programowanie parametryczne cnc sinumerik-810t
DESCRIPTION
Programowanie parametryczne CNC SINUMERIK-810T. Dorota Gostołek Justyna Gala Jakub Janczewski Grupa M2-L13. Cel parametryzacji. Parametryzacja programów i podprogramów ułatwia projektowanie operacji dla części podobnych technologicznie oraz pozwala pisać programy w sposób zwięzły - PowerPoint PPT PresentationTRANSCRIPT

PROGRAMOWANIE PARAMETRYCZNE CNC SINUMERIK-
810TDorota Gostołek
Justyna Gala
Jakub Janczewski
Grupa M2-L13

Cel parametryzacji
Parametryzacja programów
i podprogramów ułatwia projektowanie operacji dla części podobnych technologicznie oraz pozwala pisać programy w sposób zwięzły
i uniwersalny
Parametryzacja programów W programach sterujących CNC
SINUMERIK 810T istnieje możliwość stosowania zmiennych, podobnie jak w językach programowania komputerów
Zmienne w programach nazywane są parametrami

Parametr
Na parametrach można:
wykonywać działania matematyczne wykorzystywać je do tworzenia pętli, skoków i rozgałęzień
Parametrem można zastąpić dowolny kod w słowach bloku informacji programu sterującego (z wyjątkiem bloku N i numeru programu %)
Parametr składa się z adresu R i maksymalnie trzycyfrowego numeru np.
R999

ParametrZapis i przykładowe działania matematyczne
wykonywane na parametrach:
1. Definiowanie parametru R1=90.4
2. Podstawienie R1=R2
3. Dodawanie R1=R2+R3 R1=R2+2.1
4. Odejmowanie R1=R2-R3 R1=R2-3.5
5. Mnożenie R1=R2*R3 R1=2.6*R2
6. Dzielenie R1=R2/R3 R1=R2/2
7. Pierwiastek kwadratowy@613 R1 R2 (pierwiastek z liczby R2,
wynik- R1)

Wykonywanie działań na parametrach
Możliwy jest zapis złożonych wyrażeń algebraicznych (nie można jednak używać nawiasów w tych działaniach)
Działania wykonywane są od strony lewej do prawej, nie jest zachowana konwencja priorytetów działań

Wykonywanie działań na parametrach
Przykład:Wyrażenie R1=R2-R3*R4+R5/R6 jest obliczane następująco:
1 krok R1=R2
2 krok R1=R1-R3
3 krok R1=R1*R4
4 krok R1=R1+R5
5 krok R1=R1/R6
Czyli R1 wg zapisu matematycznego wynosi:
R1=[(R2-R3)*R4+R5]/R6

Uwaga!
Należy pamiętać, że numery parametrów użyte we własnych fragmentach programu nie mogą pokrywać się z numerami parametrów wykorzystywanych w standardowych cyklach obróbkowych (jeżeli takie stosuje się w programie)
np. L94 wykorzystuje:
1 2 3 4 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 78 79 80 81 85 86 87 88 89 90 93 99

PRZYKŁADY

Spirala Archimedesa1. Równania parametryczne spirali Archimedesa w
płaszczyźnie X-Z
r=Cϕ
x=rsin ϕ+x0
z=rcos ϕ+z0
gdzie:
C- stała
ϕ- kąt bieżący
r- promień wodzący
x- współrzędna x bieżącego punktu
y- współrzędna x bieżącego punktu
x0- przesunięcie początku spirali w osi x
z0- przesunięcie początku spirali w osi z
Dzięki temu współrzędne wszystkich punktów toru narzędzia będą miały wartość dodatnią
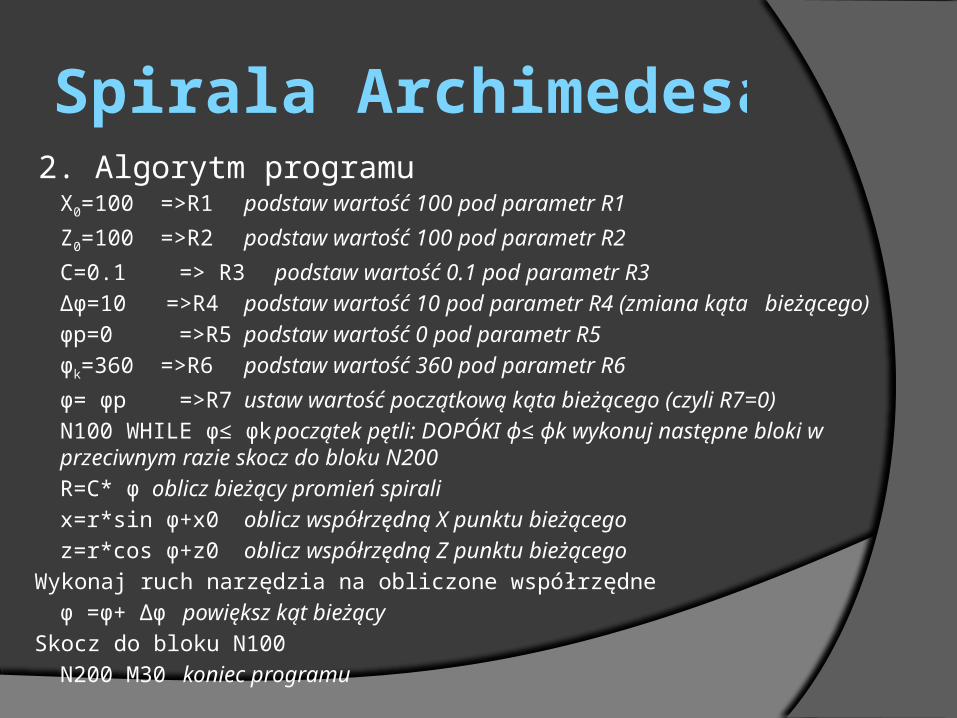
Spirala Archimedesa2. Algorytm programu
X0=100 =>R1 podstaw wartość 100 pod parametr R1
Z0=100 =>R2 podstaw wartość 100 pod parametr R2
C=0.1 => R3 podstaw wartość 0.1 pod parametr R3
Δϕ=10 =>R4 podstaw wartość 10 pod parametr R4 (zmiana kąta bieżącego)
ϕp=0 =>R5 podstaw wartość 0 pod parametr R5
ϕk=360 =>R6 podstaw wartość 360 pod parametr R6
ϕ= ϕp =>R7 ustaw wartość początkową kąta bieżącego (czyli R7=0)
N100 WHILE ϕ≤ ϕk początek pętli: DOPÓKI ϕ≤ ϕk wykonuj następne bloki w przeciwnym razie skocz do bloku N200
R=C* ϕ oblicz bieżący promień spirali
x=r*sin ϕ+x0 oblicz współrzędną X punktu bieżącego
z=r*cos ϕ+z0 oblicz współrzędną Z punktu bieżącego
Wykonaj ruch narzędzia na obliczone współrzędne
ϕ =ϕ+ Δϕ powiększ kąt bieżący
Skocz do bloku N100
N200 M30 koniec programu

Spirala Archimedesa3. Program sterujący
%5
N5 G90 S400 M03 ustawienie parametrów pracy obrabiarki
N15 G54 G71 G95
N20 T1 D1
R1=100 R2=100 R3=0.1 R4=10 podstawienie parametrów zadania
R5=0 R6=360
R7=R5 ustawienie początkowej wartości kąta bieżącego
N100 @136 R7 R6 K200 pętla WHILE, dopóki R7≤R6 wykonuje pętle
R8=R3*R7 obliczenia wartości promienia bieżącego
@630 R9 R7 obliczenie funkcji sinus R9=sinR7
@631 R10 R7 obliczenie funkcji cosinus R10=cosR7
R11=R8*R9+R1 obliczenie współrzędnej X punktu bieżącego
R12=R8*R10+R2 obliczenie współrzędnej Z punktu bieżącego
G1 X=R11 Z=R12 F0.3 ruch roboczy narzędzia z interpolacją liniową
R7=R7+R4 powiększenie kąta bieżącego o wartość R4
@100 K-100 skok bezwarunkowy- powrót do bloku 100
N200 M30

Hipotrochoid
Hipotrochoid jest to krzywa zakreślona przez punkt leżący w stałej odległości od środka koła toczącego się po wewnętrznej stronie nieruchomego okręgu
R=200 r=40 h=30 R=200 r=40 h=60 R=200 r=71 h=30
-200 -100 0 100 200-200
-150
-100
-50
0
50
100
150
200
-200 -100 0 100 200
-200
-100
0
100
200
-200 -100 0 100 200-200
-150
-100
-50
0
50
100
150
200

Hipotrochoid1. Równania parametryczne
gdzie:R- promień nieruchomego okręgu
r- promień toczącego się koła
h- odległość punktu od środka koła o promieniu r
x0- przesunięcie środka nieruchomego okręgu w osi X
z0- przesunięcie środka nieruchomego okręgu w osi Z
ϕ- kąt określający położenie środka koła o promieniu oraz kąt obrotu tego koła
x- współrzędna x punktu bieżącego
z- współrzędna z punktu bieżącego

Hipotrochoid2. Algorytm programu
X0=220 => R1Z0=220 => R2R=200 => R3r=40 => R4H=30 => R5φp=0 => R6φk=360 => R7Δφ=10 => R8φ=φp => R9N100 WHILE φ <= φk K200
Wykonaj ruch narzędzia na obliczone współrzędne (x, z)φ=φ +ΔφSkocz do bloku N100N200 M30

Hipotrochoid3. Program sterujący%123
N10 G90 S400 M03
N20 G54 G71 G95 D1 T1 ustawienie parametrów obrabiarki
N30 R1=220 R2=220 podstawienie zadanych parametrów
R3=200 R4=40
R5=30 R6=0 R7=360
R8=10 R9=R6
R10=R3-R4 R11=R10/R4 obliczenie R-r oraz (R-r)/r
N100 @136 R9 R7 K200 pętla WHILE, dopóki φ <=φK wykonuj pętlę
N110 R12=R11*R9/360 R21=R12 obliczenie (R-r)φ/r )/360
N120 @622 R21 obliczenie części całkowitej z (R-r)φ/r )/360
N130 R22=R12-R21 obliczenie reszty z dzielenia (R-r)φ/r przez 360
N140 R23=R22*360 obliczenie parametru (R-r)φ/r w zakresie 0-360
N150 @630 R13 R9 obliczenie sin ϕ
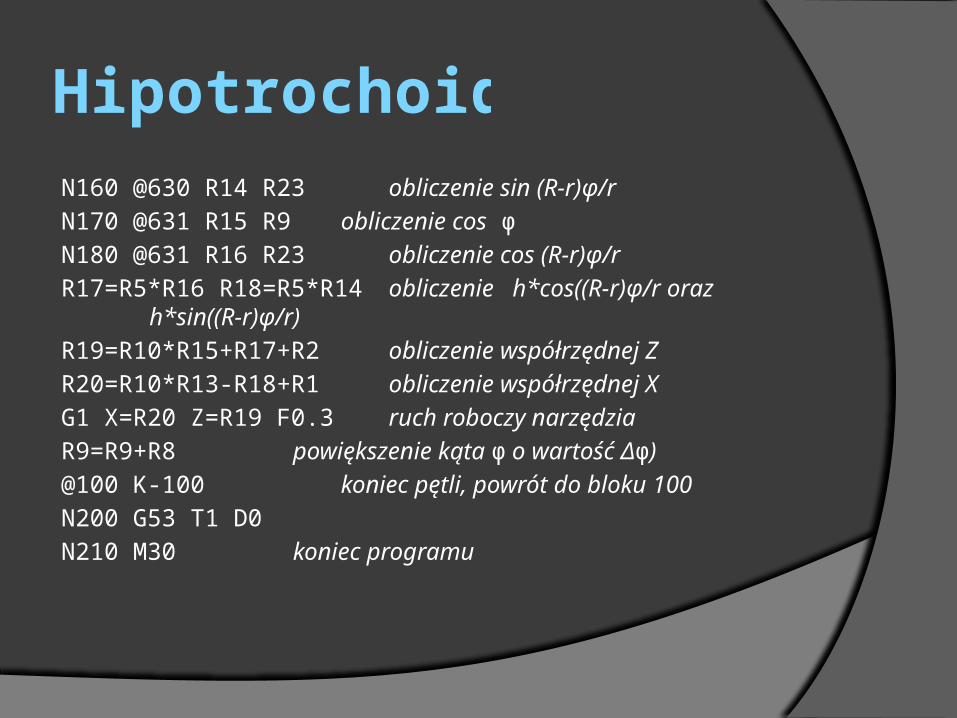
HipotrochoidN160 @630 R14 R23 obliczenie sin (R-r)φ/r
N170 @631 R15 R9 obliczenie cos ϕ
N180 @631 R16 R23 obliczenie cos (R-r)φ/r
R17=R5*R16 R18=R5*R14 obliczenie h*cos((R-r)φ/r oraz h*sin((R-r)φ/r)
R19=R10*R15+R17+R2 obliczenie współrzędnej Z
R20=R10*R13-R18+R1 obliczenie współrzędnej X
G1 X=R20 Z=R19 F0.3 ruch roboczy narzędzia
R9=R9+R8 powiększenie kąta ϕ o wartość Δϕ)
@100 K-100 koniec pętli, powrót do bloku 100
N200 G53 T1 D0
N210 M30 koniec programu

EpicykloidaEpicykloida jest krzywą którą opisuje ustalony punkt okręgu (o promieniu r) toczącego się bez poślizgu na zewnątrz innego, nieruchomego okręgu (o promieniu R).
Przykłady epicykloid:Dla stosunku R/r=1 Dla stosunku R/r=2 Dla stosunku R/r=3
Epicykloida
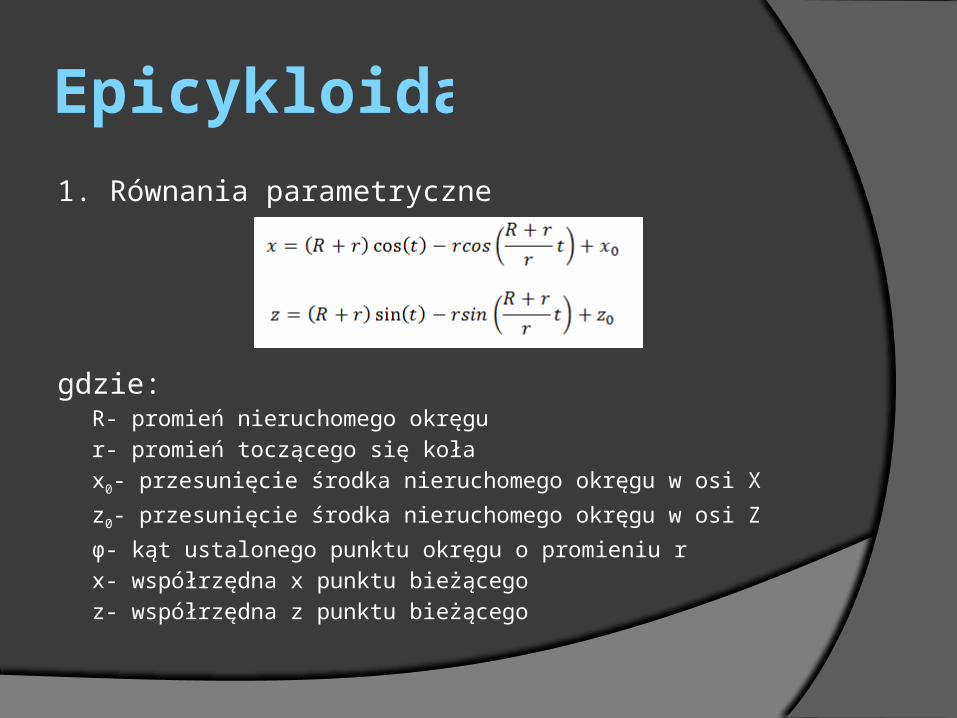
1. Równania parametryczne
gdzie:R- promień nieruchomego okręgu
r- promień toczącego się koła
x0- przesunięcie środka nieruchomego okręgu w osi X
z0- przesunięcie środka nieruchomego okręgu w osi Z
ϕ- kąt ustalonego punktu okręgu o promieniu r
x- współrzędna x punktu bieżącego
z- współrzędna z punktu bieżącego
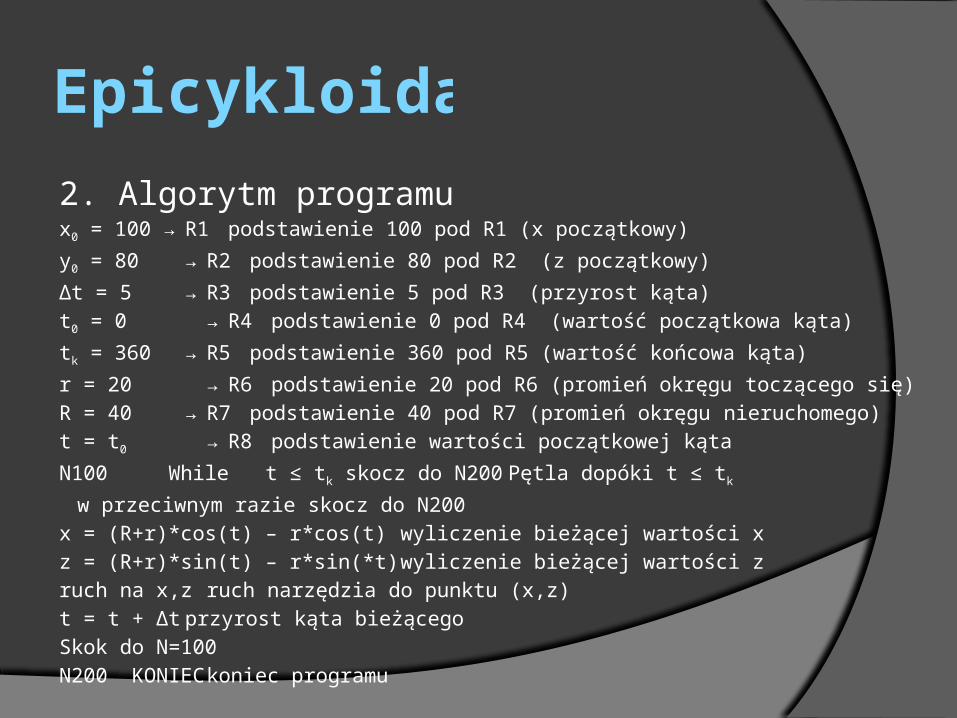
Epicykloida
2. Algorytm programux0 = 100 → R1 podstawienie 100 pod R1 (x początkowy)
y0 = 80 → R2 podstawienie 80 pod R2 (z początkowy)
∆t = 5 → R3 podstawienie 5 pod R3 (przyrost kąta)
t0 = 0 → R4 podstawienie 0 pod R4 (wartość początkowa kąta)
tk = 360 → R5 podstawienie 360 pod R5 (wartość końcowa kąta)
r = 20 → R6 podstawienie 20 pod R6 (promień okręgu toczącego się)
R = 40 → R7 podstawienie 40 pod R7 (promień okręgu nieruchomego)
t = t0 → R8 podstawienie wartości początkowej kąta
N100 While t ≤ tk skocz do N200 Pętla dopóki t ≤ tk
w przeciwnym razie skocz do N200
x = (R+r)*cos(t) – r*cos(t) wyliczenie bieżącej wartości x
z = (R+r)*sin(t) – r*sin(*t) wyliczenie bieżącej wartości z
ruch na x,z ruch narzędzia do punktu (x,z)
t = t + ∆t przyrost kąta bieżącego
Skok do N=100
N200 KONIEC koniec programu
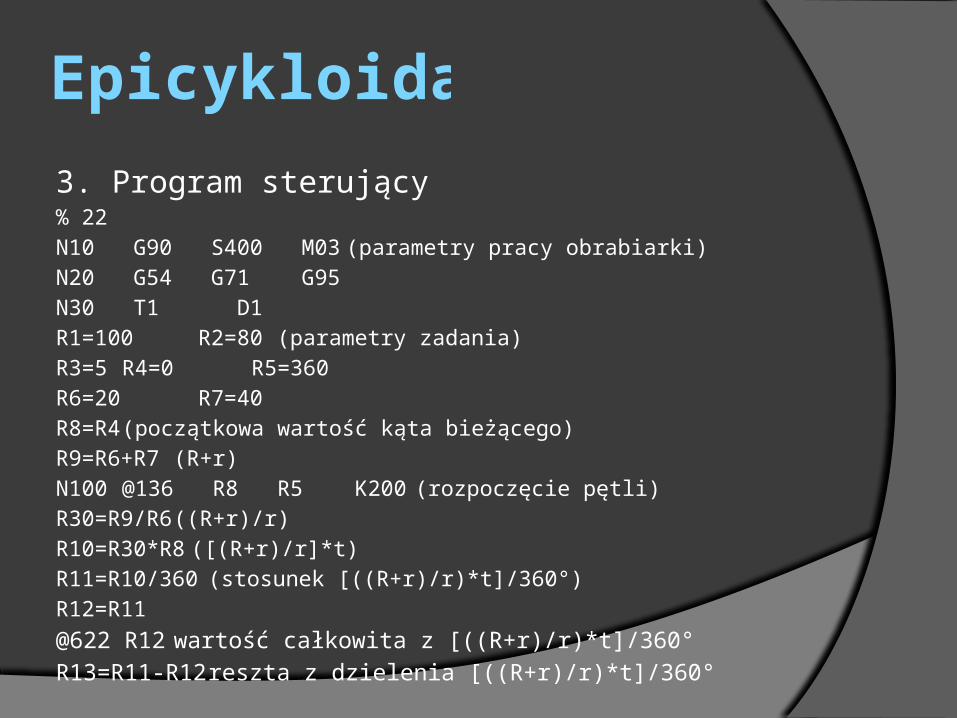
Epicykloida
3. Program sterujący% 22
N10 G90 S400 M03 (parametry pracy obrabiarki)N20 G54 G71 G95
N30 T1 D1R1=100 R2=80 (parametry zadania)
R3=5 R4=0 R5=360
R6=20 R7=40R8=R4 (początkowa wartość kąta bieżącego)R9=R6+R7 (R+r)
N100 @136 R8 R5 K200 (rozpoczęcie pętli)
R30=R9/R6 ((R+r)/r)
R10=R30*R8 ([(R+r)/r]*t)R11=R10/360 (stosunek [((R+r)/r)*t]/360°)
R12=R11
@622 R12 wartość całkowita z [((R+r)/r)*t]/360°
R13=R11-R12 reszta z dzielenia [((R+r)/r)*t]/360°

EpicykloidaR14=R13*360 kąt t w zakresie do 360°
@631 R15 R8 cos t
@631 R16 R14 cos ([(R+r)/r]*t)
@630 R17 R8 sin t
@630 R18 R14 sin ([(R+r)/r]*t)
R19=R6*R16 r* ([(R+r)/r]*t)
R20=R9*R15 – R19 x
R21=R6*R18 r*sin ([(R+r)/r]*t
R22=R9*R17 – R21 z
G1 X=R20 Z=R22 F=0.3 ruch roboczy narzędzia z interpolacją liniową)
R8=R8+R3 przyrost kąta bieżącego
@100 K-100 koniec pętli – powrót do N100
N200 G53 T1 D0
N210 M30 koniec programu

Wałek o zarysie sinusoidalnym
R1=137 długość sinusoidy
R2=66 średnica zewnętrzna
R3=60 średnica na której umieszczona jest sinusoida
R4=9 liczba „pół okresów”
R5=9 współrzędna Z początku sinusoidy
R6=155 długość wałka

Wałek o zarysie sinusoidalnym1. Równanie parametryczne
dla Z (R5,R5+R1)
(R2-R3)/2-Amplituda sinusoidy
(180*R4)/R1- Wyrażenie zamieniające Z-R5 z milimetrów na stopnie

Wałek o zarysie sinusoidalnym2. PodprogramR1=137 R2=66 R3=60 R4=9 R5=9
R6=155 R8=R1/R4 R10=R8/180
R11=R4*180 R13=R5+R1 R41=0
R12=10 R40=R3/2
N5 R46=R6-R5 R50=R40+R36 R51=R6+5
N15 G1 X=R50 Z=R47
N18 Z=R46
N20 @136 R41 R11 K150 Początek zarysu sinusoidalnego
N30 R43=R41/360
N40 @622 R42
N50 R43=R42*360
N60 R44=R41-R43
N70 @630 R30 R44
N80 R31=3*R30+R40 R31=R31+R36 obliczenie współrzędnej x

Wałek o zarysie sinusoidalnym
N90 R32=R41*R10+R5 R45=R6-R32 (obliczanie współrzędnej z)
N95 @123 R31 R37 K100 („ucięcie” sinusoidy)
N99 X=R37 Z=R45
@100 K110
N100 X=R31 Z=R45
N110 R41=R41=R12
N120 @100 K-20 (koniec zarysu sinusoidalnego)
N150 G1 G40 Z=R5
N155 X=R37 (wycofanie narzędzia)
N160 G0 Z=R47
N165 R36=R36-1 (zwiększanie warstwy skrawnej)
N170 M17 (koniec)

Wałek o zarysie sinusoidalnym
3. Program sterujący (główny program)%87
R1=137 R2=66 R3=60 R4=9 R5=9 (definiowanie parametrów)
R6=155 R8=R1/R4 R10=R8/180
R11=R4*180 R13=R5+R1 R41=0 R12=10
R40=R3/2 R14=67 R35=R2-R3
R36=R35-1 R37=R14/2+1
N50 G90 S400 M41 M3
N60 G71 G95 F.2
N70 G54 T5 D5
R47=R6+5
N80 G0 X=R37 Z=R47 (dojazd w pobliże materiału)
N90 L87 P=R35 (wywołanie podprogramu L87 6 razy)
N100 G0 X=150 Z=160 (odjazd od materiału)
N110 G53 G40
N120 M30 (koniec [programu)

Wielobok
1. Generowanie n-kąta wieloboku foremnego o zadanej długości promienia koła opisanego

Wielobok
2. Algorytm programu∆t=360/n
tb=0 – t bieżące
N100 dopóki t0<tk N200
t:=t+∆t
sint=x/r
xb=r*sint
zb=r*cost
G1 x=xb z=zb
Powrót do N100
N200

Wielobok
3. Program sterującyN10 G90 S54 G95 T1 D1 M3
N20 G71 N30 R1=100 R2=11 R3=0 R15=360 dane do zadania
N40 R4=360/R2
N50 G0 X0 Z=R1
N60 @135 R3 R15 K140 while t0<tk, skocz K140
N70 R3=R3+R4 t=t+∆t
N800 @630 R5 R3 sin t
N90 @631 R6 R3 cos t
N100 R10=R1*R5 xb=r*sin t
N110 R11=R1*R6 zb=r*cos t
N120 G1 X=R10 Z=R11 F0.3 wykonanie ruchu
N130 @100 K-60
N140 G0 X=R1 Z=R1
N200 G53 T1 D0
N300 M30

Obrócona elipsa
1. Równanie parametryczne na elipsę
x=a*sin(t)+x0
x=b*cos(t)+z0
Gdzie:
a, b- półosie
x0- przesunięcie środka elipsy w osi x
z0- przesunięcie środka elipsy w osi z
t- kąt, 0≤t≤2π

Obrócona elipsa
2. Podstawiane parametryΔt → R1 przyrost kąta
tp → R2 kąt początkowy elipsy (0o)
tk → R3 kąt końcowy elipsy (360o)
x0 → R4 przesunięcie środka elipsy w osi x
z0 → R5 przesunięcie środka elipsy w osi z
a → R6 półoś x
b → R7 półoś z

Obrócona elipsa
3. Podprogram- obrócenie punktu o kątL10
G90 Układ bezwzględny
@614 R25 R8 R9
R26=R8/R25 sinϕA=xA/r
@634 R27 R26 ϕA=arcsin(xA/r)
R28=R27+R21 ϕB=ϕA+Δϕ
@360 R29 R28 R29=sinϕB
@631 R30 R28 R30=cosϕB
R8=R25*R29 xA’=r*sinϕB
R9=R25*R30 zA’=r*cosϕB
M17 koniec podprogramu

Obrócona elipsa
4. Podprogram na elipsęL6G90 Układ bezwzględnyR8=0 R9=R6 podstawienie R8=0, R9=a (współrzędne punktu A)R8=R8+R4 R9=R9+R5 przesunięcie środka elipsy w osi x i zG00 X=R8 Z=R9 ruch szybki do punktu rozpoczęcia rysowania elipsyR10=R2 t=tpN100 @135 R10 R3 K200 pętla while dopóki t<tk, w przeciwnym razie skocz do K140R10=R10+R1 t=t+Δt@630 R11 R10 R11=sin(t)@631 R12 R10 R12=cos(t)R8=R7*R11 R8=b*sin(t)R9=R6*R12 R9=a*cos(t)R8=R8+R4 R9=R9+R5G1 X=R8 Z=R9 Ruch roboczy narzędzia@100 K-100N200 M17 koniec podprogramu

Obrócona elipsa
5. Program sterujący na jedną obróconą elipsę%6
N10 G54 G90 G95 S1000 T1 D1 M3
N20 G40 G71 F0.2 parametry pracy obrabiarki
N30 R1=5 R2=0 R3=360 dane do zadania
N40 R4=300 R5=300
N50 R6=100 R7=40
N60 R20=0
N70 R21=45
N80 L6 P1 wywołanie podprogramu L6
N90 T1 D0
N100 G53
N110 M30 Koniec programu

Obrócona elipsa
6. Program sterujący na zbiór obróconych elipsN10 G54 G90 G95 S1000 T1 D1 M3
N20 G40 G71 F0.2 parametry pracy obrabiarki
N30 R1=5 R2=0 R3=360 dane do zadania
N40 R4=300 R5=300
N50 R6=100 R7=40
N60 R20=0
N70 R21=45
N100 @135 R21 360 K90 pętla while ϕ<360, w przeciwnym razie skocz do N90
N80 L6 P1 wywołanie podprogramu L6
R21=R21+R21 powiększenie kąta ϕ
N90 T1 D0 odwołanie narzędzia
N100 G53
N110 M30 koniec programu

Krzywe Lissajous
1. Równania parametryczne
x=A1sin(pωt+φ1)
y=A2sin(pωt+φ2)
gdzie:
pω, pω- częstość drgań

Krzywe Lissajous
2. Program sterujący
N5 G90 S400 M03 (ustawianie parametrów pracy obrabiarki)
N15 G54 G71 G94
N20 T1 D1 F300
R1=75 (amplituda a1)
R2=50 (amplituda a2)
R3=1 (wartość p)
R4=3 (wartość q)
R5=1 (wartość ω)
R6=90 (wartość kąta φ)
R7=0 (wartość kąta φ)
R8=0 (wartość początkowa parametru t=t)
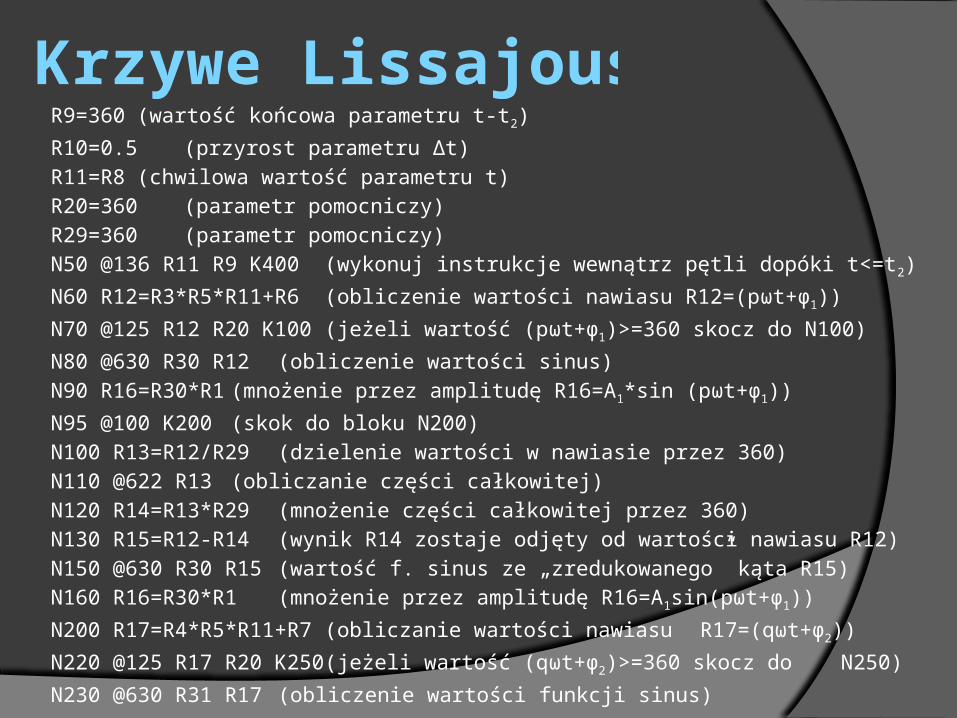
Krzywe LissajousR9=360 (wartość końcowa parametru t-t2)
R10=0.5 (przyrost parametru Δt)
R11=R8 (chwilowa wartość parametru t)
R20=360 (parametr pomocniczy)
R29=360 (parametr pomocniczy)
N50 @136 R11 R9 K400 (wykonuj instrukcje wewnątrz pętli dopóki t<=t2)
N60 R12=R3*R5*R11+R6 (obliczenie wartości nawiasu R12=(pωt+φ1))
N70 @125 R12 R20 K100 (jeżeli wartość (pωt+φ1)>=360 skocz do N100)
N80 @630 R30 R12 (obliczenie wartości sinus)
N90 R16=R30*R1 (mnożenie przez amplitudę R16=A1*sin (pωt+φ1))
N95 @100 K200 (skok do bloku N200)
N100 R13=R12/R29 (dzielenie wartości w nawiasie przez 360)
N110 @622 R13 (obliczanie części całkowitej)
N120 R14=R13*R29 (mnożenie części całkowitej przez 360)
N130 R15=R12-R14 (wynik R14 zostaje odjęty od wartości nawiasu R12)
N150 @630 R30 R15 (wartość f. sinus ze „zredukowanego” kąta R15)
N160 R16=R30*R1 (mnożenie przez amplitudę R16=A1sin(pωt+φ1))
N200 R17=R4*R5*R11+R7 (obliczanie wartości nawiasu R17=(qωt+φ2))
N220 @125 R17 R20 K250 (jeżeli wartość (qωt+φ2)>=360 skocz do N250)
N230 @630 R31 R17 (obliczenie wartości funkcji sinus)

Krzywe LissajousN240 R18=R31*R2 (mnożenie przez amplitudę)
N245 @100 K300 (skok do bloku N300)
N250 R19=R17/R29 (dzielenie wartości w nawiasie przez 360)
N260 @622 R19 (obliczanie części całkowitej)
N270 R21 R19*R29 (mnożenie części całkowitej przez 360)
N280 R22=R17-R21 (wynik R21 zostaje odjęty od wartości nawaisu R17)
N290 @630 R31 R22(wartość f. sinus ze „zredukowanego” kąta R22)
N295 R18=R31*R2 (mnożenia przez amplitudę R18=A2sin (qωt+φ2))
N300 G01 X=R16+90 (ruch na obliczone współrzędne+ przesunięcie)
Z=R18+190
N310 R11=R11+R10 (do parametru t zostaje dodany przyrost Δt)
N320 @100 K-50 (powrót do bloku N50)
N400 M30 (zakończenie programu)
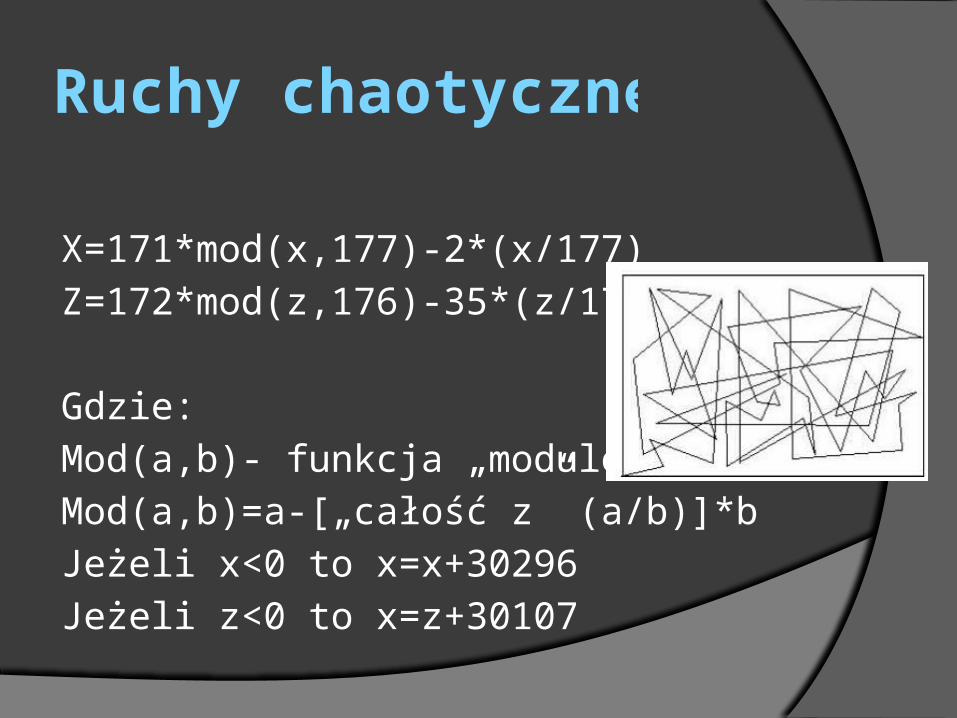
Ruchy chaotyczne
X=171*mod(x,177)-2*(x/177)
Z=172*mod(z,176)-35*(z/176)
Gdzie:
Mod(a,b)- funkcja „modulo”
Mod(a,b)=a-[„całość z” (a/b)]*b
Jeżeli x<0 to x=x+30296
Jeżeli z<0 to x=z+30107

Ruchy chaotyczne
1. Program sterującyN5 G90 S355 M03 (ustawienie parametrów pracy obrabiarki)
N10 G54 G71 G94
N20 T1 D1
R1=1 (inicjowanie licznika generowanych punktów)
R2=100 (ustalenie liczby generowanych punktów)
R40=0
N100 @136 R1 R2 K300 (dopóki R1<=R2 wykonuj instrukcję wewnątrz pętli)
R10=R3/177 (początek obliczeń wg wzoru x=…)
R13=R10
@622 R10 (obliczanie całości z R10)
R11=R10*177
R12=R3-R11 (mod(R3,177))
R14=2*R13
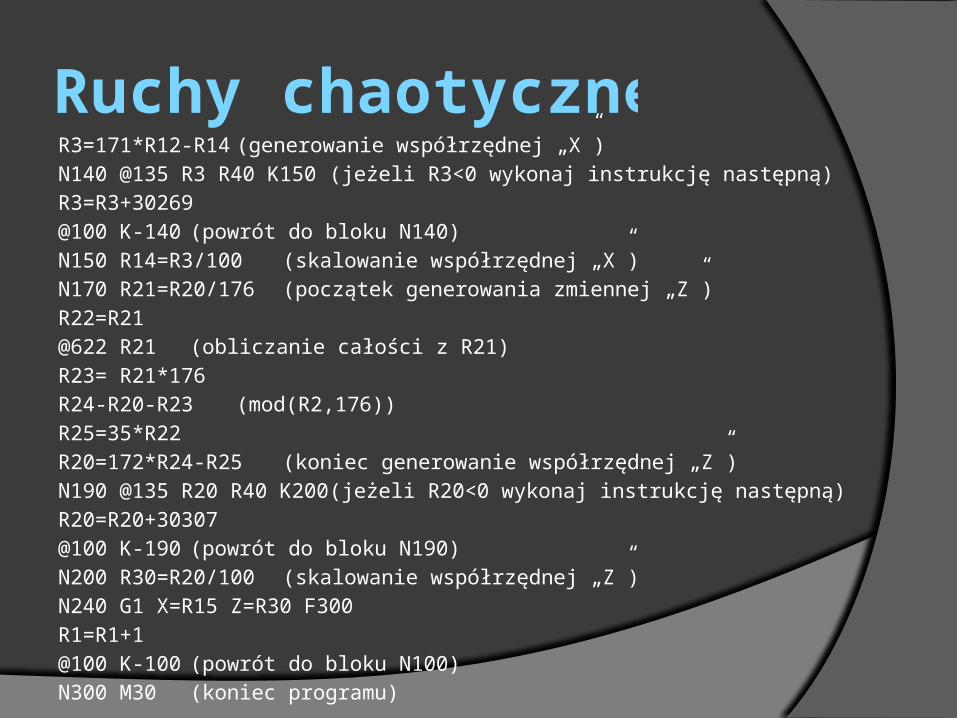
Ruchy chaotyczneR3=171*R12-R14 (generowanie współrzędnej „X”)
N140 @135 R3 R40 K150 (jeżeli R3<0 wykonaj instrukcję następną)
R3=R3+30269
@100 K-140 (powrót do bloku N140)
N150 R14=R3/100 (skalowanie współrzędnej „X”)
N170 R21=R20/176 (początek generowania zmiennej „Z”)
R22=R21
@622 R21 (obliczanie całości z R21)
R23= R21*176
R24-R20-R23 (mod(R2,176))
R25=35*R22
R20=172*R24-R25 (koniec generowanie współrzędnej „Z”)
N190 @135 R20 R40 K200 (jeżeli R20<0 wykonaj instrukcję następną)
R20=R20+30307
@100 K-190 (powrót do bloku N190)
N200 R30=R20/100 (skalowanie współrzędnej „Z”)
N240 G1 X=R15 Z=R30 F300
R1=R1+1
@100 K-100 (powrót do bloku N100)
N300 M30 (koniec programu)

Generowanie krzywych z interpolacją liniowo kołową
1.Symulacja toru narzędzia wzdłuż paraboli
x=z2-5*z+15

Generowanie krzywych z interpolacją liniowo kołową
2.Analiza matematyczna
Równanie parametryczne paraboli w płaszczyźnie X-Z
x=a*z2+b*z+c
gdzie:
a,b,c-stałe,
z-współrzędna z bieżącego punktu,
x- współrzędna x bieżącego punktu.

Generowanie krzywych z interpolacją liniowo kołową
3. Algorytm programua=1 => R1 podstaw wartość 1 pod parametr R1
b=-5 => R2 podstaw wartość -5 pod parametr R2
c=15 => R3 podstaw wartość 15 pod parametr R3
zp=0 => R4 podstaw wartość 0 pod parametr R4
zk=20 => R5 podstaw wartość 20 pod parametr R5
z=zp => R6 ustaw wartość początkową położenia początkowego(czyli R6=0)
Δz=1 => R7 podstaw wartość 1 pod parametr R7(zmiana bieżącej współrzędnej z)
N100 WHILE z≤zk K200 początek pętli: Dopóki z≤zk wykonuj następne bloki w przeciwnym razie
skocz do bloku N200
oblicza bieżący punkt paraboli
wykonaj ruch narzędzia na obliczone współrzędne(Z,X),
z=z+Δz powiększ bieżącą współrzędną z
skocz do bloku N100
N200 M30 koniec programu
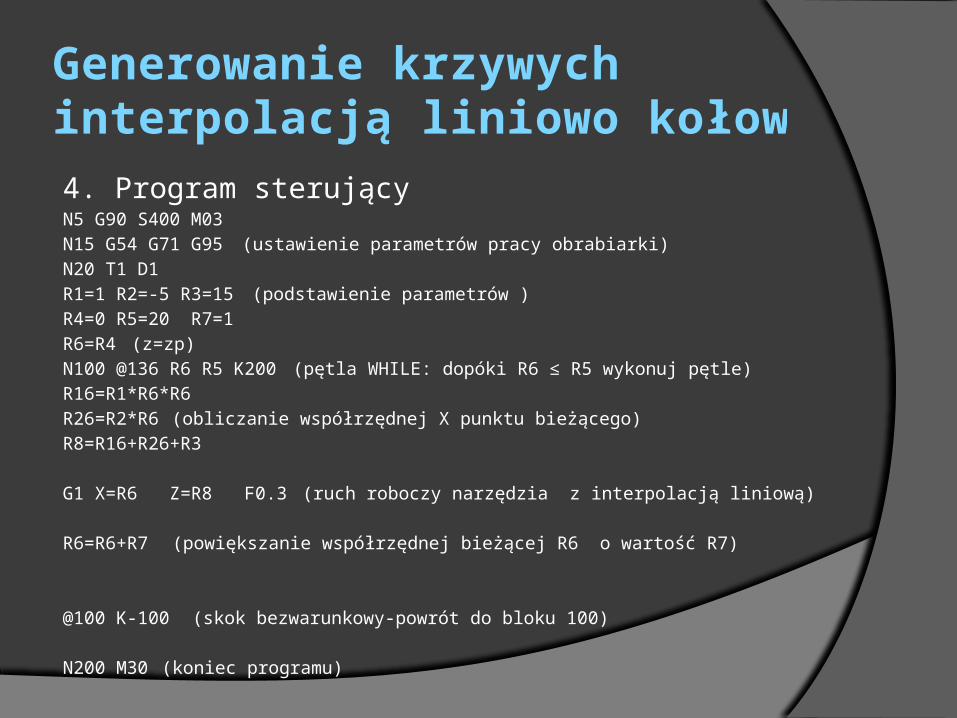
Generowanie krzywych z interpolacją liniowo kołową 4. Program sterującyN5 G90 S400 M03
N15 G54 G71 G95 (ustawienie parametrów pracy obrabiarki)
N20 T1 D1
R1=1 R2=-5 R3=15 (podstawienie parametrów )
R4=0 R5=20 R7=1
R6=R4 (z=zp)
N100 @136 R6 R5 K200 (pętla WHILE: dopóki R6 ≤ R5 wykonuj pętle)
R16=R1*R6*R6
R26=R2*R6 (obliczanie współrzędnej X punktu bieżącego)
R8=R16+R26+R3
G1 X=R6 Z=R8 F0.3 (ruch roboczy narzędzia z interpolacją liniową)
R6=R6+R7 (powiększanie współrzędnej bieżącej R6 o wartość R7)
@100 K-100 (skok bezwarunkowy-powrót do bloku 100)
N200 M30 (koniec programu)

Przykładowy wałek
1. Rysunek konstrukcyjny.

Przykładowy wałek
2. Rysunek technologiczny, sparametryzowany.
Dane dotyczące gwintu:M36 D=36 D2=33,402 D1=31,670 D3=30,738 P=4-skok gwintu t=2,631-głębokość gwintu

Przykładowy wałek
3. Zależności geometryczne.

R111=R3/2, R112=R1-R14,
tg(R15)=R113/R111, @632 R115 R15, R113=R115*R111
R114=R113-R112,
cos(R15)=R111/R116, @631 R117 R15, R116=R111/R117,
R18*R116=R111*R18+R111*R114
R18(R116-R111)=R111*R114
Wzór na promień:
Przykładowy wałek

Przykładowy wałek
4. Podprogram na zarys wałkaN360 L1 Podprogram (opis konturu)
N370 G0 X=R105 Z= R16 Ruch szybki do punktu A
N380 G1 A135 A180 X=R6 Z=R4 Ciąg trójpunktowy do punktu D, ruch roboczy z interpolacją liniową
N390 G1 A90 A180 X=R1 Z=R17 Ciąg trójpunktowy do punktu E, ruch roboczy z interpolacją liniową
N400 G2 A=R101B=R18 X=R14 Z=R19 Ciąg dwupunktowy z promieniem, interpolacja kołowa zgodnie z ruchem wskazówek
zegara do punktu F
N410 G2 B=R18 A=R102 X=R1Z=R2 Ciąg dwupunktowy z promieniem, interpolacja kołowa zgodnie z ruchem wskazówek
zegara do punktu G
N420 G1Z-1 Wybieg w osi Z do punktu H
N430 G0 X60 Wybieg w osi X
N440 M17 Koniec podprogramu
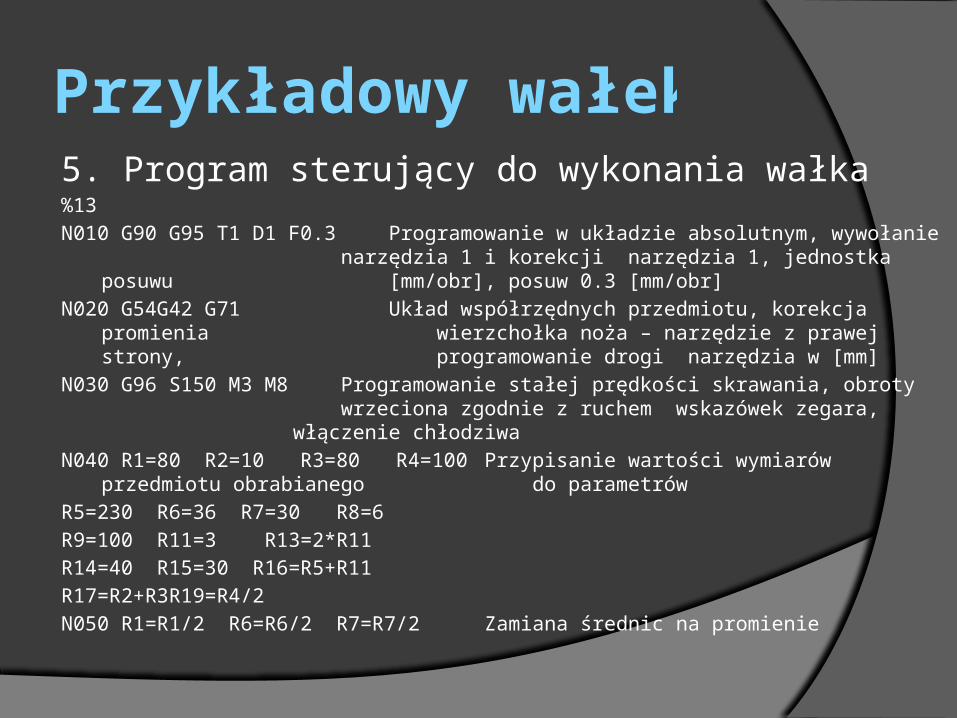
5. Program sterujący do wykonania wałka%13
N010 G90 G95 T1 D1 F0.3 Programowanie w układzie absolutnym, wywołanie narzędzia 1 i korekcji narzędzia 1,
jednostka posuwu [mm/obr], posuw 0.3 [mm/obr]
N020 G54G42 G71 Układ współrzędnych przedmiotu, korekcja promienia wierzchołka noża – narzędzie z prawej strony, programowanie drogi narzędzia w [mm]
N030 G96 S150 M3 M8 Programowanie stałej prędkości skrawania, obroty wrzeciona zgodnie z ruchem wskazówek zegara,
włączenie chłodziwa
N040 R1=80 R2=10 R3=80 R4=100 Przypisanie wartości wymiarów przedmiotu obrabianego do parametrów
R5=230 R6=36 R7=30 R8=6
R9=100 R11=3 R13=2*R11
R14=40 R15=30 R16=R5+R11
R17=R2+R3R19=R4/2
N050 R1=R1/2 R6=R6/2 R7=R7/2 Zamiana średnic na promienie
Przykładowy wałek

Przykładowy wałek R14=R14/2
N051 R101=R15+180 R102=180-R15 Przypisanie wartości wymiarów do parametrów
R105=R6-R13 R106=R1+2.5
R107=R5+1 R108=R5-R9
R109=R108+R8 R110=R6+1
R111=R3/2 R112=R1-R14
N052 @632 R115 R15 Obliczenie tg kąta R15
N053 R113=R115*R111 Obliczenie R113
N054 R114=R113-R112 Obliczenie R114
N055 @631 R117 R15 Obliczenie cos kąta R15
N056 R116=R111/R117 Obliczenie R116
N057 R118=R114*R111 Obliczenie R118
N058 R119=R116-R111 Obliczenie R119
N059 R18=R118/R119 Obliczenie promienia R18
N060 G0X= R106Z= R107 Programowe doprowadzenie do punktu startu
N065 R20=1 R21=R105
R22=R16 R24=0.5 Parametry cyklu L95
R25=0.5 R26=3 R27=42R29=41
N070 L95 P1 Cykl toczenia wzdłużnego, liczba powtórzeń

N090 Z260 M9 Odjazd ruchem szybkim w osi Z,, wyłączenie chłodziwa
N100T2D2 Wywołanie narzędzia 2 i korekcji narzędzia 2
N110 G0 X=R110 Z=R108 Najazd ruchem szybkim do punktu B
N120 G1 X=R7 F0.1 M8 Toczenie najmniejszej średnicy wałka, włączenie chłodziwa, najazd do punktu C
N140 G0 X60 M9 Odjazd ruchem szybkim w osi X, wyłączenie chłodziwa
N150 Z260 Odjazd ruchem szybkim w osi Z
N160 T3D3 Wywołanie narzędzia 3 i korekcji narzędzia 3
N170 R20=4 R21=R6 R22=R5 R23=1 Parametry gwintu
R24= -2.631 R25=0.2 R26=3 R27=3
R28=12 R29=5 R31=R6 R32=R109
N190 L97 P1 Toczenie gwintu
N300 X60 Odjazd ruchem szybkim w osi X
N330 Z260 M5 M9 Odjazd ruchem szybkim w osi Z, zatrzymanie obrotów wrzeciona, wyłączenie chłodziwa
N340 G53 Przejście do układu współrzędnych obrabiarki
N350 M30 Koniec programu