que maneja la compañía.
10.5.3 ESTRUCTURACIÓN DE LA INFORMACIÓN
Para poder realizar un análisis de manera adecuada, la información fue revisada y
categorizada de la siguiente manera:
a) Los registros fueron exportados a Excel para su manipulación.
b) Se corrigieron los datos con información incoherente, es decir, aquellos registros
cuyas propiedades no cumplen con Tabla No 7. Características de la información
del CRM, tales como: inspecciones realizadas por operarios, trazabilidades que
no corresponden a materias primas y fechas mal ingresadas.
c) Los registros con falta de información fueron corregidos con los datos
pendientes.
d) Se eliminaron los registros nulos o en blanco.

Página 40 de 79
10.5.4 TABULACION DE LA INFORMACIÒN
Con los registros extraídos se realizaron los siguientes cálculos:
I. Se definió la cantidad de inspectores que verifican productos:
Objetivo: Establecer los inspectores que realizan la inspección y validación de los
productos en la mesa de verificación dimensional.
Fórmula aplicada:
Registros realizados por inspector
Total de registros realizados
Resultado: Después de realizar la tabulación de los datos, se observa que los 6.912
productos tomados como muestra para el desarrollo de esta propuesta fueron
validados por 8 inspectores de Control Calidad.
INSPECTOR INSPECCIONES
CARLOS ALBERTO BOHORQUEZ OROZCO 767
CARLOS GIOVANI HERNANDEZ NIETO 336
EFREN LEONARDO BUSTOS ESPINOSA 769
JHON FREDDY MATEUS 1387
JIMMY PAEZ MOLANO 834
JOSE ARIAS BOHORQUEZ 1061
JUAN PABLO TRASLAVIÑA BENAVIDES 717
JULIAN ANDRES RIVERA GRISALES 1001
LUIS AGUSTIN RODRIGUEZ BASTO 39
Tabla 8. . Productos verificados por inspector, de enero – noviembre 10 de 2015
Fuente: FEPCO Zona Franca, CRM, productos verificados
Conclusión:
El inspector Luis Agustín Rodríguez, prestó a poyo a la mesa de verificación
dimensional para la inspección de 19 productos, siendo el inspector con el menor
número de verificaciones realizadas. El inspector en mención es el responsable
del laboratorio de metrología y presta apoyo a la mesa de verificación
dimensional en casos atípicos.
Se observa que el inspector Giovanni Hernández tiene una baja ejecución en la
verificación de productos, este inspector tiene una antigüedad de más de 8 años
y actualmente tiene asignada como labor principal la inspección de materia
prima, otro punto de Control del proceso Control Calidad.
Los demás inspectores presentan verificaciones en más de 700 productos.

Página 41 de 79
II. Establecer los tiempos de inspección estándar de piezas.
Objetivo: Establecer los tiempos estándar de inspección.
Formula:
Tiempo en minutos de cada inspección
Total de registros realizados por ese mismo tiempo
Resultado: Tomando los 6.912 registros y aplicando la fórmula se obtiene un total de
9 periodos de tiempo de inspección, los cuales se categorizaron con una letra para el
manejo de la información, como lo muestra la siguiente tabla:
Categoría Tiempo P. Verificados
A 10 308
B 15 1302
C 20 2078
D 25 536
E 30 1277
F 40 215
G 45 327
H 50 85
I 60 784
Total registros 6.912 Tabla 9.Periodos de tiempo de inspección
Fuente: FEPCO Zona Franca, CRM, productos verificados
Conclusión:
Se pueden establecer 9 categorías de tiempos de inspección estándar. De
acuerdo con la tabla 8.
III. Totalizar el tiempo utilizado en el ejercicio de la verificación dimensional de
productos.
Objetivo: Establecer la ocupación de la inspección de productos verificados.
Formula:
Z =Total tiempo en minutos de inspección X día

Página 42 de 79
Resultado: La tabla 10, muestra la ocupación en mesa de verificación dimensional,
para la validación de los productos, mes a mes y día por día, presentando espacios en
blanco para los días que no se ejecutaron labores de inspección.
MES DIA
ENERO FEBRER
O MARZO ABRIL MAYO JUNIO JULIO AGOSTO
SEPTIEMBRE
OCTUBRE
NOVIEMBRE
1 60 580 1.040 1.275 1.105 1.070 1.235
2 745 1.345 525 658 1.400 1.210 490 1.765
3 680 1.555 2.135 1.210 1.260 675 590 805
4 25 590 1.595 385 270 1.275 650 790 390 855
5 1.632 1.347 1.487 200 957 955 335 1.345 1.350
6 1.550 711 1.294 170 680 520 642 1.275 455 912
7 1.125 340 710 315 950 140 1.465 990 1.502
8 1.365 305 505 1.013 105 910 905 680
9 1.700 1.080 1.280 310 515 560 580 540 1.300
10 715 1.030 1.185 180 1.643 915 495 715 460 615
11 820 1.540 210 970 945 770 654 1.115
12 80 910 845 375 615 1.337 795
13 969 867 285 820 563 425 1.295 1.095 62 650
14 910 370 150 938 205 1.568 1.645 1.100 1.605
15 1.695 60 941 255 1.195 715 465 2.040
16 1.826 916 275 909 245 780 1.085 180 935 1.541
17 581 780 10 1.335 925 1.470 345 825 1.415
18 360 600 285 556 110 575 720 518 890
19 675 320 490 545 735 755 810 1.165
20 745 180 605 1.190 114 720 640 560
21 1.041 615 630 1.110 105 700 630 835 1.020
22 905 770 375 1.246 700 590 967 1.178
23 1.090 470 775 30 1.245 1.150 70 335 1.190
24 1.150 845 700 562 1.421 1.160 1.410 1.200 390
25 185 1.380 1.160 325 1.105 740 644 235 300
26 1.881 940 960 40 620 1.185 705 355 1.366
27 745 565 859 1.383 320 725 980 1.010 50 1.270
28 925 584 515 720 355 1.315 785 755 985
29 1.260 60 552 645 615 610 960 1.040
30 1.005 776 750 595 1.352 1.330 300 840
31 525 680 1.115 875 300
TOTAL OCUP. 27.905 18.025 21.316 16.656 10.325 22.559 23.523 21.498 19.719 27.530 8.019
Tabla 10. Tiempo en minutos de ocupación en mesa de verificación dimensional
Fuente: FEPCO Zona Franca, CRM, productos verificados
Conclusión:
El tiempo de ocupación de este punto de control tiene variaciones muy altas
entre los meses evaluados, esta variación puede obedecer a varias causas:
o Baja rotación de productos en la mesa de verificación dimensional.
o Entrega de productos sin planos para su verificación, generando tiempos
muertos en la actividad.

Página 43 de 79
o Apoyo a la mesa de verificación dimensional por parte de otro inspector
en casos de gran demanda.
o Falta de planeación de recursos.
Figura. 13. Ocupación en minutos por mes en la inspección de productos
Fuente: FEPCO Zona Franca, CRM, productos verificados
11. ALTERNATIVAS DE SOLUCIÓN
De los resultados de las etapas anteriormente vistas se realiza la propuesta de tres
indicadores de desempeño:
Indicador de tiempo estándar de inspección de productos en la mesa de
verificación dimensional.
Indicador de ocupación en la inspección de productos en la mesa de
verificación dimensional.
Indicador de tiempos muertos o ineficientes.
En caso del indicador de tiempos muertos se debe generar un registro para la toma de los
mismos, de esta manera obtener la información necesaria para generar el indicador
(Apéndice D). Este registro debe contener la información diaria de los tiempos en que el
inspector asignado a la mesa de verificación dimensional ejecuta labores diferentes a las
asociadas a la inspección de productos, tales como, asignación de otra labor, búsqueda de
documentos, retiros del puesto de trabajo, entre otros.

Página 44 de 79
11.1 INDICADOR DE TIEMPO ESTÁNDAR DE INSPECCIÓN DE
PRODUCTOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL
Figura. 14. Indicador Tiempo estándar
Fuente: FEPCO Zona Franca, CRM, productos verificados

Página 45 de 79
11.1.1 DATOS INDICADOR: TIEMPO ESTÁNDAR DE INSPECCIÓN DE
PRODUCTOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL
Tomando como ejemplo los datos correspondientes al mes de marzo se realizaron los
siguientes cálculos:
a) Se asignó a cada registro del mes de marzo el tiempo estimado de inspección
de acuerdo a su categoría.
b) Se totalizó el tiempo ejecutado y el estimado (Categorías)
c) Se calculó la diferencia y se porcentuó de acuerdo al estimado.
d) Se grafica de acuerdo a los datos.
MES MARZO DIF Min %
DIA EJECUTADO ESTIMADO
2 525 565 -40 -8%
3 2.135 1.990 145 7%
4 1.595 1.690 -95 -6%
5 1.487 1.470 17 1%
6 1.294 1.370 -76 -6%
7 710 670 40 6%
9 1.280 1.180 100 8%
10 1.185 1.140 45 4%
11 1.540 990 550 36%
12 845 525 320 38%
13 285 305 -20 -7%
14 150 200 -50 -33%
15 60 60 0 0%
16 275 205 70 25%
17 10 15 -5 -50%
18 285 300 -15 -5%
19 490 430 60 12%
20 605 590 15 2%
21 630 595 35 6%
24 700 675 25 4%
25 1.380 1.295 85 6%
26 960 900 60 6%
27 859 880 -21 -2%
28 515 475 40 8%
29 60 60 0 0%
30 776 870 -94 -12%
31 680 840 -160 -24%
TOTAL OCUP. 21.316 20.285 1.031 5,1%
Tabla 11. Información indicador Tiempo estándar de inspección en M.V.D.
Fuente: FEPCO Zona Franca, CRM, productos verificados

Página 46 de 79
11.2 INDICADOR DE OCUPACIÓN EN LA INSPECCIÓN DE
PRODUCTOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL.
Figura. 15 Indicador de ocupación
Fuente: FEPCO Zona Franca, CRM, productos verificados

Página 47 de 79
11.2.1 DATOS INDICADOR: OCUPACIÓN EN LA INSPECCIÓN DE
PRODUCTOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL:
Tomando como ejemplo los datos correspondientes al mes de marzo se realizaron los
siguientes cálculos:
a) Se totalizó el tiempo ejecutado
b) De acuerdo a los días en que hubo labores, se tomó el tiempo disponible
utilizando la siguiente fórmula: Tiempo minutos por turno disponibles para
labores de inspección – 120 minutos tiempo de descanso
c) Se grafica de acuerdo a los datos.
Tabla 12. Información indicador Ocupación en la inspección en M.V.D.
Fuente: FEPCO Zona Franca, CRM, productos verificados

Página 48 de 79
11.3 INDICADOR DE TIEMPOS MUERTOS EN LA INSPECCIÓN DE
PRODUCTOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL.
Figura. 16. Indicador de tiempos muertos
Fuente: FEPCO Zona Franca, CRM, productos verificados

Página 49 de 79
11.3.1 DATOS INDICADOR: TIEMPOS MUERTOS EN LA INSPECCIÓN DE
PRODUCTOS EN LA MESA DE VERIFICACIÓN DIMENSIONAL.
Para este indicador no se tienen datos reales, por lo que se realizó un ejemplo con información
no relevante con el objetivo de mostrar un posible resultado.
a) Se totalizó el tiempo ejecutado.
b) De forma aleatoria se tomó un resultado de tiempo muerto para el mes.
c) Se grafica de acuerdo a los datos.
MES MARZO
DÍA DISPONIBLE T – M % META
2 1.320 420 32% 10%
3 1.320 420 32% 10%
4 1.320 95 7% 10%
5 1.320 67 5% 10%
6 1.320 150 11% 10%
7 1.320 67 5% 10%
9 1.320 61 5% 10%
10 1.320 125 9% 10%
11 1.320 64 5% 10%
12 1.320 420 32% 10%
13 1.320 45 3% 10%
14 1.320 30 2% 10%
15 1.320 10 1% 10%
16 1.320 345 26% 10%
17 1.320 0 0% 10%
18 1.320 192 15% 10%
19 1.320 420 32% 10%
20 1.320 420 32% 10%
21 1.320 620 47% 10%
24 1.320 76 6% 10%
25 1.320 752 57% 10%
26 1.320 14 1% 10%
27 1.320 257 19% 10%
28 1.320 54 4% 10%
29 1.320 569 43% 10%
30 1.320 12 1% 10%
31 1.320 12 1% 10%
TOTAL OCUP. 35.640 5.717 16%
Tabla 13. Información indicador Tiempos muertos
Fuente: FEPCO Zona Franca, CRM, productos verificados

Página 50 de 79
11.4 TOMA DE DATOS Y RESPONSABLE DEL INDICADOR
a) Los datos para el presente indicador se tomaran de la base de datos CRM,
módulo Control calidad, sección Productos Verificados.
b) El inspector de control calidad es el responsable del registro de los datos.
c) El analista de control calidad es el responsable de generar el indicador en la
frecuencia estipulada. Para ello debe:
Exportar del CRM, los datos del mes que corresponde evaluar.
Con los registros exportados crear una base de datos con la información
del indicador
Generar en Excel los formatos formulados para el indicador (graficas,
fórmulas)
Tabular la información.
Generar el indicador
d) El jefe de control calidad es el responsable de los resultados del indicador.

Página 51 de 79
12. CONCLUSIONES
La presente propuesta está documentada con información real, evidenciando que es
necesario establecer un indicador de desempeño en la mesa de verificación dimensional, que
no solo será de utilidad para tomar decisiones sino que a su vez, será un punto de entrada
para realizar una planeación adecuada de los recursos de la misma.
La metodología utilizada para la implementación de los indicadores permite ir paso a
paso con el desarrollo de los mismos, permitiendo tener un panorama real de las actividades
que se ejecutan en planta y sus correspondientes registros.
El sistema de indicadores le permitirá al personal del proceso interactuar con más
armonía, ya que con una planificación adecuada, se pueden distribuir de mejor manera las
actividades que ejecutan los inspectores en planta.

Página 52 de 79
13. RECOMENDACIONES
Realizar una actividad de toma de conciencia, en cuanto a la importancia en el
uso adecuado del tiempo para el personal asignado a la mesa de verificación
dimensional.
Es importante revisar los canales de comunicación existentes entre los
inspectores de Control Calidad y el personal de producción con quien deben
interactuar, con el objetivo de reducir tiempos improductivos.
Se recomida establecer canales de comunicación para la entrega del puesto de
trabajo entre turnos.
Motivar e incentivar al personal de Control Calidad en la participación de
propuestas para mejorar y facilitar el proceso de verificación dimensional.
Realizar inversiones en capacitación para el personal del proceso de Control
Calidad, con el objetivo de incrementar o desarrollar competencias de trabajo en
equipo y solución de problemas.

Página 53 de 79
14. BIBLIOGRAFIA
Aldana Guzmán Luis Miguel, 2015 Abril 14, Gestión por procesos, Recuperado de:
http://gestionxprocesoscun.blogspot.com.co/2015/04/el-ciclo-de-deming.html. Abril
2016.
González Javier. s.f. Auditoría del mantenimiento e indicadores de gestión,
Recuperado de:
https://books.google.com.co/books?id=o0cH7Nwkm3YC&pg=PA33&lpg=PA33&d
q#v=onepage&q&f=false Consulta [2016 Marzo 23].
Guía para la construcción de Indicadores de Gestión, versión 2, 2012, Recuperado de:
http://portal.dafp.gov.co/form/formularios.retrive_publicaciones?no=1445. Consulta
[2016 Marzo 28].
Moreno Marco Antonio, 2011 marzo 30. El método Kaizen para el mejoramiento
continuo. Recuperado de: http://www.elblogsalmon.com/conceptos-de-economia/el-
metodo-kaizen-para-el-mejoramiento-continuo Consulta [2016 Marzo 27].
Pérez Jaramillo Carlos Mario, Los indicadores de gestión, s.f. Recuperado de:
http://www.escuelagobierno.org/inputs/los%20indicadores%20de%20gestion.pdf.
Consulta [2016 Marzo 23].
FEPCO Zona Franca, 2014. C-P-04, Rev 11 Procedimiento de Producto No
Conforme.
FEPCO Zona Franca, 2015. C-P-16, Rev 11, Inspección Dimensional

Página 54 de 79
15. APENDICES
APENDICE A. CRM PRODUCTOS ESTADO DE LOS PRODCUTOS
VERIFICADOS.
Fuente: FEPCO Zona Franca, CRM, productos verificados
APENDICE B. REGISTROS POR PRODUCTO

Página 55 de 79
Ítem Número de parte Cantidad verificados
Ítem Número de parte Cantidad verificados 1 P1131742213 10 60 P363110501 4
2 P1131742225 19 61 P363110906B 3 3 P1131742521SB 4 62 P363115905B 50 4 P1132147722 48 63 P364316505 5 5 P1132148510SB 12 64 P364316521 1 6 P1252148112 63 65 P364316525 6 7 P1252148711 5 66 P364316915B 13 8 P1252148712 7 67 P364316942 1 9 P1672933001 6 68 P364316942B 17
10 P1673232002 3 69 P364316947 1 11 P1674231002 3 70 P364316947B 3 12 P1674943001 1 71 P364321905 3 13 P2114231031 63 72 P364321905B 19 14 P2124743312 43 73 P364322510 4 15 P2164242512A 55 74 P364327502 1 16 P2164242512P 37 75 P364327502B 4 17 P2164343513 8 76 P364327904 2 18 P2164843711 39 77 P364327904B 32 19 P2284848215 1 78 P364327909 19 20 P2284848217 29 79 P364327909B 52 21 P300017501 1 80 P364327910B 1 22 P300017504 35 81 P364327910F 1 23 P301117403 45 82 P364372001 1 24 P301121401 102 83 P364417519 2 25 P310808204 3 84 P364417903B 7 26 P310808227B 41 85 P372323704 36 27 P311008289 26 86 P374842701 1 28 P340808304 1 87 P374843001 12 29 P340808304B 5 88 P374843002 40 30 P340808314B 1 89 P374944701 1 31 P340808318 1 90 P380105002 35 32 P340808325B 17 91 P381622001 62 33 P340808338B 6 92 P381623001 85 34 P341008001B 1 93 P381623006 50 35 P341008317B 4 94 P382700001 90 36 P341008363B 6 95 P382728001 77 37 P341008364B 3 96 P384336001 15 38 P341008377 1 97 P384843002 1 39 P341008377B 3 98 P384843003 6 40 P341010346 4 99 P384869001 1 41 P341010346B 11 100 P400605008 43 42 P341010347 3 101 P401700012 3 43 P341010347B 26 102 P401705006 1 44 P341012308B 21 103 P402100002 22 45 P341012313 5 104 P402109001 1 46 P341012313B 42 105 P402225002 1 47 P341012314 1 106 P402328001 1 48 P341012314B 1 107 P402705001 107 49 P341012314R 1 108 P402713002 5 50 P341012315B 1 109 P402927001 6 51 P351008414B 9 110 P403223001 1 52 P351008420B 4 111 P411505002 20 53 P351008430 6 112 P412222001 1 54 P351008430B 10 113 P421010001 5 55 P351010405B 1 114 P421505001 2 56 P351012402 3 115 P421515001 3 57 P351012402B 45 116 P421605001 16 58 P361664002 2 117 P421616001 16 59 P363026201 1 118 P421616009 6
Item Número de parte
Cantidad verficados
Item Número de parte
Cantidad verficados 119 P422121001 19 178 P590000001 6

Página 56 de 79
120 P422323002 2 179 P650823003 2 121 P422727001 99 180 P650823003B 1 122 P471631403I 58 181 P650826001 4 123 P471631403S 54 182 P651026001 8 124 P471741401 8 183 P651026001B 20 125 P471741502 7 184 P651126001 2 126 P471761702 1 185 P660003001T 26 127 P471761703 50 186 P660003003 23 128 P471761710 1 187 P660003003T 10 129 P472131301I 1 188 P660003004E 3 130 P472131701S 200 189 P660003004T 3 131 P489003120 21 190 P660102031 6 132 P489003121 2 191 P660102101 190 133 P489003122 99 192 P660102102 40 134 P4890031230 15 193 P660205021 193 135 P489003124 22 194 P660205082 194 136 P489004120 48 195 P660205291 142 137 P489004126A 22 196 P660205302 6 138 P489004126B 2 197 P670823001 39 139 P489005120 196 198 P691221810D 16 140 P489313121A 42 199 P691221810I 71 141 P489313121B 9 200 P691221810S 57 142 P489313122B 17 201 P691221812A 47 143 P489313122I 5 202 P691221812B 1 144 P489313124B 4 203 P691221812C 56 145 P489313124I 3 204 P691221812D 44 146 P489313130P 1 205 P691221812E 13 147 P550612001B 2 206 P691223803D 1 148 P551013001 1 207 P691231820 7 149 P551013002 251 208 P691231820B 51 150 P571200002 54 209 P691231820C 72 151 P572105004 3 210 P691231820I 41 152 P572200001 14 211 P691231820S 44 153 P572205001 23 212 P691231820T 60 154 P581021001B 10 213 P692431801C 92 155 P581021001P 6 214 P692431801I 66 156 P581021001T 5 215 P692431801S 77 157 P581523001 1 216 P692431802 2 158 P581523001B 23 217 P692431805 60 159 P581523001P 52 218 P693021801 52 160 P581523001T 48 219 P695021801 47 161 P581623001 4 220 P698223801D 14 162 P581623001B 33 221 P742311201W 11 163 P581623011B 6 222 P742311203B 9 164 P581700003B 2 223 P750011201TL 9 165 P581700003P 2 224 P752111202 11 166 P581700003T 1 225 P772020001CE 4 167 P582126001 2 226 P772020001TL 4 168 P582126001B 21 227 P772222001B 1 169 P582226001P 26 228 P7732152202CE 21 170 P582226001T 18 229 P7732152202TL 20 171 P582300004B 2 230 P7754081381 2 172 P582300004P 2 231 P7754081381B 22 173 P582300004T 2 232 P7754081382 20 174 P582728001 13 233 P7754081382B 2 175 P582728001B 91 234 P780029581 4 176 P582828001P 84 235 P780039586 1 177 P582828001T 83 236 P780139582 105
Item Número de parte
Cantidad verficados
Item Número de parte
Cantidad verficados

Página 57 de 79
237 P780239582 93 291 P8123230801 5 238 P780295822 1 292 P812623007 85 239 P780339582 80 293 P8126231205 1 240 P780395823 1 294 P8126261203 1 241 P780495826 1 295 P812823005 153 242 P780695822 1 296 P8131752001 2 243 P780895822 6 297 P8164262101 1 244 P780895823 1 298 P830066501 1 245 P781039586 39 299 P8300900121 97 246 P781039587 36 300 P8300913141 4 247 P781939582 81 301 P831290501 4 248 P782029581 43 302 P831696005 2 249 P782039581 15 303 P832191002 6 250 P783029582 34 304 P832280191 15 251 P783039582 53 305 P832291001 1 252 P78329581 38 306 P832299251 2 253 P78339581 114 307 P832391003 2 254 P784029581 35 308 P832391004 35 255 P784039584 90 309 P832391007 24 256 P785229581 45 310 P833600001 18 257 P785239582 55 311 P833600003 56 258 P785329581 54 312 P834300001 15 259 P785339581 212 313 P834300002 17 260 P785439582 99 314 P862642001 1 261 P786029581 18 315 P8631481101 4 262 P786039584 46 316 P8631481101H 35 263 P786129581 35 317 P8631481102 3 264 P786139584 76 318 P8631481103 3 265 P786229581 11 319 P863543001 1 266 P786239581 114 320 P8636481102 4 267 P786429581 38 321 P8636481105 9 268 P786439581 82 322 P866948001B 1 269 P787029581 40 323 P866948001L 2 270 P787039581 71 324 P866948001T 1 271 P78822958105 57 325 P867048001 18 272 P78822958110 62 326 P875280005 2 273 P78822958120 83 327 P875280006 2 274 P78823958105 32 328 P881700305 5 275 P78823958120 78 329 P881742101 5 276 P789139581 52 330 P881742301 139 277 P789239581 28 331 P882148201 24 278 P789239582 43 332 P8824001302 249 279 P789739581 17 333 P882400306 43 280 P803101 12 334 P882400307S 1 281 P803102 1 335 P882458201 14 282 P803201 20 336 P91142602 1 283 P804201 2 337 P9300601 1 284 P804301 148 338 P9401310401 1 285 P804401 2 339 P94021720501N 1 286 P8116002001 60 340 P94021720501P 1 287 P811721003 2 341 P9521001 2 288 P812117003 2 342 P9521002 1 289 P812321006 3 343 P9531001 1 290 P8123210501 6 344 P9726261 2
Fuente: FEPCO Zona Franca, CRM, productos verificados
APENDICE C. REPORTE FOTOGRÁFICO

Página 58 de 79
Figura. 17. Verificación de Stand Off
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016
Figura. 18. Verificación de diámetros
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016

Página 59 de 79
Figura. 19. Verificación del Ring Groove OD
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016
Figura. 20. Resultado de verificación del Ring Groove
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016

Página 60 de 79
Figura. 21. Verificación del Ring Groove ancho
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016
Figura. 22. Verificación de Tapper
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016

Página 61 de 79
Figura. 23. Verificación del perfil de la rosca con Profile
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016
Figura. 24. Verificación del Stand Off Con Profundímetro
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016

Página 62 de 79
Figura. 25. Tubing Hanger de 11”
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016
Figura. 26. Tubing Hanger de 7-1/16”
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016

Página 63 de 79
Figura. 27. Tubing Hanger de 11” con dos líneas de Control
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016
Figura. 28. Casing Head 11” 5K
Fuente: FEPCO Zona Franca, mesa de verificación dimensional, abril 2016

Página 64 de 79
16. ANEXOS
ANEXO 1. FORMATO DE PRODUCTO NO CONFORME
Fuente: FEPCO Zona Franca, proceso HSEQ

Página 65 de 79
ANEXO 2. INDICADOR DE PRODUCTO NO CONFORME
Fuente: FEPCO Zona Franca, proceso HSEQ
Página 66 de 79
ANEXO 3. PROCEDIMIENTO DE VERIFICACIÓN DIMENSIONAL

Página 67 de 79

Página 68 de 79

Página 69 de 79
Página 70 de 79

Página 71 de 79

Página 72 de 79
Fuente: FEPCO Zona Franca, proceso HSEQ

Página 73 de 79
ANEXO 4.PLAN DE ENTRENAMIENTO
Fuente: FEPCO Zona Franca, proceso de Talento Humano

Página 74 de 79
Fuente: FEPCO Zona Franca, proceso de Talento Humano

Página 75 de 79
Fuente: FEPCO Zona Franca, proceso de Talento Humano

Página 76 de 79
ANEXO 5. CATEDA CONTROL CALIDAD.

Página 77 de 79

Página 78 de 79
Fuente: FEPCO Zona Franca, proceso Control Calidad