project on wies-pro
DESCRIPTION
WiES-ProTRANSCRIPT

Procedia CIRP 33 ( 2015 ) 111 – 114
Available online at www.sciencedirect.com
2212-8271 © 2014 Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/).Selection and peer-review under responsibility of the International Scientific Committee of “9th CIRP ICME Conference”doi: 10.1016/j.procir.2015.06.021
ScienceDirect
9th CIRP Conference on Intelligent Computation in Manufacturing Engineering - CIRP ICME '14
Engineering Environment for Production System Planningin Small and Medium Enterprises
David Goerziga*, Dominik Luckeb, Juergen Lenza, Timo Dennerb, Michael Lickefetta,b,Thomas Bauernhansla,b
a Institute of Industrial Manufacturing and Management (IFF), University of Stuttgart, Nobelstrasse 12, 70569 Stuttgart, Germany b Fraunhofer Institute for Manufacturing Engineering and Automation IPA, Nobelstrasse 12, 70569 Stuttgart, Germany
* Corresponding author. Tel.: +49 711 970 1995, E-mail address: [email protected]
Abstract
Today, factories have to be adapted permanently in order to follow the developments towards fast changing customer demands and faster life cycles of products. Key aspects to cope with these developments are the reduction of the unit costs and the planning duration as well as the improvement of the planning quality. In order to overcome these challenges, digital tools can support all phases of factory and process planning. Most of them provide a wide range of functionalities, which require a large invest in software and high operation costs to use them efficiently. Often, small and medium enterprises (SME) cannot afford such invests and operation costs. Therefore, new digital factory planning tools tailored for SMEs supporting the production system planning are required. Main goal of the “WiES-Pro” project, funded by the Ministry of Finance & Economics Baden-Württemberg, was to develop an engineering environment for production system planning suitable for SMEs. The “WiES-Pro” approach connects small specific software tools for production system planning in an integrated platform, capable to share information and knowledge easily. The challenges in the development are to cope with both the heterogeneous data from different sources like machine master data, work plans or product data and the applicability to SMEs. This paper presents the results of the project, consisting of the approach and its implementation. Also the architecture of the browser-based platform and the developed digital factory planning tools for priority graph optimization, assembly process time planning, similarity-based product search and material flow simulation are presented shortly. © 2014 The Authors. Published by Elsevier B.V. Peer-review under responsibility of the International Scientific Committee of “9th CIRP ICME Conference".
Keywords: Production system planning; process planning; digital factory tools;
1. Introduction
Today, factories have to operate in a highly dynamic environment. The trend towards high customization of products with an increasing number of variants, the globalization of market structures and shorter product life cycles require a permanent adaption of the factory to the current situation. In this turbulent environment only robust and flexible factories survive [1,2,3]. Key aspects to cope with these developments are the reduction of the unit costs and the planning duration as well as the improvement of the planning quality [4]. Life cycle-based approaches for products and factories help to overcome these challenges. This requires the availability of data along the whole product and factory
life cycle. Here, digital tools support all phases of factory and process planning.
2. Motivation
While large enterprises actively use tools of the digital factory, many small and medium enterprises (SMEs) have not yet engaged with this topic [5]. This is mainly a result of the gap between expenditures for capital and license costs, know how as well as lack of experts [5] and the generated output in form of improvements like planning quality and quantity [6]. The solutions offer too many functions and are too complex and expensive for small and medium enterprises [7]. But through the trend of globalization even small and medium enterprises are part of global supply chains. As a consequence
© 2014 Published by Elsevier B.V. This is an open access article under the CC BY-NC-ND license (http://creativecommons.org/licenses/by-nc-nd/4.0/).Selection and peer-review under responsibility of the International Scientifi c Committee of “9th CIRP ICME Conference”

112 David Goerzig et al. / Procedia CIRP 33 ( 2015 ) 111 – 114
they enterlargeadapt
Smsolutof thhow downentersavin[6,10comp[7]. tailorare re
3. Sta
Incovermentby Lgrid faciliinformideasapproandthrouplannPLM3DEXnumbhistoraeros
4. Ap
ThSMEdurinthe Wshortproduapprotailorthe WWiESprodudiffer
ThfunctplannThisthe smthe e
are confronrprises [8]. Es enterprises, st digital solutimall and meions that can e SMEs use ois mostly ow
n or defined inrprises factoryng 2D-plannin0]. However, plicates the exTherefore, nered for SMEs equired.
ate of the Art
n the field of dring different tioned. An ovandherr [11]
engineering itating plannimation of the
s and technoloaches for dig[14] interlink
ugh a suited ning platform
M TeamcenteXPERIENCE®
ber of planniry to match space industry
pproach
he main idea E with informng production WiES-Pro envten the planuction systemoach consists red digital facWiES-Pro plS-Pro data huuct data, worrent applicatiohe key advanttions in the ning activity sapproach leadmall number o
employees is
nted with thespecially whensmall and meions [9]. edium enterpbe used insta
office-based swned by a few
n a clear procy planning isng tools like A
these tools axchange of daew digital fasupporting th
t
digital factoryaspects of th
verview of theand shortly pr
for manufing process e product and logies from ggital factory
king the procedata manag
ms of the diger® and T® [16], PTC Wing functionsthe requirem
y they are over
of WiES-Promation and kn
system plannvironment arenning durationm planning
of an expanctory tools wilanning envirub are to stork plans or eons, see Figurtage of WiESsingle conne
several conneds to differentof functions pnon time-con
e same chaln it comes to edium enterpri
prises need fantly. As a cosolutions. The
w employees acess [9]. In sms still accomAutoCad® or are isolated aata along the pactory planninhe production
y planning, sehe planning pe different appresented in th
facturing appand the manfactory life c
grid computinplanning are esses, data, sement platfo
gital factory sechnomatix®
Windchill® [17s. Due to thments of the rsized in most
is to supportnowledge in
ning with digite to improve n and reduc
in SMEs. ndable suite oith a central dronment. Maore and proviextracted wo
re 1. -Pro is the reected applicaected applicatt advantages fper applicationnsuming train
llenges as lacooperation wises are forced
fast and simonsequence, me planning knand is not wrimall and med
mplished by cMicrosoft Vis
applications. Tproduct life cyng environme system plann
everal approachases have toproaches is gihe following. proach aimsnagement of cycle by adaptng [13,12]. O
presented in systems and urm. Commersuch as Siem
[15], Del7] provide a laheir developm
automotive t cases for SM
t the planner different pha
tal tools. Goalplanning qualce the costs
The WiES-of several SMdata hub formain functionside synchronirk orders to
duced numbeations. Duringtions are applfor SMEs. Dun, the traininging and easy
arge with d to
mple most now-itten
dium cost-sio®
This ycleentsning
ches o be iven The
atthe
ting Other
[5] user rcial
menslmia arge
mentand
MEs.
in a ases ls of
ality, of -ProME-ming s of izedthe
er of g a lied.
ue to g for y for
the eWiES
5. Im
Pris to the prese
5.1. W
Indifferthe foare aspeciimplesysteare inbillDocumodeWiESdue requihigh ServeFigurtools Themanamanafunctappliappliinformknowprojeapplia clie
employees. AlS-Pro environ
mplementation
remise for theuse SME capfollowing s
ented.
WiES-Pro Dat
n order to prent planning
focus on SMEan easy setupific factory. ementation, thm, capable ton this case thof materials
uments in thiel files or NCS-Pro data huto good SM
irements of casecurity stan
er®, which isre 2 shows thwhich are preMicrosoft Sh
agement, useragement, prtions. On topcation specifications, themation and kn
w-how of finisects or analyzecations are ex
ent or directly
lso the factorment is simpl
Figure 1 WiES-
n
implementatipable, non-expsections, imp
ta hub
rovide synchapplications,
E, the major cp, configurati
Therefore, he idea is to o manage list e factory stru
of the pros case compr
C programs. Fub Microsoft
ME capabilityapital and knondards. It dia relational d
he WiES-Pro esented in the harePoint provr administratioroject manap the WiES-ic websites ae applicationowledge. Thshed projects, e the status at xecuted out fras a web appl
ry specific inslified.
-Pro Approach
ion of the Wipensive, stand
mplemented c
hronized info, a data hub icriteria for theion and custo as founduse a documdata and docu
ucture, machinoducts or prorise CAD filFor the impleSharePoint®
y. Main advaow-how. Addisposes of a database mandata hub andfollowing.
vides the fouon as well si
agement and-Pro data moare instantiateon specific
he planner then identify simithe shop floo
rom the portallication.
stantiation of
iES-Pro approdard softwarecomponents
ormation for is required. We implementatomization to dation for
ment managemuments. List dne master dataoduction ordles or simulatementation ofhas been choantages are
ditionally it ofMicrosoft S
nagement systd four exemp
undation for dimple work fd collaboratodel as welled, providing c synchronin can transferilarities to earor. The connecl either locally
f the
oach e. In
are
the With tion the the
mentdata a or
ders. tion
f the osenlow
ffersSQLtem. lary
dataflow tion l as
the izedr the rlier ctedy as
113 David Goerzig et al. / Procedia CIRP 33 ( 2015 ) 111 – 114
5.2
of neepretoocurusewilPlaMAa GNCdemactpro
5.3edi
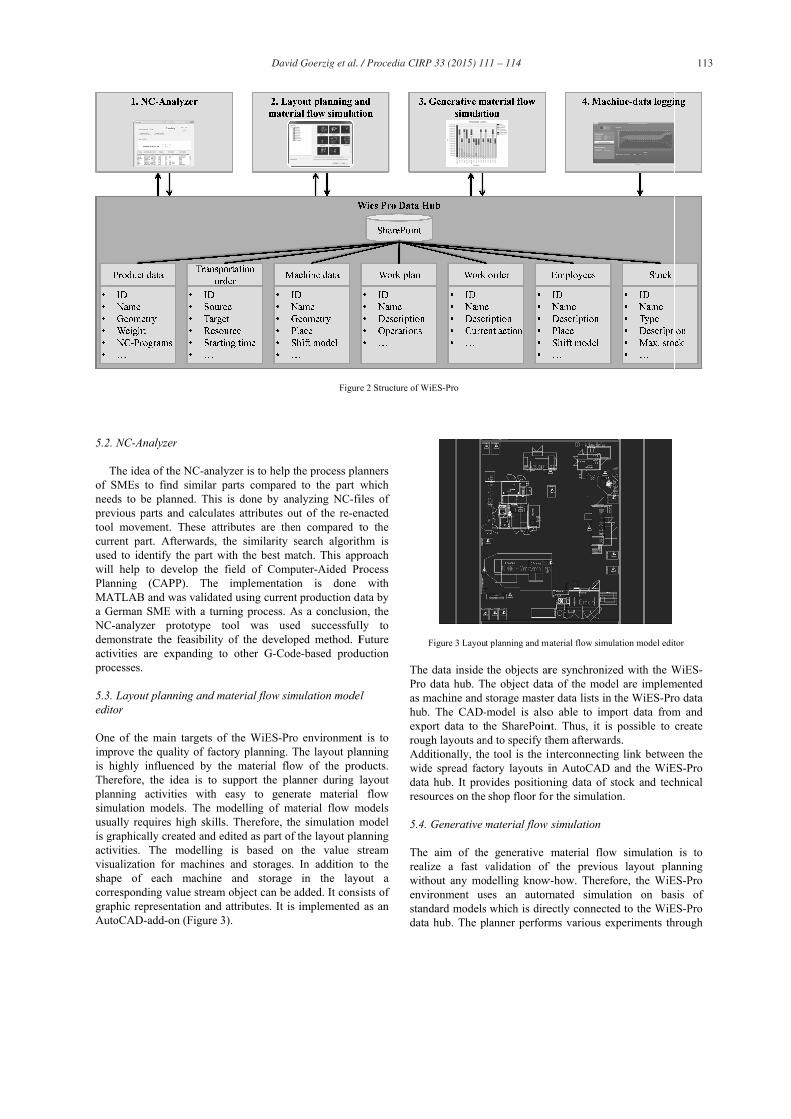
OnimpisThplasimusuis gactvisshacorgraAu
2. NC-Analyze
The idea of thSMEs to fin
eds to be planevious parts aol movement.rrent part. Afed to identify ll help to deanning (CAPATLAB and wGerman SME C-analyzer pmonstrate thetivities are exocesses.
3. Layout planitor
ne of the mainprove the quahighly influeerefore, the i
anning activitmulation modually requires graphically crtivities. The sualization forape of eachrresponding vaphic represenutoCAD-add-o
er
he NC-analyznd similar parnned. This is
and calculates These attribfterwards, the
the part withevelop the fiePP). The imwas validated
with a turninrototype too
e feasibility oxpanding to
nning and mat
n targets of tality of factorenced by the idea is to supties with eaels. The mod high skills. Teated and editmodelling i
r machines ah machine aalue stream o
ntation and atton (Figure 3).
er is to help thrts compared s done by anas attributes oubutes are thene similarity sh the best maeld of Compumplementationusing current
ng process. Aol was usedf the developother G-Code
terial flow sim
the WiES-Prory planning. T
material flowpport the planasy to generdelling of maTherefore, theted as part of s based on
and storages. and storage bject can be atributes. It is
Figure
he process plato the part w
alyzing NC-fiut of the re-enn compared tsearch algorithatch. This apputer-Aided Prn is done production da
As a conclusiod successfullped method. Fe-based produ
mulation mode
o environmentThe layout plaw of the pronner during l
rate material aterial flow me simulation mthe layout plathe value sIn addition tin the layo
added. It consiimplemented
e 2 Structure of W
anners which iles of nacted to the hm is
proachrocess
with data by on, the ly to Future uction
l
t is to anning oducts. layout
flow models model anning streamto the out a ists of as an
ThProas mhubexprouAdwiddatres
5.4
Threawitenvstandat
WiES-Pro
Figure 3 Layou
e data inside o data hub. Thmachine and b. The CAD-port data to tugh layouts andditionally, thede spread facta hub. It provources on the
4. Generative m
e aim of thealize a fast vthout any movironment usndard modelsta hub. The p
t planning and ma
the objects arhe object datastorage maste-model is alsohe SharePoin
nd to specify the tool is the itory layouts ivides positionshop floor for
material flow
e generative validation ofdelling know
ses an autom which is direlanner perform
material flow simu
re synchroniza of the mode
er data lists in o able to impnt. Thus, it ishem afterwardinterconnectinin AutoCAD ning data of s
or the simulatio
simulation
material flowf the previou
w-how. Therefmated simulaectly connectems various ex
ulation model edit
zed with the Wel are implemthe WiES-Pro
port data froms possible to ds.
ng link betweeand the WiE
stock and techon.
w simulation us layout plafore, the WiEation on based to the WiExperiments th
tor
WiES-mentedo data m and create
en the ES-Pro hnical
is to anning ES-Prosis of
ES-Pro hrough

114 David Goerzig et al. / Procedia CIRP 33 ( 2015 ) 111 – 114
adaptrealizWiESmanusimpof thindicthus t
5.5. M
Thwhichdesigmisceon a Thescreebreakoperaverify
WcondpossiDurininformthe o
6. Co
Thsysteinformproduenvirplannin SMof diinterl
Thevolvof ou
ting the initized either byS-Pro environual adaptionslify the validahe simulationators. As a rthe preparatio
Machine-Data
he operating ah is especially
gn which is ellaneous hardtablet or a smoperator logs
en. He can rkdowns, qualating and macfy the results o
With the applicition of the mible to relate tng the logginmation aboutverall equipm
onclusion and
he presented m planning mation and uction systemronment are ning duration MEs. With theigital factory linked throughhe implementving the WiESur future work
al values of y using the nment such as in the WiEation process n were reduresult, the numon time is redu
a logging
and machine y designed forshown in F
dware devicesmartphone whi
s his actionsregister for elity failures ochine data log
of the simulati
Figure 4 Machin
ation the opermachine with th
the data to ding process, tht the current o
ment effectiven
d Outlook
WiES-Pro supports thknowledge
m planning.to improve pand the costse focus on thetools with a
h a data hub htation of addS-Pro environmk.
the simulatiodifferent app
as the layoutES-Pro data the in- and o
uced to the mber of possuced.
data logging r SME. Throu
Figure 4 it is. Main idea iich is placed n with the he
example the or shortage ogging helps tion in the real
ne data logging
rator is enablehe help of a uifferent machihe operator porder and theness of the ma
environment he planner in
in different Goals of planning quaof productione application reduced num
has been develditional plannment represen
on. This canplications of t planning orhub. To furt
output paramemost impor
sible settings
is an applicaugh its web-bais compatibleis the applicanear the machelp of the tostatus of ordof material. the enterpriseproduction.
ed to log differser interface. ines or operatpermanently ge developmenachine. (OEE)
for producn a SME w
phases durthe WiES-
ality, shorten n system plannon SMEs a s
mber of functiloped. ning applicatints the main to
n be the
r by rther eters rtant and
ationasede to ation hine. ouch ders,The s to
erent It is tors. gets
nt of
ctionwithring -Pro
thening suite ions
ions opic
Ackn
ThWürtwithiEnginProdu
Refer
[1] AH
[2] JoTS
[3] BC
[4] CDE9
[5] Bun
[6] BFei
[7] BprsiV
[8] WHCT
[9] Ddi
[10] PV
[11] Linpp
[12] WinPL
[13] CTFFJa
[14] MFH
[15] Sht20
[16] DhtM
[17] P2
nowledgemen
his research ttemberg Minin the Fundineering-Systeuktionssystem
rences
Abele, E., ReinharHerausforderungenovane, F., Westkä
Towards competitipringer, Berlin.
Bauernhansl, T., MCorridors for SustaConstantinescu, CDurchgängige undEngineering for M
8. Bracht, U., Geckle
nd PraxisbeispielBierschenk, S., Ku
abrik bei kleinen iner Breitenbefrag
Bös, M., 2008. Meraxisorientierter Aimulation for prod
Verlag, Stuttgart, pWiendahl, H.-P., EH., Duffie, N.A., BClassification, DesTechnology 56 (2)Dettmering, H., N
igitalen Fabrik füawellek, G., 2013
Vorgehensweise, ELandherr, M., Neun: Westkämper, Ep. 107–131.
Westkämper, E., 2n: mic – managemlanung effiziente
Ludwigsburg. mi VConstantinescu, CTechnologies for t
. (Eds.), CIRP: Mrontier. The 41st apan. Springer, L
Müller, E., Ackermabriksysteme, in:
Herausforderung fiemens. Siemens ttp://www.plm.au014.
Dassault Systemesttp://www.3ds.co
March 2014. TC. PTC Windch8 March 2014.
nts
development nistry of Finang Action “mumgebung
men” (Fund No
rt, G., 2011. Zukun, Forschungsfeldämper, E., Williamive and sustainab
Mandel, J., Diermainability Busine., Eichelberger, H
d integrierte FabriManufacturing“. w
er, D., Wenzel, S.le. Springer, Berliuhlmann, T., Ritte
und mittelständisgung. Fraunhoferethoden der DigitAnsatz für KMU,duction and logispp. 407–415. ElMaraghy, H.A.,Brieke, M., 2007.sign and Operatio), 783–809. aß, A., Reiter, R.
ür den Mittelstand3. Ganzheitliche FEDV-Unterstützuumann, M., VolkmE. (Ed.), Digitale P
2008. Fabrikplanument information r und attraktiver FVerlag, Landsber., Westkämper, Ethe New Frontier,
Manufacturing SysCIRP Conferencondon, pp. 111–1
mann, J., 2009. B Schenk, M. (Ed.
für die Arbeits- unPLM Software.
utomation.siemen
s. Digital Manufaom/products-servi
hill. http://www.p
was fundedance and Eco“WiES-Pro -
für die o. 017-162639
unft der Produktioder, Chancen. Ha
ams, D.J., 2009. Tble high-adding-v
mann, S. Evaluatiness Resilience. H., Westkämper, Eik- und Prozesspl
wt Werkstatttechn
., 2011. Digitale Fin, New York. er, A., 2005. Stanschen Unternehmr-IRB-Verl., Stutttalen Fabrikplanu, in: Rabe, M. (Edstics applications.
, Nyhuis, P., Zäh. Changeable Manon. CIRP Annals
, 2010. Methodend. ZWF 105, 489–Fabrikplanung: G
ung. Springer, Bemann, J., 2013. DProduktion. Sprin
ung vom Standort(Ed.), FachkongrFabriken. 8. Deurg/Lech. E., 2008. Manufac, in: Mitsuishi, M
ystems and Technce on Manufactur114.
Baukasten für wan.), Digital Enginend Betriebsorgan
ns.com/en_gb/. A
acturing & Producices/delmia/welco
ptc.com/product/w
d by the Badonomics (MF
WissensbasiPlanung
9).
on:anser, München.The manuFuture rvalue manufacturi
ng Changeability
E., 2009. lanung – „Grid
nik online 99 (3),
Fabrik: Methoden
nd der digitalen men: Auswertung tgart, 48 S.
ung – ein d.), Advances in . Fraunhofer-IRB
, M.F., Wiendahlnufacturing: Manufacturing
n und Werkzeuge–493.
Grundlagen, rlin, Heidelberg.
Digitale Fabrik, nger Vieweg, Ber
t bis zum Prozessress Fabrikplanuntscher Fachkongr
cturing Systems aM., Ueda, K., Kim
ologies for the Ning Systems, Tok
ndlungsfähige eering - nisation. Gito, Ber
Accessed 28 March
ction. ome/. Accessed 2
windchill/. Acces
den-FW) iertevon
road:ing.
92–
n
B-
l, H.-
e der
rlin,
s,ng. ress.
andmura,
ewkyo,
rlin.
h
28
ssed