programiranje izdelave orodij cnc strojih · tako je v osrednjem delu naloge najprej predstavljeno...
TRANSCRIPT
UNIVERZA V MARIBORU
FAKULTETA ZA STROJNIŠTVO
Andrej TURIČNIK
PROGRAMIRANJE IZDELAVE ORODIJ CNC
STROJIH
Diplomsko delo
univerzitetnega študijskega programa 1. stopnje
Strojništvo
Maribor, september 2010
Fakulteta za strojništvo
PROGRAMIRANJE IZDELAVE ORODIJ NA CNC
STROJIH
Diplomsko delo
Študent(ka): Andrej TURIČNIK
Študijski program: Univerzitetni študijski program 1. stopnje Strojništvo
Smer: Proizvodne tehnologije in sistemi
Mentor: red. prof. dr. Jože BALIČ
Maribor, september 2010

- II -
Vložen original sklepa o
potrjeni temi diplomskega dela

- III -
I Z J A V A
Podpisani Andrej TURIČNIK izjavljam, da:
je bilo predloženo diplomsko delo opravljeno samostojno pod mentorstvom red. prof.
dr. Jože BALIČ;
predloženo diplomsko delo v celoti ali v delih ni bilo predloženo za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
soglašam z javno dostopnostjo diplomskega dela v Knjižnici tehniških fakultet
Univerze v Mariboru.
Maribor, 4.9.2010 Podpis: ___________________________

- IV -
ZAHVALA
Zahvaljujem se mentorju red. prof. dr. Jože BALIČ za
pomoč in vodenje pri opravljanju diplomskega dela.
Posebna zahvala velja staršem, ki so mi omogočili
študij.

- V -
PROGRAMIRANJE IZDELAVE ORODIJ NA CNC STROJIH
Ključne besede: Orodje, CAD/CAM, CNC programiranje, rezkanje, programski paket
HyperMill, pet osni CNC stroj, brizganje vzglavnikov
UDK: 621.7.07-5(043.2)
POVZETEK
V diplomskem delu so poleg praktičnega primera izdelave orodja predstavljeni še CAD/CAM
postopki in osnove iz CNC programiranja. Kot praktični primer je predstavljen način izdelave
gravure orodja za brizganje avtomobilskih vzglavnikov s programskim paketom HyperMill na
pet osnem CNC rezkalnem stroju. Ugotovljeno je da lahko s programskim paketom HyperMill
in pet osnim obdelovalnim strojem izdelamo zelo kompleksna orodja vseh vrst razmeroma
enostavno in hitro ter tako ostanemo v stiku s konkurenco, ki je vedno večja.

- VI -
CNC PROGRAMMIN FOR MANUFACTURING OF INDUSTRY TOOLS
Key words: Tool, CAD/CAM, CNC programming, Milling, Software Package HyperMill,
Five axis CNC Machine, Molding of Headrests.
UDK: 621.7.07-5(043.2)
ABSTRACT
In my diploma I have; beside the practical example of tool-making, also presented CAD/CAM
procedure and basics of CNC programming. As the practical example I have chosen the
presentation of engraving tool manufacturing method for molding automotive headrests on
the five-axis CNC machine by using a HyperMill software package. Throughout my diploma it
has been established and proven that by using a a HyperMill software package and the five-
axis CNC machine we can relatively easily and quickly produce very complex tools of all
kinds. Thereby we are able to stay in touch with the increasing competition.

- VII -
KAZALO VSEBINE
1. UVOD ................................................................................................................................ 1
1.1 OPIS SPLOŠNEGA PODROČJA DIPLOMSKEGA DELA ..................................................... 1
1.2 OPREDELITEV DELA .................................................................................................... 1
1.3 METODE DELA ............................................................................................................. 1
1.4 STRUKTURA DIPLOMSKEGA DELA ............................................................................... 2
2. PREDSTAVITEV PODJETJA ....................................................................................... 3
2.1 DEJAVNOST PODJETJA ................................................................................................. 4
2.2 ORGANIZACIJSKA STRUKTURA PODJETJA .................................................................. 5
3. OSNOVE O CNC PROGRAMIRANJU NA FREZALNEM STROJU ...................... 7
3.1 KOORDINATNI SISTEM PRI FREZALNEM STROJU ........................................................ 8
3.1.1 Koordinatna izhodišča .......................................................................................... 9
3.2 PODATKI O ORODJU ................................................................................................... 10
3.3 ZGRADBA PROGRAMSKEGA STAVKA ........................................................................ 11
3.4 PROGRAMIRANJE CNC – FREZALNEGA STROJA ...................................................... 12
3.4.1 Izbira delovne ravnine G17, G18, G19............................................................... 12
3.4.2 G90 Absolutni način programiranja ................................................................... 12
3.4.3 G91 Relativni (inkrementalni) način programiranja .......................................... 13
3.4.4 G94, G95 Funkcije za določitev načina podajanja ............................................. 13
3.4.5 G53, G500 Preklic premika ničelne točke .......................................................... 13
3.4.6 TRANS, ATRANS Programiran premik ničelne točke ..................................... 14
3.4.7 ROT, AROT Programirana rotacija.................................................................... 14
3.4.8 G0 Hitri gib (pozicioniranje) .............................................................................. 15
3.4.9 G1 Delovni gib (linearna interpolacija) .............................................................. 15
3.4.10 G41, G42 Kompenzacija polmera orodja ........................................................... 15
4. RAČUNALNIŠKO INTEGRIRANA PRIZVODNJA V ORODJARSTVU ............. 16
4.1 CILJI UVAJANJA RAČUNALNIŠKO INTEGRIRANE PROIZVODNJE V ORODJARSTVO .. 16
4.2 CAD SISTEM .............................................................................................................. 17

- VIII -
4.2.1 Preskriptivni model ............................................................................................ 18
4.2.2 Deskreptivni model ............................................................................................ 18
4.3 CAM SISTEM ............................................................................................................ 19
4.3.1 CAM – proces v orodjarni .................................................................................. 19
5. MODERNI POSTOPEK FREZANJA (HSC) ............................................................. 22
5.1 CILJI NOVIH POSTOPKOV .......................................................................................... 22
5.2 OBDELAVA Z VISOKIMI OBDELOVALNIMI HITROSTMI (HSC) .................................. 22
6. PREDSTAVITEV ORODJA ZA IZDELAVO AVTOMOBLISKEGA
VZGLAVNIKA ....................................................................................................................... 24
6.1 NA SPLOŠNO O ORODJIH ............................................................................................ 24
6.2 OSNOVNE IN KARAKTERISTIKE ORODJA ZA BRIZGANJE VZGLAVNIKOV ................. 26
6.3 KLJUČNI SESTAVNI DELI ORODJA ............................................................................. 27
7. IZDELAVA ORODJA ................................................................................................... 29
7.1 OSNOVNE ZNAČILNOSTI CNC STROJA S KATERIM JE IZDELANA GRAVURA ORODJA
29
7.2 PREDSTAVITEV PROGRAMSKEGA PAKETA HYPERMILL .......................................... 29
7.3 IZDELAVA CNC PROGRAMA V PROGRAMSKEM PAKETU HYPERMILL .................... 30
7.3.1 Začetne nastavitve .............................................................................................. 30
7.3.2 Določitev operacij izdelave prve strani .............................................................. 31
7.3.3 Določitev operacij izdelave druge strani ............................................................ 35
7.4 CNC PROGRAM ......................................................................................................... 37
7.4.1 CNC program za prvo vpetje .............................................................................. 37
7.4.2 CNC program za drugo vpetje ............................................................................ 39
7.5 IZBIRA REZALNIH ORODIJ ......................................................................................... 41
7.6 DOLOČITEV REZALNIH PARAMETROV ...................................................................... 43
7.6.1 Rezalni parametri za grobo struženje ................................................................. 43
7.6.2 Rezalni parametri za fino struženje .................................................................... 44
7.7 CNC SIMULACIJA ...................................................................................................... 45
8. UMERJANJE ORODJA NA TRIKOORDINATNI MERILNI NAPRAVI ............. 46

- IX -
8.1 OPIS TRIKOORDINATNE MERILNE NAPRAVE ............................................................. 46
8.2 POTEK MERITVE ........................................................................................................ 47
9. SKLEP ............................................................................................................................. 49
KAZALO SLIK
Slika 1.1: Informacijski tok pri CNC upravljanju ...................................................................... 7
Slika 7.2: Začetne nastavitve .................................................................................................... 31
Slika 7.3: Gravura orodja v programskem paketu HyperMill .................................................. 32
Slika 7.4: Izdelava luknje s strani ............................................................................................. 33
Slika 7.5: Vrtanje lukenj s strani .............................................................................................. 34
Slika 7.6: Gravura orodja s druge strani ................................................................................... 35
Slika 7.7: Orodje za čelno poravnavo ...................................................................................... 41
Slika 7.8: Orodje za grobo frezanje .......................................................................................... 41
Slika 7.9: Orodje za fino rezkanje (end mill) ........................................................................... 42
Slika 7.10: Orodje za fino rezkanje - kroglični rezkar (ball mill) ............................................ 42
Slika 7.11: Vrtalni sveder ......................................................................................................... 43
Slika 7.12. CNC simulacija ...................................................................................................... 45
Slika 1.1: Informacijski tok pri CNC upravljanju ...................................................................... 7
Slika 7.2: Začetne nastavitve .................................................................................................... 31
Slika 7.3: Gravura orodja v programskem paketu HyperMill .................................................. 32
Slika 7.4: Izdelava luknje s strani ............................................................................................. 33
Slika 7.5: Vrtanje lukenj s strani .............................................................................................. 34
Slika 7.6: Gravura orodja s druge strani ................................................................................... 35
Slika 7.7: Orodje za čelno poravnavo ...................................................................................... 41
Slika 7.8: Orodje za grobo frezanje .......................................................................................... 41
Slika 7.9: Orodje za fino rezkanje (end mill) ........................................................................... 42

- X -
Slika 7.10: Orodje za fino rezkanje - kroglični rezkar (ball mill) ............................................ 42
Slika 7.11: Vrtalni sveder ......................................................................................................... 43
Slika 7.12. CNC simulacija ...................................................................................................... 45
Slika 1.1: Informacijski tok pri CNC upravljanju ...................................................................... 7
Slika 7.2: Začetne nastavitve .................................................................................................... 31
Slika 7.3: Gravura orodja v programskem paketu HyperMill .................................................. 32
Slika 7.4: Izdelava luknje s strani ............................................................................................. 33
Slika 7.5: Vrtanje lukenj s strani .............................................................................................. 34
Slika 7.6: Gravura orodja s druge strani ................................................................................... 35
Slika 7.7: Orodje za čelno poravnavo ...................................................................................... 41
Slika 7.8: Orodje za grobo frezanje .......................................................................................... 41
Slika 7.9: Orodje za fino rezkanje (end mill) ........................................................................... 42
Slika 7.10: Orodje za fino rezkanje - kroglični rezkar (ball mill) ............................................ 42
Slika 7.11: Vrtalni sveder ......................................................................................................... 43
Slika 7.12. CNC simulacija ...................................................................................................... 45

- XI -
UPORABLJENI SIMBOLI
n - število vrtljajev
d - premer rezkarja
zi - število zob rezkarja
fz - podajanje na en zob
fv - podajanje
fmin - podajalna hitrost
vc - rezalna hitrost

- XII -
UPORABLJENE KRATICE
CNC - Computer Numericanl Control – Računalniško numerično krmiljenje
CAD - Computer Aided Design – Računalniško podprto konstruiranje
CAM - Computer Aided Manufacturing – Računalniško podprta proizvodnja
NC - Numerical Control – Numerično krmiljenje
CAPP - Sistem za računalniško podprto programiranje
RIP - Računalniško integrirana proizvodnja
SFCD - Shop Floor Data Collection – Zbiranje obratovalnih podatkov
HSC - High Speed Cutting – Obdelava z visokimi obdelovalnimi hitrostmi
PIP - Načni brizganja pene direktno v prevleko vzglavnika
PUR - Način brizganja pene direktno v orodje
CAK - Orodja za izdelavo aktivnih vzglavnikov
FHR - Front Headrest – sprednji vzglavnik

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 1 -
1. UVOD
1.1 Opis splošnega področja diplomskega dela
V diplomskem delu bom predstavil izdelavo orodja za brizganje avtomobilskih vzglavnikov
in sicer za avtomobil Ford Focus. Za to temo sem se odločil, ker je področje zanimivo iz
tehnološkega vidika.
Za temo smo se odločili skupaj s podjetjem, ki je od naročnika prejelo naročilo za
izdelavo takšnega orodja. Poudarek diplomskega dela je predvsem na CNC (Computer
Numericanl Control – Računalniško numerično krmiljenje) izdelavi orodja, vsebuje pa tudi
ostale zanimivosti okoli orodja za brizganje vzglavnikov.
1.2 Opredelitev dela
Namen mojega diplomskega dela je izdelava orodja za brizganje avtomobilskih vzglavnikov z
optimalnimi orodji, parametri, s poudarkom na CNC izdelavi.
Cilji, ki jih ţelim doseči so:
- Z diplomskim delom ţelim prikazati izdelavo orodja za brizganje avtomobilskih
vzglavnikov.
- S teoretičnimi priporočili ţelim predstaviti izdelavo ključnih delov na orodju s
pomočjo CNC strojev.
- Z dokumentacijo in slikami prikazati, kakšno bo orodje ter njegove komponente, ki so
potrebne za delovanje.
1.3 Metode dela
Za dosego zgoraj navedenih ciljev sem uporabil naslednje metode dela:
- V prvem delu, ki je teoretični del so predstavljena obstoječa spoznanja na področju
CNC programiranja in izdelave na CNC strojih.
- V drugem, praktičnem delu diplomske naloge, pa sem se osredotočil na izdelavo
orodja za brizganje avtomobilskih vzglavnikov, na analize in opisovanja.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 2 -
1.4 Struktura diplomskega dela
Diplomsko delo je sestavljeno iz dveh sklopov: prvi del temelji na osnovi ţe znanih
teoretičnih osnovah iz področja CAD/CAM (Computer Aided Design – Računalniško podprto
konstruiranje/ Computer Aided Manufacturing – Računalniško podprta proizvodnja) sistemov
in CNC izdelave, v drugem delu pa se teoretična spoznanja prepletajo s prakso z namenom, da
se doseţe zastavljen cilj.
Prvi del diplomskega dela sestavljajo tretje, četrto in peto poglavje. V tem poglavju sem
opisal osnovna teoretična spoznanja iz področja CNC programiranja na odrezovalnih strojih,
CAD/CAM sisteme in moderne postopke rezkanja.
Drugi sklop diplomskega dela je sestavljen iz šestega, sedmega in osmega poglavja.
Tako je v osrednjem delu naloge najprej predstavljeno orodje za brizganje vzglavnikov. V
sedmem poglavju je predstavljena izdelava orodja za brizganje vzglavnikov na CNC
frezalnem stroju ter s kakšnimi orodji in parametri je bilo izdelano. V osmem poglavju pa je
opisan postopek umerjanja orodja in ugotavljanja, če je v mejah tolerance.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 3 -
2. PREDSTAVITEV PODJETJA
Podjetje Orodjarna & Inţeniring ALBA d.o.o. ima svoj sedeţ Pod gradom 1, Slovenj Gradec,
dolgi naziv podjetja je Orodjarstvo, inţeniring in proizvodnja. S svojo dejavnostjo je podjetje
začelo 01.09.2003.
Slika 2.1: Podjetje Alba d.o.o
Pred tem je podjetje delovalo v sklopu podjetja Johnson Controls - NTU d.o.o. kot eden od
profitnih centrov z imenom Tehnološka oprema. V skladu s poslovno politiko podjetja, se je
vodstvo podjetja Johnson Controls - NTU d.o.o. odločilo za odprodajo. Sedaj je lastnik s 60%
deleţem avstrijsko podjetje ALBA s sedeţem v Forstau in dva posameznika Aleksander in
Anton Naue iz Avstrije, vsak z 20 % deleţem.
ALBA je evropska veriga orodjarn s podjetji v Avstriji – matična firma v Forstau, ostale
v Radstadt Avstrija, Espelkampu Nemčiji, Strasbourg Franciji, Oderzo Italiji in zdaj tudi v
Sloveniji.
Podjetje bi lahko uvrščali med vizionarska podjetja, saj v večini primerov izdelujejo
oziroma razvijajo prototipne stroje, orodja in naprave za lajšanje dela v proizvodnji, in sicer v
navezi kupec - dobavitelj - proizvajalec.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 4 -
Del njihove proizvodnje je namenjen vzdrţevanju strojev in naprav, ki jih gradijo oziroma
razvijajo za njihove kupce. Lokacija podjetja je na enem mestu, kar jim tudi olajšuje pretok
informacij od proizvodnje do uprave. Po velikosti spadajo med manjša podjetja, saj jih je
trenutno 81 zaposlenih, od tega 8 ţensk.
2.1 Dejavnost podjetja
Podjetje spada v gospodarsko panogo proizvodnje orodij za stroje. Dejavnost podjetja je
vezana na avtomobilsko industrijo, njihovi kupci so VW, BMW, Mercedes, Ford, Renault,
Opel, itd. za katera izdelujejo orodja za brizganje vzglavnikov, sedeţnih vloţkov za gumirano
ţimo, Polygur orodja, sekalne linije za blago in usnje, postavitve linij za celotno proizvodnjo
in druge stroje za lajšanje in avtomatizacijo dela v proizvodnji.
Slika 2.2: Orodje za gumirano ţimo
Slika 2.3: Štanca

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 5 -
Slika 2.4: Nosilec orodja
Slika 2.5: Izsekovalni noţi
Podjetje izvaja tudi vzdrţevalna dela na orodjih v proizvodnji podjetij, ki jim orodja prodaja.
V mizarsko lesarski delavnici pa izdelujemo lesena orodja za odlivanje aluminij orodja in tudi
pohištvo.
2.2 Organizacijska struktura podjetja
Podjetje je sestavljeno iz naslednjih sluţb:
- Vodstvo podjetja predstavlja direktor, ki skrbi za njihove kupce – sestavlja ponudbe,
sklepa pogodbe za tekoča vzdrţevanja proizvodnje; nadzira, vodi in usklajuje delo
vseh sluţb in seveda poroča lastniku o njihovem delu.
- Finance, računovodstvo, komerciala in skladišče – v to sluţbo je razporejenih 8
delavcev. Delo zajema nabavo, prodajo, uvoz, izvoz, skladišče in celotno
računovodstvo. Področje dela je zelo široko in zahteva od vseh široko znanje.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 6 -
- Konstrukcijski biro - gonilna sila ali srce podjetja, saj tu nastajajo stroji in orodja, ki
jih izdelujejo po naročilu kupcev. Tu je zaposlenih 15 strojnih inţenirjev -
konstruktorjev, ki rišejo načrte v računalniških programih, kot so Autocad, I-Deas,
Pro/ENGINEER. Ker skoraj vsaka aktivnost poteka v navezi kupec - dobavitelj -
prodajalec, bi jih lahko šteli med vizionarska podjetja, saj so izdelki narejeni v
sodelovanju s kupci in dobavitelji.
- Priprava dela je sluţba, kjer so 4 zaposleni. Njihovo delo je pripraviti vse potrebno
za izdelavo izdelka v podjetju. Načrte, ki jih dobijo iz konstrukcijskega biroja, morajo
pregledati, obdelati in odločiti, kaj lahko naredimo sami v delavnicah in kaj je
potrebno oddati v kooperacijo. Iz načrtov je potrebno izpisati vse vgrajene materiale,
ki jih je potrebno nabaviti in določiti roke za dobavo posameznih delov. Vloga
priprave dela je koordinirati delo med delavnicami in kooperanti, pri tem pa tudi
paziti, da so tudi ostali materiali naročeni pravočasno.
- Proizvodnja je pri podjetju razdeljena na tri delavnice, in sicer:
Orodjarna kovinskih modelov, ki je po številu zaposlenih največja delavnica,
saj je tu zaposlenih 34 orodjarjev. Tu se sestavljajo stroji, naprave in orodja.
Sem prihajajo v popravilo orodja, ki jih pogodbeno vzdrţujejo za njihove
kupce. Sem spada tudi CNC obdelava, kjer iz kosov aluminija izdelujejo
orodja za njihove naprave. Tam so 4 zaposleni.
Mizarsko lesarska delavnica je manjši obrat, ki zaposluje 8 lesarjev.
Izdelujejo lesene modele, ki so potrebni za odlivanje aluminij orodij,
izsekovalne noţe in tudi pohištvene izdelke.
Strojna delavnica, kjer je zaposlenih 7 strugarjev, ki z raznimi obdelovalnimi
stroji obdelujejo (rezkajo, struţijo, kalijo, reţejo...) orodja in materiale, ki so
potrebni za izdelavo orodij ali drugih naprav.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 7 -
3. OSNOVE O CNC PROGRAMIRANJU NA FREZALNEM
STROJU
Z razvojem elektronike so klasična NC (Numerical Control – Numerično krmiljenje) krmilja
zamenjala CNC krmilja, ki vsebujejo tudi računalnik. Ker cena numeričnih enot v primerjavi s
ceno stroja (mehanski del) predstavlja zdaj majn kot 20% vrednosti, uporabljamo le CNC
enote.
Slika 1.1: Informacijski tok pri CNC upravljanju
V principu opravlja CNC krmilje enake naloge kot NC krmilje, vendar lahko zaradi
vgrajenega računalnika prevzame vrsto posebnih nalog (višje vrste interpolacije, programsko
povezavo krmilja s strojem, korekcijo radia rezalnega roba, tehniko podprogramov in še vrsto
specialnih nalog).
Slika 3.2: Programska povezava CNC krmilja s strojem

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 8 -
3.1 Koordinatni sistem pri frezalnem stroju
Na vrtalno frezalnih strojih uporabljamo prostorski koordinatni sistem, kjer os Z poteka vedno
v smeri glavnega vretena stroja, pozitivna os Z v smeri od obdelovanca proti orodju, drugi dve
osi pa sluţita za opisovanje podajalnih gibanj, os X je vzporedna z mizo in označuje vzdolţno
gibanje, os Y pa označuje prečno gibanje.
Pri absolutnem načinu programiranja izhajamo vedno iz ene točke (M ali W). Vse ostale
končne točke pa so potem določene glede na to točko.
Pri relativnem programiranju (inkrementalnem) vnašamo koordinate kot razliko med
trenutno in končno točko in se nanašajo glede na spremembo poloţaja orodja. Z relativnim
programiranjem določamo pot orodja od točke do točke.
Slika 3.3: Prostorski koordinatni sistem

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 9 -
3.1.1 Koordinatna izhodišča
Na CNC – strojih je hkrati več koordinatnih sistemov. Ta izhodišča koordinatnih sistemov
označujemo s standardiziranimi znaki in črkami.
- M: Strojna ničelna točka predstavlja središče koordinatnega sistema stroja. Določena
je v tovarni in je na vogalu mize frezalnega stroja.
- R: Referenčna točka, kjer se sinhronizirata stroj in krmilnik. Razdalja med strojno
ničelno točko in referenčno točko predstavlja teoretično delovno območje stroja. Po
vključitvi stroja in pri določenih alarmih je potrebno postaviti orodje v referenčno
točko.
- W: Ničelna točka na obdelovancu. Je izhodišče koordinatnega sistema na
obdelovancu. V programu jo lahko poljubno premikamo.
- N: Točka pritrditve orodja. Je začetna točka za merjenje pozicije orodja. Določena je v
tovarni.
- T: Ničelna točka na drţalu orodja.
- A: Začetna točka ali točka prislona obdelovanca
- P: Ničelna točka na orodju
Slika 3.4: Koordinatna izhodišča

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 10 -
3.2 Podatki o orodju
Glede na geometrijsko obliko obdelovanca frezamo z različnimi orodji. Rezalne konice teh
orodij so med seboj zamaknjene, vse pa moramo pripeti v isto točko. Zato moramo vsako
orodje, ki se uporablja pri obdelavi, izmeriti v smeri posameznih osi (X, Y, Z) glede na točko
pritrditve orodja N. Prav tako pa mora biti določen tudi tip orodja. Polmer zaokroţitve rezila
vnesemo za orodja, ki lahko uporabljajo kompenzacijo polmera orodja.
Vsi ti podatki se potem shranjujejo v tako imenovane registre z oznako D1 – D9 za
posamezno orodje, ki omogoča vpetje maksimalno 8 oziroma 10 orodij, moramo z oznako T
vpisati številko, s katerim je določen zasuk revolverske glave na trenutni poloţaj – relativni
premik. Pred vsako menjavo orodja odmaknemo orodje na varno razdaljo, da lahko stroj
neovirano menja orodje.
Če se orodje med obdelavo obrabi ali če ni bilo pravilno izmerjeno, kar ugotovimo z
merjenjem obdelovanca, lahko to korekcijo vnesemo v ustrezne registre (D1 – D9) za
pripadajoče orodje. Pripadajoča korekcija se bo prištela ali odštela od geometrijskih podatkov
pripadajočega orodja relativno.
Orodje lahko izmerimo na več načinov in sicer:
- naredimo dotik z orodjem in obdelovancem, ki ima natančno izmerjene dimenzije, s
čelne in vzdolţne strani,
- s pomočjo optičen priprave, ki je bolj natančna,
- s pomočjo senzorjev
Oblika:
N… T4 D1
T4 pomeni številko orodja v vpenjalni pripravi, D1 pa pripadajočo korekturo.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 11 -
3.3 Zgradba programskega stavka
Programiranje NC – strojev je standardizirano po DIN 66025. Ta standard opisuje uporabo
posameznih programskih funkcij. Programske funkcije razdeli v dve skupini in sicer:
- glavne programske funkcije,
- pomoţne programske funkcije.
Program je zaporedje geometrijskih in tehnoloških ukazov, napisanih v obliki, ki jo razume
krmilna enota posameznega CNC – stroja.
Program je sestavljen iz programskih stavkov, ki predstavljajo eno izmed operacij
(pozicioniranje, delovni gib…). Stavek je sestavljen iz posameznih besed, ki pa predstavljajo
vrsto opravil, potrebnih za eno operacijo ( nastavitev števila vrtljajev, rezalne hitrosti,
podajanja, koordinat, menjavo orodja…). Besede so sestavljene iz posameznih črk in niza
številk s predznakom. Vrednosti koordinat X, Y in Z vnašamo v milimetrih.
Vsak program, ki ga včitamo ali uvozimo preko različnih medijev, mora vsebovati
sledeče sklope:
- znak za začetek (%),
- zaporedje stavkov z ukazi in podatki,
- znak za konec programa.
Programu damo lahko tudi ime, ki mora biti sestavljeno iz niza alfanumeričnih ali numeričnih
znakov ter zapisano takoj za znakom začetka programa.
%123 Številka (ime) programa
N0100 G01 X15 Z-17 Stavek
Z-17 Beseda
Z Znak
-17 Številka s predznakom +/-
IME.MPF Ime glavnega programa (VAJA5.MPF)
IME.SPF Ime podprograma (OBLIKA5.SPF)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 12 -
3.4 Programiranje CNC – frezalnega stroja
3.4.1 Izbira delovne ravnine G17, G18, G19
Osnovna delovna ravnina pri frezanju je G17 (X, Y).
Os orodja in podajalno gibanje pri frezanju in vrtanju sta pravokotna na delovno ravnino.
Oblika:
N… G17/G18/G19
G17 – ravnina XY
G18 – ravnina ZX
G19 – ravnina YZ
Slika 3.5: Delovne ravnine
3.4.2 G90 Absolutni način programiranja
Absolutni način programiranja je programiranje v koordinatnem sistemu z nespremenljivim
poloţajem koordinatnega izhodišča iz neke zamišljene nepremične točke na obdelovancu
oziroma iz ničelne točke obdelovanca (W).
Posamezna koordinata je lahko programirana absolutno ali relativno brez predhodne
zamenjave načina programiranja G90/G91.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 13 -
3.4.3 G91 Relativni (inkrementalni) način programiranja
Pri relativne (inkrementalnem) načinu programiranja se posamezne vrednosti podajajo kot
razlike med trenutnim in ţelenim poloţajem orodja.
Posamezna koordinata je lahko programirana absolutno ali relativno brez predhodne
zamenjave načina programiranja G90/G91.
3.4.4 G94, G95 Funkcije za določitev načina podajanja
Z ukazom G94 bodo vse vrednosti za podajanje v mm/min.
Z ukazom G95 bodo vse vrednosti za podajanje v mm/vrtljaj.
Pri frezanju je privzeto vključena funkcija G94.
Oblika:
N… G94/G95 S… F…
3.4.5 G53, G500 Preklic premika ničelne točke
Strojan točka (M) je definirana v tovarni in je ni mogoče spreminjati. Ta točka pa tudi ni
primerna za programiranje, zato jo s premaknitvijo prestavimo na novo pozicijo, ki nam bolj
ustreza. Z ukazi G547G557G567G57 premaknemo koordinatno izhodišče iz točke M v
ničelno točko na obdelovancu W. Ničelno točko pa lahko premaknemo tudi z ukazi G505 –
g599. Z ukazom G53 prekličemo premaknitve ničelne točke za določen stavek, z G500 pa vse
premaknitve ničelne točke G54 – G599. Vsi podatki za koordinate točk se bodo nanašali na
strojno ničelno točko.
Oblika:
N… G53
N… G500
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 14 -
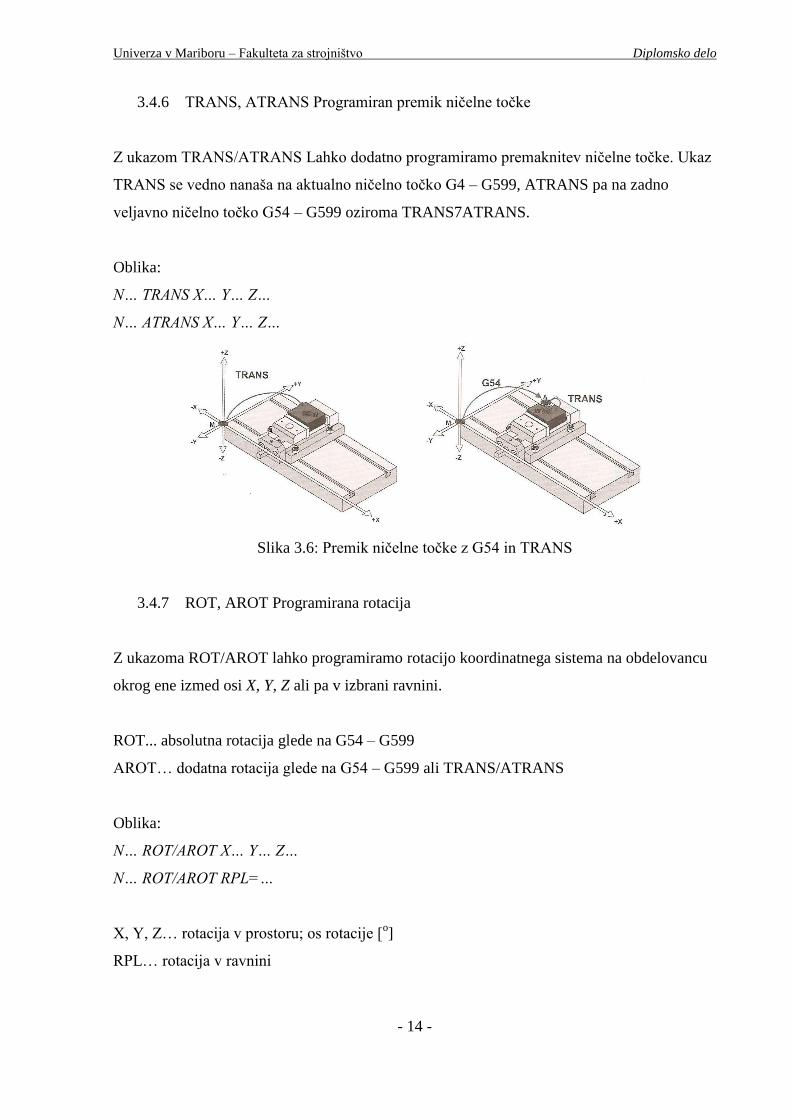
3.4.6 TRANS, ATRANS Programiran premik ničelne točke
Z ukazom TRANS/ATRANS Lahko dodatno programiramo premaknitev ničelne točke. Ukaz
TRANS se vedno nanaša na aktualno ničelno točko G4 – G599, ATRANS pa na zadno
veljavno ničelno točko G54 – G599 oziroma TRANS7ATRANS.
Oblika:
N… TRANS X… Y… Z…
N… ATRANS X… Y… Z…
Slika 3.6: Premik ničelne točke z G54 in TRANS
3.4.7 ROT, AROT Programirana rotacija
Z ukazoma ROT/AROT lahko programiramo rotacijo koordinatnega sistema na obdelovancu
okrog ene izmed osi X, Y, Z ali pa v izbrani ravnini.
ROT... absolutna rotacija glede na G54 – G599
AROT… dodatna rotacija glede na G54 – G599 ali TRANS/ATRANS
Oblika:
N… ROT/AROT X… Y… Z…
N… ROT/AROT RPL=…
X, Y, Z… rotacija v prostoru; os rotacije [o]
RPL… rotacija v ravnini

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 15 -
3.4.8 G0 Hitri gib (pozicioniranje)
Hitri gib je linearni premik orodja z maksimalno hitrostjo iz trenutne do programirane končne
točke. Maksimalna hitrost za posamezni stroj je definirana v tovarni in je ni mogoče
spreminjati (5 m/min). S temi gibi skrajšamo čas obdelave.
3.4.9 G1 Delovni gib (linearna interpolacija)
Je linearno gibanje orodja s programirano hitrostjo (mm/min) iz trenutne točke v
programirano končno točko.
3.4.10 G41, G42 Kompenzacija polmera orodja
Če je orodje (gledamo v smeri obdelave) na levi strani programirane oblike, je izbrana leva
kompenzacija polmera orodja G41 (istosmerno frezanje).
Če je orodje (gledano v smeri obdelave) na desni strani programirane oblike, je izbrana
desna kompenzacija polmera orodja G42 (protismerno frezanje).
Z G41/G42 potuje orodje po ekvidistantni poti glede na programirano pot. Razdalja je
enaka polmeru orodja. Pred uporabo kompenzacije polmera je potrebno v registre vnesti
polmer orodja. [1]
Oblika:
N… G41/G42 G0/G1
Slika 3.7: Leva in desna kompenzacija polmera orodja

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 16 -
4. RAČUNALNIŠKO INTEGRIRANA PRIZVODNJA V
ORODJARSTVU
Orodjarstvo je posebna vrsta posamične proizvodnje, ki je orientirana popolnoma naročniško.
Vsak izdelek oziroma sklop, ki se v orodjarni izdela, je zelo drag in zahteven proizvod, v
katerem je vgrajeno veliko konstrukterskega in tehnološkega znanja. V pogojih orodjarske
proizvodnje je danes iluzorno govoriti o avtomatizirani tovarni, vendar lahko ugotovimo, da
je uvajanje in uporaba elementov računalniško integrirane proizvodnje in posameznih verig
teh elementov CAD/CAPP (Sistem za računalniško podprto programiranje)/CAM realnost.
Kreiranje strategije in izbira elementov računalniško integrirane proizvodnje je odvisna od
geometrijske kompleksnosti izdelkov in stopnje zahtevnosti konstruiranja teh orodij, ki danes
bazira predvsem na empiričnih znanjih. Kompleksnost izdelkov daje mnogo različnih
sestavnih delov in zelo zahtevne prostorske oblike (prostorsko dvakrat ukrivljene ploskve).
Taki izdelki in naročniški tipi proizvodnje zahtevajo zmogljiv sistem za pripravo delovnih
načrtov in za krmiljenje in spremljanje proizvodnje, ki jo je zelo teţko racionalno voditi.
4.1 Cilji uvajanja računalniško integrirane proizvodnje v orodjarstvo
Izhodiščna točka kreiranja vsake RIP (Računalniško integrirana proizvodnja) strategije je
strateška usmeritev podjetja in vrsta dejavnosti, ki jo podjetje opravlja. Strateška usmeritev
orodjarne je npr. » postati stroškovno in rokovno vodilno podjetje na trgu «. Tako definirana
strateška zahteva in vrsta dejavnosti pa določata večino ciljev računalniško integrirane
proizvodnje, ki so:
- povečana prilagodljivost,
- povečana produktivnost,
- izboljšanje kvalitete,
- zniţanje pretočnih časov,
- racionalizacija in optimiranje proizvodnje in
- zniţanje obratnega kapitala. [3]
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 17 -
4.2 CAD sistem
Termin CAD (Computer Aided Design) pomeni računalniško podprto konstruiranje, pri
katerem konstrukter pri snovanju izdelkov uporablja računalniške in programske sisteme.
Snovanje in konstruiranje lahko opišemo kot proces transformacije niza funkcionalnih
specifikacij in zahtev v celovit opis fizikalnega predmeta – produkta, ki v celoti izpolnjuje
postavljene specifikacije in zahteve. V tem procesu določa konstrukter funkcijo produkta,
njegovo obliko, lastnosti materiala, način izdelave itd. Pri tem se opira predvsem na:
- izkušnje (ţe izvedene rešitve, verzije izdelka, popravke),
- informacije iz priročnikov,
- standarde,
- opravljene numerične analize,
- interna pravila in predpise v podjetju,
- uveljavljeno prakso v podjetju in
- v veliki meri tudi na svojo lastno intuicijo.
Računalniško konstruiranje zajema naslednje aktivnosti:
- snovanje in razvoj izdelkov,
- konstruiranje sklopov, elementov in detajlov,
- analiziranje in ovrednotenje konstrukcije in
- modificiranje.
Ločimo naslednej modele oziroma pristope k procesu snovanja in konstruiranja:
- preskriptivni model,
- deskriptivni model in
- računalniško podprti model.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 18 -
4.2.1 Preskriptivni model
Ta model predpiše postopke in aktivnosti, ki jih moramo izvesti med snovanjem in
konstruiranjem z namenom, da pridemo do zadovoljive rešitve. Pri tem modelu lahko
zasledimo naslednje faze:
- definicijo problema, kjer definiramo problem in analiziramo postavljene zahteve,
omejitve in specifikacije,
- konceptualno zasnovo, kjer izvedem, dekompozicijo funkcij in določimo osnovne
principe za vsako podfunkcijo,
- zasnovo strukture, kjer določimo posamezne komponente konstrukcije in njihove
medsebojne relacije in
- detajliranje, kjer konstruiramo vsak element konstrukcije v detajle (dimenzije,
tolerance, material itd.)
4.2.2 Deskreptivni model
Ta model izhaja iz predpostavke, da konstrukcijskega procesa v praksi ni moţno izvesti s
strogim pristopom od zgoraj navzdol. Videti je, kot da konstrukter pri svojem delu preskakuje
od konceptualne zasnove do detajliranja in obratno. Model, ki ga je razvil Ullman zajema dve
osnovni fazi:
- fazo snovanja in konstruiranja, ki zajema vse informacije o razvoju konstrukcije in
- fazo konstruiranja operatorjev, ki predstavljajo osnovni informacijski proces, ki lahko
določa, oziroma spremeni.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 19 -
4.3 CAM sistem
Pod terminom CAM razumemo uvajanje računalniškega vodenja v postopke proizvodnje in
montaţe. Računalniško podprto proizvodnjo (CAM) lahko definiramo kot uporabo
računalniških sistemov pri načrtovanju, upravljanju in kontroli operacij proizvodnega procesa
s posredno ali neposredno računalniško povezavo. Povezava med računalnikom in
proizvodnim procesom je lahko:
- neposredna: pri tem je računalnik zaradi nadziranja procesa direktno povezan s
proizvodnim procesom;
- posredna: pri tem se računalnik uporablja za podporo proizvodnih operacij in ni
direktne povezave med računalnikom in proizvodnim procesom.
Tipična CAM področja so:
- NC programiranje,
- računalniško podprta priprava proizvodnje (delovni načrti, zaporedje operacij,
določanje izdelavnih časov in normativov),
- računalniško podprta kontrola kvalitete, prilagodljivi obdelovalni sistemi,
- industrijski roboti (njihova uporaba, razmestitev in programiranje),
- planiranje proizvodnje,
- spremljanje naročil in planiranje proizvodnih resursov ter
- spremljanje proizvodnje (SFDC - Shop Floor Data Collection – Zbiranje obratovalnih
podatkov)
4.3.1 CAM – proces v orodjarni
Sistem za računalniško podprto proizvodnjo in nadzor je zadnji – izvršilni korak v sistemih
proizvodnje verige. V tem sistemu se opravlja nadzor proizvodnje in zajemanje informacij iz
vseh proizvodnih procesov, ki tvorijo zaključen proizvodni cikel (termiranje, izpeljava
proizvodnje in zbiranje povratnih informacij o realnem stanju procesa).
Iz organizacijske sheme (slika 4.1) je razvidno, da so konstrukte, tehnolog in NC-
programer postavljeni v isti oddelek – konstrukcijo. V manjših podjetjih pogosto naloge
konstrukterja in tehnologa, tehnologa in NC-programerja ali pa celo vseh treh opravlja ista
oseba. Po drugi strani pa je izdelava NC-programov, ki je v osnovi delo NC-programerja

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 20 -
in/ali tehnologa, domena tudi planerja proizvodnje (zahtevnejši NC-programi) in operaterjev
na CNC-obdelovalnih strojih (enostavnejši NC-programi). Planer in operater delujeta v
pripravi proizvodnje oz. neposredno v proizvodnji, vendar s svojim delovanje preprečujeta
nastajanje ozkega grla pri izdelavi in posredovanju NC-programov. Obenem pa s tako
razporeditvijo nalog pri izdelavi orodja zagotovimo dvig kreativnosti in porazdelitev
odgovornosti med izvajalci del.
Slika 4.1: Organizacijska shema orodjarne
V modernem orodjarstvu, kjer prevladujejo gravure vedno bolj zapletenih oblik, je postopek
frezanja, predvsem v svojih najnaprednejših izpeljankah, praktično prevladujoča obdelovalna
tehnologija. Stalnemu povečevanju zahtevnosti gravur orodij sledi tudi razvoj programske
opreme za računalniško podprto programiranje frezanja.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 21 -
Podrobneje lahko s klasičnimi CAM-programskimi sistemi za frezanje oz. kakšen drug
obdelovalni postopek razčlenimo v naslednje faze:
- prenos konstrukcijskih podatkov,
- kontrola, analiza in priprava geometrije,
- določitev izhodiščnega koordinatnega sistema,
- izbor in procesiranje sekvenc obdelav z upoštevanjem zaporedja grobe, polfine in fine
obdelave ostankov,
- poprocesiranje sekvenc (samostojnih ali zdruţenih)
- simulacija sekvenc (samostojnih ali zdruţenih),
- izdelava tehnološke dokumentacije in
- prenos na ustrezen CNC-obdelovalni stroj.
Slika 4.2: Potek delovanja procesa za CNC obdelavo
V fazi procesiranja prilagodimo splošno veljavne krmilne podatke v krmilne podatke za
izbrani CNC-obdelovalni stroj, robotski manipulator in koordinatni merilni stroj. Procesiranje
poteka popolnoma avtomatsko. Večina modernih CAM-sistemov omogoča uporabo
interaktivnega generatorja procesorjev, s katerim lahko izdelamo poprocesor za poljubno NC-
krmilje.
S pomočjo simulacije lahko ţe v virtualnem okolju, torej še pred izvedbo krmilnih
informacij na stroju, izvedemo analizo morebitnih napak in slabosti obdelovalnega postopka.
Tako se izognemo dragi testni obdelavi, napake pa preprosto odpravimo. [2]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 22 -
5. MODERNI POSTOPEK FREZANJA (HSC)
5.1 Cilji novih postopkov
Cilji novih postopkov so predvsem:
- skrajšanje obdelovalnih časov,
- podaljšanje ţivljenjske dobe orodja in
- varčevanje s surovinami.
5.2 Obdelava z visokimi obdelovalnimi hitrostmi (HSC)
Osnova HSC postopka je da se obdelovanec freza z visokimi hitrostmi pri majhnih rezalnih
globinah.
Pogoji:
- Stroj
Malo različic in malo vibracij,
visoka stabilnost elementov stroja,
preprosta vgradnja gibljivih delov,
visoko število vrtljajev in natančnost kroţnega teka vretena in
večje podajanje (linearni pogon)
- Frezala
Visoka natančnost kroţnega teka,
visoka kakovost sile,
visoka ţivljenjska doba (geometrija rezil, premazi) in
velika stabilnost.
- Obdelovanec mora biti stabilno vpet, tako da ne prihaja do vibracij.
Prednosti:
- Skrajšanje obdelovalnega časa,
- povišana specifična prostornina frezanja (do 30% več),

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 23 -
- povečano podajanje (5 – 10krat),
- moţnost zmanjšanja sile frezanja za več kot 30%,
- končna obdelava moţna s frezanjem HSC (visoka kakovost površine, obdelovanje
brez izkrivljanja z odvajanjem toplote, ki nastaja pri postopku, s pomočjo odrezkov).
Slabosti:
- Manjša obstojnost frezal, če je hitrost frezanja večja,
- Obdelovanci in premazi morajo biti prilagojeni in
- Ni enotnih strategij obdelovanja za različne dele. [6]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 24 -
6. PREDSTAVITEV ORODJA ZA IZDELAVO
AVTOMOBLISKEGA VZGLAVNIKA
6.1 Na splošno o orodjih
Orodja so kompleksni stroji, ki se uporabljajo za točno določen namen. Poznamo več vrst
orodij, ki se razlikujejo predvsem glede na namen in sicer: orodja za brizganje plastike, za
štancanje, za brizganje pene… V moji diplomski nalogi je predstavljena izdelava orodja za
brizganje pene. Pri teh orodjih obstajata dve vrsti orodij in sicer:
- PIP pri teh se pena skozi dozirni sistem brizga direktno v prevleko, ki je s pomočjo
posebnih drţal vstavljena v model.
Slika 6.1: PIP orodje za direktno penjenje in izdelek

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 25 -
- PUR pri teh se pena skozi dozirni sistem brizga v model, kjer se strdi in kasneje
prevleče s prevleko.
Slika 6.2: PUR orodje za odprto penjenje in izdelek
Primerjava metode PIP in PUR:
Kot ţe rečeno se PIP orodja uporabljajo za brizganje pene skozi dozirni sistem direktno v
prevleko. Ta je s pomočjo posebnih drţal, nameščena v orodje. Drţala za prevleko sluţijo
predvsem zato, da se prevleka v orodju ne premika in da tako ne pride do nezaţelenega
gubanja prevleke. Pri PUR orodjih pa se pena brizga direktno v orodje, se v njem shladi in
utrdi. Na to peno pa se potem pritrdi prevleka. Oba tipa orodij imata svoje prednosti in
slabosti. Prednost PIP orodij pred PUR je v tem da so izdelki narejeni hitreje in z manj
operacijami, slabost PIP orodij pa je, da z njimi ne moremo delati izdelkov kompliciranih
oblik, prav zaradi prej omenjenega gubanja.
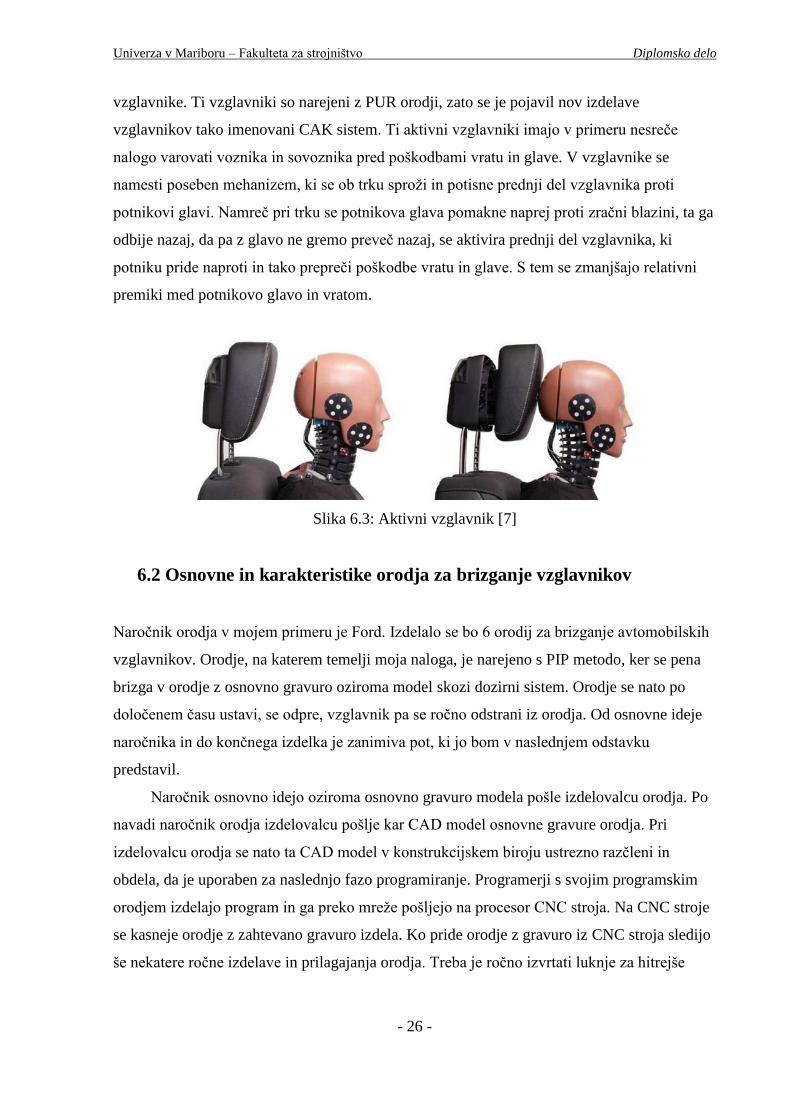
V zadnjem času so se na trţišču pojavile nove inovacije glede varnosti voznikov in prav
iz tega razloga so proizvajalci avtomobilov začeli z vgradnjo v vozila tako imenovane aktivne
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 26 -
vzglavnike. Ti vzglavniki so narejeni z PUR orodji, zato se je pojavil nov izdelave
vzglavnikov tako imenovani CAK sistem. Ti aktivni vzglavniki imajo v primeru nesreče
nalogo varovati voznika in sovoznika pred poškodbami vratu in glave. V vzglavnike se
namesti poseben mehanizem, ki se ob trku sproţi in potisne prednji del vzglavnika proti
potnikovi glavi. Namreč pri trku se potnikova glava pomakne naprej proti zračni blazini, ta ga
odbije nazaj, da pa z glavo ne gremo preveč nazaj, se aktivira prednji del vzglavnika, ki
potniku pride naproti in tako prepreči poškodbe vratu in glave. S tem se zmanjšajo relativni
premiki med potnikovo glavo in vratom.
Slika 6.3: Aktivni vzglavnik [7]
6.2 Osnovne in karakteristike orodja za brizganje vzglavnikov
Naročnik orodja v mojem primeru je Ford. Izdelalo se bo 6 orodij za brizganje avtomobilskih
vzglavnikov. Orodje, na katerem temelji moja naloga, je narejeno s PIP metodo, ker se pena
brizga v orodje z osnovno gravuro oziroma model skozi dozirni sistem. Orodje se nato po
določenem času ustavi, se odpre, vzglavnik pa se ročno odstrani iz orodja. Od osnovne ideje
naročnika in do končnega izdelka je zanimiva pot, ki jo bom v naslednjem odstavku
predstavil.
Naročnik osnovno idejo oziroma osnovno gravuro modela pošle izdelovalcu orodja. Po
navadi naročnik orodja izdelovalcu pošlje kar CAD model osnovne gravure orodja. Pri
izdelovalcu orodja se nato ta CAD model v konstrukcijskem biroju ustrezno razčleni in
obdela, da je uporaben za naslednjo fazo programiranje. Programerji s svojim programskim
orodjem izdelajo program in ga preko mreţe pošljejo na procesor CNC stroja. Na CNC stroje
se kasneje orodje z zahtevano gravuro izdela. Ko pride orodje z gravuro iz CNC stroja sledijo
še nekatere ročne izdelave in prilagajanja orodja. Treba je ročno izvrtati luknje za hitrejše

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 27 -
hlajenje modela, ter ročno sestaviti orodje v celoto in mu namestit vse potrebne komponente,
ki so jih v konstrukcijskem biroju naročili. Ko je orodje sestavljeno v celoto se ga pošlje v
merilnico, kjer imajo določena ključna mesta, ki morajo biti v skladu s standardom in ta mesta
se natančno pregleda z trikoordinatno merilno napravo. Če katera od mer ne ustreza se orodje
pošlje nazaj v proizvodnjo, da se napake odpravi. Ko vse mere ustrezajo je orodje končano in
se ga lahko pošlje naročniku, kjer lahko začne opravljati svoje naloge.
6.3 Ključni sestavni deli orodja
Orodje je sestavljeno iz standardnih in nestandardnih delov. Na sliki (slika 6.4) se vidi da je
orodje sestavljeno spodnjega in zgornjega dela ter okvirja orodja. Sivi del (slika 6.4) je okvir
orodja, ki je standardni del, vsi ostali deli pa so prilagojeni naročnikovim ţeljam in
proizvodnim linijam kamor bodo orodja montirana.
Sestavni deli orodja:
- Spodnji del z gravuro,
- Zgornji del z gravuro,
- Španarji prevelk,
- Dozirni sistem,
- Magneti,
- Nosilci za palice
Slika 6.4: Orodje Ford C346 FHR [5]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 28 -
Slika 6.5: Gravura orodja zgoraj
Slika 6.6: Gravura orodja spodaj
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 29 -
7. IZDELAVA ORODJA
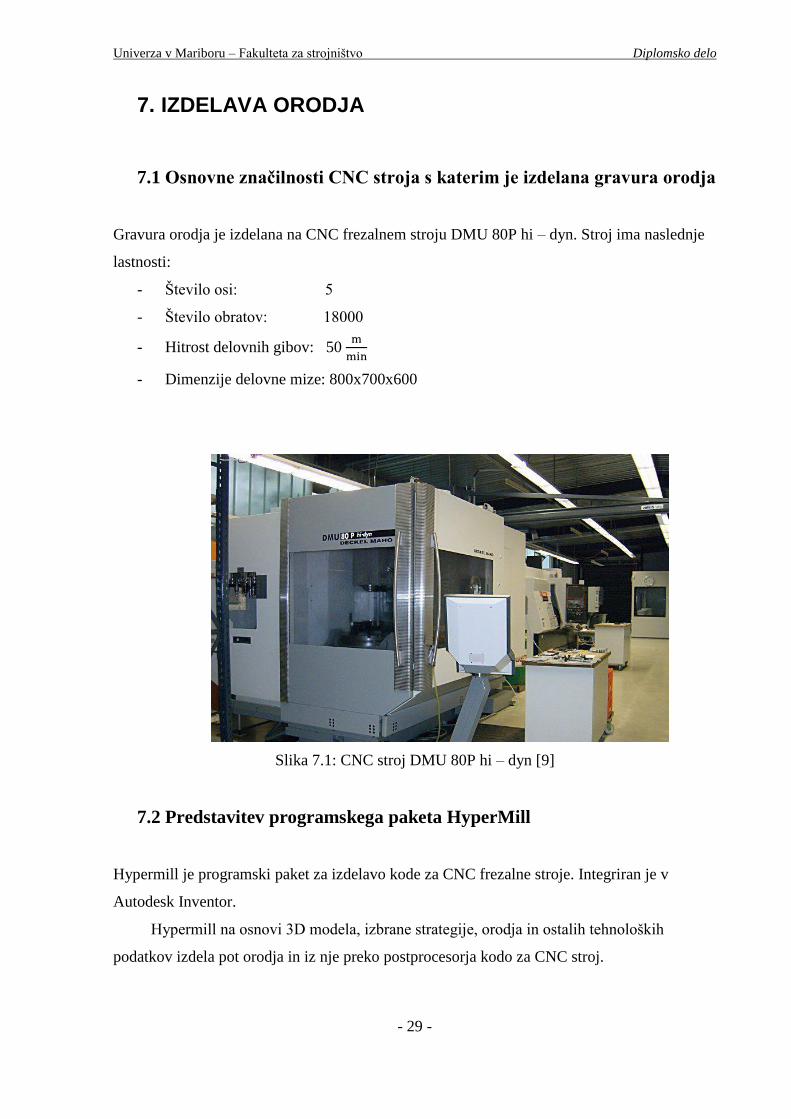
7.1 Osnovne značilnosti CNC stroja s katerim je izdelana gravura orodja
Gravura orodja je izdelana na CNC frezalnem stroju DMU 80P hi – dyn. Stroj ima naslednje
lastnosti:
- Število osi: 5
- Število obratov: 18000
- Hitrost delovnih gibov: 50
- Dimenzije delovne mize: 800x700x600
Slika 7.1: CNC stroj DMU 80P hi – dyn [9]
7.2 Predstavitev programskega paketa HyperMill
Hypermill je programski paket za izdelavo kode za CNC frezalne stroje. Integriran je v
Autodesk Inventor.
Hypermill na osnovi 3D modela, izbrane strategije, orodja in ostalih tehnoloških
podatkov izdela pot orodja in iz nje preko postprocesorja kodo za CNC stroj.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 30 -
Hypermill ponuja od 2.5D, 3D, HSC (High Speed Cutting) do 5 osnih obdelav, optimizacijo
poti orodja in izključitev nepotrebnih gibov, simulacijo obdelave (vključno s simulacijo
gibanja stroja), kontrolo kolizij orodja in drţala z obdelovancem in nenazadnje prijazen
uporabniški vmesnik.
7.3 Izdelava CNC programa v programskem paketu HyperMill
Iz konstrukcijskega biroja dobi programer CAD model gravure orodja, katerega je treba
obdelati. V mojem primeru gre za orodje vzglavnika Ford C346 FHR (Front Headrest –
sprednji vzglavnik).
7.3.1 Začetne nastavitve
- Programer prejme CAD model v mojem primeru orodje vzglavnika Ford C346 FHR.
- Odpremo program HyperMill v katerem se nam odpre novo delovno okno. V okno je
potrebno vstaviti orodja za stroj na katerem se bo orodje izdelovalo. Orodja za
posamezni stroj imajo ţe določena, prav tako so določeni ţe vsi parametri posameznih
orodij.
- Nato v programu HyperMill določimo ime komada, to je kasneje tudi naš naziv NC
programa. V tem koraku še določimo POF datoteko za vsako vpetje posebej. V mojem
primeru imamo za izdelavo zgornje gravure orodja dve vpetji in za spodnjo gravuro
orodja dve vpetji. V to POF datoteko se shranjujejo podatki o poti orodja za vsako
vpetje posebej. V moji nalogi sem se osredotočil na izdelavo spodnjega dela orodja.
Kot sem ţe prej omenil ima spodnji del po dve vpetji in posledično dve POF datoteki,
ki sta označeni za prvo vpetje z 0001 in za drugo vpetje z 0001_2.
- Sledi določitev ničelne točke komada. Pri tem orodju je ničelna točka komada po X –
osi na sredini, po Y – osi na sredini, po Z – osi pa zgoraj en milimeter nad surovce.
- CAD modelu orodja določimo mere surovca. V mojem primeru so mere surovca 406 x
320 x 123. Te mere so ţe z dodatkom in sicer na vsako stran po en milimeter.
- Ko imamo določeno ničelno točko komada in mere surovca, na trdem disku ustvarimo
mapo za shranjevanje NC programa.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 31 -
Slika 7.2: Začetne nastavitve [5]
7.3.2 Določitev operacij izdelave prve strani
- Operacija 1
Program ponuja veliko različnih vrst operacij: operacija za čelno poravnavo, grobo rezkanje,
fino rezkanje, frezanje ostankov materiala, vrtanje lukenj… Pri izdelavi orodja Ford C346
FHR sem najprej izbral operacijo za čelno poravnavo (face milling). To sem naredil tako, da
sem odprl layer – je za obdelavo, narisal delovno konturo orodja, vklopil operacijo face
milling, določil orodje in koordinatni sistem orodja. Tako se je izvedla prva operacija in sicer
čelna poravnava.
Delovno okno Okno za izbiro orodij
Določitev poti – pof
datoteka
Okno za določitev
koordinatnega sistema
Naziv komada oziroma naziv
NC programa

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 32 -
- Operacija 2
Čelni poravnavi sledi grobo struţenje. Enako kot prej določimo način obdelave (Arbitary
stock roughing). Po obdelavi določimo orodje in koordinatni sistem orodja. Ta operacija je
3D zato orodje točno ve kje so meje na obdelovancu in do kakšne globine se lahko spusti.
- Operacija 3
Po novi določitvi orodja in postavitvi koordinatnega sistema orodja sledi izdelava osmih
lukenj z načinom obdelave simple drilling.
Slika 7.3: Gravura orodja v programskem paketu HyperMill
- Operacija 4 in 5
Sledi fina obdelava z načinom obdelave conture milling. To je 2D obdelava, pri kateri
moramo orodju še določiti meje obdelave in globino do katere naj se orodje spusti.
- Operacija 6
Pri tej operaciji sem uporabil 2D način obdelave pocket milling. Ta način obdelave se
uporablja za frezanje tako imenovanih ţepkov oziroma za frezanje zahtevnejših oblik, kjer se
mora orodje nagniti za določen kot, prav tako si spreminja poloţaj mize da obdela zahtevane
površine.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 33 -
- Operacija 7
Sledi še enkrat grobo frezanje z 3D načinom obdelave arbitary stock roughing. Izberemo
orodje za grobo frezanje in določimo koordinatni sistem. Ker je način obdelave 3D mu ne
rabimo določati mej in globine do kod naj se orodje giblje.
- Operacija 8
Za to operacijo sem izbral način obdelave pocket milling. Operaciji se spet določi orodje in
koordinatni sistem orodja. Način izvedbe te operacije je zahteven, ker mora orodje izdelati
luknjo s strani. Da uspešno izvede operacijo se morata delovna miza zasukati za kot 90o, za
enaki kot pa se mora zasukati tudi glava orodja.
Slika 7.4: Izdelava luknje s strani
- Operacija 9
Način obdelave je spet pocket milling. Pri tej operaciji se obdelata dve luknji na vrhu
obdelovanca.
- Operacija 10, 11 in 12
Sledijo načini obdelave frezanje po konturi (countur milling) za fino rezkanje. Določimo
orodje za fino rezkanje, mu določimo koordinatni sistem in konturo po kateri se naj orodje
giblje.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 34 -
- Operacija 13
Pri tej operaciji gre za vrtanje dveh lukenj s strani. Izberemo način obdelave simple drilling,
določimo orodje, koordinatni sistem ter globino vrtanja. Ker gre za vrtanje s strani se mora
delovna miza obrniti za -90o, glava z orodjem pa za 90
o.
Slika 7.5: Vrtanje lukenj s strani
Po trinajstih operacij je ena stran obdelovanca končana. Sledi obračanje obdelovanca in
obdelava druge strani.
Programer na programski list poda preko katere osi naj se obrne obdelovanec. V mojem
primeru se je obdelovanec obrnil preko Y – osi za 180o.
Isto kot prej moramo v programskem paketu HyperMill določiti ime programa. Ime za drugo
vpetje je 0001_2. Strojna ničla je po Z – osi še vedno ista kot pri prvem vpetju, spremeni pa
se ničla po X – osi, tako, da sedaj kaţe puščica v nasprotno smer, ker smo obdelovanec obrnili
preko Y – osi za 180o.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 35 -
7.3.3 Določitev operacij izdelave druge strani
Slika 7.6: Gravura orodja s druge strani
Operacije obdelave si sledijo podobno kot pri prvem vpetju:
- Operacija 1
Prva operacija je čelna poravnava (face milling). S tem poravnamo ploskev z dodatkom na
določeno mero.
- Operacije 2, 3, 4, 5 in 6
To so operacije za grobo frezanje z 3D načinom obdelave arbitary stock roughing. Izberemo
orodje za grobo frezanje in določimo koordinatni sistem.
- Operacija 7 in 8
To sta operaciji finega rezkanja. Izberemo 3D način obdelave profile finishing. Določimo
orodje in koordinatni sistem orodja.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 36 -
- Operacija 9
Pri tej operaciji izvrtamo štiri luknje z vrha obdelovanca. Za način obdelave izberemo simple
drilling. Izberemo orodje, koordinatni sistem orodja in globino vrtanja.
- Operacija 10 in 11
Grobo frezanje z 3D načinom obdelave arbitary stock roughing. Izberemo orodje za grobo
frezanje in določimo koordinatni sistem.
- Operacija 12
Operaciji finega rezkanja. Izberemo 3D način obdelave profile finishing. Določimo orodje in
koordinatni sistem orodja.
- Operacija 13 in 14
Grobo frezanje z 3D načinom obdelave arbitary stock roughing. Izberemo orodje za grobo
frezanje in določimo koordinatni sistem.
- Operacije 15, 16, 17, 18, 19 in 20
So operacije finega rezkanja. Izberemo 3D način obdelave profile finishing. Določimo orodje
in koordinatni sistem orodja.
- Operaciji 21 in 22
Sledita načina obdelave countur milling za fino rezkanje. Določimo orodje za fino rezkanje,
mu določimo koordinatni sistem in konturo po kateri se naj orodje giblje.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 37 -
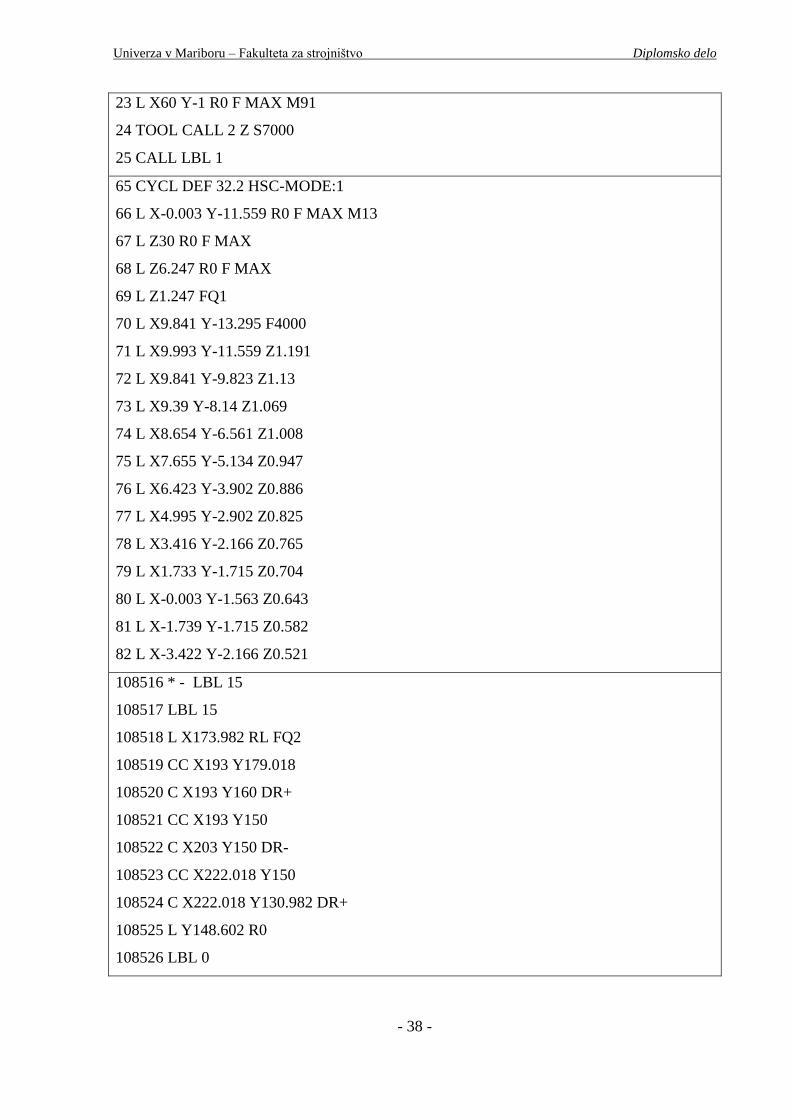
7.4 CNC program
Program, ki ga dobimo z določitvijo vseh načinov obdelav vsebuje samo prvo vpetje 108528
stavkov, za drugo vpetje pa 267484 stavkov, zato sem se odločil, da bom CNC program za
laţji prikaz razdelil na tri dele. In sicer prvi del je začetek programa, drugi del je geometrijski
del in tretji del je zaključek programa.
7.4.1 CNC program za prvo vpetje
0 BEGIN PGM 0001 MM
1 BLK FORM 0.1 Z X-203 Y-160 Z-124
2 BLK FORM 0.2 X203 Y160 Z1
3 ; T2 - L0 R15.932 R2=0.8 - NC2_RADIJ_REZKAR_FI_32
4 ; T1 - L257 R12.495 R2=5 - OPERATION_NC1_RADIJ_REZKAR_FI_25(R5)
5 ; T7 - L0 R3.5 - NC7_SPIRALNI_SVEDER_D7
6 ; T4 - L0 R5.046 - NC4_FINI_REZKAR_FI_10
7 ; T12 - L0 R16.018 R2=0.8 - NC12_RADIJ_REZKAR_D32
8 ; T8 - L0 R4.25 - NC8_SPIRALNI_SVEDER_D8.5
9 ;406 * 320 * 125
10 * - OPERATION 1
11 ;NC2_RADIJ_REZKAR_FI_32
12 M127 ; DREHACHSEN WEGOPTIMIERT AUS
13 M129 ; TCPM OFF
14 * - * LBL 1, RUECKSETZEN ARBEITSEBENE *
15 LBL 1
16 CYCL DEF 7.0 NULLPUNKT
17 CYCL DEF 7.1 X+0
18 CYCL DEF 7.2 Y+0
19 CYCL DEF 7.3 Z+0
20 PLANE RESET STAY
21 LBL 0
22 L Z-1 R0 F MAX M91
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 38 -
23 L X60 Y-1 R0 F MAX M91
24 TOOL CALL 2 Z S7000
25 CALL LBL 1
65 CYCL DEF 32.2 HSC-MODE:1
66 L X-0.003 Y-11.559 R0 F MAX M13
67 L Z30 R0 F MAX
68 L Z6.247 R0 F MAX
69 L Z1.247 FQ1
70 L X9.841 Y-13.295 F4000
71 L X9.993 Y-11.559 Z1.191
72 L X9.841 Y-9.823 Z1.13
73 L X9.39 Y-8.14 Z1.069
74 L X8.654 Y-6.561 Z1.008
75 L X7.655 Y-5.134 Z0.947
76 L X6.423 Y-3.902 Z0.886
77 L X4.995 Y-2.902 Z0.825
78 L X3.416 Y-2.166 Z0.765
79 L X1.733 Y-1.715 Z0.704
80 L X-0.003 Y-1.563 Z0.643
81 L X-1.739 Y-1.715 Z0.582
82 L X-3.422 Y-2.166 Z0.521
108516 * - LBL 15
108517 LBL 15
108518 L X173.982 RL FQ2
108519 CC X193 Y179.018
108520 C X193 Y160 DR+
108521 CC X193 Y150
108522 C X203 Y150 DR-
108523 CC X222.018 Y150
108524 C X222.018 Y130.982 DR+
108525 L Y148.602 R0
108526 LBL 0

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 39 -
108527 ; ********
108528 END PGM 0001 MM
7.4.2 CNC program za drugo vpetje
0 BEGIN PGM 0001_2 MM
1 BLK FORM 0.1 Z X-203 Y-160 Z-1
2 BLK FORM 0.2 X203 Y160 Z124
3 ; B_mode_5X: 1
4 ;
5 ; --- WERKZEUGLISTE ---
6 ; T2 - NC2_RADIJ_REZKAR_FI_32 - D31.864R0.8
7 ; T1 - OPERATION_NC1_RADIJ_REZKAR_FI_25(R5) - D24.99R5
8 ; T4 - NC4_FINI_REZKAR_FI_10 - D10.092
9 ; T24 - OPERATION_NC33_GROBI_REZKAR_FI_6 - D5.914
10 ; T5 - NC_FINI_KUGEL_REZKAR_FI_8 - D7.94
11 ; T14 - OPERATION_RADIJ_REZKAR_FI_4 - D3.938
12 ; T8 - NC8_SPIRALNI_SVEDER_D8.5 - D8.5
13 ; T12 - NC12_RADIJ_REZKAR_D32 - D32.036R0.8
14 ;
15 * - OPERATION 1
16 ;NC2_RADIJ_REZKAR_FI_32
17 M127 ; DREHACHSEN WEGOPTIMIERT AUS
18 M129 ; TCPM OFF
19 ; * RUECKSETZEN ARBEITSEBENE *
20 LBL 1
21 CYCL DEF 7.0 NULLPUNKT
22 CYCL DEF 7.1 X+0
23 CYCL DEF 7.2 Y+0
24 CYCL DEF 7.3 Z+0
25 CYCL DEF 19.0 BEARBEITUNGSEBENE
26 CYCL DEF 19.1

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 40 -
27 LBL 0
28 L Z-2 R0 F MAX M91
29 L X50 Y-2 R0 F MAX M91
30 LBL 3
31 M51 ; RESET WINKELBEREICH
32 LBL 0
33 L B0 C0 R0 F MAX
34 TOOL CALL 2 Z S7000
35 CALL LBL 1
100 L X8.878 Y-50.405 F4000
101 L X9.03 Y-48.669 Z124.191
102 L X8.878 Y-46.933 Z124.13
103 L X8.427 Y-45.25 Z124.069
104 L X7.691 Y-43.671 Z124.008
105 L X6.692 Y-42.244 Z123.947
106 L X5.46 Y-41.012 Z123.886
107 L X4.032 Y-40.012 Z123.825
108 L X2.453 Y-39.276 Z123.765
267471 LBL 0
267472 ; ********
267473 LBL 6
267474 L Y130.982 RL FQ1
267475 CC X-222.018 Y150
267476 C X-203 Y150 DR+
267477 CC X-193 Y150
267478 C X-193 Y160 DR-
267479 CC X-193 Y179.018
267480 C X-173.982 Y179.018 DR+
267481 L X-191.602 R0
267482 LBL 0
267483 ; ********
267484 END PGM 0001_2 MM

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 41 -
7.5 Izbira rezalnih orodij
Uporabljena rezilna orodja:
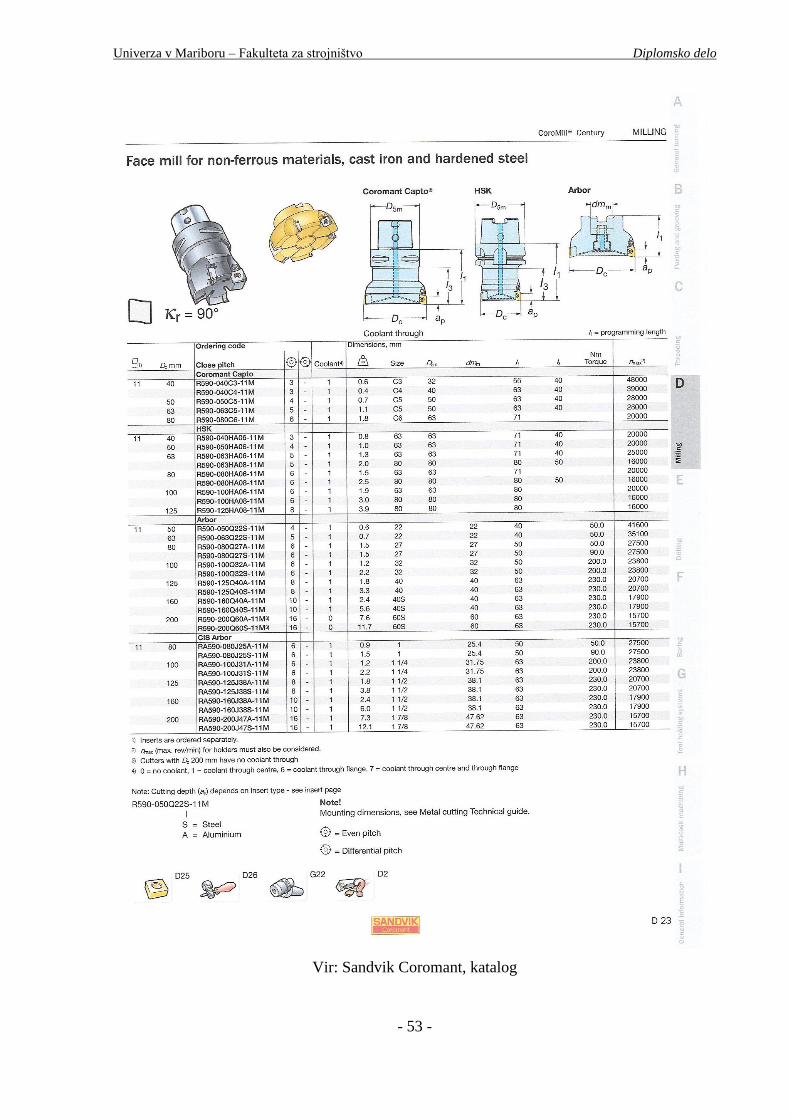
- Orodje za čelno poravnavo (face milling)
Slika 7.7: Orodje za čelno poravnavo
Tabela 7.1: Podatki orodja za čelno poravnavo
Dc kg Size D5m h nmax
80 1,5 63 63 71 20000
- Orodje za grobo rezkanje
Slika 7.8: Orodje za grobo frezanje
Tabela 7.2:Podatki orodja za grobo rezkanje
D3 Kg Dc dmm l1 az ap nmax
80 1,0 64 27 50 49 8 13100

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 42 -
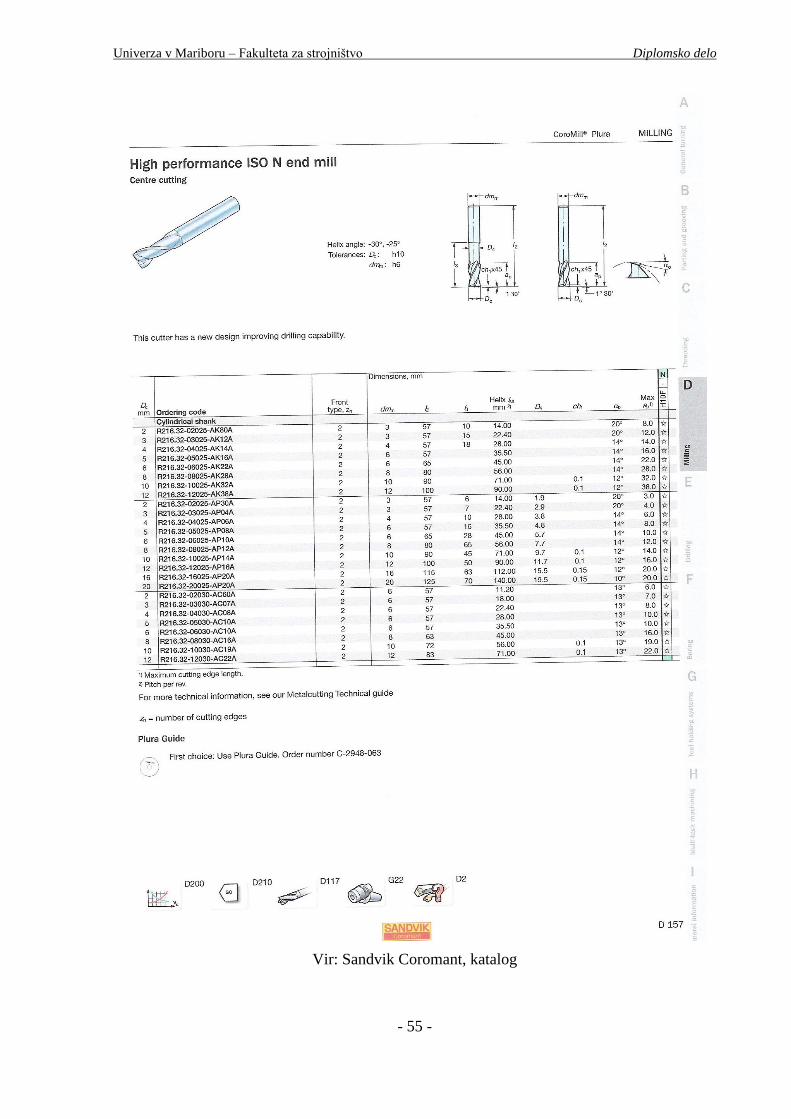
- Orodje za fino rezkanje (end mill)
Slika 7.9: Orodje za fino rezkanje (end mill)
Tabela 7.3: Podatki orodja za fino rezkanje (end mill)
Dc zn dmm l2 l3 Helix lsh D4 ch1 α0 Max ap
10 2 10 90 45 71,00 9,7 0,1 12o 14,0
- Orodje za fino rezkanje – kroglični rezkar (ball mill)
Slika 7.10: Orodje za fino rezkanje - kroglični rezkar (ball mill)
Tabela 7.4: Podatki orodja za fino rezkanje (ball mill)
Dc2 zn dmm l2 L22 Dc3 Helix lsh rε α0 Max ap
8 4 8 100 36 6,5 45,00 4 14o 9,0

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 43 -
- Vrtalni sveder
Slika 7.11: Vrtalni sveder
Tabela 7.5: Podatki vrtalnega svedra
Dc dmm l2 l4 l6
8,5 10 89 30 47
Podatki o orodjih navedeni v tabeli so iz Sandvikovega kataloga. [8]
7.6 Določitev rezalnih parametrov
Vsa orodja, ki jih uporabljajo za izdelavo na CNC strojih, imajo v programskem paketu
HyperMill za hitrejše in laţje delo ţe vpisane vse parametre.
7.6.1 Rezalni parametri za grobo struţenje
Uporabljeno je bilo orodje za grobo rezkanje z naslednjimi parametri:
- Število vrtljajev: n =7000 min-1
- Premer rezkarja: d = 25 mm
- Število zob rezkarja: zi = 3
- Podajanje na en zob: fz = 0,03
- Material orodja: Karbidna trdina
- Material obdelovanca: zlitina AlMg5Sil
- Podajanje: fv = fz · zi = 0,03 · 3 = 0,09 (7.1)
- Podajalna hitrost: fmin = fv · n = 0,09 · 7000 = 630 (7.2)
- Rezalna hitrost: vc = = = 549,5 (7.3)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 44 -
n [min-1
] - število vrtljajev
d [mm] - premer rezkarja
zi - število zob rezkarja
fz [ ] - podajanje na en zob
fv [ ] - podajanje
fmin [ ] - podajalna hitrost
vc [ ] - rezalna hitrost
7.6.2 Rezalni parametri za fino struţenje
Uporabljeno je bilo orodje za fino rezkanje (end mill) z naslednjimi parametri
- Število vrtljajev: n =9000 min-1
- Premer rezkarja: d = 10 mm
- Število zob rezkarja: zi = 2
- Podajanje na en zob: fz = 0,03
- Material orodja: Karbidna trdina
- Material obdelovanca: zlitina AlMg5Sil
- Podajanje: fv = fz · zi = 0,03 · 2 = 0,06 (7.4)
- Podajalna hitrost: fmin = fv · n = 0,06 · 9000 = 540 (7.5)
- Rezalna hitrost: vc = = = 282,6 (7.6)
n [min-1
] - število vrtljajev
d [mm] - premer rezkarja
zi - število zob rezkarja
fz [ ] - podajanje na en zob
fv [ ] - podajanje
fmin [ ] - podajalna hitrost
vc [ ] - rezalna hitrost

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 45 -
7.7 CNC simulacija
Programski paket HyperMill ponuja tudi simulacijo CNC rezkanja. Simulacija nam dobro
prikaţe vse poti rezalnega orodja, hitre gibe, delovne gibe, celotni čas obdelave ter
najpomembnejše, opozori nas na nepravilnosti do katerih lahko pride. Tako lahko program
pravočasno popravimo, da kasneje na stroju ne pride do neprijetnih napak, ki nam lahko
povzročijo ogromno škodo.
Slika 7.12. CNC simulacija

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 46 -
8. UMERJANJE ORODJA NA TRIKOORDINATNI MERILNI
NAPRAVI
8.1 Opis trikoordinatne merilne naprave
Trikoordinatna merilna naprava je namenjena za merjenje najrazličnejših oblik in toleranc.
Sama naprava je sestavljena iz temelja, postelje, delovne mize, pomičnih elementov (zračna
vodila in leţaji), natančnih servomotorjev, merilnega sistema, tipalnega sistema. Zraven med
opremo, štejemo še krmilni pult, s katerim človek opravlja samo napravo, krmilna omara, ki
nam sluţi za samo krmiljenje, ter računalnik s periferijo na katerem je nameščen program.
Program nam omogoča še hitrejše merjenje in avtomatsko prepoznavanje oblik merjenca.
Sama naprava ima srednje merilno območje, točnost merilne naprave je visoka, dostopnost
merilne naprave do obdelanih delov pa je srednjega razreda. Z trikoordinatno merilno napravo
lahko izvajamo meritve na dva načina. Prvi način je skeniranje (tipanje), druga moţnost pa je
merjenje z laserjem.
Lastnosti: Merjenje vseh elementov na merjencu v enem koordinatnem sistemu,
prilagodljivost, univerzalnost, objektivnost (vpliv merilca samo pri določanju strategije),
točnost meritve, zelo točno regulirana in majhna merilna sila, moţnost brezkontaktnega
merjenja, moţnost CNC - merjenja, moţnost vključitve v proizvodno linijo.
Slika 8.1: Trikoordinatna merilna naprava

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 47 -
8.2 Potek meritve
Pred začetkom, opravljanja natančnejših meritev je potrebno merilno napravo umeriti
(kalibrirati). Sama naprava ko jo priţgemo se najprej orientira na svojo začetno izhodišče. Za
samo kalibracijo se uporablja posebna keramična kroglica, ki mora biti dobro očiščena, na
katero pripeljemo tipalo in ga namestimo pribliţno na središče krogle, nato pa z pomočjo
programa izvedemo kalibracijo.
Potek meritve je sestavljen iz več točk. Začne se z določitvijo mer, ki jih moramo
izmeriti, glede na risbo izdelka, sledi vpetje merjenca, ki ga vpnemo tako, da lahko izmerimo
vse merilne elemente v enem merjenju, nato sestavimo tipalno konfiguracijo glede na
geometrijo merjenca. Sledi ji kalibracija tipala z kroglico, zatem pa transformacija
koordinatnega sistema koordinatne merilne naprave v sistem merjenca. Merilna naprava je
pripravljena, prav tako je orodje vpeto na merilno mizo, potrebno je še ustrezno pripraviti
programski paket in izvesti meritev.
Merilec dobi iz konstrukcije CAD model, ki ga odpre v programskem paketu merilne
naprave. Nato pogleda kakšen koordinatni sistem je podal konstrukter in ga prilagodi glede na
merilno napravo. Za določitev koordinatnega sistema je potrebno določiti ravnine X, Y in Z,
ki morajo biti med seboj pravokotne. Ko sta koordinatna sistema usklajena lahko začnemo z
merjenjem orodja. Odločimo se ali bomo merili točke, ravnine, luknje, radije, če pa ţelimo
določiti obliko pa uporabimo postopek skeniranja. Pri postopku skeniranja mu določimo točke
vektorsko, da se s tipalom giblje samo po eni osi. S tipalom se nato potipa poljubno število
točk in iz teh točk konstruira krivuljo, ki jo nato preračuna. Še prej pa smo določili v kakšnih
tolerancah so točke. Tako nastane postopek skeniranja, ki sluţi za merilni protokol. Ta merilni
protokol se pošlje naročniku, da ga pregleda ali je orodje v dovoljenih tolerancah.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 48 -
Slika prikazuje najvaţnejša mesta, ki se potipajo in se ugotovi ali so točke v predpisanih
tolerancah ali ne. Toleranca je 0,5 mm. Vidi se da so vse izmerjene točke v dovoljenih mejah,
ker so obarvano zeleno. Če nebi bile v tolerancah bi bile obarvano rdeče, kar bi pomenilo, da
se jih pošlje nazaj v proizvodnjo in se jih prilagaja tako dolgo dokler ne ustrezajo tolerancam.
Slika 8.2: Merilni protokol [4]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 49 -
9. SKLEP
V svojem diplomskem delu sem ţelel prikazati izdelavo orodja za brizganje avtomobilskih
vzglavnikov s pomočjo pet osnega frezalnega stroja in programsko opremo HyperMill. Prišel
sem do naslednjih zaključkov:
- Uporaba pet osnega stroja je nujno potrebna za izdelavo tako kompleksnih izdelkov,
kot so orodja za brizganje vzglavnikov, pa tudi ostalih izdelkov, ki se pojavljajo v
takšnih orodjarnah.
- Uporaba programskega paketa HyperMill pa je nujno potrebna ko govorimo o izdelavi
na pet osnih obdelovalnih strojih, saj bi bilo drugače programiranje praktično
nemogoče oziroma bi nam vzelo preveč časa, danes pa je v industriji tempo izredno
hiter, zato si zamud ne moremo privoščiti.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 50 -
SEZNAM UPORABLJENIH VIROV
[1] Balaţič Robert. Programiranje CNC strojev. Murska Sobota : Franc - Franc, 2005.
[2] Balič Joţe. CAD/CAM postopki. Maribor : Fakulteta za strojništvo, 2002-.
[3] Balič Joţe. Računalniške integracije v orodjarstvu. Maribor : Fakulteta za strojništvo,
2007.
[4] Inţeniring & Orodjarna Alba d.o.o: Merilni protokol [16.6.2010]
[5] Inţeniring & Orodjarna Alba d.o.o: Orodje Ford C346 FHR [16.6.2010]
[6] Polajnar Andrej. Presežimo meje na nov način: dobavitelj – kupec – orodjar. Ljubljana:
fakulteta za strojništvo, 2003
[7] Sasb, (2010). SAAB - ov aktivni vzglavnik SAHR [svetovni splet]. Slovenski Saab portal,
2010. Dostopno na WWW:
http://www.saabslo.com/index.php?option=com_content&task=view&id=284&Itemid=
45 [18.8.2010].
[8] Sandvik Coromant. (2010). Main catalogue [svetovni splet]. Sandvik Coromant,
05.03.2010 10:26:42. Dostopno na WWW:
http://www.sandvik.coromant.com/sandvik/0110/Internet/I-
Kit1/se02672.nsf/GenerateTopFrameset?ReadForm&menu=&view=http%3A//www.sa
ndvik.coromant.com/sandvik/0110/Internet/I-
Kit1/se02673.nsf/Alldocs/Main*catalogue*2AEnglishMain*catalogue*2AEnglish&ban
ner=/sandvik/0110/Internet/I-
Kit1/se02672.nsf/LookupAdm/BannerForm%3FOpenDocument [19.8.2010].
[9] TPN GmbH Turbo Parts Network. (2010). Capabilities [svetovni splet]. 5-AXIS
MILLING AND TURNING 2010. Dostopno na WWW: http://www.tpn-
gmbh.de/media/2/I0903130/000081.jpg [25.8.2010]

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 51 -
ŽIVLJENJEPIS
OSEBNI PODATKI:
Ime in priimek: Andrej Turičnik
Naslov: Pod gonjami 36, 2391 Prevalje
Datum rojstva: 20.5.1987
Kraj rojstva: Slovenj Gradec
ŠOLANJE IN IZOBRAŢEVANJE:
Osnovna šola Franja Goloba, Prevalje 1994 – 2002
Srednja strojno tehnična šola, Ravne na Koroškem 2002 – 2006
Višja strokovna šola, Celje 2006 – 2008
Tehniška fakulteta Maribor, Maribor 2008 – 2010
DELOVNE IZKUŠNJE:
Nezaposlen
OSTALA ZNANJA IN SPOSOBNOSTI:
Materni jezik: slovenski jezik
Znanja ostalih jezikov: angleški jezik
Tehnične sposobnosti:
- MS Office
- Internet
- Elektronska pošta
- Pro engineer
- Catia
- Autocad

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 52 -
PRILOGE
1. Podatki o orodju za čelno rezkanje
2. Podatki o orodju za grobo rezkanje
3. Podatki o orodju za fino rezkanje (end mill)
4. Podatki o orodju za fino rezkanje – kroglični rezkar (ball mill)
5. Podatki o orodju za vrtanje – vrtalni sveder
6. Merilni protokol
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 53 -
Vir: Sandvik Coromant, katalog

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 54 -
Vir: Sandvik Coromant, katalog
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 55 -
Vir: Sandvik Coromant, katalog

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 56 -
Vir: Sandvik Coromant, katalog

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
- 57 -
Vir: Sandvik Coromant, katalog
Date: 03.08.2010
FORDC346 FHR
1793712 IND.: 2
T1
CONFORMITY REPORT

PART NAME/NUMBER: 1/2 SECTION CUT: BF UPPER / LOWER TOL 0,5mm Page:1
CUSTOMER: FORD CAD MODEL NR.: FORD C346 FHRTOOL NAME: C346 FHR OPERATER: Igor Brezovnik
TOOL NUMBER: T1 DATE: / TITLE 3. avgust 2010PLAN NUMBER: 1793712 IND.: 2 REPORT Nr.: FORD C346 FHR
MEASURING
PROTOCOL

PART NAME/NUMBER: 1/2 SECTION CUT: X2 UPPER / LOWER TOL 0,5mm Page:2
CUSTOMER: FORD CAD MODEL NR.: FORD C346 FHRTOOL NAME: C346 FHR OPERATER: Igor Brezovnik
TOOL NUMBER: T1 DATE: / TITLE 3. avgust 2010PLAN NUMBER: 1793712 IND.: 2 REPORT Nr.: FORD C346 FHR
MEASURING
PROTOCOL

PART NAME/NUMBER: 1/2 SECTION CUT: Y UPPER / LOWER TOL 0,5mm Page:3
CUSTOMER: FORD CAD MODEL NR.: FORD C346 FHRTOOL NAME: C346 FHR OPERATER: Igor Brezovnik
TOOL NUMBER: T1 DATE: / TITLE 3. avgust 2010PLAN NUMBER: 1793712 IND.: 2 REPORT Nr.: FORD C346 FHR
MEASURING
PROTOCOL

PART NAME/NUMBER: 2/2 SECTION CUT: BF UPPER / LOWER TOL 0,5mm Page:4
CUSTOMER: FORD CAD MODEL NR.: FORD C346 FHRTOOL NAME: C346 FHR OPERATER: Igor Brezovnik
TOOL NUMBER: T1 DATE: / TITLE 3. avgust 2010PLAN NUMBER: 1793712 IND.: 2 REPORT Nr.: FORD C346 FHR
MEASURING
PROTOCOL

PART NAME/NUMBER: 2/2 SECTION CUT: X2 UPPER / LOWER TOL 0,5mm Page:5
CUSTOMER: FORD CAD MODEL NR.: FORD C346 FHRTOOL NAME: C346 FHR OPERATER: Igor Brezovnik
TOOL NUMBER: T1 DATE: / TITLE 3. avgust 2010PLAN NUMBER: 1793712 IND.: 2 REPORT Nr.: FORD C346 FHR
MEASURING
PROTOCOL

PART NAME/NUMBER: 2/2 SECTION CUT: Y UPPER / LOWER TOL 0,5mm Page:6
CUSTOMER: FORD CAD MODEL NR.: FORD C346 FHRTOOL NAME: C346 FHR OPERATER: Igor Brezovnik
TOOL NUMBER: T1 DATE: / TITLE 3. avgust 2010PLAN NUMBER: 1793712 IND.: 2 REPORT Nr.: FORD C346 FHRPROTOCOL
MEASURING