pontificia universidad católica argentina€¦ · problemas operacionales en plantas de...
TRANSCRIPT

�
Pontificia Universidad Católica Argentina
�
�
Facultad de Ciencias Fisicomatemáticas e Ingeniería
Ingeniería Ambiental
�
�
�
Problemas Operacionales
en
Plantas de Tratamiento
Autor: Maria Florencia Carlini
Tutor: Dra. Ana Tancioni de Walz
septiembre de 2003
PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 2
Abstract
El presente trabajo tiene como objetivo realizar una descripción de los problemas operacionales mas comunes que se pueden presentar en plantas de tratamiento de barros activados, enumerando, para cada uno, cuales son sus síntomas y sus causas.
Luego, se procederá a aplicar lo anteriormente expuesto a un caso real, abarcando un plan de muestreo, la realización de los análisis pertinentes en el laboratorio de la facultad, la determinación del problema y finalmente la propuesta de las soluciones consideradas más convenientes para el mismo.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 3
Índice Temático
ABSTRACT 2
ÍNDICE TEMÁTICO 3
ÍNDICE ALFABÉTICO 5
1. PROCESO DE BARROS ACTIVADOS 7
1.1. PARÁMETROS QUE DESCRIBEN EL LODO BIOLÓGICO Y SUS CARACTERÍSTICAS 7
1.2. TIPOS DE PLANTAS DE BARROS ACTIVADOS 8
2. PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO 12
2.1. PROBLEMAS EN EL SISTEMA DE AIREACIÓN 12
2.2. PROBLEMAS DE ESPUMAS 14
2.3. ARRASTRE DE SÓLIDOS 16
2.4. ABULTAMIENTO DEL BARRO 16
2.5. BARRO ASCENDENTE 17
2.6. EFLUENTE SECUNDARIO TURBIO 18
2.7. ASHING 19
2.8. PINPOINT FLOC 19
2.9. FLOC RETARDADO 20
3. CASO EN CUESTIÓN 21
4. MUESTREO 23
4.1. DESCRIPCIÓN 23
4.2. CONSERVACIÓN DE LAS MUESTRAS 23
4.3. FOTOS 24
5. ANÁLISIS 25
5.1. DESCRIPCIÓN 25
5.2. MÉTODOS APLICADOS 25

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 4
5.3. RESULTADOS 27
6. DETERMINACIÓN DEL PROBLEMA 29
7. CONCLUSIÓN 30
7.1. REDUCCIÓN DE ESPUMAS 30
7.2. MEJORA DE LA CALIDAD DEL BARRO 31
7.3. MEJORA DE LA CALIDAD DEL AFLUENTE 31
7.4. REDUCCIÓN DE LA TOXICIDAD DEL AFLUENTE 33
8. MÉTODOS DE TRATAMIENTO ALTERNATIVOS 34
8.1. MÉTODO FENTON 34
9. BIBLIOGRAFÍA 37

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 5
Índice Alfabético
A
Abultamiento del barro ........................................... 16
aeróbicos ................................................................. 12
aireadores mecánicos .............................................. 14
Análisis ................................................................... 26
Antiespumantes....................................................... 31
Arrastre de sólidos .................................................. 16
Ashing..................................................................... 19
Atascamiento del impulsor...................................... 14
B
barro activado recirculado......................................... 7
barro biológico.......................................................... 7
barros activados ........................................................ 7
Barros activados...................................................... 14
bulking .................................................................... 16
C
calidad del afluente ................................................. 32
calidad del barro...................................................... 32
cámara de aireación................................................. 12
Canales de oxidación ................................................ 9
Capacitación del personal ....................................... 31
Caso ........................................................................ 21
Conclusión .............................................................. 31
Contacto estabilización ........................................... 10
D
DBO.................................................................... 7, 24
decantabilidad ......................................................... 27
Decantación ............................................................ 10
Determinación de DBO........................................... 26
Determinación de DQO .......................................... 26
Determinación de Fósforo....................................... 26
Determinación de pH .............................................. 26
difusor ..................................................................... 12
difusores.................................................................. 12
DQO ................................................................... 7, 24
E
espuma .................................................................... 14
Espuma blanca ........................................................ 14
espumas................................................................... 14
Espumas marrones .................................................. 15
Extracción ............................................................... 10
F
F/M ........................................................................... 8
filamentoso ............................................................. 15
filamentosos ...................................................... 16, 17
Floc retardado ......................................................... 20
flóculos ................................................................... 27
Flujo en pistón .......................................................... 8
Fósforo.................................................................... 24
Fotos ....................................................................... 25
I
IVL ........................................................................... 7

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 6
L
LABINCA............................................................... 21
Ll
Llenado ................................................................... 10
M
Método Fenton ........................................................ 35
Métodos Aplicados ................................................. 26
Mezcla completa ....................................................... 8
microorganismos..................................................... 12
MLSS...................................................................... 34
Muestreo ................................................................. 24
N
Nitrógeno ................................................................ 24
Nocardia.................................................................. 17
nutrientes................................................................. 32
O
OD ............................................................................ 7
Oleaje...................................................................... 13
ortofosfato............................................................... 26
oxigeno ................................................................... 12
P
parámetros............................................................... 24
Pinpoint floc............................................................ 19
Planta de Tratamiento ............................................. 22
problema ................................................................. 30
problemas operacionales ......................................... 12
Protozoos ................................................................ 18
R
Reacción ................................................................. 10
Reactores discontinuos secuenciales....................... 10
Residuo de fango .................................................... 10
Resultados............................................................... 28
RS ............................................................................. 7
S
SBR......................................................................... 21
sedimentador....................................................... 7, 12
Sistemas de aireación mecánicos ............................ 13
spray........................................................................ 31
SST ........................................................................... 7
SSV ........................................................................... 7
Standard Methods ................................................... 26
T
Tasas de aireación ................................................... 12
toxicidad ........................................................... 30, 34
tóxicos..................................................................... 16
tratamiento alternativos........................................... 35
tratamiento biológico aeróbico.................................. 7
turbulencia .............................................................. 17

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 7
1. Proceso de barros activados El proceso de barros activados es un método de tratamiento biológico aeróbico
que produce un efluente de calidad aceptable por eliminación de sustancias que tienen demanda de oxígeno, utilizando reacciones metabólicas de microorganismos.
El sistema de barros activados es un proceso que convierte aquellas sustancias no sedimentables naturalmente por estar finamente divididas o en estado coloidal o en estado disuelto en flocs biológicos. Este floc nuevo así formado, que se llama barro biológico, es eliminado del sistema por sedimentación, con lo cual se produce un alto grado de depuración en el efluente tratado.
El barro biológico se desarrolla en la cámara de aireación y se separa en el sedimentador secundario. Para asegurar una apropiada cantidad de floc con la capacidad de absorción de materia orgánica adecuada y características de sedimentación correctas, en un flujo continuo, es necesario recircular una cierta cantidad de lodo sedimentado a la cámara de aireación. Esta recirculación de lodos se denomina barro activado recirculado (Return Activated Sludge o RAS). El barro activado, al absorber materia orgánica, crece y aumenta en forma continua. Por esto, es necesario retirar periódicamente una cierta cantidad de lodos del sistema. Esta purga se llama WAS (Waste Activated Sludge).
1.1. Parámetros que describen el Lodo Biológico y sus Características¡Error! Marcador no definido.
Nombre Definición Unidades
DBO Demanda Bioquímica de Oxígeno: Test estandarizado que se realiza a lo largo de 5 días a temperatura constante (20oC) para medir la cantidad de oxígeno que se consume para degradar biológicamente un compuesto orgánico
mg/l
DQO Demanda Química de Oxígeno: Test estandarizado para medir la cantidad de oxígeno consumido para oxidar químicamente un compuesto químico
mg/l
SST Sólidos Suspendidos Totales: Sólidos totales en suspensión, también llamado residuo no filtrable
mg/l
SSV Sólidos Suspendidos Volátiles: Sólidos volátiles, que representan aproximadamente la masa activa (de microorganismos) en el tanque de aireación
mg/l
RS Residuo Sedimentable: sólidos sedimentables en 30 o 60 minutos en un cono de Imhoff
ml/l
IVL
Indice Volumétrico de Lodos:
IVL = Vol. sedimentado x 1000
SST
Representa el volumen específico del barro. Lo ideal es que su valor esté entre 40 y 140 ml/g
ml/g
OD Oxígeno Disuelto en la cámara de aireación mg/l
θθθθ Tiempo de residencia: es el tiempo promedio que el barro permanece en el sistema (MCRT). d
PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 8
F/M
Relación entre el alimento ingresado (Food, F) y la masa de microorganismos (M) en el sistema:
F = DBO x Qentrada .
M SSVcámara x Vcámara
d-1
1.2. Tipos de plantas de barros activados
Los sistemas de barros activados más comunes son:
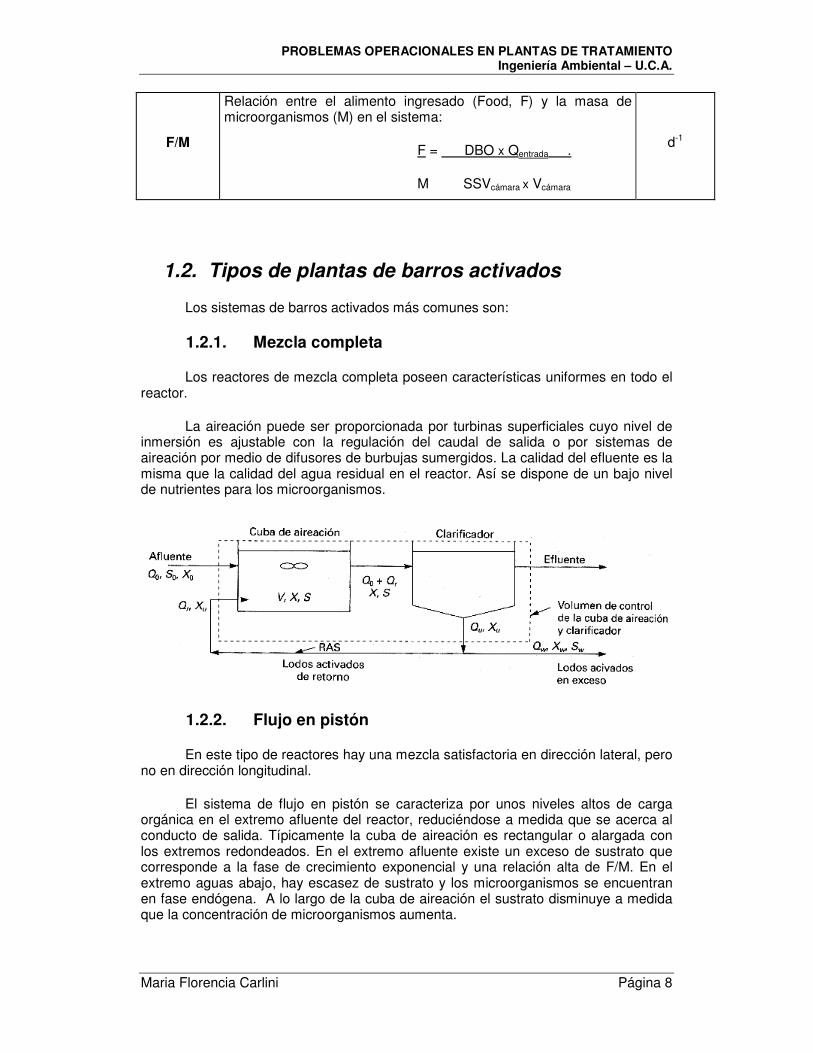
1.2.1. Mezcla completa
Los reactores de mezcla completa poseen características uniformes en todo el reactor.
La aireación puede ser proporcionada por turbinas superficiales cuyo nivel de inmersión es ajustable con la regulación del caudal de salida o por sistemas de aireación por medio de difusores de burbujas sumergidos. La calidad del efluente es la misma que la calidad del agua residual en el reactor. Así se dispone de un bajo nivel de nutrientes para los microorganismos.
1.2.2. Flujo en pistón
En este tipo de reactores hay una mezcla satisfactoria en dirección lateral, pero no en dirección longitudinal.
El sistema de flujo en pistón se caracteriza por unos niveles altos de carga orgánica en el extremo afluente del reactor, reduciéndose a medida que se acerca al conducto de salida. Típicamente la cuba de aireación es rectangular o alargada con los extremos redondeados. En el extremo afluente existe un exceso de sustrato que corresponde a la fase de crecimiento exponencial y una relación alta de F/M. En el extremo aguas abajo, hay escasez de sustrato y los microorganismos se encuentran en fase endógena. A lo largo de la cuba de aireación el sustrato disminuye a medida que la concentración de microorganismos aumenta.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 9
Entre las ventajas que presenta este sistema se incluye la capacidad para tratar por completo todo el afluente y evitar que ningún elemento quede sin tratar. Esto se debe a que típicamente el afluente tiene un tiempo de residencia mayor en la cuba de aireación que en el caso del sistema de mezcla completa.
1.2.3. Canales de oxidación
La cuba de aireación suele tener una configuración de hipódromo con unos aireadores de cepillo dispuestos en uno o más puntos. El afluente entra en el reactor aguas arriba del aireador y avanza como elemento pistón, desde un punto con altos niveles de oxigeno a una zona con niveles bajos de oxigeno. El efluente abandona el reactor aguas abajo del afluente. El barro se recircula. Los canales de oxidación se caracterizan por unos elevados tiempos de retención hidráulicos (aproximadamente 24 hs.) y de retención de barros de entre 20 y 30 días. Así mismo los canales de oxidación se caracterizan por unos valores elevados de la calidad del efluente, pero presentan la desventaja de que el espesamiento de fangos es muy difícil.
Con la aireación prolongada se logran elevados tiempos de retención hidráulica, pudiendo manejar caudales y cargas orgánicas variables. Los microorganismos operan en la fase endógena.
Se prescinde de la decantación primaria ya que el objetivo principal es la obtención de la mínima cantidad de barro.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 10
1.2.4. Contacto estabilización
En este sistema la aireación se lleva a cabo en dos fases y dos reactores diferentes.
En el tanque de contacto la materia orgánica es absorbida por la masa microbiana y la masa orgánica disuelta es absorbida por la biomasa. El tiempo de retención se encuentra entre 30 y 60 min. En el segundo reactor, denominado tanque de estabilización, con un tiempo de retención entre 2 y 3 h, es donde se eliminan los sólidos en la zona de decantación y se estabilizan posteriormente con re aireación antes de combinarse con el agua residual afluente.
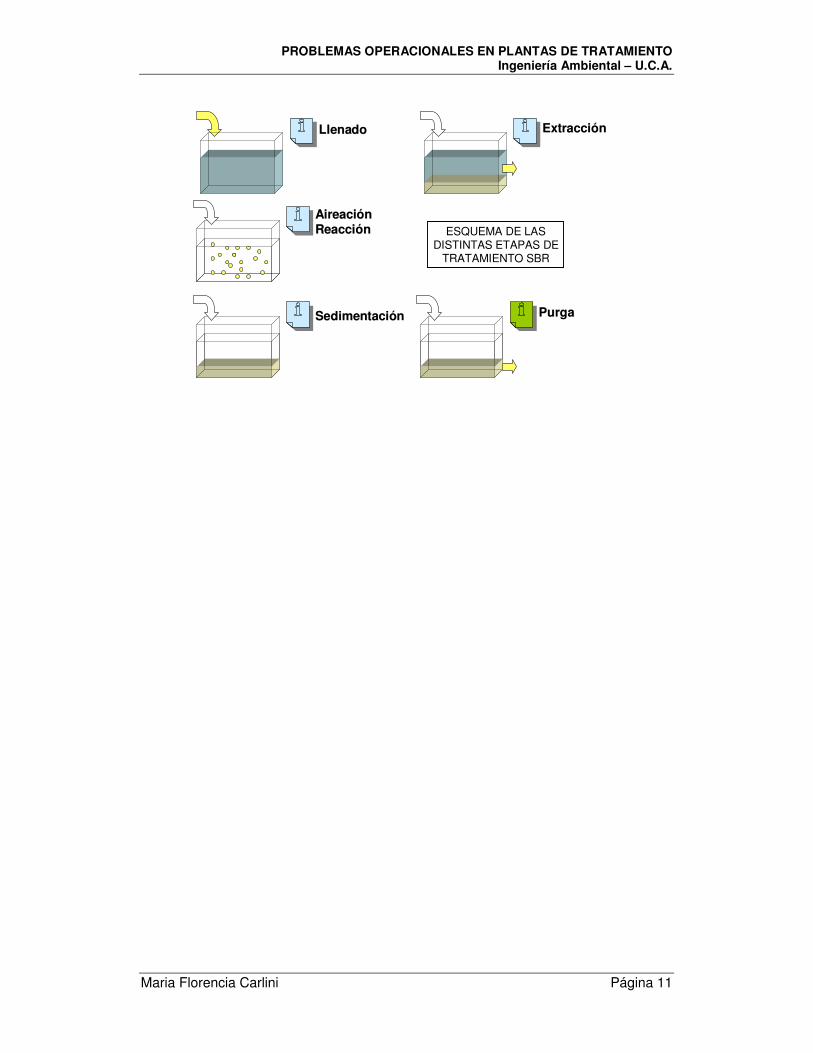
1.2.5. Reactores discontinuos secuenciales
Es un sistema de mezcla completa aunque sin decantador secundario. Dentro de un a única cuba de aireación se llevan a cabo en serie cinco etapas diferentes. Los procesos de aireación y decantación se llevan a cabo en la misma cuba. Las etapas son:
• Llenado: la cuba se llena con afluente • Reacción: La cuba se airea cuando se encuentra al 100% de su
capacidad • Decantación: se permite la decantación y sedimentación • Extracción: el efluente se extrae de la parte superior de la cuba • Residuo de fango: El fango se vierte por la parte inferior de la cuba.
PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 11
LlenadoLlenado
AireaciónAireaciónReacciónReacción
SedimentaciónSedimentación
ExtracciónExtracción
PurgaPurga
ESQUEMA DE LAS DISTINTAS ETAPAS DE
TRATAMIENTO SBR

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 12
2. Problemas operacionales en plantas de tratamiento
En general los problemas operacionales pueden clasificarse por condiciones que el operador puede determinar visualmente en el tanque de aireación o en el sedimentador secundario.
Los problemas en la cámara de aireación incluyen problemas en el sistema de aireación y problemas de espumas.
Los problemas en el sedimentador secundario incluyen arrastre de sólidos, abultamiento de barros, coagulación del barro, efluente turbio, etc.
Los problemas en el tanque de aireación pueden ser corregidos lógicamente usando prácticas de control operacional y mediante el mantenimiento apropiado de los equipos.
2.1. Problemas en el sistema de aireación
El licor mezclado debe ser aireado de modo que los microorganismos aeróbicos reciban suficiente oxigeno como para permanecer activos y saludables. Además el contenido del tanque de aireación debe ser mezclado para mantener a los microorganismos en contacto con toda la materia orgánica presente en el líquido a tratar.
La mezcla en el tanque de aireación pude ser controlada generalmente observando la turbulencia en la superficie del tanque de aireación. La turbulencia en la superficie defería ser razonablemente uniforme en todo el tanque. No debería haber turbulencia muy violenta porque gasta energía y corta el floc.
2.1.1. Problemas en el difusor de aire
Puntos muertos y patrones de mezcla no uniformes indican generalmente difusores atascados o que el difusor necesita ajustes para balancear la distribución de aire en el tanque.
Para tanques de aireación con difusores de aire debería hacerse un perfil de oxigeno disuelto cada 6 meses o cada vez que el patrón de flujo cambie.
La distribución de aire debería ajustarse para mantener un oxigeno disuelto de no menos de 0.5 mg/l y preferentemente de 1.5 a 4 mg/l en todo el tanque.
Algunas causas probables de aireación no uniforme incluyen:
• Tasas de aireación muy altas o muy bajas para el apropiado funcionamiento del difusor
• Las válvulas necesitan ajustes para balancear la distribución del aire • Los difusores necesitan limpieza y/o reparación • Limitaciones mecánicas de los equipos • Difusores con distinta elevación

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 13
Pueden intentarse las siguientes medidas, (cuando sean aplicables), para corregir problemas de aireación:
• Ajustar el flujo de aire para mantener el oxigeno disuelto en una tasa apropiada (1.5 a 4 mg/L). el flujo de aire por unidad lineal de cabezal del difusor debería ser mayor a 5 L/m.s para asegurar la correcta aireación y mezcla del contenido del tanque.
• Ajustar las válvulas de los cabezales del difusor para balancear la distribución de aire y eliminar puntos muertos.
• Controlar los requisitos de mantenimiento preventivo del soplante, registros de service, capacidad de diseño y rendimiento actual. El soplante podría necesitar reparación
• Controlar y limpiar regularmente los difusores. • Reubicar y/o incrementar el número de difusores para mezclar y airear
apropiadamente el contenido del tanque.
2.1.2. Sistemas de aireación mecánicos
Como con los sistemas de aireación por difusión, los problemas de aireación o de mezcla pueden presentarse también con los sistemas mecánicos, que además pueden estar sujetos a problemas de sobrecarga y falla del impulsor.
Algunas causas de mezcla o aireación inadecuada son:
• Velocidad muy baja del aireador. • Profundidad inadecuada del impulsor. • Impulsor cubierto con hielo o trapos. • Aireador subdimensionado.
Para corregir los problemas de mezcla o aireación inadecuadas pueden intentarse las siguientes medidas:
• Aumentar la velocidad del aireador, si el aireador tiene motor de dos velocidades y ha estado operando a baja velocidad
• Remover trapos o hielo • Considerar el reemplazo del aireador por un mas grande o mejor diseñado
2.1.2.1. Oleaje
Los aireadores mecánicos pueden estar sujetos a las pulsaciones hidráulicas. Esto sucede cuando la profundidad del rodete es menor a la recomendada por el fabricante y se establece un patrón de ondas que hace que el rodete se encuentre alternativamente sumergido o no. El aireador estará sobrecargado y podría apagarse. Este problema es común en plantas con bajos caudales, por ejemplo en plantas enteramente nuevas o cuando un nuevo tanque de aireación es agregado.
Para corregir estos problemas pueden tomarse las siguientes medidas:
• Si el oleaje se produce en condiciones anormales, controlar el vertedero del tanque de aireación, especialmente si es ajustable en caso de producirse picos

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 14
• Aumentar o disminuir el efluente del tanque de aireación y/o sumergir el impulsor para alcanzar una profundidad apropiada. No exceder la profundidad máxima recomendada
• Considerar experimentar con deflectores, tubos de aspiración en la entrada y alabes reductores de flujo para eliminar la acción del oleaje
• Aumentar la tasa de retorno como ultimo recurso
2.1.2.2. Atascamiento del impulsor
Los aireadores mecánicos pueden estar sujetos a problemas de atascamiento debido a trapos y hielo. Estos interfieren con la mezcla y aireación y pueden dañar la caja de engranajes y causar la sobrecarga del motor.
2.2. Problemas de espumas
La presencia de algo de espuma en el tanque de aireación es normal en el proceso de barros activados. Normalmente, en una planta bien operada, del 25 al 10 % de la superficie del tanque de aireación se encuentra cubierta por una capa de espumaliviana de 5 a 8 cm.
Bajo ciertas condiciones de operación, la espuma puede volverse excesiva y afectar las operaciones. Generalmente se presentan tres tipos de espumas problemáticas: espumas blancas y consistentes, espumas marrones, y espumas muy oscuras o negras.
Si la espuma blanca y dura crece demasiado, puede se transportada por el viento hacia otros sectores de la planta y producir condiciones peligrosas de trabajo. Puede también crear una apariencia desagradable y malos olores, así como acarrear microorganismos patógenos. Si crece una espuma grasosa o espesa esta es arrastrada por el flujo hacia los clarificadores y tendera a acumularse detrás del los deflectores del afluente, creando problemas adicionales de limpieza. También puede tapar el separador de espumas.
2.2.1. Espuma blanca y consistente
Indica un barro joven y se encuentra normalmente tanto en plantas nuevas como en plantas sobrecargadas. Significa que la concentración de MLSS es muy baja y la F/M es muy alta. La espuma puede consistir en detergentes o proteínas que no pueden ser convertidas en alimento por las bacterias que crecen en el licor de mezcla a altas tasas de F/M.
Algunas causas probables de estas espumas son:
• Barros activados no retornados al tanque de aireación • Bajo MLSS resultantes del proceso de puesta en marcha • Bajo MLSS para el residuo orgánico actual, causado tanto por el excesivo
desecho de barros o la alta carga orgánica del afluente. • La presencia de condiciones desfavorables, como substancias tóxicas o
inhibidoras, condiciones anormales de pH, insuficiencia de OD, deficiencia de nutrientes, o cambios estacionales de temperatura.
• Perdida no intencional de biomasa en el clarificador secundario causado por:

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 15
o Excesiva carga hidráulica o Trastornos biológicos. o Deficiencias mecánicas del sedimentador secundario o Distribución inapropiada de caudales o carga de sólidos entre
múltiples clarificadores. • Distribución inapropiada del liquido residual y/o el flujo de RAS entre
múltiples clarificadores
Se pueden aplicar las siguientes medidas para corregir los problemas de espumas:
• Verificar que el barro que retorna fluye hacia el tanque de aireación. Mantener tasas de retorno suficientes para mantener el manto de lodo en la parte mas baja del clarificador, preferentemente entre 0.3 y 0.9 m del fondo.
• Frenar el desperdicio de barro activo por unos días para aumentar la concentración de MLSS y MCRT.
• Controlar los caudales de aire o la profundidad de los aireadores mecánicos para mantener las concentraciones de OD de 1.5 a 4 mg/L en el tanque de aireación.
• Controlar las válvulas de desagüe y cerrarlas si estuvieran abiertas por accidente
• Considerar la siembra de barros de otra planta que este operando correctamente.
• Modificar cañerías o estructuras como sea necesario para mantener una distribución apropiada de caudales a los múltiples tanques de aireación y sedimentadores.
2.2.2. Espumas marrones
Este tipo de espumas se asocia a plantas operando en rangos de baja carga. Las plantas diseñadas para nitrificar tendrán normalmente cantidades bajas o moderadas de espumas marrones.
Las plantas con el microorganismo filamentoso Nocardia tendrán una espuma grasosa y marrón oscura que será transportada sobre la superficie del sedimentador.
Una espuma marrón espesa indica un barro viejo.
Algunas de las posibles causas de este problema son:
• El tanque de aireación esta siendo operado a baja F/M • Crecimiento de una alta concentración de MLSS como resultado de un
insuficiente desecho de barros. • Re aireación de barros
Las siguientes medidas podrán aplicarse para corregir problemas de espumas:
• Si la nitrificación no es necesaria, gradualmente incrementar la F/M y disminuir MCRT.
• si aparecen filamentosos tratar de identificar la causa.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 16
2.2.3. Espumas muy oscuras o negras
La presencia de espumas muy oscuras o negras indica tanto una aireación insuficiente, que resulta en condiciones anaeróbicas, o residuos industriales como tintas o tinturas.
Las siguientes medidas podrán aplicarse para corregir estas espumas
• Incrementar la aireación • Investigar la fuente de los residuos para determinar la presencia de tintas • Disminuir la concentración de MLSS
2.3. Arrastre de sólidos
La condición de arrastre de sólidos puede ser fácilmente detectada cuando se observa una buena sedimentación en el test de sedimentación de 30 minutos del licor de mezcla pero sólidos homogéneos están flotando cerca de los vertederos en el clarificador secundario aun cuando el manto de lodos se encuentre en la parte inferior del sedimentador.
Algunas causas probables de arrastre de sólidos son:
• Mal funcionamiento de equipos • Sobrecarga hidráulica • Sobrecarga de sólidos • Corrientes térmicas (se suelen dar en clarificadores de gran tamaño en otoño y
primavera, provocando turbulencias)
2.4. Abultamiento del barro
Si aumenta cantidad de filamentosos en relación a las bacterias formadoras de floc se comienza a producir el fenómeno denominado bulking (abultamiento de lodos). El abultamiento de lodos es uno de los problemas operacionales más comunes y se manifiesta cuando el lodo gana volumen en el sedimentador secundario y se transforma el liviano y esponjoso. El lodo puede llegar a fugar por los vertederos.
La presencia de un sobrenadante claro sobre un barro poco sedimentable indica que la sedimentación esta siendo obstaculizada por la presencia de microorganismos filamentosos.
La presencia de estos microorganismos se corrige mejorando el ambiente mediante el agregado de nutrientes como nitrógeno, fósforo y hierro, y/o corrigiendo la concentración de OD en el tanque de aireación y el pH.
La presencia de un efluente turbio sobre un barro poco sedimentable indica un abultamiento disperso así como carga orgánica inapropiada, sobre aireación, o presencia de tóxicos.
Algunas causas probables de abultamiento de lodos son:
1) si hay microorganismos filamentosos presentes: • Bajo OD en el tanque de aireación
PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 17
• Insuficiencia de nutrientes • pH inapropiado • temperatura muy elevada del liquido residual • cargas orgánicas muy variables • residuos industriales con alto DBO y pocos nutrientes • relación F/M muy baja permitiendo la formación de Nocardia • Cantidades masivas de filamentosas presentes en el afluente • Insuficiente gradiente de DBO soluble ( como se encuentra en tanques
de mezcla completa) 2) Si no hay microorganismos filamentosos, o hay muy pocos:
• Carga orgánica inadecuada, (muy alta o muy baja) • Sobre aireación • Tóxicos
2.4.1. Soluciones posibles 2.4.1.1. Presencia de microorganismos filamentosos
Medir la concentración de OD en varios puntos del tanque de aireación. Si es menor a 0,5 mg/L incrementar la aireación para llegar a niveles de 1,5 a 4 mg/L. Si la concentración de OD es casi 0 en algunas partes y más alta en otras debe balancearse la distribución de aire del sistema de aireación.
Calcular las relaciones de nutrientes para ver si existen en cantidades suficientes
2.4.1.2. Ausencia de microorganismos filamentosos
Si hay muy pocos, o no hay microorganismos filamentosos controlar la F/M para ver si el sistema esta operando a niveles mas altos o mas bajos que los normales. La presencia de un floc muy pequeño y muy disperso es característica de una F/M muy alta.
La turbulencia y el OD en el tanque de aireación también son importantes.
En muchas plantas concentraciones de OD por encima de 4 mg/L indican que se esta utilizando un exceso de aire, y la tasa de aireación debería reducirse al rango de 1.5 a 4 mg/L. Una turbulencia excesiva en el tanque de aireación puede impedir la formación de floc y resultar en un floc muy pequeño arrastrado con el efluente del clarificador.
2.5. Barro ascendente
Ocasionalmente, un barro que en otro momento tendría una buena sedimentación, podría flotar hasta la superficie del sedimentador. Esto puede ocurrir incluso si algún coadyuvante, como polímeros, etc., están siendo suministrados. Se observaran “terrones” flotantes de sólidos y finas burbujas ascendentes. La causa de este fenómeno es la desnitrificación.
Para que tenga lugar una nitrificación significativa, la temperatura del licor de mezcla debe ser alta o el MCRT largo. La desnitrificación ocurre en el barro sedimentado bajo condiciones anaeróbicas en presencia de nitratos. Se libera Nitrógeno gaseoso y queda atrapado en la masa de barros. Si se producen cantidades

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 18
suficientes de gas, se desprenden masas de barro que ascienden a la superficie, generalmente como terrones oscuros, de donde eventualmente fluyen por el vertedero.
2.6. Efluente secundario turbio
Durante periodos de alta turbiedad del efluente, la decantabilidad del licor de mezcla debería ser testeada y seguida varias veces al día hasta que el problema haya sido identificado y corregido.
Cuando el licor de mezcla sedimenta muy poco, dejando un sobrenadante turbio, el paso siguiente es examinarlo al microscopio para determinar la presencia de protozoos y su estado de salud.
2.6.1. Protozoos presentes pero inactivos
Cuando los protozoos están presentes pero inactivos, generalmente indica que algún compuesto toxico ha ingresado al sistema de tratamiento.
Para identificar este problema deberá controlarse la tasa de respiración. Si esta es muy baja es un claro indicio de la presencia de un toxico.
En ese caso convendrá mantener la planta en funcionamiento hasta que la sustancia toxica pase, y luego mediante análisis determinar de que compuesto se trata para eliminar su fuente.
2.6.2. Protozoos presentes y activos
Si los protozoos aparecen activos y en cantidades normales, la turbiedad del efluente puede deberse a un exceso de turbulencia en el tanque de aireación.
También puede deberse a la presencia de flagelados, que indican un barro joven que puede no sedimentar bien y dar lugar a un efluente turbio.
2.6.3. Pocos o ningún protozoo presente
Si no hay protozoos o hay pocos, hay dos posibilidades. La primera es que la tasa F/M puede ser muy alta y el sistema estar sobrecargado, y la segunda, que la F/M sea mas baja que lo normal.
• F/M alta:
o Calcular la F/M y compararla con la F/M de un periodo de funcionamiento normal. Si la actual es mayor que la anterior reducir la tasa de desecho de barro para incrementar la cantidad de sólidos
o Incrementar la tasa de retorno para reducir el manto de lodos en el clarificador a un mínimo.
o Considerar dejar crecer el manto de lodos. Algunas veces esto puede producir un efecto filtrante, aunque puede ser complicado de operar.
• F/M baja:

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 19
Puede estar relacionada con:
o Baja la concentración de OD en el tanque de aireación. Si la concentración promedio de OD en varias partes del tanque de aireación es menor a 0.5mg/L, la aireación deberá ser incrementada hasta que el OD este entre 1.5 y 4 mg/L.
o Un residuo toxico en la planta de tratamiento.
2.7. Ashing
La aparición de partículas pequeñas, parecidas a ceniza, flotando en la superficie del clarificador secundario, es comúnmente denominada como ashing.
Este fenómeno suele deberse a células muertas, partículas de barro y grasa. Algunas causas probables son:
1) comienzo de la desnitrificación en el sedimentador 2) F/M demasiado baja 3) El licor de mezcla tiene un contenido inusualmente alto de grasas
Para resolver este problema, primero agitar los sólidos que flotan en el test de sedimentación de 30 minutos.
• Si los sólidos liberan burbujas y después sedimentan, ha comenzado el proceso de desnitrificación.
• Si los sólidos no sedimentan, puede deberse a un licor sobre oxidado que tiene demasiados microorganismos superiores, muy pocos inferiores, y muchas células muertas.
• Si los sólidos no sedimentan también puede haber un exceso de grasa en el barro.
2.8. Pinpoint floc 1
La aparición de un floc denso y pequeño en el sedimentador secundario es un problema comúnmente visto en plantas de tratamiento que operan cerca del nivel mas bajo del rango de carga. Este problema esta relacionado con un barro que sedimenta rápido pero carece de buenas características de floculación.
Algunas causas probables de pinpoint floc son:
1) el proceso esta siendo operado con una F/M cerca o en el rango de un sistema de aireación extendida, resultando en un barro viejo, con características de formación de floc pobres.
2) Turbulencia excesiva.
1 Floc del tamaño de la cabeza de un alfiler

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 20
2.9. Floc retardado
La aparición de partículas pequeñas, casi transparentes, muy livianas y esponjosas, flotando en la superficie del clarificador, muy cercanas a los vertederos de salida, es un problema comúnmente visto cuando la concentración de MLSS es muy baja.
Cuando esto ocurre mientras que el efluente del sedimentador secundario es excepcionalmente claro, el problema esta relacionado con un alto F/M.
En algunas plantas este floc aparece temprano a la mañana. Este problema generalmente no tiene un efecto significativo sobre la calidad del efluente.
Algunas causas de este problema son:
1) Operación del tanque de aireación con concentración de MLSS muy baja. 2) Se retira barro temprano a la mañana, dando como resultado un déficit de
microorganismos para manejar la carga orgánica del día.
Se pueden intentar las siguientes medidas:
1) Reducir la tasa de eliminación de barro para elevar la concentración de MLSS.
2) Evitar eliminar barros cuando la carga de DBO aumenta. También aumentar la tasa de retorno cuando se producen picos de caudal. Disminuir la tasa de retorno durante la noche.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 21
3. Caso en cuestión El laboratorio XXX elabora diferentes medicamentos, por lo que la producción
varía a lo largo del tiempo.
Sin embargo, podría decirse que el efluente líquido que ingresa al tratamiento sí mantiene su composición constante, ya que el líquido a tratar consta en su mayor parte de detergentes, alcoholes y desinfectantes que se utilizan durante el lavado de los tanques.
Diariamente ingresan a un sistema de tratamiento biológico conformado por una planta del tipo SBR 30 m3/d de líquido compuesto por:
• Agua • Alcohol Etílico • Detergente (lauril sulfato de sodio) • Desinfectantes • Restos de medicamentos
Esta planta consta de un pozo de bombeo de líquido crudo, el reactor propiamente dicho y una cámara de toma de muestras.
En el ingreso al pozo de bombeo hay rejas instaladas para evitar el ingreso de sólidos de gran tamaño que pudieran obturar a las bombas.
Dado que el nivel de llegada del agua bruta está bajo nivel se emplea una instalación de bombeo antepuesta al sistema de tratamiento.
Las aguas residuales penetran en la parte baja de una cuba acoplada al tanque principal y son tomadas por dos bombas sumergibles.
El efluente ingresa luego en el reactor donde se produce la aireación con la correspondiente reducción de la DBO.
A continuación la aireación se detiene, y se procede a la decantación en condiciones ideales dado que el sistema prácticamente está aislado del medio y las condiciones de quietud son ideales.
Por otro lado toda la superficie del tanque actúa como sedimentador dando velocidades de sedimentación mucho más bajas que en los sistemas tradicionales de sedimentación secundaria.
Finalmente, comienza el proceso de drenaje hacia el exterior por medio de bombeo.
En esta etapa el líquido es colectado por debajo de la superficie haciendo caso omiso a la posibilidad de materiales flotantes, por abultamiento, grasas flotantes no degradadas, u otro material flotante, que de esa manera no fluye hacia el exterior del sistema.
El reactor, tiene un segundo sistema de bombeo que evacua el lodo en exceso hacia un digestor aeróbico desde donde es retirado periódicamente.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 22
El reactor, terminada la etapa de evacuación de lodos queda en condiciones de seguir recibiendo líquidos, desde su nivel hidráulico mínimo, hasta el nivel máximo.
Los horarios previstos de sedimentación y vaciado son en horas de la madrugada de forma tal que todo el día el reactor queda en condiciones de recepción bajo aireación.
En el momento en que se realiza la visita a la planta, se observa a simple vista que la misma presenta problemas operacionales, especialmente la excesiva formación de espumas, que alcanzan niveles muy altos, sobrepasando los límites de la propiedad de la planta, (cabe destacar que la industria se encuentra en una zona urbana, por lo que debe ponerse principal empeño en no dañar las relaciones con los vecinos). Por ello, los aireadores deben ser desconectados dando como resultado una pobre formación de barros.
Debido a esto se propone efectuar un plan de muestreo y análisis para determinar las causas del problema y proponer soluciones que puedan resultar adecuadas.
Esquema de la Planta de Tratamiento

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 23
4. Muestreo 4.1. Descripción
Para la determinación de los diferentes parámetros que permitieran establecer la causa del problema se utilizo el siguiente plan de muestreo
• La determinación de la decantabilidad del barro se realiza en el momento de la visita utilizando decantómetros.
• Para la determinación en laboratorio de DBO, DQO, Fósforo y Nitrógeno, se tomaron muestras compensadas que se recogían una vez por semana. Debido a que el afluente no ingresa a la planta en forma constante, sino que lo hace después de que alcanza un determinado nivel en el pozo de bombeo, se ideó un sistema tal que tomara una pequeña porción de muestra cada vez que la bomba se activara.
• Para la determinación de la presencia de microorganismos observables al microscopio, se tomo una muestra de 20 ml en el último sector de la cámara de aireación, debajo de la superficie, considerando que el frasco con la muestra debe contener igual volumen de aire que de muestra.
4.2. Conservación de las muestras 4.2.1. DBO
Las muestras para DBO se pueden degradar significativamente durante el almacenamiento. Por esto deben analizarse rápidamente, o mantenerlas en frío cerca de la temperatura de congelamiento.
Las muestras compuestas deben ser enfriadas a 4º C o menos durante su almacenamiento.
4.2.2. DQO
Preferentemente deben recogerse las muestras en envases de vidrio. Si la muestra es inestable debe realizarse el test sin retraso. Si es inevitable realizar el test después de un determinado tiempo, acidificar la muestra hasta pH menor o igual a 2 usando H2SO4 concentrado.
4.2.3. Fósforo
Si solo se determina fósforo total agregar H2SO4 o HCL hasta pH <2 y enfriar hasta 4º C o congelar sin ningún otro agregado.
4.2.4. Nitrógeno
Si no se realiza el análisis inmediatamente las muestras deben conservarse acidificadas a pH 1.5-2.0 con H2SO4 concentrado y a 4 º C.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 24
4.3. Fotos
PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 25
5. Análisis 5.1. Descripción
Todos los análisis se realizaron por triplicado, a fin de disminuir la probabilidad de errores.
5.2. Métodos Aplicados 5.2.1. Determinación de pH
Se determino utilizando un medidor de pH electrónico
5.2.2. Determinación de DBO
Se utilizo el método desarrollado en el libro Standard Methods para la determinación de la DBO5, que consiste en llenar botellas para DBO con la muestra diluida en una solución preparada con solución buffer de fosfato, sulfato de magnesio, cloruro de calcio, cloruro férrico y sulfito de sodio, por 5 días a temperatura constante. En este caso se mantuvieron las muestras a 20º C utilizando para tal fin una incubadora.
La DBO se computa como la diferencia entre la concentración de OD final y la concentración de OD inicial.
La determinación de OD se realizo con un medidor de oxigeno disuelto YSI 55.
5.2.3. Determinación de DQO
Para la determinación de la DQO se utilizó el kit MERCK COD cell test: 1.1455.000 de 500 – 10.000 mg/l.
Dado que se desconocía la concentración de materia orgánica oxidable químicamente se hicieron también determinaciones con los kits 1.14540.001 de 10-150 mg/l y 1.14541.001 de 100 a1.500 mg/l, que luego se descartaron.
5.2.4. Determinación de Fósforo
La determinación de fósforo se realizo utilizado el método de Ácido ascórbico del Standard Methods. Este se basa en que el molibdato de amonio y el antimonil tartrato de potasio reaccionan en medio ácido con el ortofosfato formado un ácido que es reducido a un color azul intenso por el ácido ascórbico. Este método es recomendado para un rango que va entre 0,001 y 6 mg/L
Se realizaron 6 Standard para determinar la curva de calibración y un blanco de agua destilada y luego midiendo la absorbancia de la muestra se determino la concentración de fósforo.
PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 26
5.2.5. Determinación de Nitrógeno
Para la determinación de Nitrógeno total se utilizó el kit Merck: 114763 (Nitrógeno total- Test en cubetas, método fotométrico, DMP 10 - 150 mg/l N -25 Tests - Spectroquant®)
5.2.6. Determinación de presencia de microorganismos observables al microscopio
Se colocan dos gotas de muestra sobre un portaobjeto. Sobre el portaobjeto se coloca el cubreobjeto y se comienza a observar en un microscopio con aumento de 100X, tratando de definir las siguientes características.
5.2.6.1. Tamaño y forma de los flóculos presentes.
Se deben medir 10 a 20 flocs y ubicarlos en las siguientes características.
• Pequeños < 150 micrones • Medios entre 150 a 500 micrones • Grandes > 500 micrones
5.2.6.2. Forma
Se pueden clasificar como:
• Redondos y compactos • Irregulares y difusos • Presencia de protozoarios, materia orgánica é inorgánica y zooglea con
característica forma de dedos ó amorfa • Presencia de células libres en la masa de la solución, en general esto
está asociado con turbiedad en el efluente. • Microorganismos con un determinado grado de movimiento • La presencia de microorganismos filamentosos en la estructura del floc.
5.2.7. Determinación de la decantabilidad del barro
Los ensayos de decantabilidad se realizan en decantómetros, que son cilindros o vasos graduados de más de 100 mm. de diámetro.
La condición ideal es que la lectura en 5 minutos esté entre 600 y 700 ml/l. Si se encuentra por encima de ese valor se trata de un barro de difícil decantabilidad (barro joven, suboxidado). Si la decantación es muy rápida significa que el barro está superoxidado (barro viejo).

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 27
5.3. Resultados 5.3.1. Ensayo DBO
Muestra Temperatura [º C] OD inicial [mg/L] OD final [mg/L] DBO [mg/L] Blanco 22,5 8,50 8,40 10,0 Muestra 1 22,3 8,10 3,95 415,0 Muestra 2 22,2 8,30 4,10 420,0 Muestra 3 22,2 8,50 4,30 420,0
NOTA: Dilución de la muestra: 1%
5.3.2. Ensayo DQO
Muestra DQO [mg/L] 1 1035,4 2 2523,3 3 2018,8
Observaciones: La muestra 1 tenia ya algunos días de almacenamiento, que pese a haberse realizado en las condiciones especificadas por la norma podría haber dado lugar a una cierta reducción de la DQO. Las muestras 2 y 3 eran más frescas al momento de realizar la determinación.
5.3.3. Ensayo de determinación de fósforo
De la lectura realizada en el espectrofotómetro se obtiene que la masa de fósforo es 10,27 µg.
Volumen Solución Standard de Fosfato
µµµµg de P
3 ml 15 6ml 30 9ml 45
10ml 50 15ml 75 20ml 100
Determinación de la concentración de Fósforo
µg P/ L = µg P x 1000 / mL muestra
µg P/L = 10,27 µg x 1000 / 50 = 205,4 µg/L
5.3.4. Ensayo determinación de nitrógeno
La concentración de Nitrógeno total del afluente obtenida en el análisis fue de 20 mg/L.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 28
5.3.5. Ensayo determinación de microorganismos observables al microscopio
No se observa la presencia de microorganismos macromoleculares, como ciliados de nado libre, rotíferos, flagelados, etc.
Se observa le presencia de células libres en la masa de la solución, causando la turbiedad del efluente.
5.3.6. Ensayo de decantabilidad del barro
La decantabilidad es muy baja. Al cabo de 5 minutos se puede decir que es prácticamente nula.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 29
6. Determinación del problema Teniendo en cuenta los resultados obtenidos en los ensayos de laboratorio,
podría considerarse que el problema mas grave que presenta la planta es la pobre formación de microorganismos. De esto surgen luego los problemas de baja decantabilidad de barro, y la formación de espumas ya que no existen cantidades suficientes de bacteria que puedan degradar la totalidad de los detergentes que ingresan al sistema.
Esta insuficiencia de microorganismos se presenta como consecuencia de que el medio en el cual deben desarrollarse no es propicio debido a la insuficiencia de nutrientes, a la toxicidad de alguno de los compuestos o a la inadecuada aireación del sistema.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 30
7. Conclusión Solucionar el problema de toxicidad del efluente que se debe tratar requiere
tiempo y una inversión de dinero elevada. Sin embargo se podría empezar por recurrir primero a soluciones mas simples para luego, si estas no funcionaran recurrir a las mas complejas.
Por ejemplo, para reducir la formación de espumas se pueden utilizar sprays de agua. También existen en el mercado antiespumantes químicos, pero estos no suelen ser recomendables, ya que pueden llegar a ser tóxicos para los microorganismos.
Una vez que se logra la reducción de espumas se puede intentar aumentar la masa de microorganismos agregando barro ya formado proveniente de otras plantas de características semejantes y a su vez mejorar la calidad del afluente a través del uso de detergentes biodegradables y el agregado de nutrientes.
Si todo esto no funcionara puede procurarse reducir la toxicidad del afluente, o recurrir a un método de tratamiento alternativo.
7.1. Reducción de espumas 7.1.1. Optimización de los ciclos de aireación y decantación
Después de probar distintas combinaciones se llega a la conclusión de que el ciclo de encendido y apagado de los aireadores durante el proceso de reacción que produce la menor cantidad de espumas manteniendo la concentración de oxigeno disuelto en niveles aceptables es de 5 minutos y 2 minutos respectivamente.
7.1.2. Sistemas de spray o lluvia
Se pueden ubicar sobre la superficie del tanque un sistema de spray de modo de rociar la espuma con agua limpia o efluente filtrado, haciendo que la espuma se destruya a medida que se forma.
7.1.3. Antiespumantes Siliconados
Las espumas se pueden combatir con chorros de agua por medio de manguera o spray o con un antiespumante del tipo Dow Corning Siliconado. En este caso se deben efectuar ensayos en microplanta para determinar si estos antiespumantes pueden afectar la flora microbiana.
En general el tratamiento de esta espuma con siliconas no da resultado, pero se puede probar junto con una remoción física por medio de aspiración
7.1.4. Capacitación del personal
Para reducir la cantidad de compuestos tóxicos deberá optimizarse su utilización en la planta. Se debería capacitar al personal para reducir a utilización de productos de limpieza utilizando, por ejemplo, el líquido de lavado ya sucio para una primera limpieza de los tanques.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 31
Además deberá capacitarse al personal para reconocer la aparición de problemas en la planta y poder actuar en consecuencia.
7.2. Mejora de la calidad del barro 7.2.1. Agregado de barros de otras plantas
Una solución a corto plazo para incrementar el número de microorganismos es el agregado de grandes cantidades de barro saludable proveniente de otras plantas de tratamiento de efluentes con características similares.
Sin embargo esta es una posibilidad técnicamente muy complicada, además de que los resultados no están garantizados.
7.3. Mejora de la calidad del afluente 7.3.1. Reemplazo de sustancias por compuestos químicos
mas fácilmente biodegradables.
Dependiendo de su disponibilidad en el mercado puede resultar conveniente el reemplazo de sustancias toxicas por otros compuestos de mejor biodegradabilidad, por ejemplo, se están produciendo compuesto obtenidos a partir de las semillas de los cítricos.
Otros compuestos a tener en cuenta son los clorofenoles, que en concentraciones subletales, son fácilmente biodegradables.
7.3.2. Agregado de nutrientes
Cálculo de los nutrientes que deberán ser agregados Caudal L/día 30.000 DBO5 del afluente (mg/l) 700 Nitrógeno total de kjeldald del afluente (mg/l) 20 Fósforo del afluente (mg/l) 0,2054 Relación recomendada DBO5/N 20 Relación recomendada DBO5/P 100 Relación peso atómico NH3/N 17/14 1,2 Concentración de NH3 en el producto químico 0,8 Relación peso atómico Na3PO4/P 164/31 5,3 Concentración de Na3PO4 en el producto químico 0,75

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 32
Calculo de los nutrientes necesarios para alcanzar las tasas sugeridas Nutriente necesario = DBO5 Tasa sugerida Nutriente/DBO5 Nitrógeno (mg/L) = DBO5 (mg/L) = 35 Tasa sugerida DBO/N Fósforo (mg/L) = DBO5 (mg/L) = 7 Tasa sugerida DBO/P Calculo de la deficiencia entre nutrientes disponibles y necesarios Déficit de Nitrógeno = 15 mg/l Déficit de fósforo = 6,7946 mg/l Cálculo de la masa de nutrientes que deberá ser agregado Masa de nutrientes = Déficit de nutriente x Caudal Nitrógeno a agregar = 450.000 mg/d Fósforo a agregar = 203.838 mg/d Calculo de la masa de producto químico comercial a ser agregado Producto = Nutriente a agregar x relación de peso atómico concentración del producto químico
Nitrógeno = 675.000 mg/d = 675 g/d = 0,675 Kg./d
Fósforo = 1.440.455 mg/d = 1.440 g/d = 1,44 Kg./d

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 33
Si se agrega un exceso de nutrientes para compensar una deficiencia, una gran cantidad de los mismos podrían no ser incorporados a los MLSS y por lo tanto pasar al efluente.
Los nutrientes deben agregarse en el momento de la aireación. Debe observarse la decantabilidad del barro para ver si aumenta.
Los nutrientes son caros y deben ser aplicados cuidadosamente. Por ejemplo, agregando un exceso de nitrógeno puede incrementarse la nitrificación.
La dosis de nutrientes debe incrementarse en la medida en que lo haga la DBO, teniendo en cuenta el incremento de microorganismos que va a ocurrir.
Si la decantabilidad del barro no aumenta la dosificación de nutrientes debe continuarse hasta que se identifique el verdadero problema ya que los problemas que causan la baja decantabilidad pueden estar interrelacionados.
7.4. Reducción de la toxicidad del afluente
Para reducir la toxicidad del afluente la solución mas simple es la utilización de compuestos menos peligrosos para la vida de los microorganismos. Suponiendo que no fuera factible técnica o económicamente la utilización de otros productos, debido a que es de suma importancia la absoluta desinfección de cada elemento utilizado en el proceso, podría llegar a estudiarse la posibilidad de eliminar alguno de los compuestos de mayor toxicidad.
Uno de estos compuestos, y que se encuentra en mayor concentración, es el alcohol etílico. Además su eliminación del afluente por medio de la destilación podría llegar a ser económicamente atractiva, y podría llegar a evaluarse su reutilización.
Una opción es aprovechar el vapor residual de la caldera de la planta e instalar en el pozo de bombeo un intercambiador de calor que permitiera separar el alcohol y así disminuir la toxicidad del afluente. El destilado obtenido en esta operación seria una mezcla de alcohol y agua.
Otra posibilidad es instalar una torre de destilación.
Sin embargo estas propuestas requieren de una gran inversión por lo que deberán evaluarse cuidadosamente.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 34
8. Métodos de tratamiento alternativos 8.1. Método Fenton
En este proceso la carga contaminante se trata con una combinación de peróxido de hidrógeno y sulfato ferrroso (reactivo Fenton), típicamente a presión atmosférica y temperatura entre 20 0 C y 40 0 C. Siguiendo una apropiada política para el agregado del reactivo Fenton en condiciones ácidas y con la temperatura apropiadas, el proceso puede alcanzar una significativa degradación de los contaminantes orgánicos, comprendiendo:
(i) un cambio estructural de los compuestos orgánicos que posibilitan un eventual tratamiento biológico posterior.
(ii) una oxidación parcial que redunda en una disminución de la toxicidad del efluente.
(iii) una oxidación total de los compuestos orgánicos en sustancias inocuas que posibilitan una descarga segura del efluente sin necesidad de un posterior tratamiento.
Una vez que los estudios de factibilidad a escala laboratorio han sido completados, el método de oxidación química puede escalarse a tamaño industrial utilizando un esquema de tratamiento por lotes, como el que se indica.
Para el seguimiento y control de la oxidación las mediciones más relevantes
son el potencial de oxidación-reducción (ORP), la temperatura y el nivel de acidez o pH. Idealmente, el pH debe mantenerse en un rango ácido de entre 2 y 4, para evitar así la precipitación del catalizador que tiene lugar cuando el pH es mayor a 5. Con
PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 35
agentes ‘quelantes” que mantienen al hierro en suspensión, es posible operar en condiciones de pH neutro que favorecen el uso de materiales convencionales.
Agregados intermitentes de ácido o álcali permiten un adecuado control de la acidez. Al final del tratamiento, el exceso de catalizador se precipita con un agente floculante para permitir su recuperación. La velocidad de oxidación aumenta con el incremento de temperatura. A presión atmosférica, el rango recomendable de operación es entre 40 y 50 0C, ya que si se sobrepasa los 500 C, ocurre una descomposición acelerada del peróxido de hidrógeno en oxígeno y agua.
La efectividad y economía del proceso Fenton dependen crucialmente de dos aspectos claves: la política de agregado del reactivo Fenton y la estrategia elegida para el control de la exotermia de la reacción. La concentración y composición inicial de la carga orgánica que puede oxidarse en contraste con los requisitos para la descarga del efluente, determinarán la duración y consumos (catalizador + peróxido) para cada lote. En el curso del tratamiento, el contenido del reactor se concentra en productos más y más refractarios a la oxidación lo que produce un incremento gradual de la medición de ORP. En una operación por lotes, el agregado de peróxido puede interrumpirse cuando la señal de ORP alcanza un cierto nivel, digamos 350-400 milivoltios, permitiendo que el tratamiento continúe por algunos minutos. Si en este intervalo, el potencial ORP se estabiliza, puede considerarse que el tratamiento ha sido completado exitosamente. En caso contrario, el agregado de la mezcla oxidante debe comenzar nuevamente.
El tratamiento por lotes es muy flexible a variaciones en la composición de la carga, pero sólo es económicamente eficiente para pequeños volúmenes, por ejemplo lotes conteniendo mezclas de solventes que son típicos en industrias de la química fina o farmacéutica. Las principales desventajas son la baja automatización del proceso y la limitación que impone el control de la exotermia de la reacción. A medida que los volúmenes de contaminantes orgánicos son mayores, la eficiencia del tratamiento disminuye por el incremento de costos tanto de capital como operativos.

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 36
ÁCIDOS ALCOHOLES ALDEHIDOS AROMÁTICOS AMINAS OTROS Cadena abierta:
• Fórmico • Propiónico
Cadena abierta:
• Metanol • Etanol • Isopropanol • Ter-Butanol
Cadena abierta:
• Formaldehido • Acetaldehido • Isobutiraldehido • Glioxal
Monocíclicos:
• Benceno • Fenol • Hidroquinona
Cadena abierta:
• Dietilamina • Dimetilforma
mida • n -
Propilamina • Propilendiami
na
Eteres:
• Tetrahidro • Furano
Monosustituido:
• Láctico • Málico
Cíclicos:
• Fenil metanol (bencílico)
Cíclicos:
• Benzaldehido
Policíclicos:
• Tolueno • Xileno
Cíclicos:
• Anilina
Cetonas:
• Metil-etilcetona
• Dihidroxi -acetona
Polisustituidos:
• Glucónico • Tartárico
Polioles:
• Etilen glicol • Glicerol • Propilendiol
Sustituidos:
• Tricloro • acetaldehido
Sustituidos:
• Clorobenceno • Clorofenoles • Trinitrotolueno • para -
Nitrofenol
Derivados:
• Acido etilen • dinitrilo • tetracético • Explosivos
(RDX o Aciclonita
Antraquinona
• Pigmentos (mono ydiazo)

PROBLEMAS OPERACIONALES EN PLANTAS DE TRATAMIENTO Ingeniería Ambiental – U.C.A.
Maria Florencia Carlini Página 37
9. Bibliografía
• Activated Sludge Microbiology - Richard, Michael G. - The water Pollution Control Federation.
• Métodos Normalizados para el análisis de aguas potables y residuales APHA, AWWA, WPCF – Editorial Diaz de Santos
• Activated sludge- Manual of Practice OM-9- Operation and manteinance, Water Environment Federation
• Ingeniería Ambiental ,Fundamentos, entornos, tecnologías y sistemas de gestión Gerard Kiely – Mc Graw Hill
• Ingeniería de Aguas Residuales – Tercera Edición, Tratamiento, vertido y reutilización, Metcalf & Eddy – Mc Graw Hill
• Ingeniería Sanitaria – Segunda Edición Tratamiento, evacuación y reutilización de aguas residuales Metcalf & Eddy – Editorial Labor