processi di formatura plastica massiva: … 2007_08... · •barre tonde fino a 50 mm destinate...
TRANSCRIPT

1
1
PROCESSI DI FORMATURA PLASTICA MASSIVA:
LAMINAZIONE
2
• Processo di deformazione plastica mediante il quale il materiale viene fatto passare tra cilindri in rotazione (rulli), lisci o sagomati, che esercitano un'azione di schiacciamento con conseguente riduzione della sezione trasversale, accompagnata da un allungamento del pezzo
• Cilindri laminatori azionati da motori a meno che non sia presente una forza di trazione sul materiale in uscita dalla zona di laminazione
LAMINAZIONE

2
3
• Il processo di laminazione più semplice serve per ridurre una delle tre dimensioni di un corpo a forma di parallelepipedo, in genere lo spessore, trascinando il materiale attraverso due cilindri ad assi paralleli e rotanti in senso opposto.
• Sagomando in maniera opportuna le luci tra i cilindri, si possono ottenere prodotti di varia sezione.
HH0
f0
LAMINAZIONE
4
Prodotti della laminazione:
• Prismi di varia forma
• Lamiere e nastri
• Tubi
• Forati
• Tubi veri e propri
• Profilati
LAMINAZIONE

3
5
LAMINAZIONE
6
• Blumi: •sezione quadrata da 130x130 a 400x400 mm2
•destinati a successive operazioni di laminazione o alla fucinatura di pezzi grandi
• Bramme: •sezione rettangolare con lunghezza variabile da 3 a 13 m, larghezza media di 1.7 m e spessore di 0.5 m
•destinate alla fabbricazione delle lamiere• Billette:
•sezione quadrata da 40x40 a 130x130 mm2
•destinate a successive operazioni di laminazione, alla fucinatura o alle lavorazioni con le macchine utensili
PRODOTTI DELLA LAMINAZIONE
4
7
• Tondi: •forma cilindrica con diametro fino a 400 mm •destinati alla fucinatura o alle lavorazioni con le macchine utensili
• Piatti: •forma rotonda o rettangolare con grosso spessore•destinati alla fucinatura o alla lavorazione con le macchine utensili
• Barre: •sezione rotonda con diametro da 6 a 180 mm, esagonale o quadrata
•barre tonde fino a 50 mm destinate alla fucinatura o alle lavorazioni con le macchine utensili
•lunghe barre tonde, lisce o nervate, del diametro da 6 a 30 mm, usate in edilizia (tondino per cemento armato)
•barre esagonali usate per la fabbricazione dei bulloni
PRODOTTI DELLA LAMINAZIONE
8
• Vergelle: •filo del diametro di 5 mm avvolto in coil•impiegate direttamente o per la realizzazione di filo metallico mediante operazioni di trafilatura
• Profilati: •sezione a L, I, T, Z, C, doppio T, fungo (rotaie)•usati per lavori di carpenteria metallica
• Lamiere: •spessore da 1 a 200 mm•usate per lavori di ogni genere (carpenteria metallica, tubi, ecc.)
• Nastri: •avvolti in rotoli ed hanno spessore inferiore a 1 mm •usati per la produzione di lamierini dello spessore di 0.5÷0.8 mm destinati a lavorazioni plastiche a freddo (imbutitura, piegatura)
PRODOTTI DELLA LAMINAZIONE

5
9
• A caldo:• sfrutta la grande plasticità dei materiali metallici ad elevata T ➠ possibilità di impartire grandi deformazioni
• carichi contenuti sui cilindri di laminazione• A freddo:
• consente una buona finitura superficiale, soprattutto perchénon si verificano fenomeni di ossidazione
• deformazioni in gioco limitate • carichi considerevoli sui cilindri
CONDIZIONI DI LAMINAZIONE
10
• Costituiti dalle seguenti parti: •forni di riscaldo•treni di laminazione•dispositivi accessori
IMPIANTI DI LAMINAZIONE A CALDO
6
11
• Costituiscono la parte più importante di un impianto di laminazione
• Si compongono:•di una o più gabbie di laminazione•degli organi di trasmissione•dell'equipaggiamento elettrico
TRENI DI LAMINAZIONE
12
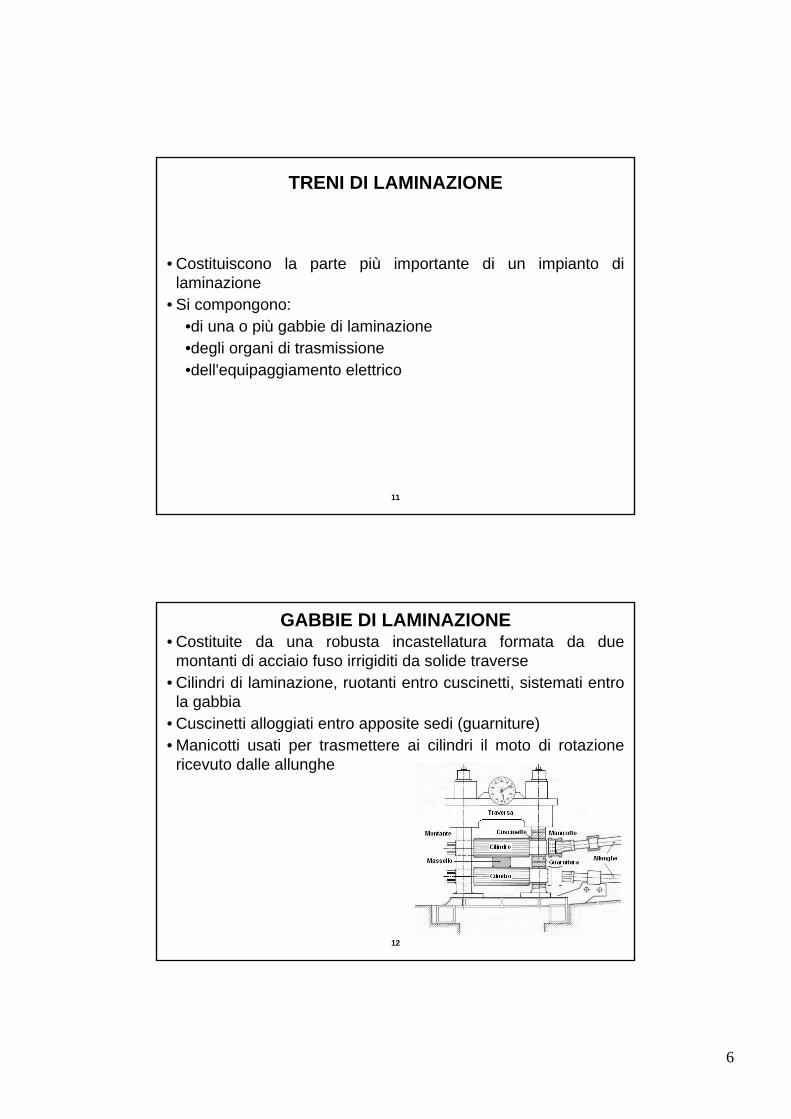
• Costituite da una robusta incastellatura formata da due montanti di acciaio fuso irrigiditi da solide traverse
• Cilindri di laminazione, ruotanti entro cuscinetti, sistemati entro la gabbia
• Cuscinetti alloggiati entro apposite sedi (guarniture) • Manicotti usati per trasmettere ai cilindri il moto di rotazione
ricevuto dalle allunghe
GABBIE DI LAMINAZIONE

7
13
• Parti di un cilindro di laminazione:•Tavola: porzione di cilindro destinata alla laminazione•Colli: perni sistemati dentro i cuscinetti delle guarniture•Trefoli: permettono di trasmettere (assieme ai manicotti) il moto dalle allunghe al cilindro
• Forma dei cilindri di laminazione diversa a seconda delle sezioni di passaggio:
•cilindri lisci per le lamiere e nastri•cilindri scanalati per barre e profilati
GABBIE DI LAMINAZIONE
14
• Cilindri scanalati ➠ canali di laminazione denominati calibri• Tipi di calibri:
•ripartiti (aperti): sezione mediana del prodotto laminato in corrispondenza della linea individuata dai risalti dei cilindri
•compenetranti (chiusi): sezione di laminazione tutta da una parte nei confronti della linea individuata dai punti di contatto dei risalti
GABBIE DI LAMINAZIONE

8
15
Disposizione dei cilindri più adottate:•DUO
•reversibile: usata per la sbozzaturadei lingotti e per grossi profilati
•non reversibile: poco usato•TRIO
•Introduzione del materiale da laminare nello spazio fra i cilindri inferiore e medio
•afferraggio e sollevamento del materiale che rientra nella gabbia a ritroso nello spazio fra i cilindri medio e superiore
•usata nei laminatoi sbozzatori ed in quelli per profilati
GABBIE DI LAMINAZIONE
16
• DOPPIO DUO: •composta da due "duo" montati uno di seguito all'altro con il secondo sistemato ad un'altezza superiore al primo
•percorso materiale simile a quello del trio• QUARTO:
•si compone di quattro cilindri sovrapposti•cilindri mediani:
• cilindri di lavoro (operano la laminazione)• il loro ridotto diametro rende più rapida la laminazione
•cilindri esterni: • funzione di appoggio • consentono pressioni di esercizio maggiori
•disposizione usata soprattutto nella laminazione di lamiere
GABBIE DI LAMINAZIONE
9
17
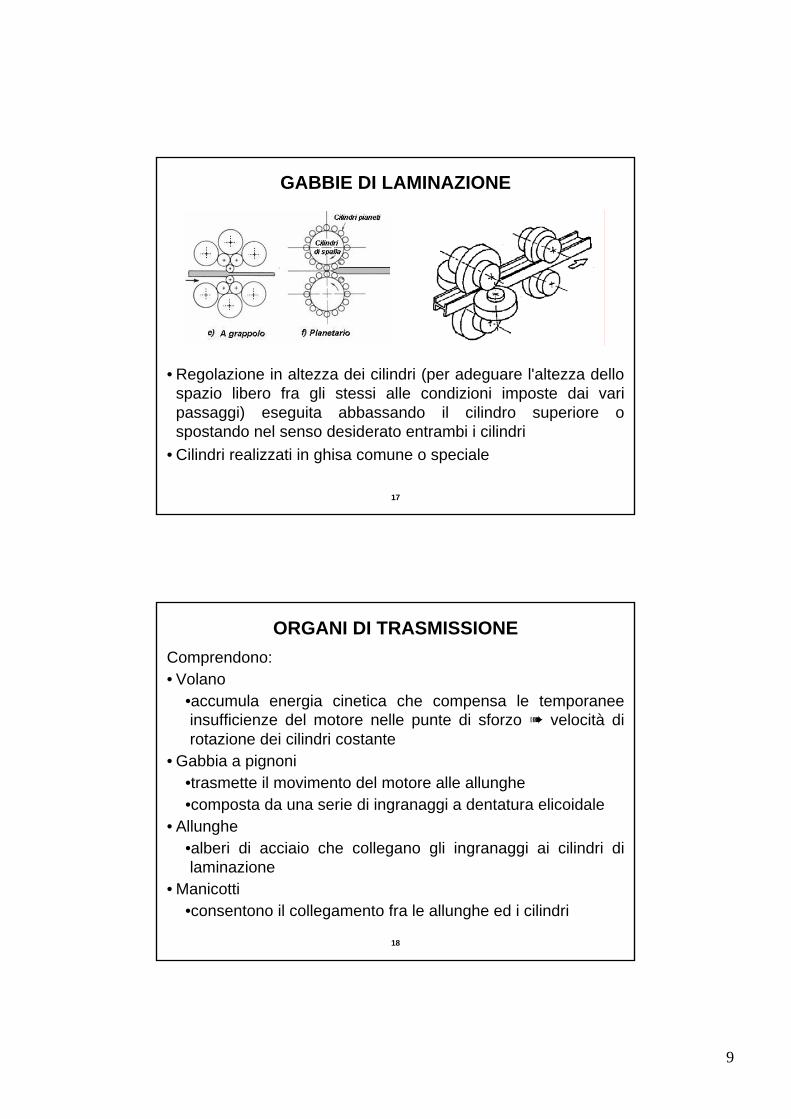
• Regolazione in altezza dei cilindri (per adeguare l'altezza dello spazio libero fra gli stessi alle condizioni imposte dai vari passaggi) eseguita abbassando il cilindro superiore o spostando nel senso desiderato entrambi i cilindri
• Cilindri realizzati in ghisa comune o speciale
GABBIE DI LAMINAZIONE
18
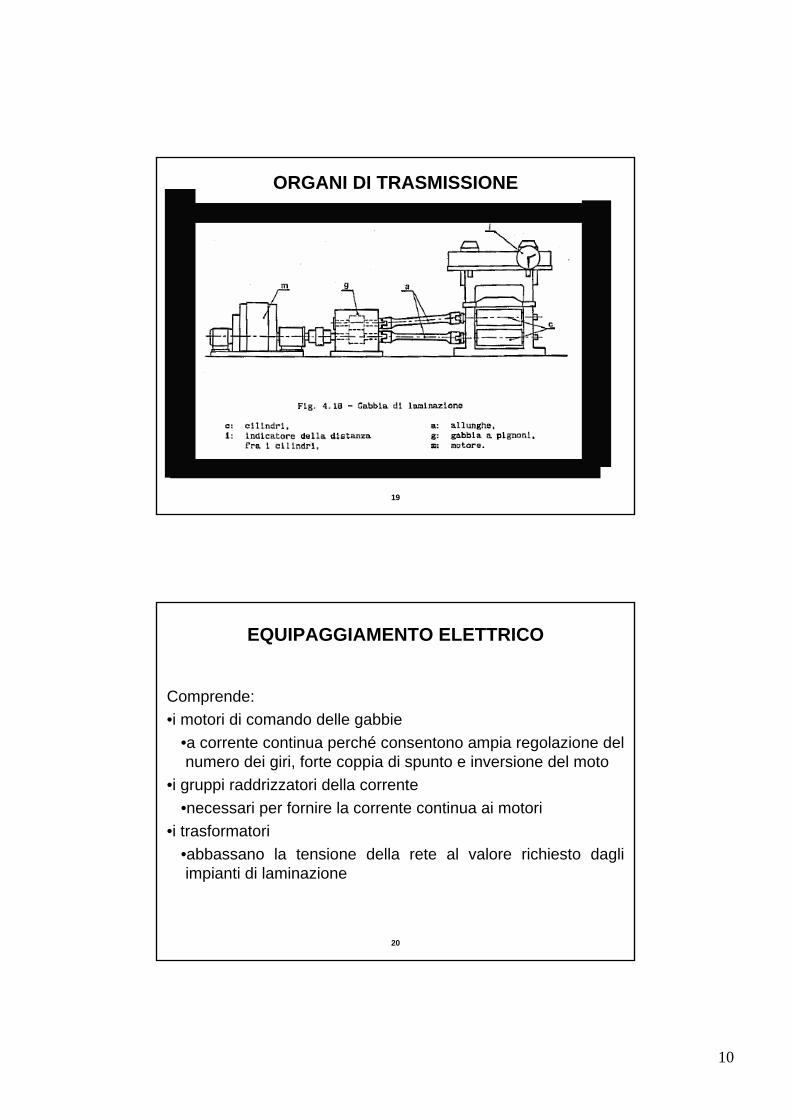
Comprendono:• Volano
•accumula energia cinetica che compensa le temporanee insufficienze del motore nelle punte di sforzo ➠ velocità di rotazione dei cilindri costante
• Gabbia a pignoni•trasmette il movimento del motore alle allunghe •composta da una serie di ingranaggi a dentatura elicoidale
• Allunghe•alberi di acciaio che collegano gli ingranaggi ai cilindri di laminazione
• Manicotti•consentono il collegamento fra le allunghe ed i cilindri
ORGANI DI TRASMISSIONE
10
19
ORGANI DI TRASMISSIONE
20
Comprende:•i motori di comando delle gabbie
•a corrente continua perché consentono ampia regolazione del numero dei giri, forte coppia di spunto e inversione del moto
•i gruppi raddrizzatori della corrente•necessari per fornire la corrente continua ai motori
•i trasformatori•abbassano la tensione della rete al valore richiesto dagli impianti di laminazione
EQUIPAGGIAMENTO ELETTRICO

11
21
• Gabbie scagliatrici•permettono di eliminare le incrostazioni di ossido che ricoprono il massello dopo il riscaldamento alla temperatura di laminazione
• Vie a rulli•costituite da una serie di rulli azionati da motori elettrici sopra i quali passano i lingotti che vengono così trasportati da una gabbia all'altra nella direzione di laminazione
• Dispositivi per la manipolazione dei lingotti•Comprendono:
• i manipolatori: spostano il lingotto lateralmente di piccole quantità, per fargli imboccare il canale desiderato
• i ribaltatori: fanno ruotare il lingotto di 90° intorno al proprio asse
DISPOSITIVI ACCESSORI
22
• i trascinatori: servono per spostamenti trasversali di entitàconsiderevole
• gli elevatori: afferrano la coda dei lingotti e la imboccano nei canali superiori delle gabbie a trio e a doppio duo
• Dispositivi per il taglio dei lamierini•necessari per tagliare i prodotti laminati alla misura voluta e per asportare sia la testa che la coda del laminato
• Placche di raffreddamento•constano di un vasto ripiano metallico che riceve i prodotti di laminazione uscenti ancora caldissimi dalle gabbie
• Dispositivo avvolgitore: •necessario per formare i rotoli (coils) nel caso in cui il prodotto sia costituito da vergella o nastro
DISPOSITIVI ACCESSORI
12
23
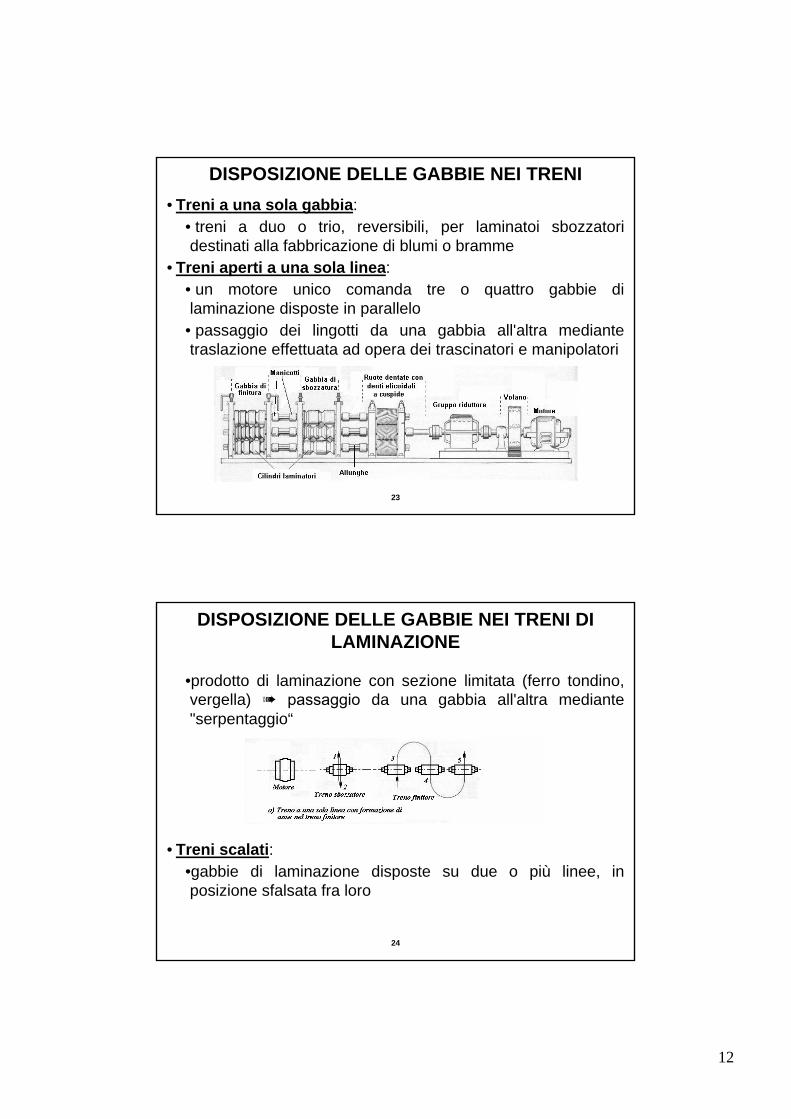
• Treni a una sola gabbia: • treni a duo o trio, reversibili, per laminatoi sbozzatori destinati alla fabbricazione di blumi o bramme
• Treni aperti a una sola linea: • un motore unico comanda tre o quattro gabbie di laminazione disposte in parallelo
• passaggio dei lingotti da una gabbia all'altra mediante traslazione effettuata ad opera dei trascinatori e manipolatori
DISPOSIZIONE DELLE GABBIE NEI TRENIDISPOSIZIONE DELLE GABBIE NEI TRENI
24
•prodotto di laminazione con sezione limitata (ferro tondino, vergella) ➠ passaggio da una gabbia all'altra mediante "serpentaggio“
• Treni scalati: •gabbie di laminazione disposte su due o più linee, in posizione sfalsata fra loro
DISPOSIZIONE DELLE GABBIE NEI TRENI DI DISPOSIZIONE DELLE GABBIE NEI TRENI DI LAMINAZIONELAMINAZIONE
13
25
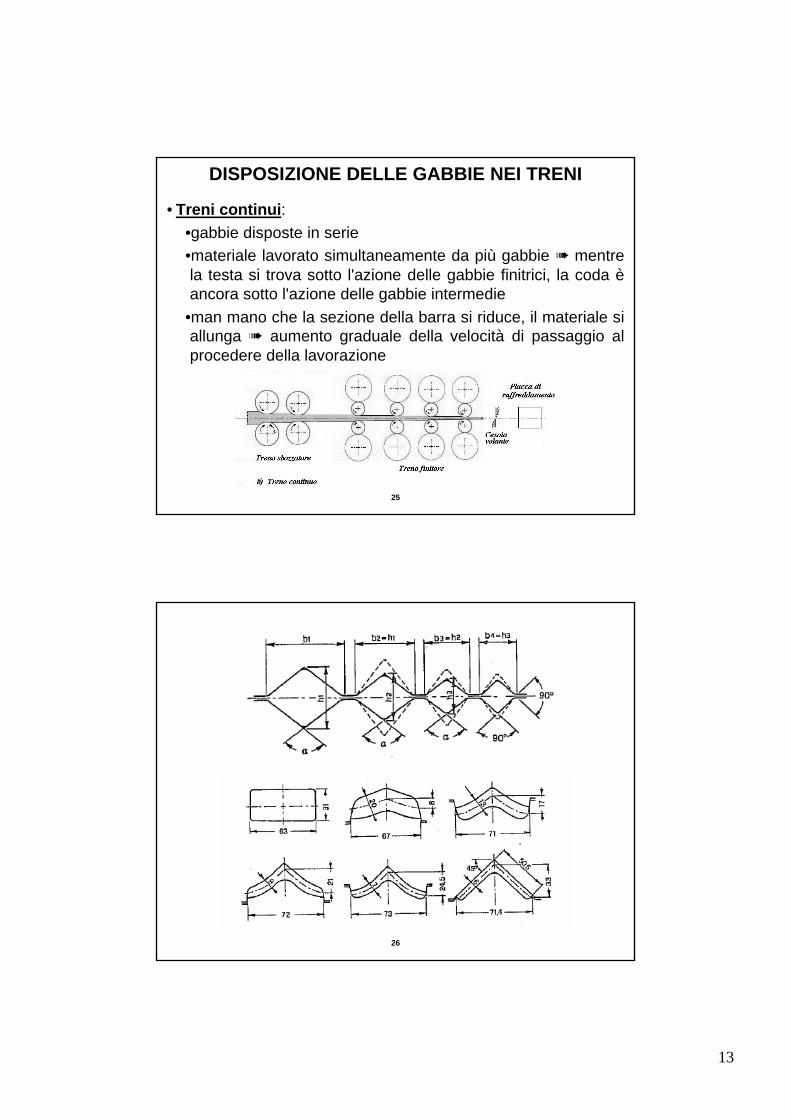
• Treni continui: •gabbie disposte in serie•materiale lavorato simultaneamente da più gabbie ➠ mentre la testa si trova sotto l'azione delle gabbie finitrici, la coda èancora sotto l'azione delle gabbie intermedie
•man mano che la sezione della barra si riduce, il materiale si allunga ➠ aumento graduale della velocità di passaggio al procedere della lavorazione
DISPOSIZIONE DELLE GABBIE NEI TRENIDISPOSIZIONE DELLE GABBIE NEI TRENI
26

14
27
• Laminazione in stato piano di deformazione• Cilindri configurati come piastre curve che deformano il
materiale per compressione facendolo fluire verso destra, nella zona di uscita del laminatoio
• Larghezza della lastra costante ➠ alla compressione corrisponde il solo allungamento nella direzione di laminazione
• Rapporto di riduzione nel passaggio tra i due cilindri:
RELAZIONI GEOMETRICHE NELLA LAMINAZIONERELAZIONI GEOMETRICHE NELLA LAMINAZIONE
0
0
0 HHH
HH f−Δ =
28
• Componenti delle forze di attrito lungo la direzione di laminazione > delle componenti nella stessa direzione della forza radiale:
• Supponendo attrito coulombiano ➠ condizione di imbocco:
CONDIZIONE DI IMBOCCO SPONTANEOCONDIZIONE DI IMBOCCO SPONTANEO
α: angolo di contattoαtgf ≥
15
29
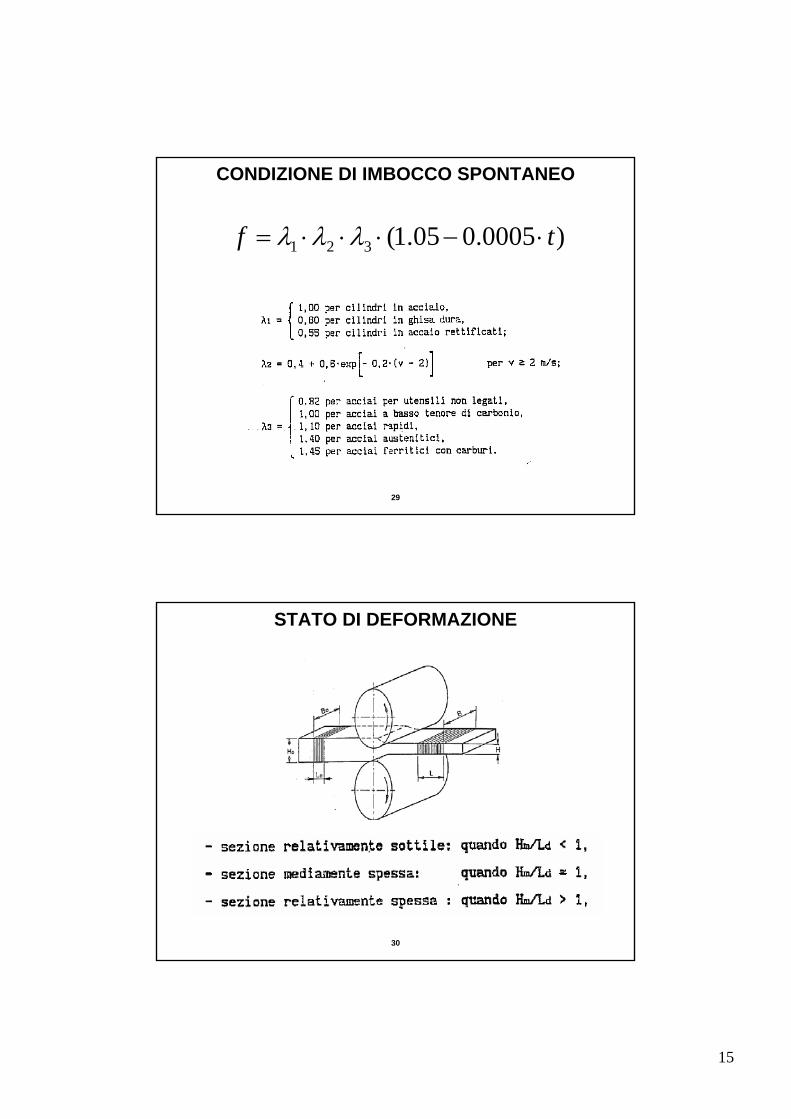
CONDIZIONE DI IMBOCCO SPONTANEOCONDIZIONE DI IMBOCCO SPONTANEO
)0005.005.1(321 tf ⋅−⋅⋅⋅= λλλ
30
STATO DI DEFORMAZIONESTATO DI DEFORMAZIONE
16
31
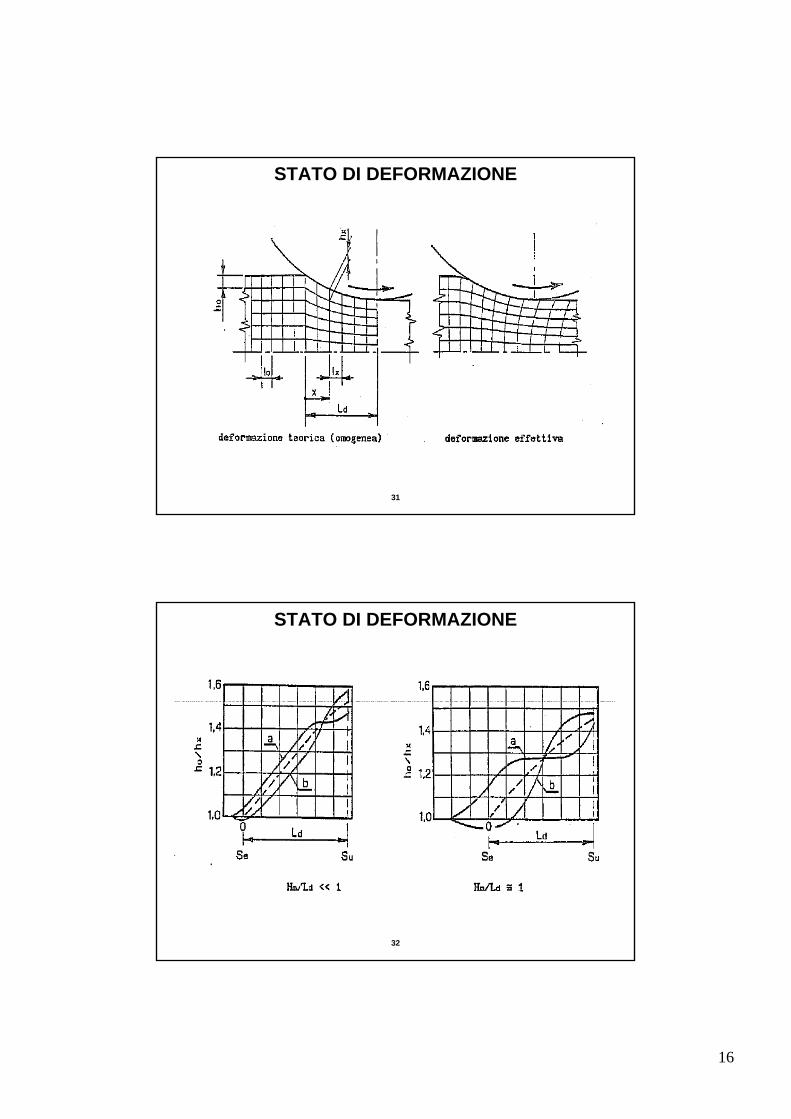
STATO DI DEFORMAZIONESTATO DI DEFORMAZIONE
32
STATO DI DEFORMAZIONESTATO DI DEFORMAZIONE

17
33
STATO DI DEFORMAZIONESTATO DI DEFORMAZIONE
• Per sezioni sottili le curve a e b differiscono di poco dalla curva tratteggiata
• Per sezioni più spesse le curve a e b sono decisamente distinte (tratto orizzontale)
• Le curve non partono dall’origine
34
STATO DI DEFORMAZIONESTATO DI DEFORMAZIONE

18
35
STATO DI DEFORMAZIONESTATO DI DEFORMAZIONE
Il fenomeno dell’aderenza in laminazione
• Aumenta al crescere di Hm/Ld• Aumenta al crescere di Hm/D• Aumenta al crescere del coefficiente d’attrito
36
• Costanza della portata di materiale in ogni sezione:
Poiché hf < h0 ➠ vf > v0
• Velocità periferica del cilindro costante ➠ ci dovrà essere uno scorrimento relativo tra materiale e cilindri
VELOCITAVELOCITA’’ DEL MATERIALE NELLA ZONA DI DEL MATERIALE NELLA ZONA DI DEFORMAZIONEDEFORMAZIONE
0 0 f fbh v bhv bh v= =
• Sn: sezione dell'arco di contatto in cui velocità del materiale e del cilindro si uguagliano (sezione neutra)

19
37
Caso con Hm/Ld < 0.6 – 0.7
VELOCITAVELOCITA’’ DEL MATERIALE NELLA ZONA DI DEL MATERIALE NELLA ZONA DI DEFORMAZIONEDEFORMAZIONE
38
Caso con Hm/Ld = 1
VELOCITAVELOCITA’’ DEL MATERIALE NELLA ZONA DI DEL MATERIALE NELLA ZONA DI DEFORMAZIONEDEFORMAZIONE

20
39
Caso con Hm/Ld > 1
VELOCITAVELOCITA’’ DEL MATERIALE NELLA ZONA DI DEL MATERIALE NELLA ZONA DI DEFORMAZIONEDEFORMAZIONE
•Il materiale fluisce anche in direzione trasversale•I vari strati di materiale si deformano in modo diverso•L’aderenza del materiale al cilindro è estesa a buona parte della lunghezza di contatto•La zona di plasticizzazionesi estende in modo marcato oltre le sezioni ideali
40
• Dipende:•dal tipo di laminatoio •dalle condizioni di laminazione
• Indicativamente:•v=3÷4 m/s per la sbozzatura•v=20÷30 m/s (72÷108 Km/h) per la finitura
• Fissata la velocità di laminazione v (m/s), si determinano le velocità angolari n (giri/min) dei cilindri di diametro D (mm):
VELOCITAVELOCITA’’ DI LAMINAZIONEDI LAMINAZIONE
Dvn
⋅⋅
=π60
21
41
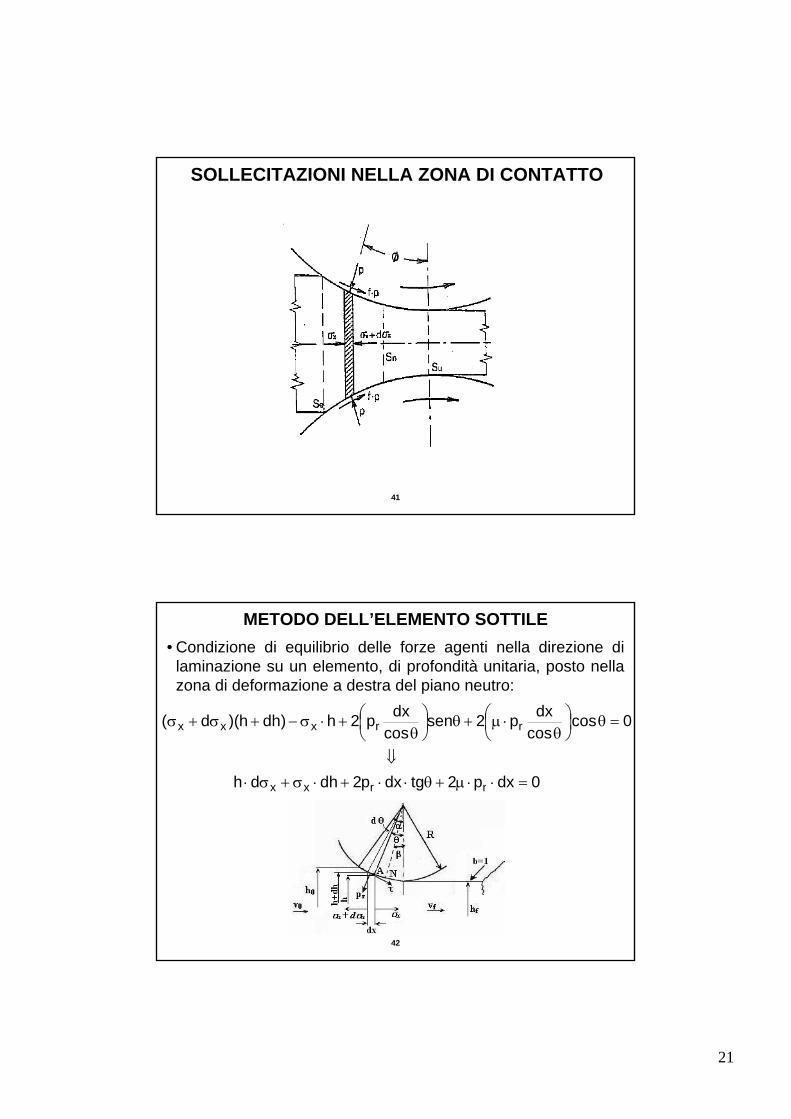
SOLLECITAZIONI NELLA ZONA DI CONTATTOSOLLECITAZIONI NELLA ZONA DI CONTATTO
42
METODO DELLMETODO DELL’’ELEMENTO SOTTILEELEMENTO SOTTILE
0dxp2tgdxp2dhdh
0coscosdxp2sen
cosdxp2h)dhh)(d(
rrxx
rrxxx
=⋅⋅μ+θ⋅⋅+⋅σ+σ⋅⇓
=θ⎟⎠⎞
⎜⎝⎛
θ⋅μ+θ⎟
⎠⎞
⎜⎝⎛
θ+⋅σ−+σ+σ
• Condizione di equilibrio delle forze agenti nella direzione di laminazione su un elemento, di profondità unitaria, posto nella zona di deformazione a destra del piano neutro:

22
43
METODO DELLMETODO DELL’’ELEMENTO SOTTILEELEMENTO SOTTILE
44
METODO DELLMETODO DELL’’ELEMENTO SOTTILEELEMENTO SOTTILE

23
45
• Area sottesa dalla curva proporzionale alla forza di laminazione
FORZE NELLA LAMINAZIONEFORZE NELLA LAMINAZIONE
•Area tratteggiata: forza per vincere l’attrito tra cilindro e pezzo•Area nella parte inferiore: forza per deformare il metallo in compressione omogenea
md PLBF ⋅⋅=
46
COEFFICIENTE DI STIRAMENTOCOEFFICIENTE DI STIRAMENTO
0/ LL=λ
SSLL // 00 ==λNon viene mantenuto costante durante i vari passaggiNella laminazione dell’acciaio λ<1.8

24
47
• Spessore del laminato maggiore della dimensione minima della gola tra i cilindri:
• causato dalle elevate forze di laminazione che provocano la flessione elastica dei cilindri tra gli appoggi
• per laminare spessori precisi occorre conoscere la caratteristica elastica del laminatoio
DIFETTI NEI PRODOTTI DI LAMINAZIONEDIFETTI NEI PRODOTTI DI LAMINAZIONE
48
• Disuniformità dello spessore del laminato (εz=0)
causata dalla flessione dei cilindri ➠ spessore non uniforme (> al centro dove f = fmax)
• materiale ai bordi, per la costanza del volume, allungato piùche al centro ➠ per la continuità bordi compressi e parte centrale tesa ➠ formazione di ondulazioni ai bordi e possibilità di formazione di cricche nella parte centrale
• soluzione al problema della flessione dei cilindri ottenuta:• con cilindri più larghi al centro• usando sedi dei cuscinetti idrauliche
che consentono la correzione per la flessione elastica
DIFETTI NEI PRODOTTI DI LAMINAZIONEDIFETTI NEI PRODOTTI DI LAMINAZIONE

25
49
• Disuniformità dello spessore del laminato (εz≠0)• tendenza all’espansione in ampiezza ostacolata dall'attrito ➠
forze di attrito maggiori al centro del laminato ➠ minore espansione della parte centrale
• per la continuità tra bordi e centro ➠ bordi sollecitati a trazione ed il centro a compressione ➠ formazione di cricche ai bordi o di una spaccatura centrale
DIFETTI NEI PRODOTTI DI LAMINAZIONEDIFETTI NEI PRODOTTI DI LAMINAZIONE
50
• Criccature ai bordi:• possono verificarsi anche per effetto della disomogeneità
lungo lo spessore specie nel caso di lamiere spesse• a seconda della intensità della deformazione si ottiene una
configurazione diversa (a o b)• stato tensionale provocato dalle deformazioni non
omogenee conduce alla formazione di cricche interne• configurazione b: maggiore dilatazione centrale ➠ superfici
esterne in trazione, interne in compressione• estensione di tale stato tensionale
anche nella direzione di laminazione ➠ rottura "a coccodrillo“del materiale
DIFETTI NEI PRODOTTI DI LAMINAZIONEDIFETTI NEI PRODOTTI DI LAMINAZIONE

26
51
• Criccature ai bordi:• nella pratica corrente criccature ai bordi evitate impiegando
cilindri verticali ai bordi che tengono diritti i bordi stessi impedendo l'accumularsi di tensioni secondarie a trazione dovute al "barreling" del bordo
• poiché la maggior parte dei laminatoi non hanno cilindri ai bordi, una semplice ma lunga procedura prevede di rimettere in squadro con le macchine utensili il bordo dopo ogni passata
• una procedura migliore è quella di equipaggiare il laminatoio con barre che impediscono l'allargamento
DIFETTI NEI PRODOTTI DI LAMINAZIONEDIFETTI NEI PRODOTTI DI LAMINAZIONE
52
• Altri difetti:• possono risultare da difetti introdotti nella fusione o nella
laminazione (porosità da ritiro ed inclusioni non metalliche, ecc.)
• in casi molto severi questi difetti riducono drasticamente la resistenza nella direzione dello spessore.
• la condizione di pulitura superficiale è molto importante poiché i laminati hanno un elevato rapporto superficie/volume e quindi deve essere controllata in ogni stadio.
• qualche problema può derivare dalla rimozione del lubrificante
DIFETTI NEI PRODOTTI DI LAMINAZIONEDIFETTI NEI PRODOTTI DI LAMINAZIONE