projet de fin detude -...
TRANSCRIPT
Institut National des Sciences Appliquées de Strasbourg
24, bd de la Victoire - 67000 Strasbourg
Projet de Fin d’Etude : Conception d’une extrudeuse à main
Stylo 3D Septembre 2015
Plateforme Innovation et Ingénierie
Fab Lab de l’INSA de Strasbourg
SAYIN Yasin
Spécialité Plasturgie
Semestre 10
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
1
Remerciements
Je souhaite remercier l’équipe de la Plateforme INNOVATION et INGENIERIE de m’avoir accueilli afin de réaliser mon projet de fin d’étude. Je tiens aussi à remercier l’ensemble des personnes que j’ai pu côtoyer au sein du laboratoire et qui ont pu contribué de près ou de loin à la réussite de mon étude, et tout particulièrement :
M. CECCHET Xavier, mon tuteur pédagogique, pour son implication, son suivi dans le projet et sa
disponibilité et ses conseils.
M. CAVALLUCCI Denis, mon tuteur au sein de l’équipe Ideaslab, pour son implication, son suivi
dans le projet et les conseils, ainsi que pour la mise à disposition du FabLab et de tous les moyens
de prototypages.
M. Guy Sturtzer, enseignant au département Génie Electrique, pour ces conseils.
M. Guillaume Wagner et M. Lionel Haffer (PL5) étudiants ayant réalisé l’étude et le design de la
1ère version du stylo 3D.
M. Maxime ZIMMERMANN et M. Sylvain RIONDET (GE5) étudiant ayant réalisé l’étude et le déve-
loppement de la partie électronique.
Plus généralement, j’aimerais remercier toutes les personnes avec qui j’ai pu être en contact et qui
m’ont permis d ‘évoluer de façon positive tout au long de ce projet.
Travailler aux côtés de ces personnes a été une expérience très enrichissante, tant sur un point technique, scientifique qu’humain.
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
2
Table des matières
Bibliographie .............................................................................................................................. 3
I. INTRODUCTION ................................................................................................................... 4
II. Présentation de l’IdeasLab ................................................................................................... 5
1. Le Fab Lab ................................................................................................................................... 5
2. Le fonctionnement du Laboratoire............................................................................................... 5
3. Place de l’équipe dans le secteur ................................................................................................. 6
4. Les outils de Production .............................................................................................................. 6
a) Les Imprimantes 3D ........................................................................................................................... 7
III. Projet du Stylo 3D ............................................................................................................... 8
1. Présentation du projet ................................................................................................................ 8
2. Cahier Des Charges Fonctionnel (CDCF) ........................................................................................ 9
3. Etude bibliographique ............................................................................................................... 10
1. Vis d’extrusion ................................................................................................................................. 10
2. Foureau ............................................................................................................................................ 11
4. Système de résistance chauffante ................................................................................................... 12
3. Collier chauffant sur mesure ........................................................................................................... 15
4. Moteur ............................................................................................................................................. 16
5. Batterie ............................................................................................................................................ 17
2) Circuit Electrique ............................................................................................................................. 18
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
3
Figure 1Stratasys Fortus 250mc ........................................................................................................... 7 Figure 2Ultimaker 2 ............................................................................................................................. 7
Figure 3 3D Big Builder...................................................................................................................... 7 Figure 4Roland ARM-10 ..................................................................................................................... 8 Figure 5 3D Doodler ............................................................................................................................ 8 Figure 6 3D Simo's ............................................................................................................................... 9 Figure 7 Extrudeuse monovis ............................................................................................................ 10
Figure 8 Zone géométrique de la vis .................................................................................................. 10 Figure 9 Vis/Foureau 1.Vis 2. Foureau .............................................................................................. 10 Figure 10 Géométrie de l'extrudeuse de référence ............................................................................. 10
Figure 11 Granulé dans une vis de pas 6 ............................................................................................ 11 Figure 12 Mise en plan Vis ................................................................................................................ 11 Figure 13 Fourreau initial .................................................................................................................. 12 Figure 14 Fourreau final .................................................................................................................... 12
Figure 15 Fil résistif ........................................................................................................................... 13 Figure 16 Fourreau enroulés de fils resistif ....................................................................................... 13 Figure 17 Film Chauffant ................................................................................................................... 14 Figure 18Offre de Prix Acim Jouanin ................................................................................................ 15
Figure 19 Moteur de modélisme ........................................................................................................ 16 Figure 20Système d'embrayage ......................................................................................................... 16
Figure 21 Moteur 1 ............................................................................................................................ 16
Figure 22 Moteur 2 ............................................................................................................................ 17
Figure 23 Simulation 1 - Déplacement normal (axe Y) ............................ Erreur ! Signet non défini.
Bibliographie M. Agassant, M. A. Mise en forme des polymères - Approche thermomécanique de la plasturgie.
Lavoisier.

Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
4
I. INTRODUCTION
L’impression 3D bénéficie depuis ces dernières années de l’attention particulière des chercheurs et des investisseurs. Les nombreux potentiels de développement de ces techniques font que l’impression 3D représente pour beaucoup l’avenir de la fabrication, et est donc un domaine d’innovation majeur.
La tendance actuelle est donc la domestication de l'imprimante 3D, permettant à n'importe quelle personne de réaliser ses propres créations sans connaissances technologiques particulières.
Des outils autonomes ont vu le jour récemment sous la forme de stylo ou l'encre est remplacé par de la matière plastique permettant de créer des objets physiques sans CAO préalable. Cette technologie est nouvelle et suscite un grand enthousiasme sur les réseaux sociaux.
Nous nous intéresserons ainsi aux méthodes de prototypage avec les machines disponibles dans le Fab Lab. Le concept de Fab Lab m’a permis d’utiliser toute les machines disponible et de venir en aide sur les différents projets des étudiants ou industriels.
Le Fab Lab souhaite développer son propre Stylo 3D. Ansi nous nous lancerons dans cette étude tout en
ayant en tête que malgré le potentiel de cette technologie au niveau du grand public, il conviendrait de rester prudent sur le long terme. Cette technologie étant soumis à un effet de mode et contraint par les recherches sur les matières et les processus de transformation des matières.
Le stylo 3D visé dans cette étude diffère de ceux sur le marché sur un point important: le but est ici de rendre le stylo plus universel qui utilise jusqu’ici des sticks de matière plastique PLA ou ABS, en acceptant un grand nombre de plastiques sous forme de granulés standards, et ainsi pouvoir réaliser des pièces avec des caractéristiques mécaniques variées en fonction du plastique utilisé.
L’objectif est donc de produire un stylo 3D qui se démarque par rapport à ce qui existe aujourd’hui sur
le marché, tant par sa technologie, que par les pièces produites.

Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
5
II. Présentation de l’IdeasLab
1. Le Fab Lab Par définition, le Fab Lab est un laboratoire de fabrication où toute personne, quelque soit son
niveau de connaissance peut venir expérimenter et apprendre ou fabriquer par elle-même tous types d’objets (prototype technique, meuble, objet artistique/design, objet interactif, logiciel, etc…).
Des milliers d’idées se perdent tous les jours, car les moyens de modélisation et de prototypage
sont très couteux. Le Fab Lab de l’INSA de Strasbourg, premier Fab Lab en alsace, permet depuis 2012 aux étudiants, aux professionnels et tout autres personnes de ne pas gaspiller leurs esprits créatifs en leurs permettant de passer des idées innovant aux objets réel prototypés.
Le passage du modèle numérique/virtuel au modèle physique permet de lever le frein à l’innovation
et ainsi de fluidifier la capacité de création. Le Fab Lab de L’INSA de Strasbourg est une composante de la plateforme Innovation et Ingénierie
gérée par le LGECO. De plus ce laboratoire est relié au réseau international Fab Lab du Massachussets Institue of Technology (MIT).
M. Jean Renaud, directeur de la structure, M. Denis Cavallucci, directeur adjoint du LGéco, M.
Amadou Coulibaly, responsable de la plateforme, supervisent et encadrent différents projets et thèses. L’équipe compte de nombreux collaborateur de beaucoup de domaines différents.
2. Le fonctionnement du Laboratoire
Le Fab Lab est un lieu où se retrouve professionnel, industrielle, équipe de recherche et étudiant en formation ingénieur ou architecte.
Le laboratoire permet d’accompagner les projets innovant de différentes manières. L’équipe propose
un accompagnement Recherche&Développement en proposant une assistance dans toutes les étapes et dans tous les secteurs industriels.
Des formations continues sont proposées pour les domaines de l’ingénierie. Le laboratoire supervise et propose ainsi différents projet aux étudiants dans le cadre des PRT (Projet
de Recherche Technologique), ainsi que des PFE (Projet de Fin D’étude). Ces projets peuvent être des projets internes dans le cadre des programmes de recherche, mais aussi
des projets proposé par les industriels.
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
6
Les études sont réalisées à la pointe de la technologie, avec l’utilisation des plateformes et ressource
disponible.
3. Place de l’équipe dans le secteur
La plate-forme située à l’INSA de Strasbourg (bâtiment E) est dédiée à la recherche et au développement des différents projets.
Le Fab Lab fondé en 2012 était le premier Fab Lab d’Alsace et le 5ème à voir le jour au niveau national. Il
fait partie du réseau international des Fab Lab du Massachussets Institue of Technology (MIT). L’équipe est pionnier dans plusieurs domaines, et réalise des travaux de recherche dans le domaine de
la TRIZ. Le logiciel STEPS a entièrement été développé par les chercheurs de l’équipe et est commercialisé. Ce
logiciel est un support à la méthode de Conception Inventive IDM-TRIZ. L’algorithme permet de décelée les contradictions et de les résoudre.
Une application « Surface Sketching » a aussi été développé par les chercheurs. Cette application est
dedié à la table tactile produit par Samsung en collaboration avec Microsoft. Surface Sketching permet de réaliser des esquisses sur la dalle tactile à plusieurs collaborateurs en
même temps. L’objectif étant de pouvoir travailler en équipe et de garder une traçabilité.
Ainsi l’équipe réalise du développement dans le domaine de la conception inventive. Un des objectifs du laboratoire est de pouvoir anticiper la R&D en réalisant des prototypes fonctionnels qui seront proposé aux entreprises.
4. Les outils de Production
Le laboratoire possède plusieurs imprimantes 3D, un scanner 3D, une découpeuse laser, une machine de stratoconception et une machine outils. Différents logiciels de conception numérique ainsi que des stocks matières sont mis à la disposition des utilisateurs. Le Fab Lab suit de très près toutes les innovations qui se font dans le domaine des moyens de prototypages rapide.

Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
7
a) Les Imprimantes 3D
L’impression 3D est la création d’objets 3D réalisée à l’aide d’une imprimante 3D, d’un fichier numérique, et de la matière première.
Il existe différente technologie de prototypage et différents matériaux (métal,
plastique, céramique, résine etc...).
Le laboratoire possède une imprimante 3D Stratasys Fortus 250mc. Il s’agit d’une imprimante utilisant de l’ABS et du matériau support soluble
dans un bain de solution chaud. La construction de la pièce se fait par dépôt successive de fil chaud strate
par strate. On peut ainsi prototyper des pièces de géométrie complexe grâce à
l’utilisation de support soluble. Le système est fermé, c’est-à-dire commander par un logiciel fournie par le
constructeur et possède une très bonne capacité de production. L’utilisation est simple, et la matière ne peut être fournie que par le
constructeur.
Le Fab Lab utilise deux autres imprimantes, « ULTIMAKER2 » et « Builder 3D printers » utilisant la même technologie de dépôt de fil chaud.
La première utilise des bobines de ϕ 2,85 mm et la deuxième ϕ 1,75 mm. On peut utiliser différent types de matériaux plus ou moins exotique. La gamme des bobines évolue chaque jour, il y a un développement continu. Ces deux imprimantes permettent d’utiliser la bobine de matière souhaitée à condition de choisir le bon diamètre. Le Fab Lab investit dans les matériaux afin de pouvoir prototypé des pièces
qui se rapproche de plus en plus de la réalité. En effet, nous pouvons trouver dans les stocks différentes gamme de
matières tel que des bobines de fils en PLA et ABS, les plus courant et standard mais aussi des bobines de matière en Nylon, en PET, en ABS, en PLA chargée en bronze ( mais aussi chargé en cuivre, en fer, en laiton, en fibre de carbonne à 15 et 20%, en pierre/craie, en bois, en bois exotique, en matériau conducteur…), en HIPS, en matière flexible…
L’U2 est beaucoup plus fiable que la Builder 3D printer qui possède un plus grand axe Z, et qui est très souvent en défaillance.
Figure 2Ultimaker 2
Figure 1Stratasys Fortus 250mc
Figure 3 3D Big Builder

Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
8
L’U2 est le meilleur compromis prix-qualité, elle possède une précision de 20µm. L’utilisation de toutes ces matières est très intéressante pour les étudiants. Malheureusement les fournisseurs ne donnent que trop peu d’information à propos des matériaux.
Seulement les températures d’extrusion, température du plateau ainsi que la vitesse d’extrusion font partie des données constructeur.
Il manque la masse linéique et la longueur des bobines achetées. Les ventes se font très souvent au
poids, et les masses étant différentes, on se retrouve avec plus ou moins de longueur. Une étude de résistance à la traction à été réalisé afin d’observer les modules
d’Young, les contraintes admissible et comportement des différentes matières. Cette étude sera détaillée dans la suite du rapport.
Le dernier modèle est l’imprimante 3D ARM-10 qui utilise une technologie
autre que le dépôt de fil chaud. Il s’agit de la technologie de modelage. La matière première est de la résine qui polymérise sous l’effet de la lumière UV. Les caractéristiques des pièces imprimées évoluent sous l’influence de la lumière du jour à cause de
la présence de rayon UV, c’est pourquoi il faut les préserver de la lumière du jour et les conserver dans le noir. Des opérations annexes sont à prévoir pour l’élimination des supports, le polissage.
III. Projet du Stylo 3D
1. Présentation du projet
La conception de l’extrudeuse à main est réalisée dans le cadre d’un projet interne au Fab Lab.
Il s’agit de la conception et réalisation d’un prototype du stylo 3D.
Il existe aujourd’hui différents modèles de stylo 3D sur le marché.
Les modèles diffèrent par leurs designs mais le principe de transformation reste identique.
Ces stylos 3D sont technologiquement semblables à des pistolets à colle. Il utilise le même principe de cartouche solide en bâton en PLA ou ABS, d’une buse chauffée à plus
de 200°C en moins de 2 minutes et d’un mécanisme d’avance de cartouche, et d’un fil supplémentaire pour l’alimentation électrique.
Il y a plusieurs point faible, tel que le diamètre de sortie du fil qui est
Figure 4Roland ARM-10
Figure 5 3D Doodler

Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
9
beaucoup trop fin pour avoir une bonne tenu mécanique, la dépendance aux constructeurs pour les cartouches neuves, et l’ergonomie d’utilisation.
En effet, il y a très souvent deux fils qui sont relié au stylo 3D. L’un des fils est celui de l’alimentation en énergie, et le second correspond à la cartouche de matière. Il faut être relié au secteur pendant l’utilisation, ce qui restreint considérablement l’utilisation des stylos
existant. Le remplissage des formes géométriques évidées est également très
long à réaliser. On peut voir que les vidéos sont très souvent accélérer pour camoufler ces désavantages.
Notre objectif est de créer un nouveau stylo 3D tout en prenant en compte toutes ces remarques que l’on a pu faire pour les stylos existant.
Des études préliminaires ont été réalisée par de PL4 promotion 2013-2014 et des GE5 promotion
2014-2015. Un premier modèle non fonctionnel a été réalisé par le groupe PL, ensuite le groupe GE a
développé un modèle expérimentale. Le circuit imprimé est programmé et son fonctionnement a été approuvé par le groupe lors des
tests qu’ils ont réalisé.
2. Cahier Des Charges Fonctionnel (CDCF)
La fonction principale de notre stylo 3D est de permettre de réaliser un dessin 3D, dans l’espace avec une autonomie de 20 minutes minimum .
Nous souhaitons utiliser de la matière première sous forme de granulé plastique qui est déjà definit.
Suite à l’étude réalisée par des étudiants plasturgiste, la solution de transformation retenue est l’utilisation d’une vis d’Archimède pour l’extrusion de la matière.
Un circuit électronique a été programmé et développé dans le cadre du projet de recherche technologique d’étudiant en GE.
Nous devrons optimiser le moteur électrique ainsi que le système de chauffe.
Il faudra améliorer le design et l’ergonomie.
Le stylo ne doit pas être trop lourd.
Il faudra assurer une bonne isolation thermique. La température en surface doit être en dessous de 60°C.
Nous opterons aussi pour l’utilisation d’une batterie afin de pouvoir utilisé notre stylo en autonomie.
Le fourreau ainsi que la vis sont aussi à être redimensionné.
Nous utiliserons en tant que matière première en granulé du PCL (Poly-Caprolactone) qui est un polymère thermoplastique et biodégradable. L’analyse du test DSC (Differential Scanning Calorimetry) a permis de déterminer la température de fusion du PCL à 60°C et une température de transition vitreuse Tg à -60°C. Notre système doit pouvoir accepter un grand nombre de matériaux plastique différents.
Figure 6 3D Simo's
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
10
3. Etude bibliographique
Nous nous intéresserons dans un premier temps à l’étude du profile des vis d’extrusion dans la littérature.
1. Vis d’extrusion
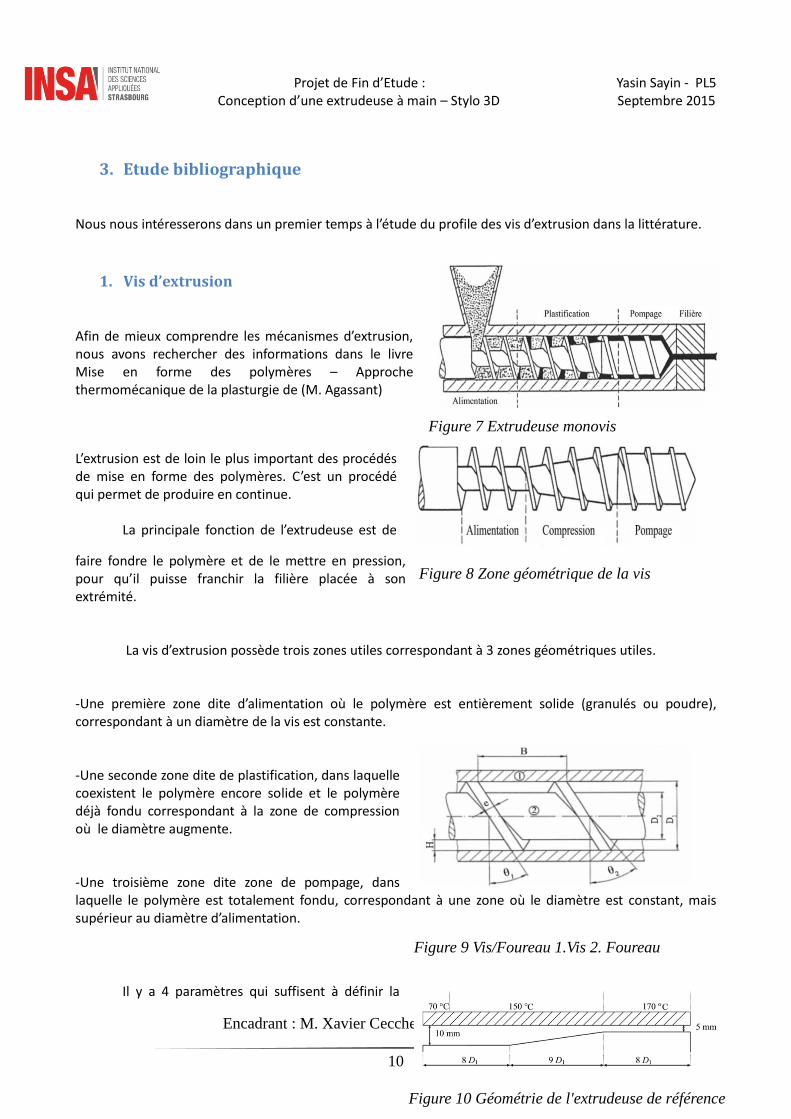
Afin de mieux comprendre les mécanismes d’extrusion, nous avons rechercher des informations dans le livre Mise en forme des polymères – Approche thermomécanique de la plasturgie de (M. Agassant)
L’extrusion est de loin le plus important des procédés de mise en forme des polymères. C’est un procédé qui permet de produire en continue.
La principale fonction de l’extrudeuse est de
faire fondre le polymère et de le mettre en pression, pour qu’il puisse franchir la filière placée à son extrémité.
La vis d’extrusion possède trois zones utiles correspondant à 3 zones géométriques utiles.
-Une première zone dite d’alimentation où le polymère est entièrement solide (granulés ou poudre), correspondant à un diamètre de la vis est constante. -Une seconde zone dite de plastification, dans laquelle coexistent le polymère encore solide et le polymère déjà fondu correspondant à la zone de compression où le diamètre augmente. -Une troisième zone dite zone de pompage, dans laquelle le polymère est totalement fondu, correspondant à une zone où le diamètre est constant, mais supérieur au diamètre d’alimentation.
Il y a 4 paramètres qui suffisent à définir la
Figure 7 Extrudeuse monovis
Figure 8 Zone géométrique de la vis
Figure 9 Vis/Foureau 1.Vis 2. Foureau
Figure 10 Géométrie de l'extrudeuse de référence
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
11
géométrie de la vis, son diamètre intérieur du fourreau (D1), son diamètre du corps de la vis (D2) Ces deux paramètres donnent accès à la profondeur du chenal H et le pas de la vis B.
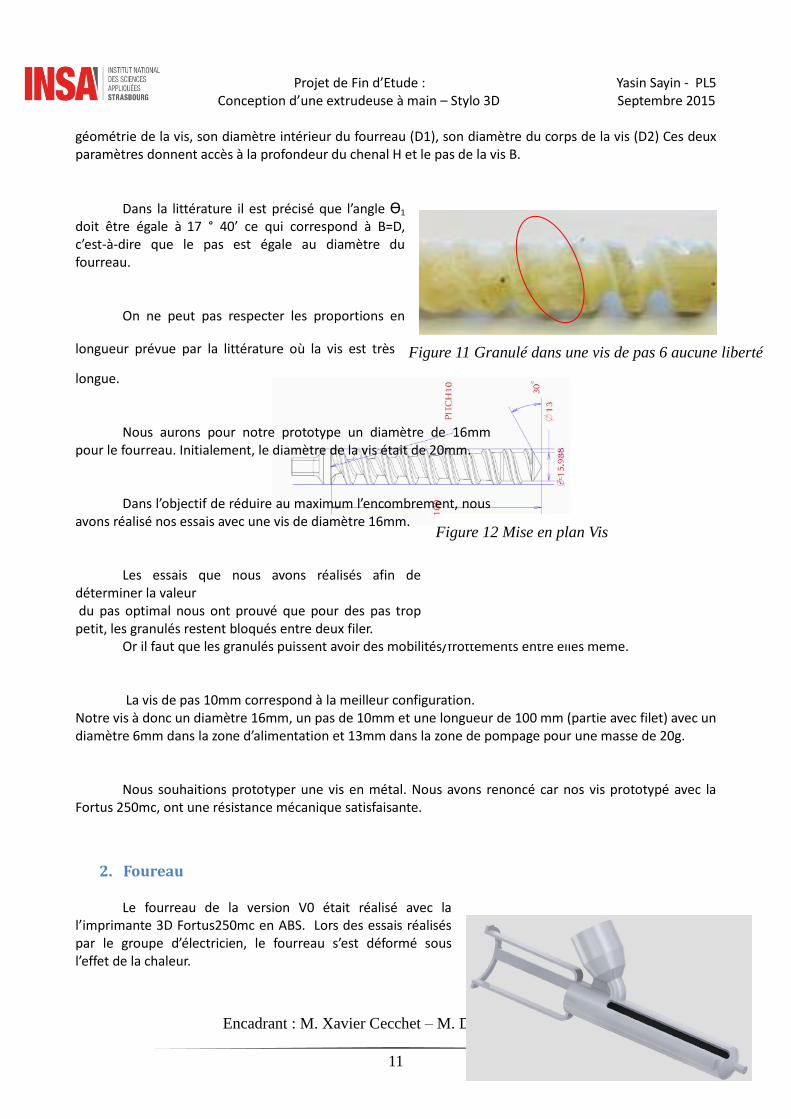
Dans la littérature il est précisé que l’angle ϴ1
doit être égale à 17 ° 40’ ce qui correspond à B=D, c’est-à-dire que le pas est égale au diamètre du fourreau.
On ne peut pas respecter les proportions en
longueur prévue par la littérature où la vis est très
longue.
Nous aurons pour notre prototype un diamètre de 16mm pour le fourreau. Initialement, le diamètre de la vis était de 20mm.
Dans l’objectif de réduire au maximum l’encombrement, nous
avons réalisé nos essais avec une vis de diamètre 16mm.
Les essais que nous avons réalisés afin de déterminer la valeur du pas optimal nous ont prouvé que pour des pas trop petit, les granulés restent bloqués entre deux filer.
Or il faut que les granulés puissent avoir des mobilités/frottements entre elles même. La vis de pas 10mm correspond à la meilleur configuration.
Notre vis à donc un diamètre 16mm, un pas de 10mm et une longueur de 100 mm (partie avec filet) avec un diamètre 6mm dans la zone d’alimentation et 13mm dans la zone de pompage pour une masse de 20g.
Nous souhaitions prototyper une vis en métal. Nous avons renoncé car nos vis prototypé avec la Fortus 250mc, ont une résistance mécanique satisfaisante.
2. Foureau
Le fourreau de la version V0 était réalisé avec la l’imprimante 3D Fortus250mc en ABS. Lors des essais réalisés par le groupe d’électricien, le fourreau s’est déformé sous l’effet de la chaleur.
Figure 11 Granulé dans une vis de pas 6 aucune liberté
Figure 12 Mise en plan Vis

Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
12
Nous avons ainsi choisit de réaliser un fourreau en aluminium.
Notre nouveau fourreau avec la buse pèse 42g. Les frottements dans le fourreau génèrent un moment, c’est pourquoi il a fallut réaliser des méplats pour pouvoir les
transmettre au bâti.
Le diamètre intérieur est à 16,25mm et 20mm de
diamètre extérieur. La résistance va être accueillie sur la zone de diamètre
20mm et longueur 50mm.
Les calculs nous prouvent qu’à puissance égale, le fourreau en ABS fait perdre près de 6°C entre l’extérieur et l’intérieur du fourreau, tandis que le fourreau en aluminium diffuse toute la chaleur sur toute la longueur.
4. Système de résistance chauffante
Nous avons un matériau, le PCL qui a une température de fusion de 60°C environ. Les essais en statique nous montrés qu’il fallait une puissance de chauffe de 12W avec le fourreau
en plastique pour pouvoir faire fondre les granulés en moins de 2 minutes, tandis qu’avec un fourreau en aluminium une puissance de 4W était suffisante pour un temps de chauffe légèrement supérieur à 2minutes.
Si l’on compare les résistances thermiques dans les mêmes conditions, nous avons une très grande différence entre les deux.
Figure 13 Fourreau initial
Figure 14 Fourreau final
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
13
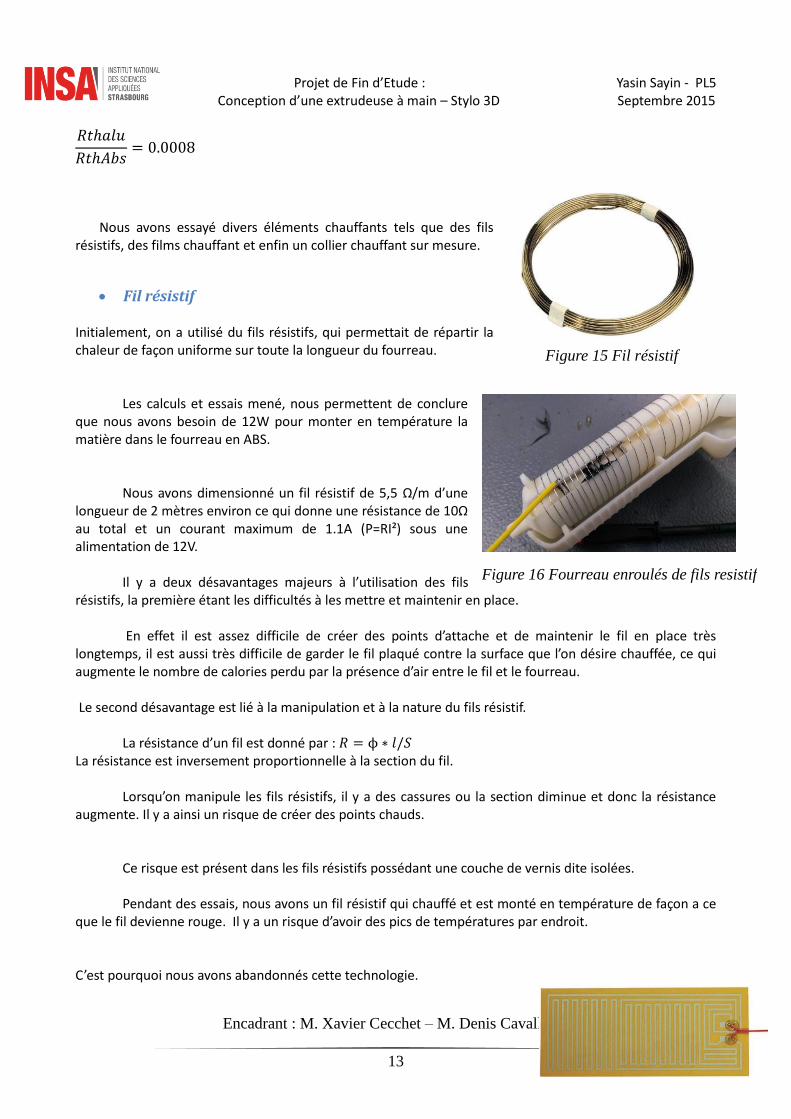
Nous avons essayé divers éléments chauffants tels que des fils résistifs, des films chauffant et enfin un collier chauffant sur mesure.
Fil résistif Initialement, on a utilisé du fils résistifs, qui permettait de répartir la chaleur de façon uniforme sur toute la longueur du fourreau.
Les calculs et essais mené, nous permettent de conclure que nous avons besoin de 12W pour monter en température la matière dans le fourreau en ABS.
Nous avons dimensionné un fil résistif de 5,5 Ω/m d’une
longueur de 2 mètres environ ce qui donne une résistance de 10Ω au total et un courant maximum de 1.1A (P=RI²) sous une alimentation de 12V.
Il y a deux désavantages majeurs à l’utilisation des fils résistifs, la première étant les difficultés à les mettre et maintenir en place.
En effet il est assez difficile de créer des points d’attache et de maintenir le fil en place très
longtemps, il est aussi très difficile de garder le fil plaqué contre la surface que l’on désire chauffée, ce qui augmente le nombre de calories perdu par la présence d’air entre le fil et le fourreau. Le second désavantage est lié à la manipulation et à la nature du fils résistif.
La résistance d’un fil est donné par : La résistance est inversement proportionnelle à la section du fil.
Lorsqu’on manipule les fils résistifs, il y a des cassures ou la section diminue et donc la résistance augmente. Il y a ainsi un risque de créer des points chauds.
Ce risque est présent dans les fils résistifs possédant une couche de vernis dite isolées. Pendant des essais, nous avons un fil résistif qui chauffé et est monté en température de façon a ce
que le fil devienne rouge. Il y a un risque d’avoir des pics de températures par endroit.
C’est pourquoi nous avons abandonnés cette technologie.
Figure 15 Fil résistif
Figure 16 Fourreau enroulés de fils resistif
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
14
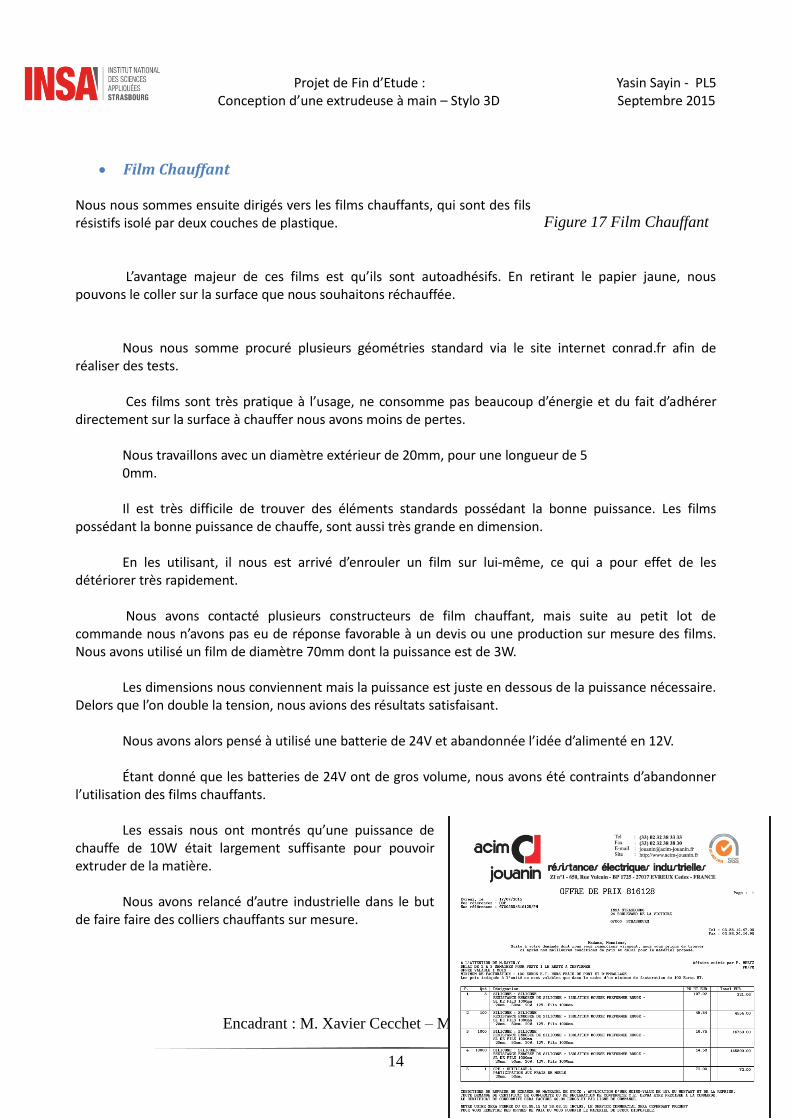
Film Chauffant Nous nous sommes ensuite dirigés vers les films chauffants, qui sont des fils résistifs isolé par deux couches de plastique.
L’avantage majeur de ces films est qu’ils sont autoadhésifs. En retirant le papier jaune, nous pouvons le coller sur la surface que nous souhaitons réchauffée.
Nous nous somme procuré plusieurs géométries standard via le site internet conrad.fr afin de réaliser des tests.
Ces films sont très pratique à l’usage, ne consomme pas beaucoup d’énergie et du fait d’adhérer
directement sur la surface à chauffer nous avons moins de pertes. Nous travaillons avec un diamètre extérieur de 20mm, pour une longueur de 5 0mm. Il est très difficile de trouver des éléments standards possédant la bonne puissance. Les films
possédant la bonne puissance de chauffe, sont aussi très grande en dimension. En les utilisant, il nous est arrivé d’enrouler un film sur lui-même, ce qui a pour effet de les
détériorer très rapidement. Nous avons contacté plusieurs constructeurs de film chauffant, mais suite au petit lot de
commande nous n’avons pas eu de réponse favorable à un devis ou une production sur mesure des films. Nous avons utilisé un film de diamètre 70mm dont la puissance est de 3W.
Les dimensions nous conviennent mais la puissance est juste en dessous de la puissance nécessaire.
Delors que l’on double la tension, nous avions des résultats satisfaisant. Nous avons alors pensé à utilisé une batterie de 24V et abandonnée l’idée d’alimenté en 12V. Étant donné que les batteries de 24V ont de gros volume, nous avons été contraints d’abandonner
l’utilisation des films chauffants.
Les essais nous ont montrés qu’une puissance de chauffe de 10W était largement suffisante pour pouvoir extruder de la matière.
Nous avons relancé d’autre industrielle dans le but de faire faire des colliers chauffants sur mesure.
Figure 17 Film Chauffant

Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
15
3. Collier chauffant sur mesure
Une seule entreprise nous a fait un retour positif pour nous faire un devis. Nous lui avons demandé 3 échantillons pour nos prototypes, et une étude de prix pour 100 unités,
1 000 unités et 10 000 unités. Le prix unitaire varie entre 107,02€ pour les 3
premiers échantillons et 14,58€ pour les 10 000 échantillons comme on peut le voir sur l’offre de prix ci contre.
Si un business plan est réalisé, on pourra réfléchir
sur les quantités que l’on va commander. Mon objectif en demandant ces quantités est
d’observer l’influence de la quantité sur le prix. On peut ainsi soit privilégiés de très grosse
commande (1 000 – 10 000 unités) où le prix unitaire est très faible, soit réalisé de petite commande pour ne pas faire de stock.
Nous avons élaboré un cahier des charges pour les échantillons :
-Nous utiliserons une tension de 12V -Nous avons besoin de 10W de Puissance de Chauffe -Nous souhaitons une isolation de façon à ce qu’en température de surface nous soyons inférieurs à 60°C. Nous avons délimité cette température avec le constructeur. -Le diamètre intérieur du collier est de 20mm, pour une longueur de 50mm et un diamètre extérieur pour l’isolation de 35mm
Le technicien nous a conseillé de prendre des colliers chauffant en silicone, ayant une température maximale à 180°C. Or notre utilisation est bien en dessous de cette température.
Figure 18Offre de Prix Acim Jouanin
Figure 19 Collier chauffant Silicone
Figure 20 Système de fermeture
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
16
Avec cette technologie, nous pouvons augmenter la puissance jusque 20W avec les mêmes contraintes géométriques.
La livraison de nos colliers était prévu pour le 15 août, mais il y a un retard, nous ne serons livrés qu’à partir du 8 Septembre 2015.
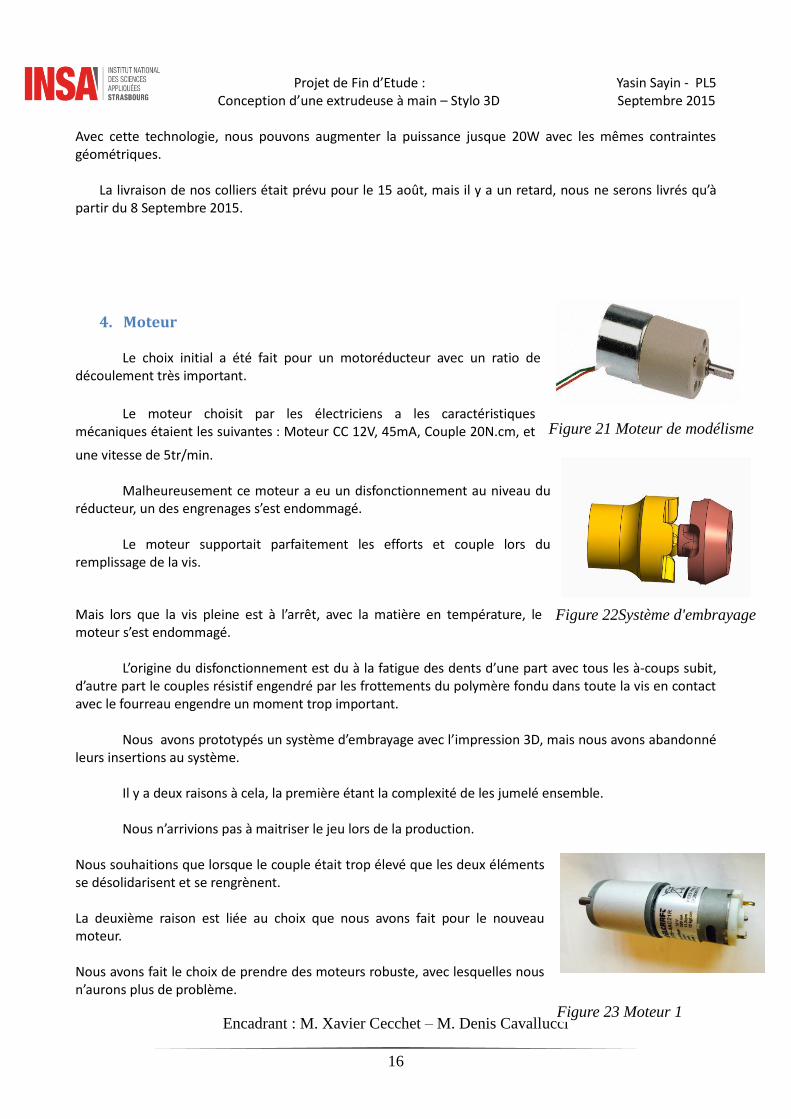
4. Moteur
Le choix initial a été fait pour un motoréducteur avec un ratio de découlement très important.
Le moteur choisit par les électriciens a les caractéristiques mécaniques étaient les suivantes : Moteur CC 12V, 45mA, Couple 20N.cm, et
une vitesse de 5tr/min.
Malheureusement ce moteur a eu un disfonctionnement au niveau du réducteur, un des engrenages s’est endommagé.
Le moteur supportait parfaitement les efforts et couple lors du
remplissage de la vis.
Mais lors que la vis pleine est à l’arrêt, avec la matière en température, le moteur s’est endommagé.
L’origine du disfonctionnement est du à la fatigue des dents d’une part avec tous les à-coups subit, d’autre part le couples résistif engendré par les frottements du polymère fondu dans toute la vis en contact avec le fourreau engendre un moment trop important.
Nous avons prototypés un système d’embrayage avec l’impression 3D, mais nous avons abandonné leurs insertions au système.
Il y a deux raisons à cela, la première étant la complexité de les jumelé ensemble. Nous n’arrivions pas à maitriser le jeu lors de la production.
Nous souhaitions que lorsque le couple était trop élevé que les deux éléments se désolidarisent et se rengrènent. La deuxième raison est liée au choix que nous avons fait pour le nouveau moteur. Nous avons fait le choix de prendre des moteurs robuste, avec lesquelles nous n’aurons plus de problème.
Figure 21 Moteur de modélisme
Figure 23 Moteur 1
Figure 22Système d'embrayage
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
17
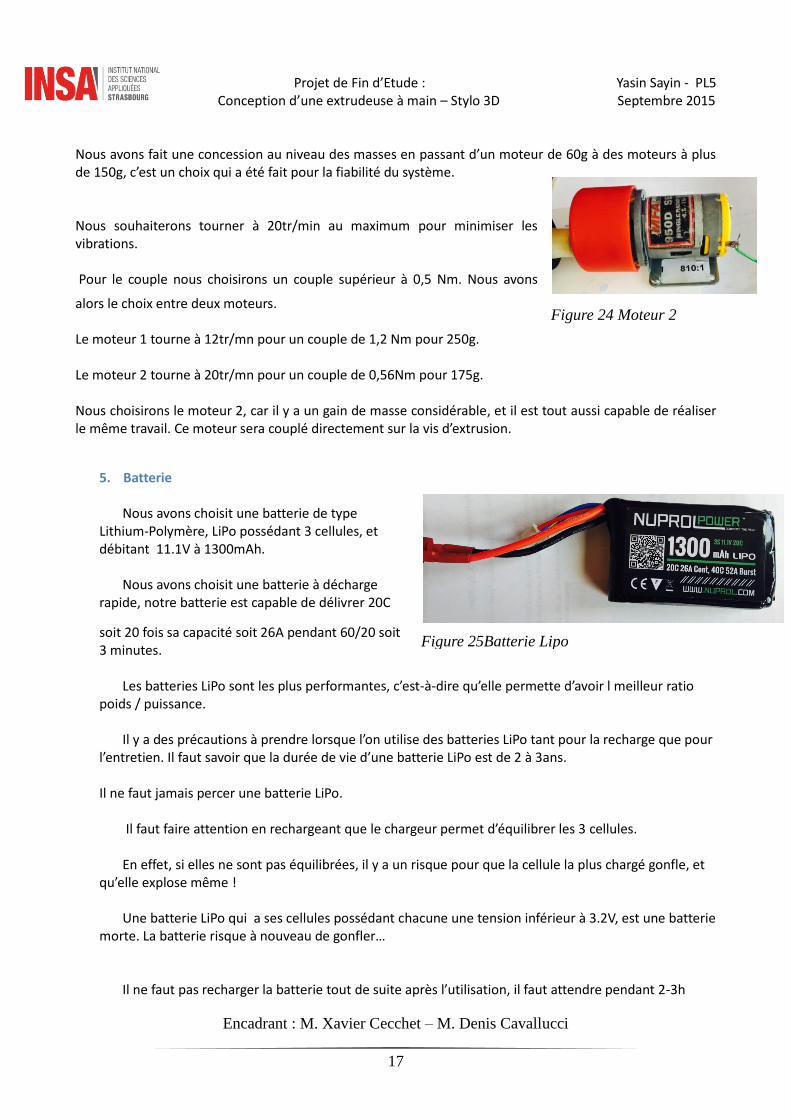
Nous avons fait une concession au niveau des masses en passant d’un moteur de 60g à des moteurs à plus de 150g, c’est un choix qui a été fait pour la fiabilité du système. Nous souhaiterons tourner à 20tr/min au maximum pour minimiser les vibrations. Pour le couple nous choisirons un couple supérieur à 0,5 Nm. Nous avons
alors le choix entre deux moteurs. Le moteur 1 tourne à 12tr/mn pour un couple de 1,2 Nm pour 250g. Le moteur 2 tourne à 20tr/mn pour un couple de 0,56Nm pour 175g. Nous choisirons le moteur 2, car il y a un gain de masse considérable, et il est tout aussi capable de réaliser le même travail. Ce moteur sera couplé directement sur la vis d’extrusion.
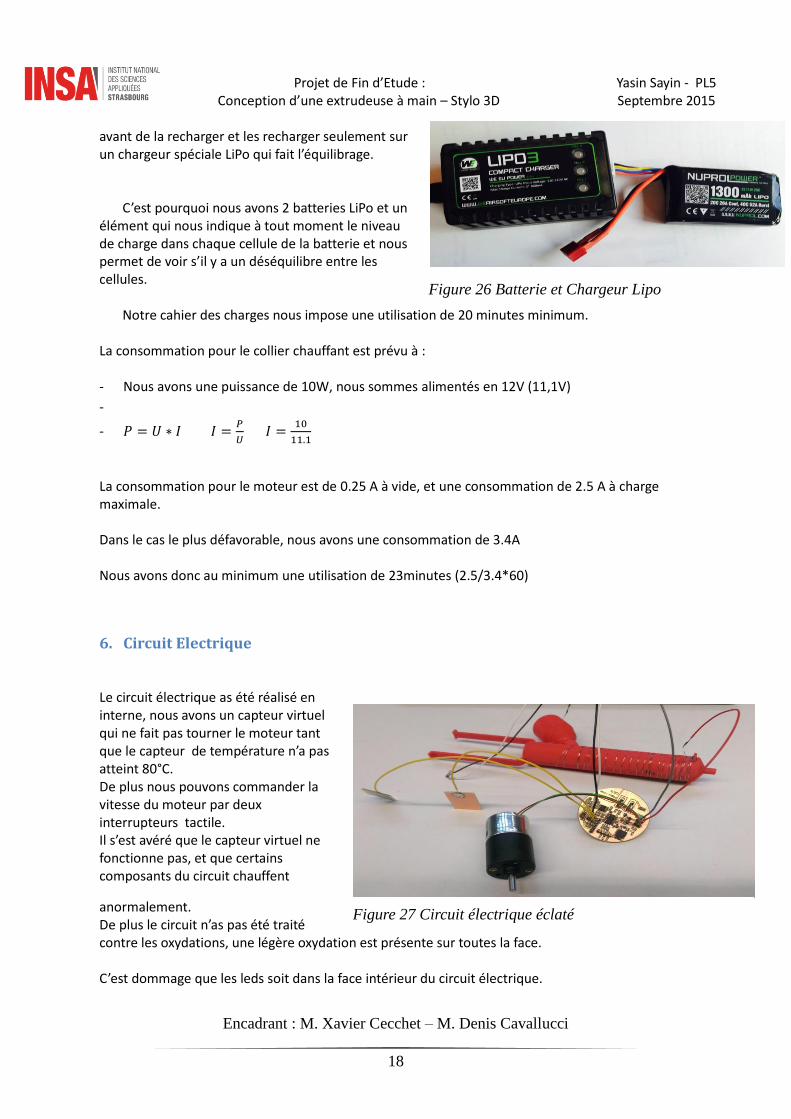
5. Batterie
Nous avons choisit une batterie de type Lithium-Polymère, LiPo possédant 3 cellules, et débitant 11.1V à 1300mAh.
Nous avons choisit une batterie à décharge
rapide, notre batterie est capable de délivrer 20C
soit 20 fois sa capacité soit 26A pendant 60/20 soit 3 minutes.
Les batteries LiPo sont les plus performantes, c’est-à-dire qu’elle permette d’avoir l meilleur ratio poids / puissance.
Il y a des précautions à prendre lorsque l’on utilise des batteries LiPo tant pour la recharge que pour
l’entretien. Il faut savoir que la durée de vie d’une batterie LiPo est de 2 à 3ans.
Il ne faut jamais percer une batterie LiPo.
Il faut faire attention en rechargeant que le chargeur permet d’équilibrer les 3 cellules. En effet, si elles ne sont pas équilibrées, il y a un risque pour que la cellule la plus chargé gonfle, et
qu’elle explose même ! Une batterie LiPo qui a ses cellules possédant chacune une tension inférieur à 3.2V, est une batterie
morte. La batterie risque à nouveau de gonfler… Il ne faut pas recharger la batterie tout de suite après l’utilisation, il faut attendre pendant 2-3h
Figure 24 Moteur 2
Figure 25Batterie Lipo
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
18
avant de la recharger et les recharger seulement sur un chargeur spéciale LiPo qui fait l’équilibrage.
C’est pourquoi nous avons 2 batteries LiPo et un
élément qui nous indique à tout moment le niveau de charge dans chaque cellule de la batterie et nous permet de voir s’il y a un déséquilibre entre les cellules.
Notre cahier des charges nous impose une utilisation de 20 minutes minimum.
La consommation pour le collier chauffant est prévu à : - Nous avons une puissance de 10W, nous sommes alimentés en 12V (11,1V)
-
-
La consommation pour le moteur est de 0.25 A à vide, et une consommation de 2.5 A à charge maximale. Dans le cas le plus défavorable, nous avons une consommation de 3.4A Nous avons donc au minimum une utilisation de 23minutes (2.5/3.4*60)
6. Circuit Electrique Le circuit électrique as été réalisé en interne, nous avons un capteur virtuel qui ne fait pas tourner le moteur tant que le capteur de température n’a pas atteint 80°C. De plus nous pouvons commander la vitesse du moteur par deux interrupteurs tactile. Il s’est avéré que le capteur virtuel ne fonctionne pas, et que certains composants du circuit chauffent
anormalement. De plus le circuit n’as pas été traité contre les oxydations, une légère oxydation est présente sur toutes la face. C’est dommage que les leds soit dans la face intérieur du circuit électrique.
Figure 26 Batterie et Chargeur Lipo
Figure 27 Circuit électrique éclaté
Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
19
Il faudra prévoir un changement, au niveau de la géométrie du circuit électrique.
7. Conception du boitier
Mise en place de la Batterie
Nous avons été amenés à réfléchir à l’ergonomie du
boitier. La masse totale des composantes n’excède pas 500g.
Les composants les plus lourds sont la batterie et le moteur.
La batterie ne devant pas être exposé à de forte
température est localisée dans un logement sous le moteur.
Le prolongement du boitier par la cavité de batterie à deux
intérêts.
En position repos, le centre des masses permettent au boitier de rester debout.
En cours d’utilisation, on profite de cette cavité pour transmettre la masse au dos de la main par espace interdigitale (entre l’index et le pouce).
Mise en place du Godet Le maintient du boitier sur le dos de la main soulage le
poignée. On peut observer sur la figure29. Ci-contre qu’il y a un
emplacement réservé à la liaison rotule. Nous mettons en place un godet, qui est le réservoir, il existe différente taille
de godet, il suffit de le clip. Le godet est en liaison rotule avec la structure, on a ainsi
une possibilité de modifier l’orientation du godet en fonction de l’angle sous lequel on travaille.
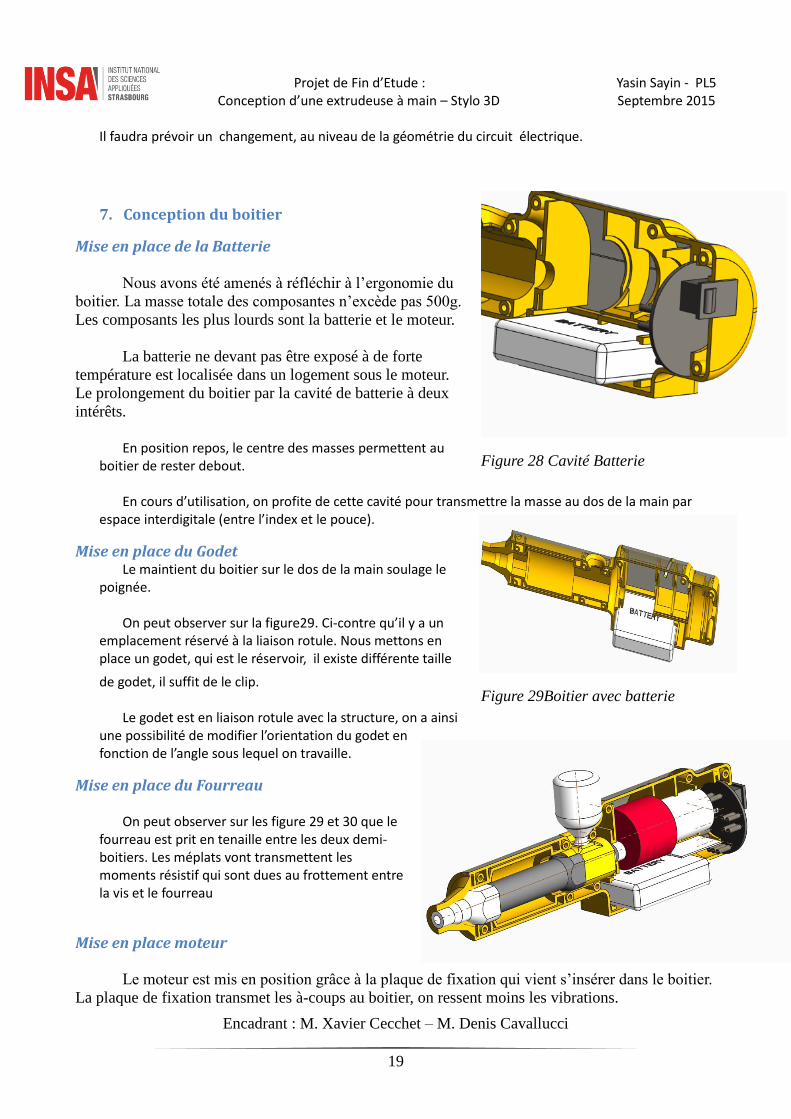
Mise en place du Fourreau
On peut observer sur les figure 29 et 30 que le fourreau est prit en tenaille entre les deux demi-boitiers. Les méplats vont transmettent les moments résistif qui sont dues au frottement entre la vis et le fourreau
Mise en place moteur
Le moteur est mis en position grâce à la plaque de fixation qui vient s’insérer dans le boitier.
La plaque de fixation transmet les à-coups au boitier, on ressent moins les vibrations.
Figure 28 Cavité Batterie
Figure 29Boitier avec batterie

Projet de Fin d’Etude : Yasin Sayin - PL5 Conception d’une extrudeuse à main – Stylo 3D Septembre 2015
Encadrant : M. Xavier Cecchet – M. Denis Cavallucci
20
Une évolution qui serait possible serait d’inserrer un ventilateur dans le but de refroidir
Figure 30 Tous les composants dans le boitier