problems of hardness measurement
TRANSCRIPT

Problems of hardness measurement F. Petik, Chairman, IMEKO Technical Committee on Hardness Measurement, TC-5
Assistant Director, International Bureau of Legal Metrology, Paris
The paper analyses the metrological problems of hardness measurement. The activities of the IMEKO technical committee on this subject are considered.
Hardness as a property of materials is much disputed as regards its character and many experts are involved in its exact determination, among them those working in the IMEKO Technical Committee on Hardness Measurement, TC-5. It is indisputable that hardness values cannot be derived from base quantities and it is consequently not a physical quantity. But it is a very important technological characteristic, a numerical value for which is indispensable, eg, in machinery production. It should be stated, before going into a discussion of terminology, that the determination of hardness values, and the uniformity of determinations all over the world is a 'must' in up-to-date technology.
Besides hardness there are many properties of objects which are not physical quantities, for which, nevertheless their values should be determined; they should be tested or measured, this being a requirement of technology. Such properties include surface rough- ness, colour, and numerous other examples of materials testing.
Measurement or testing of hardness?
The term 'hardness', if used alone, is a concept of everyday life. It has no definition. Only by adding a further qualification, such as 'Vickers hardness', does it become a defined term.
According to the Vocabulary o f Legal Metrology (OIML, 1978), a measurement (5.1) is 'a set of experimental operations for the purpose of determining the value of a quantity'. In the Vocabulary, 'quantity (measurable) ' is defined (4.1) as 'an attribute of a phenomenon or of a body which may be distinguished qualitatively and determined quantitatively'. These two definitions could still be employed for hardness, if there was no definition for the 'value of a given quantity' (4.2), which is 'the magnitude of the quantity expressed as the product of a number and the unit of measure- ment' . Hardness values cannot be considered as the multiples of some unit. We cannot say that 60 HRC is twice as hard as 30 HRC.
For hardness values the definition 'Reference-value scale (of a quantity)' (4.5 in the Vocabulary) can be applied, according to which it is 'a set of values of a quantity determined in a prescribed manner and accepted by convention' . The term 'scale of reference of hardness' is formulated by others ( I S O - I E C - O I M L - BIPM) as a set of numbers that indicates the degree to which hardness is inherent in materials, the numbers having been assigned to the results of a prescribed comparison procedure which defines the property of hardness implicitly. Several different relative hardness scales have been defined (Brinell, Rockwell, Vickers, Shore, etc). Each of these scales orders points of
2 4
relative hardness by reference to different criteria and by a different comparative procedure. The numbers arbitrarily assigned to the points on each scale only indicate relative position within such an order. They do not quantify the property or relate it to a unit.
Values on a scale of reference characterise, beyond doubt, no 'physical quantities', but according to several opinions, we should nevertheless speak of hardness as a 'conventional quantity'. There may be ambiguities of terminology, but this is not the greatest problem in the field. For economically important practical purposes, exactly reproducible numerical values for hardness are required. In the discussion of the existing metrological level and of outstanding problems, we shall speak of 'hardness measurement ' .
The place of hardness measurement in metrology
The hardness value is the result of an experiment performed under standard conditions, and is based on a convention. The process of hardness determination comprises two steps:
(i) an experiment performed under prescribed cir- cumstances (producing the indentation), and
(ii) the determination of a characteristic dimension of the indentation (length measurement).
Hardness value H is the function of the measured length l, and of the physical quantities forming the prescribed conditions of the experiment (length values li, angle values aj, time values tk, velocity values v/force values F,n, where subscripts i, j, k, l, m = l , 2, 3 . . .).
H = f (l, li, aj, &, v,, Fm) . . . (1)
Although the hardness value H is not a physical quantity and as such it cannot be expressed in terms of SI units, all quantities appearing on the right side in Eqn (1) are physical quantities and are expressed in SI units.
The definition formulae of hardness testing methods, as fixed in standard prescriptions, are of the form
H = f (l) . . . (2)
Thus, hardness is defined as the function of a single auxiliary quantity, length. All the other variables indicated in Eqn (1) are supposed to be at nominal values. One of the aims of metrological research work in connection with hardness is the determination of the effects on the hardness values of deviations in these quantities from nominal values (inside the tolerance limits specified in standards, or exceeding them). This
Measurement Vol 1 No 1,Jan--Mar 1983

means the determination of the following functions:
~H ~H and ... (3)
ab a~j
characterising the indenter geometry,
aH OH and - - . . . (4)
atg avt
characterising the test cycle, and
aH
aFm ...(5)
characterising the inaccuracy of loading. For a better understanding of the character of the
scale of reference of hardness, some of its properties should be examined, and analogies or contrasts with scales of some physical quantities investigated.
The scale of reference of hardness is a continuous scale, like the scales of physical quantities. The measured hardness, however, cannot be increased continuously, as for example a given length or tempera- ture can be increased by arbitrarily small increments, and a suitable length or temperature measuring instru- ment can follow these changes of the measured quantity continuously. Hardness is, in turn, a property of the material resulting from a technological pro- cedure (heat treatment), which cannot be continuously increased or reduced. Even long-time recrystallisation phenomena which may cause a slow continuous change of hardness (ageing, alteration) cannot be followed by the hardness measuring equipment, because the deter- mination of hardness is not repeatable, since it causes a local destruction of the measured object, however small and, for practical purposes, negligible this des- truction may be.
For hardness measurements we take a sample of the tested surface, the individual points of which may have more or less different hardness values. This local variation causes some metrological problems in the case of standardised hardness blocks. In addition to the macro-variation of hardness value, there is a micro- variation of hardness within the relatively small area of the indentation caused by the different crystals forming the tested object. Actually the hardness value deter- mined by an indentation process is the average of hardness values of different crystallographic compo- nents comprising the 'sample' covered by the indenter.
Another characteristic of the scale of reference of hardness is that values are not additive. We can say that 2 m+3 m=5 m, but 20 HRC+30 HRC4:50 HRC. This follows from the fact that hardness value cannot be interpreted as the product of a number and of a unit.
Unification of hardness measurements
The development of the hardness testing methods generally used today in the production of machinery dates back to the first quarter of this century, the impetus being given by the requirements of industry. The ball indentation process with indentation diameter measurement of Brinell originates from 1900. The diamond cone penetration method with the practical indentation depth measurement of Rockwell has been
Petik
known since 1920, and the diamond pyramid indenta- tion method with diagonal measurement of Vickers since 1925. When these methods appeared, suitable equipment was produced for a certain time only by a single manufacturer who was able to ensure the required degree of uniformity of measurements by different testing machines. When, however, other manufacturers also started the production of hardness testing equipment working on the same principle, differences appeared between results obtained with equipment of different origins. The solution in such cases is standardisation.
First national, and later international, standards were elaborated which prescribed all the conditions of the process and equipment used for hardness deter- mination, setting tolerances for specified values. At present, International Standards or Recommendations elaborated by ISO TC 164 are already available for the generally employed hardness test methods, for the verification of testing machines, and for standardised blocks. Practical experience and technological develop- ment have resulted in a gradual refinement of tolerance values. One of the present problems of industrial hardness testing is already reflected in these standards: according to definition Eqn (2) of the testing method, the required tolerance of H determines the maximum permissible error of length measurement (differential quotient dH/dl). Tolerances specified for the measuring device of Vickers hardness testers are now at the limit of what can be technologically realised under workshop conditions (eg, possibility of estimation of +0.2 ~m, further estimation capability and maximum error speci- fied as identical values). But these values must be verified by instruments of still better metrological characteristics. Industrial hardness testers have reached the limits of actual technological possibilities.
Standards have helped greatly in ensuring a certain degree of uniformity of hardness testing. But the examinations of Meyer (1957) more than 40 years ago proved that already considerable differences of hard- ness values may arise despite following the standard specifications. This perception inspired him to design the first hardness standard equipment, on which all test parameters are controlled with closer tolerances than on industrial hardness testers. Thus the lever or hydraulic type load transmission was replaced by dead-weight loading, dial gauge reading of Rockwell indentation depth superseded by a reading microscope functioning according to the Abb6 principle, penetra- tion speed and duration controlled by appropriate devices, and indenters of high quality with exactly known parameters were employed. In the last decades hardness standard equipment of similar design has been built or put into operation in many national metro- logical institutes (Petik and Weiler, 1981). Hardness values measured on these machines constitute the National Hardness Reference Scale of the respective country. Standardised blocks calibrated on the hard- ness standard equipment are employed to check and calibrate hardness testing machines in industry. In this way, a hierarchical order of hardness testing equip- ments of different accuracies is established and the traceability of hardness values to the national standards is realised.
This method is suitable for ensuring uniformity of hardness measurements performed in different labora-
Measurement Vol 1 No 1, Jan--Mar 1983 25

Petik
tories of a single country. Numerous international comparisons of hardness standard equipment have proved that there are still considerable systematic differences between National Hardness References Scales, ie, between the measurements of different hardness standard equipment. The cause may lie in the reduced, but nevertheless inevitable, tolerance ranges of test parameters, in the differences of design of the equipment, in some unknown factors, and especially in differences of the indenters. The last mentioned factor is not only responsible for a considerable part of the systematic error , but enters into all comparison measurements as a component of random error since it has been experimentally proved (Petik, 1973) that an interaction between the hardness standard machine and the indenter exists.
Obviously differences between the national hardness scales should be eliminated as soon as possible. The only feasible way to do this is the classical solution employed for the units of several physical quantities, namely the setting up of international hardness stan- dard equipment, to which national standards can be adjusted. A similar solution has already been realised, eg the regional international hardness standard equip- ment of the CMEA countries, in the Prague Labora- tory of the Czechoslovak Metrology Institute (Petik, 1978).
Metrological examinations
The setting up of hardness standard equipment in the metrological institute of many countries demonstrates the demand of industry for unified hardness measure- ment. Standard equipment always requires metrologi- cal examinations, with the object of determining the accuracy and reproducibility of measurement. Many experimental results have been published on the effect of various factors on hardness measuring equipment. Standardised hardness blocks have also been examined from several aspects by various research workers. A bibliography containing publications from the last quarter of a century on the subjects of:
• Establishing, maintaining and comparison of hard- ness reference scales,
• Factors influencing hardness values (instrumental and personal),
• Errors at various stages of the hierarchical order of hardness measurement,
has been published jointly by IMEKO and OIML as information material (OIML-IMEKO, 1981). From among the many research results, some data on the uncertainty of hardness measurements should be quoted here. Efforts were made to find an all-inclusive value for the uncertainty of the measuring equipment. The comparison of published data is greatly hampered by differences of methods of establishing the uncer- tainty of hardness standard equipment, and by the different content of published values. Three research papers contain data on Rockwell C standard equipment (Yamamoto and Yano, 1966; Cutka, 1968; Petik, 1967). Factors influencing precision and accuracy can be divided into four groups:
Factor 1. Indenter.
Factor 2. Standard hardness testing equipment (design characteristics).
Factor 3. Metrological performance of the standard hardness testing equipment.
Factor 4. Non-uniformity of hardness of standardised blocks.
Yamamoto and Yano eliminated Factor 4 by employing the stratified sampling method. The result- ant accuracy of the Japanese standard was found to be 0 . 3 3 . . . 0 . 3 8 H R C (in the range of hardness 6 0 H R C . . . 2 0 H R C ) . These are the 99.7% confi- dence limits including Factors 1-3. Cutka gave an estimation of +0.32 HRC for the 'precision of defini- tion of the national hardness reference scale' (Factors 1 and 2), and ___0.20 HRC for the 'precision of reproduc- tion of the national hardness reference scale' (Factors 3 and 4). Petik employed the method of Latin squares to separate various influence factors, as proposed by Marriner (1961). Combining the residual variance value with an experimentally determined value repre- senting long-time variations of the standard equipment, the values of 0.15 . . . 0.27 HRC were obtained (in the range of hardness 65 HRC . . . 30 HRC), representing Factors 2 and 3. These results, reduced by calculation to apply to Factors 2 and 3 only, give, in the same order:
0.25 . . . 0.31 HRC 0.19 H RC 0.15 . . . 0.27 HRC.
In view of the fact that these values were determined on three different standard machines, employing com- pletely different experimental and calculation methods, the correspondance can be regarded as satisfactory. There is sufficient evidence of an estimate for uncer- tainty of 0 . 2 . . . 0.3 HRC. Nevertheless the necessity of employing a unified metrological evaluation method is apparent. A proposal was made (Petik, 1981), on the basis of some results discussed below.
Standard hardness measuring machines are usually equipped with a group of indenters (generally 5), the national hardness reference scale being defined as the mean of hardness values obtained by each indenter. The systematic relative differences of the indenters are de te rmined by several measuremen t series. By employing the experimental method of Latin squares, the evaluation by variance analysis allows the separa- tion of the two factors 'systematic error of the indenter' and 'non-uniformity of hardness' of the standardised block, and the residual variance is a characteristic of random uncertainty of the measuring equipment and operator. The residual variance is a function of hardness as shown in Fig 1 in the form of a regression line obtained from the evaluation of a higher number of sets of indentations arranged in the form of Latin squares on standardised HRC hardness blocks. Ran- dom uncertainty is given by the line o-, while the Six values include also the non-uniformity of hardness along the block surface. The difference is not great, though it was statistically significant in 19 cases in one co-ordinate direction, and in four cases in both co-ordinate directions among the 70 Rockwell squares included in the examination. The variance factor ' indenter ' was significant in each case, though systema- tic differences were only of the order of some tenths of an HRC-unit .
26 Measurement Vol 1 No 1 ,Jan- -Mar 1983

Petik
A somewhat different situation has been found with the 64 squares examined on Vickers blocks, where the factors examined were, in general, not significant with respect to residual variance (Fig 2, full line). The variance factor 'indenter' was significant in only seven cases, 'non-uniformity of block hardness' in only four cases. Systematic differences in measurements per- formed by different Vickers indenters were less than 6 HV at 500 HV, but this is not significant with respect to residual variance. Experiments show that in certain cases the systematic differences of the indenters form- ing the group of standard Vickers indenters can be neglected. In the case of Vickers standardising
0.3
0.2
u n :
I
÷' 0 . 1
I I I I I 20 30 40 50 60 70
HRC
Fig 1 Random uncertainties of Rockwell C standard hardness measuring equipment (with and without the uncertainty of the standardised block)
4
i 2 . . . . . . . . . .
1 I I I I I I
200 300 400 500 600 700 HV
Fig 2 Random uncertainties of Vickers standard hard- ness measuring equipment. (Similar values of the Rockwell equipment, converted into HV units, plot- ted by broken line)
measurements, the systematic personal differences of different observers are more important and the differ- ent handling of the measuring microscope by different observers deserves special examination.
When comparing Figs 1 and 2, the different slopes of the lines are apparent. One could conclude that HRC measurement is good for high hardness values, and HV for low values. This is, however, only the consequence of the definition of hardness. In Fig 3, the correlation of the HRC and HV hardness scales is shown. The lower curve shows the equivalence in HRC units of a difference of 10 HV, about 2 HRC at low hardness values, decreasing to less than 0.5 HRC at high hardness. This shows that the Vickers scale is more extended at higher hardness values than the Rockwell C scale. For the sake of comparison, the uncertainty in Fig 1 is plotted also in Fig 2 (broken line), converted into HV units by means of Fig 3. The difference between the random uncertainties for the two methods is not great in this presentation.
The possibilities and limitations of hardness testing, and of the uniformity of hardness measurements are often misunderstood. There is a tendency to think over-optimistically, omitting inherent measurement uncertainties which are propagated when there are several stages involved in tracing the measuring instru- ments back to national standard equipment. An attempt has been made (Petik, 1981) at a realistic
1.0
0.8
0.6
"r ~o 0 .4 ~6
o. 2 ~ ~ 3
I I I I I (I2 I 1 20 30 40 50 60 70
HRC
70
6O ~ ~ , ~ ~ (HV',
50 4>
i / _
i I I I I I I I 200 300 400 500 600 700 800 900
HV
Fig 3 Correlation between the HRC and HV hardness reference scales
Measurement Vol 1 No 1 ,Jan--Mar 1983
Fig 4 Estimates of random uncertainties of different elements of the hierarchy scheme of HRC hardness measurements:
o 1 Standard deviation of measurements performed by international or by national hardness-standard equip- ment within a short time interval (repeatability)
o 2 Estimate characterising long-time variations of international or national hardness-standard equip- ment
oll Random uncertainty of international or of national hardness-standard equipment," uncertainty of the Hardness Reference Scale
03 Standard deviation of hardness values measured at different points of the standardised block used for comparing hardness-standard equipment
os Standard deviation of hardness values measured at different points of the standardised block used for verifying hardness testing machines in industry
o6 Standard deviation of measurements performed by testing machines in industry (repeatability)
2 7
Petik
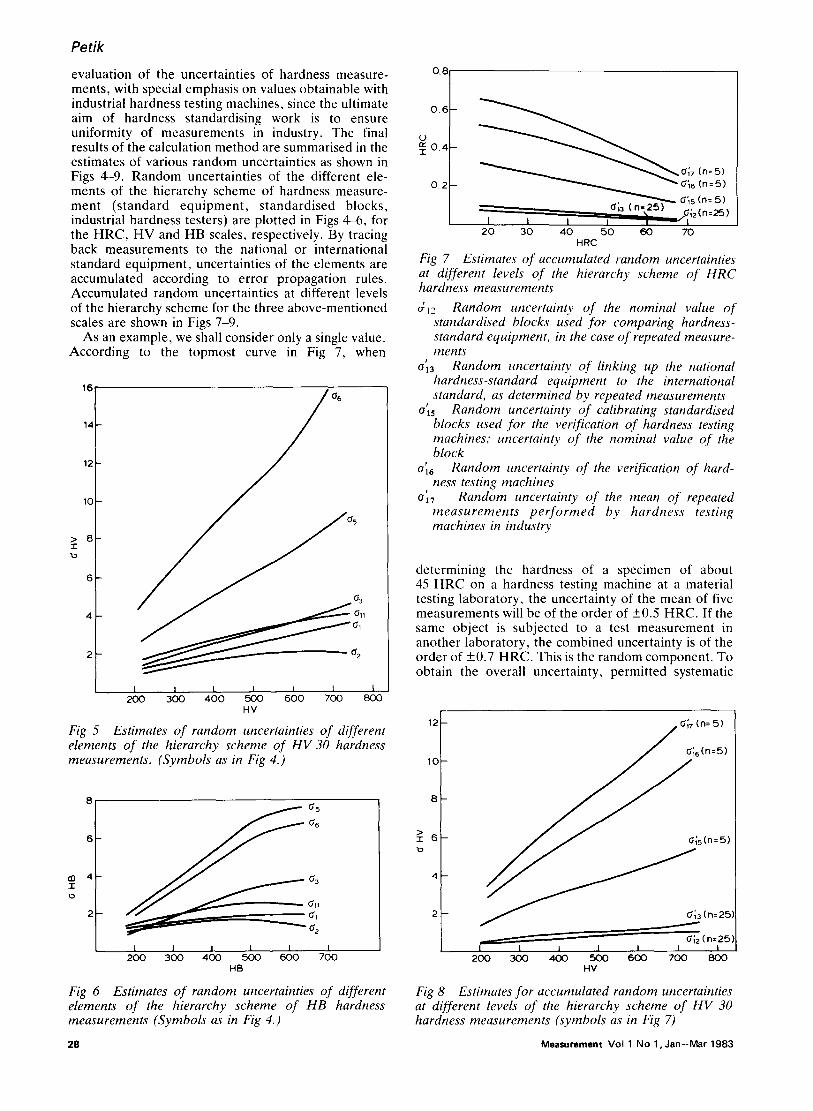
evaluation of the uncertainties of hardness measure- ments, with special emphasis on values obtainable with industrial hardness testing machines, since the ultimate aim of hardness standardising work is to ensure uniformity of measurements in industry. The final results of the calculation method are summarised in the estimates of various random uncertainties as shown in Figs 4-9. Random uncertainties of the different ele- ments of the hierarchy scheme of hardness measure- ment (standard equipment , s tandardised blocks, industrial hardness testers) are plotted in Figs 4-6, for the HRC, HV and HB scales, respectively. By tracing back measurements to the national or international standard equipment, uncertainties of the elements are accumulated according to error propagation rules. Accumulated random uncertainties at different levels of the hierarchy scheme for the three above-mentioned scales are shown in Figs 7-9.
As an example, we shall consider only a single value. According to the topmost curve in Fig 7, when
1 6 0 6
1 4
12
10
d5
> 8 I ~D
6
2 ~ 0 " 2
l I I I l I I 200 300 400 500 600 700 800
HV
Fig 5 Estimates of random uncertainties of different elements of the hierarchy scheme of HV 30 hardness measurements. (Symbols as in Fig 4.)
8
G6
6
Ull dl
o" 2
I l I I l I 200 300 400 500 600 700
HB
Fig 6 Estimates of random uncertainties of different elements of the hierarchy scheme of HB hardness measurements (Symbols as in Fig 4.)
O, El
0,6
I
d~3 ( n - - 2 5 ) I I I [
20 30 40 50 60 70 H R C
Fig 7 Estimates of accumulated random uncertainties at different levels of the hierarchy scheme of HRC hardness measurements
die Random uncertainty of the nominal value of standardised blocks used for comparing hardness- standard equipment, in the case of repeated measure- ments
0'13 Random uncertainty of linking up the national hardness-standard equipment to the international standard, as determined by repeated measurements
o'ls Random uncertainty of calibrating standardised blocks used for the verification of hardness testing machines; uncertainty of the nominal value of the block
o'16 Random uncertainty of the verification of hard- ness testing machines
o'1~ Random uncertainty of the mean of repeated measurements performed by hardness testing machines in industry
determining the hardness of a specimen of about 45 HRC on a hardness testing machine at a material testing laboratory, the uncertainty of the mean of five measurements will be of the order of ___0.5 HRC. If the same object is subjected to a test measurement in another laboratory, the combined uncertainty is of the order of _+0.7 HRC. This is the random component. To obtain the overall uncertainty, permitted systematic
8
~6
4
2
1 2 -
1 0 - ~ G;7 (n: 5 )
G;6(n=5)
'5(n=5)
I I i I I I I 200 300 400 500 600 700 800
HV
Fig 8 Estimates for accumulated random uncertainties at different levels of the hierarchy scheme of HV 30 hardness measurements (symbols as in Fig 7)
2 8 M e a s u r e m e n t V o l 1 N o 1 , J a n - - M a r 1 9 8 3

8
G;7 (n=5)
6 ~ G;6 (n=5)(n=5)
tn 4 G;5 I
2 G;3 (n= 25) ~ G;2(n=25)
I 200 300 400 500 600 700
HE, Fig 9 Estimates for accumulated random uncertainties at different levels of the hierarchy scheme of HB hardness measurements (symbols as in Fig 7)
differences should also be taken into consideration (systematic errors of hardness measuring equipment are, in general, not treated as a correction). The permitted systematic error of industrial hardness tester verification is +2 HRC, at the level of 45 HRC, with respect to the national hardness reference scale, as maintained by the standard hardness measuring equip- ment. At present, differences between individual national standard equipment up to 2 HRC can be found. By adding these values, incredible overall uncertainties may occur in unfavourable cases, even- tually causing serious disputes between trading part- ners. This example illustrates a very practical reason for perfecting the metrological characteristics of hardness testing equipment.
IMEKO TC-5 'Hardness Measurement"
For several decades an important opportunity for the exchange of information in the field of hardness testing has been provided by the Conferences of the German Federation of Engineers VDI in Bremen and Dort- mund, organised by Mr K. Meyer, Dortmund, who later founded and became the first chairman of TC-5. Papers presented at these Conferences are regularly published in the series VDI-Berichte (Nos 11, 41,100, 160, 308). This collection, totalling more than 800 pages and over 100 papers, gives a true image of the development of hardness testing in the last 25 years.
The VDI Conference 'Hardness Testing in Theory and Practice' held in 1970 at Dortmund was organised as an IMEKO Symposium; this was the first event of TC-5. Similarly the 1978 Conference in Stuttgart was organised as the 2nd IMEKO Symposium of TC-5 by its second chairman, Mr V. Lambert, Ulm, FRG. The volume VDI-Berichte No. 308 was already available during the Conference. A brief survey of papers presented gives a good cross-section of problems occupying the specialists in this field.
Concerning the practical side of hardness testing, special testing methods for hot hardness and dynamic hardness were presented. There has been progress in the automation of testing, the hardness tester becoming an element of the production line. Vickers and Brinell hardness testers with indentation depth measurement also facilitate automation of the testing process. Some
Petik
new hardness testing methods and devices were pro- posed (continuous hardness testing, new indenter shape). Micro-hardness testing and the optical equip- ment used for measuring indentations is developing continuously.New methods for the photographic evaluation of indentations were presented. The hard- ness testing of plastics has a growing significance, with some factors (eg, time, temperature) having a greater importance than in the case of testing metals.
Concerning prescriptions, verification and metro- logical research work connected with hardness testing equipment, developments were reported on standard hardness testing machines. Much attention has been paid to the examination and production of indenters and to the progressive improvement of standardised block characteristics. Results of international compari- son measurements were reported. The statistical evalu- ation of systematic errors of hardness testing equip- ment found on verification helps to assess the practical applicability of standard specifications. The number of available international, regional and national standards is increasing. Some problems were caused by the introduction of the SI unit of force, the newton. Industrial practice is helped by publishing research results on the conversion of hardness values of different reference scales.
TC-5 also organised round-table discussions at the 1976 and 1979 IMEKO Congresses in London and Moscow, respectively, and held a similar meeting at the 9th IMEKO Congress, West Berlin, in 1982.
IMEKO TC-5 'Hardness Measurement' has at pres- ent members from France, the Federal Republic of Germany, the German Democratic Republic, Hun- gary, Italy, Japan, Poland, the Soviet Union, Switzer- land and Yugoslavia. The Secretary is Dr G. Barbato, Turin.
TC-5 has just finished the collection and publication of specifications of hardness standard machines oper- ated in the national institutes of metrology of different countries (Petik and Weiler, 1981) and a bibliography of published papers on the metrology of hardness scales (OIML-IMEKO, 1981).
Among future plans, the preparation of an interna- tional convention on the establishment of international hardness reference scales is the most important. At the moment, international metrological organisations are not dealing with this problem. The preparations for the convention require organisation, research, and codify- ing activities. Perhaps the most important condition of establishing an International Hardness Reference Scale is to find a laboratory with the necessary equipment and personnel, willing to maintain the International Scale.
References
(~utka, B. 1968. Merova technika, 7, 17-26; and 1966, Feingeriitetechnik, 15, 569-575.
ISO-IEC--OIML-BIPM. International Vocabulary of Basic and General Terms in Metrology (first draft and comments, especially those of USA, France and Australia).
Marriner, R. S.1961. Microtecnic, 15, 279-288. Meyer, K. 1957. VDI-Berichte, 11, Diisseldorf, 103-
122.
Measurement Vol 1 No 1,Jan-Mar 1983 2 9

P e t i k
OIML, 1978. Vocabulary of Legal Metrology. Fun- damental terms.
OIML-IMEKO, 1981. The Metrology of Hardness Scales (Bibliography).
Petik, F. 1967. VD1-Berichte, 100, 157-159; and 1972, VDI-Berichte, 160, Dfisseldorf, 205-209.
Petik, F., 1973. Materialpriifung, 15, 239-241. Petik, F. 1978. VDI-Berichte, 308. Diisseldorf, 71-76.
Petik, F.,1981. Error Propagation and Traceability of Hardness Measurements. IMEKO.
Petik, F. and Weiler, W. 1981. Hardness Standard Machines of National Institutes for Metrology. PTB, Braunschweig, PTB-Me-32.
Yamamoto, K. and Yano, H. 1966. Report to the Meeting of WG Y-3 of OIML, Vienna.
Flomeko '83 The 3rd Conference of the I MEKO (International Measure- ment Confederation) Technical Committee on Flow Measurement (TC-9) wil l take place from 20 to 22 September 1983 in Budapest. (Earlier Conferences were held in Groningen, The Netherlands, in 1978 and in Tokyo in 1979.) The main purpose wi l l be to bring together scientists and specialists of f low measurement technology and to provide an international forum for presenting and discussing new and proved methods aimed at achieving effective results. The Preliminary Scientific Programme was selected from more than 40 abstracts received by the closing date which were submitted from 13 countries and covers the topics as listed below:
F L O W M E T E R C H A R A C T E R I S T I C S - general reviews of flowmeters including positive displacement, vortex shedding and common types
C A L I B R A T I O N F A C l L I T / E S - large water f low testing, laser velocity calibration of air f low rig and commissioning of a prover loop
TWO-PHASE F L O W - metering devices and measurements by capacitance and pressure
I N T E R C O M P A R I S O N T R A N S F E R S T A N D A R D S - tests to establish facil i ty accuracy and traceability and the use of transfer standards for liquids and gases
E L E C T R O M A G N E T I C F L O W M E T E R S - new develop- ments, application to open channel f low and installation effects
CROSS-COR R E LA TI ON M E T H O D S - signal and processor developments, velocity component and general develop- ments
U L T R A S O N I C F L O W M E T E R S - theoretical prediction and use for acceptance testing, different techniques for liquid and gas applications
T U R B I N E M E T E R S - turbine characteristics and their determination and the use of microprocessors to develop the data
P R O V E R LOOPS A N D V O L U M E M E A S U R E M E N T -
calibration and experiences with large volume measure- ment
PRESSURE D I F F E R E N C E D E V I C E S - target and orifice plate meter developments including f low studies through these devices and applications to pulsation f low measure- ments.
The Second Announcement with Registration Forms wil l be available in April. It wi l l give the detailed technical pro- gramme including technical visits to be arranged during and after the Conference on 23 September, and also a list of social events which are being arranged in connection with the Conference. Correspondence related to the Conference should be directed to the IMEKO Secretariat, H-1371 Budapest, POB 457, Hungary.
30 Measurement Vol 1 No 1, J a n - M a r 1983