projeto de engenharia do processo de extraÇÃo...
TRANSCRIPT

PROJETO DE ENGENHARIA DO PROCESSO DE EXTRAÇÃO
SUPERCRÍTICA DE CAFEÍNA A PARTIR DA ERVA MATE
HELENA DE SOUZA PETERSEN
ENGENHEIRA QUÍMICA
DISSERTAÇÃO PARA A OBTENÇÃO DO TÍTULO DE MESTRE EM ENGENHARIA E TECNOLOGIA DE MATERIAIS
Porto Alegre
Março, 2017
Pontifícia Universidade Católica do Rio Grande do Sul FACULDADE DE ENGENHARIA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA E TECNOLOGIA DE

PROJETO DE ENGENHARIA DO PROCESSO DE EXTRAÇÃO
SUPERCRÍTICA DE CAFEÍNA DA ERVA MATE
HELENA DE SOUZA PETERSEN
ENGENHEIRA QUÍMICA
ORIENTADOR: PROF(a). DR(a). EDUARDO CASSEL
Dissertação de Mestrado realizada no Programa de Pós-Graduação em Engenharia e Tecnologia de Materiais (PGETEMA) da Pontifícia Universidade Católica do Rio Grande do Sul, como parte dos requisitos para a obtenção do título de Mestre em Engenharia e Tecnologia de Materiais.
Porto Alegre Março, 2017
Pontifícia Universidade Católica do Rio Grande do Sul FACULDADE DE ENGENHARIA
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA E TECNOLOGIA DE

3

Um dia feliz começa com um
pensamento de paz, tudo o que
desejamos aos outros se tornará
nosso futuro. Sempre estaremos
atraindo as mesmas energias que
emitimos.
(Dilmas)

DEDICATÓRIA
Dedico este trabalho aos meus amores, pois sem eles não seria metade do
que sou.

AGRADECIMENTOS
Agradeço, primeiramente, ao meu orientador Prof. Dr. Eduardo Cassel pelas
inúmeras horas de dedicação. Foram tantos os momentos que pensei que nunca
terminaria este trabalho, mas nunca me faltou um conselho e uma palavra de
incentivo.
Aos meus pais pelo amor incondicional que recebo todos os dias. Tudo o que
sou, devo a vocês, que me deram à vida!
A minha irmã que com as suas cobranças e todo o conhecimento adquirido
nas suas conquistas, me ajudaram e foram meu guia no desenvolvimento deste.
Ao meu marido que foi um companheiro nato por me auxiliar, mesmo
cansado, na parte técnica e por me ouvir quando já estava sem esperança.
A minha amiga Jordana por dividir praticamente tudo na minha vida. Foram
tantas as conversas, tantos colos, mas principalmente muito amor!
Aos meus colegas da BPI que mesmo longe se fizeram presentes com
sugestões e torcida!
A todos os meus amigos, àqueles que acabei de conquistar na FEPAM, e
àqueles amigos de uma vida inteira que me apoiaram sempre, mesmo não tendo a
menor ideia do que a dissertação se tratava!
Aos colegas do LOPE por todo o apoio durante a realização dos experimentos
e informações.

SUMÁRIO
RESUMO ................................................................................................13
ABSTRACT ............................................................................................14
1. INTRODUÇÃO ....................................................................................15
2. OBJETIVOS .......................................................................................18
2.1. Objetivos Específicos ...................................................................................... 18
3. REVISÃO BIBLIOGRÁFICA ...............................................................19
3.1. Erva Mate .......................................................................................................... 19
3.2. Extração supercrítica ....................................................................................... 21
3.2.1. Fluido supercrítico ..................................................................................... 22
3.2.2. O processo ................................................................................................ 24
3.2.3. Equipamentos ........................................................................................... 26
3.2.3.1. Bombas ............................................................................................ 26
3.2.3.2. Compressores .................................................................................. 27
3.2.3.3. Vaso de pressão .............................................................................. 28
3.2.3.4. Trocadores de calor ......................................................................... 30
3.2.4. Aplicações Industriais ............................................................................... 32
3.2.5. Aumento de escala ................................................................................... 33
4. MATERIAIS E MÉTODOS ..................................................................35
4.1. Vaso de extração .............................................................................................. 36
4.2. Bomba / compressor ........................................................................................ 37
4.3. Trocador de calor ............................................................................................. 40
4.4. Válvula de expansão ........................................................................................ 41
5. RESULTADOS E DISCUSSÃO ...........................................................42
5.1. Vaso de extração .............................................................................................. 42
5.2. Bomba de solvente .......................................................................................... 45
5.2.1. Bomba de cossolvente .............................................................................. 46
5.3. Trocador de calor ............................................................................................. 47
5.4. Válvula de expansão ........................................................................................ 50

8
5.5. Fluxograma da planta em escala industrial ................................................... 50
6. CONCLUSÕES ...................................................................................55
7. PROPOSTAS PARA TRABALHOS FUTUROS .................................57
8. REFERÊNCIAS BIBLIOGRÁFICAS ...................................................58

LISTA DE FIGURAS
Figura 3.1 – Esquema de produção de vários produtos oriundos da erva-mate ....... 21
Figura 3.2 – Diagrama pressão versus temperatura do dióxido de carbono ............. 23
Figura 3.3 – Esquema de uma unidade SFE com recirculação de CO2. ................... 25
Figura 3.5 – Trocador de calor casco e tubos com um único passe no casco e nos tubos ...................................................................................................... 31
Figura 4.6 – Fluxograma do bombeamento de um solvente, indicando as variáveis de entrada usadas no dimensionamento da bomba. ................................... 38
Figura 4.7 – Simulação da temperatura de bombeamento no software Aspen Hysys (v.8.0) ..................................................................................................... 39
Figura 5.8 – Sistema de fechamento rápida do vaso de extração ............................. 44
Figura 5.9 – Bomba diafragma proposta pela Lewa .................................................. 47
Figura 5.10 - Gráfico temperatura versus comprimento do trocador de calor ........... 49
Figura 5.11 - sistema de um ciclo ideal de refrigeração ............................................ 49
Figura 5.12 – Fluxograma proposto para escala industrial de uma planta de extração supercrítica ............................................................................................. 53

LISTA DE TABELAS
Tabela 3.1 - Exemplos de estudos sobre os processos extração supercrítica, em função das matérias-primas, extratos obtidos e as variáveis de processo otimizadas referenciadas na literatura. ................................................... 23
Tabela 3.2 – Tabela comparativa de propriedades de fluidos no estado gasoso, líquido e supercrítico .............................................................................. 24
Tabela 4.3 – Resultado de otimização de variáveis para a extração supercrítica de erva-mate em escala piloto .................................................................... 35
Tabela 4.4 - Resultado de otimização de variáveis para a extração supercrítica de erva-mate em escala piloto. ................................................................... 35
Tabela 5.5 – Resumo da folha de dados de processo do vaso de extração ............. 44
Tabela 5.6 – Resumo de folha de dados de processo da bomba de solvente .......... 45
Tabela 5.8 – Resumo da folha de dados de processo da bomba de cossolvente ..... 46
Tabela 5.9 – Dados das variáveis de entrada para a simulação do trocador de calor48
Tabela 5.10 – Tabela com os principais resultados do projeto de processo da unidade industrial de produção de erva mate descafeinada, levando em consideração a segunda condição otimizada. ........................................ 54

LISTA DE QUADROS
Quadro 3.1 – Comparativo de bombas ..................................................................... 27
Quadro 3.2 – Tipos de compressores e suas principais faixas de operação............. 28
Quadro 3.3 – Plantas comerciais de extração supercrítica ....................................... 34

LISTA DE SÍMBOLOS
FSC Fluido supercrítico
Q Vazão m3/h
F Massa de matéria prima g
CO2 Dióxido de carbono
SFE Supercritical Fluid Extraction
EG Etilenoglicol
NPSH Net Positive Suction Head
TEMA Tubular Exchanger Manufactures Associantion, Inc.

RESUMO
PETERSEN, Helena. PROJETO DE ENGENHARIA DO PROCESSO DE EXTRAÇÃO SUPERCRÍTICA DE CAFEÍNA DA ERVA MATE. Porto Alegre. 2017. Dissertação. Programa de Pós-Graduação em Engenharia e Tecnologia de Materiais, PONTIFÍCIA UNIVERSIDADE CATÓLICA DO RIO GRANDE DO SUL.
A extração supercrítica emergiu nas últimas décadas como uma tecnologia
verde promissora e uma alternativa para o processamento de alimentos e produtos
naturais. O processo de extração supercrítica, utilizando CO2 como solvente, vem
sendo extensivamente estudado, mas poucos ainda são os trabalhos que visam o
escalonamento do processo. Logo, este trabalho propõe estudar o processo
industrial de extração supercrítica de cafeína a partir da erva-mate, que tem como
meta produzir erva-mate descafeínada, produto inovador no mercado, e cafeína, um
subproduto tão ou mais valorizado que o produto principal. A base de cálculo são os
experimentos realizados em escala piloto e a utilização de método de aumento de
escala que propõe a manutenção de proporção de massa de solvente e massa de
matéria-prima. Sendo assim, foram geradas folhas de dados de processo para os
principais equipamentos: vaso extrator, trocadores de calor e bomba de alta pressão.
A capacidade diária máxima de extração de cafeína foi prevista em duas toneladas e
a vazão mássica de solvente de 22 toneladas/hora foi obtida a partir do
equacionamento de tempo de residência do solvente, mantendo constante a
porosidade do leito de 0,79 obtida em escala piloto. Além disto, foi proposto um
fluxograma para uma planta em escala industrial de extração supercrítica da cafeína
a partir da erva mate.
Palavras-Chaves: Ilex paraguariensis, descafeinização, extração supercrítica, escala
industrial.
ABSTRACT
PETERSEN, Helena. Process study of caffeine supercritical extraction from yerba mate. Porto Alegre. 2017. Master Thesis. Graduation Program in Materials Engineering and Technology, PONTIFICAL CATHOLIC UNIVERSITY OF RIO GRANDE DO SUL.
The supercritical extraction emerged at the last decades as a green
technology and as an alternative process to produce natural products and food. The
process of supercritical extraction, using CO2 as a solvent, has been extensively
studied, but there are fewer works about scale-up. Therefore, this work proposes to
study the industrial supercritical fluid extraction of caffeine from yerba mate to
produce decaffeinated yerba mate, an innovative product in the market, and caffeine,
a product that has equal or even more value in the market than the main product.
Design basis of this work are the experimental results of supercritical extraction in
pilot scale and the appliance of a scale-up method based on the maintenance of the
solvent mass flow and the raw-material mass flow proportion. Thus, process data
sheet of main equipment were generated: extraction vessel, heat exchanger and high
pressure pump. The maximum daily caffeine extraction capacity was estimated at
two tons and the solvent mass flow rate of 22 t/h was obtained from the equation
residence time of the solvent, maintaining constant the porosity of the 0.79 bed
obtained in scale pilot. In addition, a process flow diagram was proposed for an
industrial scale plant supercritical extraction of caffeine from yerba mate.
Key-words: Ilex paraguariensis, decaffeination, supercritical extraction, industrial
scale

15
1. INTRODUÇÃO
A erva-mate é um material vegetal usado tradicionalmente como chimarrão,
porém contêm compostos como xantinas, flavonoides, vitaminas e saponinas que
têm despertado o interesse da comunidade científica (Cassel et al., 2010). Entre os
compostos destaca-se a cafeína, visto que a mesma apresenta uma ampla gama de
aplicações industriais. Observa-se que a demanda deste produto natural por
indústrias é alta e a tendência mundial é de crescimento (Mazzafera, 2012). De
acordo com um estudo da agência de pesquisas Euromonitor Internacional, entre
2009 e 2014, o mercado de alimentação saudável cresceu 98% (Sebrae, 2017). Por
outro lado, existe uma demanda crescente por produtos descafeinados, visto que o
consumo de cafeína é contraindicado quando da presença de enfermidades como
ulceras, doenças cardiovasculares severas, insônia e estresse (Cassel et al., 2010).
A partir da necessidade mercadológica de cafeína e do aumento da procura por
produtos descafeinados é justificada a busca pelo desenvolvimento de um processo
industrial de descafeinização de erva mate. Logo, a proposta deste trabalho é propor
um fluxograma de processo e projetar os principais equipamentos em escala
industrial do processo de extração supercrítica que permita a produção de erva-mate
descafeínada e cafeína.
A erva-mate (Ilex paraguariensis St. Hill.) é uma espécie sul-americana
consumida tradicionalmente como bebida estimulante, principalmente, na região sul
da América do Sul. Essa espécie apresenta grande potencial de utilização pela
diversidade de seus produtos químicos, sendo alvo de estudos cada vez mais
recentes, tais como atividade microbiana do extrato de erva-mate obtido a partir de
extração supercrítica utilizando o CO2 como solvente (Carelli et al., 2011) e a
identificação de polifenois e flavonoides em extratos de erva mate (Brun et al., 2015).
Dentre os subprodutos mais conhecidos e com alto valor comercial, destacam-se as
metilxantinas, mais especificamente, a cafeína. A presença deste composto é

16
responsável por uma limitação do consumo de erva-mate por parte de uma parcela
da população, como por exemplo, as gestantes já que a mesma atravessa
facilmente a barreira placentária. Sendo assim, vem se justificando a remoção
parcial deste composto de chás e cafés a fim de se atingir níveis especificados que
os caracterizem como produtos descafeinados. De acordo com a Resolução RDC
nº227 de 22 de Setembro de 2005, da ANVISA – Agência Nacional de Vigilância
Sanitária, para um produto ser considerado descafeinado deve possuir um teor
máximo de cafeína de 0,1% (g/100g) ou 0,3% para produtos solúveis descafeinados.
Ao mesmo tempo em que a erva-mate descafeinada apresenta interesse comercial,
o principal subproduto do processo de descafeinização, a cafeína também se
enquadra na condição de produto de grande interesse industrial. Estudos têm
relatado os efeitos do consumo de cafeína, sendo muitos deles contraditórios. A
cafeína em baixas doses atua no sistema nervoso central, agindo como estimulante,
aumentando a capacidade de concentração e neutralizando o cansaço (Tello et al.,
2011). No entanto, se ingerida em excesso cafeína pode provocar agitação,
ansiedade, irritabilidade, tremores musculares, insônia, cefaleia, distúrbios sensoriais
e até problemas gastrintestinais (Aronson, 2006; Girardi, 2010). Sendo assim, sua
extração de chás e de cafés é importante, pois além de evitar seu consumo
exagerado, esse alcaloide possui alto valor comercial, sendo utilizado em indústrias
farmacêuticas e produtoras de bebidas energéticas e de cola, na composição de
medicamentos e de produtos cosméticos, entre outros.
As tecnologias mais usadas para a descafeinização de matérias-primas
vegetais são os processos de extração por solventes orgânicos (particularmente
acetato de etila e diclorometano) e de extração supercrítica, um método de
separação e purificação que utiliza tradicionalmente como solvente o dióxido de
carbono (Cassel et al., 2008b; Cassel et al., 2010). A extração supercrítica
apresenta-se como alternativa para a indústria de produtos alimentícios ou
farmacêuticos, pois é uma tecnologia limpa que apresenta alta seletividade e seus
produtos são gerados com uma qualidade superior, permitindo assim, fácil
separação do soluto e do solvente apenas por redução de pressão e aumento de
temperatura sem a necessidade de exposição dos produtos a solventes orgânicos
tóxicos. Além disso, é possível minimizar a produção de resíduos químicos,

17
adotando condições brandas de pressão e temperatura no processo (Cardozo e
Castro, 2014).
A engenharia básica para projetos de equipamentos que utilizam fluidos
supercríticos está restrita a poucas empresas que dominam a tecnologia, porém
estudos desenvolvidos em escala laboratorial são facilmente encontrados na
literatura especializada (Prado, 2010). Muitas pesquisas já foram realizadas a fim de
modelar matematicamente este processo, porém as relações de operação realizadas
em escala laboratorial, piloto ou industrial nem sempre podem ser abordadas ou
previstas de forma simplificada. Poucos dados têm sido publicados na literatura para
o cálculo de aumento de escala de unidades de extração supercrítica, principalmente
para matrizes sólidas em geral (Prado, 2010).
Sendo assim, este trabalho visa propor soluções tecnológicas para o
desenvolvimento do projeto de processo para uma unidade de extração supercrítica
de cafeína a partir da erva-mate em escala industrial com capacidade máxima diária
de duas toneladas (<0,1%). Foram utilizados dados experimentais em escala piloto
(Franceschini, 2017) como dados experimentais das variáveis do processo de
extração supercrítica de descafeinização da erva mate e um método de aumento de
escala que propõe a manutenção de proporção de massa de solvente e massa de
matéria-prima. A vazão mássica de solvente foi obtida a partir do equacionamento
de tempo de residência do solvente, mantendo constante a porosidade do leito
obtida em escala piloto. Como resultados, obter-se-á dados dimensionais dos
principais equipamentos de processo, tais como bomba de alta pressão, vaso
extrator e trocador de calor, assim como folhas de dados e fluxograma do processo
em escala industrial.

18
2. OBJETIVOS
O objetivo geral deste trabalho é propor um projeto de engenharia para o
processo industrial de produção de erva mate descafeinada e de cafeína,
empregando a tecnologia de extração supercrítica.
2.1. Objetivos Específicos
Os objetivos específicos deste trabalho são:
- Definir o método de escalonamento de processos de extração supercrítica
(passagem da escala piloto para a escala industrial), tendo como matéria-prima um
material vegetal.
- Selecionar e definir as variáveis de operação do processo de extração
supercrítica da erva mate cujos dados experimentais são exigidos para o
escalonamento do processo.
- Obter os dados experimentais das variáveis do processo de extração
supercrítica de descafeinização da erva mate em escala piloto que serão utilizados
no escalonamento ao processo industrial.
- Projetar os principais equipamentos do processo de produção de erva mate
descafeinada com geração de folha de dados de processo: bomba de extração,
trocadores de calor e vaso de extração.
- Propor o fluxograma do processo de descafeinização da erva mate por
extração supercrítica.

19
3. REVISÃO BIBLIOGRÁFICA
Este capítulo é dedicado à revisão da literatura sobre o tema produção de
erva mate descafeinada, destacando as pesquisas básicas, a evolução no tema, o
estado da arte, as técnicas para monitoramento, análises e interpretação dos
fenômenos, os principais resultados divulgados e as tendências de linhas de
pesquisa.
3.1. Erva Mate
Foi por um erro de percurso que a erva-mate ganhou o nome científico, em
1820, de Ilex paraguariensis, dado pelo botânico francês August de Saint-Hilaire. Ele
teve contato com a árvore primeiramente no Paraguai, mas depois se retratou em
um livro, hoje guardado em uma biblioteca de Paris. O naturalista reconheceu que
seria mais adequado tê-la chamado de Ilex brasiliensis, pois descobriu,
posteriormente, que era no Brasil que a erva-mate era nativa em maior quantidade e
melhor qualidade (Santos, 2011).
O Brasil, atualmente, produz 602,5 kt/ano de erva-mate. Os Estados do Rio
Grande do Sul e Paraná são responsáveis por 83,2% da produção, seguidos pelo
Estado de Santa Catarina, responsável por 16,4% e por último encontra-se o Estado
do Mato Grosso do Sul, com 0,4% da produção. Além do consumo próprio, o Brasil
exporta principalmente para o Uruguai (96,5%), Chile (1,4%) e Espanha (0,7%)
(Sindimaters, 2015).
Explorada em 482 municípios do Rio Grande do Sul, Santa Catarina, Paraná
e Mato Grosso do Sul, a indústria de erva-mate movimentou R$ 403,1 milhões no
ano de 2014 (IBGE, 2015). Além disso, tem aumentado o interesse científico na
erva-mate como planta medicinal e/ou alimento funcional (INFORYERBAMATE,
2016).

20
A infusão de folhas de erva-mate tem o mesmo perfil de composição que o
café em relação aos alcaloides e compostos fenólicos (INFORYERBAMATE, 2016).
Sabe-se que a produção e o acúmulo na matéria-prima de algum composto de
interesse, como as metilxantinas (cafeína e teobromina) e os polifenóis, podem
apresentar variações tanto por fatores genéticos como por fatores ambientais (Ruiz
et al., 2015). Logo, a identificação de árvores com alta concentração de cafeína, por
exemplo, pode permitir a implantação de ervais para atender a um mercado
diferenciado que utiliza cafeína como matéria-prima, por exemplo, a indústria de
cosméticos (Lagos, 2001).
O IBAMA (Portaria nº118-N de 1992) classifica os produtos da erva-mate em
cinco principais grupos: bruta verde, cancheada não padronizada, cancheada
padronizada, cancheada padronizada semielaborada, beneficiada-chimarrão e
beneficiada-chás. Estes grupos ainda se subdividem em onze padrões de acordo
com as exigências do mercado que atende. Esta última classificação se baseia em
características de peneiramento e composição de acordo com o percentual de
folhas, ramos, palitos, pó, paus e talinhos.
O beneficiamento da erva-mate em pequenas unidades rurais acontece de
forma muito similar ao processo histórico utilizando ainda alguns termos como
barbaquá e cancheamento. Porém, as grandes empresas evoluíram com relação ao
processo empregando novas tecnologias. A Figura 3.1 apresenta de forma
sistematizada um fluxograma do processo de diversos produtos de erva-mate (Berté,
2011).
A colheita das folhas verdes e pequenos talos é feita manualmente ou
mecanizada e após este material vegetal é encaminhado à unidade de
processamento (Isolabella et al., 2011). Os ramos folheosos são submetidos ao
branqueamento (sapeco) com temperaturas entre 250 a 550ºC (Isolabella et al.,
2011). Após esta primeira operação, os ramos folhosos são submetidos à etapa de
secagem durante 3 a 18 horas, dependendo da forma que esta etapa é realizada
(Berté, 2011; Isolabella, 2011). Então, as folhas são separadas dos ramos e
trituradas para obter a erva mate cancheado. Posteriormente este material vegetal
segue para a etapa de moagem para obtenção da erva-mate para o chimarrão
(Berté, 2011). Para a obtenção de outros produtos, o processo continua para a etapa
de torrefação.

21
Figura 3.1 – Esquema de produção de vários produtos oriundos da erva-mate
Fonte: Berté (2011)
Em função do objetivo deste trabalho ser a produção de erva mate
descafeinada, a descrição do processo de produção de erva mate para chimarrão,
contém entre 0,6 a 2,0% de cafeína (Simões et al., 2007), é importante para indicar
possíveis etapas para incorporar a operação de extração supercrítica ao processo.
Segundo Franceschini (2017), é recomendado promover a extração supercrítica da
cafeína após a etapa de sapeco.
3.2. Extração supercrítica
A extração supercrítica foi desenvolvida em 1960 (Lin et al., 1999), porém foi
no final da década de setenta que o processo em questão foi implantado
industrialmente através da produção de café descafeinado (Cassel et al., 2008).
Atualmente é uma tecnologia bastante estudada em função de sua alta seletividade,
diminuição do tempo de extração comparado com os demais processos e,
principalmente, pela eficiência aliada às condições de pressão e baixa temperatura,

22
fator de grande importância para extração de compostos a partir de matérias-primas
naturais, tais como ervas, compostos bioativos, óleos, entre outros.
A extração supercrítica possui diversas vantagens quando comparada com as
técnicas de extrações convencionais: é um processo flexível devido à possibilidade
de ajuste do poder de solvatação ou da seletividade do fluido supercrítico, dispensa
o uso de solventes orgânicos poluentes e elimina a etapa de separação solvente
extrato, uma etapa de elevado custo nos processos tradicionais (Machmudah et al.,
2011). O solvente mais utilizado para este processo é o CO2 devido a este ser um
gás inerte, de baixo custo e de fácil obtenção, sem odor, não inflamável,
ecoamigável, com baixo ponto crítico (pressão e temperatura) e compatível à escala
industrial. Porém, ele não é indicado para extração de compostos polares devido a
sua natureza apolar, mas a adição de solventes polares ao CO2, denominados de
cossolventes, modifica a polaridade da mistura, promovendo assim a extração de
compostos polares. Entre os cossolventes mais utilizados destacam-se etanol,
metanol e água (Cassel et al., 2008).
Existem muitas variáveis no processo de extração supercrítica que podem
afetar a eficiência de uma extração, tais como, pressão, tempo, temperatura, vazão
do solvente, tipo e concentração de cossolvente, tamanho da partícula, porosidade,
densidade, diâmetro e altura do leito (Bimakr et al., 2012). Sendo assim, é de
fundamental importância a otimização dessas variáveis a partir de experimentos
para o desenvolvimento de uma extração eficiente. Na Tabela 3.1, são apresentadas
variáveis que foram utilizadas para otimizar o processo de extração em diferentes
aplicações.
3.2.1. Fluido supercrítico
O fluido supercrítico (FSC) se caracteriza por se encontrar em condições
acima da temperatura e da pressão críticas em uma única fase. A partir do ponto
crítico, não existe mais distinção entre a fase gasosa e a líquida e o fluido não é
liquefeito com o aumento da pressão, nem tampouco é transformado em gás pelo
aumento da temperatura (Shivonen et al., 1999). A Figura 3.2 ilustra a região de
estado supercrítico para o dióxido de carbono no diagrama pressão versus
temperatura.

23
Tabela 3.1 - Exemplos de estudos sobre os processos extração supercrítica, em função das
matérias-primas, extratos obtidos e as variáveis de processo otimizadas referenciadas na literatura.
Amostra Extrato Variáveis Referências
Folhas de alecrim venezuelanas
Compostos antioxidantes (carnosol e ácido
carnosol)
Pressão, temperatura e tempo de extração
Caldera et al. (2012)
Flor de Borago officinalis L.
Ácidos graxos Pressão, temperatura, volume do cossolvente e tempo estático
de extração
Ramandi et al. (2011)
Helianthus annuus L. Compostos bioativos Pré-tratamento da amostra, temperatura, pressão e
cossolvente
Casas et al. (2007)
Diplotaemia cachrydifolia
Óleo essencial Pressão, temperatura, volume de cossolvente e tempo estático
e dinâmico da extração
Khajeh (2012)
Fonte: Adaptado de Sharif et al. (2014).
Figura 3.2 – Diagrama pressão versus temperatura do dióxido de carbono
Sendo assim, o fluido supercrítico possui propriedades muito peculiares,
adotando comportamento tanto de gases como líquidos, simultaneamente. O que
torna o processo de extração supercrítica atrativo é que essas propriedades podem

24
facilmente sofrer significativas variações com uma mudança pequena de pressão
e/ou de temperatura, alterando o poder de solvatação de um mesmo composto. Na
Tabela 3.2 são apresentadas comparações entre as propriedades típicas de gases e
de líquido com as propriedades do fluido supercrítico.
Tabela 3.2 – Tabela comparativa de propriedades de fluidos no estado gasoso, líquido e supercrítico
Estado Densididade
(kg. m-3)
Viscosidade
(N.s.m-2)
Coeficiente de difusão
(m².s-1)
Gasoso 1 – 100 10-5 – 10-4 10-5 – 10-4
Fluido supercrítico 250 – 800 10-4 – 10-3 10-8 – 10-7
Líquido 800 – 1200 10-3 – 10-2 10-9 – 10-8
Fonte: Taylor (1996).
Como se pode observar, o FSC possui uma densidade muito similar a de um
líquido, o que lhe confere um grande poder de solubilização, enquanto que os baixos
valores de viscosidade, similar a dos gases, combinados aos altos valores de
difusividade, conferem-lhe um grande poder de penetração na matriz do sólido,
reduzindo os tempos de processamento.
3.2.2. O processo
A extração supercrítica é um método de separação e purificação que em
função da não produção de resíduos (Reverchon, 1997; Gaspar et al., 2003),
quando se utiliza como solvente o dióxido de carbono em ciclo fechado, pode ser
classificada como uma tecnologia mais limpa.
O processo de extração supercrítica ocorre em batelada. Os principais
equipamentos utilizados em um processo de extração supercrítica são: vaso de
extração, compressor ou bomba, trocadores de calor, válvula de expansão e vaso
separador. Em escala industrial é comum utilizar mais de um vaso, pois enquanto
um ou mais vasos de extração estão em operação, um ou mais vasos estão sendo
descarregados e/ou carregados, de modo que possibilite a recirculação continua do
solvente. Caso exista recirculação de solvente, a purificação do solvente é uma
etapa necessária. É importante salientar que, ainda hoje, são escassos os estudos
para a escolha do método de pressurização do solvente. A maioria das referências

25
consultadas (Jokic, 2015; Santos, 2011; Penedo, 1997) neste trabalho apresentam
na descrição do processo ambas as opções, compressor ou bomba de alta pressão,
porém em todos os experimentos foram utilizadas bombas (escala laboratorial ou
piloto) como o equipamento para pressurização do fluido. A Figura 3.3 apresenta um
esquema simplificado do processo de extração supercrítica utilizando recirculação
do CO2.
Figura 3.3 – Esquema de uma unidade SFE com recirculação de CO2.
Fonte: Adaptado de Prado (2010)
B1 – bomba de CO2 para atingir a Pc
B2 – bomba de cossolvente
C1 – corrente de entrada de solvente
(CO2 + cossolvente) do extrator
C2 – corrente de saída de solvente +
extrato do extrator
C3 – corrente de saída do extrato
(+cossolvente)
C4 – corrente de reciclo de CO2
MI – misturador de CO2 e
cossolvente
R1 – reservatório de CO2
R2 – reservatório de CO2 para reciclo
R3 – reservatório de cossolvente
S – separador
TC1 – trocador de calor para manter
CO2 líquido

26
O solvente, após passar pelo primeiro trocador de calor, é pressurizado na
bomba de alta pressão (pressão acima da pressão crítica). Em seguida, o CO2
passa por outro permutador para atingir temperatura superior à temperatura crítica.
Quando há adição de cossolvente, este é misturado ao solvente supercrítico antes
da entrada no vaso extrator (Prado, 2010). Terminada a fase de extração, o solvente
ou solvente + cossolvente e o extrato deixam o extrator e passam pela válvula de
expansão, quando ocorre uma redução brusca de pressão, assim como de
temperatura, devido ao efeito Joule-Thompson ocorrido com a expansão na válvula,
quando se trabalha com dióxido de carbono (Brun, 2012). No momento de redução
de pressão, o CO2 retorna ao seu estado gasoso em condições normais de pressão
e temperatura e o extrato fica armazenado no vaso separador. O solvente recircula
no equipamento.
Algumas variáveis devem ser controladas durante a etapa de extração tais
como pressão, temperatura e vazão de solvente. Portanto, a maioria dos vasos de
extração possui algum sistema de controle destas variáveis.
3.2.3. Equipamentos
Neste item são apresentadas características e propriedades dos principais
equipamentos do processo de extração supercrítica.
3.2.3.1. Bombas
A bomba é o equipamento mais antigo que se conhece para o deslocamento
de fluidos no estado líquido (Sant’anna, 2005). Outra aplicação para as bombas é a
elevação de pressão de um líquido. Há diferentes possibilidades para a classificação
de bombas. A classificação mais utilizada é aquela baseada na forma com que a
energia é cedida ao fluido, resultando, assim em duas classes de bombas: bombas
dinâmicas ou turbobombas e bombas de deslocamento positivo ou volumétricas. No
Quadro 3.1 é apresentado um comparativo entre os dois grupos de bombas.
Não há um critério único para a seleção de um tipo de bomba, sendo
necessária uma análise de diversos parâmetros e variáveis do sistema. Segundo
Perry (1999), é necessário conhecer as propriedades do fluido a ser bombeado, as

27
pressões de sucção e de descarga, a perda de carga total do sistema e ainda sugere
um quadro baseado no intervalo de operação para auxiliar na escolha do tipo.
Quadro 3.1 – Comparativo de bombas
Variável Bombas Volumétricas Turbobombas
Vazão
Independe do sistema (altura e/ou pressões a serem vencidas), a vazão é
proporcional à rotação e ao volume deslocado por ciclo.
Variável com o tempo
Depende das características de projeto da bomba, da rotação e das
características do sistema.
Constante com o tempo
Princípio de funcionamento
O órgão mecânico transmite energia ao líquido sob forma exclusivamente de
pressão.
A energia é transmitida pelo órgão mecânico (rotor) sob a forma cinética
e posteriormente convertida em energia de pressão, em uma região
da bomba denominada difusor.
Partida Podem iniciar o seu funcionamento com a
presença de ar no seu interior
O início de funcionamento deve ser feito sem a presença de ar no seu interior e no sistema de sucção, ou
seja, a bomba deve estar preenchida de líquido (escorvada).
Fonte: Macedo (2010)
3.2.3.2. Compressores
Os compressores, assim como as bombas que atuam no sistema, são
equipamentos que têm como objetivo elevar a pressão de um determinado fluido que
se encontra no estado gasoso. Tal pressurização acontece graças ao acionamento
por motores elétricos ou por turbinas (Perry, 1999).
Assim como as bombas, os compressores também se dividem em
volumétricos e dinâmicos. Os volumétricos ainda se subdividem em alternativos e
rotativos (palhetas, parafusos, lóbulos). Já os dinâmicos, em centrífugos, axiais e
ejetores. No Quadro 3.2 são apresentadas as principais faixas de aplicação dos
compressores para cada tipo de processo.
Como apresentado no Quadro 3.2, os compressores centrífugos são usados,
geralmente, para elevadas razões de compressão e vazões mais baixas que as
vazões de operação dos compressores axiais. Porém, vendo de outra perspectiva,
os compressores alternativos são utilizados para atender altas pressões, já os
centrífugos e axiais são selecionados para operar com altas vazões (Dias e
Marques, 2008).

28
Quadro 3.2 – Tipos de compressores e suas principais faixas de operação
Compressor
Máx Vazão medida na
sucção (m³.h-1)
Pressão de descarga máx
(bar.a)
Pdescarga/Psucção máx por estágio
Pdescarga/Psucção máx por máquina
Alternativo 8495 2413,0 a 3447,0 - 10,0
Rotativo 84950 6,9 a 17,0 8,0 4,0
Centrífugo 3398 689,5 8,0 a 10,0 3,0 a 4,5
Axial 3398000 5,5 a 9,0 5,0 a 6,5 1,2 a 1,5
Fonte: Dias e Marques (2008).
3.2.3.3. Vaso de pressão
Vasos de pressão, conforme NR13 (2014), são equipamentos que contêm
fluidos sob pressão interna ou externa diferente da atmosférica. Há diferentes etapas
de projeto de um vaso de pressão: o projeto de processo, o projeto mecânico e o
projeto de fabricação. O projeto de processo determina o tipo do equipamento, as
dimensões básicas, posição de instalação, elevação necessária, tipo e localização
dos internos, posição dos bocais, tipo de isolamento, temperatura e pressão de
operação, propriedades dos fluidos e nível do fluido (Silva, 1988).
Os vasos de pressão podem ser do tipo vertical ou horizontal e possuem
inúmeras funções dependendo de sua forma, tamanho, resistência mecânica, entre
outros. Os usos mais conhecidos vasos de pressão são em processos de
separação, no armazenamento, em operações de extração, torres de absorção,
torres de destilação ou até mesmo de prover tempo de residência ao processo. Em
processos de extração supercrítica se utiliza vasos verticais.
Os vasos verticais são utilizados principalmente quando é necessária a ação
da gravidade para o funcionamento do vaso ou para escoamento de fluidos (Silva
Telles, 2007), pois favorece a troca térmica e de massa entre fluidos. Vasos muito
compridos na vertical são aplicáveis quando há escoamento preferencial na vertical
como em torres de destilação e algumas de absorção.
Segundo Silva Telles (2007), a faixa de variação de pressões e de
temperatura de trabalho dos vasos de pressão é muito extensa. Existem vasos de
pressão trabalhando desde o quase vácuo absoluto até cerca de 4000 kgf/cm²
(~3922,66 bar), e desde o próximo de zero absoluto até temperaturas da ordem de
1500 ºC. Os vasos de pressão podem ter grandes dimensões e massa, havendo

29
alguns com mais de 60 m de comprimento, e outros com mais de 200 ton.
Contrariamente ao que acontece com quase todos os equipamentos, máquinas,
veículos, objetos e materiais de uso corrente, a grande maioria dos vasos de
pressão não é um item de linha de fabricação de alguma indústria; salvo raras
exceções. Os vasos são, quase todos, projetados e construídos por encomenda, sob
medida, para atender, em cada caso, a determinada finalidade ou as determinadas
condições de desempenho. Como consequência, o projeto é quase sempre feito
individualmente para cada vaso a ser construído.
A maior parte dos vasos é de formato cilíndrico, já que se torna mais fácil o
transporte e a fabricação e aplica-se a quase todas as funções. As dimensões que
caracterizam um vaso de pressão são o diâmetro interno e o comprimento entre
tangentes que significa o comprimento total do vaso entre os dois tampos. Os
tampos, por sua vez, são as peças de fechamento de um vaso cilíndrico e podem
ser de vários formatos: elíptico, toriesférico, hemisférico, cônico e plano. Qualquer
tampo toriesférico é sempre mais fraco do que um elíptico de mesmo diâmetro e
com mesma relação de semieixos. O tampo esférico é proporcionalmente o mais
resistente entre todos. É empregado para vasos horizontais em geral, vasos verticais
de diâmetro muito grande (10 m ou mais), quando as condições de processo
permitam e, também, para vasos pequenos e médios que operam a altas pressões,
caso em que o tampo é de construção forjada integral.
Conforme Manual de Projetos de Vasos da Petrobras, a recomendação de
melhor razão altura/diâmetro é entre 2 e 4 e para valores entre 3 e 5 temos um peso
mínimo para o vaso e consequente menor custo.
No livro publicado por Moss e Basic (2013), é discutido o que realmente é
considerada alta pressão. Neste consta que alta pressão começa a partir de 3000
psi (aproximadamente 207 bar), porém este valor é arbitrário e que não existe norma
ou padrão que defina onde inicia a alta pressão. Ele ainda comenta que a melhor
maneira de decidir se um vaso é considerado como vaso de alta pressão é a partir
da razão R/t (raio do vaso versus espessura do tampo). Quanto a razão R/t for
menor do que 10 os vasos devem ser tratados como de alta pressão.
Moss e Basic (2013) recomendam que para baixas e médias pressões, a
razão altura/diâmetro mais econômica é entre 3 e 5, mas quando a pressão começa
a subir, esta relação também sobe para 10, 50, ou até mesmo 100. Isso acontece
por razões econômicas que orientam a reduzir os diâmetros e aumentar a altura

30
para conseguir o mesmo volume de armazenamento. E ainda explica que por esta
mesma razão, os bocais devem estar localizados nos tampos e não no casco
(parede) do vaso. Considerando um processo de extração supercrítica, segundo
Jokic (2015), é recomendado para os vasos extrator e separador tampos
aparafusados em função de permitir um rápido sistema de fechamento/abertura dos
equipamentos logo após a despressurização do processo.
Prado (2012) realizou uma avaliação econômica do custo de manufatura de
uma extração supercrítica a partir da semente da uva através de um simulador
comercial. O cálculo deste custo leva em consideração a soma de diversas
variáveis, entre elas o custo de investimento de uma unidade de extração industrial.
Três unidades de diferentes escalas foram avaliadas, todas utilizando o mesmo
projeto, o qual foi baseado no equipamento piloto, porém com volumes de vasos de
extração variando de 5 a 500 litros, sendo que o critério de aumento de escala de 50
e 500 litros foi baseado na manutenção da razão entre a massa de solvente e a
massa de matéria-prima. Chegou-se a conclusão que o custo de investimento inicial
de uma unidade industrial com dois vasos extratores de 5 litros foi de US$
100.000,00; enquanto, o custo de uma unidade com dois vasos extratores de
cinquenta litros foi de US$ 300.000,00; já, para uma unidade com dois vasos de 500
litros foi de US$ 1.150.000,00. Analisando estes dados, é possível concluir que o
custo do vaso de extração não aumenta linearmente com o volume do vaso. Isto é,
quanto maior a capacidade da unidade industrial, menor é custo da unidade por litro.
3.2.3.4. Trocadores de calor
Trocadores de calor são dispositivos que permitem a troca de calor entre dois
fluidos que estão a diferentes temperaturas. Os trocadores de calor podem ser
classificados de diversas formas, porém tipicamente costumam ser classificados em
função da configuração do escoamento e do tipo de construção (Magalhães, 2007).
Os tipos mais conhecidos são os trocadores tipo casco-tubo, trocador de placas,
duplo tubo.
Os trocadores de casco e tubo abrangem os serviços mais comuns da
engenharia química, pois podem operar em um intervalo amplo de pressão,
temperatura e vazão. Porém, conforme norma TEMA (9ª edição), a pressão máxima
admissível é de 3000 psi (206,9 bar). Já os trocadores de placas são mais caros e

31
são empregados, principalmente, quando não se dispõe de muita área física. Por
último, os trocadores duplo tubo são excelentes para serviços com altas pressões.
O trocador duplo tubo é composto por dois tubos concêntricos (Magalhães,
2007). A vazão típica é contracorrente e podem ser instalados em série ou em
paralelo. Este tipo de trocador de calor é usualmente empregado quando a
superfície para a transferência de calor for pequena, aproximadamente até 300 ft²
(27,6 m²). Os trocadores casco e tubo, também chamados de multi-tubulares, são
divididos de acordo com a norma TEMA (9ª edição) em três partes principais: o
cabeçote frontal, o casco e o cabeçote posterior. Os trocadores são descritos a partir
de códigos alfabéticos para cada uma das três seções – como, por exemplo, um
trocador de calor tipo BFL que possui um carretel com tampo inteiriço, um casco
com dois passes com uma chicana longitudinal e um cabeçote posterior de espelho
fixo (Mukherjee, 1998). Há diferentes aplicações para cada uma dessas partes do
trocador de acordo com as vantagens e desvantagens de cada tipo, permitindo
assim, inúmeras possibilidades de uso.
A forma mais simples de um trocador casco tubo envolve um único passe nos
tubos e no casco (Figura 3.4). Normalmente são instaladas chicanas para aumentar
o coeficiente convectivo no fluido no lado do casco, através da indução de
turbulência e de um componente de velocidade na direção do escoamento cruzado.
Além disso, as chicanas apoiam fisicamente os tubos, reduzindo a vibração dos
tubos induzida pelo escoamento (Bergman et al, 2014).
Figura 3.4 – Trocador de calor casco e tubos com um único passe no casco e nos tubos
Fonte: Bergman et.al, 2014.
Nos processos de extração supercrítica, os trocadores de calor possuem um
papel de condicionar o fluido para atingir uma temperatura adequada para as

32
operações de bombeamento, extração, separação e acondicionamento (Del Valle et
al., 2014). As principais variáveis para projetar um trocador de calor são: vazão dos
fluidos, a perda de carga admissível, as temperaturas de entrada e/ou saída dos
fluidos e o fator de incrustação.
3.2.4. Aplicações Industriais
A aplicação industrial da tecnologia em supercríticos iniciou no final da década
de setenta na Alemanha com plantas de processamento de café com o objetivo de
se obter café descafeinado (Anklam e Muller, 1995). Os processos de extração
supercrítica se destacam devido a características como: tecnologia limpa que não
gera resíduos, emprego de solventes não tóxicos, tradicionalmente o CO2, operação
a baixas temperaturas, o que não altera as propriedades dos extratos
termossensíveis. Apesar das vantagens citadas acima, ela costuma ser descartada
antes mesmo de uma avaliação técnica, principalmente porque está associada a
altos custos de investimento (Assis, 2010). Entretanto, o desenvolvimento do
processo e de equipamentos que se estabeleceu durante as últimas três décadas
tem alterado este panorama e os custos iniciais estão cada vez mais baixos devido a
este desenvolvimento (Meireles, 2006).
Segundo estudo realizado por Perrut (2000), embasado na experiência
profissional, este apresenta uma variável adimensional nomeada índice de preços e
relaciona esta com a vazão de solvente supercrítico e volume total de produto em
diferentes escalas de operação (laboratorial, piloto e industrial). A partir dos
resultados deste estudo foi possível concluir que a amortização do capital decresce
com o crescimento da capacidade da planta (Perrut, 2000).
O custo da extração supercrítica é função das inúmeras variáveis associadas
direta ou indiretamente ao processo, entre elas o custo energético. Em unidades de
pequena e média escala, a energia não representa um custo significativo,
principalmente quando o calor é fornecido através de vapor já disponível no local. O
aquecimento elétrico é a opção mais flexível, porém deve ser limitado a unidades de
pequena escala. Em função do custo relacionado ao consumo de CO2, é indicada a
instalação de unidade de recompressão e recuperação para o reciclo do solvente,
principalmente para unidades de alta capacidade industrial (Perrut, 2000).

33
O uso da tecnologia com fluidos supercríticos deve ser considerado quando
comparado aos processos tradicionais empregados na indústria, principalmente, no
que tange a aspectos ambientais e econômicos. Como exemplo, o projeto de
processos químicos com taxa zero de efluentes e no caso, do dióxido de carbono
supercrítico, ele pode ser totalmente reciclado (Brun, 2012). A substituição de
solventes orgânicos é um dos objetivos traçados pelos princípios da química verde
em processos industriais e a aplicação do processo de extração supercrítica com
reciclo de CO2 atende a esse princípio. (Brun, 2012). No Quadro 3.3 são
apresentados alguns exemplos de plantas comerciais de extração supercrítica.
3.2.5. Aumento de escala
O projeto de uma unidade de extração supercrítica visa à otimização de duas
variáveis que afetam diretamente a sua viabilidade econômica: tempo de extração e
rendimento de processo (Al-Jabari, 2002). A eficiência da extração supercrítica e a
sua seletividade dependem das condições operacionais, das propriedades do
substrato e das características da unidade experimental (Zetzl et al., 2004),
geralmente estudadas em escala laboratorial ou piloto. Sendo assim, o estudo do
aumento de escala é importante a fim de estabelecer uma metodologia que permita
predizer o comportamento do processo de extração supercrítica em escala industrial
a partir dos dados obtidos em laboratório (Prado, 2010).
O grande desafio do estudo de aumento de escala é a escolha dos critérios,
isto é, quais parâmetros e condições devem ser mantidos constantes, quais devem
variar, e como devem variar para reproduzir em grande escala curvas de extração de
um processo de extração supercrítica realizado em laboratório (Martínez, 2005).
Prado (2010) estudou os critérios de aumento de escala e chegou a
conclusão de que o simples critério de manutenção da proporção entre massa de
solvente (S) e massa de matéria-prima (F) e da porosidade do leito se mostrou
eficiente para as cinco matérias-primas estudadas: cravo da índia (Eugenia
caryophyllus), gengibre (Zingiber officinale), resíduo de cana-de-açúcar (Saccharum
spp), cidrão (Aloysia triphylla) e semente de uva (Vitis vinifera). Corroborando com isto,
Jokic (2015) também concluiu que, das quatro metodologias propostas por Clavier
and Perrut (2004), o melhor critério de aumento de escala de uma planta de extração
supercrítica de óleo de soja foi a manutenção da proporção entre vazão mássica de

34
solvente e de matéria-prima e ainda reforça que além dele, outros pesquisadores
também chegaram a mesma conclusão utilizando como matéria-prima o óleo do
caroço de pêssego (Mezzomo et al., 2009), de cravo e de vetiver (Martinez et al.,
2007)
Quadro 3.3 – Plantas comerciais de extração supercrítica
Processo Indústria
Descafeinização de café
General Foods, Eua
Kaffe, HAG AG, Alemanha
Hermsen, Alemanha
Maxwell House, EUA (80 000t/ano)
Evonik, Alemanha
Descafeinização de chá SRW-Trostberg, Alemanha
Pesticidas naturais Agropharm, Reino Unido
Extrato de lúpulo
Hopfenextraktion, Alemanha
Hops Extraction Corp. Of America, EUA
J.I.Haas, EUA
Carlton, Australia
Boatnix, Reino Unido
Condimentos/Aromas/Colorantes/Produtos naturais
SKW-Trostberg-Alemanha
Cal Pfizer – França
Falvex Gmbh, Alemanha
Norac Technologies, Canadá
Ogawa Flowers and Fragance, Japão
Sensiet Technologies, EUA
TakedaKirin Food Company, Japão
Valensa International, EUA
Fuji Flavor, Japão
Flavex, Alemanha
Purificação de cortiça
Diam Bouchage, França (1,2 bilhão/ano)
Diamant Techoenologie – Espanha
Óleos essenciais Proderna Biotech, India e Holanda
Honsea Sunshine Biotech, China
Fonte: Adaptado de Brun (2012).

35
4. MATERIAIS E MÉTODOS
Este trabalho foi desenvolvido a partir dos dados experimentais do processo
de descafeinização da erva mate obtidos por Franceschini (2017). O objetivo do
trabalho supracitado foi otimizar o processo de extração supercrítica, realizando
experimentos em escala piloto, a partir da análise de sete variáveis, de modo a obter
um produto considerado descafeinado perante à legislação brasileira. As variáveis
analisadas foram granulometria da planta, porosidade do leito, teor de umidade da
planta, razão massa de cossolvente/volume de solvente, temperatura, pressão e
razão de massa da planta/massa de solvente.
O primeiro conjunto de resultados otimizados por Franceschini (2017) é o
seguinte: pressão de 300 bar, temperatura de 60 ºC, tempo de extração de 2 h,
vazão de CO2 igual a 1000 g/h e massa de erva mate igual a 8 g. As demais
variáveis otimizadas são apresentadas na Tabela 4.3.
Tabela 4.3 – Resultado de otimização de variáveis para a extração supercrítica de erva-mate em
escala piloto
tamanho da partícula
(mm)
massa planta/massa CO2
(kg/kg)
porosidade teor de cossolvente
(m/v)
concentração final de cafeína
(%)
0,428 1:250 0,84 5,5% 0,035
Após a primeira etapa de otimização, Franceschini (2017) realizou novas
extrações a fim de otimizar a razão de massa de planta/massa de solvente
supercrítico. Mantendo as condições de processo pressão (300 bar), temperatura
(60 ºC) e tempo de extração (2 h), modificaram-se a vazão de CO2 (1200 g/h) e
massa de erva-mate (36,5 g). Os demais valores das variáveis otimizadas são
apresentados na Tabela 4.4.
Tabela 4.4 - Resultado de otimização de variáveis para a extração supercrítica de erva-mate em

36
escala piloto.
tamanho da partícula
(mm)
massa planta/massa CO2
(kg/kg)
porosidade teor de cossolvente
(m/v)
concentração final de cafeína
(%)
0,428 1:65 0,79 5,5 % 0,058
A quantidade de massa de erva mate processada diariamente, utilizada como
referência neste trabalho, foi indicada por uma grande empresa do setor ervateiro
através a partir de uma estimativa de comercialização de erva mate descafeínada.
Sendo assim, a capacidade máxima diária de produção total da unidade industrial foi
estimada em 2 toneladas de erva-mate. Além disso, foi solicitado que fosse
respeitado o tempo de operação máximo diário de 8 horas.
Portanto, com os dados oriundos das otimizações das variáveis para a
extração supercrítica de erva-mate em escala piloto (Tabelas 4.3 e 4.4) e dos dados
fornecidos pela empresa em relação à quantidade produzida/dia e o tempo de
operação máximo diário, foi possível calcular os principais equipamentos de
processo, os quais serão tratados individualmente nos subitens a seguir.
O primeiro cálculo realizado neste estudo de escalonamento foi a vazão de
solvente em escala industrial a partir dos métodos de aumento de escala proposto
por Prado (2010). Para calcular esta vazão de solvente foi usada a Equação 4.1,
considerando a porosidade do leito constante ao longo do processamento.
1
2
1
2
2
2
F
F
Q
Q
CO
CO (4.1)
onde QCO2 é a vazão de solvente e F é a massa da matéria-prima.
4.1. Vaso de extração
De acordo com os dados obtidos em escala piloto por Franceschini (2017) e
da definição da capacidade máxima de produção de erva-mate descafeínada, 2 t/dia,
a seguir é apresentada a metodologia usada para calcular a capacidade do vaso de
extração. Sabendo que a massa específica da erva-mate é de 1311,3 kg/m³

37
(Franceschini, 2017), calcula-se o volume necessário para atender a produção
diária, sendo este valor correspondente ao volume de sólidos (Equação 4.2).
mateerva
mateervasóllidosVolume
diária produção (4.2)
Utilizando os valores de porosidade (ε) indicados nas Tabelas 4.3 e 4.4 e o
volume de sólidos calculado pela Equação 4.2, determina-se o volume de vazios
(Equação 4.3) e o volume total do vaso de extração (Equação 4.4), considerando a
massa processada de 2 t/dia de erva mate.
vaziossólidos
vazios
VolumeVolume
Volume
(4.3)
vaziossólidostotal VolumeVolumeVolume (4.4)
A partir da definição do volume total processado/dia são dimensionados os
vasos de extração de forma que seja econômica e tecnicamente viável a sua
aplicação em escala industrial.
4.2. Bomba / compressor
Sabendo-se que tecnicamente duas opções de equipamentos são possíveis,
bombas de alta pressão e compressores, a definição pelas bombas ocorreu devido
as mesmas serem a alternativa mais econômica. Em função da facilidade de
operação, precisão e facilidade de atendimento de altas pressões, optou-se pelos
modelos de bombas de deslocamento positivo.
Para o cálculo de vazão da bomba, utilizou-se a Equação 4.1 de acordo com
o volume de cada batelada. O volume da batelada é transformado em massa de
planta (Equação 4.5) e assim obteve-se o valor de F2 da Equação 4.1.
).1.( adatotalbatelplanta Vm (4.5)

38
A bomba foi calculada utilizando uma tabela excel já validada e empregada
em empresas de projeto, visto que possui todos os equacionamentos necessários
para o dimensionamento da bomba. Os valores das seguintes variáveis de entrada
são solicitados para se dimensionar a bomba (Figura 4.5): pressão no reservatório
(Ps), altura estática de sucção (S), perda de carga na tubulação de sucção e nos
acessórios (P1), vazão volumétrica do fluido, perda de carga nas linhas de
descarga e nos acessórios (P2 e P3), pressão no reservatório de descarga (Pd),
altura estática de recalque (R). Além disto, é necessário informar as seguintes
propriedades do fluido: temperatura de bombeamento (Tb), pressão de vapor à Tb,
viscosidade à Tb, densidade à Tb.
Figura 4.5 – Fluxograma do bombeamento de um solvente, indicando as variáveis de entrada usadas
no dimensionamento da bomba.
As variáveis pressão de vapor, densidade e viscosidade do solvente foram
obtidas através do software Aspen Hysys (v.8.0), utilizando a equação de estado de
Peng Robinson. A temperatura de entrada do CO2 na bomba foi obtida a partir de
simulação no software Aspen Hysys (v.8.0) com o objetivo de estimar qual seria o
valor ideal de temperatura para que o fluido não cavitasse no interior da bomba
(Figura 4.6). A corrente de entrada de CO2 foi alimentada com os dados de
composição do fluido, pressão de sucção e vazão mássica de solvente. Na corrente
de descarga foi somente informado a pressão de descarga. A partir dessas
informações, a temperatura do fluido na corrente de entrada foi sendo variada a fim
de obter qual o valor máximo de temperatura para iniciar a ocorrência deste
fenômeno de cavitação.
Qv

39
Figura 4.6 – Simulação da temperatura de bombeamento no software Aspen Hysys (v.8.0)
A pressão de sucção utilizada nos cálculos foi definida a partir do valor da
menor pressão de operação do cilindro de CO2, isto é, aproximadamente 55 bar
Franceschini (2017). A pressão no reservatório de descarga é a pressão de
operação do vaso de extração.
As seguintes variáveis são calculadas com o objetivo de integrar a folha de
dados de processo do equipamento (bomba de alta pressão), informações exigidas
por fornecedores para indicarem equipamentos comerciais, assim como fornecerem
orçamentos:
- Pressão diferencial do equipamento (pressão de descarga – pressão de
sucção) ou altura equivalente à pressão diferencial (head).
- NPSH (Net Positive Suction Head). O NPSH (Net Positive Scution Head) é
um importante parâmetro que mostra a diferença entre a pressão de um líquido em
uma tubulação (pressão de sucção da bomba) e a pressão de vapor do líquido a
uma dada temperatura (temperatura de bombeamento). O resultado deste cálculo
informa se ocorrerá o fenômeno de cavitação na bomba, pois se a pressão de
sucção for menor que a pressão de vapor do fluido, este fenômeno acontecerá e
consequentemente gerará a degradação do equipamento e o mau-funcionamento do
mesmo.
A bomba de cossolvente foi dimensionada com o auxílio da mesma planilha
em Excel, seguindo os mesmos conceitos da bomba de CO2. A vazão de
cossolvente foi calculada pela Equação 4.6, utilizando os dados apresentados nas
Tabelas 4.3 e 4.4 (5,5% mcossolvente/vCO2).
ole
CO
ole
mQ
tan
.
tan ).100/%5,51(
)100%5,5.(2
(4.6)

40
A pressão de sucção foi estabelecida de acordo com a pressão líquido-vapor
do etanol, obtida através do software Aspen Hysys (v.8.0), considerando que este
solvente se encontra armazenado em um tanque à temperatura de 25ºC.
As perdas de cargas são calculadas somente após a definição de layout da
planta industrial, geralmente definidas na etapa de projeto básico. Para o
preenchimento da planilha em Excel que dimensiona a bomba de cossolvente estes
valores foram zerados.
4.3. Trocador de calor
O trocador de calor foi projetado com uso do software EDR (v.8.0). Como a
pressão de operação do trocador de calor é inferior a 3000 psi (aproximadamente
206,9 bar) é possível trabalhar com trocador do tipo casco-tubo, utilizando os
critérios de dimensionamento da Norma TEMA 9ª edição (2007). A norma indica
alguns valores padrão de comprimento, espaçamento entre chicanas, tipos de
trocador, entre outras variáveis. Estes valores padrão constam como uma das
opções de cálculo no simulador, sendo assim foi definido seguir os critérios da
Norma TEMA.
Além disto, foram estudados dois tipos de fluidos refrigerantes: água de
resfriamento e uma mistura de água (80%) com etileno glicol (20%). A água pura
possui uma capacidade calorífica maior que a mistura de água com etileno glicol
(EG), porém tem restrições quanto à operação em temperaturas próximas ou abaixo
de 0º C, já que a água congela a 0º C. A mistura com EG pode operar com
temperaturas abaixo de 0º C.
Para estabelecer a temperatura de entrada e de saída do fluido refrigerante,
foram seguidos valores padrão de fornecedores deste tipo de equipamento. A
principal restrição do sistema padrão oferecido pelos fabricantes é respeitar uma
diferença de temperatura de 5,0 a 5,5ºC no máximo entre entrada e saída do fluido
refrigerante, sendo que a vazão não é fator determinante para a fabricação deste.
Sendo assim, os trocadores de calor para liquefazer o CO2 foram calculados para
respeitar esta condição de contorno de temperatura, deixando livre a vazão
necessária para a troca térmica.

41
Conforme já descrito, a temperatura ótima de saída do solvente é estimada
em simulação realizada no software Aspen Hysys, pois este fluido deverá estar
totalmente liquefeito, evitando a cavitação na bomba. A seguir são listadas as
variáveis de processo utilizadas para o cálculo do trocador de calor:
- Vazão de solvente.
- Pressão de operação no casco e nos tubos.
- Perda de carga admissível no casco e nos tubos.
- Velocidade mínima do fluido refrigerante.
- Propriedades físicas dos fluidos.
- Fator de incrustação de ambos os fluidos.
- Temperatura de entrada e saída da corrente quente.
- Delta de temperatura da corrente fria.
O software citado anteriormente (EDR, v.8.0), além de projetar o trocador de
calor, possui uma opção de simulação de operação do equipamento. Sendo assim,
para optar entre os fluidos refrigerantes, foram simulados os trocadores utilizando
água e a mistura de água mais EG, conforme comentado anteriormente. Esta
simulação é possível a partir dos dados de projeto do equipamento já calculados na
etapa anterior.
4.4. Válvula de expansão
A válvula de expansão está localizada na saída do vaso de extração, já que a
sua operação tem como objetivo uma redução brusca de pressão, para separar o
extrato do solvente. Foram previstas duas válvulas de expansão, a primeira entre o
vaso de extração e o primeiro separador e uma segunda entre o primeiro vaso
separador e o segundo vaso separador. A perda de carga da primeira válvula foi
definida como sendo 235 bar e da segunda válvula 10 bar. O dimensionamento da
válvula foi realizado no Software Aspen Hysys (v.8.0) tendo como variáveis de
entrada a perda de carga de cada válvula e a vazão que foi considerada como a
vazão de solvente de cada caso.

42
5. RESULTADOS E DISCUSSÃO
Neste capítulo são apresentados os resultados do dimensionamento dos
principais equipamentos do processo de descafeinização da erva mate: vaso de
extração, trocadores de calor, bomba de alta pressão e válvula de expansão. É
também definida a capacidade diária máxima de extração de cafeína e a vazão
mássica de solvente a partir do equacionamento de tempo de residência do
solvente, mantendo constante a porosidade do leito obtida em escala piloto. Além
disto, é apresentado o fluxograma proposto para a planta de extração supercrítica
em escala industrial.
5.1. Vaso de extração
O vaso de extração é o equipamento chave em um processo de extração
supercrítica. Neste estudo optou-se por operar com vasos de extração com volumes
entre 1000 e 400 litros para a unidade de extração supercrítica. Considerando que o
processo opera, em relação à extração, em batelada, o objetivo foi definir uma
distribuição de vasos em que o processamento fosse contínuo, isto é, enquanto
alguns vasos estivessem em operação, outros estariam sendo carregados e
descarregados. Desta maneira é possível utilizar somente uma bomba de alta
pressão e um único trocador para atender ambas as bateladas de forma que o
processo seja um ciclo contínuo. Estas distribuições dos vasos foram feitas para
atender as duas condições otimizadas de processo apresentadas nas Tabelas 4.3 e
4.4.
Para a primeira condição de projeto (Tabela 4.3): P = 300 bar; T = 60 ºC;
textração = 2 h; vCO2 = 1000 g/h; merva-mate = 8 g, o volume diário total calculado foi de
9532 litros, considerando o processamento de 2 t/dia. A operação foi dividida em três
bateladas de 2 h cada, a fim de cumprir o tempo de trabalho máximo indicado pela
empresa do ramo ervateiro. O volume de cada batelada foi calculado dividindo o
43
volume total obtido por 3. Para tanto, foi considerado uma operação de 06 h diárias
de extração e 02 h diárias para carregar e descarregar os vasos, resultando em um
volume exigido para a planta industrial de 3200 litros. Uma sugestão de distribuição
de vasos de diferentes tamanhos é 02 vasos de 1000 litros e 03 vasos de 400 litros.
Esta distribuição não consistiu no foco do dimensionamento, pois a definição do
melhor volume de cada vaso e da distribuição dos vasos na unidade industrial é
dependente de fornecedores destes equipamentos que dominam os conceitos de
materiais de construção em relação à viabilidade técnica e econômica.
Para a segunda condição de projeto (Tabela 4.4): P = 300 bar; T = 60 ºC;
textração = 2 h; vCO2 = 1200 g/h; merva-mate = 36,5 g, o volume diário total calculado foi
de 7200 litros, considerando a produção de 2 t/dia. Uma sugestão de distribuição de
vasos de diferentes tamanhos é 04 vasos de 600 litros. Considerando uma operação
de 06 h diárias de extração e 02 h diárias para carregar e descarregar os vasos, o
volume exigido para a planta industrial é 2400 litros.
Na folha de dados desenvolvida para os vasos de extração foi previsto que o
vaso deverá ser projetado a fim de que o topo seja de fácil acesso, onde a erva mate
será alimentada a partir de um cesto metálico fechado por discos de filtros,
geralmente de aço inoxidável sinterizado (Jokic, 2015). O sistema de
fechamento/abertura do bocal superior deve ser específico para aplicações de alta
pressão e de fechamento rápido com tampo aparafusado ou similar, (Figura 5.7).
Para os elementos filtrantes, se possível, a literatura indica (Jokic, 2015) a utilização
de filtros certificados com fio de malha de aço inoxidável revestido com papel de filtro
fino e substituível para evitar obstruções nas tubulações devido ao arraste de
matéria-prima e possíveis sobrepressões. Ainda sim, deverá ser previsto válvula de
alívio de pressão (Pressure Relief valve – PSV) ou discos de ruptura, item exigido na
norma NR13 (2014).
Em se tratando de vasos de alta pressão, todos os instrumentos necessários,
como indicador de temperatura, pressão, e todas as válvulas, como PSV, devem
estar localizados nos tampos, devido a maior fragilidade do casco (parede lateral) do
vaso.
44
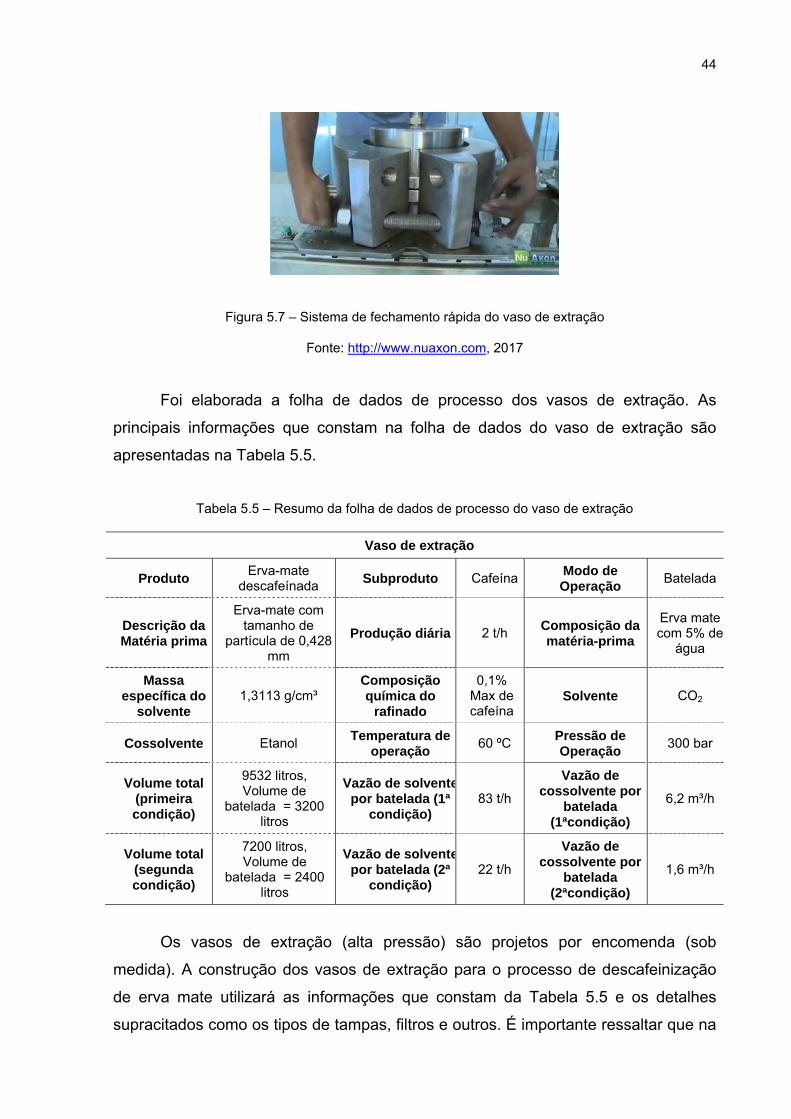
Figura 5.7 – Sistema de fechamento rápida do vaso de extração
Fonte: http://www.nuaxon.com, 2017
Foi elaborada a folha de dados de processo dos vasos de extração. As
principais informações que constam na folha de dados do vaso de extração são
apresentadas na Tabela 5.5.
Tabela 5.5 – Resumo da folha de dados de processo do vaso de extração
Vaso de extração
Produto Erva-mate
descafeínada Subproduto Cafeína
Modo de Operação
Batelada
Descrição da Matéria prima
Erva-mate com tamanho de
partícula de 0,428 mm
Produção diária 2 t/h Composição da matéria-prima
Erva mate com 5% de
água
Massa específica do
solvente 1,3113 g/cm³
Composição química do
rafinado
0,1% Max de cafeína
Solvente CO2
Cossolvente Etanol Temperatura de
operação 60 ºC
Pressão de Operação
300 bar
Volume total (primeira condição)
9532 litros, Volume de
batelada = 3200 litros
Vazão de solventepor batelada (1ª
condição) 83 t/h
Vazão de cossolvente por
batelada (1ªcondição)
6,2 m³/h
Volume total (segunda condição)
7200 litros, Volume de
batelada = 2400 litros
Vazão de solventepor batelada (2ª
condição) 22 t/h
Vazão de cossolvente por
batelada (2ªcondição)
1,6 m³/h
Os vasos de extração (alta pressão) são projetos por encomenda (sob
medida). A construção dos vasos de extração para o processo de descafeinização
de erva mate utilizará as informações que constam da Tabela 5.5 e os detalhes
supracitados como os tipos de tampas, filtros e outros. É importante ressaltar que na

45
folha de dados de processo são indicadas as normas que devem ser seguidas para
a fabricação dos mesmos, principalmente as normas brasileiras como a NR13
(2014), pois a maioria dos fornecedores é estrangeira e podem não estar
familiarizados com essas exigências.
5.2. Bomba de solvente
Sabe-se, do meio industrial, que a utilização de bomba ao invés de
compressor é a alternativa mais viável, tanto técnica quanto econômica para esta
aplicação. Adicionalmente a isto, os estudos sobre extração supercrítica avaliados
(Quadro 3.1 e Tabela 3.1) utilizam bombas de alta pressão. A partir dos cálculos
demonstrados no capítulo 4 e de informações de fabricantes, o tipo de bomba
escolhido foi de deslocamento positivo, pois a pressão não é o fator limitante para
este grupo de bombas, mas a vazão necessária sim, ao contrário das bombas
centrífugas.
Os dados inseridos na folha de dados de processo para a bomba de alta
pressão são mostrados na Tabela 5.6. Para evitar que ocorresse o fenômeno de
cavitação na bomba, foi utilizado o software Aspen Hysys (v.8.0) para determinar a
temperatura de bombeamento segura para este tipo de operação. Ressalta-se que
valores de temperatura acima de 19ºC acusam da cavitação.
Tabela 5.6 – Resumo de folha de dados de processo da bomba de solvente
Bomba de CO2
Temperatura de bombeamento
(TB)
18 ºC Densidade a TB 0,833
Viscosidade a TB 0,075 cP Pressão de vapor a TB 54,6
kgf/cm².g
Vazão volumétrica primeira
condição
91 m³/h Vazão mássica primeira
condição
83 t/h
Vazão volumétrica segunda
condição
26 m³/h Vazão mássica segunda
condição
22 t/h
Pressão no reservatório de
descarga
300 bar Pressão de sucção no
reservatório
55 bar
NPSH disponível 53 m Altura equivalente na pressão
diferencial
2944,0 m

46
As folhas de dados da bomba de alta pressão para as duas condições
otimizadas foram encaminhadas a alguns fabricantes de bombas de alta pressão,
porém somente houve retorno por parte de uma empresa (LEWA). A empresa em
questão sugeriu uma bomba diafragma, cuja vazão máxima é de 3,3 m³/h de CO2
(R$ 3.100.000,00/bomba). Infelizmente a empresa LEWA não atua no segmento de
bombas de alta pressão de altas vazões, pois para atender a demanda de processar
2t/dia de erva mate seriam necessárias 32 bombas (primeira condição otimizada) ou
08 bombas (segunda condição otimizada), o que inviabiliza economicamente o
processo de produção de erva mate descafeinada, sendo assim necessário a busca
de fabricantes de bombas de alta pressão que operem com altas vazões.
A partir da avaliação dos resultados obtidos em relação ao número de
bombas necessárias para operar o processo de extração supercrítica de cafeína a
partir da erva mate (bombas da empresa LEWA), repensar a utilização de
compressores em vez de bombas de alta pressão, consiste em uma indicação
adicional na folha de dados das bombas de alta pressão.
5.2.1. Bomba de cossolvente
Foi também gerada uma folha de dados de processo específica para a bomba
de cossolvente de acordo com a vazão calculada do mesmo (Tabela 5.8).
Tabela 5.8 – Resumo da folha de dados de processo da bomba de cossolvente
Bomba de Etanol
Temperatura de bombeamento (TB) 25 ºC Densidade a TB 0,7890
Viscosidade a TB 0,9626 cP Pressão de vapor a TB 1,169 psia/
0,0806 bar
Vazão volumétrica primeira
condição
6,19 m³/h Vazão mássica primeira
condição
4,88 t/h
Vazão volumétrica segunda
condição
1,57 m³/h Vazão mássica segunda
condição
1,24 t/h
Pressão no reservatório de
descarga
300 bar Pressão de sucção no
reservatório
0 bar (atm)
NPSH disponível 12 m Altura equivalente na
pressão diferencial
3807,8 m

47
Assim como ocorreu para a bomba de CO2, a fabricante Lewa propôs uma
bomba diafragma (Figura 5.8) que permite operar com uma pressão de descarga de
300 bar e um range de vazão de 6 m³/h máximo e 0,6 m³/h mínimo. A proposta é
uma bomba de alta pressão para etanol líquido com um quadro e oito cabeçotes.
Para o bombeamento do cossolvente, a partir das informações contidas na folha de
dados (Tabela 5.8), é necessária somente uma bomba para atender a batelada,
independentemente da condição calculada. Uma bomba similar pode ser visualizada
na Figura 5.8. O custo estimado desta bomba é de 2 milhões de reais. Para o
bombeamento de cossolvente não há a necessidade de avaliar a viabilidade de usar
um compressor, pois o etanol é liquido na faixa de operação do processo de
extração supercrítica.
Figura 5.8 – Bomba diafragma proposta pela Lewa
Fonte: Catálogo Lewa de bombas diafragmas, 2017
5.3. Trocador de calor
O tipo de trocador escolhido foi o modelo BEM. Este tipo de trocador possui
carretel de tampo inteiriço, casco de um único passe e espelho fixo. Entre os motivos
que levaram a seleção deste tipo de trocador foi o seu baixo custo devido a sua
facilidade de fabricação, visto que estes não necessitam juntas de expansão. Outras
vantagens são que os tubos podem ser limpos mecanicamente após a remoção dos
cabeçotes e a probabilidade de um vazamento no casco é baixa, desde que o
trocador não possua juntas flangeadas. Uma desvantagem deste tipo de trocador é
que não se consegue realizar a limpeza na parte externa dos tubos devido ao fato do

48
feixe ser fixo, porém como o fluido no lado do casco é um fluido limpo não há
preocupações ou contraindicações quanto ao tipo de trocador escolhido.
Além da escolha do tipo de trocador, optou-se por trabalhar com arranjo
triangular nos tubos, já que este arranjo permite acomodar mais tubos do que o
arranjo quadrangular e este arranjo escolhido produz uma maior turbulência
resultando em um maior coeficiente de troca térmica. Por recomendação da norma
TEMA (9ªedição), optou-se por um trocador com um passo nos tubos de 1,25 vezes
o diâmetro externo (OD) do tubo, distância mínima para arranjos triangulares. A
folha de dados para os trocadores de calor é mostrada na Tabela 5.9.
Tabela 5.9 – Dados das variáveis de entrada para a simulação do trocador de calor
Vazão de CO2
83 t/h @primeira condição
22 t/h @ segunda condição
Pressão de Operação Casco
~55 bar
Perda de carga admissível casco e tubo
1 bar Velocidade mínima do fluido refrigerante
1 m/s
Temperatura de projeto de entrada e saída da corrente quente
40 ºC e 18 ºC Propriedades físicas dos fluidos
Banco de dados Sotware Aspen Hysys
Fator de incrustação do CO2
0,0002 h.ºC.m2/kcal Fator de incrustação da água de
resfriamento e solução
0,0004 h.ºC.m2/kcal
Passe nos tubos 1,25 ODtubos Arranjo dos tubos Triangular
Posição dos trocadores
Horizontal Tipo BEM
A velocidade mínima recomendada para o fluido refrigerante é de 1 m/s para
prevenir a incrustação/sujeira nos tubos do trocador.
Neste trabalho foram estudadas duas alternativas de fluidos refrigerantes:
água e a mistura água/etileno glicol. Ambos os fluidos atendem a demanda definida
para o trocador de calor, porém optou-se pela mistura de água/etileno glicol porque a
mesma tem uma maior flexibilidade operacional, isto é, pode-se variar facilmente a
temperatura de operação, já que não existe a restrição de trabalhar com um limite de
temperatura de 0ºC como ocorre quando se utiliza água. Atualmente este tipo de
fluido é largamente utilizado na indústria, sendo uma tecnologia acessível e fácil de
operar.

49
A maior parte da demanda de energia associado ao trocador de calor é para
liquefazer o CO2, ou seja, troca de calor latente. A partir da simulação realizada no
software EDR (v8.0), foi possível observar que esta etapa representa em torno de 71
% do calor total trocado. No gráfico da Figura 5.9 de Temperatura versus
comprimento do trocador pode-se visualizar que quase a totalidade do comprimento
do equipamento é utilizada para a condensação do CO2 no trocador de calor
utilizando como fluido refrigerante a mistura de água/etilenoglicol.
Figura 5.9 - Gráfico temperatura versus comprimento do trocador de calor
O sistema de refrigeração do fluido refrigerante do trocador de calor a ser
utilizado não foi projetado neste trabalho, porém se sabe que o sistema é composto
por um ciclo fechado composto por um compressor, uma válvula de expansão, um
condensador e um evaporador (Figura 5.10). Conforme apresentado no subitem 4.3,
foram respeitadas as condições padrões para o dimensionamento deste sistema,
sendo assim, as informações que deverão ser dadas aos fabricantes são as
temperaturas de entrada e saída do fluido refrigerante e a vazão do fluido
refrigerante do trocador.
Figura 5.10 - sistema de um ciclo ideal de refrigeração
Tem
pera
tura
do
CO
2 (º
C)
Comprimento (mm)
50
Fonte: Çengel e Boles (2013)
5.4. Válvula de expansão
Para o dimensionamento das válvulas foi feita uma estimativa inicial utilizado
o software Aspen Hysys. Os coeficientes de vazão (CV) para a primeira válvula de
expansão foi de 170, enquanto a segunda foi de 2000, ambas com característica de
vazão de igual porcentagem.
Definiu-se como temperatura de saída da válvula 19 ºC, a temperatura de
equilíbrio líquido-vapor de CO2 fornecida pelo software Aspen Hysys. Esta definição
é justificada porque o software Hysys não introduz nos cálculos de dimensionamento
o efeito Joule-Thomson do CO2 (µCO2 = 1,16 K/bar a 20 ºC e 1 bar). Uma alternativa
seria utilizar dados experimentais obtidos na unidade piloto de extração supercrítica,
mas a válvula de expansão do equipamento não possui medidor de temperatura,
assim como o equipamento não prevê a recirculação do solvente.
5.5. Fluxograma da planta em escala industrial
O fluxograma proposto para a extração supercrítica de cafeína a partir da
erva-mate está apresentado na Figura 5.11. Os equipamentos presentes no
fluxograma de processo de extração da cafeína da erva-mate, exceto os vasos de
extração e separador, são únicos e atendem todas as bateladas.
A erva-mate é alimentada em um cesto metálico que então é introduzida nos
vasos de extração da primeira batelada (VE01). O uso de vasos de extração em
duplicata permite que enquanto uma batelada opera a outra está sendo alimentada.
O solvente passa através do extrator – com o soluto dissolvido (extrato) – o qual
possui um filtro para reter quaisquer sólidos remanescentes. Após o término da
extração, a vazão de solvente nos vasos da primeira batelada é cessada e o CO2 é
redirecionado aos vasos da segunda batelada (VE02). Quando a pressão no sistema
já estiver baixa, o CO2 remanescente será liberado para a atmosfera.
O solvente rico em cafeína segue para os vasos separadores (S1 e S2), no
qual a pressão é reduzida nas válvulas V01 e V02 de 300 bar para 65 bar e então
para 55 bar, respectivamente. Estes vasos serão encamisados para auxiliar no

51
processo de vaporização do solvente e separação do CO2 gás da mistura de cafeína
e etanol. Na saída do segundo vaso separador é previsto um sistema de membranas
(filtro) para separar a cafeína do CO2 para permitir que este recircule sem danificar
os equipamentos de processo, principalmente as bombas de alta pressão. Após, o
solvente é encaminhado para um condensador e então volta a recircular na planta,
fechando o seu ciclo. Após o término de todas as extrações, o CO2, em vez de
seguir para os vasos de extração, volta a ser armazenado de forma líquida após ser
condensado no trocador de calor (TC01).
O reciclo do CO2 está previsto, isto é, após a saída do CO2 do vaso
separador, passar por uma membrana, para remoção de partículas sólidas, e segue
em direção do trocador de calor (TC01), onde há uma redução de temperatura do
fluido seguida da condensação. O CO2 é direcionado ao vaso de armazenamento
(TQ01) em fase líquida. A pressão de armazenamento proposta é aproximadamente
55 barg, visto que a temperatura de equilíbrio do CO2 é de aproximadamente 23ºC,
próximo à temperatura ambiente, evitando assim a necessidade de repressurizar o
solvente antes da alimentação da bomba de alta pressão. Para a manutenção da
temperatura no interior do vaso de armazenamento, recomenda-se o isolamento do
mesmo com resina de poliuretano. Normalmente, os fornecedores de CO2
reabastecem o produto com pressões entre 18 a 23 bar, podendo variar de acordo
com o volume demandado. A temperatura de equilíbrio do CO2 para esta pressão é
em torno de -18ºC. Caso fosse adotada as condições citadas acima para
armazenamento do CO2 seria necessário um sistema de refrigeração operando,
provavelmente, mais do que o tempo de oito horas diárias previstas para as
operações de extrações a fim de manter a temperatura do fluido tão baixa.
É importante ressaltar que neste trabalho foi realizada simulação no software
Aspen Hysys (v.08) e não foi necessário um trocador de calor para aquecer o CO2
de 19º C para 60ºC, temperatura de extração, pois o calor dissipado pela bomba de
alta pressão é suficiente para pré-aquecer o solvente antes de entrar no vaso de
extração.
Neste trabalho foram estudadas e calculadas as duas condições otimizadas
de extração supercrítica de cafeína a partir da erva mate, pois o objetivo do trabalho
foi apresentar uma metodologia de cálculo, independentemente dos valores
experimentais utilizados, isto é, implementar uma metodologia que fosse possível de
ser usada para outras aplicações, isto é, outras matérias-primas vegetais. Observou-

52
se que, independentemente dos dados experimentais de processo, foi possível
propor um projeto de processo para a produção de erva mate descafeinada,
evidenciando a importância dos dados experimentais em escala piloto nos
resultados finais.
Como forma de resumir os resultados do uso da metodologia proposta nos
cálculos de escalonamento são apresentadas na Tabela 5.10 as informações
necessárias para dar prosseguimento ao estudo em questão que consiste na
construção e aquisição de equipamentos. Estes resultados foram gerados a partir da
segunda condição otimizada apresentada por Franceschini (2017).

53
Figura 5.11 – Fluxograma proposto para escala industrial de uma planta de extração supercrítica

54
Tabela 5.10 – Tabela com os principais resultados do projeto de processo da unidade industrial de
produção de erva mate descafeinada, levando em consideração a segunda condição otimizada.
Dados da Unidade Industrial
Produção 2 t/h Solvente Gás carbônico
Teor de Cossolvente
5,5 % (m/v) etanol Matéria-prima Erva mate 0,428 mm
Produto Erva mate descafeínada com teor de cafeína de
0,058% Subproduto Cafeína
Tempo de produção
8h diárias Operação Batelada
Dados da bomba de alta pressão
Vazão de etanol 1,24 t/h Pressão diferencial
etanol 300 bar.g
Vazão de CO2 22 t/h Pressão diferencial
CO2 245 bar.g
Dados do trocador de calor
Fluido refrigerante Água e etilenoglicol Velocidade mínima do fluido refrigerante
1 m/s
Temperatura de projeto de entrada e saída da corrente quente
40 ºC e 18 ºC Temperatura de projeto de entrada e saída da corrente fria
2 e 5ºC
Posição do trocador
Horizontal Tipo BEM
Localização do fluido quente (CO2)
Casco Arranjo dos tubos Triangular
Dados do vaso de extração
Volume total 7200 litros Volume da batelada 2400 litros
Porosidade 0,79 Pressão de operação 300 barg
Temperatura de operação
60ºC Tampo Fechamento rápido

55
6. CONCLUSÕES
A partir deste estudo é possível concluir que o projeto de processos de
extração supercrítica depende fortemente de dados experimentais consistentes,
visto que aplicações industriais desta operação unitária ainda são insipientes quando
comparada a operações de separação e purificação como destilação, extração com
solvente e absorção. Mesmo que os equipamentos projetados neste estudo sejam
tradicionais em processos químicos, a sensibilidade dos mesmos às condições
experimentais, levando em conta as duas condições otimizadas empregadas neste
estudo, corrobora com a conclusão que a disseminação industrial dos processos de
extração supercrítica tem como gargalo tecnológico dados experimentais
consistentes, além de temperatura, pressão e vazão de solventes, aliados ainda com
valores de investimento altos.
Tendo em vista uma mudança de paradigma em relação aos tradicionais
estudos que envolvem a obtenção de produtos naturais usando a extração
supercrítica que se concentram em escalas laboratorial e piloto, este trabalho propôs
extrapolar os resultados da escala piloto para projetar uma unidade industrial de
extração de cafeína a partir da erva mate. Esta proposta gerou um fluxograma de
processo e as folhas de dados para a construção dos principais equipamentos, vaso
de pressão, trocadores de calor, bombas de alta pressão, válvula de expansão,
informações necessárias para o escalonamento de processo. Resultado desta
natureza consiste em um passo importante para a implantação futura de uma
unidade industrial de produção de erva mate descafeinada, visto que subsidiará o
setor ervateiro com dados concretos que permitem a realização de um estudo de
viabilidade técnico econômica.
O método de escalonamento utilizado foi o único equacionamento específico
para os processos de extração supercrítica, visto que os cálculos dos demais
equipamentos foram realizados a partir de metodologias também empregadas para

56
outros processos químicos. A partir destas informações é possível concluir que uma
atuação mais próxima de profissionais especializados em processos químicos com
profissionais que desenvolvem aplicações a partir do uso da extração supercrítica
pode fomentar a implantação de processos de extração usando fluidos supercríticos.
Destaca-se que não foi encontrado na bibliografia estudos acadêmicos
expondo esses resultados de dimensionamento de equipamentos aplicados a esta
tecnologia, já que a grande maioria se concentra na modelagem da mesma
utilizando dados de escala laboratorial e piloto ou na escolha dos métodos de
escalonamento.
Ressalta-se que este estudo prevê o uso de uma tecnologia mais limpa para a
descafeinização da erva-mate, tem como produtos a erva-mate descafeinada e a
cafeína, ambos produtos com alto valor comercial.

57
7. PROPOSTAS PARA TRABALHOS FUTUROS
As sugestões indicadas por este estudo para trabalhos futuros, como já
mencionado ao longo do texto, são:
- Estudar em escala piloto o comportamento do solvente após ambas as
válvulas de expansão e assim ser possível calcular os dois vasos separadores;
- Estudar uma tecnologia para separação do solvente da mistura cafeína-
etanol para viabilizar o reciclo do dióxido de carbono;
- Estudar uma tecnologia para a separação da cafeína do etanol
(cossolvente);
- Estudar o emprego deste método de dimensionamento de equipamento em
escalas maiores do que a aplicada neste trabalho;
- Realizar a otimização energética da planta industrial e utilizar o CO2 como
próprio fluido refrigerante;
- Realizar o estudo econômico da planta industrial proposta neste trabalho.

58
8. REFERÊNCIAS BIBLIOGRÁFICAS
AL-JABARI, M. Kinetic Models of Supercritical fluid extraction. Journal of
Separation Science, v. 25, p.477-489, 2002.
ANKLAM, E.; MÜLLER, A. Extraction of caffeine and vanillin from drugs by
supercritical carbon dioxide. Pharmazie, v. 50, p. 364-5, 1995.
ASSIS, A. V. R. Montagem, teste e validação de uma unidade de extração
supercrítica com reciclo e operação contínua. São Paulo. 2010. 152p. Tese
(Doutorado em Engenharia de Alimentos). Faculdade de Engenharia de Alimentos,
Universidade Estadual de Campinas, Brasil.
AZEVEDO, A. B. A. Extração e recuperação dos princípios ativos do café
utilizando fluidos supercríticos. São Paulo, 2005. 224p. Tese (Doutorado em
Engenharia Química), Faculdade de Engenharia Química, Universidade Estadual de
Campinas, Brasil.
BERGMAN, T. L.; LAVINE, A. S.; INCROPERA, F. P.; DEWITT, D. P. Fundamentos
de transferência de calor e de massa. 7ª Edição. Rio de Janeiro: LTC, 2014.
BERTÉ, K. A. S. Tecnologia da Erva-Mate Solúvel. Curitiba. 2011. 160p. Tese
(Doutorado em Tecnologia de Alimentos). Programa de Pós graduação em
Tecnologia de Alimentos, Universidade Federal do Paraná, Brasil.
BIMAKR, M.; RAHMAN, R. A.; GANJLOO, A; TAIP, F. S.; SALLEH, L. Md; SARKER,
Md Z. I.. Optimization of Supercritical Carbon Dioxide Extraction of Bioative

59
Flavonoid Compounds from Spearmint (Mentha spicata L.) Leaves by Using
Response Surface Methodology. Food Bioprocess Technol, v. 5, p. 912-920, 2012.
BRASIL. Norma Regulamentadora 13 de 28 de abril de 2014 (NR13). Estabelece
requisitos mínimos para gestão da integridade estrutural de caldeiras a vapor, vasos
de pressão e suas tubulações de interligação nos aspectos relacionados à
instalação, inspeção, operação e manutenção, visando à segurança e à saúde dos
trabalhadores. Portaria MTE nº 594.
BRUN, G. W. Processo de Produção de Erva-mate descafeinada e de micro /
nanopartículas de Cafeína usando Dióxido de Carbono. Porto Alegre. 2012.118p.
Tese (Doutorado em Engenharia dos Materiais). Pós Graduação em Engenharia em
Engenharia e Tecnologia de Materiais. Pontifícia Universidade Católica do Rio
Grande do Sul, Brasil.
BRUN, L.R.; BRANCE, M. L.; LOMBARTE, M.; MAHER, M. C.; DI LORETO, V.E.;
RIGALLI, A. Effects of Yerba Mate (Ilex paraguariensis) on Histomorphometry,
Biomechanics, and Densitometry on Bones in the rat. Calcified Tissue
International, v. 97, p. 527-534, 2015.
CALDERA, G., FIGUEROA, Y., VARGAS, M., SANTOS, D.T., MARQUINA-
CHIDSEY, G., 2012. Optimization of supercritical fluid extraction of antioxidant
compounds from Venezuelan rosemary leaves. International Journal of Food
Engineering. v. 8, n.4, p.11, 2012.
CARDOZO, I. G. P.; CASTRO, L. O. S. Projeto de um Processo Piloto para
extração de cafeína. Poços de Caldas. 2014.44p. Trabalho de Conclusão de Curso
(Bacharelado em Engenharia Química). Faculdade de Engenharia Química,
Universidade federal de Alfenas, Brasil.
CARELLI, G.; MACEDO, S. M. D.; VALDUGA, A. T., CORAZZA, M. L.; OLIVEIRA, J.
V.; FRANCESCHI, E.; VIDAL, R.; JASKULSKI, M.R. . Avaliação preliminar da

60
atividade antimicrobiana do extrato de erva-mate (Ilex paraguariensis A.St. Hil.)
Rev.Bras.Pl.Med., Botucatu, v. 13, n.1, p. 110-115, 2011.
CASAS, L., MANTELL, C., RODRIGUEZ, M., TORRES, A., MACIAS, F., MARTÍNEZ
DE LA OSSA, E. Effect of the addition of cosolvent on the supercritical fluid
extraction of bioactive compounds from Helianthus annuus L. The Journal of
Supercritical Fluids. v. 41,p 43–49, Maio, 2007.
CASSEL, E.; VARGAS, R. M. F.; BRUN, G. W.; ALMEIDA, D. E.; COGOI, L.;
FERRARO, G.; FILIP, R.. Supercritical fluid extraction of alkaloids from Ilex
paraguariensis St. Hil. Journal of Food Engineering, v. 100, p. 656-661, 2010.
CASSEL, E.; VARGAS, R. M. F.; BRUN, G. W. Fundamentos de Tecnologia de
Produtos Fitoterapêuticos. In: Processos de Extração Supercrítica Aplicados a
Produtos Naturais. Porto Alegre: Edipucrs, 2008. p. 21.
CASSEL, E. et al. Supercritical fluid extraction of alkaloids from Ilex paraguariensis
St. Hil. Journal of Food Engineering, v. 100, n. 4, p. 656–661, 2010.
CLAVIER, J.Y; PERRUT, M. Scale-up issues for supercritical fluid processing in
compliance with GMP. In: York Up, Kompella UB, editors. Supercritical fluid
technology for drug product development. New York: Marcel Dekker, Inc.:2004.
p.617-631.
DEL VALLE, J.M.; NÚNEZ, G.A, ARAVENA, R.I.Supercritical CO2 oilseed extraction
in multi-vessel plants. 1. Minimization of operational cost. Journal of Supercritical
Fluids, 2014 92, 197-207.
DIAS, Jair Silva; MARQUES, Carlos Alberto. Apostila Curso de Engenharia Industrial
Mecânica sobre compressores. Salvador, 2008. 40p.
FRANCESCHINI, G.N. Avaliação do Efeito das Variáveis de Processo na
Descafeinização da Erva Mate por Extração com Fluido Supercrítico. Porto
Alegre. 2017. Dissertação (Mestrado em Engenharia e Tecnologia de Materiais).

61
Faculdade de Engenharia, Pontifícia Universidade Católica do Rio Grande do Sul,
Porto Alegre, Brasil.
GASPAR, F.; Lu, T.; SANTOS, R.; Al-Duri, B. Modelling the Extraction of Essential
Oils with Compressed Carbon Dioxide. The Journal of Supercritical Fluids, v. 25,
2003, p. 247.
GIRARDI, J. S. Avaliação da influência das condições de cultivo sobre os
teores de compostos de interesse presentes nos extratos de erva-mate (Ilex
paraguariensis) obtidos por CO2 a altas pressões. Florianópolis. 2010. 125p.
Dissertação (Mestrado em Engenharia Química). Faculdade de Engenharia Química,
Universidade Federal de Santa Catarina, Brasil.
IBGE, Produção da Extração Vegetal e da Sivilcultura 2014 em:
http://www.ibge.gov.br/home/estatistica/economia/pevs/2014/default_xls.shtm.
Acesso em: 29 de Março de 2016.
INFOYERBAMATE, Grupo de Investigadores em yerba mate Disponível em:
<http://www.infoyerbamate.com/> . Acesso em 25/04/2016
ISOLABELLA, S. et al. Study of the bioactive compounds variation during yerba mate
(Ilex paraguariensis) processing. Food Chemistry, v. 122, n. 3, p. 695–699, 2010.
JOKIC, S.; HORVAT, G.; ALADIC, K. Design of SFE System Using a Holistic
Approach: Problems and Challenges. In: Supercritical Fluid Extraction, 2015.
Khajeh, M., 2012. Optimisation of supercritical fluid extraction of essential oil
components of Diplotaenia cachrydifolia: Box–Behnken design. Natural Product
Research. V. 26, issue 20, p. 1926–1930, 2012.
LAGOS, J. B.; MAZZA, M. C. M.; NAKASHIMAakashima, T.; MEDRADO, M. J.S.;
AMARAL, F. M. R. Determinação do teor de metilxantinas e análise da Variabilidade
Genética de seis “Variedades” Populares de Erva-mate. In: Embrapa Florestas:
Boletim de Pesquisa e Desenvolvimento: 2001, Colombo. Paraná, 2001.

62
(http://ainfo.cnptia.embrapa.br/digital/bitstream/item/16992/1/Boletim_de_pesquisa08
.pdf)
LIN, M.C., TSAI, M.J., & WEN, K.C. Supercritical fluid extraction of flavonoids from
Scutellariae Radix. Journal of Chromatography A, 830, p.387-395. 1999.
MACEDO, T. O. Seleção de uma bomba dosadora para um sistema de injeção
química offshore. Rio de Janeiro, 2010. 76p. Monografia. Especialização em
Engenharia de Máquinas Navais e Offshore. Rio de Janeiro, Universidade Federal
do Rio de Janeiro. Brasil.
MAGALHÃES, E. A. Desenvolvimento e Análise de uma Fornalha para
Aquecimento Direto e Indireto de Ar utilizando Biomassa Polidispersa. Viçosa.
2007. 213p. Tese de Doutorado. Pós Graduação em Engenharia Agrícola,
Universidade de Viçosa, Minas Gerais, Brasil.
MARTÍNEZ, J. Extração de Óleos Voláteis e Outros Compostos com CO2
Supercrítico: Desenvolvimento de uma Metodologia de Aumento de Escala a Partir
da Modelagem Matemática do Processo e Avaliação dos Extratos Obtidos. Tese
(Doutorado), Universidade Estadual de Campinas, Faculdade de Engenharia de
Alimentos, Campinas, 2005, 172p.
MARTÍNEZ, J; ROSA, PTV; MEIRELES, MAA. Extraction of clove and vetiver oils
with supercritical carbon dioxide: modeling and simulation. The Open Chemical
Engineering Journal, 2007, v. 1, p.1–7.
MAZZAFERA, P. Which is the by-product: caffeine or decaf coffee?. Food Energy
Security, 2012,v 1,70-75.
MEIRELES, M.A.A. Supercritical Extraction: Technical and Economical Issues. Fitos.
v.2. p.8, 2006.

63
MEZZOMO, N; MARTÍNEZ, J; FERREIRA, S. R. S. Supercritical fluid extraction of
peach (Prunus persica) almond oil: Kinetics, mathematical modeling and scale-up.
Journal of Supercritical Fluids, 2009 51, 10–16.
MUKHERJEE, R. Effectively Design Shell-and-tube Heat Exchangers. Chemical
Engineering Process. American Institute of Chemical Engineers. Fevereiro de 1998.
PENEDO, P. L. M.; COELHO, G. L. V. Desenvolvimento e Projeto de uma Unidade
de Extração Supercrítica para Purificação de Óleos Vegetais. Ciênc. Tecnol.
Aliment. 1997, vol.17, n.4, pp.377-379. ISSN 0101-2061.
http://dx.doi.org/10.1590/S0101-20611997000400006.
PERRUT, M. Supercritical Fluid Applicantions: Industrial Developments and
Economic Issues. Industrial and Engineering Chemistry Research, v.39, p.
4531-4535, 2000.
PERRY, R. H.; GREEN, D. W. Perry’s Chemical Engineers’ Handbook. 7ª Edição.
PETROBRAS. Manual de Projetos de Vasos da Petrobras. 1999. p.24.
PRADO, J.M., DALMOLIN, I., CARARETO, N.D.D., BASSO, R.C., MEIRELLES,
A.J.A., OLIVEIRA, J.V., BATISTA, E.A.C., MEIRELES, M.A.A., Supercritical fluid
extraction of grape seed: Process scale-up, extract chemical composition and
economic evaluation. 2012. J. Food Eng., 109, p. 249.
PRADO. J. M. Estudo do Aumento de Escala do Processo De Extração
Supercrítica em Leito Fixo. Campinas. 2010.283p.Tese (Doutorado em Engenharia
de Alimentos). Faculdade de Engenharia de Alimentos, Universidade Estadual de
Campinas, São Paulo, Brasil.

64
RAMANDI, N.F., NAJAFI, N.M., RAOFIE, F., GHASEMI, E., 2011. Central composite
design for the optimization of supercritical carbon dioxide fluid extraction of fatty acids
from Borago officinalis L. flower. Journal of Food Science V. 76, n.9, 2011.
REVERCHON, E. Supercritical Fluid Extraction and Fractionation of EssentialOils
and Related Products. The Journal of Supercritical Fluids, v. 10, n. 1, p.1, 1997.
RUIZ, H. Z.; HELM, C. V.; LIZ, M. V. Avaliação dos teores de cafeína, teobromina e
compostos fenólicos totais em um programa de melhoramento genético de erva-
mate. In: Anais do XIV Evento de Iniciação Científica da Embrapa Florestas – Evinci:
2015, Colombo. Paraná, 2015 documentos 278
(http://www.alice.cnptia.embrapa.br/alice/bitstream/doc/1023186/1/Doc.278Helm2.pd
f).
SANTOS, L. Erva-mate, o Ouro Verde do Paraná. Disponível em:<
http://www.gazetadopovo.com.br/vida-e-cidadania/especiais/erva-mate/origens.jpp>.
Acesso em: 29 de Março de 2016.
SANT’ANNA, A. A. Simulação de Processamento de Gás Natural em Plataforma
Off-shore. Rio de Janeiro, 2005. p.141 Trabalho de Conclusão de Curso. Faculdade
de Engenharia Química com enfâse na area de Petróleo e Gás Natural.
Universidade Federal do Rio de Janeiro. Brasil.
SEBRAE Minas Gerais. Tendências em negócios de alimentação. Disponível em: <
http://www.sebrae.com.br/sites/PortalSebrae/ufs/mg/artigos/tendencias-em-
negocios-de-alimentacao,1d42558f91bcb510VgnVCM1000004c00210aRCRD>.
Acesso: 04.05.2017
SHARIF, K. M. et al. Experimental design of supercritical fluid extraction - A review.
Journal of Food Engineering, v. 124, p. 105–116, 2014.
SILVA, A. C. L. Seminário Novas Tendências em Projeto e Análise de Tensões de
Vasos de Pressão. Rio de Janeiro. 1988. 37p.

65
SIMÕES, C.M.O.; SPITZER, V. Óleos voláteis. In: SIMÕES, C.M.O.; SCHENKEL,
E.P.; GOSMANN, G.; de Mello, J.C.P.; MENTZ, L.A.; PETROVICK, P.R. (Org.).
Farmacognosia: da Planta ao Medicamento, 6.ed. Porto Alegre: Editora da
UFRGS, Florianópolis: Editora da UFSC, p. 467-498, 2007.
SINDIMATERS. Sindicato da Indústria do Mate no Estado do Rio Grande do
Sul.Dísponível em: <
http://www.sindimaters.com.br/pagina.php?cont=estatisticas.php&sel=9> Acesso em
29/03/2016.
SHIVONEN, M., JARVENPAA, E., HIETANIEMI, V. & HUOPALAHTI, R. Advances
in Supercritical Carbon Dioxide Technologies. Trends in Food Science &
Technology. 10(6-7), p.217-222, 1999.
TAYLOR, L. T. Supercritical Fluid Extraction. New York : John Wiley & Sons,
1996.
TELLES, P. C. S. Vasos de Pressão. Rio de Janeiro, Brasil, 2007.160p.
Tubular Exchanger Manufacturers Association (TEMA), Standards of Tubular
Exchanger Manufacturers Association, 9.ed. TEMA, 2007.
ZETZL, C.; BRUNNER,G. MEIRELES, M.A.A. Standardized SFE Unit for University
education and Research. In: V Brazilian Meeting on Supercritical Fluids, 2004,
Florianópolis, Brasil.
TELLO, J.; VIGUERA, M.; CALVO, L. Extraction of caffeine from Robusta coffee
(Coffea canephora var. Robusta) husks using supercritical carbon dioxide. Journal
of supercritical Fluids, n. 59, p.53-60, 2011. Disponível em
www.elsevier.com/locate/supflu. Acesso em: 22 março 2016.