president titanium co., inc.presidenttitanium.com/downloads/pt_catalog.pdf · president titanium...
TRANSCRIPT



PRESIDENT TITANIUM CO., INC.
243 FRANKLIN ST. PHN: (781) 294-0000
RT. 27 ~ P.O. BOX 36 FAX: (781) 293-3753
HANSON, MA. 02341 TOLL: 800-225-0304
www.presidenttitanium.com
COMPANY DESCRIPTION
~ President Titanium has the largest inventory of domestic 6AL/4V, 6AL/4V ELI, and CP-Grade 4 titanium
bar, billet, sheet, and plate in the country.
~ We have been serving the aerospace, military, and medical industries since 1973.
~ Most orders shipped within 1-2 days… Call for our free booklet.
~ Our Quality System is ISO 9001:2000 certified and registered by NSF-ISR.
~ President Titanium is an approved supplier to: Pratt & Whitney (LCS), Boeing, General Electric, Rolls-Royce,
BAE Systems, Spirit AeroSystems (Europe) Ltd., Goodrich, DePuy, & more...
Year Established: 1973 Employees: 25 Trade Organization: ITA
Parent Company: None Company Subsidiary: None Holding Company: None
COMPANY OFFICERS
Joseph E. MacLeod President/CEO/Owner Ext. 106
Joseph A. “Mac” MacLeod V.P./General & Sales Manager Ext. 105
Shawn MacLeod V.P./Operations & Purchasing Manager Ext. 107
SALES & PURCHASING REPRESENTITIVES
Frederick Travers Sales & Purchasing Ext. 103
John McDonough Sales & Purchasing Ext. 104
Harold McLeod Sales & Purchasing Ext. 102
John “JR” Neenan Sales & Purchasing Ext. 122
Edward Quintal Sales & Purchasing Ext. 108
OTHER COMPANY CONTACTS
John Toler QC/QA Manager Ext. 115
Steve Nash General Foreman Ext. 110
Debbie Winslow Controller/Bookkeeper Ext. 119
PRODUCTS
Alloys Billet Forging, Open Die Strip
Bar & Rod Flats Rings Welding Rod
Bar, Hollow Foil Sheet Wire & Wire Coil
All for Aerospace, Military, and/or Medical applications
SERVICES
Cutting Machining Warehousing Shearing Sawing
STOCK 6AL/4V Gr. 5 6AL/4V ELI (Gr.23) CP-Grade 4 CP-Grade 2
Diameter: 0.125” to 16.00” 0.125” to 10.00” 0.125” to 9.00” 0.125” to 3.00”
Sheet: 0.016” to 0.187” 0.020” to 0.187” 0.020” to 0.187” call for inventory
Plate: 0.187” to 4.00” 0.187” to 3.00” 0.187” to 2.50” call for inventory
Block: 4.50” to 10.00”
President Titanium has made ordering easy & convenient… We accept MasterCard, Visa, & American Express
*** Ca l l f o r s i zes , quo tes, & de l i very on a l l ma ter ia l ***


LETTERS OF ACKNOWLEDGEMENT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .1
PRATT & WHITNEY LCS AUTHORIZATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . .2
CHARACTERISTICS AND APPLICATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
MACHINING HINTS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
WELDING AND SHEET METAL FABRICATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
TURNING AND MILLING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .6
FACE AND END MILLING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
DRILLING AND TAPPING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
BROACHING AND REAMING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .9
GRINDING AND PERMISSION TO REPRINT MACHINING DATA . . . . . . . . . . . . . . .10
SAWING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
TITANIUM WEIGHT FORMULAS/PERIODIC TABLE . . . . . . . . . . . . . . . . . . . . . . . . .12
CORROSION RESISTANCE TO TITANIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
6AL/4V & 6AL/4V ELI & COMMERCIALLY PURE TECHNICAL DATA . . . . . . .14-15
PHOTOS OF SAWING & CUTTING EQUIPMENT . . . . . . . . . . . . . . . . . . . . . . .16-17
REFERENCE DATA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18-21
DECIMAL AND METRIC CONVERSION TO FRACTIONS . . . . . . . . . . . . . . . . . . . . .22
WEIGHT TABLES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .23-25
HARDNESS CONVERSION TABLE & MILITARY TITANIUM SPECS . . . . . . . . . . . .26-27
AMS TITANIUM SPECIFICATIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28-29
ASTM SPECS - HISTORY OF TITANIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30
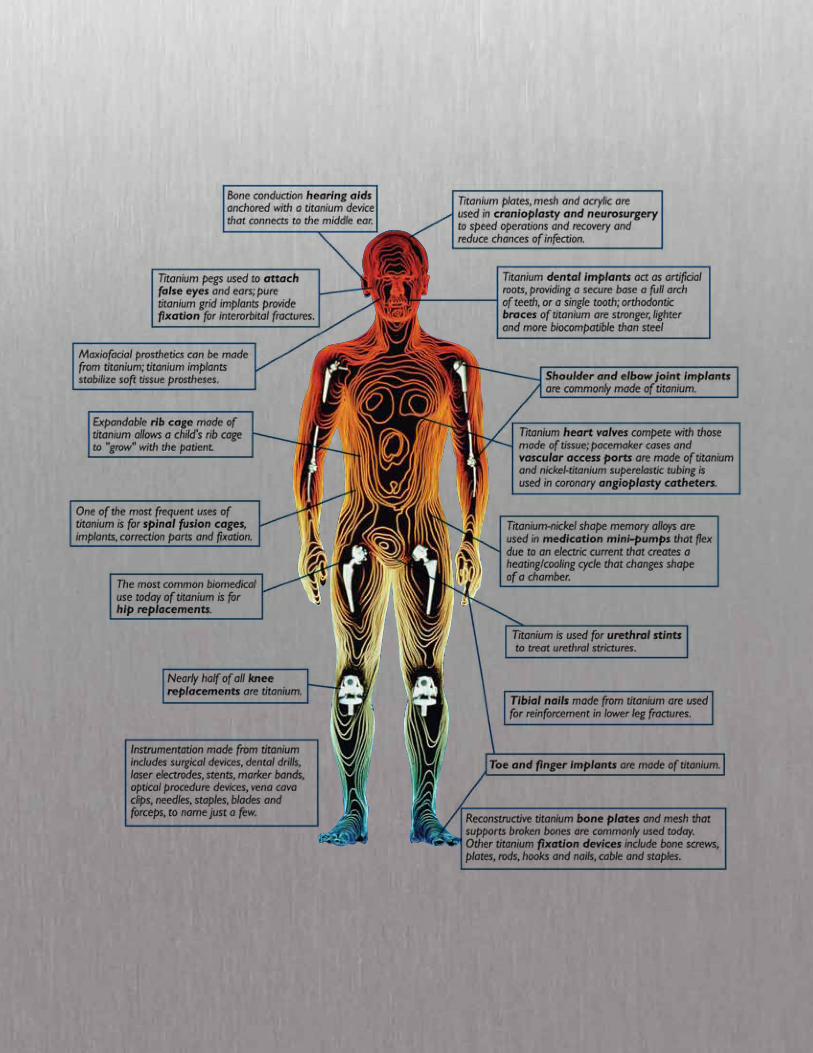
MEDICAL IMPLANT USES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .VELLUM
TABLE OF CONTENTS
1
LETTERS OF ACKNOWLEDGEMENT

2
PRATT & WHITNEY LCS AUTHOR IZATION

CHARACTERISTICS AND APPLICATIONS
3

4
HINTS FOR MACHINING TITANIUM
� Titanium with proper procedures can be fabricated using techniques no more difficult than are used machining
type 316 stainless steel.
� Commercially pure grades of Titanium with tensile strength of 35,000 to 80,000 PSI machine much easier than
the aircraft alloys (i.e.) 6AL/4V with tensile strengths up to 200,000 PSI.
� Titanium’s work hardening rate is less than that of austenetic stainless steel, about equivalent to
0.20 carbon steel.
� Titanium requires low shearing forces, demonstrates an absence of “built-up edge”, and is not notch sensitive.
� Titanium if classified as difficult to machine, is due to its physical properties.
� Titanium is a poor conductor of heat. As a result heat caused by the cutting action does not dissipate quickly.
� Titanium has a strong alloying tendency or chemical reactivity with materials in the cutting tools which cause
galling, welding, smearing, and rapid destruction of the cutting tool.
� Titanium due to its relatively low modules will have a tendency to move away from the cutting tool unless cuts
are maintained or proper back-up is employed.
TWO OTHER FACTORS INFLUENCE MACHINING OPERATIONS.
1. Because of the lack of a stationary mass of metal (built-up edge) ahead of the cutting tool, a high shearing angle is
formed. This causes a thin chip to contact a relatively small area on the cutting tool face and results in high bearing
loads per unit area. The high bearing force, combined with the friction developed by the chip as it rushes over the
bearing area, results in a great increase in heat on a very localized portion of the cutting tool.
2. Further, the combination of high bearing forces and heat produces catering action close to the cutting edge,
resulting in rapid tool breakdown.
The basic machining properties of titanium cannot be altered: however the following basic rules have been
developed in machining Titanium.
1. Use low cutting speeds.
A change of 20 surface feet per minute to 150 surface feet per minute using carbide tools results in a
temperature change from 800 to 1700 F.
2. Maintain high feed rates.
Temperature is not affected by feed rate so much as by speed, and the highest feed rates consistent with good
machining practice should be used.
3. Use copious amounts of cutting fluid.
4. Use sharp tools and replace them at first signs of wear. Tool failure occurs quickly after a small initial amount
of wear.
5. Never stop feeding while tool and work are in moving contact. Allowing a tool to dwell in moving contact causes
work hardening and promotes smearing, galling, seizing and tool breakdown.
The following recommendations for speeds, feeds, and other parameters in this booklet are normal recommendations and should be considered only as a starting point.

5
SHEET METAL FABRICATION
While 6AL/4V was originally developed as a forging alloy,
its excellent properties and fabrication characteristics
soon led to applications requiring its availability in sheet
form. Annealed 6AL/4V sheet is now readily available.
Processing techniques for all standard methods of sheet
fabrication including stretch, creep and drop hammer
forming, drawing, jogging, and dimpling, have been
developed.
The major usage of 6AL/4V sheet has been in the
annealed condition. It is normally fabricated at elevated
temperatures where springback is minimized and smaller
minimum bend radii can be developed.
Preformed parts can be hot sized to close tolerances
between matched, shaped metal dies under pressure and
temperature allowing the parts to flow or creep into the
desired finished shape. The temperatures used vary
between 1000 and 1450OF. Advantages of hot sizing
include: (a) tooling can be made to net sizes since no
allowance for springback is required: (b) finished parts
are practically stress-free: and (c) extremely complex
contours can be consistently produced.
6AL/4V sheet may be hot-formed in the solution treated
condition, but careful control of heating times and
temperatures is essential to prevent overaging. The aging
reaction starts at 500OF with the effects of repeated
exposures at temperature being additive. Therefore, the
aging performed during hot-forming should be taken into
consideration in determining any subsequent heat-
treating cycles.
Fully heat-treated 6AL/4V has limited formability. If
necessary to form material in this condition, heating
practice must be designed to prevent overaging.
WELDING
6AL/4V can be welded by most techniques: metal or
tunsten inert gas, resistance, flash, friction, ultrasonic, or
electron beam.
6AL/4V, like all titanium alloys, must be protected against
contamination during welding. Oxygen and nitrogen from
the atmosphere, surface residues, and impurities in the
shielding gas readily dissolve in the molten weld metal
and can produce embrittlement and porosity. Good
shielding and careful edge preparation are therefore
necessary. 6AL/4V sheet and plate are successfully
welded in open air with MIG or TIG techniques using an
inert gas trailing shield plus underside or backup inert gas
shielding.
Optimum welding paramerters vary greatly with joint
configuration and welding equipment.
Titanium is an extremely active metal. Consequently, it
easily reacts to the atmosphere and other, etc. during
welding. Harmful chemical reactions occur when it
comes into contact with various impurities, such as
different metals, dust, moisture, oil and grease, and
various oxides. This can often serve to reduce the
ductility of any welded zones. At the same time, a
deteriorization in corrosion resistance and the
emergence of factors leading to the occurance of blow
holes can also arise.
Therefore, when welding, it is necessary to maintain a
clean working environment, use clean welding materials
and, of course, to totally seal the titanium.
DURING METAL-WORKING ACTIVITIES SUCH AS WELDING, BURNING, GRINDING, HEATING,AND FORGING, METAL FUMES AND GASES MAY BE GENERATED, WHICH MAY BE DANGEROUS
TO YOUR HEALTH. AVOID BREATHING THESE FUMES AND GASES. MECHANICAL
VENTILATION OR RESPIRATORS MUST BE UTILIZED IF NATURAL VENTILATION IS NOT
SUFFICIENT TO MAINTAIN CONTAMINANTS BELOW THE OSHA PERMISSIBLE EXPOSURE
LEVEL (PEL).
REFER TO MATERIAL AND SAFETY DATA SHEET FOR TITANIUM ALLOY PRODUCTS FOR
HAZARD INFORMATION OR CONSTITUENTS.

TURNING
Commercially pure and alloyed titanium can be turned with little difficulty. Carbide tools are the most satisfactory for
turning titanium. The “straight” tungsten carbide grades of standard designations C1-C4, such as Metal Carbides C-91
and similar types, give the best results. Cobalt-type high speed steels appear to be the best of the many types of high
speed steel available. Cast-alloy tools may be used when carbide is not available and when the cheaper high speed
steels are not satisfactory.
TURNING, SINGLE POINT AND BOX TOOLS
MILLING
The milling of titanium is a more difficult operation than that of turning. The cutter mills only part of each revolution,
and chips tend to adhere to the teeth during that portion of the revolution that each tooth does not cut. On the next
contact, when the chip is knocked off, the tooth may be damaged.
This problem can be alleviated to a great extent by employing climb milling, instead of conventional milling. In this type
of milling, the cutter is in contact with the thinnest portion of the chip as it leaves the cut, minimizing chip “welding”.
For slab milling, the work should move in the same direction as the cutting teeth; and for face milling, the teeth should
emerge from the cut in the same direction as the work is fed.
In milling titanium, when the cutting edge fails, it is usually because of chipping. Thus the results with carbide tools are
often less satisfactory than with cast-alloy tools. The increase is cutting speeds of 20-30% which is possible with
carbide tools compared with cast-alloy tools does not always compensate for the additional tool grinding costs.
Consequently, it is advisable to try both cast-alloy and carbide tools to determine the better of the two for each
milling job. The use of a water base coolant is recommended.
6

FACE MILLING
END MILLING - PERIPHERAL DRILLING
END MILLING - SLOTTING
7

DRILLING
Successful drilling can be accomplished with ordinary high speed steel drills. One of the most important factors in
drilling titanium is the length of the unsupported section of the drill. This portion of the drill should be no longer than
necessary to drill the required depth of the hole and still allow the chips to flow unhampered through the flutes and
out of the hole. This permits application of maximum cutting pressure, as well as rapid removal and re-engagement to
clear chips, without drill breakage. Use of “Spiro-Point” drill grinding is desirable.
TAPPING
Best results in tapping titanium have been with a 65% thread. Chip removal is a problem which makes tapping
one of the more difficult machining operations.
8

BROACHING
As in other Titanium machining operations, it is very essential that the entire machine tool setup and the Titanium
component be rigid, to assure a top quality broaching job. It is also recommended that broaches be wet ground, to
improve finish of the tool, thereby giving better tool performance. During the broaching operation, vapor blasting with
the coolant helps lengthen broach life and reduce the tendency for smearing. There is a tendency for Titanium chips to
weld to the tool on an interrupted cut such as broaching, and this tendency increases as the wearland develops. Both
the broach and broach slots should be examined regularly for signs of smearing, as this and chip welding are
indications of wear. Thus you avoid poor finish, more rapid tool wear and loss of tolerance.
REAMING
Holes drilled bored for the reaming of Titanium and Titanium alloys should be .010” to .020” undersize. Standard high
speed steel and carbide reamers perform satisfactorily, except that clearances on the chamfer should be 10O. To provide
maximum tooth space for chip clearance, reamers with the minimum number of flutes for a given size should be selected.
9

GRINDING
The proper combination of grinding fluid, abrasive wheel, and wheel speeds can expedite this form of shaping titanium.
The procedure recommended is to use considerably lower wheel speeds than is conventional grinding of steels. A
water-sodium nitrite mixture gives excellent results as a coolant.
SURFACE GRINDING-HORIZONTAL SPINDLE, RECIPROCATING TABLE
Permission to reprint the boxed Machining Tables covering speed, feed, depth of cut etc. for 6AL/4V and
Commercially Pure Titanium was granted by:
Machinability Data Center
Metcut Research Associates Inc.
3980 Rosslyn Drive
Cincinnati, Ohio 45209
We recommend their Machine Data Handbook which covers machining data for over 1500 materials in both US and
Metric Units.
10

SAWING
Slow speeds, in the 50 fpm range, and heavy, constant blade pressure should be used. Standard blades should be
ground, to provide improved cutting efficiency and blade life.
POWER BAND SAWING, HSS BLADE
11

12
TITANIUM WEIGHT FORMULAS
Weight, predicted on a density of .163
Rounds =lbs. per lineal foot = 1.5369 x D2
Square =lbs. per lineal foot = 1.9568 x D2
Hexagons =
lbs. per lineal foot = 1.6947 x D2
Octagons =
lbs. per lineal foot = 1.6211 x D2
Rectangles =
lbs. per lineal foot = 1.956 x T x W
Round Tubing =
lbs. per lineal foot = 6.145 x (OD - W) x W
Circles =
weight of circle in lbs. = .1281 x thickness x D2
Rings =
weight of ring in lbs. = .1281 x thickness x (OD2 - ID2)
Sheet & Plate =
weight per square foot in lbs. = .163 x thickness x 144
MACHINING TITANIUM
The alloy of the titanium to be machined is also
important to consider.
CP (Commercially Pure) Titanium has a Brinell hardness
from 125 to 235. It is quite ductile and is easily machined
using K1 grade carbide and any good coolant. Speed -
300 S.F.M. (although this may vary from 200 to 400
S.F.M).
6AL-4V Alloy titanium has a Brinell hardness of approx.
285 to 321. Use K1 or CQ2 grade carbide in positive or
negative positive tooling and good coolant. Speed range
150 to 220 S.F.M.

13
CORROSION
These data were obtained from a variety of sources, including laboratory testing where conditions could be closely
controlled. TMCA recommends testing of titanium samples in the actual media where titanium is to be used before
titanium is specified. Samples are available on request
C = Concentrate percent
T = Temperature, OF
R = Corrosion Rate, Mils/Year

14
TECHNICAL DATA

15

16
TITANIUM SAWS
4 KASTO PLATE SAWS:360/660, 360/2060, & 860/1060
Capacity Maximum Thickness of Plate that we can cut: 28"Maximum Length of one Continuous cut: 157"
*Also capable of quick cuts on our Marvel 81-A table saw

2 HEM BAR SAWS & 3 NEW HYD-MECH1200A, H120A, & H18A
Capacity Maximum Diameter we can cut: 19"Maximum length of bar for Continuous cutting: unlimited
*Also capable of quick cuts on our small CLAUSING bar saw and abrasive wheels
17

18
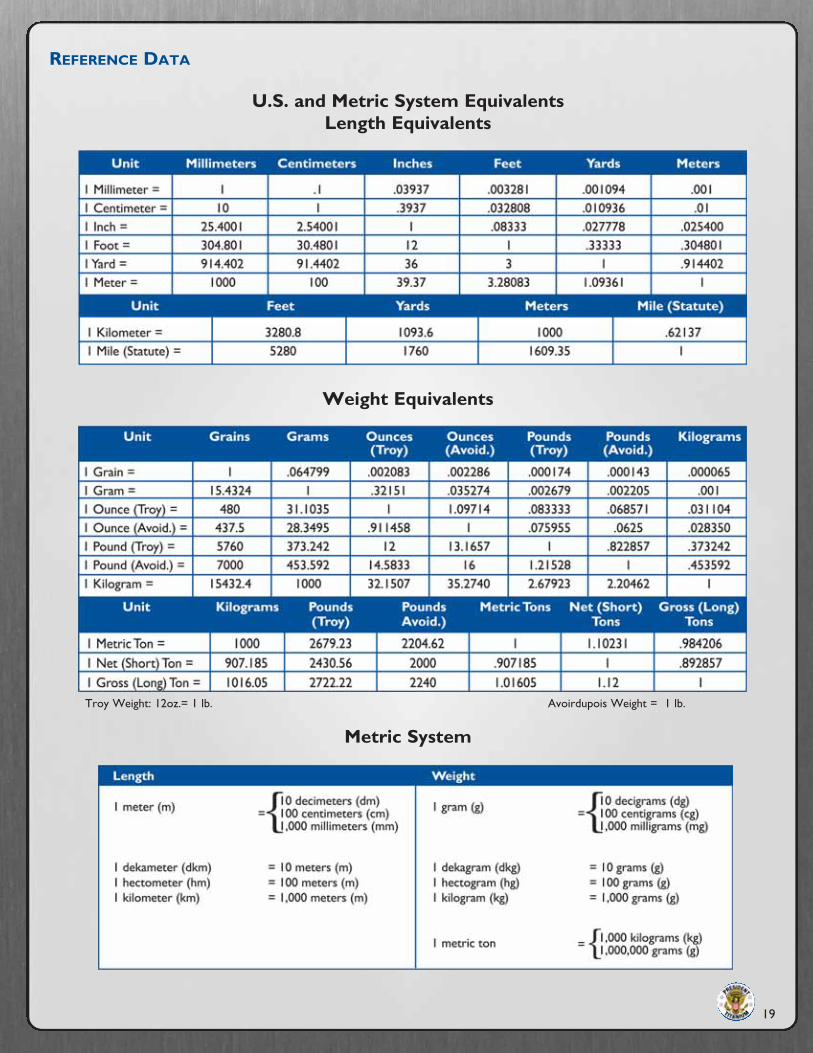
REFERENCE DATA
Common Metric Equivalents
19
REFERENCE DATA
Metric System
Weight Equivalents
U.S. and Metric System EquivalentsLength Equivalents
Troy Weight: 12oz.= 1 lb. Avoirdupois Weight = 1 lb.

20
REFERENCE DATA
Weight Conversion Table

21
REFERENCE DATA
Wire Gauge Conversion Table
Conversion of Fractions of an inch toDecimal and Millimeter Equivalents

22
DECIMAL AND METRIC EQUIVALENTS OF COMMON FRACTIONS OF AN INCH
Decimal and Metric Equivalents of Common Fractions of an Inch

23
WEIGHT TABLE
Weight Per Square Foot of Ti-6AL-4V Plate
Weight of Ti-6AL-4V Wire

24
WEIGHT TABLE
TITANIUM ROUNDS AND SQUARES
Tables cover all grades based on density of .163 lbs/cu. in
Weights shown are calculated on the basis of .163 pounds per cubic inch and based on a bar of exact dimensions. Titanium bar stock, especially larger sizes, run over-size. When estimating costs it is well to figure 6% heavier using .173 pounds per cubic inch.
To find the weight of Titanium, multiply the weight of plain steel by 0.5796.

25
WEIGHT TABLE
Weight Per Square Foot of Ti-6AL-4V Sheet & Strip
To find the weight of Titanium, multiply the weight of plain steel by 0.5796.

26
HARDNESS CONVERSION TABLE
Hardness Conversion Table(Approximate)
Military Specification MIL-T-9046 J

27
MILITARY SPECIFICATIONS
Titanium and titanium alloy, sheet, strip and plate
Mil-T-9046 H
MILITARY SPECIFICATIONS
Titanium and titanium Alloy Bars and Reforge Stock
A cross reference by revision and composition classifications
APPLICABLE SPECIFICATIONSMil-I-6866 Dye penetrant inspectionMil-I-8950 Ultrasonic inspectionMil-H-81200 Heat treatment of titanium and titanium alloysAMS 2631 Ultrasonic inspectionAMS 4921 Grade 4 BarsAMS 4901 Grade 4 Plate & Sheet
AMS 4902 Grade 2 Plate & SheetASTM B-348 Grade 4 BarsASTM B-265 Grade 4 Plate & SheetASTM B-348 Grade 2 BarsASTM B-265 Grade 2 Plate & Sheet
*Titanium and titanium allow forgings

28
AMS SPECIFICATIONS
AMS SPECIFICATIONS REVISED AS PER SAE AMS INDEX - JANUARY 2008
29
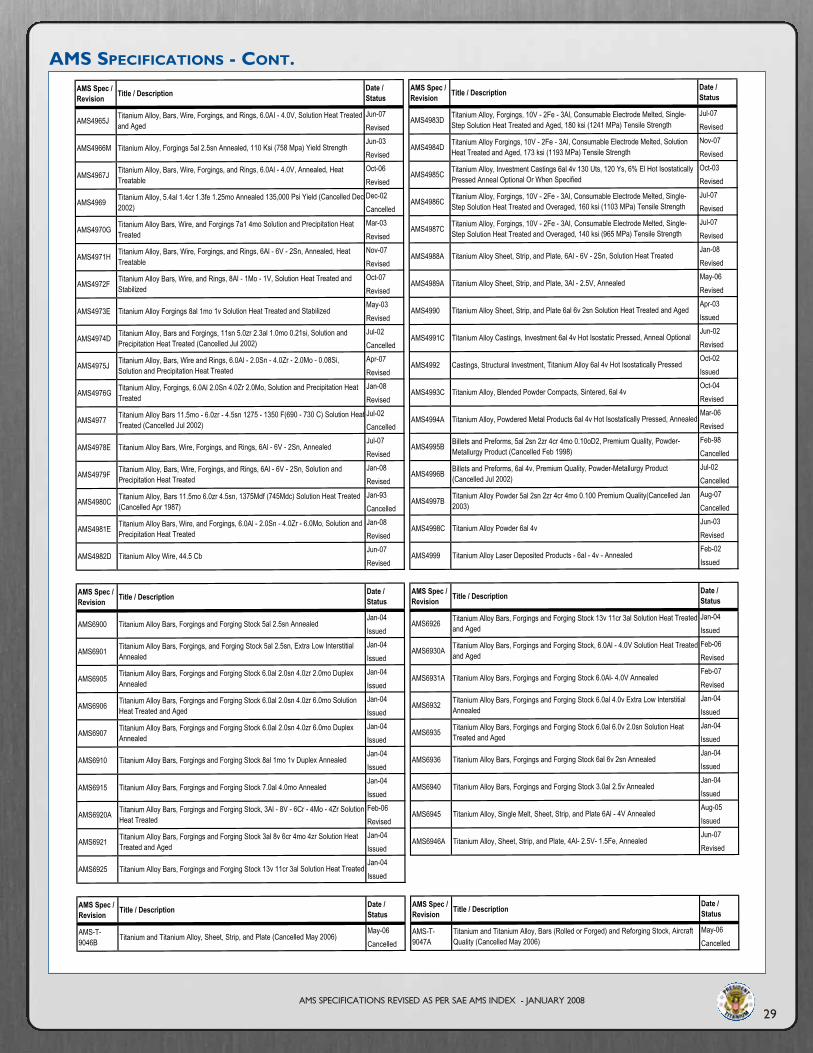
AMS SPECIFICATIONS - CONT.
AMS SPECIFICATIONS REVISED AS PER SAE AMS INDEX - JANUARY 2008

30
ASTM SPECIFICATIONS
SCOPE
ASTM B-265 Titanium and titanium alloy strip, sheet and plate.
ASTM B-299 Titanium sponge.
ASTM B-337 Seamless and welded titanium and titanium alloy pipe.
ASTM B-338 Seamless and welded titanium alloy tubes for condensers and heat exchangers.
ASTM B-348 Titanium and titanium bar and billet.
ASTM B-363 Seamless and welded unalloyed titanium welded fittings.
ASTM B-367 Titanium and titanium alloy casting.
ASTM B-381 Titanium and titanium for alloy forgings.
ASTM F-67 Unalloyed titanium for surgical implants.
ASTM F-136 Titanium 6AI-4V ELI alloy for use as surgical implant material.
HISTORY OF TITANIUM
The element Titanium was discovered as a component of beach sands by William Gregor in 1790. It was named
Titanium after Titan, a giant in Greek mythology, by M.H. Klaproth in 1795. Since then, it has been widely studied, and
the basic research for the development of the titanium industry have been accomplished with the magnesium
reduction process of titanium tetrachloride invented by W.J. Kroll in 1938. In 1947 mass production of titanium metal
(sponge) was started by the US Bureau of Mines.
1790 Gregor, a priest at Menaccan, Cornwall, England, treated magnetic block sand with acids and alkalies to discover a new
metallic oxide which was called “Menakanite” after the name of the land.
1795 Klaproth assayed an ore called “red rchorl” found at Boinik, Hungary and discovered a new metallic oxide which he named
titanium.
1825 Berzelius obtained a metallic black powder by reduction of K2TiF6 with metallic potassium.
1887 Nilson and Petterson obtained a titanium of approximately 95% purity with oxide content by reduction of titanium
tetrachloride with sodium.
1910 M.A. Hunter succeeded in reducing titanium tetrachloride to pure metallic titanium with socium by the so-called Hunter
bomb process.
1925 Van Arkel and de Boer invented the process of heat reducing titanium ionide to high purity titanium.
1938 W.J. Kroll introduced the so-called “Kroll” process of reducing titanium tetrachloride with magnesium in an argon
atmosphere.
1948 F.S. Watman, staff of the US Bureau of Mines, succeeded in the application of the “Kroll” process for
industrial use.
Although approximately 60 kinds of titanium minerals are known to exist, those available mainly for industrial use are
Rutile and Ilmenite ores.
A - When forgings are required the the symbol shall be F rather than grade.