pre feasibility study for mibk plant_india
DESCRIPTION
MIBK PlantTRANSCRIPT

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
PRE FEASIBILITY REPORT
1.0. EXECUTIVE SUMMARY
Tamil Nadu is the eleventh largest state in India by area and the seventh most populous
state in India. The state is ranked 6th among states in India according to the Human
Development Index as of 2011. It is the second largest state economy in India as of
2012. The state has the highest number (10.56 per cent) of business enterprises and stands
second in total employment (9.97 per cent) in India. Tamil Nadu was ranked as the third
most developed state in India based on a "Multidimensional Development Index". Tamil
Nadu covers an area of 130,058 km2 (50,216 sq mi), and is the eleventh largest state in
India. The bordering states are Kerala to the west, Karnataka to the North West
and Andhra Pradesh to the north. To the east is the Bay of Bengal and the union territory
of Puducherry. The southernmost tip of the Indian Peninsula is located in Tamil Nadu. At
this point is the town of Kanyakumari which is the meeting point of the Arabian Sea, the
Bay of Bengal, and the Indian Ocean. The south boundary of India is Kanyakumari, Tamil
Nadu.
Tamil Nadu is mostly dependent on monsoon rains, and thereby is prone to droughts when
the monsoons fail. The climate of the state ranges from dry sub-humid to semi-arid. The
state has three distinct periods of rainfall:
Advancing monsoon period, south west monsoon from June to September, with
strong southwest winds;
North east monsoon from October to December, with dominant north east winds;
Dry season from January to May.
The annual rainfall of the state is about 945 mm (37.2 in) of which 48 per cent is through
the north east monsoon, and 32 per cent through the south west monsoon. Since the state is
entirely dependent on rains for recharging its water resources, monsoon failures lead to
acute water scarcity and severe drought.
1.1. About Manali
Manali is an Industrial town and Municipality in Thiruvallur district in the Indian state
of Tamil Nadu. It is located in north of Chennai City. Manali is a Northern Suburb of

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Chennai city. It borders Tiruvottiyur to the east, Mathur MMDA to the west, Kodungaiyur
to the south, 100 ft road to the North. The main through fares in the area is Kamarajar
Salai, Chinna mathur Road, Parthasarathy Street.
Figure 1: Location of the Project Site
Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
1.2. Industries located in Manali
Madras Fertilizers Limited (MFL)
Manali Petro Chemical Ltd(MPL)
Futura Polymers Ltd
Cetex Petro Chemicals Ltd
Tamil Nadu Petro products Limited(TPL)
Sriram Fibres Ltd (SRF)
Madras Rubber Factory (MRF)
Kothari chemicals and pesticides
Balmer lawrie & co
Infra tanks and polymers
The Hunstman Polyurethenes
ICI limited
Chennai Petroleum Corporation Limited (CPCL)(formerly MRL)
2.0. INTRODUCTION OF THE PROJECT/BACKGROUND INFORMATION
Cetex Petrochemicals Limited was established in 1988-1989 by RPG group of companies
as a green field petrochemical plant at the petrochemical zone at Manali, Chennai. The
plant to manufacture Methyl Ethyl Ketone (MEK) and its intermediate, Secondary Butyl
Alcohol (SBA) was set up with Technology from Edeleanu, Gmbh, a German company
belonging to the then Deutsche Texaco group.
The current installed capacity of the plant is 10000 MT per year for MEK/SBA. After
initial difficulties, the plant stabilized operations from 1991 and has been a leading player
in the MEK market in India since then. M/s Cetex petrochemicals limited have applied for
Environmental Clearance (EC) for the expansion of MEK plant, with a total project cost of
38 Crores. The details of existing and proposed products are given below in Table 2-1.
2.1. Identification of the project and Project Proponent
Cetex is also proposing to add a new manufacturing facility to produce Methyl Iso Butyl
Ketone (MIBK) and Methyl Iso Butyl Carbinol (MIBC) to further increase its Indian
market presence and more in the International market in the Asian region. Presently there

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
is no manufacturer of MIBK or MIBC in India and all the country’s requirement is
currently being met by imports, mainly from Taiwan, USA and Korea. The current
demand of MIBK in India is estimated to be around 20000 MT per year.
Table 1: Details of Existing and After Expansion Capacities
S.No. Name of the product Existing Capacity
(TPA)
Capacity after expansion
(TPA)
1 Methyl Ethyl Ketone 5000 10000
2 SecondaryButyl Alcohol 6000 12000
Fine Chemicals
3 Cinnamic Alcohol 180 1080
4 Anisyl Alcohol 180 276
5 Styrallyl Alcohol 180 228
6 Styrallyl Acetate - 150
7 Oximone - 20
8 Phenyl Ethyl Alcohol - 96
9 Tertiary Butyl
Cyclohexyl Acetate - 200
Total 11540 24050
2.2. Brief Description of Nature of the Project
Cetex has already identified critical equipments and technology for the manufacture of
MIBK from Shell, USA at a cost of 20% of the original cost. The surplus utilities
available from the MEK/SBA plant would be utilized for the MIBK plant.
During the manufacture of MIBK co-products viz. Methyl Isobutyl Carbinol (MIBC), Di
Acetone Alcohol (DAA) and Hexylene Glycol (HG) are also produced. These co-
products have market abroad and as the existing MEK/SBA customers also consume
MIBK and MIBC, Cetex will be in a better position to market these products. Apart from
this by-products viz. Shell Froth-10 (SFR10) and Oxygenated Solvent Hydrocarbon Blend
Stock (OSHBS) are also generated, which will be sold in the market at fuel cost. The
proposed capacity of each product is given below in Table 2.

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Table 2: Proposed Capacity of MIBK Plant
Methyl Isobutyl Ketone (MIBK) 30000 MT p.a.
By Products
Methyl Isobutyl Carbiol (MIBC) 10000 MT p.a.
Di Acetone Alcohol (DAA) 5000 MT p.a.
Hexylene Glycol (HG) 5000 MT p.a.
The current Indian demand for MIBK is around 20000 MT per annum and the entire
requirement of the country is being imported. The demand for MIBK in India is expected
to reach 35000 MT per annum in 2015. As there is no manufacturer in India / South East
Asia, Cetex will be in an advantageous position to market entire requirement of this
region.With FTA (Free Trade Agreement) between ASEAN countries, those countries will
prefer supplies from India to take advantage of duty benefits.
MIBK is primarily used in solvent applications in the following areas:
Paints & Coatings-Primarily in nitrocellulose lacquers and solvent-borne
Coatings
High-solid coatings-which require stronger solvents
Replacement for ester- based solvents-to reduce volatile organic Compound (VOC)
levels and achieve lower solvent levels
Pesticide solvent
Extraction operations-to refine mining distillates, dewax mineral oils, purify fatty
acids, and manufacture penicillin and other antibiotics
Other solvent application- as purge solvent in the cleanup of paint equipment in
automotive plants in the formulation of inks and adhesives
Rubber additive- for rubber anti-ozonants
Acetylenic surfactants
MIBC is primarily used in solvent applications in the Ore Beneficiation for rare metals
and also as a co-solvent along with SBA in the manufacture of the Lube Oil Additive, Zinc
Di Alkyl Di Thio Phosphate, which is internationally dominated by the Lube Additive
Manufacturing Majors Chevron Oronite, Lubrizol, Afton and Infineum International.

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
DAA finds application as a specialty solvent in Paints, particularly NC Lacquers. HG also
finds application as a specialty solvent in the Pharma & Personal Care Products sector.
2.3. Need for the Project and its Importance to the Country and or Region
Production of some MIBK derivatives is moving out of the developed regions. Some
applications (especially antiozonants) are moving to Asia, particularly China. MIBK
consumption for antiozonants is forecast to grow at an average annual rate of 8.5% in Asia
(excluding Japan) and approximately 1.0–1.5% in the United States and Western Europe.
MIBK consumption will grow at an average rate of 3.8% per year from 2011 to 2016,
driven by demand in Asia. The following pie chart shows country wise consumption of
MIBK and MIBC.
The current Indian demand for MIBK is around 20000 MT per annum and the entire
requirement of the country is being imported. The demand for MIBK in India is expected
to reach 35000 MT per annum in 2015. As there is no manufacturer in India / South East
Asia, Cetex will be in an advantageous position to market entire requirement of this
region. With FTA (Free Trade Agreement) between ASEAN countries, those countries
will prefer supplies from India to take advantage of duty benefits.
2.4. Demand Supply Gap Sector wise consumption of MIBK in the World in 2011 is given below:
Figure 2: World Consumption of MIBK

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Figure 3: World Consumption of MIBK-2011
Figure 4: World Consumption of MIBC-2011
Solvent applications consume the majority of MIBK in most regions and consumption is
expected to stay relatively flat in the developed regions. There may be some reformulation
in certain MIBK applications because of environmental regulations, but cost pressures
may limit reformulation activity.

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
MIBC's major application is in the manufacture of lube oil additives, followed by its use
as the principal flotation frothier in treating copper and other ores. Surface coatings make
up a minor portion of MIBC consumption. World MIBC statistics are difficult to estimate,
but overall, MIBC will experience positive growth in lube oil applications and as a
flotation frothier (especially in actively mined regions). Consumption of MIBC
Worldwide is forecast to grow at an average annual rate of 2.5% during 2011–2016.
Indian demand is expected to grow at an average 7% to 8% per year and China’s MIBK
demand is rising by 12 % annually (source: IHS Chemical).
Table 3 : Global & Domestic MIBK Capacity
Company Location Capacity
(KMT PA) Remarks
Arkema La Chambre,France 15
Carboclor Campana,Argentina 8 Closed
Celanese LaCangrejera,Mexico 50
Dow Chemical Institute, West Virginia,
US 35
Eastman Chemical Kingsport,Tennessee,US 9
Jilin Chemical Jilin, China 30
Kumho P& B Yosu,South Korea 30
Kyowa Hakko Yokkaichi,Japan 15
Lee Chang Yung
Chemical Lin Yuan, Taiwan 40
Mitsubushi
Chemical Mizushima, Japan 20
Mitsui Chemical Ichihara,Japan 30
Iwakuni,Japan 30 MIBC swing plant
Ningo-Oceanking
Chemical Ningbo, China 15
Rhodia Brasil Paulinia,Brazil 25
Sasol solvents Sasolburg, South Africa 60
Shell Chemical Berre,France 25 Closed since 2009,

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
bought by Lyondell
from Shell and
subsequently closed.
Shell Chemical Pernis, the Netherlands 45
Showa Denka Tokuyama, Japan 20
Taizhou
Petrochemical Taizhou, China 20
MIBK and MEK
plants in one site
Zhenjiang LCY
General Chemical Zhenjiang, China 25
Total Capacity 514
The commissioning of the 30,000T/year second MIBK plant by Sasol in South Africa in
2009 is the latest market investment in MIBK. Technology for the new plant is
proprietary to Sasol and includes some improvements to the technology used in the
existing plant (feedstock is backward integrated into upstream production activities). The
Indian domestic market size is given in Table 4 below.
Table 4 : Indian MIBK Imports (Domestic Market size)
Sl..no Country 2007-08
(MT)
2008-09
(MT)
2009-10
(MT)
1 Canada - - 0.375
2 China 62 141 174
3 France - 18
4 Germany 1 3 4
5 Japan 93 307 1265
6 Korea-N - 35 -
7 Korea-S 283 3898 1750
8 Netherlands 575 498 1549
9 Philippines - - 3
10 Singapore 633 118 -
11 S Africa 4290 2605 3002
12 Spain 60 62 70

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
13 Taiwan 1014 4701 4878
14 Thailand - - 29
15 UAE 52 21 -
16 USA 7556 2506 3973
Total 14619 14913 16697
Considering the industrial growth, the MIBK demand in India is expected to reach 35000
MT in 2015.
Table 5 : MIBK Consumers in India
Sl.No. Customer Qty in
MTPA
1 Lanxess India 2500
2 Micro Inks Limited 1250
3 Maruti Petrochem 400
4 NOCIL Limited 7000
5 Kansai Nerolac Paints 1000
6 DIC India Ltd. 1250
7 Vividh Rasayan 400
8 Flint Group 1000
9 Asian Paints 1200
10 Ranbaxy Fine Chemicals 200
11 Snocem Paints 200
12 Positive Packaging 750
13 Paper Products Ltd. 250
14 Others - approx. 2600
TOTAL 20000
2.5. China MIBK Demand
Methyl Iso Butyl Ketone (MIBK) prices in Asia may continue to rise on the back of tight
supply and stable-to-firm upstream acetone values, Regional MIBK producers have been
hiking prices to keep up with a steady increase in their feedstock costs. Tight supply in the
domestic Chinese market and a further strengthening in the prices of feedstock acetone
have lent support to regional MIBK makers’ progressively higher price targets.
Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Domestic Chinese MIBK prices increased driven by limited spot availability and
progressively higher acetone values. “MIBK prices have risen really because acetone
prices have been strengthening, and [the extended shutdown of the Taizhou plant] has
curbed supply. Consumption of MIBK by the key rubber chemical and tyre sector, which
accounts for 40% of China’s MIBK demand, has returned to the higher levels.
3.0. PROJECT DESCRIPTION WITH PROCESS DETAILS
Cetex petrochemicals propose to produce MIBK commercially using acetone and
hydrogen as raw material in a three step route. The key raw material in the manufacture of
Methyl Isobutyl Ketone (MIBK) is Acetone and shall be imported as bulk via M/s Mitsui
& Co. at Ennore port and stored at port storage tanks. The same will be transported via
tankers to factory site.
The first step in process is Acetone converted to Diacetone alcohol (DAA) by Aldol
condensation, followed by dehydration of DAA to Mesityl oxide (MO) and mild
hydrogenation of Mesityl oxide to MIBK. MIBK on further hydrogenation yields MIBC.
3.1. Diacetone alcohol (DAA) section
Aldol condensation of acetone takes place in the presence of strong base as catalyst
resin
Formation of DAA is an equilibrium reaction which is favored at low temperature
below 15°C
Conversion of Acetone to DAA is mainly governed by the quality of acetone feed
(Since, low converter activity is due to aldehydes, oxides and acids in recycle or
fresh makeup stream), temperature of the feed to the converters and the activity of
the catalyst.
Stabilizing agent (here Citric acid is used) is added to the product stream at a point
downstream from the converters before it is heated for distillation to prevent the
reversion of DAA to Acetone

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Two stage converters with inter-stage cooling system provided, since the reaction
is slightly exothermic
For maintaining low temperature of converter feed, butane chilling system will
been employed at both before and after first stage converter
Product effluent from second stage converter after dosing stabilizing agent, fed to
Acetone recycle column to separate unreacted acetone and DAA product
Crude DAA separates at bottom of recycle column and taken out to MO section
Top distillates of recycle column condensed and recycled back to converters along
with fresh makeup
3.2. Mesityl Oxide (M.O) section
Mesityl oxide is produced by dehydration of Crude DAA in the presence of acid
catalyst (2% Sulphuric acid) along with water as dehydration product in DAA
dehydration column
Reaction take place at 125 – 130 °C in liquid phase
M.O along with light components is distilled out as top product
Bottoms sent to M.O flash kettle for flash separation of M.O from unreacted DAA
Heavier component at the bottom of M.O flash kettle is sent to recovery column
for neutralization and recovery of DAA and acetone from aqueous phase
Top distillate from dehydration column is sent to M.O distillation column for
separation of M.O from acetone and water
Acetone along with water is getting separated out from M.O in M.O distillation
column as top distillate
M.O and some quantity of water stays at bottom in M.O distillation column is
pumped to M.O Phase separator for separation of Organic at top and Aqueous at
bottom in separator
Top organic phase is taken as reflux for DAA dehydration Column and a part is
stored in intermediate storage tank for MIBK / MIBC section
3.3. Methyl Isobutyl Ketone (MIBK) section
Mesityl Oxide along with hydrogen is superheated and fed to MIBK reactors
MIBK is formed by mild hydrogenation of Mesityl Oxide in the presence of
Palladium based catalyst
Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
MIBK reaction is taking place in vapour phase @ 175 °C and 4 barg
Crude MIBK is then sent to distillation section for purification and to obtain
finished MIBK product
During MIBK reaction, MIBC also formed as by product, separated in distillation
section and sent to MIBC section
3.4. Methyl Isobutyl Carbinol (MIBC) section
Crude MIBK shall be feed to MIBC reactors along with hydrogen after
superheated to 170 °C
MIBC is formed on intense hydrogenation of MIBK in the presence of Nickel
based Catalyst
MIBC reaction is taking place in vapour phase @ 170 °C and 11 barg
Crude MIBC is then sent to distillation section for purification and to obtain
finished MIBK product
Heavy ends (High boiling components) formed during reaction are separated in
distillation section and taken as by-product
3.5. Hexylene Glycol (HG) section
A part of Fin. DAA is fed to HG reactor along with Hydrogen after DAA purified
via distillation
Raney nickel is used as catalyst since the reaction is liquid phase
Crude HG obtained from reactor is taken for purification section
High boiling and unreacted DAA are separated and fed back into system, finished
HG is taken as product
3.6. Recovery Section
Purpose of this section is to recover organics that come from the water cuts
collected from all other sections
Organic separated in phase separator is fed back in corresponding purification
section and aqueous phase is taken out and sent to effluent treatment plant

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
3.7. Utilities
For process heat supply, high pressure steam shall be supplied from boiler having
capacity of 25 tons per hour
For high temperature applications such as superheating required before
MIBK/MIBC reactor, thermic fluid/oil shall be supplied from thermic fluid heater
having capacity of 4 Million Kcal / day
Common stack for boiler and thermic fluid heater will be installed as per norms
Fuel for Boiler & Thermic fluid heater will be design as multi-fuel fired with
Wood, Biomass and COAL.
A coal based captive power plant is proposed for 2 MW.
Figure 5: Process Flow Diagram
3.8. Product Specifications
Product Name: Methyl Iso Butyl Ketone

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Chemical name: MIBK, isobutyl methyl Ketone, isopropyl acetone,2 methyl -4-
Penatanone,4 methyl-2-Pentanone,4 methyl pentane-2-one;2 methyl pentane-4-one. CAS
Number: 108-10-1
Table 6 : Methyl Iso Butyl Ketone - Product Specifications
Property Unit Specification Test Method
Purity Wt% 99 Min GC
Water Wt% 0.10Max ASTM D 1364
Color Pt-Co 10 Max ASTM D 1209
Acidity as acetic
acid Wt% 0.010 Max ASTM D 1613
Appearance - Clear & FFSM ASTM D 4176
Density@ 20
degree Celsius g/ml 0.799-0.844 ASTM D 4052
Non Volatile
residue g/100ml 0.002 Max ASTM D 1353
Distillation, IBP Degree Celsius 114 Min ASTM D1078
Distillation, DP Degree Celsius 117 Max ASTM D1078
Storage and distribution: MIBK is stored in drums and/or in bulk tanks and transported by
tanker trucks. It has a specific gravity of 0.802 and a low flash point of 16 degree Celsius
which makes it highly flammable. It should be therefore stored in a cool, dry, well-
ventilated area that is free from risk of ignition. For transportation purposes, MIBK is
classified as a packing group 2, hazard class 3, and is an irritant.
3.8.1. Uses of MIBK
Solvent for high solids coatings
Solvent for traffic paints
Solvent for automotive coatings
Solvent for industrial maintenance coatings and marine coatings
Solvent for textile coatings
Solvent for leather finishing
Solvent for nitrocellulose lacquers
Solvent for acrylic and vinyl-acrylic resins for adhesives

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Solvent for de-waxing mineral oil
Extraction solvent for antibiotics and other pharmaceuticals
Extraction solvent for metals separation
Extraction solvent for tall oil soap purification
Carrier solvent for pesticides
Chemical intermediate
3.8.2. Uses of MIBC
It is used as flotation- frothier for treatment of copper ores, coal, tar and sand
mining.
It is used as a latent solvent for coatings to reduce viscosity and improve flow and
leveling.
It is used as coupling solvent for waterborne coatings.
It is used in talc processing
Solvent for dyes and stains
Solvent for oils, esters, gums, natural resins, phenolic, waxes
Solvent for nitrocellulose lacquers and ethylcellulose lacquers
Production of plasticizers.
Hydraulic Fluid Diluent
Process solvent for soaps
It is primarily used to manufacture lube oil additives
Chemical intermediate for higher alcohols, surfactants
3.8.3. Uses of Di Acetone Alcohol
It has special utility in coatings industry to dissolve cellulose acetate to give
solutions high tolerance for water.
It is also used as feed material for production of hexylene glycol, an Acetylenic
surfactant.
3.8.4. Uses of Hexylene Glycol
It is used primarily in industrial coatings (45%) and as a chemical intermediate
(20%).

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
It is used as a selective solvent in petroleum refining
Component of hydraulic fluids
Solvent for inks and cosmetics
It is also used as a cement additive
3.9. Raw materials required
3.9.1. MIBK – Raw-material
Major raw material required for producing MIBK/MIBC is Acetone. Acetone is
manufactured in India by Hindustan Organic Chemicals (HOC), Cochin but due to various
constrains, the plant cannot supply Cetex’s demand of Acetone. However, Acetone is
freely available from Global Scale Producers across the world at competitive rates.
Acetone is a co-product during the manufacture of Phenol and the Phenol demand
worldwide is increasing over 10% every year. Acetone availability therefore will be easy
and competitive.
SABIC is one of the largest manufacturers of Acetone located in Saudi Arabia, who may
offer competitive long term formula based pricing. There are also other suppliers of
Acetone internationally and Cetex can have very good price over acetone on rate contract
basis or by other means. The import will be received at Ennore port, Chennai and as the
site is not very far away from the port, handling and transportation will be cheaper. Hence,
the company does not foresee a problem in competitive sourcing of Acetone or Logistics.
Table 7 : Proposed (MIBK plant)
S.No. Raw Material Requirement, MT
(Annual) Source
1 Acetone 60,000 MITSUI & Co. pte ltd. (Via Import), Hindustan Organic Chemicals (Cochin)
2 Hydrogen 1500 CPCL (Manali) & In-house generation
3.9.2. Mitsui & Co.
Cetex has already started the dialogue with Mitsui & Co (Asia Pacific) Pte. Ltd., Asia’s
largest manufacturer / trader of Acetone, located at Singapore, for the supply of Acetone

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
to Cetex and supply of MIBK to their various stock points. Cetex is negotiating with them
for the supply of Acetone with a formula linked to the MIBK price. Cetex has signed a
MoU for supply of Acetone to Cetex as well as MIBK to Mitsui.
3.10. Availability of Water, Sources, Energy/ Power requirement
Water requirement will be met through CMWSSB .Water requirement for the project for
existing and expansion is as follows,
Water Requirement
Existing and Expansion: MEK &Fine chemical manufacturing unit – 845 KLD
Expansion: MIBK Plant – 600 KLD
Energy Source:
From TNEB and proposed coals based 2 MW power plant
Power Requirement
Existing (MEK Expansion and Fine Chemical unit): 0.95 MW
Expansion (MIBK): 1.8 MW, 2 MW Captive Power plant either Coal/Biomass
DG Sets
Existing : 1500 KVA x 1 No
Expansion: 1500 KVA x 1 No

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
4.0. SITE ANALYSIS
4.1. Site Connectivity
The proposed CETEX site is well connected to State Highway 104 and the nearest railway
station is Thiruvottiyur 3 Km, and the nearest airport is Chennai International Airport 25
Km.
4.2. Topography Along With the Map
In general the site topography is to be convex in relation to the surrounding so that the
rain-water is drained away from the site naturally. So, a site with convex topography can
be regarded as excellent and that with concave topography is regarded as bad. The
proposed site is flat and the Topo map is given in Annexure 4.
4.3. Existing Land Use Pattern
The projects involving clearance under Coastal Regulation Zone Notification, 1991 shall
submit with the application a C.R.Z map duly demarcated by one of the authorized
agencies, showing the project activities, w.r.t. C.R.Z (at the stage of TOR) and the
recommendations of the State Coastal Zone Management Authority (at the state of EC).
Simultaneous action shall also be taken to obtain the requisite clearance under the
provisions of the C.R.Z Notification, 1991 for the activities to be located in the CRZ.
4.4. Soil classification
The soil nature is totally clay type, hence, for the construction of basement work pile
foundation is recommended. The approximate soil bearing capacity is 25MT/Sq. meters.
The elevation of the site is about 6.7 meters above the sea level. The humidity of the wind
varies from 35% to 87%.The site has to be totally fenced or walled, and the same has to be
done at a later stage.
4.5. Climate Data from Secondary Sources
The city gets most of its seasonal rainfall from the north–east monsoon winds, from mid–
October to mid–December. Cyclones in the Bay of Bengal sometimes hit the city. The
highest annual rainfall recorded is 257 cm in 2005. Prevailing winds in Chennai are
usually southwesterly between April and Octoberand northeasterly during the rest of the

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
year. Historically, Chennai has relied on annual monsoon rains to replenish water
reservoirs, as no major rivers flow through the area. Chennai has a water table at 2 meters
for 60 percent of the year. The normal climatologically table is given in Table 8.
Table 8 : Climate data for Manali, Chennai, India (1901–2011) Month Jan Feb Mar Apr May Jun Jul Aug Sep Oct Nov Dec Year
Record high °C 33 37 39 43 46 45 41 40 39 39 34 33 45
Average high °C 28.8 30.5 32.6 34.7 37.4 37.3 35.3 34.5 33.9 31.8 29.4 28.4 32.88
Average low °C 20.4 21.1 23 25.8 27.6 27.4 26.1 25.5 25.2 24.2 22.6 21.2 24.17
Record low °C 14 15 17 20 21 21 22 21 21 17 15 14 14
Precipitation mm 22.5 2.2 4 7.7 43.9 55.9 100.3 140.4 137.3 278.8 407.4 191.1 1,391.50
Avg. precipitation
days 1.3 0.4 0.3 0.6 1.4 4 6.9 8.5 7.1 10.6 11.7 6.3 59.1
Mean
monthly sunshine
hours
269.7 268.8 294.5 291 279 204 186 192.2 198 195.3 183 204.6 2,766.10
5.0. PLANNING BRIEF
Population and the distance of the populated areas from the sites should be considered for
evaluating the sites. For this reason the populations of villages within 10 km radius and
their distances from the site have to be considered.
While Transportation, the collection personnel shall wear gloves, masks, rubber gum boots
while unloading the same PPE shall be used. While loading the wastes into incinerators,
the staff shall wear helmet, goggles, masks, asbestos temperature resistant gloves, and
boots. While segregation, they shall ensure protection from needle pricking and shall use
hard gloves. Any needle stick injury shall be attended to immediately; they shall
thoroughly wash the injured area using soap/ detergent and then apply disinfectant to the
area. Further to this they shall get checked up for infections. Health check-up and
vaccinations will be done as per standard prescribed by health department and records
maintained.

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
5.1. Land Use Planning (Break up along with green belt)
Land Break up for Existing MEK, MEK Expansion and MIBK Expansion is given in
Please refer Annexure 3.
5.2. Amenities/Facilities
The site is well connected with the facilities such as hospitals and schools nearby areas.
Apollo Hospital: 4.7 km SE
Government Ophthalmic Hospital: 11.6 km S
Madras Medical Mission: 13.9 km SW
Thiruvottiyur Church of Christ: 2.5 km SE
Thyaga Raja Swamy Temple: 2.3 km SE
Thiruvottiyur mosque: 2.7 km SE
6.0. PROPOSED INFRASTRUCTURE
6.1. Industrial Area (Processing Area)
The proposed project is the production of Methyl Iso Butyl Ketone (MIBK), and the
breakup of the chemical unit operations equipment is detailed in table 8.
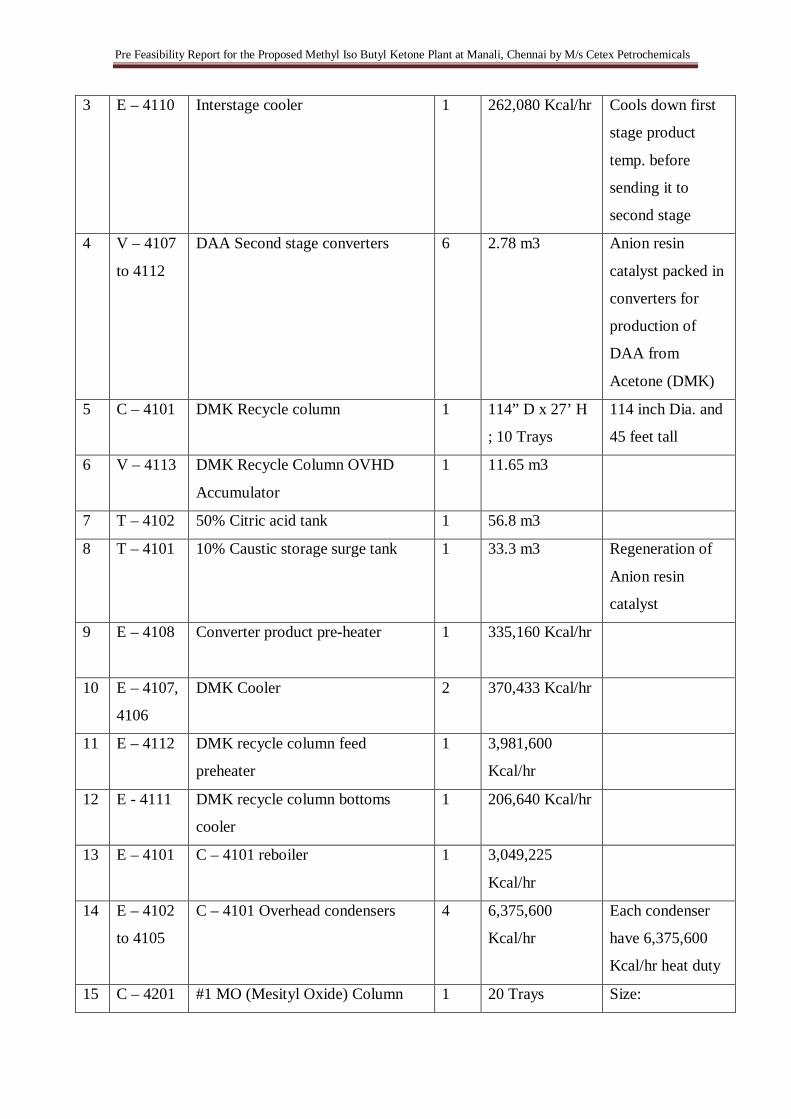
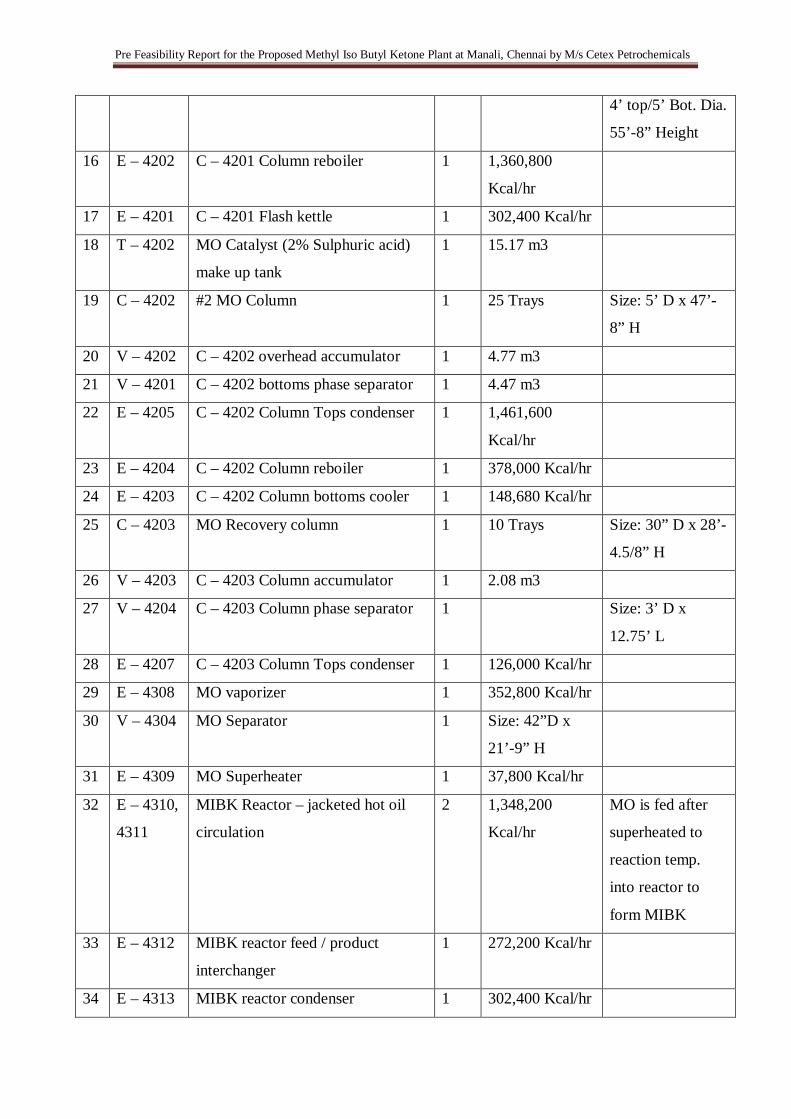
Table 9 : Breakup of the chemical unit operations equipment
S.
No Tag No. Equipment
Item
nos.
Capacity
(each item) Remarks
1 E - 4109 Acetone Chiller 1 335,160 Kcal/hr Reduce the
acetone feed temp
below ambient
2 V-4101
to 4106
DAA First stage converters 6 2.78 m3 Anion resin
catalyst packed in
converters for
production of
DAA from
Acetone (DMK)
Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
3 E – 4110 Interstage cooler 1 262,080 Kcal/hr Cools down first
stage product
temp. before
sending it to
second stage
4 V – 4107
to 4112
DAA Second stage converters 6 2.78 m3 Anion resin
catalyst packed in
converters for
production of
DAA from
Acetone (DMK)
5 C – 4101 DMK Recycle column 1 114” D x 27’ H
; 10 Trays
114 inch Dia. and
45 feet tall
6 V – 4113 DMK Recycle Column OVHD
Accumulator
1 11.65 m3
7 T – 4102 50% Citric acid tank 1 56.8 m3
8 T – 4101 10% Caustic storage surge tank 1 33.3 m3 Regeneration of
Anion resin
catalyst
9 E – 4108 Converter product pre-heater 1 335,160 Kcal/hr
10 E – 4107,
4106
DMK Cooler 2 370,433 Kcal/hr
11 E – 4112 DMK recycle column feed
preheater
1 3,981,600
Kcal/hr
12 E - 4111 DMK recycle column bottoms
cooler
1 206,640 Kcal/hr
13 E – 4101 C – 4101 reboiler 1 3,049,225
Kcal/hr
14 E – 4102
to 4105
C – 4101 Overhead condensers 4 6,375,600
Kcal/hr
Each condenser
have 6,375,600
Kcal/hr heat duty
15 C – 4201 #1 MO (Mesityl Oxide) Column 1 20 Trays Size:
Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
4’ top/5’ Bot. Dia.
55’-8” Height
16 E – 4202 C – 4201 Column reboiler 1 1,360,800
Kcal/hr
17 E – 4201 C – 4201 Flash kettle 1 302,400 Kcal/hr
18 T – 4202 MO Catalyst (2% Sulphuric acid)
make up tank
1 15.17 m3
19 C – 4202 #2 MO Column 1 25 Trays Size: 5’ D x 47’-
8” H
20 V – 4202 C – 4202 overhead accumulator 1 4.77 m3
21 V – 4201 C – 4202 bottoms phase separator 1 4.47 m3
22 E – 4205 C – 4202 Column Tops condenser 1 1,461,600
Kcal/hr
23 E – 4204 C – 4202 Column reboiler 1 378,000 Kcal/hr
24 E – 4203 C – 4202 Column bottoms cooler 1 148,680 Kcal/hr
25 C – 4203 MO Recovery column 1 10 Trays Size: 30” D x 28’-
4.5/8” H
26 V – 4203 C – 4203 Column accumulator 1 2.08 m3
27 V – 4204 C – 4203 Column phase separator 1 Size: 3’ D x
12.75’ L
28 E – 4207 C – 4203 Column Tops condenser 1 126,000 Kcal/hr
29 E – 4308 MO vaporizer 1 352,800 Kcal/hr
30 V – 4304 MO Separator 1 Size: 42”D x
21’-9” H
31 E – 4309 MO Superheater 1 37,800 Kcal/hr
32 E – 4310,
4311
MIBK Reactor – jacketed hot oil
circulation
2 1,348,200
Kcal/hr
MO is fed after
superheated to
reaction temp.
into reactor to
form MIBK
33 E – 4312 MIBK reactor feed / product
interchanger
1 272,200 Kcal/hr
34 E – 4313 MIBK reactor condenser 1 302,400 Kcal/hr

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
35 V – 4305 MIBK reactor accumulator 1 4.47 m3
36 E – 4316 MIBK reactor hot oil cooler 1 403,200 Kcal/hr
37 C – 4301 MIBK lights end removal column 1 50 Trays Size: 6’D x 90’-5”
H
38 C – 4302 MIBK Finishing column 1 50 Trays Size: 5’D x 84’-6”
H
39 V – 4301 C – 4301 column accumulator 1 8.70 m3
40 V – 4303 C – 4301 column side cuts phase
separator
1 8.70 m3
41 E – 4306 C – 4301 Side cuts cooler 1 378,000 Kcal/hr
42 E – 4302 C – 4301 Column condenser 1 1,663,200
Kcal/hr
43 E – 4301 C – 4301 Column reboiler 1 2,142,000
Kcal/hr
44 E – 4304 C – 4302 Column condenser 1 831,600 Kcal/hr
45 E – 4303 C – 4302 Column reboiler 1 781,200 Kcal/hr
46 E – 4307 C – 4302 Column bottoms cooler 1 5040 Kcal/hr
47 E – 4305 C – 4302 Column tops cooler 1 88,200 Kcal/hr
48 E – 4408 MIBK Vaporizer 1 352,800 Kcal/hr
49 V – 4404 MIBK Separator 1 2.31 m3
50 E – 4409 MIBK Superheater 1 100,800 Kcal/hr
51 E – 4410,
4411
MIBC Reactor – Hot oil jacketed 2 478,800 Kcal/hr
52 E – 4416 MIBC reactor hot oil cooler 1 514,080 Kcal/hr
53 E – 4412 MIBC reactor feed / product
interchanger
1 277,200 Kcal/hr
54 E – 4413 MIBC reactor condenser 1 428,400 Kcal/hr
55 V – 4405 MIBC reactor accumulator 1 4.47 m3
56 C – 4401 Crude MIBC column 1 65 Trays Size: 6’ D x 84’ H
57 E – 4401 C – 4401 reboiler 1 645,120 Kcal/hr
58 E – 4402 C – 4401 column tops condenser 1 504,000 Kcal/hr
59 V – 4401 C – 4401 Column overhead
accumulator
1 3.75 m3

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
60 C – 4402 MIBC finishing column 1 50 Trays Size: 4’-6” D x
10’-7”H
61 E – 4403 C – 4402 Column reboiler 1 295,596 Kcal/hr
62 E – 4404 C – 4402 Column tops condenser 1 504,000 Kcal/hr
63 V – 4402 C – 4402 Column accumulator 1 2.08 m3
64 E – 4405 C – 4402 Column vent condenser 1 8820 Kcal/hr
65 E – 4407 C – 4402 Column bottoms cooler 1 26,712 Kcal/hr
66 V – 4403 MIBC Vacuum pump K.O pot 1 0.15 m3
67 E – 4406 Vacuum pump seal liquid cooler 1 4427 Kcal/hr
68 V – 4505 Feed (DAA) surge vessel 1 0.42 m3
69 V – 4506 HG Reactor 1 3.14 m3 Agitated vertical
jacketed vessel,
with internal
filter. Cooling
load: 88200
Kcal/hr
70 V – 4503 HG reactor accumulator 1 2.27 m3
71 V – 4504 HG reactor vent KO Pot 1 0.23 m3
72 E – 4509 Crude HG Cooler 1 31,248 Kcal/hr
73 E – 4508 Vent cooler 1 18,144 Kcal/hr
74 E – 4501 C – 4501 Column feed preheater 1 156,240 Kcal/hr
75 C – 4501 Lights Ends Column 1 20 Trays
76 E – 4504 C – 801 Column reboiler 1 264,600 Kcal/hr
77 E – 4502 C – 4501 Partial condenser 1 91,980 Kcal/hr
78 E – 4503 C – 4501 Column Condenser 1 112,896 Kcal/hr
79 V – 4501 C – 4501 Column Reflux
accumulator
1 1.2 m3
80 C – 4502 Heavy Ends Column 1 Structured
Packing
Size: 4’ D x 44’-
3” H
81 E – 4505 C – 4502 Column Reboiler 1 274,680 Kcal/hr
82 E – 4506 C – 4502 Column Condenser 1 347,760 Kcal/hr
83 V – 4502 C – 4502 Reflux Accumulator 1 1.2 m3
84 E – 4507 C – 4503 Feed cooler 1 73,584 Kcal/hr

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
85 C – 4503 DAA Treater (Stabilising) Column 1 Hollow column Size: 3’ D x 19’-
9” H
6.2. Greenbelt
Development of green belt was conceived at the beginning; Green belt already exists all
along the plant boundary. For the proposed facility area also 33 % of the total area will be
covered under greenbelt. A significant area will be covered under lawn and eco
beautification nursery will be developed within the premises The species selected will be
as per the management requirement and CPCB guidelines. The distance between two
plants will be been kept minimum for thick belt Regular maintenance of green belt The
proposed facility will also be covered with a green belt to minimize the pollution.
6.3. Industrial Waste Management
The Hazardous wastes will be treated as per Hazardous Wastes (Management and
Handling) Rules, 1989 and its subsequent amendments. Electronic waste will be processed
as per E-waste Management and Handling Rules 2011, The Batteries (Management and
Handling) Rules, 2001. Bio Medical Waste will be processed as per Bio-Medical Waste
(Management and Handling) (Amendment) Rules, 2003 and its subsequent amendments.
6.4. Solid Waste Management
General office E waste is expected with a maximum quantity of 100 kg/year and will be
sent to the TNPCB Authorised E-waste recyclers. Treated sewage sludge will be used as
manure for green belt development inside the plant premises and sludge arising during
effluent treatment will be sent to the nearest TSDF, Gummidipoondi. MoU made for the
existing plant with nearby TSDF for waste disposal.
Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
7.0. REHABILITATION AND RESETTLEMENT (R&R PLAN)
No R&R is required because industry is in notified industrial area, Manali.
The company has formed Cetex Foundation to take care of the CSR activities. The main
objective is to help the underprivileged for Health & Education. The Foundation has
donated to Voluntary Agencies engaged in the Health Care Segment with the motto to
help poor. The Foundation has also conducted Health Camps for all associates including
contract workers.
More than 1000 Trees were planted last year in Cetex factory and outside. The company
has also donated for the higher education of children belonging to the employees &
contract workers.
8.0. PROJECT SCHEDULE AND COST ESTIMATES
Financial projections for the existing operations as well as the expansion project intended
by the Company have been worked out and given in Table 10.
Table 10 : Cost Estimates of the project
S. No Particulars Cost in Indian
Rupees
1 Total cost of the project 135 Cr. Rs.
2 Capital cost for environmental
pollution control equipment, etc 5 Cr. Rs.
9.0. ANALYSIS OF PROPOSAL (FINAL RECOMMENDATIONS)
During the construction phase of the project, direct and indirect employment opportunities
associated with developments will be provided to the residents of the surrounding areas,
this would improve socio-economic environment of the project area. There will be
cumulative positive impact on the environment in terms of better solid waste management.
More Employment opportunities will be created and aesthetics of the area will be
Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
improved. Demand for housing will increase. Ancillary industries, shops, small hotels etc
will come up.
The company has formed Cetex Foundation to take care of the CSR activities. The main
objective is to help the underprivileged for Health & Education. The Foundation has
donated to Voluntary Agencies engaged in the Health Care Segment with the motto to
help poor. The Foundation has also conducted Health Camps for all associates including
contract workers.
More than 1000 Trees were planted last year in Cetex factory and outside. The company
has also donated for the higher education of children belonging to the employees &
contract workers.

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Figure 6 : Site Photographs
Proposed site for MIBKproject
Proposed site for MIBK project
Proposed site for MIBK project
Proposed site for MIBK project
Proposed site for MIBK project
Entrance of Cetex Petrochemicals, Manali

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Figure 7 : Google Image
Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
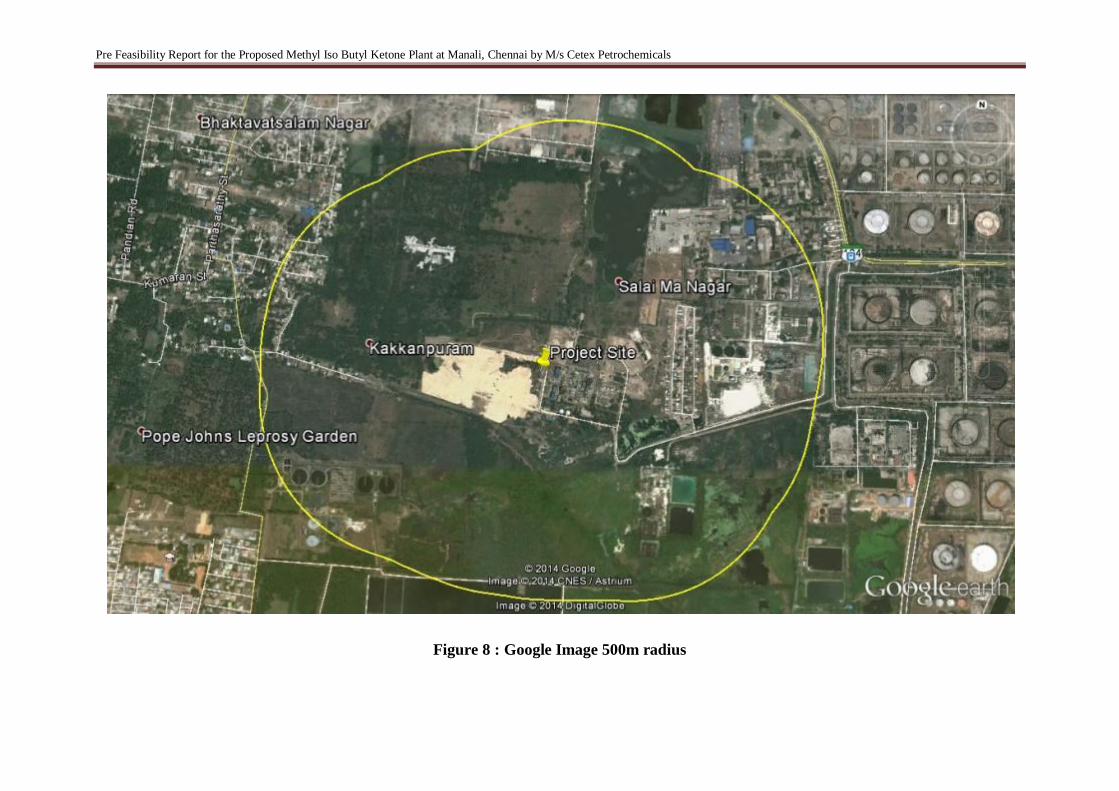
Figure 8 : Google Image 500m radius

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Figure 9 : Google Image 1 km radius

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Figure 10 : Google Image 5km radius

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals
Figure 11 : Google Image 10 km radius

Pre Feasibility Report for the Proposed Methyl Iso Butyl Ketone Plant at Manali, Chennai by M/s Cetex Petrochemicals