progettazione - edises.it · ingegnere può essere chiamato a svolgere, nella pro-gettazione di un...
TRANSCRIPT

W86 •
L a fotografia mostra i componenti di una protesi d’ancacompleta artificiale (in visione esplosa). I componenti sono (dasinistra a destra): stelo femorale, sfera, inserto della coppa ace-tabolare, coppa acetabolare (Per gentile concessione di Zimmer,Inc., Warsaw, IN, USA).
Uno dei compiti probabilmente più importanti che uningegnere può essere chiamato a svolgere, nella pro-gettazione di un componente, è quello della selezionedei materiali. Decisioni non appropriate o addiritturaerrate, possono essere disastrose sia dal punto di vistaeconomico che della sicurezza. È essenziale, quindi,
che lo studente di ingegneria acquisti familiarità e pra-tica con le procedure e con i protocolli che normal-mente vengono utilizzati in questo processo. In questocapitolo vengono illustrate e discusse le problematicheinerenti la selezione dei materiali in numerosi contesti,e sotto diverse prospettive.
PERCHÉ STUDIARE la selezione dei materiali e le considerazioni sulleprogettazioni?
W86 •
C a p i t o l o 22 Selezione dei materialie considerazioni sullaprogettazione

22.1 INTRODUZIONEPraticamente l’intero libro fino a questo punto si è occupato delle proprietà dei vari mate-riali, di come tali proprietà, per un determinato materiale, dipendano dalla sua struttura e,in molti casi, di come la struttura possa essere influenzata dal processo di produzione. Ulti-mamente, nella pedagogia ingegneristica, c’è una tendenza ad enfatizzare l’elemento pro-gettazione. Per uno studioso della scienza dei materiali o per un ingegnere dei materiali, laprogettazione può riguardare numerosi contesti. Prima di tutto, può significare progettarenuovi materiali che hanno combinazioni di proprietà inedite. Oppure, la progettazione puòrivolgersi alla scelta di un nuovo materiale che ha la migliore combinazione di proprietàper una determinata applicazione; la scelta del materiale comunque non può essere fattasenza tener conto dei processi manifatturieri necessari (per esempio, la formatura, la sal-datura, ecc.), che ne influenzano infatti le proprietà. La progettazione, infine, potrebberivolgersi allo sviluppo di un processo per la produzione di un materiale con proprietàmigliori.
Una tecnica particolarmente efficace per insegnare i principi della progettazione è lostudio di un caso reale (caso–studio). Con questa tecnica, le soluzioni a problemi di inge-gneria della vita reale vengono analizzate con attenzione ed in dettaglio, in modo che lostudente possa osservare le procedure e la logica che sono coinvolte nel processo di deci-sione. Abbiamo scelto sei casi–studio che si basano sui principi introdotti nei capitoli pre-cedenti. Cinque di questi riguardano materiali che sono utilizzati per i seguenti scopi: (1)albero cilindrico sottoposto a sforzi torsionali (scelta del materiale); (2) molla per valvoladi automobile; (3) protesi d’anca artificiale; (4) abbigliamento per la protezione chimica;e (5) assemblaggio di un circuito integrato. Il rimanente caso-studio tratta la probabile cau-sa di rottura di un semiasse posteriore di un’automobile.
Obiett iv i d i apprendimentoDopo aver studiato questo capitolo, dovresti essere in grado di fare le seguenti cose:
1. Descrivere come viene determinato l’indice diresistenza di un albero pieno cilindrico.
2. Descrivere il modo di impiego delle tavole diselezione dei materiali, nei processi di scelta.
3. Descrivere, brevemente, gli accorgimenti adot-tati per accertare se una particolare legametallica è idonea all’impiego per le molle del-le valvole in un’automobile.
4. Descrivere brevemente la differenza di aspettodella superficie di frattura di un acciaio (osser-vata al microscopio elettronico a scansione)che si è rotto (a) in modo duttile e (b) inmodo fragile.
5. Elencare e spiegare, in breve, sei considerazionisulla biocompatibilità dei materiali impiegatinelle protesi d’anca artificiali.
6. Dare un nome ai quattro componenti costi-tuenti la protesi d’anca artificiale e, per ognu-
no, elencare le specifiche esigenze nelle pro-prietà dei materiali.
7. Dare un nome e definire brevemente due fat-tori importanti da prendere in considerazioneper stabilire se un materiale è idoneo per esse-re utilizzato nell’abbigliamento per la protezio-ne chimica.
8. Descrivere i componenti e le relative funzio-ni, di un telaio contatti di un circuito integra-to.
9. (a) Dare un nome e descrivere in breve i treprocessi che vengono eseguiti durante l’assem-blaggio di un circuito integrato. (b) Prenderenota dei requisiti di proprietà richiesti perognuno di questi processi e, inoltre, citarealmeno due materiali che vengono normalmen-te impiegati.

Scel t a dei mater ia l i per un a lbero c i l indr ico sottoposto a s for zo tor s ionale
Iniziamo col mettere a fuoco il processo che viene seguito per selezionare i materiali per rea-lizzare un progetto. In altre parole, per una determinata applicazione, è necessario scegliere unmateriale che abbia le proprietà volute o ottimali o una combinazione di proprietà. Elementidi questo processo di selezione riguardano la definizione dei vincoli del problema e, da que-sti, la definizione dei criteri che possono essere adottati per massimizzare le prestazioni.
Il componente o l’elemento strutturale che abbiamo scelto di trattare è un albero cilin-drico pieno, soggetto ad uno sforzo di tipo torsionale. Verrà considerata in dettaglio la resi-stenza dell’albero e saranno sviluppati i criteri per la sua massimizzazione in rapporto siaalla minima massa di materiale che al minimo costo. Saranno, inoltre, discussi brevemen-te altri parametri e proprietà che possono essere importanti nel processo di selezione.
22.2 CONSIDERAZIONI SULLA RESISTENZA-ALBEROSOLLECITATO A TORSIONE
Per questa parte del problema progettuale, stabiliremo come criterio la selezione di materia-li leggeri e resistenti. Supporremo che il momento torcente e la lunghezza dell’albero sianoassegnati, mentre il raggio (o l’area della sezione trasversale) possa essere variato. Svilup-piamo un’espressione per esprimere la massa di materiale richiesta in funzione di momentotorcente, lunghezza dell’albero, densità e resistenza del materiale. Utilizzando questa espres-sione, sarà possibile valutare le prestazioni – cioè massimizzare la resistenza dell’albero sot-toposto a sforzo torsionale rispetto alla massa e, anche, rispetto al costo del materiale.
Consideriamo l’albero cilindrico di lunghezza L e di raggio r, come mostrato nellaFigura 22.1. L’applicazione di un momento torcente (o torsione), Mt, produce un angolo ditorsione φ. Lo sforzo di taglio τ, con un raggio r, è definito dall’equazione
(22.1)
Dove J è il momento di inerzia polare, che per un cilindro solido è
(22.2)
Perciò,
(22.3)
La progettazione in sicurezza dell’albero comporta che questo sia in grado di sostenere imomenti torcenti richiesti senza fratturarsi. Per stabilire un criterio di selezione dei materiali,in modo da avere un materiale leggero e resistente, sostituiamo lo sforzo di taglio nell’Equa-zione 22.3 con la resistenza al taglio del materiale, τf, divisa per un fattore di sicurezza N, cioè
(22.4)τ
πf t
N
M
r= 2
3
τπ
= 23
M
rt
Jr= π 4
2
τ = M r
Jt
W88 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
r
L
Mt
Figura 22.1 Albero cilindrico pieno che presentaun angolo di torsione φ per effetto di un momentotorcente Mt.

È ora necessario prendere in considerazione la massa del materiale. La massa m diuna quantità data di materiale si ottiene dal prodotto della sua densità (ρ) per il suo volu-me. Dato che il volume di un cilindro è πr2L, si avrà
m = πr2 Lρ (22.5)
Il raggio dell’albero in funzione della sua massa diventa
(22.6)
La sostituzione di questa espressione di r nell’Equazione 22.4 conduce a
(22.7)
Risolvendo questa espressione per la massa m si ha
(22.8)
I parametri sul lato destro di questa equazione sono suddivisi in tre gruppi di parentesi. Quel-li contenuti nel primo gruppo (cioè, N ed Mt), si riferiscono al funzionamento in condizionidi sicurezza dell’albero L, mentre le seconde parentesi definiscono un parametro geometri-co. La densità e la resistenza del materiale, infine, sono contenute nell’ultimo gruppo.
Le conclusioni ricavabili dall’Equazione 22.8 sono che i migliori materiali utilizzabi-li per un albero leggero, che può sostenere in condizioni di sicurezza un determinatomomento torcente, sono quelli che hanno rapporti ρ/τf
2/3 bassi. Dal punto di vista dell’ido-neità del materiale, è talvolta preferibile riferirsi all’indice di prestazione, P, che vienedefinito come il reciproco di questo rapporto, e quindi
(22.9)
In questo contesto vogliamo utilizzare un materiale che abbia un elevato indice di presta-zione.
A questo punto diventa necessario esaminare gli indici di prestazione di un certonumero di potenziali materiali. Questa procedura viene accelerata utilizzando quelle chesono definite mappe di selezione dei materiali1, che sono delle rappresentazioni grafichedell’andamento di una proprietà del materiale rispetto ad un’altra. Entrambi gli assi sonoin scala logaritmica e di solito si estendono per circa cinque ordini di grandezza, in modotale da comprendere praticamente le proprietà di tutti i materiali. Ad esempio, per il nostroproblema, la mappa di interesse è data dal logaritmo della resistenza in funzione del loga-ritmo della densità, mostrata nella Figura 22.22. Si può notare come su questo diagramma
P f=τ
ρ
2 3/
m NM Ltf
= ( ) ( )
22 3 1 3
2 3
/ //π ρ
τ
τf t
t
N
M
m
L
ML
m
=
=
2
2
3
3 3
3
ππ ρ
π ρ
rm
L=
π ρ
22.2 Considerazioni sulla resistenza-albero sollecitato a torsione • W89
Espressione dellamassa in funzionedella densità e dellaresistenza al taglio delmateriale per un alberocilindrico di lunghezzaL e raggio r che èsollecitato a torsione
Espressione dell’indicedi prestazione per unalbero cilindricosollecitato a torsione
1 Si può trovare una raccolta esaustiva di queste carte in M. F. Ashby, Materials Selection in Me-chanical Design, 2nd edition, Butterworth-Heinemann, Woburn, UK, 2002.2 Per i metalli ed i polimeri è stato preso, come valore di resistenza, il carico di snervamento, peri ceramici ed i vetri la resistenza a compressione, per gli elastomeri la resistenza a lacerazione eper i compositi la resistenza a trazione.

i materiali di un particolare tipo (per esempio, i diversi tipi di legno, i polimeri, ecc.) si rag-gruppano insieme e sono racchiusi all’interno di un’area evidenziata da una linea in gras-setto. Le sottoclassi, all’interno di questi gruppi, sono racchiuse da linee più sottili.
Prendendo, ora, il logaritmo di entrambi i membri dell’Equazione 22.9 e riordinandosi ha
log τf = 32 log ρ + 3
2 log P (22.10)
Questa espressione ci dice che il grafico del log τf in funzione del log ρ fornirà una fami-glia di rette parallele aventi tutte pendenza pari a 32; ogni retta della famiglia corrisponde aun indice di prestazioni P diverso. Queste rette vengono definite linee guida di progetto;nella Figura 22.2 ne sono state tracciate quattro, per valori di P pari a 3, 10, 30 e 100(MPa)2/3 m3/ Mg. I materiali che giacciono su una di queste rette hanno tutti buone presta-
W90 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.2 Mappa di selezione dei materiali riguardo la resistenza in funzione della densità.Sono state tracciate le linee guida di progetto per indici di prestazioni di 3, 10, 30 e 100(MPa)2/3m3/Mg, aventi tutte una pendenza di 3
2. (Da M. F. Ashby, Materials Selection inMechanical Design. Copyright © 1992. Ristampa autorizzata da Butterworth–Heinemann Ltd.).
0.1 0.3 1 3 10 30
10000
1000
100
10
1
0.1
LegheMg
SiVetri
Densità (Mg /m3)
Ceramiciingegneristici
Compositiingegneristici
Legheingegneristiche
Ceramiciporosi
Polimeriingegneristici
Legno
Elastomeri
Sezionipolimeriche
Resistenz
a(M
Pa)
P = 100
P = 30
P = 10
P = 3
Diamante
Cermet
Sialon
B MgO
Al2O3 ZrO2
Si3N4SiC
Ge
NylonPMMA
PS
PPMELPVC
EpossidiciPoliesteri
HDPE
PU
PTFE
SiliconeLDPE
Butiletenero
Prodottidel legno
Frassino
Balsa
Balsa
Quercia
Quercia
Pino
Pino
Abete
Abete
Paralleleai grani
Perpendicolareai grani
Sughero
Cementocalcestruzzo
Legheingegneristiche
KFRPCFRPBe
GFRPLaminati
KFRP
Terrecotte LegheTi
Acciai
Leghe W
Leghe Mo
Leghe Ni
Leghe Cu
Ghise
LegheZn
Rocce
LeghePb
CFRPGFRP
unidirezionali
Leghe Al
Frassino

zioni in termini di resistenza per unità di massa; i materiali le cui posizioni giacciono al disopra di una retta particolare, avranno indici di prestazioni più alti di quelli che giaccionoal di sotto di tale linea. Ad esempio, un materiale sulla retta P = 30 avrà la stessa resisten-za, ma con una massa inferiore di un terzo, rispetto ad un altro materiale che giace lungola retta P = 10.
Il processo di selezione implica, a questo punto, la scelta di una di queste rette, una“retta di selezione”, che comprende diverse categorie di questi materiali; per lo scopo inargomento scegliamo P = 10 (MPa)2/3m3/Mg, che è rappresentata nella Figura 22.3 dalla
22.2 Considerazioni sulla resistenza-albero sollecitato a torsione • W91
Figura 22.3 Mappa di selezione dei materiali riguardo la resistenza in funzione della densità.Quei materiali che giacciono all’interno della regione ombreggiata sono candidati accettabili perun albero cilindrico pieno avente un indice di prestazioni massa–resistenza maggiore di 10(MPa)2/3m3/ Mg ed una resistenza di almeno 300 MPa. (Da M. F. Ashby, Materials Selection inMechanical Design. Copyright © 1992. Ristampa autorizzata da Butterworth–Heinemann Ltd.).
Legheingegneristiche
KFRPCFRPBe
GFRPLaminati
KFRP
Terrecotte
LegheMg
LegheTi
Acciai
Leghe W
Leghe Mo
Leghe Ni
Leghe Cu
Ghise
LegheZn
Rocce
Leghe Al
LeghePb
CFRPGFRP
unidirezionali
10000
1000
100
10
1
Vetri
Compositiingegneristici
Legheingegneristiche
Ceramiciporosi
Polimeriingegneristici
Legno
Elastomeri
Schiumepolimeriche
Res
iste
nza
(MP
a)
P = 10
Diamante
Cermet
Sialon
B MgO
Al2O3 ZrO2
Si3N4SiC
Si Ge
NylonPMMA
PS
PPMELPVC
EpossidiciPoliesteri
HDPE
PU
PTFE
Silicone
Cemento ecalcestruzzo
LDPE
Butiletenero
Prodottidel legno
Frassino
FrassinoBalsa
Balsa
Quercia
Quercia
Pino
Pino
Abete
Abete
Paralleliai grani
Perpendicolareai grani
Sughero
300 MPa
(MPa)2/3 m3/Mg
0.1 0.3 1 3 10 300.1
Densità (Mg /m3)
Ceramiciingegneristici

retta obliqua in rosso. I materiali che giacciono lungo o sopra questa linea cadono nella“regione di ricerca” del diagramma e sono possibili candidati per l’albero rotante. Tra glialtri, vi sono vari tipi di legno, alcune plastiche, molte leghe, diversi compositi, vetri eceramici. In base a considerazioni riguardo alla tenacità a frattura, tra le possibili alterna-tive, i ceramici ed i vetri sono da scartare.
Imponiamo un ulteriore vincolo al problema, ovvero che la resistenza dell’albero siauguale o maggiore di 300 MPa. Sulla mappa di selezione dei materiali tale vincolo corri-sponde alla retta orizzontale, in rosso, in corrispondenza dei 300 MPa, Figura 22.3. Laregione di ricerca è ora ulteriormente ristretta all’area delimitata da queste due rette. Tuttii tipi di legno, tutti i polimeri, alcune leghe (come quelle di Mg e alcune di Al) ed anchealcuni compositi possono essere scartati, come potenziali candidati, mentre gli acciai, leleghe di titanio, le leghe di alluminio ad elevata resistenza ed altri compositi rimangonovalide alternative.
A questo punto siamo in condizione di valutare e confrontare le prestazioni di resi-stenza di diversi materiali specifici. La Tabella 22.1 riporta la densità, la resistenza e l’in-dice di prestazione per tre leghe e due compositi, ritenuti candidati accettabili dall’anali-si effettuata utilizzando i materiali della carta di selezione. In questa carta la resistenza èstata presa pari a 0.6 volte il carico di snervamento a trazione (per le leghe) e 0.6 volte laresistenza a trazione (per i compositi); queste approssimazioni sono state necessarie poi-ché siamo interessati alla resistenza a torsione e le resistenze torsionali non sono facil-mente disponibili. Inoltre, per i due compositi, si è supposto che le fibre di vetro e di car-bonio, continue ed allineate, siano avvolte in modo elicoidale (Figura 16.15) con un ango-lo di 45° rispetto all’asse dell’albero. I cinque materiali nella Tabella 22.1 sono stati elen-cati secondo l’indice di prestazione, dal più alto al più basso: i compositi rinforzati confibra di carbonio e con fibra di vetro sono seguiti dall’alluminio, dal titanio e dall’acciaio4340.
Un’altra considerazione importante nel processo di selezione riguarda il costo delmateriale. In situazioni reali di ingegneria, l’economia dell’applicazione è spesso il fatto-re guida e quello che di norma detta la scelta del materiale. Un modo per determinare ilcosto dei materiali consiste nel moltiplicare il prezzo (per unità di massa) per la massa dimateriale richiesta.
Nella Tabella 22.2. vengono riportate le considerazioni sui costi di questi restanti cin-que materiali, acciaio, alluminio, leghe di titanio ed i due compositi. Nella prima colonnaè tabulato ρ/τf
2/3. La colonna successiva riporta il costo relativo approssimato, indicatocome c–; questo parametro rappresenta il costo del materiale per unità di massa diviso ilcosto per unità di massa dell’acciaio a basso tenore di carbonio, che costituisce uno dei
W92 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Tabella 22.1 Densità (ρρ), resistenza (ττf), indice di prestazione (P) per cinquemateriali ingegneristici
ρρ ττf tf2/3/ρρ = P
Materiale (Mg/m3) (MPa) [(MPa)2/3m3/Mg]
Composito rinforzato con fibre di carbonio 1.5 1140 72.8(frazione di fibre: 0.65)a
Composito rinforzato con fibre di vetro 2.0 1060 52.0(frazione di fibre: 0.65)a
Lega d’alluminio (2024–T6) 2.8 300 16.0
Lega di titanio (Ti–6Al–4V) 4.4 525 14.8
Acciaio 4340 7.8 780 10.9(temprato in olio e rinvenuto)
a Le fibre in questi compositi sono continue, allineate ed avvolte in modo elicoidale con un angolodi 45° rispetto all’asse dell’albero.

materiali ingegneristici più comuni. La logica per cui si utilizza c– è che, mentre il prezzodi un determinato materiale varia nel tempo, il rapporto tra il prezzo di quel materiale edun altro cambia, in genere, più lentamente.
Infine, la colonna di destra della Tabella 22.2 mostra il prodotto di ρ/τf2/3 e di c–. Que-
sto prodotto fornisce un confronto tra i diversi materiali sulla base del costo per un alberocilindrico che resiste ad un momento torcente applicato Mt. Utilizziamo questo prodottodato che ρ/τf
2/3 è proporzionale alla massa di materiale richiesto (Equazione 22.8) e c– è ilcosto relativo per unità di massa. Il più economico dei materiali elencati è l’acciaio 4340,seguito dal composito rinforzato con fibra di vetro, dalla lega di alluminio 2024–T6, segui-to dal composito rinforzato con fibra di carbonio e dalla lega di titanio. Perciò, se prendia-mo in considerazione l’aspetto economico, si ottiene una significativa modifica della gra-duatoria all’interno dello schema. Ad esempio, poiché il composito rinforzato con fibra dicarbonio è relativamente caro, sarà anche il materiale meno desiderabile o, in altre parole,il costo più alto di questo materiale può avere più importanza dell’incremento di resisten-za che questo fornisce.
22.3 ALTRE CONSIDERAZIONI SULLE PROPRIETÀ ESULLA DECISIONE FINALE
Nel processo di selezione dei nostri materiali abbiamo considerato, finora, solo la loro resi-stenza. Potrebbero essere importanti anche altre proprietà, relative alle prestazioni dell’al-bero cilindrico, – ad esempio, la rigidezza e, se l’albero è posto in rotazione, il comporta-mento a fatica (Sezioni 8.7 e 8.8). Dovrebbero, inoltre, essere considerati i costi di produ-zione che, nella nostra analisi, sono stati invece trascurati.
Per quanto riguarda la rigidezza, potrebbe essere condotta un’analisi, simile a quellasopra riportata, delle prestazioni di rigidezza rispetto alla massa. In questo caso, l’indicedi prestazione di rigidezza Ps è
(22.11)
dove G è il modulo di taglio. Nel processo di selezione verrà anzitutto utilizzata la mappadi selezione dei materiali appropriata (log G in funzione del log ρ). Successivamente, ver-ranno raccolti l’indice delle prestazioni ed i dati di costo per unità di massa dei materiali
PG
s =ρ
22.3 Altre considerazioni sulle proprietà e sulla decisione finale • W93
Tabella 22.2 Tabulazione dei rapporti ρρ/ττf2/3, dei costi relativi (c–) e del prodotto di ρρ/ττf
2/3 per(c–), per cinque materiali ingegneristicia
ρρ/ττf2/3 c– c– (ρρ/ττf
2/3)Materiale [10–2Mg/(MPa)2/3m3] ($/$) [10–2($/$)Mg/(MPa)2/3m3]
Acciaio 4340 9.2 5 46(temprato in olio e rinvenuto)
Composito rinforzato con fibre di vetro 1.9 40 76(frazione di fibre: 0.65)b
Lega d’alluminio (2024–T6) 6.2 15 93
Composito rinforzato con fibre di carbonio 1.4 80 112(frazione di fibre: 0.65)b
Lega di titanio (Ti–6Al–4V) 6.8 110 748
a Il costo relativo è il rapporto tra il prezzo per unità di massa del materiale in esame e quello dell’acciaio a basso tenore dicarbonio.b Le fibre in questi compositi sono continue, allineate ed avvolte in modo elicoidale con un angolo di 45° rispetto all’assedell’albero.

candidati specifici; da queste analisi i materiali saranno classificati sulla base delle presta-zioni di rigidezza e di costo.
Nella scelta del materiale migliore, può essere utile comporre una tabella che riportii risultati dei diversi criteri adottati. La tabulazione dovrebbe includere, per ogni criterio eper tutti i materiali candidati, l’indice delle prestazioni, il costo, ecc., ed anche gli eventua-li commenti su altre considerazioni che si ritengono importanti. Questa tabella potrà met-tere in risalto gli aspetti più importanti ed agevolare il processo di decisione finale.
Molle per va l vole d i automobi le
22.4 MECCANICA DELLA DEFORMAZIONE DI UNA MOLLALa funzione di base di una molla è quella di immagazzinare energia meccanica sotto for-ma di deformazione elastica e di restituirla successivamente quando si ridistende. In que-sta sezione vengono trattate le molle elicoidali che vengono normalmente utilizzate inmolti settori, come ad esempio nei materassi, nelle penne retrattili e nelle sospensioni del-le automobili. Verrà condotta un’analisi degli sforzi su questo tipo di molla ed i risultatisaranno quindi applicati ad una molla per valvola utilizzata nei motori di automobile.
Si consideri la molla elicoidale mostrata nella Figura 22.4, costruita con un filo di dia-metro d; il diametro della spira è indicato con D. L’applicazione di una forza di compressio-ne F causa una forza torcente, ovvero un momento torcente, indicato con T, come mostratonella figura. La risultante sarà una combinazione di sforzi di taglio, la cui somma, τ, è
(22.12)
dove Kw è una costante, che non dipende dalla forza e che è funzione del rapporto D/d:
(22.13)
Per reazione ad una forza applicata F, la molla subirà una deformazione, che si assu-me essere totalmente elastica. L’intensità della deformazione per spira, δc, come indicatonella Figura 22.5, è data dall’espressione
(22.14)δc
FD
d G= 8 3
4
K
D
dw =
−
1 600 140
..
τ
π= 8
3
FD
dKw
W94 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.4 Disegnoschematico di una mollaelicoidale soggetta al momentoflettente T dovuto alla forza dicompressione F. (Da K.Edwards and P. McKee,Fundamentals of MechanicalComponent Design. Copyright ©1991 by McGraw-Hill, Inc.Riproduzione autorizzata da TheMcGraw-Hill Companies).
DF
F
T
d

dove G è il modulo di taglio del materiale con cui è fatta la molla. Inoltre, δc può essere cal-colata dalla deformazione totale della molla, δs, e dal numero di spire efficaci, Nc, e quindi
(22.15)
Ora, risolvendo per F l’Equazione 22.14 si ha
(22.16)
e sostituendo F nell’Equazione 22.12
(22.17)
In circostanze normali, si richiede che una molla non subisca alcuna deformazionepermanente durante la fase di carico; questo significa che il membro a destra dell’Equa-zione 22.17 deve essere minore della resistenza di snervamento a taglio τs del materialedella molla ovvero che
(22.18)
22.5 PROGETTO DI UNA MOLLA PER VALVOLA EREQUISITI DEL MATERIALE
Applicheremo ora i risultati della sezione precedente ad una molla di una valvola di auto-mobile. La Figura 22.6 mostra la sezione schematica di un motore di automobile in cuisono visibili le varie molle. Da un punto di vista funzionale, le molle permettono alle val-vole di aspirazione e di scarico dei cilindri di aprirsi e chiudersi alternativamente quandoil motore è in funzione. L’albero a camme, ruotando sul suo asse, costringe la valvola adaprirsi, comprimendone progressivamente la relativa molla. L’energia immagazzinata nel-la molla esercita una forza sulla valvola che la fa chiudere man mano che l’albero a cam-me prosegue nella sua rotazione. Questo processo interessa ogni valvola ad ogni ciclo delmotore e, durante l’intera vita del motore, si verifica perciò molte milioni di volte. Duran-te il normale funzionamento, la temperatura delle molle raggiunge gli 80°C circa.
τ
δπs
cGd
DK>
2 w
τ
δπ
= cGd
DK
2 w
Fd G
Dc=
4
38δ
δ δc
s
cN=
22.5 Progetto di una molla per valvola e requisiti del materiale • W95
Figura 22.5 Disegno schematico di una spira di una molla elicoidale, (a) prima di esserecompressa e (b) dopo compressione con una forza F: è visibile la deformazione δc prodotta. (DaK. Edwards and P. McKee, Fundamentals of Mechanical Component Design. Copyright © 1991by McGraw–Hill, Inc. Riproduzione autorizzata da The McGraw–Hill Companies).
D2
D2
(a)
D2
F
(b)
c
Condizione per ladeformazione nonpermanente di unamolla – resistenza allosnervamento di taglioe sua relazione colmodulo di taglio,numero di spireeffettive e diametri delfilo e della molla

Nella Figura 22.7 viene mostrata la fotografia di una tipica molla di una valvola. Lamolla ha una lunghezza totale di 42 mm, è formata da un filo avente un diametro d di 4.3mm, ha sei spire (di cui solamente quattro attive) ed ha un diametro D di 27 mm. Quandola valvola è completamente chiusa, la sua molla è compressa per un totale di 6.1 mm, il
W96 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.6 Disegno di unasezione di un motore diautomobile in cui vengonomostrati i diversi componenti,tra cui le molle delle valvole.
Camma
Albero a camme
Valvoladi scarico
Pistone
Molladella valvola
Valvoladi aspirazione
Albero motore
Figura 22.7 Foto di una tipica molla per valvola diautomobile.
che significa che la deformazione per spira δic, Equazione 22.15, sarà di
L’escursione della camma è di 7.6 mm, quindi quando la camma apre completamente la val-vola, la molla subisce una deformazione totale massima uguale alla somma della escursio-ne della valvola e della deformazione di compressione, cioè, 7.6 mm + 6.1 mm = 13.7 mm.Quindi, la deformazione massima per spira, δmc, è
A questo punto abbiamo tutti i parametri dell’Equazione 22.18 (assumendo δc = δmc), sal-vo τs che è la richiesta resistenza a snervamento per taglio del materiale della molla.
Il parametro d’interesse, tuttavia, non è veramente τs, perché la molla è continua-mente sottoposta a sforzo ciclico durante le fasi d’apertura e chiusura della valvola delmotore; la progettazione, quindi, deve essere rivolta piuttosto a prevenire la possibilitàdi rottura per fatica che non lo snervamento del materiale. Il problema della fatica vie-ne affrontato scegliendo una lega metallica avente un limite di fatica (Figura 8.19a)maggiore dell’ampiezza dello sforzo ciclico a cui sarà sottoposta la molla. Per questaragione, per le molle sono normalmente impiegati acciai speciali, che presentano limitidi fatica.
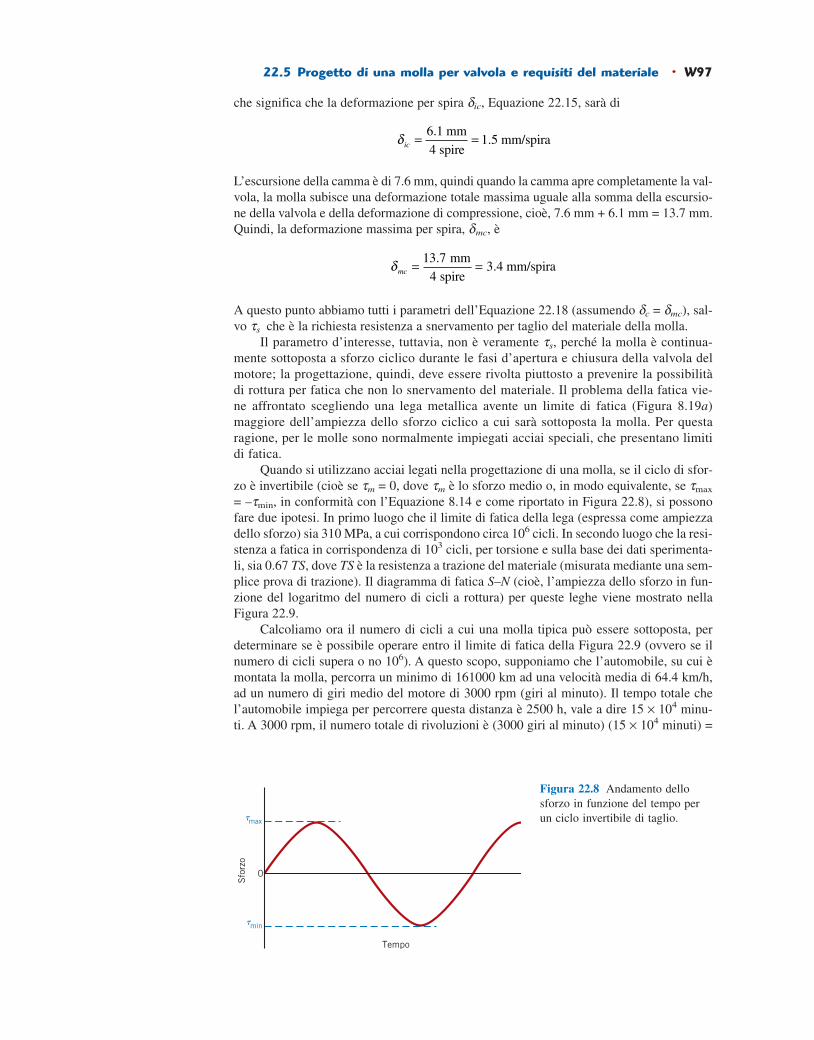
Quando si utilizzano acciai legati nella progettazione di una molla, se il ciclo di sfor-zo è invertibile (cioè se τm = 0, dove τm è lo sforzo medio o, in modo equivalente, se τmax
= –τmin, in conformità con l’Equazione 8.14 e come riportato in Figura 22.8), si possonofare due ipotesi. In primo luogo che il limite di fatica della lega (espressa come ampiezzadello sforzo) sia 310 MPa, a cui corrispondono circa 106 cicli. In secondo luogo che la resi-stenza a fatica in corrispondenza di 103 cicli, per torsione e sulla base dei dati sperimenta-li, sia 0.67 TS, dove TS è la resistenza a trazione del materiale (misurata mediante una sem-plice prova di trazione). Il diagramma di fatica S–N (cioè, l’ampiezza dello sforzo in fun-zione del logaritmo del numero di cicli a rottura) per queste leghe viene mostrato nellaFigura 22.9.
Calcoliamo ora il numero di cicli a cui una molla tipica può essere sottoposta, perdeterminare se è possibile operare entro il limite di fatica della Figura 22.9 (ovvero se ilnumero di cicli supera o no 106). A questo scopo, supponiamo che l’automobile, su cui èmontata la molla, percorra un minimo di 161000 km ad una velocità media di 64.4 km/h,ad un numero di giri medio del motore di 3000 rpm (giri al minuto). Il tempo totale chel’automobile impiega per percorrere questa distanza è 2500 h, vale a dire 15 × 104 minu-ti. A 3000 rpm, il numero totale di rivoluzioni è (3000 giri al minuto) (15 × 104 minuti) =
δmc = =13 7. mm4 spire
3.4 mm/spira
δ ic = =6 1. mm
4 spire1.5 mm/spira
22.5 Progetto di una molla per valvola e requisiti del materiale • W97
Tempo
Sfo
rzo
max
0
min
Figura 22.8 Andamento dellosforzo in funzione del tempo perun ciclo invertibile di taglio.

4.5 × 108 giri e poiché ci sono 2 giri/ciclo, il numero totale di cicli è 2.25 × l08. Questorisultato significa che possiamo impiegare il limite di fatica come sforzo di progetto, datoche la soglia del ciclo limite è stata superata per una distanza di viaggio di 161000 km (poi-ché 2.25 × 108 cicli > 106 cicli).
Questo problema, inoltre, è complicato dal fatto che il ciclo di sforzo non è comple-tamente invertibile (cioè, τm ≠ 0) in quanto tra le deformazioni minime e massime, la mol-la rimane in compressione; perciò, il limite di fatica di 310 MPa non è valido. Quello chedobbiamo fare, come prima cosa, è un’estrapolazione appropriata del limite di fatica perτm ≠ 0 e quindi calcolare e confrontare questo limite con l’ampiezza dello sforzo attualedella molla; se l’ampiezza dello sforzo è significativamente al di sotto del limite estrapo-lato, allora la progettazione della molla è soddisfacente.
Un’estrapolazione ragionevole del limite di fatica per questa situazione, τm ≠ 0, puòessere fatta utilizzando la seguente espressione (nota come legge di Goodman):
(22.19)
dove τal è il limite di fatica per la tensione media τm; τe è il limite di fatica per τm = 0 (cioè310 MPa); TS è la resistenza a trazione della lega. Per determinare il nuovo limite di fati-ca τal dalla summenzionata espressione occorre calcolare sia la resistenza a trazione dellalega che lo sforzo medio per la molla.
22.6 ACCIAIO LEGATO COMUNEMENTE IMPIEGATO Una lega comune per molle è l’acciaio ASTM 232 al cromo–vanadio, avente una compo-sizione di 0.48–0.53% in peso di C, 0.80–1.10% in peso di Cr, un minimo di 0.15% in pesodi V ed il rimanente Fe. Il filo della molla è trafilato a freddo (Sezione 11.4) fino al dia-metro richiesto; di conseguenza, la resistenza aumenterà con il grado di trafilatura (e quin-di al diminuire del diametro). Per questa lega è stato verificato sperimentalmente che, peril diametro d in millimetri, la resistenza a trazione TS, vale
TS (MPa) = (1230)(d)–0.167 (22.20)
Essendo d = 4.3 mm, per questa molla, si ottiene
TS = (1230)(4.3 mm)–0.167
= 1570 MPa
τ τ τal e
m
TS= −
1
0 67.
W98 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.9 Ampiezzadello sforzo di taglio infunzione del logaritmo delnumero di cicli di fatica arottura per leghe ferrose.
0.67TS
310 MPa
Am
piez
za d
i sfo
rzo,
S103 105 107 109
Cicli a rottura, N (scala logaritmica)
Legge di Goodman –calcolo del limite difatica a sforzo medionon nullo per unmateriale, usando laresistenza a trazioneed i valori del limite difatica a sforzo medionullo
Dipendenza dellaresistenza a trazione diun filo di acciaioASTM 232, infunzione del diametrodel filo trafilato afreddo

Il calcolo dello sforzo medio τm viene fatto utilizzando l’Equazione 8.14 modificataper la situazione di tensione di taglio, come segue:
(22.21)
Diventa, a questo punto, necessario determinare le tensioni di taglio minime e massime perla molla, utilizzando l’Equazione 22.17. Il valore τmin può essere calcolato dalle Equazio-ni 22.17 e 22.13 dal momento che è conosciuto il valore minimo di δc (cioè, δic = 1.5 mm).Il modulo di taglio per l’acciaio è preso pari a 79 GPa; questo valore valido a temperaturaambiente, lo è anche alla temperatura di servizio di 80°C. τmin è quindi
(22.22a)
Adesso τmax può essere calcolato prendendo δc = δmc = 3.4 mm come segue:
(22.22b)
Dall’Equazione 22.21,
La variazione dello sforzo di taglio col tempo, per questa molla, è riportata nella Figura22.10; l’asse del tempo non ha scala, dato che i tempi dipendono dalla velocità del motore.
Il nostro obiettivo successivo è determinare l’ampiezza del limite di fatica (τal) per τm
= 459 MPa utilizzando l’Equazione 22.19 e per valori di τe e TS di 310 MPa e 1570 MPa,rispettivamente. Pertanto
τ τ τal e
m
TS= −
= ( ) −
10 67
310 1459
.
MPa MPa
0.667 MPa
175 MPa
( )( )
=
1570
τ τ τm = +
= + =
min max
2
282 MPa 636 MPa
2459 MPa
τδπmax
.
.
.
=
=
−mc
Gd
D
D
d2
0 140
1 60
3 4 mmm MPa mm
27 mm
( ) ×( )( )( )
79 10 4 31 6
3
2
..
π00
270 140
mm
4.3 mm
636 MPa
=
− .
τδπ
δπ
min
.
=
=
−
icGd
DK
Gd
D
D
d
2
2
0
1 60
w
ic ..
. .
140
31 5 79 10 4 3
=( ) ×( )( ) mm MPa mm
(27π mm)
mm
4.3 mm2
−
1 6027
0 140
..
= 282 MPa
τ τ τm = +min max
2
22.6 Acciaio legato comunemente impiegato • W99

Determiniamo ora l’ampiezza effettiva dello sforzo di taglio τaa per la molla utiliz-zando l’Equazione 8.16 modificata per la condizione di sforzo di taglio:
(22.23)
L’ampiezza della tensione effettiva è, quindi, leggermente maggiore del limite di fati-ca, il che significa che questa progettazione non è in sicurezza.
Il limite di fatica di questa lega può essere aumentato a valori maggiori di 175 MPamediante pallinatura, una procedura descritta nella Sezione 8.10. La pallinatura consistenel proiettare sulla superficie della molla, ad alta velocità, delle piccole sfere di acciaio dielevata durezza, che producono deformazione plastica superficiale con conseguenteimmissione di tensioni residue superficiali di compressione. Questa procedura automatiz-zata è comunemente utilizzata per migliorare la resistenza a fatica delle molle per valvo-le; la molla mostrata nella Figura 22.7 è stata infatti sottoposta a pallinatura, il che spiegail perché della sua superficie ruvida. La pallinatura può incrementare più del 50% il limi-te di fatica degli acciai legati e, inoltre, può ridurre significativamente la dispersione deidati di fatica.
Quest’ultima progettazione, che include la pallinatura, può essere ritenuta soddi-sfacente; tuttavia, la sua adeguatezza dovrebbe essere verificata da prove sperimentali.La procedura di verifica è relativamente complicata e, di conseguenza, non sarà discus-sa in dettaglio. Sostanzialmente, tale procedura comporta l’esecuzione di un numerorelativamente grande di prove di fatica (dell’ordine di 1000) sull’acciaio ASTM 232pallinato, utilizzando uno sforzo medio di 459 MPa con un’ampiezza di 177 MPa e per106 cicli. La valutazione della probabilità di sopravvivenza può essere effettuata sullabase del numero dei cedimenti. Per lo scopo in argomento, supponiamo che questa pro-babilità risulti essere 0.99999; questo significa che una molla su 105 prodotte si potràrompere.
Supponete che siate impiegati da una delle grandi società automobilistiche che pro-duce macchine nell’ordine di 1 milione all’anno e che il motore che aziona ogni automo-bile sia un sei cilindri. Poiché per ogni cilindro ci sono due valvole e quindi due molle, visarebbe una produzione totale annua di 12 milioni di molle. Per il summenzionato tasso diprobabilità di sopravvivenza, il numero totale dei cedimenti sarebbe circa 120, che corri-
τ τ τaa = −
= − =
max min
2
636 282 MPa MPa
2177 MPa
W100 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.10 Sforzo di taglioin funzione del tempo per unamolla per valvola di automobile.
100
80
60
40
20
0Tempo
Sfo
rzo
(MP
a)
max = 636 MPa
aa = 177 MPa
min = 282 MPa
m = 459 MPa

sponde anche a 120 cedimenti di motore. Come argomento pratico, si dovrebbe tener con-to del costo di sostituzione di questi 120 motori contro il costo di un nuovo progetto per lamolla.
Un nuovo progetto implicherebbe l’adozione di misure per ridurre gli sforzi di taglionelle molle, modificando i parametri nelle Equazioni 22.13 e nel 22.17. Tra le opzioni pos-sibili vi sarebbero o (1) l’aumento del diametro della spira D, che richiederebbe anche unaumento di quello del filo, o (2) l’aumento del numero di spire Nc.
Cedimento di un semias se pos ter iore d i una automobi le3
22.7 INTRODUZIONEUn pickup leggero (piccolo autocarro), in seguito ad un incidente, uscì di strada capottan-dosi. Si notò che uno dei semiassi posteriori aveva ceduto in un punto vicino al mozzo ruo-ta. Questo semiasse era fatto di un acciaio con circa lo 0.3% in peso di C. L’altro semias-se era intatto e non presentava fratture. Fu condotta pertanto una indagine per rilevare seera stata la rottura del semiasse a causare l’incidente o se il cedimento era stato conseguen-za dell’incidente.
Nella Figura 22.11 vengono rappresentati in modo schematico i componenti diassemblaggio di un semiasse del tipo usato in questo pickup. La frattura, come riportatonel disegno, si è verificata in prossimità del controdado del cuscinetto ruota. Nella Figura22.12a è riportata la foto del semiasse fratturato, e nella Figura 22.12b si può osservare, amaggiore ingrandimento, l’altro spezzone fratturato che comprende la flangia di fissaggiodella ruota ed il terminale del semiasse. Si nota (Figura 22.12b) che nella regione di frat-
22.7 Introduzione • W101
Figura 22.11 Disegno schematico dei componenti tipici di un semiasse di un autocarro leggero,in cui viene anche indicata la zona della frattura oggetto di questo caso studio (Da MOTOR AutoRepair Manual, 39th Edition © Copyright 1975. Per concessione della Hearst Corporation).
Controdado di fissaggiodel cuscinetto ruota
Supporto cuscinetto ruota
Guarnizione
Guarnizione
Semiasse
Punto di cedimento
Cuscinetto ruota
Guarnizione di tenuta del semiasse
3 Questo caso studio è stato presentato da Lawrence Kashar, “Effect of Strain Rate on the FailureMode of a Rear Axle,” Handbook of Case Studies in Failure Analysis, Vol. 1, pp. 74-78, ASM In-ternational, Materials Park, OH, (1992).

tura è presente una scanalatura di alloggiamento di una chiavetta; inoltre, in prossimità del-la scanalatura il semiasse è filettato per il dado di fissaggio del cuscinetto.
Dall’esame della superficie di frattura si è notato che l’area perimetrale esterna (lar-ga circa 6.4 mm) era molto liscia, mentre l’area centrale appariva rugosa.
22.8 PROCEDURA DI INDAGINE E RISULTATINella foto della Figura 22.13 viene mostrata in dettaglio la superficie di frattura in prossi-mità della scanalatura; si nota anche la scanalatura che compare in basso nella foto. Si pos-sono osservare sia la parte perimetrale liscia, sia la regione interna rugosa. Vi sono intagliche, a partire dagli angoli della scanalatura e parallelamente ai suoi lati, si dirigono versol’interno; questi sono appena distinguibili nella foto, ma indicano la direzione di propaga-zione della cricca.
Sulla superficie di frattura sono state anche condotte analisi frattografiche. La Figura22.14 mostra una micrografia elettronica a scansione presa vicino ad uno degli angoli del-la scanalatura. Nella micrografia è possibile osservare linee di clivaggio, mentre sono
W102 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.12 (a) Foto di uno spezzone del semiasse fratturato. (b) Foto dell’altro spezzone delsemiasse fratturato comprendente la flangia di fissaggio della ruota. [Ristampa autorizzata daHandbook of Case Studies in Failure Analysis, Vol. 1 (1992), ASM International, Materials Park,OH, 44073-0002].
(a) (b)
Figura 22.13Micrografia ottica dellasezione di frattura delsemiasse, che mostra lascanalatura (in basso) e leregioni perimetrale lisciaed interna rugosa.[Ristampa autorizzata daHandbook of Case Studiesin Failure Analysis, Vol. 1(1992), ASMInternational MaterialsPark, OH, 44073-0002].
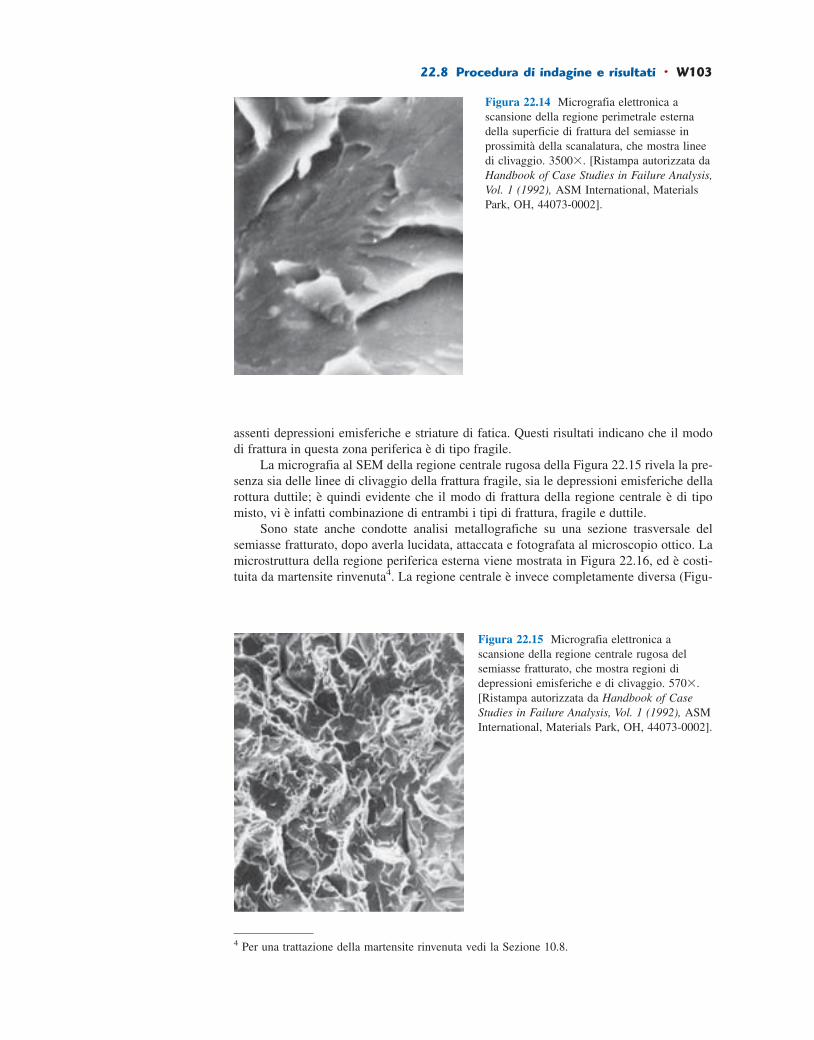
assenti depressioni emisferiche e striature di fatica. Questi risultati indicano che il mododi frattura in questa zona periferica è di tipo fragile.
La micrografia al SEM della regione centrale rugosa della Figura 22.15 rivela la pre-senza sia delle linee di clivaggio della frattura fragile, sia le depressioni emisferiche dellarottura duttile; è quindi evidente che il modo di frattura della regione centrale è di tipomisto, vi è infatti combinazione di entrambi i tipi di frattura, fragile e duttile.
Sono state anche condotte analisi metallografiche su una sezione trasversale delsemiasse fratturato, dopo averla lucidata, attaccata e fotografata al microscopio ottico. Lamicrostruttura della regione periferica esterna viene mostrata in Figura 22.16, ed è costi-tuita da martensite rinvenuta4. La regione centrale è invece completamente diversa (Figu-
22.8 Procedura di indagine e risultati • W103
Figura 22.14 Micrografia elettronica ascansione della regione perimetrale esternadella superficie di frattura del semiasse inprossimità della scanalatura, che mostra lineedi clivaggio. 35003. [Ristampa autorizzata daHandbook of Case Studies in Failure Analysis,Vol. 1 (1992), ASM International, MaterialsPark, OH, 44073-0002].
Figura 22.15 Micrografia elettronica ascansione della regione centrale rugosa delsemiasse fratturato, che mostra regioni didepressioni emisferiche e di clivaggio. 5703.[Ristampa autorizzata da Handbook of CaseStudies in Failure Analysis, Vol. 1 (1992), ASMInternational, Materials Park, OH, 44073-0002].
4 Per una trattazione della martensite rinvenuta vedi la Sezione 10.8.

ra 22.17) ed è costituita da ferrite, perlite e, probabilmente, anche bainite5. Sono stateanche effettuate misure di microdurezza lungo la sezione trasversale. Nella Figura 22.18viene riportato il profilo della durezza. Si può osservare che la massima durezza, pari a cir-ca 56 HRC, si trova in corrispondenza della superficie e che la durezza diminuisce lungoil raggio fino ad un valore di circa 20 HRC al centro. Sulla base della microstruttura e delprofilo di durezza si deduce che il semiasse è stato indurito per induzione6.
A questo punto dell’indagine non era possibile accertare in modo inconfutabile se èstata la frattura del semiasse a causare l’incidente o se è stato l’incidente a causare la frat-tura. L’elevata durezza e, in aggiunta l’evidenza di linee di clivaggio nello strato superfi-ciale esterno, indica che questa regione ha ceduto in modo fragile in seguito ad un sovrac-carico (e quindi dovuto all’incidente). D’altra parte, l’evidenza nella regione centrale diuna frattura mista duttile-fragile non supporta né confuta nessuno dei due possibili scena-ri di cedimento.
È stato ipotizzato che la regione centrale fosse sensibile alla velocità di deformazio-ne alla frattura, vale a dire che ad elevate velocità di deformazione, come quelle provoca-te dal ribaltamento dell’autocarro, il modo di frattura potrebbe essere fragile. Per contro,
W104 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.16 Micrografia otticadella regione perimetrale esternadella superficie di frattura delsemiasse, costituita da martensiterinvenuta. 5003. [Ristampaautorizzata da Handbook of CaseStudies in Failure Analysis,Vol. 1 (1992), ASMInternational, Materials Park,OH, 44073-0002].
5 I costituenti ferrite, perlite e bainite sono trattati nelle Sezioni 10.5 e 10.7.6 Per ottenere indurimento per induzione, si riscalda rapidamente la superficie di un pezzo di ac-ciaio a medio contenuto di carbonio in un forno ad induzione. Quindi si tempra per produrre sudi uno strato superficiale esterno della martensite (rinvenuta successivamente), insieme ad unamiscela di ferrite e perlite nel cuore interno del pezzo.
Figura 22.17 Micrografia otticadella regione centrale della
superficie di frattura del semiasse,costituita da ferrite e perlite (eprobabilmente bainite). 5003.
[Ristampa autorizzata daHandbook of Case Studies in
Failure Analysis, Vol. 1 (1992),ASM International, Materials
Park, OH, 44073-0002].
Ferrite
Perlite

se la frattura fosse dovuta a carichi applicati in modo relativamente lento, ed in condizio-ni normali di guida, il modo di frattura potrebbe essere più duttile. Alla luce di questoragionamento, e anche per conseguire ulteriori evidenze sulle cause del cedimento, si deci-se di effettuare prove di impatto e di trazione.
Prove di impattoPer le prove di impatto sono state preparate piccole provette Charpy [∼2.5 mm di larghez-za] con intaglio a V ricavate sia dalla regione periferica che da quella interna. Dal momen-to che la regione esterna indurita era molto sottile (6.4 mm di spessore), la preparazionemeccanica di queste provette ha richiesto molta cura. Le prove di impatto sono state con-dotte a temperatura ambiente, ed è stato osservato che l’energia assorbita dal campionedella superficie esterna era significativamente più bassa di quella assorbita dal campionedella parte interna [4 J rispetto a 11 J]. Inoltre, l’aspetto della superficie di frattura dei duecampioni era differente. Deformazione molto piccola è stata osservata per il campione del-la regione periferica (Figura 22.19), mentre deformazione significativa è stata osservataper il campione della regione centrale (Figura 22.20).
22.8 Procedura di indagine e risultati • W105
Figura 22.18 Profilo delladurezza lungo la sezionetrasversale del semiasse. (Ivalori di microdurezza sonostati convertiti in valori diRockwell C). [Ristampaautorizzata da Handbook ofCase Studies in FailureAnalysis, Vol. 1 (1992), ASMInternational, Materials Park,OH, 44073-0002].
Distanza dalla superficie esterna (mm)
Dur
ezza
(co
nver
tita
in R
ockw
ell C
)
0.0 5.0 10.0 15.0 20.010
20
30
40
50
60
Figura 22.19 Superficie di frattura dopo impattodella provetta Charpy, prelevata nella regioneperimetrale esterna. [Ristampa autorizzata daHandbook of Case Studies in Failure Analysis,Vol. 1 (1992), ASM International, Materials Park,OH, 44073-0002].

Le superfici di frattura delle provette impattate sono state esaminate al SEM. Lamicrografia della Figura 22.21, relativa al campione prelevato nella zona periferica ester-na, dopo impatto, rivela la presenza di linee di clivaggio, indice di frattura fragile. Inoltre,la morfologia della superficie di frattura è simile a quella della frattura del semiasse (Figu-ra 22.14).
L’aspetto della superficie di frattura della provetta impattata prelevata nella regionecentrale è molto diverso. Le micrografie delle Figure 22.22a e 22.22b mostrano, a diversoingrandimento, che questa superficie è formata da linee di clivaggio disperse e da depres-sioni emisferiche poco profonde, simili a quelle del semiasse fratturato, come mostrato inFigura 22.15. Quindi la frattura di queste provette era di tipo misto, avendo componenti diduttilità e di fragilità.
W106 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.20 Superficie di frattura dopo impattodella provetta Charpy, prelevata nella regionecentrale interna. [Ristampa autorizzata daHandbook of Case Studies in Failure Analysis,Vol. 1 (1992), ASM International, Materials Park,OH, 44073-0002].
Figura 22.21 Micrografia elettronica ascansione della superficie di frattura perimpatto del campione prelevato nella regioneperimetrale del semiasse fratturato. 30003.[Ristampa autorizzata da Handbook of CaseStudies in Failure Analysis, Vol. 1 (1992),ASM International, Materials Park, OH,44073-0002].

Prove di trazioneÈ stata effettuata una prova di trazione, fino a rottura, su una provetta prelevata dalla regio-ne centrale interna del semiasse. La frattura ha una configurazione di tipo coppa e cono,che indica un certo livello di duttilità. La frattura, esaminata al SEM, ha la morfologia pre-sentata nella Figura 22.23. La superficie era composta interamente da depressioni emisfe-
22.8 Procedura di indagine e risultati • W107
Figura 22.22 (a) Micrografia elettronica a scansione della superficie di frattura per impatto delcampione prelevato dalla regione centrale del semiasse fratturato. 1203. (b) Micrografiaelettronica a scansione della superficie di frattura per impatto del campione prelevato dallaregione centrale del semiasse fratturato, ripresa ad ingrandimento più elevato della precedente; sipossono notare linee di clivaggio e depressioni emisferiche diffuse. 30003. [Ristampa autorizzatada Handbook of Case Studies in Failure Analysis, Vol. 1 (1992), ASM International, MaterialsPark, OH, 44073-0002].
(a) (b)
Figura 22.23 Micrografia elettronica ascansione della superficie di frattura pertrazione del campione prelevato nella regionecentrale interna; si può osservare una strutturacon depressioni emisferiche. ∼35003.[Ristampa autorizzata da Handbook of CaseStudies in Failure Analysis, Vol. 1 (1992),ASM International, Materials Park, OH,44073-0002].

riche, a conferma che questo materiale era abbastanza duttile e che non vi è alcuna eviden-za di frattura fragile. Pertanto, sebbene il materiale interno centrale presenti una fratturamista duttile-fragile quando viene fratturato per impatto, se il carico viene applicato inmodo relativamente lento (come nella prova di trazione), la rottura è decisamente duttile.
22.9 DISCUSSIONEAlla luce della precedente discussione, si era supposto che il ribaltamento dell’autocarrofosse responsabile del cedimento del semiasse. Le motivazioni a suffragio di questa ipote-si sono le seguenti:
1. La regione perimetrale esterna della superficie di frattura del semiasse presenta l’aspet-to della frattura fragile, così come la superficie di frattura del campione prelevato inquesta zona e rotto per impatto. Questa conclusione si basa sul fatto che entrambe lesuperfici sono lisce e che le osservazioni al SEM rivelano la presenza del clivaggio.
2. Il comportamento alla frattura della regione centrale era sensibile alla velocità dideformazione, indicando che la rottura del semiasse era dovuta ad un singolo episo-dio di elevata velocità di deformazione. Le configurazioni delle superfici di fratturasia del semiasse che della provetta prelevata dalla regione centrale, rotta per impatto(e quindi provata ad elevata velocità di deformazione) sono del tutto simili; le micro-grafie al SEM rivelano la presenza degli aspetti (linee di clivaggio e depressioni emi-sferiche) che sono caratteristici delle fratture miste (duttili e fragili insieme).
Malgrado l’evidenza che supporta la validità dell’ipotesi del cedimento del semiassecausato dall’incidente, è stata anche esplorata la plausibilità dell’altro scenario (il cedi-mento del semiasse che ha causato l’incidente). Quest’ultimo scenario deve necessaria-mente supporre che una cricca di fatica o altri meccanismi di propagazione lenta di cric-che abbiano iniziato la sequenza di eventi che hanno causato l’incidente. In questo caso èimportante considerare le proprietà meccaniche di quella parte della provetta che è statal’ultima a cedere – in questo caso la regione a cuore. Se la rottura fosse dovuta a fatica,allora ogni aumento del livello di carico di questa regione a cuore si sarebbe verificato inmodo relativamente lento, non rapidamente come nelle condizioni di impatto. Durante ilgraduale aumento del livello di carico, la propagazione della cricca di fatica sarebbe con-tinuata fino a raggiungere la lunghezza critica (vale a dire fino a che la sezione resistenterimasta del semiasse non è più in grado di sostenere il carico applicato); a questo punto sisarebbe verificato il cedimento finale.
Sulla base della prova di trazione (e quindi di una prova a bassa velocità di deforma-zione) condotta sulla regione centrale, l’aspetto della superficie di frattura del semiassesarebbe stato interamente duttile (ovvero a depressioni emisferiche, come osservato nellamicrografia di Figura 22.23). Dal momento che la regione centrale del semiasse rottomostra aspetti di frattura mista (duttile e fragile) (sia di clivaggio che a depressioni emi-sferiche, Figura 22.15), e non esclusivamente a depressioni emisferiche, lo scenario del-l’incidente provocato dalla rottura del semiasse è stata scartato.
Protes i d ’anca ar t i f ic ia le
22.10 ANATOMIA DEL GIUNTO DELL’ANCAPrima di iniziare la trattazione sull’anca artificiale, vediamo in breve alcune delle caratte-ristiche anatomiche dei giunti, in generale, e del giunto d’anca in particolare. I giunti sonocomponenti importanti del sistema scheletrico. Sono situati in corrispondenza delle con-giunzioni delle ossa e trasmettono i carichi da un osso all’altro mediante l’azione musco-lare; questo effetto è accompagnato in genere anche da un movimento relativo delle ossacomponenti. Il tessuto osseo è un composito naturale complesso formato da una proteina,
W108 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione

il collagene, tenera e resistente e da un costituente minerale, l’idrossiapatite, fragile, aven-te una densità compresa tra 1.6 e 1.7 Mg/m3. Essendo costituito da un materiale anisotro-po, l’osso presenta proprietà meccaniche diverse nelle direzioni longitudinali (assiali) etrasversali (radiali) (Tabella 22.3). La superficie articolare (o connettiva) di ogni giunto èricoperta da cartilagine, un tessuto connettivo speciale ricco di fluidi lubrificanti che assi-curano un’interfaccia con un bassissimo coefficiente di attrito, in modo da agevolare imovimenti di scorrimento dell’osso.
Il giunto d’anca umano (Figura 22.24) è situato alla congiunzione tra il bacino e l’os-so della gamba superiore (coscia), o femore, e permette una gamma di movimenti rotato-ri relativamente ampia; l’apice del femore termina a forma di sfera e si inserisce in unacavità simile ad una tazza (l’acetabolo) all’interno del bacino. Nella Figura 22.25a èmostrata un’immagine a raggi X di un giunto d’anca normale.
Questo giunto è soggetto a frattura, che normalmente si verifica nella stretta regioneappena al di sotto della testa del femore. Nella Figura 22.25b viene mostrata un’immagi-ne ai raggi X di un’anca fratturata; le frecce indicano le due estremità della linea di frattu-ra attraverso il collo femorale. L’anca può, inoltre, ammalarsi (osteoartrite); in tal caso, siliberano piccoli frammenti di osso che vanno a inserirsi tra le superfici di sfregamento delgiunto, causando dolore nel momento in cui la testa ruota nell’acetabolo. I giunti d’ancadanneggiati e malati sono stati sostituiti da quelli artificiali, o protesi, con moderato suc-cesso, a partire dai tardi anni ‘50. La chirurgia di sostituzione del giunto d’anca comporta
22.10 Anatomia del giunto dell’anca • W109
Tabella 22.3 Proprietà meccaniche delle ossa lunghe umane, nelle direzioniparallela e normale all’asse dell’osso
In direzione parallela In direzione normaleProprietà all’asse all’asse
Modulo elastico, GPa 17.4 11.7Carico ultimo, trazione, MPa 135 61.8Carico ultimo, compressione, MPa 196 135Allungamento a frattura 3–4% —
Fonte: Da D. F. Gibbons, “Biomedical Materials”, pp. 253–254, in Handbook of Engineering inMedicine and Biology, D. G. Fleming, and B. N. Feinberg, CRC Press, Boca Raton, Florida, 1976.Ristampa autorizzata.
Figura 22.24 Disegno schematico dei giuntid’anca umani e dei componenti scheletriciadiacenti.Colonna
Acetabolo
BacinoFemore
Bacino
Testadel femore

la rimozione della testa e della parte superiore del femore, nonché di una parte del midol-lo osseo all’inizio del restante segmento del femore. In questo foro, all’interno del femo-re, viene inserito lo stelo in metallo della protesi (per ancorarla all’osso) che porta all’al-tra estremità la parte sferica del giunto artificiale. Inoltre, la coppa acetabolare sostitutivadeve essere vincolata al bacino mediante rimozione della vecchia coppa e del tessuto osseocircostante. La nuova sede è realizzata in questa rientranza. Un disegno schematico delgiunto d’anca artificiale è presentato nella Figura 22.26a; la Figura 22.26b mostra un’im-magine a raggi X di una protesi d’anca completa. Discuteremo ora delle limitazioni diimpiego dei materiali e di quei materiali che sono stati utilizzati con più successo per idiversi componenti di una protesi d’anca artificiale.
W110 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.25Immagini
radiografiche di: (a)un giunto d’ancanormale e (b) un
giunto d’ancafratturato. Le frecce in
(b) mostrano le dueestremità della linea di
frattura attraverso ilcollo femorale.
(a) (b)
Figura 22.26(a) Disegno
schematico e (b)immagine radiografica
dell’impianto di unaprotesi d’anca
artificiale.
Bacino
Sfera
Stelofemorale
Femore
Coppaacetabolare
Agente difissaggio
Agente difissaggio
(a) (b)

22.11 REQUISITI DEI MATERIALISono sostanzialmente quattro i componenti di base nell’anca artificiale: (1) lo stelo femo-rale, (2) la sfera che a questo stelo è collegata, (3) la coppa acetabolare che è fissata al baci-no e (4) un agente di fissaggio che assicura lo stelo al femore e la coppa al bacino. I vin-coli imposti sulle proprietà dei materiali che possono venire utilizzati per questi elementisono molto rigidi a causa della complessità chimica e meccanica del giunto d’anca. Diseguito verranno discusse alcune delle caratteristiche che i materiali dovranno possedere.
Ogni volta che un materiale estraneo viene introdotto nel corpo umano, si innescanouna serie di reazioni di rigetto. In base all’intensità del rigetto si possono produrre diversieffetti che vanno dalla lieve irritazione o infiammazione, alla morte. Qualsiasi materialeimpiantabile deve essere biocompatibile, vale a dire che deve produrre un grado minimodi rigetto. I prodotti che derivano dalle reazioni con i fluidi presenti nel corpo umano devo-no essere tollerati dai tessuti circostanti, in modo tale che la loro normale funzione non nerisulti danneggiata o alterata. La biocompatibilità è funzione non solo della localizzazionedell’impianto, ma anche della sua chimica e della sua configurazione.
I fluidi corporei sono formati da soluzioni aerate e calde, che contengono circa 1% inpeso di NaCl oltre ad altri sali ed a composti organici in concentrazioni relativamenteminori. Per questo motivo, i fluidi corporei sono molto corrosivi e, per le leghe metalliche,possono portare non solo a corrosione generalizzata, ma anche a corrosione interstiziale eper vaiolatura (pitting) e, quando sono presenti sforzi, a fretting7, a tensocorrosione ed afatica–corrosione. È stato stimato che il massimo tasso di corrosione tollerabile, perimpianti in lega metallica, è dell’ordine di 2.5 × 10–4 mm/anno.
Un’altra conseguenza negativa della corrosione è la generazione di prodotti che sonoo tossici o che interferiscono con le normali funzioni dell’organismo. Queste sostanze sonotrasportate rapidamente per tutto il corpo ed alcune si possono accumulare in determinatiorgani. Sebbene alcuni di tali prodotti possano venire espulsi dall’organismo, la loro con-centrazione può risultare ancora relativamente alta proprio in virtù del processo di corro-sione in corso.
Le ossa ed i componenti della protesi all’interno del giunto d’anca devono sostenereforze indipendenti dal corpo, come quelle dovute alla gravità; devono, inoltre, essere ingrado di trasmettere quelle che derivano dall’azione muscolare, come durante la deambu-lazione. Tali forze sono di natura complessa e variano nel tempo in intensità, in direzioneed in velocità di applicazione. Le proprietà meccaniche come modulo di elasticità, caricodi snervamento, resistenza a trazione, resistenza a fatica, durezza e tenacità a frattura sonotutte importanti ai fini della scelta dei materiali per la protesi d’anca. Ad esempio, il mate-riale utilizzato per lo stelo femorale dovrebbe avere un carico di snervamento ed una resi-stenza a trazione di almeno 500 MPa e 650 MPa, rispettivamente, ed una duttilità minimadi circa 8 A%. Inoltre, la resistenza a fatica (per sforzi a flessione totalmente reversibili[Figura 8.17a]) dovrebbe essere di almeno 400 MPa a 107 cicli. Per una persona media, icicli di carico sul giunto d’anca sono circa 106 all’anno. Idealmente, il modulo di elasticitàdel materiale protesico dovrebbe corrispondere a quello dell’osso. Una differenza signifi-cativa può condurre al deterioramento del tessuto osseo circostante ed al cedimento dell’impianto, per cui si dovrebbe procedere ad un secondo intervento chirurgico e ad un altroimpianto protesico.
L’usura delle superfici articolari, coppa e sfera, che strisciano l’una contro l’altra, vie-ne minimizzata mediante l’impiego di materiali molto duri. L’usura eccessiva ed irregola-re può condurre ad un cambiamento di forma delle superfici articolari e far sì che la pro-tesi funzioni male. Per l’usura delle superfici articolari, inoltre, si possono generare detri-ti; l’accumulo di tali detriti nei tessuti circostanti può anche dare infiammazioni.
22.11 Requisiti dei materiali • W111
7 Il fretting è la combinazione di corrosione ed usura in cui la corrosione produce piccoli detriti(generalmente particello di ossido) che aumentano l’attrito e producono maggiore abrasione.

Le forze d’attrito delle parti in contatto devono essere minimizzate anche per pre-venire la mobilizzazione dello stelo femorale e della coppa acetabolare dalle relativeposizioni assicurate dall’agente fissante. Se questi componenti si mobilizzano, la prote-si d’anca andrà soggetta, nel tempo, a degrado prematuro che può richiederne la sostitu-zione.
Altri tre fattori importanti per i materiali sono la densità, la riproducibilità delle pro-prietà ed il costo. È estremamente desiderabile utilizzare componenti leggeri, avere pro-prietà dei materiali che rimangono costanti nel tempo, da protesi a protesi, e, naturalmen-te, avere costi dei componenti ragionevoli.
Idealmente, un’anca artificiale che è stata impiantata chirurgicamente dovrebbe fun-zionare in maniera soddisfacente per tutta la vita del paziente e non richiedere sostituzio-ne. Per le protesi attualmente progettate, il tempo di vita varia tra 15 e 25 anni. Nonostan-te questo rappresenti un sostanziale miglioramento rispetto ai precedenti 5-10 anni, èauspicabile che i tempi di vita diventino ancora più lunghi.
Qualche commento, infine, sulla valutazione della biocompatibilità. Di solito la bio-compatibilità dei materiali viene determinata in modo empirico; le prove infatti sono con-dotte su materiali impiantati in animali da laboratorio e la biocompatibilità di ogni mate-riale è valutata sulla base delle reazioni di rigetto, del grado di corrosione, della generazio-ne di sostanze tossiche, ecc. Questa procedura è quindi ripetuta sugli esseri umani per queimateriali che sono risultati sufficientemente biocompatibili negli animali. È difficile pre-dire a priori la biocompatibilità di un materiale. Ad esempio, il mercurio, se ingerito nelcorpo umano, è velenoso; tuttavia si è generalmente trovato che, gli amalgami dentali,aventi un alto contenuto di mercurio, possono essere biocompatibili. A causa dei decretisull’accertamento della biocompatibilità, la maggior parte dei fabbricanti sceglie solomateriali che sono stati approvati per l’uso biomedico.
Un ultimo requisito dei materiali per impianti è che non debbano essere magnetici[non devono quindi avere comportamento ferromagnetico o ferrimagnetico (Capitolo 20)].Uno strumento di diagnostica medica usato frequentemente è la spettroscopia MRI (imma-gini di risonanza magnetica), un test medicale che prevede che il paziente sia sottopostoad un campo magnetico molto forte. La presenza di materiali ferromagnetici/ferrimagne-tici impiantati nel paziente crea interferenze nel campo magnetico applicato, rendendo laspettroscopia MRI inutilizzabile. Inoltre, le ampiezze del campo magnetico sono tali chepotrebbero generare sui materiali magnetici dell’impianto forze significative in grado dimobilizzare l’impianto e/o danneggiare il paziente. Fra i materiali ferromagnetici chedevono essere evitati per le applicazioni negli impianti vi sono le leghe ferrose (e quindigli acciai inossidabili ferritici e martensitici) e le leghe con elevati contenuti di nichel e/odi cobalto.
22.12 MATERIALI UTILIZZATI Lo stelo e la testa del femoreI primi tipi di protesi d’anca utilizzavano lo stesso tipo di materiale sia per lo stelo che perla testina sferica – un acciaio inossidabile. Sono stati in seguito ottenuti miglioramenti uti-lizzando materiali diversi dall’acciaio inossidabile e costruendo lo stelo e la testina conmateriali differenti. Oggi l’acciaio inossidabile viene usato raramente negli impianti. Lafoto di apertura del capitolo mostra un tipo di protesi d’anca.
Attualmente, le leghe metalliche con cui viene costruito lo stelo femorale sono essen-zialmente di due tipi: le cobalto–cromo–molibdeno e quelle di titanio. Alcuni modelliancora usano l’acciaio inossidabile 316L, che ha un contenuto di zolfo molto basso(< 0.002% in peso) e la cui composizione è riportata in Tabella 11.4. Gli svantaggi princi-pali di questa lega sono la suscettibilità alla corrosione interstiziale e per vaiolatura, e laresistenza a fatica relativamente bassa. Ne consegue che il suo impiego è in costante dimi-nuzione.
W112 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione

22.12 Materiali utilizzati • W113
Tabe
lla 2
2.4
Pro
prie
tà m
ecca
nich
e e
di r
esis
tenz
a al
la c
orro
sion
e di
tre
leg
he m
etal
liche
uti
lizza
te c
omun
emen
te p
er l
o st
elo
fem
oral
ede
lle p
rote
si d
’anc
a
Car
ico
diM
odul
osn
erva
men
toR
esis
tenz
a a
All
unga
men
to a
Res
iste
nza
a fa
tica
Vel
ocit
à di
elas
tico
0.2%
traz
ione
frat
tura
o li
mit
e,10
7ci
cli
corr
osio
neL
ega
(GP
a)(M
Pa)
(MP
a)(%
)(M
Pa)
(10-3
mm
/ann
o)
Acc
iaio
inos
sida
bile
316
L20
068
986
212
383
0.02
5-0.
050
(lav
orat
o a
fred
do A
STM
F13
8)
Co-
28C
r-6M
o (g
etto
,AST
M F
75)
210
483
772
830
00.
075-
0.23
0
Ti-
6A1-
4V12
082
789
610
580
0.17
5-1.
000
(for
giat
o a
cald
o A
STM
F62
0)
Fon
te:D
a G
ladi
us L
ewis
,Sel
ecti
on o
f E
ngin
eeri
ng M
ater
ials
,©19
90,p
. 189
. Da
Pren
tice
Hal
l,E
ngle
woo
d C
liffs
,New
Jer
sey.
E D
. F. G
ibbo
ns,“
Mat
eria
ls f
or O
rtho
pedi
cJo
int P
rost
hese
s,”
Ch.
4,p
. 116
,in
Bio
com
pati
bili
ty o
f O
rtho
pedi
c Im
plan
ts,V
ol. I
,D. F
. Will
iam
s,C
RC
Pre
ss,B
oca
Rat
on,F
lori
da,1
982.
Ris
tam
pa a
utor
izza
ta.

Fra le diverse leghe Co–Cr–Mo impiegate per protesi d’anca artificiali, quella che siritiene particolarmente adatta ha una composizione di 66% di Co, 28% di Cr e 6% in pesodi Mo, ed è designata F75. Le proprietà meccaniche e di resistenza alla corrosione di que-sta lega sono riportate nella Tabella 22.4. Le proprietà di resistenza alla corrosione ed allafatica sono eccellenti.
Tra le altre leghe metalliche utilizzate per protesi d’anca artificiale probabilmente lapiù biocompatibile è la lega di titanio Ti–6Al–4V, la cui composizione è 90% di Ti, 6% diAl e 4 % in peso di V. Le proprietà ottimali per questo materiale sono ottenute mediante for-giatura a caldo; qualsiasi deformazione e/o trattamento termico successivo dovrebbe essereevitato per impedire la formazione di microstrutture che possono diminuire le proprietà dibiocompatibilità. Le proprietà generali di questa lega sono elencate nella Tabella 22.4.
Recenti miglioramenti di questo dispositivo protesico hanno portato all’impiego di unmateriale ceramico per la testina femorale in sostituzione delle leghe metalliche summen-zionate. I ceramici prescelti sono o un ossido di alluminio policristallino di elevata purez-za o un ossido di zirconio, che sono più duri e più resistente all’usura rispetto ai metalli egenerano meno attrito nel giunto. Tuttavia, i moduli elastici di questi ceramici sono eleva-ti e la tenacità a frattura dell’allumina è relativamente bassa. Perciò, lo stelo femorale èancora fabbricato in lega metallica e viene poi collegato alla testina ceramica; il compo-nente stelo femorale – testina ceramica è quindi costituito da due elementi distinti.
I materiali scelti per un impianto ortopedico sono il risultato di anni di ricerche sulleproprietà chimiche e fisiche di vari materiali candidati. Idealmente, il materiale migliorenon deve essere solo biocompatibile, ma deve anche avere proprietà meccaniche simili aquelle del biomateriale che deve essere sostituito – vale a dire l’osso. Tuttavia, nessunmateriale artificiale è al tempo stesso biocompatible e con una combinazione di proprietàuguali a quelle dell’osso e del giunto d’anca naturale – vale a dire basso modulo di elasti-cità, relativamente alta resistenza e tenacità alla frattura, basso coefficiente d’attrito edeccellente resistenza all’usura. Di conseguenza, è necessario raggiungere un compromes-so. Ad esempio, ricordiamo che i moduli di elasticità dell’osso e del materiale dello stelofemorale dovrebbero essere molto simili, in modo tale da evitare il deterioramento accele-rato del tessuto osseo adiacente all’innesto. Sfortunatamente, i materiali artificiali che sonosia biocompatibili che relativamente resistenti, hanno anche alti moduli di elasticità. Perquesta applicazione è stato, perciò, deciso di privilegiare la biocompatibilità e la resisten-za a scapito di un basso modulo.
Coppa acetabolareAlcune coppe acetabolari sono costituite da una delle leghe biocompatibili o dall’ossido dialluminio. Più comunemente, tuttavia, è utilizzato il polietilene a peso molecolare ultra-elevato (Sezione 15.19). Questo materiale è potenzialmente inerte nell’ambiente biologicoe ha eccellenti proprietà di resistenza all’usura; inoltre, ha un coefficiente d’attrito moltobasso in contatto con i materiali utilizzati per la testina femorale. Un assieme di coppa adue componenti per un impianto protesico completo viene mostrato nella foto di aperturadel capitolo. Consiste di un inserto di polietilene a peso molecolare ultraelevato, che siadatta perfettamente nella coppa; questa coppa viene realizzata con una delle leghe metal-liche elencate nella Tabella 22.4, e, con l’intervento chirurgico, viene saldata al bacino.
FissaggioL’efficienza delle prestazioni del giunto d’anca artificiale richiede una connessione sicurasia dello stelo femorale al femore, che della coppa acetabolare al bacino. Una scarsa ade-sione dell’uno o dell’altro componente conduce al fallimento ed al degrado accelerato delgiunto. Per favorire l’adesione di questi due componenti protesici alle relative struttureossee circostanti viene talvolta utilizzato un agente di fissaggio. Quello utilizzato piùcomunemente è un cemento osseo di polimetilmetacrilato (acrilico) che viene polimeriz-zato in situ nel corso dell’operazione chirurgica. La reazione di polimerizzazione deveessere controllata con cura perché il rilascio di calore può danneggiare il tessuto osseo.
W114 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione

Questo cemento acrilico, in alcuni casi, si è reso responsabile della mobilizzazione del-lo stelo femorale a causa della sua fragilità e del fatto che non vi è perfetta adesione siaall’impianto metallico che al tessuto osseo. Si è visto che si può ottenere un legame più sicu-ro tra impianto ed osso rivestendo lo stelo e la coppa con uno strato superficiale poroso diuna polvere di metallo sinterizzata. Dopo l’impiantazione, il tessuto osseo, crescendo nellarete di pori tridimensionali, garantisce un miglior fissaggio dell’impianto. Un tale tipo dirivestimento è stato applicato alla parte superiore dello stelo e all’esterno della coppa ace-tabolare della protesi d’anca completa mostrata nella foto di apertura di questo capitolo.
Abbig l iamento per la protez ione chimica22.13 INTRODUZIONE
Esistono numerosi prodotti chimici di importanza commerciale, che, al contatto col corpoumano, possono provocare reazioni indesiderabili; queste reazioni possono andare dallaleggera irritazione della pelle, al danneggiamento di organi o, in casi estremi, alla morte.Ogni persona a rischio di esposizione a questi prodotti chimici dovrebbe indossare un ido-neo abbigliamento per la protezione chimica (CPC, Chemical Protective Clothing) alloscopo di prevenire il contatto diretto della pelle e la contaminazione. L’abbigliamento pro-tettivo prevede almeno l’uso di guanti, ma in taluni casi possono essere anche necessari sti-vali, abiti completi e/o respiratori. Questo caso studio si occupa della valutazione dell’ido-neità dei materiali per guanti protettivi dagli agenti chimici, in caso di esposizione al clo-ruro di metilene.
Per selezionare un materiale idoneo per i guanti si devono tener presenti alcuni impor-tanti fattori. Il primo di questi è il tempo di penetrazione – ovvero il tempo (in minuti)necessario per il primo rilevamento della specie chimica tossica all’interno del guanto. Unaltro fattore chiave è il tasso di esposizione – ovvero quanto prodotto chimico tossico pas-sa attraverso il guanto nell’unità di tempo. È importante considerare l’insieme dei due fat-tori, il tempo di penetrazione ed il tasso di esposizione. Altri parametri di una certa rile-vanza riguardano la degradabilità, la flessibilità e la resistenza alla foratura del materiale.Spesso si può richiedere una mediazione fra queste proprietà. Per esempio, un guanto spes-so può avere un tempo di penetrazione più lungo ed un più basso tasso di esposizione, maanche essere meno flessibile di un guanto sottile.
I materiale comuni per guanti, disponibili in commercio, sono la gomma naturale, lagomma nitrilica, il cloruro di polivinile (PVC), la gomma neoprene e l’alcool polivinilico(PVA). Alcuni guanti sono multistrati, essendo formati da due strati di materiali diversi,con il vantaggio che ciascuno porta le proprietà cercate. Per esempio, il PVA molto imper-meabile a molti solventi organici, è solubile in acqua; l’esposizione all’acqua può quindirammollire (e alla fine sciogliere) il guanto. Per contrastare questa possibilità, sono statisviluppati materiali CPC formati da un sottile strato di PVA racchiuso in un sandwich didue strati di un polimero non polare come il polietilene. Lo strato di PVA impedisce la dif-fusione dei prodotti non polari (e quindi dei solventi organici), mentre gli strati di polieti-lene proteggono il PVA dall’acqua e inibiscono la penetrazione dei solventi polari (peresempio, soluzioni acquose e alcool).
22.14 VALUTAZIONE DELL’IDONEITÀ DEI MATERIALIPER GUANTI CPC RESISTENTI ALL’ESPOSIZIONEAL CLORURO DI METILENE
Occupiamoci ora della selezione di un materiale per guanti che resista al cloruro di meti-lene (CH2Cl2), usato comunemente come sverniciante. Il cloruro di metilene è irritante perla pelle, e può essere inoltre assorbito attraverso la pelle nel corpo umano; recenti studihanno portato a ritenere che la sua presenza nel corpo possa causare il cancro oltre chemalformazioni nelle nascite. Per un potenziale guanto in contatto con il cloruro di metile-
22.14 Valutazione idoneità materiali per guanti CPC • W115

ne è possibile calcolare il tempo di penetrazione ed il tasso di esposizione. Alla luce dellanatura rischiosa del CH2Cl2, per questi calcoli le assunzione che si fanno sono conservati-ve e sovrastimano il pericolo inerente.
Il tempo di penetrazione tp dipende dal coefficiente di diffusione del cloruro di meti-lene nel materiale del guanto (D) e dallo spessore del guanto (, ) secondo la seguente equa-zione:
(22.24)
Nella Tabella 22.5 vengono forniti i valori di D, ,, e tp (calcolato usando la precedenteespressione) per diversi materiali per guanti CPC disponibili in commercio. I tempi dipenetrazione possono anche essere misurati direttamente usando apparecchiature appro-priate; i valori misurati sono in buon accordo con quelli calcolati presentati nella tabella.
Per il calcolo del tasso di esposizione, si assume che siano acquisite le condizioni didiffusione stazionaria e che il profilo di concentrazioni sia lineare [Figura 5.4(b)]. In realtà,all’inizio dell’esposizione al cloruro di metilene, la diffusione attraverso il guanto non èstazionaria e le conseguenti velocità di diffusione sono più basse di quelle calcolate per lostato stazionario. Per lo stato stazionario, il flusso di diffusione J in base all’Equazione 5.3è
(22.25)
E, per un profilo di concentrazione lineare, questa equazione assume la forma
(22.26)
Se si pone che A e B si riferiscano rispettivamente alle superfici del guanto in contatto con ilcloruro di metilene ed in contatto con la mano, e dato che lo spessore del guanto è , =xB – xA, l’equazione assume la forma:
(22.27)
Ora, il tasso di esposizione re è uguale al prodotto del flusso di diffusione per la superfi-cie totale del guanto (A), per cui
(22.28)
Una taglia media di guanti ha una superficie interna di circa 800 cm2. Pertanto, laconcentrazione in superficie del cloruro di metilene (CA) è eguale alla solubilità in quelpolimero (che chiamiamo SA); valori di solubilità per i diversi materiali per guanti sonoelencati nella Tabella 22.5. Ora, se si assume che tutto il cloruro di metilene, appena incontatto, viene immediatamente assorbito dalla pelle e trascinato via dal flusso sanguigno,allora CB assume il valore di 0 g/cm3. 8 Pertanto, operando le sostituzioni per CA e CB nel-
r JA
DAC C
e= = −( )
, A B
J D
C C=
−A B
,
JC C
x x=
−−
– A B
A B
D
J DdC
dx= −
t
Dp = ,2
6
W116 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Calcolo del tempo dipenetrazione per ilpassaggio di unprodotto chimicopericoloso attraverso ilmateriale di un guantoprotettivo
8 In gran parte delle situazioni pratiche, CB > 0 g/cm3 poiché non tutto il cloruro di metilene chepassa attraverso il guanto viene immediatamente assorbito dalla pelle e rimosso dalla mano dalflusso sanguigno. Pertanto, il valore di re calcolato sarà più grande dei tassi di esposizione pre-sentati dalla mano.

22.14 Valutazione dell’idoneità dei materiali per guanti CPC • W117
Tabe
lla 2
2.5
Pro
prie
tà,
cara
tter
isti
che
e co
sti d
i mat
eria
li, d
ispo
nibi
li in
com
mer
cio,
per
gua
nti p
rote
ttiv
i dag
li ag
enti
chi
mic
i, ch
e po
sso-
no e
sser
e us
ati c
on il
clo
ruro
di m
etile
ne
Coe
ffic
ient
e di
Spes
sore
del
Tem
po d
iC
once
ntra
zion
eTa
sso
didi
ffus
ione
,Dgu
anto
,, ,pe
netr
azio
ne,t
psu
perf
icia
le,S
Aes
posi
zion
e,r e
Cos
tiM
ater
iale
(10-8
cm2 /s
)(c
m)
(min
)(g
/cm
3 )(g
/h)
(US$
/pai
o)
Mul
tistr
atoa
0,00
950,
007
1430
11.1
0.43
4.19
Alc
ool p
oliv
inili
co4.
460.
075
350
0.68
1.15
24.0
0G
omm
a V
iton
3.0
0.02
558
0.10
0.35
72.0
0G
omm
a bu
tilic
a11
00.
090
200.
4415
.558
.00
Gom
ma
neop
rene
920.
075
173.
5312
53.
35C
loru
ro d
i pol
ivin
ile17
60.
070
81.
5911
53.
21G
omm
a ni
trili
ca15
70.
040
2.8
2.68
303
1.56
aSi
lver
Shi
eld™
Fon
te:D
ata
shee
t dei
fab
bric
anti.

l’Equazione 22.28, si ottiene per re la seguente espressione:
(22.29)
Nella Tabella 22.5 sono stati riportati i valori di re per i vari materiali per guanti, calcola-ti con l’Equazione 22.29. A questo punto ci si può chiedere: qual è un sicuro e accettabiletasso di esposizione? In base ai limiti di esposizione all’aria posti dalla OSHA (Occupa-tional Safety and Health Administration) negli Stati Uniti, il massimo valore consentito dire per il cloruro di metilene è circa 1 g/h.
Vediamo ora di confrontare i vari valori calcolati dei tempi di penetrazione e dei tas-si di esposizione per i diversi materiali per guanti elencati nella Tabella 22.5. Anzitutto,con riferimento ai tassi di esposizione, si osserva che due dei sette materiali soddisfano omigliorano i limiti posti dall’OSHA (1 g/h) – il multistrato (Silver Shield™) e la gommaViton (rispettivamente con valori di re pari a 0.43 e 0.35 g/h). Rispetto al tempo di pene-trazione, il materiale multistrato ha il più lungo tp (24 h rispetto ad 1 h per la gommaViton). Inoltre, i guanti multistrato sono considerevolmente meno costosi (4.19 $/paiorispetto ai 72.00 $/paio della gomma Viton, come da Tabella 22.5).
Pertanto, di questi due materiali per guanti, avendo uguali le altre caratteristiche eproprietà, la scelta per questa applicazione ricade sul multistrato Silver Shield. Questomateriale ha un tempo di penetrazione significativamente più lungo ed è molto menocostoso della gomma Viton, mentre vi è poca differenza nei tassi di esposizione. La fotodella Figura 22.27 mostra un paio di guanti in Silver Shield.
Si potrebbe osservare che i valori calcolati di tempo di penetrazione presentati nellaTabella 22.5 presumono che il materiale per guanti non sia stato precedentemente espostoal cloruro di metilene. Per una seconda applicazione, parte del cloruro di metilene che èstato disciolto nel guanto durante la prima esposizione, probabilmente rimane; pertanto, iltempo di penetrazione sarà molto più corto di quello previsto per un guanto non usato. Perquesta ragione, i guanti CPC vengono di solito gettati dopo l’uso.
Un commento finale è che si dovrebbe sempre consultare uno specialista di igieneindustriale quando si deve selezionare l’abbigliamento per la protezione chimica. Questispecialisti devono essere esperti non solo su quale materiale sia più idoneo all’esposizio-ne a specifiche sostanze chimiche tossiche, ma anche riguardo ad altri fattori, come ladegradabilità del materiale, la flessibilità, la capacità di presa, la resistenza alla foratura,ecc.
r
DASe
= A
,
W118 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Calcolo del tasso diesposizione di unprodotto chimicopericoloso chediffonde attraverso ilmateriale di un guantoprotettivo
Figura 22.27 Foto di un paio di guanti diprotezione chimica multistrato Silver Shield.(Foto cortesemente fornita dalla NorthSafety Products, Anjou, Quebec, Canada).

Mater ia l i per l ’a s semblaggio dei c i rcu i t i integrat i22.15 INTRODUZIONE
Nella Sezione 18.15 è stata trattata, sia pure brevemente, la circuiteria microelettronica,che comprende anche i circuiti integrati utilizzati nei moderni computer, nelle calcolatricied in altri dispositivi elettronici. Il cuore del circuito integrato (abbreviato IC, IntegratedCircuit) è il chip, un piccolo supporto rettangolare di silicio (o più recentemente di arse-niuro di gallio) ad elevata purezza e monocristallino, su cui sono letteralmente stampatimilioni di elementi del circuito. Gli elementi del circuito (transistori, resistori, diodi, ecc.)vengono creati mediante aggiunta selettiva, in concentrazioni controllate, di determinateimpurezze in regioni estremamente piccole e localizzate in prossimità della superficie delmateriale semiconduttore utilizzando tecniche fotolitografiche. I chip sono di piccoledimensioni, i più grandi sono all’incirca 6 mm di lato e 0.4 mm di spessore. Nella Figura18.27 viene mostrata la foto di un chip tipico.
I microcircuiti stampati sono molto fragili poiché il silicio, e ancora più l’arseniurodi gallio, sono relativamente fragili. Sopra la superficie del microcircuito è necessariorealizzare percorsi conduttivi (piste) che favoriscono il passaggio di corrente da un dispo-sitivo all’altro; nei circuiti integrati in silicio, il metallo conduttore utilizzato è l’allumi-nio o una lega alluminio–silicio (99% in peso di Al, 1% di Si) che viene metallizzata sul-la superficie del microcircuito in modo da formare un film molto sottile. La progettazio-ne dei chip richiede, inoltre, che questi percorsi nel circuito terminino con delle piazzoledi contatto sulla periferia del microcircuito stesso, su cui possono essere realizzate ledovute connessioni elettriche con il mondo macroscopico. Risulta di tutta evidenza quin-di che un microcircuito stampato è un’entità elettronica molto sofisticata, che i requisitidei materiali sono molto rigidi e che, nella sua fabbricazione, si utilizzano tecniche diproduzione raffinate.
Molti microcircuiti vengono fabbricati su sottili wafer circolari di monocristalli di Si,come mostrato nella foto di Figura 22.28. Normalmente si fanno crescere monocristalli diSi aventi diametri di 200 mm. Il piccolo IC rettangolare, disposto nel modo mostrato nel-la fotografia, è, nell’insieme, noto come circuito a piastrine. Ogni IC o piastrina è dappri-ma testato per verificarne la funzionalità, successivamente viene rimosso dal wafer con
22.15 Introduzione • W119
Figura 22.28Fotografia di un waferdi silicio di 100 mmdi diametro. Ognisingolo rettangolinorappresenta uncircuito integratoindividuale opiastrina. (Fotodi S. Tanner).
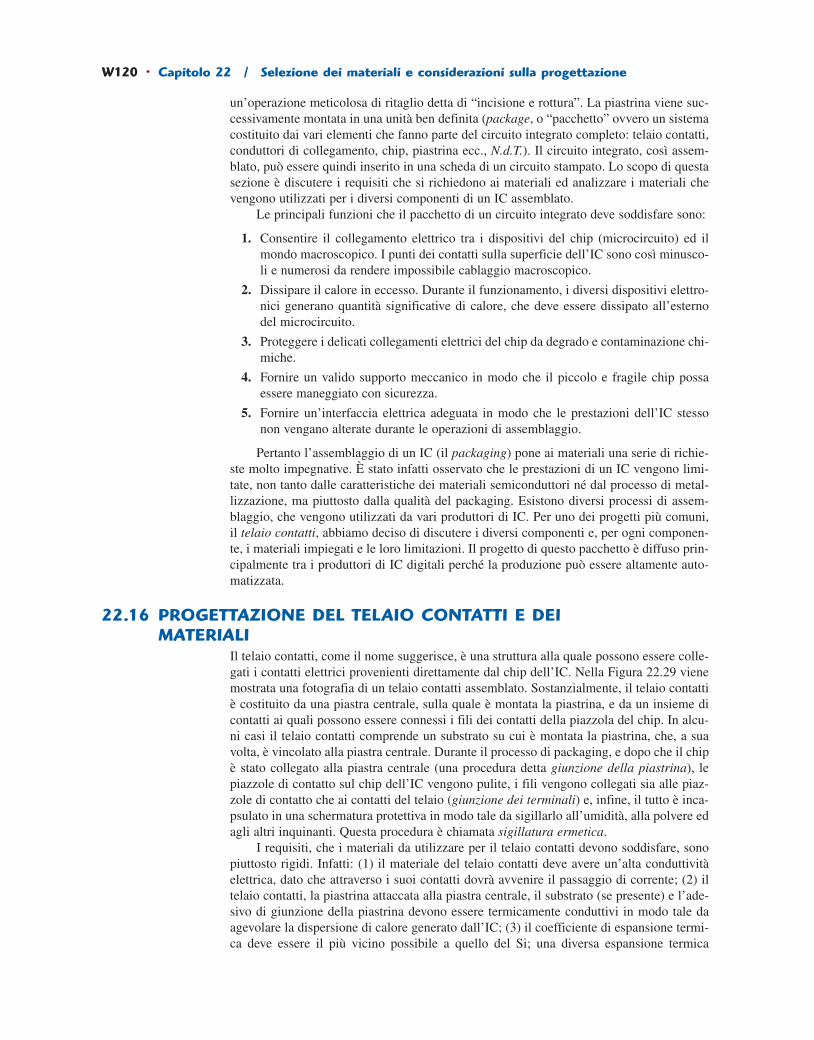
un’operazione meticolosa di ritaglio detta di “incisione e rottura”. La piastrina viene suc-cessivamente montata in una unità ben definita (package, o “pacchetto” ovvero un sistemacostituito dai vari elementi che fanno parte del circuito integrato completo: telaio contatti,conduttori di collegamento, chip, piastrina ecc., N.d.T.). Il circuito integrato, così assem-blato, può essere quindi inserito in una scheda di un circuito stampato. Lo scopo di questasezione è discutere i requisiti che si richiedono ai materiali ed analizzare i materiali chevengono utilizzati per i diversi componenti di un IC assemblato.
Le principali funzioni che il pacchetto di un circuito integrato deve soddisfare sono:
1. Consentire il collegamento elettrico tra i dispositivi del chip (microcircuito) ed ilmondo macroscopico. I punti dei contatti sulla superficie dell’IC sono così minusco-li e numerosi da rendere impossibile cablaggio macroscopico.
2. Dissipare il calore in eccesso. Durante il funzionamento, i diversi dispositivi elettro-nici generano quantità significative di calore, che deve essere dissipato all’esternodel microcircuito.
3. Proteggere i delicati collegamenti elettrici del chip da degrado e contaminazione chi-miche.
4. Fornire un valido supporto meccanico in modo che il piccolo e fragile chip possaessere maneggiato con sicurezza.
5. Fornire un’interfaccia elettrica adeguata in modo che le prestazioni dell’IC stessonon vengano alterate durante le operazioni di assemblaggio.
Pertanto l’assemblaggio di un IC (il packaging) pone ai materiali una serie di richie-ste molto impegnative. È stato infatti osservato che le prestazioni di un IC vengono limi-tate, non tanto dalle caratteristiche dei materiali semiconduttori né dal processo di metal-lizzazione, ma piuttosto dalla qualità del packaging. Esistono diversi processi di assem-blaggio, che vengono utilizzati da vari produttori di IC. Per uno dei progetti più comuni,il telaio contatti, abbiamo deciso di discutere i diversi componenti e, per ogni componen-te, i materiali impiegati e le loro limitazioni. Il progetto di questo pacchetto è diffuso prin-cipalmente tra i produttori di IC digitali perché la produzione può essere altamente auto-matizzata.
22.16 PROGETTAZIONE DEL TELAIO CONTATTI E DEIMATERIALI
Il telaio contatti, come il nome suggerisce, è una struttura alla quale possono essere colle-gati i contatti elettrici provenienti direttamente dal chip dell’IC. Nella Figura 22.29 vienemostrata una fotografia di un telaio contatti assemblato. Sostanzialmente, il telaio contattiè costituito da una piastra centrale, sulla quale è montata la piastrina, e da un insieme dicontatti ai quali possono essere connessi i fili dei contatti della piazzola del chip. In alcu-ni casi il telaio contatti comprende un substrato su cui è montata la piastrina, che, a suavolta, è vincolato alla piastra centrale. Durante il processo di packaging, e dopo che il chipè stato collegato alla piastra centrale (una procedura detta giunzione della piastrina), lepiazzole di contatto sul chip dell’IC vengono pulite, i fili vengono collegati sia alle piaz-zole di contatto che ai contatti del telaio (giunzione dei terminali) e, infine, il tutto è inca-psulato in una schermatura protettiva in modo tale da sigillarlo all’umidità, alla polvere edagli altri inquinanti. Questa procedura è chiamata sigillatura ermetica.
I requisiti, che i materiali da utilizzare per il telaio contatti devono soddisfare, sonopiuttosto rigidi. Infatti: (1) il materiale del telaio contatti deve avere un’alta conduttivitàelettrica, dato che attraverso i suoi contatti dovrà avvenire il passaggio di corrente; (2) iltelaio contatti, la piastrina attaccata alla piastra centrale, il substrato (se presente) e l’ade-sivo di giunzione della piastrina devono essere termicamente conduttivi in modo tale daagevolare la dispersione di calore generato dall’IC; (3) il coefficiente di espansione termi-ca deve essere il più vicino possibile a quello del Si; una diversa espansione termica
W120 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione

potrebbe distruggere l’integrità del collegamento tra l’IC e la piastra centrale a seguito delciclaggio termico subito durante il normale funzionamento; (4) il materiale del telaio con-tatti ed il substrato devono anche aderire all’adesivo di giunzione della piastrina; l’adesi-vo ed il substrato devono, inoltre, essere elettricamente conduttivi; (5) deve essere possi-bile ottenere un giunto saldo ed elettricamente conduttivo tra il telaio contatti ed i fili diconnessione; (6) il telaio contatti deve essere resistente all’ossidazione e mantenere la suaresistenza meccanica durante i ciclaggi termici che si possono produrre a seguito delle pro-cedure di giunzione della piastrina e di incapsulamento; (7) il telaio contatti deve anchesopportare ambienti corrosivi ad alte temperature e ad elevata umidità; (8) deve inoltreessere possibile produrre economicamente su vasta scala il telaio contatti. Normalmente,vengono stampati a partire da sottili lastre metalliche.
Per il telaio contatti sono state utilizzate numerose leghe con gradi variabili di succes-so. I materiali utilizzati più comunemente sono leghe a base di rame; le composizioni, leconduttività elettriche e termiche ed i coefficienti d’espansione termica di due tra quelle piùdiffuse (C19400 e C19500) sono elencati nella Tabella 22.6. Queste leghe soddisfano ingran parte i criteri elencati nel paragrafo precedente. Nella tabella sono elencate anche lecomposizioni di due altre leghe (Kovar e Lega 42) che sono state largamente utilizzate peril telaio contatti. L’interesse per queste ultime due leghe è dovuto ai loro coefficienti diespansione termica relativamente bassi, molto vicini a quelli del Si [2.5 × 10–6 (°C)–1].Tuttavia, dalla Tabella 22.6 si può osservare che le conduttività, sia elettriche che termiche,per il Kovar e per la Lega 42, sono inferiori ai valori della conduttività delle leghe C19400e C19500.
22.17 COLLEGAMENTO DELLA PIASTRINA L’operazione di collegamento della piastrina consiste nell’unire il chip dell’IC alla piastracentrale di supporto del telaio contatti. Per le leghe di rame riportate nella Tabella 22.6, laconnessione può essere effettuata utilizzando come saldante una lega eutettica oro–silicio;la fusione del materiale saldante richiede però di riscaldare il sistema a 500°C.
Un’altra possibilità di adesione è l’utilizzo di un agente legante epossidico caricatocon particelle di metallo (in genere Ag) in modo tale da fornire una pista conduttiva, siadal punto di vista termico che da quello elettrico, tra il chip ed il telaio contatti. L’induri-mento (cura) dell’epossidica è eseguito a temperature comprese tra 60°C e 350°C, a secon-da dell’applicazione. Poiché l’intensità dell’espansione termica è diversa per la lega di Cu
22.17 Collegamento della piastrina • W121
Figura 22.29Fotografia di un telaio
contatti in cui vengonoindicati la piastra
centrale ed i conduttoridi contatto. 23.
(Telaio contatti fornitodalla National
SemiconductorCorporation. Foto di
Tennis Haynes).
Piastra centraleConduttori di contatto

W122 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Tabe
lla 2
3.6
Des
igna
zion
e, c
ompo
sizi
one,
con
dutt
ivit
à el
ettr
ica
e te
rmic
a e
coef
fici
ente
di e
span
sion
e te
rmic
a, p
er a
lcun
e le
ghe
per
ilte
laio
con
tatt
i di u
n IC
Coe
ffic
ient
eC
ondu
ttiv
ità
Con
dutt
ivit
àdi
esp
ansi
one
Com
posi
zion
e (%
in
peso
)el
ettr
ica
term
ica
term
icaa
Des
igna
zion
e le
gaF
eN
iC
oC
uA
ltro
[106
(Ω-m
)–1]
(W/m
-K)
[10–6
(°C
)–1]
C19
400
2.35
Res
to0.
03 P
,0.1
2 Z
n,39
.426
016
.30.
03 P
b (m
ax)
C19
500
1.5
0.8
Res
to0.
6 Sn
,0.0
3 P
29.1
200
16.9
Kov
ar (
AST
M F
15)
5429
172.
017
5.1
Leg
a 42
(A
STM
F30
) 58
421.
412
4.9
aI
valo
ri d
ei c
oeff
icie
nti d
i esp
ansi
one
term
ica
sono
val
ori m
edi m
isur
ati t
ra 2
0°C
e 3
00°C
.

della piastra del telaio contatti e del chip in Si, l’adesivo epossidico deve essere in gradodi assorbire qualsiasi deformazione termica prodotta durante le variazioni di temperaturain modo da garantire l’integrità meccanica della giunzione. La Figura 22.30a mostra undiagramma schematico di un chip, vincolato ad un substrato che, a sua volta, è vincolatoalla piastra del telaio contatti. La Figura 22.30b riporta una fotografia di un chip, del suotelaio contatti e dei fili di collegamento.
22.17 Collegamento della piastrina • W123
Figura 22.30 (a) Disegno
schematico del chipdell’IC, del
collegamento alsubstrato (o allapiastra del telaio
contatti) e dei fili diconnessione tra il chiped i contatti del telaio.(b) Fotografia in cui èvisibile una parte del
pacchetto del telaiocontatti. È incluso il
chip insieme ai relativifili di collegamento.
Ciascun filo è saldatosu di una piazzola di
contatto del chip;l’altra estremità del
filo è collegata ad uncontatto del telaio.7 1
23. (Figura (a)ripresa da ElectronicMaterials Handbook,Vol. 1. Packaging, C.
A. Dostal, editor, ASMInternational, 1989, p.
225. Foto (b)gentilmente fornita
dalla NationalSemiconductor
Corporation).
(b)
V
V
V
Contatto a cuneo
Filo di connessione
Punti di saldaturaPunti di contatto
Incollaggio delchip (piastrina)
Substrato (opzionale)Piastra del telaio contatti
Telaio contatti
(a)

22.18 COLLEGAMENTO ELETTRICO Il passo successivo nel processo di packaging è quello dei collegamenti elettrici fra le piaz-zole terminali metallizzate del chip ed il telaio contatti, collegamenti che vengono realizzaticon dei fili conduttori (Figure 22.30a e 22.30b). In genere la procedura per saldare i fili pre-vede operazioni di microgiunzioni, dato che vengono utilizzati fili molto sottili. Nel proces-so di packaging la giunzione dei fili è l’operazione più lenta perché può succedere che si deb-bano installare anche diverse centinaia di fili; questa procedura è di solito automatizzata.
Per quanto riguarda la selezione della lega per il filo conduttore, è necessario farealcune importanti considerazioni. Il requisito principale deve essere, naturalmente, un’al-ta conduttività elettrica. Oltre a questo, è anche importante che la lega abbia la capacità diunirsi, mediante saldatura o brasatura, sia con la lega di Al della piazzola del chip che conla lega di Cu del telaio contatti; è infatti assolutamente necessario che si formi una micro-giunzione meccanicamente ed elettricamente stabile.
Il materiale più comunemente utilizzato per il filo conduttore è l’oro – attualmenteviene usata una lega d’oro contenente piccole quantità di berillio e rame che vengonoaggiunte per inibire la crescita del grano. I fili d’oro sono a sezione circolare ed hanno dia-metri che di solito sono di 18 µm, 25 µm o 50 µm. Per fili conduttori sono anche statiimpiegati i meno costosi Cu ed Al. Prima di eseguire la microgiunzione, le zone della piaz-zola del chip e della superficie del telaio contatti, sulle quali devono essere effettuate lecongiunzioni, possono essere rivestite con Au in modo da migliorare la saldabilità. Per rea-lizzare la microgiunzione, si avvicina con un utensile speciale un estremo del filo condut-tore ad una delle regioni da unire. Questa estremità viene successivamente fusa con unasorgente di calore a scintilla o a fiamma.
Si possono realizzare due tipi diversi di microgiunzione: a goccia ed a cuneo. LaFigura 22.31 mostra, con un disegno schematico, una microgiunzione, del filo di connes-sione, a goccia in corrispondenza della piazzola di contatto, ed una a cuneo al collegamen-to col telaio contatti. Nel caso dei fili d’oro si possono realizzare giunti a goccia poichéall’estremità fusa del filo, a causa dell’alta tensione superficiale dell’oro, si forma una pic-cola goccia. L’unione di questa goccia fusa con la piazzola di contatto o col telaio contat-ti è ottenuta mediante il contatto meccanico con la superficie di giunzione, mentre sia ilfilo che la superficie vengono sottoposti a vibrazioni ultrasonore. Una micrografia elettro-nica a scansione di una microgiunzione a goccia viene mostrata nella Figura 22.32a. Que-sto tipo di microgiunzione è particolarmente conveniente dal momento che, una volta rea-lizzata la prima delle due microgiunzioni per ogni filo (solitamente sulla placchetta di con-tatto), il conduttore elettrico può essere piegato in qualsiasi direzione, per preparare lamicrogiunzione dell’altra estremità.
I conduttori di alluminio e di rame non formano gocce durante la fusione. Tali con-duttori vengono collegati mediante microgiunzione a cuneo posizionando il conduttore trauna sonda vibrante e la placchetta di contatto o la superficie del telaio contatti; le vibrazio-ni distaccano e rimuovono gli inquinanti superficiali, che si trovano in intimo contatto sul-le due superfici. Viene quindi applicata attraverso la sonda una corrente elettrica che sal-da il filo alla superficie. Sfortunatamente, il movimento di flessione dei conduttori micro-
W124 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Filo diconnessione
Piazzoladi contatto
Giunzione a cuneo(seconda giunzione)
Giunzione a goccia(giunzione primaria)
Telaio contatti
Figura 22.31 Disegnoschematico che mostra un filodi connessione saldato agoccia sulla piazzola dicontatto del chip dell’IC, egiunto a cuneo sul telaiocontatti. [Da ElectronicMaterials Handbook, Vol. 1.Packaging, C. A. Dostal,(Editor), ASM International,1989, p. 225].

saldati a cuneo è limitato ad una sola direzione. Anche i conduttori in oro possono veniresaldati utilizzando microgiunzioni a cuneo. La Figura 22.32b è una micrografia elettroni-ca a scansione di una microgiunzione a cuneo.
Vi sono altre considerazioni riguardo la giunzione dei fili che meritano di essere cita-te. Si dovrebbe, ad esempio, evitare di realizzare microgiunzioni fra leghe che, combinan-dosi, danno origine a fasi intermetalliche, perché queste fasi sono normalmente fragili eportano alla perdita, nel lungo periodo, di stabilità meccanica. Ad esempio, Au e Al pos-sono reagire a temperature elevate per formare AuAl2, detta “piaga purpurea”; questo com-posto non solo è molto fragile (e purpureo), ma è anche altamente resistivo. È importanteche la microgiunzione abbia buona integrità meccanica dal momento che deve (1) soppor-tare vibrazioni che il sistema può subire e (2) sopravvivere alle tensioni di origine termicagenerate nel momento in cui i materiali assemblati cambiano temperatura.
22.19 PROTEZIONE DEL CIRCUITO ASSEMBLATOIl circuito microelettronico, una volta assemblato, deve essere protetto da corrosione, dacontaminazioni, da danni dovuti alla manipolazione e nel corso del funzionamento. Lemicrogiunzioni dei fili di interconnessione sono estremamente fragili e possono venirefacilmente danneggiate. Le sottili piste in Al del circuito, che sono state metallizzate sullasuperficie del chip del circuito integrato, sono particolarmente esposte alla corrosione, edanche la più leggera corrosione di questi elementi può danneggiare il funzionamento delchip. Queste parti di Al metallizzato subiscono corrosione se sulla loro superficie conden-sa una umidità atmosferica con disciolti inquinanti ionici (specialmente cloro e fosforo) inconcentrazioni anche minime. Le reazioni corrosive vengono poi accelerate dalla presen-za delle correnti elettriche che attraversano questi percorsi del circuito. Occorre inoltretener presente che anche il sodio (come Na+), che eventualmente raggiunge la superficiedel chip, può diffondere nel chip e comprometterne il funzionamento.
22.19 Protezione del circuito assemblato • W125
Figura 22.32 Micrografie elettroniche a scansione di (a) una saldatura a goccia (475 3) e (b)una giunzione a cuneo (275 3). (Per gentile concessione della National SemiconductorCorporation).
(a) (b)

Il materiale utilizzato per la protezione dell’IC assemblato dovrebbe:
1. essere elettricamente isolante;
2. essere modellato facilmente nella forma richiesta sulla piastrina del chip e sui con-tatti del conduttore;
3. essere estremamente impermeabile all’umidità ed agli inquinanti;
4. avere ottima adesione alla superficie del chip, ai fili conduttori ed agli altri compo-nenti del telaio contatti;
5. mostrare stabilità meccanica e chimica per tutto il tempo di vita previsto;
6. non richiedere temperature eccessivamente alte per l’installazione;
7. avere un coefficiente d’espansione termica simile a quello degli altri componenti inmodo da evitare tensioni termiche che possano rovinare i contatti dei fili conduttori.
La Figura 22.33 mostra un diagramma schematico di un IC protetto.Per la protezione dei circuiti integrati assemblati si possono utilizzare sia materiali
ceramici che materiali polimerici; naturalmente, ognuno di questi tipi di materiali ha aspet-ti positivi e negativi. I ceramici sono estremamente resistenti alla penetrazione di umiditàe sono chimicamente stabili ed inerti. I materiali ceramici più comunemente utilizzati sonoi vetri. Lo svantaggio principale del vetro è la necessità di dover essere riscaldato a tem-perature moderatamente elevate, per diminuirne la viscosità e far sì che possa fluire facil-mente fra i fili conduttori, uniti mediante microgiunzioni alla superficie del chip, per rea-lizzare un intimo contatto. Alcuni costituenti comuni del vetro dovrebbero però essere evi-tati (particolarmente Na2O e K2O) poiché dalla massa vetrosa fusa si possono liberarealcune specie cationiche volatili (Na+ e K+), che accelerano le reazioni di corrosione e fan-no quindi degradare le prestazioni del chip.
Più utilizzati sono i materiali polimerici perché meno costosi dei ceramici e perchépossono essere ottenuti in uno stato di bassa viscosità a temperature inferiori. Generalmen-te vengono impiegati gli epossidici (più comuni) ed i poliuretani. Questi materiali hannotuttavia tendenza ad assorbire acqua e non formano legami impermeabili all’umidità con ifili conduttori. Alcuni di questi polimeri richiedono temperature di cura dell’ordine dei150°C e durante il raffreddamento a temperatura ambiente ritirano più degli altri compo-nenti ai quali sono collegati. Questa differenza di contrazione può dare origine a tensionimeccaniche d’intensità sufficiente a danneggiare le connessioni dei conduttori ed eventual-mente anche altri componenti elettronici. L’aggiunta al polimero di cariche appropriate(come la silice fine o particelle di allumina) può ovviare questo problema, ma ha spessoconseguenze elettriche indesiderabili. Nella Tabella 22.7 vengono poste a confronto le pro-prietà più importanti di quattro tipi di polimeri diversi che si richiedono per la protezionemediante incapsulamento.
W126 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.33 Disegno schematicodi un telaio contatti di un ICassemblato e protetto medianteincapsulamento. (Da ElectronicMaterials Handbook, Vol. 1,Packaging, C. A. Dostal, (Editor),ASM International, 1989, p. 241).
Chip IC Incapsulante
Filo diconnessione
Incapsulante Telaio contatti

22.20 GIUNZIONE AUTOMATIZZATA A NASTRO Un altro tipo di packaging, la giunzione automatizzata a nastro (o TAB, Tape AutomatedBonding), che costituisce una variazione del telaio contatti discusso sopra, ha trovato unuso esteso in virtù del suo basso costo. L’assemblaggio per giunzione a nastro consiste inun substrato di una pellicola di supporto polimerica (polimmide) sottile e flessibile; sullasuperficie del substrato è riportata una serie di piste, “dita”, di rame ad elevata condutti-vità simile, per configurazione, ai contatti del telaio convenzionale. Nella Figura 22.34 vie-ne mostrato un disegno schematico di un telaio contatti a giunzione a nastro.
Il sostegno meccanico per l’assemblato è fornito dal film di polimmide, al quale lapiastrina è vincolata mediante un adesivo. La larghezza delle strisce di polimmide è di soli-to 35 mm, e lungo i bordi vengono praticati dei fori che servono per il trascinamento delnastro in modo tale da agevolarne il movimento ed il posizionamento del telaio contattiTAB. Migliaia di queste singole unità, collegate lungo un lato, sono trasferite su bobinepronte per la produzione automatizzata.
22.20 Giunzione automatizzata a nastro • W127
Tabella 22.7 Confronto tra le proprietà di quattro classi di polimeri utilizzatiper la protezione di IC mediante incapsulamento
Resine Siliconi Poliuretani Polisolfuriepossidiche
Rigidità dielettrica Buona Buona Buona Buona
Modulo elastico Elevato Basso Ampia gamma Basso
Resistenza a trazione Elevata Bassa Ampia gamma —
Viscosità precursore Bassa Bassa Bassa Elevata
Adesione al pacchetto Eccellente Scarsa Buona Buona(ai ceramici)
Velocità di diffusione Elevata Elevata Bassa Molto bassadell’umidità
Fonte: Da C. R. M. Grovenor, Microelectronic Materials. Copyright © 1989 by Institute of PhysicsPublishing, Bristol, England.
Figura 22.34 Disegno schematico di
un telaio contatticompleto con
giunzioni a nastro(TAB). [Da ElectronicMaterials Handbook,
Vol. 1, Packaging,C.A. Dostal (Editor),
ASM International,1989, p. 233].
IC
Fori per iltrascinamento
Contatti interni delledita di rame(collegati al IC)
Contattoesterno
Apertura nel film polimericoper facilitare la saldaturadel contatto esterno
Film polimerico (polimmide)

Le dita di rame sono estremamente strette e molto vicine tra loro. Le distanze di sepa-razione dei contatti interni sono dell’ordine di 50 µm, molto inferiori di quelle realizzabi-li per il telaio contatti stampato. Ogni placchetta di contatto della piastrina del chip, inol-tre, è microsaldata direttamente ad una di queste dita di rame, il che elimina la necessitàdi qualsiasi filo di connessione. Le dita di rame sono molto sottili, in modo che, per otte-nere quest’unione diretta, le zone d’unione della placchetta di contatto del chip devonoessere rialzate sopra lo strato metallizzato. Tutto ciò è ottenuto mediante “rilievi di salda-tura”, che normalmente sono strati d’oro (o rame placcato in oro) spessi circa 25 µm. Lerappresentazioni schematiche che illustrano questo schema di unione sono presentate nel-la Figura 22.35. I contatti a dito sono uniti a questi rilievi per saldatura, utilizzando unostrumento di giunzione termico–compressivo. Questo sistema di giunzione a nastro è com-pletamente automatizzato in modo tale che le centinaia, o quasi, microgiunzioni possanoessere realizzate in un singolo passo, una caratteristica non possibile con telai contatti cherichiedono più operazioni a giunzione protetta.
L’operazione di assemblaggio del telaio contatti TAB è completata, come per il telaiocontatti stampato, dall’operazione di incapsulamento (cioè, il nastro telaio contatti ed ilrelativo chip) mediante un materiale polimerico fluido che viene successivamente curatoin modo tale da formare uno schermo protettivo. Le piste conduttrici a dita di rame fuorie-scono dal package e sono connesse ai collegamenti elettrici esterni. Inoltre, l’eccesso dicalore generato dal chip deve essere dissipato lungo queste dita di rame in quanto la pelli-cola del nastro polimerico non fornisce un percorso di conduzione termico efficace a cau-sa della sua conduttività termica bassa.
L’obiettivo finale nella progettazione dell’assemblaggio dell’IC è quello di consenti-re il corretto funzionamento elettrico del dispositivo assemblato. Poiché le frequenze e levelocità dei computer crescono continuamente, le considerazioni progettuali meccanicheed elettriche della progettazione dell’assemblaggio devono essere sempre più implementa-te. Per l’utente finale le prestazioni elettriche generali dell’assemblato sono importantialmeno quanto l’affidabilità generale.
W128 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
Figura 22.35Disegno schematico
che mostra (a) lasezione trasversale di
un telaio contatti TABassemblato e protetto e
(b) il modo in cuisono ottenuti i vincoli
tra chip e le dita dirame attraverso i
rilievi di saldatura. [DaElectronic Materials
Handbook, Vol. 1,Packaging, C. A.
Dostal (Editor), ASMInternational, 1989,
pp. 233, 234].
Film polimerico Incapsulante Rilievi di saldatura
Dita deltelaio contatti
Giunto di saldatura
Collegamentodella piastrina
Chip di IC
(a)
Piastra del telaiocontatti o substrato
Dita di rame
Strato d’oro
Piazzola di contatto
Strato dipassivazione
Rilievi di saldatura
Chip di IC
(b)
Film polimerico

SOMMARIO
Scelta dei materiali per un albero cilindrico sottoposto a sforzo torsionale
In questo capitolo, abbiamo illustrato il protocollo di selezione dei materiali con sei esem-pi diversi. Nel primo caso, per un albero cilindrico sottoposto a sforzo torsionale, è stataricavata un’espressione per ottenere l’indice di prestazione di resistenza; quindi è statacondotta una ricerca preliminare dei possibili materiali candidati, utilizzando l’appropria-ta tavola di selezione. I risultati di questa ricerca hanno portato ad un elenco di materialiingegneristici, selezionati in base sia alla resistenza per unità di massa che al costo. Sonostati, inoltre, discussi altri fattori di un certo rilievo, attinenti al processo decisionale.
Molle per valvole di automobile
È stata quindi condotta un’analisi dello sforzo su una molla elicoidale, in seguito estesa aduna molla per valvola d’automobile. È stato osservato che, ai fini delle prestazioni dellamolla in questo tipo d’applicazione, la possibilità di rottura per fatica riveste un’importan-za fondamentale. È stata calcolata l’ampiezza dello sforzo di taglio, la cui intensità erapressoché identica al limite di fatica calcolato per un acciaio cromo–vanadio comunemen-te utilizzato per questo tipo di molle. È stato osservato che spesso viene incrementato illimite di fatica delle molle per valvola mediante la pallinatura. Infine, è stata suggerita unaprocedura per valutare la fattibilità economica del progetto di questa molla, utilizzandol’acciaio cromo–vanadio incrudito per pallinatura.
Cedimento di un semiasse posteriore di una automobile
Il caso studio successivo è stato dedicato all’analisi di una frattura, che riporta in dettagliouna indagine condotta sul cedimento di un semiasse posteriore di un autocarro leggero chesi è ribaltato; il problema era quello di determinare se l’incidente era dovuto al cedimen-to, o viceversa. Sono state prelevate delle provette da due regioni della sezione del semias-se, la centrale (interna) e la periferica (esterna), per sottoporle a prove di impatto e di tra-zione. In base agli esami metallografici ed al microscopio elettronico a scansione dellesuperfici di frattura del semiasse e delle provette dopo le prove, si è concluso che è statol’incidente a provocare la rottura del semiasse.
Protesi d’anca artificiale
Per il quarto caso–studio, è stata esaminata la sostituzione totale del giunto dell’ancamediante protesi artificiale. Dapprima è stata descritta l’anatomia dell’anca, per poi discu-tere dei componenti e dei requisiti che i materiali devono possedere per poter venire utiliz-zati nelle protesi. I materiali impiantati devono essere biocompatibili con i tessuti ed i flui-di del corpo umano, devono essere resistenti alla corrosione ed essere meccanicamentecompatibili con le parti del corpo con cui andranno ad interagire. Lo stelo e la testinafemorale sono di norma costruiti in acciaio inossidabile lavorato a freddo, oppure in ungetto di una lega Co–Cr–Mo o anche in lega di titanio forgiata a caldo. Alcuni progettirecenti prevedono una testina in ossido di alluminio policristallino o in ossido di zirconio.La coppa acetabolare viene comunemente realizzata con polietilene a peso molecolareultraelevato, mentre come agente consolidante per l’adesione dello stelo femorale (alfemore) e della coppa acetabolare (al bacino) viene usato cemento osseo acrilico.
Abbigliamento per la protezione chimica
Il quinto caso studio dei materiali riguardava i materiali che possono essere usati per l’ab-bigliamento per la protezione chimica – in particolare i materiali dei guanti per protegger-si dall’esposizione al cloruro di metilene, un comune componente degli svernicianti. Para-metri importanti per valutare l’idoneità dei materiali alla protezione chimica sono il tem-po di penetrazione ed il tasso di esposizione. Vengono fornite equazioni che consentono il
Sommario • W129

calcolo di questi parametri, e vengono determinati i corrispondenti valori per sette mate-riali, usati comunemente per guanti protettivi. Solo due materiali multistrato [alcool poli-vinilico/polietilene] e gomma Viton sono ritenuti soddisfacenti per questa applicazione.
Materiali per l’assemblaggio dei circuiti integrati
I materiali utilizzati per l’assemblaggio di un circuito integrato, che comprende la proget-tazione del telaio contatti, sono stati l’argomento del caso–studio finale. Un chip di un ICè vincolato alla piastra del telaio contatti mediante o saldatura con una lega eutettica o ade-sione con una resina epossidica. Il materiale del telaio contatti deve essere conduttivo siaelettricamente che termicamente e, idealmente, deve avere un coefficiente di espansionetermica corrispondente al materiale del chip dell’IC (vale a dire silicio o arseniuro di gal-lio); i materiali comunemente utilizzati nei telai contatti sono leghe di rame. Per i collega-menti elettrici, dalle microscopiche piazzole di contatto dell’IC al telaio contatti, vengonoutilizzati fili molto sottili (preferibilmente d’oro, ma spesso di rame o alluminio). Lemicrogiunzioni vengono realizzate con tecniche di saldatura/brasatura ad ultrasuoni, ed ilgiunto di connessione può essere a forma di goccia o di cuneo. Il passo finale è l’incapsu-lamento del circuito così assemblato, per cui il sistema telaio contatti–conduttori–chip vie-ne annegato in un materiale protettivo. I materiali più comunemente impiegati per questafunzione sono i vetri ceramici e le resine polimeriche. Le resine sono meno costose deivetri e richiedono temperature di incapsulamento inferiori, anche se i vetri offrono in gene-re un livello di protezione più alto.
W130 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
BIBLIOGRAFIA
Generale
Ashby, M. F., CES4 EduPack – Cambridge Engineer-ing Selector, Granta Design Ltd., Cambridge,UK, http://www.grantadesign.com.
Ashby, M. F., Materials Selection in MechanicalDesign, 2nd edition, Butterworth-Heinemann,Woburn, UK, 2002
Budinski, K. G. and M.K. Budinski, EngineeringMaterials: Properties and Selection, 8th edi-tion, Pearson Prentice Hall, Upper Saddle Riv-er, NJ, 2005
Dieter, G. E., Engineering Design, A Materials andProcessing Approach, 3rd edition, McGraw-Hill, New York, 1999.
Mangonon, P. L., The Principles of Materials Selectionfor Engineering Design, Pearson Prentice Hall,Upper Saddle River, NJ, 1999.
Ottimizzazione della resistenza
Ashby, M. F. and D. R. H. Jones, Engineering Materi-als 1, An introduction to Their Properties andApplications, 3rd edition, Butterworth-Heine-mann, Woburn, UK, 2005.
Molle per valvole di automobile
Juvinall, R.C. and K.M. Marshek, Fundamentals ofMachine Component Design, 4th edition,
Chapter 12, John Wiley & Sons, Hoboken, NJ,2005.
Shigley, J., C. Mischke, and R. Budynas, MechanicalEngineering Design, 7th edition, Chapter 10,McGraw-Hill Companies, New York, 2004.
Protesi d’anca artificiale
Black, J. and G. Hastings (Editors), Handbook of Bio-material Properties, Chapman & Hall, London,1998
Davis, J.R., Handbook of Materials for MedicalDevices, ASM International, Materials Park,OH, 2003.
Abbigliamento per la protezione chimica
Forsberg, K. And S.Z. Mansdorf, Quick SelectionGuide to Chemical Protective Clothing, 4th edi-tion, John Wiley & Sons, Hoboken, NJ, 2003.
Materiali per l'assemblaggio dei circuiti integrati
Electronic Materials Handbook, Vol. I, Packaging,ASM International, Materials Park, OH,1989.
Grovenor, C. R. M., Microelectronic Materials,Institute of Physics Publishing, Bristol,1989. Reprinted by Adam Hilger, Ltd., Bris-tol, UK.

PROBLEMI E DOMANDE DI PROGETTAZIONE
Problemi e domande di progettazione • W131
Per la soluzione di alcuni problemi di questo capitolopuò essere vantaggioso utilizzare il VMSE. I problemiinteressati sono stati evidenziati con la seguente icona
, inserita al margine:
Selezione dei materiali utilizzando indici di presta-zioni
22.D1 (a) Seguendo la procedura descritta nellaSezione 22.2, accertare quale delle leghemetalliche elencate nell’Appendice B hannoindici di resistenza a torsione maggiori di 10.0(con τf in MPa e ρ in Mg/m3) e, inoltre, resi-stenze di taglio maggiori di 350 MPa. (b) Uti-lizzando anche il database dei costi (Appendi-ce C), condurre un’analisi dei costi nello stes-so modo illustrato nella Sezione 22.2. Qualemateriale scegliereste per un albero cilindricopieno fra quelli che soddisfano i criteri riporta-ti nella parte (a), e, sulla base dell’analisi deicosti? Perché?
22.D2 In modo simile a quanto illustrato nellaSezione 22.2, eseguire un’analisi delle pre-stazioni rigidezza–massa su un albero cilin-drico pieno sottoposto ad uno sforzo di tor-sione. Utilizzare gli stessi materiali che sonoelencati nella Tabella 22.1. Condurre, inoltre,un’analisi dei costi relativa al materiale.Classificare questi materiali sia sulla basedella massa richiesta che sul costo. Per i com-positi rinforzati con fibre di vetro e di carbo-nio, assumere moduli di taglio rispettivamen-te, di 8.6 e di 9.2 GPa.
22.D3 (a) Una trave a sbalzo cilindrica è sottoposta aduna forza F, come indicato nella figura chesegue. Ricavare le espressioni dell’indice diresistenza e di rigidità analoghe alle Equazioni22.9 e 22.11. Lo sforzo σ, imposto sulla estre-mità libera, è
(22.30)
dove L, r e I sono, rispettivamente, la lunghez-za, il raggio ed il momento d’inerzia della tra-
ve. Inoltre, la freccia all’estremità libera dellatrave è data da:
(22.31)
dove E è il modulo di elasticità della trave.
(b) Dal database delle proprietà riportato inAppendice B, scegliere quelle leghe metallicheche presentano indici di rigidezza maggiori di3.0 (con E in GPa e ρ in Mg/m3).
(c) Utilizzando anche il database dei costi(Appendice C), condurre un’analisi dei costicome nella Sezione 22.2. Rispetto a questa ana-lisi ed a quella condotta nella parte (b), qualelega scegliereste in base alla rigidità per unità dimassa?
(d) Scegliere, adesso, quelle leghe metallicheche hanno indici di resistenza maggiori di 14.0(con σs in MPa e ρ in Mg/m3) e ordinarlesecondo il valore di P, dal più alto al più bas-so.
(e) Utilizzando il database dei costi, classifica-re i materiali della parte (d) dal meno costoso alpiù costoso. Rispetto a questa analisi ed a quel-la condotta nella parte (d), quale lega scegliere-ste in base alla resistenza per unità di massa?
(f) Quale materiale scegliereste se, per questaapplicazione, devono essere considerate sia larigidità che la resistenza? Giustificare la vostrascelta.
δ = FL
EI
3
3
σ = FLr
I
L
δ
r
F

22.D4 (a) Utilizzando l’espressione sviluppata perl’indice di prestazione di rigidezza nel proble-ma 22.D3(a) ed i dati dell’appendice B, deter-minare gli indici di prestazione di rigidezza peri seguenti materiali polimerici: polietilene adalta-densità, polipropilene, cloruro di polivini-le, polistirene, policarbonato, polimetilmetacri-lato, polietilentereftalato, politetrafluoroetilenee nylon 6.6. Come sono questi valori rispetto aquelli dei materiali metallici? (Nota: nell’Ap-pendice B quando si danno intervalli di valori,usare quelli medi).
(b) Utilizzando il database dei costi (Appendi-ce C), condurre una analisi dei costi nello stes-so modo illustrato nella Sezione 22.2. Usare idati dei costi relativi alla forma materia primadi questi polimeri.
(c) Usando l’espressione sviluppata per l’indicedi prestazione della resistenza del problema22.D3(a) ed i dati dell’Appendice B, determina-re gli indici di prestazione della resistenza per isuddetti materiali polimerici.
22.D5 (a) Una barra avente sezione quadra di lato c èsottoposta ad una forza di trazione uniassiale F,come mostrato nella figura che segue. Ricavarele espressioni dell’indice di prestazione di resi-stenza e di rigidità analoghe a quelle delleEquazioni 22.9 e 22.11.
(b) Dal database delle proprietà presentate inAppendice B, scegliere quelle leghe metallicheaventi l’indice di rigidezza maggiore di 26.0(con E in GPa e ρ in Mg/m3).
(c) Utilizzando anche il database dei costi(Appendice C), condurre un’analisi dei costi inmodo analogo alla Sezione 22.2. Rispetto aquest’analisi ed a quella condotta nella parte(b), quale lega scegliereste in base alla rigidez-za per unità di massa?
(d) Scegliere, adesso, quelle leghe metallicheaventi indici di prestazione di resistenza mag-giori di 120 (con σs in MPa e ρ in Mg/m3) eclassificarle dal P più alto a quello più basso.
(e) Utilizzando il database dei costi, classifica-re i materiali nella parte (d) dal meno costoso alpiù costoso. Rispetto a questa analisi ed a quel-la condotta nella parte (d), quale lega scegliere-ste in base alla resistenza per unità di massa?
(f) Quale materiale scegliereste se, per questaapplicazione, si devono considerare sia la rigi-dezza che la resistenza? Giustificare la vostrascelta.
22.D6 La piastra di seguito rappresentata è appoggiataalle estremità e sottoposta ad una forza F distri-buita uniformemente sulla faccia superiore,come indicato. La deformazione δ alla posizio-ne L/2 è data dall’espressione
(22.32)
Inoltre, lo sforzo di trazione sulla parte inferio-re, e sempre ad L/2, è uguale a
(22.33)
(a) Ricavare le espressioni dell’indice di presta-zione della rigidezza e della resistenza analoghe
σ = 3
4 2
FL
tw
δ = 5
32
3
3
FL
E tw
W132 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione
F
L
cc
F L
Fw
t

alle Equazioni 22.9 e 22.11. (Suggerimento:risolvere per t queste due equazioni e quindisostituire le espressioni risultanti nell’equazio-ne della massa, espressa in funzione della den-sità e delle dimensioni della piastra).
(b) Dal database delle proprietà in Appendice Bscegliere quelle leghe metalliche aventi l’indicedi prestazione di rigidezza maggiore di 1.40(con E in GPa e ρ in Mg/m3).
(c) Utilizzando anche il database dei costi(Appendice C), condurre un’analisi dei costicome nella Sezione 22.2. Rispetto a questa ana-lisi ed a quella condotta nella parte (b), qualelega scegliereste in base alla rigidezza per unitàdi massa?
(d) Scegliere, adesso, quelle leghe metallicheche hanno indici di prestazione di resistenzamaggiori di 5.0 (con σs in MPa e ρ in Mg/m3) eclassificarle dal P più alto a quello più basso.
(e) Utilizzando il database dei costi, classifica-re i materiali nella parte (d) dal meno costoso alpiù costoso. Rispetto a questa analisi ed a quel-la condotta nella parte (d), quale lega scegliere-ste in base alla resistenza per unità di massa?
(f) Quale materiale scegliereste se, per questaapplicazione, si devono considerare sia la rigi-dezza che la resistenza? Giustificare la vostrascelta.
Progettazione e selezione dei materiali per molle
22.D7 Si deve costruire una molla con un diametro di20 mm con un filo di acciaio inossidabile 316,lavorato a freddo e ricotto, avente un diametrodi 2.5 mm; il progetto richiede che la mollaabbia un numero di spire pari a otto.
(a) Qual è il carico di trazione massimo che sipuò essere applicare affinché la deformazionetotale della molla sia non più di 6.5 mm?
(b) Qual è il carico di trazione massimo che puòessere applicato senza che vi sia alcuna defor-mazione permanente del filo della molla? Assu-mere che la resistenza di snervamento a tagliosia 0.6σs, dove σs è il carico di snervamento intrazione.
22.D8 Si richiede un materiale per una molla che deveessere sottoposta a trazione. La molla deve ave-re 10 spire e diametro pari a 15 mm; il diame-tro del filo della molla, inoltre, deve essere 2.0mm. Con uno sforzo di trazione di 35 N, la mol-la non deve deformarsi più di 12 mm e senzadeformarsi plasticamente.
(a) In base ai materiali inseriti nel database inAppendice B, elencare quelli che soddisfanoi summenzionati requisiti. Assumere che ilcarico di snervamento a taglio sia 0.6σs, doveσs è il carico di snervamento in trazione, eche il modulo di taglio sia uguale a 0.4 E,essendo E il modulo di elasticità.
(b) Da quest’elenco di materiali potenziali,scegliere ora quello che utilizzereste per que-st’applicazione. Oltre ai summenzionatirequisiti, il materiale deve essere relativa-mente resistente alla corrosione e, natural-mente, in grado di essere ottenuto in fili. Giu-stificare la vostra decisione.
22.D9 Una molla avente 7 spire ed un diametro di13 mm deve essere costruita in filo d’acciaiolavorato a freddo. Con un carico di trazione di67 N la molla non deve flettersi più di 15 mm.L’operazione di trafilatura a freddo aumen-terà, naturalmente, il carico di snervamento ataglio del filo. È stata osservato che τs (inMPa) dipende dal diametro del filo d (mm)secondo
(23.34)
Se il modulo di taglio per questo acciaio è80 GPa, calcolare il diametro minimo del filoaffinché la molla non si deformi plasticamentequando sottoposta al summenzionato carico.
22.D10 Si deve costruire una molla elicoidale con unacciaio 4340. Il progetto prevede 5 spire, undiametro di 12 mm e un diametro del filo di 3mm. È inoltre possibile una deformazionetotale di 5.0 mm, senza che si verifichi defor-mazione plastica. Specificare un trattamentotermico per questo filo di acciaio 4340 affin-ché la molla soddisfi i summenzionati requi-siti. Assumere un modulo di taglio per questoacciaio pari a 80 GPa ed un τs = 0.6 σs. Nota:il trattamento termico dell’acciaio 4340 èdiscusso nella Sezione 10.8.
Materiali per l'assemblaggio dei circuiti integrati
22.D11 Scegliere una lega di metallo da impiegarecome piastra del telaio contatti per un assem-blaggio di un circuito integrato contenente unchip di silicio.
(a) Utilizzando il database in Appendice Belencare quei materiali che sono elettrica-
τ y d= 63
0 2.
Problemi e domande di progettazione • W133

mente conduttivi [σ > 10 × 106 (Ω-m)-1], chehanno coefficienti di espansione termicalineari compresi tra 2 × 10–6 e 10 × 10–6
(°C)–1 e conduttività termiche maggiori di100 W/m-K. In base alle proprietà ed alcosto, considerereste uno qualunque di questimateriali al posto di quelli elencati nellaTabella 22.6? Perché sì o perché no?
(b) Ripetere questa procedura per potenzialimateriali isolanti della piastra del telaio con-tatti che devono avere conduttività elettricheinferiori a 10–10 (Ω-m)–1, coefficienti diespansione termica compresi tra 2 × 10–6 e 10× 10–6 (°C)–1 e conduttività termiche maggio-re di 30 W/m-K. In base alle proprietà ed alcosto (Appendice C), considerereste uno qua-lunque dei materiali elencati nell’AppendiceB al posto dell’ossido d’alluminio? Perché sìo perché no?
Problemi progettuali
22.D12 Sviluppare un caso-studio sulla scelta di unmateriale per compact disc, nel modo descrit-to in questo capitolo. Iniziate con una descri-zione breve del meccanismo con cui i suonivengono immagazzinati e quindi riprodotti.Citare tutti i requisiti che devono possedere i
materiali per quest’applicazione; infine, direquale materiale è più comunemente utilizzatoe quale logica viene seguita.
22.D13 Uno dei componenti critici dei nostri videore-gistratori moderni a cassette (VCR) è la testi-na magnetica di registrazione/riproduzione.Scrivere una relazione riguardo i seguentiargomenti: (1) il meccanismo con cui la testi-na registra e riproduce i segnali video/audio;(2) le proprietà richieste al materiale con cuila testina viene prodotta; quindi (3) almenotre materiali probabili candidati attuali e, perognuno, i valori delle proprietà che ne fannoun candidato possibile.
22.D14 Il cerotto transdermico si è recentemente dif-fuso come meccanismo per il rilascio di far-maci nel corpo umano.
(a) Citare almeno un vantaggio di questosistema di rilascio di farmaci rispetto allasomministrazione orale utilizzando pillole ecapsule.
(b) Esplicitare le limitazioni dei farmaci som-ministrati mediante cerotti transdermici.
(c) Fare una lista delle caratteristiche richie-ste ai materiali (diversi dal farmaco da rila-sciare) che sono inseriti nel cerotto transder-mico.
W134 • Capitolo 22 / Selezione dei materiali e considerazioni sulla progettazione