press fluid pre-treatment optimisation of the integrated generation of solid fuel and biogas from...
TRANSCRIPT
Bioresource Technology 169 (2014) 537–542
Contents lists available at ScienceDirect
Bioresource Technology
journal homepage: www.elsevier .com/locate /bior tech
Press fluid pre-treatment optimisation of the integrated generation ofsolid fuel and biogas from biomass (IFBB) process approach
http://dx.doi.org/10.1016/j.biortech.2014.07.0400960-8524/� 2014 Elsevier Ltd. All rights reserved.
Abbreviations: LIHD, low input high diversity; AD, anaerobic digestion; HDSS,high density suspended solids; PC, press cake; PF, press fluid; VS, volatile solids;GHG, greenhouse gas.⇑ Corresponding author. Tel.: +44 1970 823046.
E-mail address: [email protected] (J. Corton).
John Corton a,⇑, Trisha Toop a, Jonathan Walker b, Iain S. Donnison a, Mariecia D. Fraser a
a Institute of Biological, Environmental and Rural Sciences, Aberystwyth University, Gogerddan, Aberystwyth, Ceredigion SY23 3EB, UKb AMW Arboreal Ltd., 67 Avonbrae Crescent, Hamilton, Lanarkshire ML3 7PH, UK
h i g h l i g h t s
� Some bioenergy systems generate methane by digesting press fluid feed-stocks.� Concentrating press fluids significantly increases methane yield per unit time.� Increased productivity may therefore be achieved with smaller digester sizes.� Smaller digester sizes mean lower capital costs and broader applicability.
a r t i c l e i n f o
Article history:Received 4 June 2014Received in revised form 7 July 2014Accepted 9 July 2014Available online 17 July 2014
Keywords:Anaerobic digestionBioenergyScrew pressProcess optimizationLow input high diversity
a b s t r a c t
The integrated generation of solid fuel and biogas from biomass (IFBB) system is an innovative approachto maximising energy conversion from low input high diversity (LIHD) biomass. In this system water pre-treated and ensiled LIHD biomass is pressed. The press fluid is anaerobically digested to produce methanethat is used to power the process. The fibrous fraction is densified and then sold as a combustion fuel.Two process options designed to concentrate the press fluid were assessed to ascertain their influenceon productivity in an IFBB like system: sedimentation and the omission of pre-treatment water. Byconcentrating press fluid and not adding water during processing, energy production from methanewas increased by 75% per unit time and solid fuel productivity increased by 80% per unit of fluidproduced. The additional energy requirements for pressing more biomass in order to generate equalvolumes of feedstock were accounted for in these calculations.
� 2014 Elsevier Ltd. All rights reserved.
1. Introduction
Declining fossil fuel reserves and the negative environmentalimpact associated with their use has driven research on sustain-able alternatives. The use of biomass that is derived from areas thatcould be used to grow food, for the production of these products,has received criticism (Tenenbaum, 2008). This has led to researchinto the use of lignocellulosic biomass for fossil fuel replacementbecause of the low impact on food crop productivity associatedwith its cultivation and collection. A currently underutilized andpotentially substantial biomass resource is low input high diversitybiomass (LIHD) derived from semi-natural vegetation communities
(Corton et al., 2013). Semi-natural landscapes are a conservationpriority and are in many cases losing habitat condition due to aban-donment (Uchida and Ushimaru, 2014). The process of cutting andbiomass collection removes litter, allows light to permeate throughto ground level, and disturbs the ground thereby creating newpatches for seedling recruitment and germination (Kotowski et al.,2001). Furthermore both invertebrate and avian biodiversityis known to respond positively to this type of management(Robertson et al., 2011). As a result broad benefits to ecosystemservices are maintained.
Processing semi-natural biomass to obtain energy is challengingbecause the biomass typically has a low water soluble carbohy-drate (WSC) concentration. Biomass with a comparatively highWSC concentration can be used as a feedstock for anaerobic diges-tion with minimal pre-treatment (Frigon and Guiot, 2010). Analternative processing option for LIHD biomass is the integratedgeneration of solid fuel and biogas from biomass (IFBB) procedure(Bühle et al., 2011; Heinsoo et al., 2010; Hensgen et al., 2012;

538 J. Corton et al. / Bioresource Technology 169 (2014) 537–542
Richter et al., 2009; Wachendorf et al., 2009a; Wachendorf et al.,2009b). During the IFBB process ensiled LIHD biomass is hydro-thermally pre-treated and then pressed using a screw press, withthe resultant press fluid (PF) subsequently undergoing anaerobicdigestion (AD). The methane generated from this process is usedto provide energy for the process, and the remaining fibre (presscake: PC) can be densified for use as a combustion fuel (Richteret al., 2009; Wachendorf et al., 2009a; Wachendorf et al., 2009b).The pre-treatment and pressing partially demineralizes the fibrousfraction. By partially demineralizing the PC it becomes a moreacceptable combustion fuel as emission levels are reduced andthe ash softening temperature is increased (Richter et al., 2010).Overall the IFBB approach has been found to have a better energybalance than whole-crop digestion (Bühle et al., 2011).
Two issues have emerged with regard commercial scale IFBBlike processing. One issue is the size of the AD reactors requiredthe price of which can be prohibitive. This relates primarily tothe size of the AD reactor which is a function of the volume of pro-cess water added before pressing. Another issue is around the com-paratively low predicted return on investment that a stand-aloneIFBB like system represents (Blumenstein et al., 2012). Potentialsolutions to these problems include: (a) positioning the facilitynear a pre-existing AD facility (as explored by Bühle et al., 2012);(b) pressing the silage after unwrapping and not adding water tothe pre-treatment process, thereby reducing the volume of thefeed-stock yet maintaining and concentrating the volatile solidfraction; and (c) concentrating the press fluid via sedimentationin settling tanks and digesting the concentrated fraction via AD(with or without the application of pre-treatment water), therebyreducing the volume of the substrate yet maintaining most of thevolatile solid fraction. The current study investigated options (b)and (c) in terms of the impact on demineralisation and theadditional energetic expense of pressing more silage to obtain aworking feedstock volume for AD. The overall objective was toidentify opportunities to reduce reactor size, address the energybalance and/or increase productivity and hence commercialviability. Therefore in this work reporting the methane productivityper unit of volatile solids (VS) is not the primary perspective.Instead methane production per unit volume of press fluid is thefocus. The volumetric emphasis reflects process optimisation anddevelopment research in general (Kreutz et al., 2008).
2. Methods
2.1. Harvesting and conservation of biomass
Harvesting of Juncus effusus (rush) dominant grassland tookplace on the Royal Society for the Protection of Birds’ reserve atInch Marshes, Kingussie, Scotland on 24 October 2013. An area of2.08 ha was cut as part of on-going conservation management. Alow ground compaction Softrack cut and collect flail harvester(Loglogic, Devon, UK) was used for harvesting the biomass. Thebiomass was ensiled on a nearby hard standing by creatingartificial windrows over which traditional round balers and silagewrapping equipment was employed. From a total of 37 bales twobales were randomly selected for further processing, and weretransported to the BEACON processing facility at the Institute forBiological Environmental and Rural Science (IBERS).
2.2. Silage primary processing
Both bales were initially weighed whole. Each was unwrappedand loaded into a bale shredder (Reco Ltd., Cambridgeshire, UK)and shredded for 20 min. Each shredded bale was then split in halfby weight prior to pressing through a Vincent CP10 screw press
(Vincent Corporation, Tampa, FL, USA). Triplicate silage samplesof approximately 200 g were taken from each half bale for drymatter (DM) and compositional analysis immediately prior topressing. One half of each bale was pressed with pre-treatment waterand the other half was pressed without the use of pre-treatmentwater (Fig. 1). The water pre-treated silage had water at 5 �Capplied to the silage via tubes attached to the top of the screwpress augur. In each case the PF was collected in a dairy coolermaintained at 5 �C, with the stirrer turned on to maintain ahomogenised PF. Samples of the homogenised PF were pumpedfrom the cooler into 2 � 25 l carriers, which were subsequentlystored at �20 �C. The PCs produced were randomly sampled forfurther DM, ash and mineral analysis.
2.3. Concentration of press fluids/substrate preparation
Once thoroughly defrosted the PF was again homogenised byshaking the containers. They were then allowed to settle overnight.In order to create a homogenised PF and a concentrated PF one ofthe two 25 l containers for each batch was again homogenised byagitating the containers by hand.
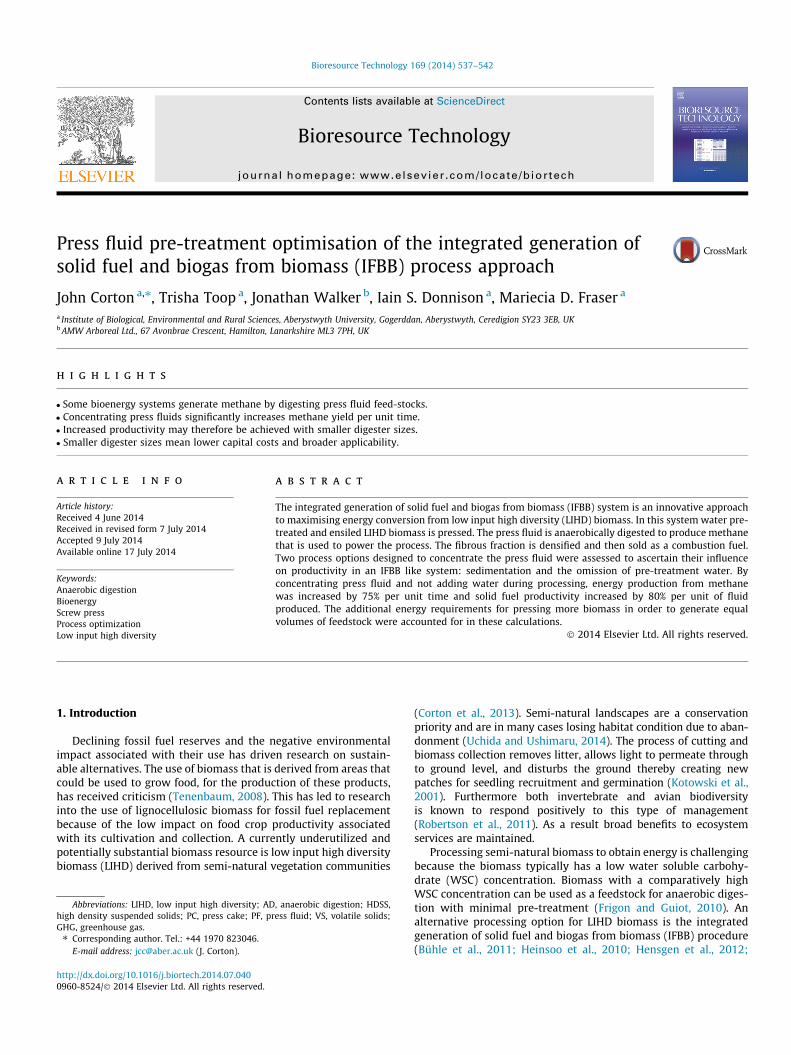
A centrifugal pump with rubber tubing was used to extract thesettled fluid concentrate (having undergone sedimentation over a12 h period) fraction into 5 l glass containers. The fluid concentratewas defined as a visible layer that had settled at the bottom of the25 l container when left for a 12 h settling period. This wasdesignated as the high density suspended solids (HDSS) fraction.The HDSS fraction was extracted and then mixed before triplicatesubsamples were taken for anaerobic digestion trials andvolatile solids composition determination. The batch designatedas un-concentrated was homogenised again by agitation by hand(re-suspending the sediments) and then the fluid was pumpedfrom the centre of the 25 l container into 5 l glass containers.Triplicate sub-sampling from the 5 l container took place and thosesamples were subjected to AD. Subsamples were taken for volatilesolid determination. Triplicate water blanks were used as controls.Fig. 1 summarises the overall experimental design.
A digestate inoculum was used in the current study. Thedigestate was collected from a municipal sewage works anaerobicdigester at Aberystwyth, UK. The digestate was left to de-gas atapproximately 18 �C under a laboratory fume cupboard with thelids sealed and gas collection bags attached to maintain anaerobicconditions. Degassing took place over 6 d.
2.4. Compositional analysis of the silage and press cake
The total ash concentration of the silage and PC samples wasdetermined by weighing the sample before and after incinerationin a muffle furnace at 550 �C for 5 h. It was the componentremaining after the combustible material had been burned off.
The mineral analysis of the silage and PC samples wasconducted at MEDAC (MEDAC Ltd., Surrey, UK). The laboratory isaccredited to BS EN ISO9001:2008. A FlashEA� 1112 ElementalAnalyzer was used for the ultimate analysis. All the tests wereduplicated and means were calculated.
2.5. Press fluid volatile solid determination
Total solid (TS) and volatile solid (VS) percentages werecalculated for all press fluid samples plus the inoculum followingthe method of Sluiter et al. (2008). Triplicate samples of substratewere placed into an oven and dried at 105 �C until a constantweight was established. The crucible and samples were thenplaced in an oven at 550 �C until a constant weight had beenachieved. The weight loss between the total solids derivation at105 �C and the loss achieved at 550 �C was designated as the
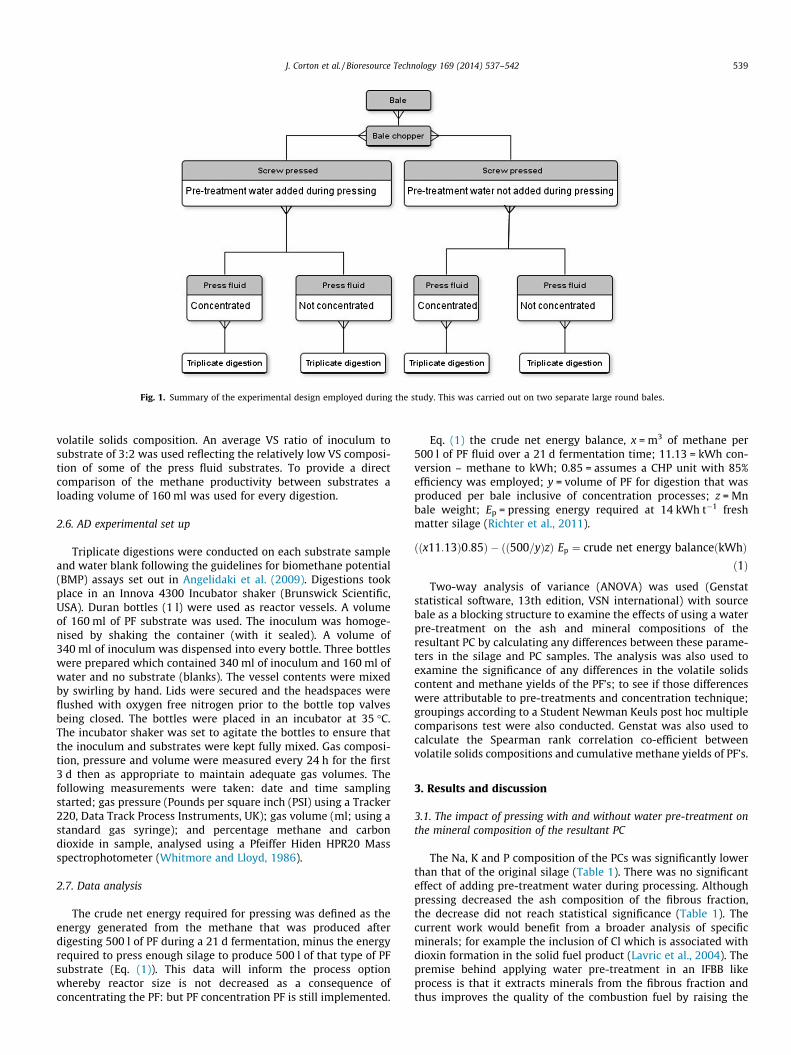
Fig. 1. Summary of the experimental design employed during the study. This was carried out on two separate large round bales.
J. Corton et al. / Bioresource Technology 169 (2014) 537–542 539
volatile solids composition. An average VS ratio of inoculum tosubstrate of 3:2 was used reflecting the relatively low VS composi-tion of some of the press fluid substrates. To provide a directcomparison of the methane productivity between substrates aloading volume of 160 ml was used for every digestion.
2.6. AD experimental set up
Triplicate digestions were conducted on each substrate sampleand water blank following the guidelines for biomethane potential(BMP) assays set out in Angelidaki et al. (2009). Digestions tookplace in an Innova 4300 Incubator shaker (Brunswick Scientific,USA). Duran bottles (1 l) were used as reactor vessels. A volumeof 160 ml of PF substrate was used. The inoculum was homoge-nised by shaking the container (with it sealed). A volume of340 ml of inoculum was dispensed into every bottle. Three bottleswere prepared which contained 340 ml of inoculum and 160 ml ofwater and no substrate (blanks). The vessel contents were mixedby swirling by hand. Lids were secured and the headspaces wereflushed with oxygen free nitrogen prior to the bottle top valvesbeing closed. The bottles were placed in an incubator at 35 �C.The incubator shaker was set to agitate the bottles to ensure thatthe inoculum and substrates were kept fully mixed. Gas composi-tion, pressure and volume were measured every 24 h for the first3 d then as appropriate to maintain adequate gas volumes. Thefollowing measurements were taken: date and time samplingstarted; gas pressure (Pounds per square inch (PSI) using a Tracker220, Data Track Process Instruments, UK); gas volume (ml; using astandard gas syringe); and percentage methane and carbondioxide in sample, analysed using a Pfeiffer Hiden HPR20 Massspectrophotometer (Whitmore and Lloyd, 1986).
2.7. Data analysis
The crude net energy required for pressing was defined as theenergy generated from the methane that was produced afterdigesting 500 l of PF during a 21 d fermentation, minus the energyrequired to press enough silage to produce 500 l of that type of PFsubstrate (Eq. (1)). This data will inform the process optionwhereby reactor size is not decreased as a consequence ofconcentrating the PF: but PF concentration PF is still implemented.
Eq. (1) the crude net energy balance, x = m3 of methane per500 l of PF fluid over a 21 d fermentation time; 11.13 = kWh con-version – methane to kWh; 0.85 = assumes a CHP unit with 85%efficiency was employed; y = volume of PF for digestion that wasproduced per bale inclusive of concentration processes; z = Mnbale weight; Ep = pressing energy required at 14 kWh t�1 freshmatter silage (Richter et al., 2011).
ððx11:13Þ0:85Þ � ðð500=yÞzÞ Ep ¼ crude net energy balanceðkWhÞð1Þ
Two-way analysis of variance (ANOVA) was used (Genstatstatistical software, 13th edition, VSN international) with sourcebale as a blocking structure to examine the effects of using a waterpre-treatment on the ash and mineral compositions of theresultant PC by calculating any differences between these parame-ters in the silage and PC samples. The analysis was also used toexamine the significance of any differences in the volatile solidscontent and methane yields of the PF’s; to see if those differenceswere attributable to pre-treatments and concentration technique;groupings according to a Student Newman Keuls post hoc multiplecomparisons test were also conducted. Genstat was also used tocalculate the Spearman rank correlation co-efficient betweenvolatile solids compositions and cumulative methane yields of PF’s.
3. Results and discussion
3.1. The impact of pressing with and without water pre-treatment onthe mineral composition of the resultant PC
The Na, K and P composition of the PCs was significantly lowerthan that of the original silage (Table 1). There was no significanteffect of adding pre-treatment water during processing. Althoughpressing decreased the ash composition of the fibrous fraction,the decrease did not reach statistical significance (Table 1). Thecurrent work would benefit from a broader analysis of specificminerals; for example the inclusion of Cl which is associated withdioxin formation in the solid fuel product (Lavric et al., 2004). Thepremise behind applying water pre-treatment in an IFBB likeprocess is that it extracts minerals from the fibrous fraction andthus improves the quality of the combustion fuel by raising the
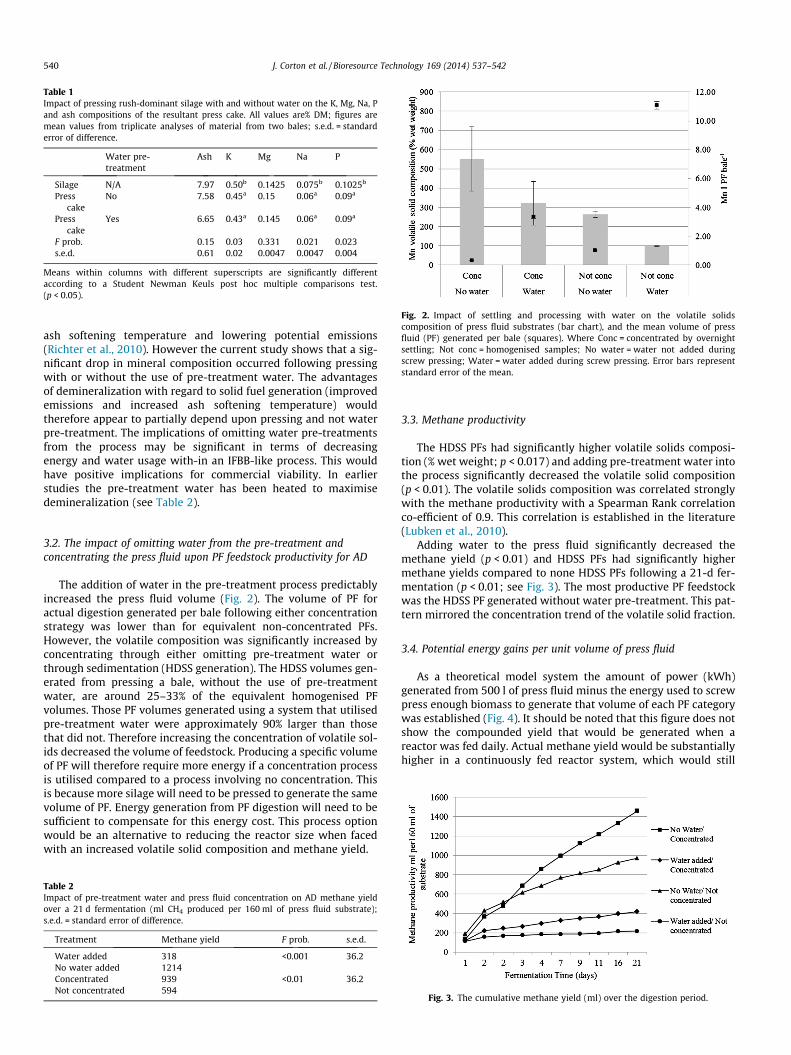
Table 1Impact of pressing rush-dominant silage with and without water on the K, Mg, Na, Pand ash compositions of the resultant press cake. All values are% DM; figures aremean values from triplicate analyses of material from two bales; s.e.d. = standarderror of difference.
Water pre-treatment
Ash K Mg Na P
Silage N/A 7.97 0.50b 0.1425 0.075b 0.1025b
Presscake
No 7.58 0.45a 0.15 0.06a 0.09a
Presscake
Yes 6.65 0.43a 0.145 0.06a 0.09a
F prob. 0.15 0.03 0.331 0.021 0.023s.e.d. 0.61 0.02 0.0047 0.0047 0.004
Means within columns with different superscripts are significantly differentaccording to a Student Newman Keuls post hoc multiple comparisons test.(p < 0.05).
Fig. 2. Impact of settling and processing with water on the volatile solidscomposition of press fluid substrates (bar chart), and the mean volume of pressfluid (PF) generated per bale (squares). Where Conc = concentrated by overnightsettling; Not conc = homogenised samples; No water = water not added duringscrew pressing; Water = water added during screw pressing. Error bars representstandard error of the mean.
540 J. Corton et al. / Bioresource Technology 169 (2014) 537–542
ash softening temperature and lowering potential emissions(Richter et al., 2010). However the current study shows that a sig-nificant drop in mineral composition occurred following pressingwith or without the use of pre-treatment water. The advantagesof demineralization with regard to solid fuel generation (improvedemissions and increased ash softening temperature) wouldtherefore appear to partially depend upon pressing and not waterpre-treatment. The implications of omitting water pre-treatmentsfrom the process may be significant in terms of decreasingenergy and water usage with-in an IFBB-like process. This wouldhave positive implications for commercial viability. In earlierstudies the pre-treatment water has been heated to maximisedemineralization (see Table 2).
3.2. The impact of omitting water from the pre-treatment andconcentrating the press fluid upon PF feedstock productivity for AD
The addition of water in the pre-treatment process predictablyincreased the press fluid volume (Fig. 2). The volume of PF foractual digestion generated per bale following either concentrationstrategy was lower than for equivalent non-concentrated PFs.However, the volatile composition was significantly increased byconcentrating through either omitting pre-treatment water orthrough sedimentation (HDSS generation). The HDSS volumes gen-erated from pressing a bale, without the use of pre-treatmentwater, are around 25–33% of the equivalent homogenised PFvolumes. Those PF volumes generated using a system that utilisedpre-treatment water were approximately 90% larger than thosethat did not. Therefore increasing the concentration of volatile sol-ids decreased the volume of feedstock. Producing a specific volumeof PF will therefore require more energy if a concentration processis utilised compared to a process involving no concentration. Thisis because more silage will need to be pressed to generate the samevolume of PF. Energy generation from PF digestion will need to besufficient to compensate for this energy cost. This process optionwould be an alternative to reducing the reactor size when facedwith an increased volatile solid composition and methane yield.
Table 2Impact of pre-treatment water and press fluid concentration on AD methane yieldover a 21 d fermentation (ml CH4 produced per 160 ml of press fluid substrate);s.e.d. = standard error of difference.
Treatment Methane yield F prob. s.e.d.
Water added 318 <0.001 36.2No water added 1214Concentrated 939 <0.01 36.2Not concentrated 594
3.3. Methane productivity
The HDSS PFs had significantly higher volatile solids composi-tion (% wet weight; p < 0.017) and adding pre-treatment water intothe process significantly decreased the volatile solid composition(p < 0.01). The volatile solids composition was correlated stronglywith the methane productivity with a Spearman Rank correlationco-efficient of 0.9. This correlation is established in the literature(Lubken et al., 2010).
Adding water to the press fluid significantly decreased themethane yield (p < 0.01) and HDSS PFs had significantly highermethane yields compared to none HDSS PFs following a 21-d fer-mentation (p < 0.01; see Fig. 3). The most productive PF feedstockwas the HDSS PF generated without water pre-treatment. This pat-tern mirrored the concentration trend of the volatile solid fraction.
3.4. Potential energy gains per unit volume of press fluid
As a theoretical model system the amount of power (kWh)generated from 500 l of press fluid minus the energy used to screwpress enough biomass to generate that volume of each PF categorywas established (Fig. 4). It should be noted that this figure does notshow the compounded yield that would be generated when areactor was fed daily. Actual methane yield would be substantiallyhigher in a continuously fed reactor system, which would still
Fig. 3. The cumulative methane yield (ml) over the digestion period.

Fig. 4. The impact of different pre-treatment processes upon power generation andpress cake (PC) generation. The data is based on a 21 d digestion of 500 l of pressfluid (with an 85% efficient combined heat and power unit). The energy used duringthe pressing required to obtain 500 l has been subtracted from the power generatedby the methane produced: CONC = concentrated by settling; NOT CONC = homog-enised fluid; NO WATER = no water added during pressing; WM = wet matter. Errorbars represent standard error of the mean (not shown for press cake weight as thebale means were already established). Energy requirements for pressing are14 kWh t�1 FM silage (Buhle, 2008; cited in Richter et al., 2011).
J. Corton et al. / Bioresource Technology 169 (2014) 537–542 541
reflect the different levels of productivity associated with each PFfeedstock.
With the energetic costs of pressing accounted for, the HDSSfeed-stock made from pressing with water was not productiveenough to counteract the energetic costs of pressing. This wasdue to a combination of two factors: (1) low volumes of HDSS PFwere generated per bale pressed, therefore more bales per 500 lhad to be pressed, incorporating the associated energetic costs;and (2) the methane yield per unit volume of that press fluidwas low due to dilution of the VS contents by pre-treatment water(despite sedimentation). This PF generation method may still beuseful if a reduction in reactor size is required due to spatial ormonetary constraints and using pre-treatment water is desirable.The two process options whereby no pre-treatment water wasadded (concentrated for HDSS generation or not) both producedenough methane to counteract the energetic expense of additionalpressing and still produced a residual methane yield that washigher than water pre-treated PF digestions. One advantage topressing more silage is the production of more PC which is theprimary product for market in current IFBB like systems. Also itis worth noting that the aforementioned energetic considerationsare valid when the option of reducing the reactor size is not takenand the same reactor size as required for a ‘with water process’ isutilised with a concentrated PF.
In terms of processing options the un-concentrated PF digestionwhere no water pre-treatment water was added represents apotentially favourable option. This is because processing energyand expense is avoided: (1) no water pre-treatment system (withassociated pumps and sprinkler systems) is required, and (2) thereis no requirement to dispose of or recycle water for pre-treatment(handling the clear supernatant remaining following sedimenta-tion to generate HDSS). However, the disadvantage to this systemcompared to one employing a HDSS PF with no pre-treatmentwater is that less PC is generated for combustion fuel productionfollowing densification. The balance between these two processoptions may depend upon the ease with which large volumes ofwater (the clear fraction remaining following sedimentation) couldbe either utilised in other ways or disposed of. It may also be thatfurther optimisation at scale would result in a hybrid systemwhereby water management is minimised through reduced waterpre-treatment input (a lower water flow rate during pressing) orby swapping between with and without water pre-treatments.
A consequence of a concentrated PF system (through eithermeans) would be a more concentrated digestate. Potentially thismay provide a higher value fertiliser than a more dilute digestate.Furthermore sedimentation tanks could be employed to concen-trate the digestate further if a more concentrated fertilizer isrequired. This option could potentially increase the value of thisby-product from an IFBB like system.
The PC fraction within this system is the primary productstream for commercial exploitation and would be further pro-cessed for solid fuel production. A system whereby PF productioninvolved no sedimentation and where pre-treatment water wasadded produced around 20% of the PC (per unit volume of PFgenerated) that was produced in a system whereby PF was concen-trated by sedimentation and no pre-treatment water was added(per 500 l of feedstock produced). By concentrating PF and notadding water during processing, productivity of the solid fuelfraction could potentially be increased by approximately 80% perunit of volume PF generated. In addition the methane productivitycould be increased by approximately 75% per unit time. Theseestimates take into account the additional energy required forpressing in order to generate equal volumes of PF.
Another way to exploit volatile solids concentration (either byHDSS generation or omitting pre-treatment water) is to lowerthe AD reactor size. This option would increase accessibility toIFBB-like systems by decreasing capital costs and spatial require-ments. In such a system sedimentation for HDSS generation couldbe implemented using a water pre-treated silage. This processoption would be useful where water washing to ensure maximumdemineralization occurred was required and a small and low costsolution was required (for smaller on-farm sites). Thus many ofthese process options could make IFBB-like systems more commer-cially viable and accessible to a wider range of potential users ben-efitting rural economies, supporting biodiversity and reducingGHG emissions.
4. Conclusion
This work shows that significant increases in the methaneproductivity per unit time and solid fuel production rates pervolumetric unit of PF feedstock generated are achievable if anIFBB-like process is coupled to a volatile solids concentrationsystem. This creates two processing options: reduce reactor sizeor create more PF. Additional energy use through pressing togenerate PF is compensated for by additional energy generatedthrough increased methane productivity. The omission ofpre-treatment water usage would impact positively upon thecapital and processing costs respectively whilst having aninsignificant impact upon fibre demineralization at low waterpre-treatment temperatures.
Acknowledgements
The project was funded by the UK Department of Energy andClimate Change through the Wetland Biomass to Bioenergy Inno-vation Competition. Many thanks to Paul Wynne Jones, LaurenceJones, Joseph Nunn and David Thomas at the Beacon facility, IBERS,Aberystwyth University.
References
Angelidaki, I., Alves, M., Bolzonella, D., Borzacconi, L., Campos, J.L., Guwy, A.J.,Kalyuzhnyi, S., Jenicek, P., van Lier, J.B., 2009. Defining the biomethane potential(BMP) of solid organic wastes and energy crops: a proposed protocol for batchassays. Water Sci. Technol. 59, 927–934.
Blumenstein, B., Buhle, L., Wachendorf, M., Moller, D., 2012. Economic assessmentof the integrated generation of solid fuel and biogas from biomass (IFBB) in

542 J. Corton et al. / Bioresource Technology 169 (2014) 537–542
comparison to different energy recovery, animal-based and non-refiningmanagement systems. Bioresour. Technol. 119, 312–323.
Bühle, L., Hensgen, F., Donnison, I., Heinsoo, K., Wachendorf, M., 2012. Life cycleassessment of the integrated generation of solid fuel and biogas from biomass(IFBB) in comparison to different energy recovery, animal-based and non-refining management systems. Bioresour. Technol. 111, 230–239.
Bühle, L., Stülpnagel, R., Wachendorf, M., 2011. Comparative life cycle assessment ofthe integrated generation of solid fuel and biogas from biomass (IFBB) andwhole crop digestion (WCD) in Germany. Biomass Bioenergy 35, 363–373.
Corton, J., Buhle, L., Wachendorf, M., Donnison, I.S., Fraser, M.D., 2013. Bioenergy asa biodiversity management tool and the potential of a mixed species feedstockfor bioenergy production in Wales. Bioresour. Technol. 129, 142–149.
Frigon, J.C., Guiot, S.R., 2010. Biomethane production from starch and lignocellulosiccrops: a comparative review. Biofuels Bioprod. Biorefin. 4, 447–458.
Heinsoo, K., Melts, I., Sammul, M., Holm, B., 2010. The potential of Estonian semi-natural grasslands for bioenergy production. Agric. Ecosyst. Environ. 137, 86–92.
Hensgen, F., Buhle, L., Donnison, I., Frasier, M., Vale, J., Corton, J., Heinsoo, K., Melts,I., Wachendorf, M., 2012. Mineral concentrations in solid fuels from Europeansemi-natural grasslands after hydrothermal conditioning and subsequentmechanical dehydration. Bioresour. Technol. 118, 332–342.
Kotowski, W., van Andel, J., van Diggelen, R., Hogendorf, J., 2001. Responses of fenplant species to groundwater level and light intensity. Plant Ecol. 155, 147–156.
Kreutz, T.G., Larson, E.D., Liu, G., Williams, R.H., 2008. Fischer-Tropsch fuels fromcoal and biomass Proceedings of the 25th International Pittsburgh CoalConference, Pittsburgh, PA..
Lavric, E.D., Konnov, A.A., Ruyck, J.D., 2004. Dioxin levels in wood combustion—areview. Biomass Bioenergy 26, 115–145.
Lubken, M., Gehring, T., Wichern, M., 2010. Microbiological fermentation oflignocellulosic biomass: current state and prospects of mathematicalmodeling. Appl. Microbiol. Biotechnol. 85, 1643–1652.
Richter, F., Fricke, T., Wachendorf, M., 2010. Utilization of semi-natural grasslandthrough integrated generation of solid fuel and biogas from biomass. III. Effects ofhydrothermal conditioning and mechanical dehydration on solid fuel propertiesand on energy and greenhouse gas balances. Grass Forage Sci. 65, 185–199.
Richter, F., Fricke, T., Wachendorf, M., 2011. Influence of sward maturity and pre-conditioning temperature on the energy production from grass silage throughthe integrated generation of solid fuel and biogas from biomass (IFBB): 2.Properties of energy carriers and energy yield. Bioresour. Technol. 102, 4866–4875.
Richter, F., Graß, R., Fricke, T., Zerr, W., Wachendorf, M., 2009. Utilization of semi-natural grassland through integrated generation of solid fuel and biogas frombiomass. II. Effects of hydrothermal conditioning and mechanical dehydrationon anaerobic digestion of press fluids. Grass Forage Sci. 64, 354–363.
Robertson, B.A., Doran, P.J., Loomis, L.R., Robertson, J.R., Schemske, D.W., 2011.Perennial biomass feedstocks enhance avian diversity. GCB Bioenerg. 3, 235–246.
Sluiter, A., Hames, B., Hyman, D., Payne, C., Ruiz, R., Scarlata, C., Sluiter, J.,Templeton, D., Wolfe, J., 2008. Determination of Total Solids in Biomass andTotal Dissolved Solids in Liquid Process Samples. National Renewable EnergyLaboratory, Golden, Colorado.
Tenenbaum, D.J., 2008. Food vs. fuel: diversion of crops could cause more hunger.Environ. Health Perspect. 116, A254.
Uchida, K., Ushimaru, A., 2014. Biodiversity declines due to abandonment andintensification of agricultural lands: patterns and mechanisms. EcologicalMonographs..
Wachendorf, M., Richter, F., Fricke, T., Graß, R., Neff, R., 2009a. Utilization of semi-natural grassland through integrated generation of solid fuel and biogas frombiomass. I. Effects of hydrothermal conditioning and mechanical dehydrationon mass flows of organic and mineral plant compounds, and nutrient balances.Grass Forage Sci. 64, 132–143.
Wachendorf, M., Richter, F., Fricke, T., Gray, R., Neff, R., 2009b. Utilization of seminatural grassland through integrated generation of solid fuel and biogas frombiomass. I. Effects of hydrothermal conditioning and mechanical dehydrationon mass flows of organic and mineral plant compounds, and nutrient balances.Grass Forage Sci. 64, 132–143.
Whitmore, T.N., Lloyd, D., 1986. Mass spectrometric control of the thermophilicanaerobic digestion process based on levels of dissolved hydrogen. Biotechnol.Lett. 8, 203–208.