plitko gravurno kovanje s aspekta mikrooblikovanja
TRANSCRIPT

SVEUČILIŠTE U ZAGREBU
FAKULTET STROJARSTVA I BRODOGRADNJE
PLITKO GRAVURNO KOVANJE S ASPEKTA
MIKROOBLIKOVANJA
DOKTORSKI RAD
ZDENKA KERAN
ZAGREB, 2010.

SVEUČILIŠTE U ZAGREBU
FAKULTET STROJARSTVA I BRODOGRADNJE
PLITKO GRAVURNO KOVANJE S ASPEKTA
MIKROOBLIKOVANJA
DOKTORSKI RAD
Mentor:
Prof.dr.sc. Miljenko Math Zdenka Keran, dipl.ing.
ZAGREB, 2010.

PODACI ZA BIBLIOGRAFSKU KARTICU
UDK:
Ključne riječi:
Mikrooblikovanje, plitko gravurno kovanje, teorija
dislokacija, veličina kristalnog zrna, elastični povrat,
sila oblikovanja, ukupna deformacija
Znanstveno područje: TEHNIČKE ZNANOSTI
Znanstveno polje: STROJARSTVO
Institucija u kojoj je rad izraĎen: Fakultet strojarstva i brodogradnje Sveučilišta u
Zagrebu
Mentor rada: Prof.dr.sc. Miljenko Math
Broj stranica: 110
Broj slika: 75
Broj tablica: 19
Broj korištenih bibliografskih
jedinica: 50
Datum obrane: 23.09.2010.
Povjerenstvo:
Prof.dr.sc. Franjo Cajner, FSB, Zagreb – predsjednik povjerenstva
Prof.dr.sc. Miljenko Math, FSB, Zagreb – voditelj doktorskog rada
Prof.dr.sc. Bojan Jerbić, FSB, Zagreb – član povjerenstva
Prof.dr.sc. Toma Udiljak, FSB, Zagreb – član povjerenstva
Prof.dr.sc. Branko Grizelj, SF, Slavonski Brod – član povjerenstva
Institucija u kojoj je rad pohranjen: Fakultet strojarstva i brodogradnje Sveučilišta u
Zagrebu

I
ZAHVALA
Iskreno se zahvaljujem svom mentoru prof. dr. sc. Miljenku Mathu na pruţenoj
podršci, razumijevanju i strpljenju.
Ţeljela bih se zahvaliti svim članovim povjerenstva: prof. dr. sc. Franji Cajneru,
prof. dr. sc. Tomi Udiljaku, prof. dr. sc. Bojanu Jerbiću i prof. dr. sc. Branku Grizelju za
dobronamjerne i konstruktivne savjete tijekom izrade rada.
Zahvaljujem se tehničaru Laboratorija za oblikovanje deformiranjem gospodinu
Karlu Bartu za izniman trud u materijalizaciji svih zamišljenih alata i mjernih ureĎaja.
TakoĎer se zahvaljujem svim svojim prijateljima i kolegama koji su doprinijeli
ostvarenju ovog rada.
Na kraju bih se ţeljela zahvaliti svojoj obitelji, posebno suprugu Tomislavu koji je
cijelo vrijeme bio uz mene i poticao me da ustrajem.
Zdenka Keran, dipl.ing.

I
SADRŽAJ
Sadržaj I
Predgovor III
Sažetak IV
Summary V
Ključne riječi VI
Popis oznaka VII
Popis slika IX
Popis tablica XIII
1. UVOD .......................................................................................................................... 1
1.1. Definicija problema ............................................................................................ 1
1.2. Pregled dosadašnjih istraţivanja ....................................................................... 2
1.3. Hipoteza ............................................................................................................ 4
1.4. Metodologija i plan istraţivanja ........................................................................ 4
1.5. Očekivani znanstveni doprinos ......................................................................... 5
2. OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA .............. 7
2.1. Oblikovanje monokristala deformiranjem .......................................................... 7
2.1.1. Naprezanja u različito orijentiranim ravninama monokristala i njihove
kritične vrijednosti .............................................................................................. 10
2.2. Teorija dislokacija ............................................................................................ 11
2.3. Oblikovanje deformiranjem metala s polikristalnom strukturom ..................... 14
2.4. Proces rekristalizacije ....................................................................................... 16
3. OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA ................................. 19
3.1. Definicija mikrooblikovanja ............................................................................. 19
3.2. Pristup utjecaju veličine kristalnog zrna s aspekta mikrooblikovanja .............. 21
3.3. Utjecaj minijaturizacije na procese oblikovanja ............................................... 23
3.4. Teorija sličnosti u procjeni mikroveličinskih utjecaja ...................................... 26
3.5. Problemi kod procesa mikrooblikovanja .......................................................... 28
3.6. Plitko gravurno kovanje .................................................................................... 31
3.6.1. Definicija i podjela procesa plitkog gravurnog kovanja ........................... 31
3.6.2. Sila i rad .................................................................................................... 31
4. PLAN POKUSA I TEHNIKA PROVEDBE EKSPERIMENTA ........................ 33
4.1. Planiranje pokusa slobodnog kovanja .............................................................. 33

II
4.1.1. Cilj provoĎenja pokusa i odabir utjecajnih faktora .................................. 34
4.1.2. Odabir izlaznih varijabli i faktorskog plana pokusa ................................. 35
4.1.3. ProvoĎenje eksperimenta .......................................................................... 36
4.1.3.1. Toplinska obrada uzoraka ..................................................................... 36
4.1.3.2. Analiza veličine kristalnog zrna ............................................................ 37
4.1.3.3. Tijek mjerenja izlaznih veličina kod slobodnog kovanja ...................... 42
4.1.4. Prikaz rezultata .......................................................................................... 43
4.1.5. Statistička analiza rezultata ....................................................................... 47
4.1.5.1. Analiza varijance ................................................................................... 48
4.1.5.2. Regresijska analiza ................................................................................ 51
4.1.5.3. Prikaz rezultata eksperimenta ................................................................ 52
4.2. Planiranje pokusa kovanja u gravuri ................................................................... 62
4.2.1. Cilj provoĎenja pokusa i odabir utjecajnih faktora ................................... 63
4.2.2. Odabir izlaznih varijabli i faktorskog plana pokusa ................................. 63
4.2.3. ProvoĎenje eksperimenta .......................................................................... 64
4.2.3.1. Tijek mjerenja izlaznih veličina kod plitkog gravurnog kovanja .......... 64
4.2.4. Prikaz rezultata .......................................................................................... 65
4.2.5. Statistička analiza rezultata ....................................................................... 67
4.2.5.1. Analiza varijance ................................................................................... 68
4.2.5.2. Regresijska analiza ................................................................................ 69
4.2.5.3. Prikaz rezultata eksperimenta ................................................................ 70
4.3. Zavisnost maksimalnog specifičnog pritiska o stupnju deformacije rondele kod
slobodnog kovanja ............................................................................................ 81
4.4. Saţimanje rezultata eksperimenta i verifikacija hipoteze ................................... 82
5. RAČUNALNA SIMULACIJA ................................................................................ 86
5.1. Definiranje modela .............................................................................................. 86
5.2. Algoritam odreĎivanja veličine faktora trenja .................................................... 91
5.3. Rezultati računalne simulacije ............................................................................ 93
5.3.1. Prikaz naprezanja i sile oblikovanja dobivenih numeričkom simulacijom
………………………………………………………………………………….94
5.4. Analiza razlike u veličini faktora trenja .............................................................. 98
6. ZAKLJUČAK I PREPORUKE ZA DALJNJA ISTRAŽIVANJA ................... 100
7. DODATAK ............................................................................................................. 103
8. LITERATURA ....................................................................................................... 105
Životopis 109
Biography 110

III
PREDGOVOR
Tijekom posljednjih dvije i pol tisuće godina plitko gravurno kovanje jedini je
proces proizvodnje kovanog novca. TakoĎer, otkovci kao proizvod plitkog gravurnog
kovanja ne moraju biti samo kovani novac, već i značke, medalje te ostali uporabni
predmeti kod kojih se kovanjem oblikuje samo fina geometrija površine. Glavna
značajka plitkog gravurnog kovanja je trodimenzionalna sljedivost površinske
mikrogeometrije koja moţe biti vrlo malih dimenzija i vrlo uskih tolerancija izrade. S
tim u vezi javljaju se sljedeći problemi ometaju postizanje točnosti izradaka:
- površinska oštećenja,
- nepotpuno ispunjavanje gravure,
- vanjske uključine,
- zarobljavanje ostataka maziva i
- deformiranje nakon rasterećenja uzrokovano zaostalim naprezanjima u obratku
i/ili elastičnim povratom materijala obratka.
Ovaj rad bavi se problemima elastičnog povrata materijala te silom potrebnom za
ostvarivanje ispravne geometrije i što boljeg popunjavanja gravure kovanice od
aluminija čistoće 99,5. Numerički se analizira problem trenja korištenjem metode
konačnih elemenata. Problemu je pristupljeno s aspekta tehnologije mikrooblikovanja.

IV
SAŽETAK
U radu je provedena eksperimentalna i numerička analiza procesa plitkog gravurnog
kovanja s aspekta mikrooblikovanja. To je novi pristup rješavanju problema
oblikovanja proizvoda malih dimenzija koji uzima u obzir utjecaj veličine kristalnog
zrna na parametre procesa. Izvršena su mjerenja elastičnog povrata materijala rondele
početne visine 2 mm za tri različite veličine kristalnog zrna i to kod slobodnog kovanja
i kovanja u gravuri. Mjerena je sila oblikovanja potrebna za zadovoljavajuće
popunjavanje gravure ukovnja kod istih veličina zrna. Načinjena je i numerička analiza
promjene koeficijenta kontaktnog trenja takoĎer za različite veličine kristalnog zrna.
Radom je pokazano kako se prilikom plitkog gravurnog kovanja javlja značajna razlika
u ponašanju materijala obratka kod različitih veličina kristalnog zrna te oprečno
ponašanje parametara procesa prilikom slobodnog kovanja i kovanja u gravuri. Time je
proces plitkog gravurnog kovanja nesumnjivo svrstan u procese mikrooblikovanja.
Numeričkom analizom dobivena je teorijska zavisnost promjene veličine kontaktnog
trenja obzirom na promjenu veličine kristalnog zrna kod specifičnog slučaja slobodnog
kovanja.

V
SUMMARY
The work presents an experimental and numerical analysis of coining process in terms
of microforming. This is a new approach to solving the problems of small-sized
products design that takes into account the influence of crystalline grain size on the
process parameters. Measurements of elastic springback were made on roundels which
initial height is 2 mm. This was done for three different grain sizes and also for the open
and closed die forging processes. The force required for the satisfactory die filling was
measured at the same grain sizes. A numerical analysis of friction coefficient changes
was also made for different sizes of crystal grains. The work showed that during coining
process a significant difference in the behaviour of workpiece material of different grain
sizes appears and also the opposite behaviour of process parameters during open and
closed die forging. This behavior classifies coining process into the group of
microforming processes without any doubt. Numerical analysis showed theoretical
friction coefficient dependence on grain size changes in speciffic case..

VI
KLJUČNE RIJEČI
HRVATSKI ENGLESKI
mikrooblikovanje microforming
plitko gravurno kovanje coining
teorija dislokacija dislocation theory
veličina kristalnog zrna grain size
elastični povrat elastic springback
sila oblikovanja forming force
ukupna deformacija total deformation

VII
POPIS VAŽNIJIH OZNAKA
Oznaka Opis Korištena jedinica
A Površina normalnog poprečnog presjeka mm2
Agr Površina projekcije reljefa mm2
Aυ Površina ravnine klizanja mm2
F Vlačna sila N
Fmax Konačna sila oblikovanja N
fn Normalna sila N
Ft Vanjska sila N
ft Tangencijalna sila N
h Radni hod ţiga mm
h0 Početna visina uzoraka mm
h1 Konačna visina uzoraka mm
huk Ukupna deformacija µm
k Eksponent geometrijskog stupnja sličnosti
kf Naprezanje plastičnog tečenja N/mm2
mi Geometrijski utjecajni faktori
ni Negeometrijski utjecajni faktori
pmax Maksimalni radni pritisak N/mm2
rL Stupanj sličnosti
s2
Nepristrana procjena varijance
t Varijabla studentovog testa
Tr Temperatura rekristalizacije C
Tt Temperatura taljenja C

VIII
Vgr Volumen materijala u gravuri mm2
W Rad J
Δh Elastični povrat µm
µ Očekivanje osnovnog skupa
σ Normalno naprezanje N/mm2
σ Standardno odstupanje
σ2
Varijanca
συ Naprezanje u smjeru normale na ravninu
klizanja
N/mm2
τ Smično naprezanje N/mm2
υ Logaritamska deformacija
υi Koeficijent razlike
Φi Koeficijent podudaranja
ϕz Veličina zrna µm

IX
POPIS SLIKA
Slika 1. Pretpostavljeni proces deformiranja pod djelovanjem smične sile: (a) početni
ravnoteţni poloţaj, (b) pomak iz ravnoteţnog poloţaja pod djelovanjem sile,
ispod granice elastičnosti, (c) pomak iz ravnoteţnog poloţaja pod djelovanjem
sile, iznad granice elastičnosti [18]. __________________________________ 8
Slika 2. Deformiranje klizanjem [18]. _______________________________________ 8
Slika 3. Ravnine klizanja i pravci klizanja: (a) plošno centrirane kubne rešetke – Cu, Al,
Ni, Pb, Au, Ag, γ-Fe, (b) prostorno centrirane kubne rešetke – α-Fe, W, Mo, β-
mjed [18]. ______________________________________________________ 9
Slika 4. Deformiranje blizančenjem [18]. ___________________________________ 10
Slika 5. Ravnina klizanja u vlačno opterećenoj monokristalnoj epruveti [19]. _______ 11
Slika 6. Dislokacijska shema plastičnog deformiranja kristala [19] _______________ 12
Slika 7. Dislokacije: (a) vijčana dislokacija, (b) rubna dislokacija [18]. ____________ 13
Slika 8. Zrna polikristala sa različito orijentiranim ravninama klizanja [18]. ________ 16
Slika 9. Neki od proizvoda dobivenih procesom mikrooblikovanja u hladnom stanju
[13]. _________________________________________________________ 20
Slika 10. Shematski prikaz oblika proizvoda kod tri stupnja procesa kovanja: a)
Klasično kovanje, b) Klasično plitko gravurno kovanje, c) Plitko gravurno
kovanje površinske mikrogeometrije [6]. ____________________________ 21
Slika 11. Utjecaj veličine obratka na omjer broja površinskih i unutarnjih zrna: Veliki
obradak – zrna na površini/zrna u unutrašnjosti=17/16, mali obradak – zrna na
površini/zrna u unutrašnjosti=9/2 [22]. ______________________________ 22
Slika 12. Utjecaji minijaturizacije na procese oblikovanja deformiranjem [23]. _____ 24
Slika 13. Dijagram sila – radni hod kod plitkog gravurnog kovanja [25]. __________ 32
Slika 14. Shematski prikaz korištenog alata za slobodno kovanje. ________________ 34
Slika 15. Izrezani i obraĎeni ispitni uzorci pripremljeni za daljnu mikroskopsku analizu
mikrostrukture. ________________________________________________ 37
Slika 16. Fotografija površine ispitnog uzorka u nabavnom stanju, prije provedene
toplinske obrade. Vidljiva je izrazito usmjerena mikrostruktura nastala
prethodnim procesom valjanja lima iz kojeg je uzorak izrezan. ___________ 38
Slika 17. Fotografija bazne površine uzorka dobivenog sljedećim reţimom toplinske
obrade: 450ºC – 2 sata. __________________________________________ 39
Slika 18. Fotografija poprečno prerezane površine uzorka dobivenog sljedećim
reţimom toplinske obrade: 450ºC – 2 sata. ___________________________ 39

X
Slika 19. Fotografija bazne površine uzorka dobivenog sljedećim reţimom toplinske
obrade: 450ºC – ½ sata. __________________________________________ 40
Slika 20. Fotografija poprečno prerezane površine uzorka dobivenog sljedećim reţimom
toplinske obrade: 450ºC – ½ sata. _________________________________ 40
Slika 21. Fotografija bazne površine uzorka dobivenog sljedećim reţimom toplinske
obrade: 350ºC – 2 sata. __________________________________________ 41
Slika 22. Fotografija poprečno prerezane površine uzorka dobivenog sljedećim
reţimom toplinske obrade: 350ºC – ½ sata. __________________________ 41
Slika 23. Alat kojim je izvršeno eksperimentalno istraţivanje ___________________ 43
Slika 24. Utjecaj veličine zrna ispitnog uzorka i sile deformiranja na ukupnu
deformaciju, a) prikaz pojedinačnih mjerenja, b) prikaz aritmetičkih sredina
podataka. _____________________________________________________ 45
Slika 25. Utjecaj veličine zrna ispitnog uzorka i sile deformiranja na elastični povrat
materijala, a) prikaz pojedinačnih mjerenja, b) prikaz aritmetičkih sredina
podataka. _____________________________________________________ 46
Slika 26. Zavisnost elastičnog povrata o ukupnoj deformaciji za pokus slobodnog
kovanja. ______________________________________________________ 47
Slika 27. Dijagram ostatka prema normalnoj razdiobi za ukupnu deformaciju. ______ 53
Slika 28. Dijagram ostatka prema normalnoj razdiobi za elastični povrat. __________ 53
Slika 29. Dijagram ostatka u zavisnosti o očekivanim vrijednostima za ukupnu
deformaciju. ___________________________________________________ 54
Slika 30. Dijagram ostatka u zavisnosti o očekivanim vrijednostima za elastični povrat.
_____________________________________________________________ 54
Slika 31. Dijagram vrijednosti t prema rednom broju izvoĎenja pokusa –ukupna
deformacija. ___________________________________________________ 55
Slika 32. Dijagram vrijednosti t prema rednom broju izvoĎenja pokusa – elastični
povrat. _______________________________________________________ 55
Slika 33. Box Cox dijagram transformacija za ukupnu deformaciju. ______________ 56
Slika 34. Box Cox dijagram transformacija za elastični povrat. __________________ 56
Slika 35. Grafički prikaz utjecaja ulaznih veličina - izlazna veličina je ukupna
deformacija. ___________________________________________________ 57
Slika 36. Grafički prikaz utjecaja ulaznih veličina - izlazna veličina je elastični povrat.
_____________________________________________________________ 58
Slika 37. Grafički prikaz utjecaja sile i veličine zrna na ukupnu deformaciju. _______ 59
Slika 38. Grafički prikaz utjecaja sile i veličine zrna na elastični povrat. ___________ 59
Slika 39. (a) 3D prikaz utjecaja sile i veličine zrna na ukupnu deformaciju, (b) 2D
prikaz istih utjecaja. Porastom sile i veličine zrna ukupna deformacija
ravnomjerno raste. ______________________________________________ 60
Slika 40. (a) 3D prikaz utjecaja sile i veličine zrna na elastični povrat, (b) 2D prikaz
istih utjecaja. Porast elastičnog povrata veći je kod sitnijeg zrna pri porastu sile
oblikovanja. ___________________________________________________ 61
Slika 41. Shematski prikaz korištenog alata za plitko gravurno kovanje. ___________ 62
Slika 42. Utjecaj ukupne deformacije i veličine kristalnog zrna na silu oblikovanja pri
plitkom gravurnom kovanju aluminija Al 99,5. _______________________ 66
Slika 43. Utjecaj ukupne deformacije i veličine kristalnog zrna na elastični povrat pri
plitkom gravurnom kovanju aluminija Al 99,5. _______________________ 67
Slika 44. Dijagram ostatka prema normalnoj razdiobi za elastični povrat kao izlaznu
varijablu. _____________________________________________________ 70
Slika 45. Dijagram ostatka prema normalnoj razdiobi za silu kao izlaznu varijablu. __ 71

XI
Slika 46. Dijagram ostatka u zavisnosti o očekivanim vrijednostima za elastični povrat.
_____________________________________________________________ 71
Slika 47. Dijagram ostatka u zavisnosti o očekivanim vrijednostima za silu oblikovanja.
_____________________________________________________________ 72
Slika 48. Dijagram T vrijednosti prema rednom broju izvoĎenja pokusa za elastični
povrat. _______________________________________________________ 72
Slika 49. Dijagram T vrijednosti prema rednom broju izvoĎenja pokusa za silu
oblikovanja. ___________________________________________________ 73
Slika 50. Box Cox dijagram transformacija za elastični povrat. __________________ 73
Slika 51. Box Cox dijagram transformacija za silu oblikovanja. _________________ 74
Slika 52. Prikaz vjerojatnosti normalne razdiobe – izlazna veličina je sila. _________ 74
Slika 53. Prikaz vjerojatnosti normalne razdiobe – izlazna veličina je elastični povrat. 75
Slika 54. Grafički prikaz utjecaja ulaznih faktora na silu. _______________________ 76
Slika 55. Grafički prikaz utjecaja ulaznih faktora na elastični povrat. _____________ 76
Slika 56. Prikaz utjecaja ukupne deformacije i veličine kristalnog zrna na elastični
povrat pri plitkom gravurnom kovanju aluminija Al 99,5: (a) 3D prikaz (b) 2D
prikaz. _______________________________________________________ 77
Slika 57. Prikaz utjecaja ukupne deformacije i veličine kristalnog zrna na silu
oblikovanja pri plitkom gravurnom kovanju aluminija Al 99,5: (a) 3D prikaz
(b) 2D prikaz. __________________________________________________ 78
Slika 58. Površina ispitnog uzorka sa označenim detaljem na kojem je provedena
analiza kvalitete otiska. __________________________________________ 79
Slika 59. Površina uzorka od Al 99,5 veličine zrna 76μm kod ukupne deformacije
800μm. _______________________________________________________ 80
Slika 60. Površina uzorka od Al 99,5 veličine zrna 39μm kod ukupne deformacije
800μm. _______________________________________________________ 80
Slika 61. Odnos maksimalnog specifičnog pritiska i logaritamskog stupnja deformacije
za sve tri veličine kristalnog zrna. __________________________________ 82
Slika 62. Usporedni prikaz odzivnih površina mjerenih veličina u ovisnosti o ulaznim
parametrima: a) 3D prikaz utjecaja sile i veličine zrna na ukupnu deformaciju
kod slobodnog kovanja, b) 3D prikaz utjecaja sile i veličine zrna na elastični
povrat kod slobodnog kovanja, c) 3D prikaz utjecaja veličine zrna i ukupne
deformacije na elastični povrat kod plitkog gravurnog kovanja, d) 3D prikaz
utjecaja veličine zrna i ukupne deformacije na silu oblikovanja kod plitkog
gravurnog kovanja. _____________________________________________ 84
Slika 63. Modifikacija Coulombovog modela trenja: (a) Coulombov model i
eksperimentalno utvrĎena ovisnost trenja o normalnoj sili, (b) shematski prikaz
modificiranog modela koji se koristi u numeričkoj simulaciji [29]. ________ 87
Slika 64. Bilinearni Coulombov model trenja, ft – sila trenja, ΔUt – ukupni pomak čvora
[29]. _________________________________________________________ 88
Slika 65. Bilinearni konačni element s četiri čvora, element broj 10. [50] __________ 88
Slika 66. 2D osnosimetrični model slobodnog kovanja sa mreţom konačnih elemenata
tipa 10: a) Nedeformirani model, b) Deformirani model kod najvećeg stupnja
deformacije, c) Povećani detalj najveće distorzije mreţe konačnih elemenata na
deformiranom modelu kod najvećeg stupnja deformacije. _______________ 90
Slika 67. Algoritam odreĎivanja veličine faktora trenja kod slobodnog kovanja uzoraka
različite veličine kristalnog zrna. ___________________________________ 92
Slika 68. Eksperimentalni i numerički dijagrami porasta sile oblikovanja tijekom
procesa slobodnog kovanja (izraţen u vremenu s brzinom alata 0,012 mm/s). 94

XII
Slika 69. Raspored maksimalnih naprezanja u obratku, veličina zrna 76 μm, trenje
0,025, maksimalna sila 167 kN. ___________________________________ 95
Slika 70. Tok sile u vremenu, veličina zrna 76 μm, trenje 0,025, maksimalna sila 167
kN __________________________________________________________ 95
Slika 71. Raspored maksimalnih naprezanja u obratku, veličina zrna 47 μm, trenje 0,04,
maksimalna sila 244 kN. _________________________________________ 96
Slika 72. Tok sile u vremenu, veličina zrna 47 μm, trenje 0,04, maksimalna sila 244 kN.
_____________________________________________________________ 96
Slika 73. Raspored maksimalnih naprezanja u obratku, veličina zrna 39 μm, trenje 0,05,
maksimalna sila 293 kN. _________________________________________ 97
Slika 74. Tok sile u vremenu, veličina zrna 39 μm, trenje 0,05, maksimalna sila 293 kN.
_____________________________________________________________ 97
Slika 75. Model trenja u oblikovanju metala deformiranjem prema Bowden-Taboru
[18]. _________________________________________________________ 98

XIII
POPIS TABLICA
Tablica 1: Problemi kod procesa mikrooblikovanja zabiljeţeni u literaturi [22]. _____ 30
Tablica 2. Plan pokusa eksperimentalnog istraţivanja _________________________ 36
Tablica 3. Reţimi toplinske obrade ispitnih uzoraka. __________________________ 36
Tablica 4. Veličine kristalnog zrna postignute odreĎenim reţimom toplinske obrade. 42
Tablica 5. Pregled članova modela ________________________________________ 48
Tablica 6. Analiza varijance. _____________________________________________ 50
Tablica 7. Analiza varijance nakon logaritamske transformacije. _________________ 51
Tablica 8. Prikaz udjela utjecaja faktora i njihove interakcije za ukupnu deformaciju. 58
Tablica 9. Prikaz udjela utjecaja faktora i njihove interakcije za elastični povrat. ____ 58
Tablica 10. Plan pokusa eksperimentalnog ispitivanja kovanja __________________ 64
Tablica 11. Pregled članova modela za eksperimentalno ispitivanje kovanja ________ 68
Tablica 12. Analiza varijance za rezultate eksperimentalnog ispitivanja kovanja u
gravuri. ____________________________________________________ 69
Tablica 13. Udio utjecaja za silu kao izlaznu veličinu. ________________________ 75
Tablica 14. Udio utjecaja za elastični povrat kao izlaznu veličinu. ________________ 75
Tablica 15. Pregledni prikaz tendencije ponašanja dobivenih rezultata mjerenja
provedenog eksperimentalnog istraţivanja. ________________________ 83
Tablica 16. Tablica faktora trenja dobivenih numeričkom simulacijom. ___________ 93
Tablica 17. Sila oblikovanja za različite ukupne pomake alata i različite veličine
kristalnog zrna. _____________________________________________ 103
Tablica 18. Elastični povrat materijala za različite veličine kristalnog zrna i različite
ukupne deformacije (ukupne pomake alata). ______________________ 104

XIV
Tablica 19. Rezultati izračuna maksimalnog specifičnog pritiska i logaritamskog stupnja
deformacije. _______________________________________________ 104

1
1. UVOD
1.1. Definicija problema
Tijekom posljednjih dvije i pol tisuće godina plitko gravurno kovanje jedini je
proces proizvodnje kovanog novca. Plitko gravurno kovanje jest masivno oblikovanje
deformiranjem metalnih materijala. Uobičajeno je da se provodi u zatvorenom ukovnju
(iako to nije uvjet) u kojem se oblikuje samo topografija površine rondele bez postizanja
ukupno većeg stupnja deformacije materijala. U ovom smislu, plitko gravurno kovanje
već je vrlo prošireno za dobivanje funkcionalne i/ili dekorativne geometrije površine.
TakoĎer, ovako definirani otkovci kao proizvod kovanja ne moraju biti samo kovani
novac, već i značke, medalje te ostali uporabni predmeti kod kojih se kovanjem oblikuje
samo fina geometrija površine.
Glavna značajka plitkog gravurnog kovanja je trodimenzionalna sljedivost
površinske mikrogeometrije koja moţe biti vrlo malih dimenzija i vrlo uskih tolerancija
izrade. Time se zahvaća u jedno novije područje tehnologije oblikovanja deformiranjem
– mikrooblikovanje. Vaţno je naglasiti kako se tehnologija mikrooblikovanja u
mnogočemu bitno razlikuje od konvencionalne tehnologije oblikovanja deformiranjem1.
Budući da je plitko gravurno kovanje proces oblikovanja deformiranjem koji se
prirodno povezuje s proizvodnjom kovanog novca, vlasti vrlo strogo kontroliraju ovu
tehnologiju kovanja. Zbog toga je moguće pronaći relativno mali broj objavljenih
radova o istraţivanjima provedenim na tom području, unatoč vrlo dugoj povijesti
tehnologije. MeĎu objavljenim radovima nalaze se analize ravninskog stanja
deformacije te osnosimetrične analize deformacije. Ipak, mali broj njih eksperimentalno
obraĎuje realne probleme koji se javljaju u procesu proizvodnje.
U novije vrijeme, uslijed povećanih zahtjeva za visokopreciznom proizvodnjom i
mikrooblikovanjem izradaka, aktualizirala se primjena tehnologije plitkog gravurnog
kovanja za potrebe proizvodnje nekih elektroničkih komponenti. S obzirom na to, plitko
1 Spomenute razlike navedene su i objašnjene u tredem poglavlju rada.

UVOD
2
gravurno kovanje zahtijeva intenzivnije bavljenje pojedinačnim problemima i
osuvremenjivanje pristupa toj tehnologiji kako bi se što više otvorilo mogućnostima
postizanja najrazličitijih mikrogeometrija površine.
Kako se to na prvi pogled čini, proces plitkog gravurnog kovanja vrlo je
jednostavan. On je ništa drugo nego postizanje geometrijskog podudaranja gravure
ukovnja i radnog komada plastičnim deformiranjem. Čak i za ekstremno uske
tolerancije u mikropodručju, čini se mogućim dovršiti proces. MeĎutim, sljedeći
problemi ometaju postizanje točnosti izradaka:
- površinska oštećenja,
- nepotpuno ispunjavanje gravure,
- vanjske uključine,
- zarobljavanje ostataka maziva i
- deformiranje nakon rasterećenja uzrokovano zaostalim naprezanjima u obratku
i/ili elastičnim povratom materijala obratka.
Ovaj rad bavit će se posljednjim navedenim problemom – elastičnim povratom
materijala te silom potrebnom za ostvarivanje ispravne geometrije i što boljeg
popunjavanja gravure kovanice od aluminija čistoće 99,5. Numerički će se analizirati
problem trenja korištenjem metode konačnih elemenata. Problemu će biti pristupljeno s
aspekta tehnologije mikrooblikovanja. Pronaći će se najpovoljniji parametri procesa
koji zadovoljavaju zahtjev za dobivanjem ispravnog izratka.
1.2. Pregled dosadašnjih istraživanja
Potrebe za mikrooblikovanjem materijala i/ili mikroskopskom kontrolom teksture
površine u porastu su tijekom proteklih desetljeća. Procesi oblikovanja deformiranjem
uz sebi svojstvenu visoku produktivnost, omogućavaju značajnu preciznost i izvrsnu
izradu vrlo fine topografije površine što je naročito uočljivo u procesima plitkog
gravurnog kovanja čija je povijest stara oko dvije i pol tisuće godina. U procesu plitkog
gravurnog kovanja dimenzija površinske mikrogeometrije moţe se kontrolirati unutar
par desetaka mikrometara ili čak i manje. MeĎutim, izvještaji o tehnološkim
istraţivanjima vrlo su limitirani što je zasigurno odraz vaţne socijalne uloge kovanja
novca.

UVOD
3
Bocharov, Kobayashi i Thomsen [1] objavili su 1962. godine rad koji daje osnove
procesa plitkog gravurnog kovanja. Ipak, njihovi modeli bolje odgovaraju uobičajenim
procesima kovanja zbog dimenzija gravure koja ostaje reda veličine rondele koja se
kuje. Ako se govori o kovanju 3D površinske mikrogeometrije, jasno je da se ona
postiţe deformiranjem samo površinskog sloja rondele.
Početak opisivanja deformiranja površinskog sloja isključujući u potpunosti
ukupno deformiranje rondele veţe se uz Baya i Wanheima [2, 3] 1976. godine.
Površinska hrapavost prikazana je kao temeljni problem u tribologiji oblikovanja
deformiranjem budući da ona utječe na mehanizam podmazivanja kao mogući
mikroizvor maziva. Pred kraj 80-ih godina objašnjen je utjecaj deformabilnosti rondele
na topografiju površine u radovima Wilsona, Sheua, Sutcliffea, Makinouchia, Ikea,
Mukarawa i Koga [4, 5]. O efektima klizanja meĎu površinama alata i obratka na
zaglaĎivanje površinske hrapavosti pisao je Johnson 1968 [6].
U novije vrijeme većina istraţivanja plitkog gravurnog kovanja odnosi se na 2D i
3D FEM simulacije i pokušaj općenitog analitičkog opisivanja procesa – Forcellese,
Fratini, Gabrielli, Micari, Choi, Lee, Jun, Kang [7, 8].
Ike i Plančak 1998. [1] povezuju probleme deformiranja površinskog sloja rondele
kod plitkog gravurnog kovanja sa problemima koji se javljaju u mikrooblikovanju.
Geiger i suradnici [9] se u radovima koji se odnose na probleme volumenskog
mikrooblikovanja pozivaju na poveznicu s plitkim gravurnim kovanjem: Ikea i
Plančaka.
1999. godine Byun, Huh i Kang [10] upućuju na problem elastičnog povrata
materijala obratka kod plitkog gravurnog kovanja, ali je on nedovoljno obraĎen budući
da je promatran s aspekta klasičnog oblikovanja deformiranjem.
2007. Wang, Shan, Zhou, Guo i Sun [11] prikazuju utjecaj odnosa veličine zrna i
mikrodimenzija gravure na popunjavanje gravure ukovanja.
Za postavljanje hipoteze ovog rada potrebno je istaknuti vrlo iscrpne radove iz
područja mikrooblikovanja koji obraĎuju kako samu teoriju mikrooblikovanja2 -
Geiger, Kleiner, Eckstein, Tiesler, Engel, Raulea, Messner, Kals, Zhang, Kun i dr. [12,
13, 14], tako i pojedinačne primjere i probleme - Jun, Kang, Lee, Park, Joun, Jeon,
Hata, Chang, Hu i ostali [15, 16, 17].
2 Osnovne pretpostavke mikrooblikovanja opisane su u tredem poglavlju rada.

UVOD
4
1.3. Hipoteza
Jedan od problema, koji se često javlja kod plitkog gravurnog kovanja, jest loše
ispunjavanje dijelova gravure ukovnja koji se sastoje od utora vrlo malih dimenzija, a
drugi je loša kvaliteta dobivene površine. Vezano s tim, dogaĎa se i pojava rasipanja
rezultata sile kojom se materijal kuje, odnosno različito ponašanje materijala pod
djelovanjem iste sile.
Budući da se kod kovanja kovanica gotovo redovito radi o proizvodu relativno
malih dimenzija (1-2 mm visine), pretpostavlja se kako se ovom tehnologijom ulazi u
područje mikrooblikovanja. Mikrooblikovanje kao novija tehnologija oblikovanja
deformiranjem daje i novi pristup obratku. Obradak se promatra kao skup kristalnih
zrna odreĎenog materijala u zadanom obliku i dimenziji. Razlog tomu su male
dimenzije obratka kod kojih pojedinačno kristalno zrno zauzima sve veći volumenski
udio proizvoda. Ponašanje materijala u takvim procesima značajno je drugačije nego u
standardnim procesima oblikovanja. Jedna od vaţnih karakteristika je različito
ponašanje materijala prilikom oblikovanja kojim mu se dozvoljava slobodno tečenje te
prilikom oblikovanja u gravuri koja mu tečenje ograničava. S tim u vezi, pretpostavlja
se da će se materijal rondele ponašati prema zakonitostima mikrooblikovanja3 i prilikom
slobodnog kovanja, kao i prilikom kovanja u gravuri ukovnja. Time bi trebalo biti
dokazano kako plitko gravurno kovanje u cijelosti treba promatrati s aspekta
mikrooblikovanja, a ne samo kao površinsku deformaciju, u cilju popunjavanja gravure
vrlo malih dimenzija kako bi se izbjegli neki od problema koji se tijekom proizvodnje
javljaju.
1.4. Metodologija i plan istraživanja
Kako bi se navedeno dokazalo, bit će provedeni eksperimenti slobodnog kovanja
rondele od Al 99,5, početne visine 2 mm različitim silama. Pri tome će se toplinskom
obradom mijenjati veličina kristalnog zrna obratka, a obratci različite veličine zrna bit
će slobodno tlačeni alatom ravnih ploha unaprijed odreĎenom silom. Tijekom
eksperimenta mjerit će se ukupna deformacija i elastični povrat za odreĎenu silu. Svrha
3 Opisano u poglavlju 3.3.

UVOD
5
ovog dijela istraţivanja jest pokazati značajnu razliku u ponašanju obratka male visine
tijekom procesa deformiranja za različite veličine kristalnog zrna.
U drugom dijelu eksperimentalnog istraţivanja jednaki ispitni uzorci kovat će se u
otvorenom ukovnju predviĎenom za kovanje značaka. Djelovanjem ukovnja djelomično
će se ograničiti tečenje materijala i provjeriti ponašanje materijala različite veličine
kristalnog zrna (elastični povrat kod sile potrebne za popunjavanje gravure) u novim
uvjetima. Nadalje, pratit će se kvaliteta dobivene površine pri različitim silama za
različitu veličinu kristalnog zrna. Pod kvalitetom dobivene površine u ovom slučaju
podrazumijeva se potpuno popunjavanje gravure alata. Ovaj dio istraţivanja analizirat
će ponašanje materijala iste veličine kristalnog zrna kod slobodnog kovanja i kovanja u
ukovnju te takoĎer dati i prikaz ovisnosti veličine zrna i kvalitete dobivene površine
(točnosti popunjavanja gravure alata).
S ciljem dobivanja što bolje ponovljivosti rezultata provest će se odgovarajući broj
eksperimenata.
Treći dio istraţivanja odnosit će se na problem značajne promjene veličine
kontaktnog trenja promjenom veličine kristalnog zrna. Ova pojava takoĎer je
karakteristična za procese mikrooblikovanja. Kontaktno trenje analizirat će se
numeričkom simulacijom korištenjem metode konačnih elemenata.
1.5. Očekivani znanstveni doprinos
Oslanjajući se na radove Ikea i Plančaka koji deformiranje površinskog sloja kod
kovanja kovanica nesumnjivo svrstavaju u područje mikrooblikovanja te uz pomoć
teorije mikrooblikovanja4 obraĎene od strane Geigera, Engela i Ecksteina, pokušat će se
plitko gravurno kovanje u cijelosti prikazati kao posebni slučaj mikrooblikovanja.
Za razliku od dosadašnjih istraţivanja, teorija mikrooblikovanja primjenit će se za
analizu ne samo dijelova gravure vrlo malih dimenzija i deformiranja površinskog sloja
obratka, nego općenito na plitko gravurno kovanje rondela male visine.
Dobiveni rezultati trebali bi dati analizu odnosa sile, ukupne deformacije i
elastičnog povrata materijala za različite veličine kristalnog zrna prilikom slobodnog
kovanja i kovanja u ukovnjima. Sukladno teoriji mikrooblikovanja5, očekuju se oprečni
4
Odnosi se na poglavlja 3.2. i 3.3. 5 Odnosi se na poglavlja 3.2. i 3.3.

UVOD
6
rezultati za slobodno kovanje i kovanje u gravuri. Uzimajući u obzir kvalitetu dobivene
površine bit će moguće sugerirati smjernice o potrebnim svojstvima materijala koji će
moći dati kako optimalne parametre procesa tako i zadovoljavajuću kvalitetu površine.
Potrebno je napomenuti kako će se navedene smjernice odrediti prema analiziranim
problemima elastičnog povrata i s tim u vezi problemima točnog popunjavanja gravure
alata.
Nadalje, numeričkom simulacijom dobit će se teorijska zavisnost promjene
veličine kontaktnog trenja obzirom na različite veličine kristalnog zrna kod slobodnog
kovanja. Kao ulazna veličina koristit će se eksperimentalno dobivene krivulje plastičnog
tečenja koje odgovaraju pojedinoj veličini kristalnog zrna. Očekuje se da će dobiveni
rezultati biti primjenjivi u rješavanju problema proizvodnje kovanica ne samo od
aluminijskih materijala, nego, analogno dobivenim rezultatima, i iz drugih metalnih
materijala.

7
2. OBLIKOVANJE DEFORMIRANJEM
KRISTALNIH STRUKTURA
2.1. Oblikovanje monokristala deformiranjem
Pod monokristalom se podrazumijeva dio metala unutar kojeg u svim njegovim
zonama, i neovisno o vanjskom obliku, postoji jedinstvena prostorna rešetka. Premda
tehnički materijali uobičajeno nemaju monokristalnu strukturu nego polikristalnu,
potrebno je poznavati mehanizam deformiranja jednog monokristala, budući da
zakonitosti ustanovljene na njemu mogu, uz odgovarajuća ograničenja, vrijediti i za
polikristalnu strukturu.
Kada vanjske sile djeluju na neko tijelo, dolazi do promjena oblika i dimenzija tog
tijela. Te se promjene sastoje od elastičnih i plastičnih deformacija.
Kod elastičnih deformacija postoji značajna korelacija izmeĎu deformacije i
unutarnje energije. Ako vanjske sile prijeĎu granicu elastičnosti atomi se pomiču prema
poloţajima odakle ih kohezivne sile nastoje pomaknuti u nove poloţaje u rešetki. S
obzirom na to da su novi poloţaji ravnoteţni poloţaji, taj tip deformacije ne nestaje
kada doĎe do rasterećenja i nastupa plastična deformacija.
Kada se atomi gibaju iz jednog u drugi ravnoteţni poloţaj kako je prikazano na
slici 1. za to gibanje su potrebne velike količine energije uzduţ onih ravnina gdje je
razmak meĎu atomima maksimalan i prema tome sila veze minimalna.
Općenito govoreći, deformiranje kristala (monokristala) moţe se izvršiti na dva
načina [18]:
- Klizanjem,
- Blizančenjem.

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
8
Slika 1. Pretpostavljeni proces deformiranja pod djelovanjem smične sile: (a) početni
ravnotežni položaj, (b) pomak iz ravnotežnog položaja pod djelovanjem sile, ispod
granice elastičnosti, (c) pomak iz ravnotežnog položaja pod djelovanjem sile, iznad
granice elastičnosti [18].
a) Deformiranje klizanjem
Prema postojećoj teoriji, u ovom slučaju se odreĎeni slojevi kristala pomiču u
odnosu na druge slojeve po ravninama klizanja. Na slici 2. shematski je prikazano kao
paralelno pomicanje više redova atoma u jednom dijelu kristala u odnosu na njegov
drugi dio. Ovakvo objašnjenje deformiranja klizanjem je, meĎutim, samo uvjetno i vrlo
pojednostavljeno, budući da se u stvarnosti pomicanje redova atoma ne vrši
istovremeno.
Slika 2. Deformiranje klizanjem [18].

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
9
Klizanje predstavlja paralelno pomicanje tankih slojeva monokristala u odnosu na
susjedne slojeve. Ovo se klizanje u monokristalima dogaĎa po kristalografskim
ravninama s najgušće rasporeĎenim atomima koje se nazivaju ravninama klizanja.
Pravci klizanja su oni u kojima je rastojanje atoma najmanje.
Slika 3. Ravnine klizanja i pravci klizanja: (a) plošno centrirane kubne rešetke – Cu, Al, Ni, Pb,
Au, Ag, γ-Fe, (b) prostorno centrirane kubne rešetke – α-Fe, W, Mo, β-mjed [18].
Deformabilnost metala u velikoj je mjeri ovisna o kristalnoj strukturi. Metali s
većim brojem kliznih ravnina i pravaca klizanja bit će općenito uzevši deformabilniji pa
je to razlog zašto su metali i slitine sa kubnom rešetkom deformabilniji od onih sa
heksagonskom ili tetragonskom rešetkom.
b) Deformiranje blizančenjem
Shema deformiranja kristala blizančenjem prikazana je na slici 4. Ono se sastoji
od pomicanja atoma u ravninama koje su paralelne ravnini blizančenja i to tako što je
veličina tog pomicanja srazmjerna udaljenosti ovih ravnina od ravnine blizančenja. Na
taj način se deformirani dio kristala pojavljuje kao zrcalna slika njegovog dijela s druge
strane ravnine blizančenja. Ovakav oblik deformiranja monokristala nije čest, a susreće
se pri velikim brzinama deformiranja kakve se npr. javljaju kod kovanja pomoću bata,
dok se u najvećem broju slučajeva plastično deformiranje monokristala vrši klizanjem.

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
10
Slika 4. Deformiranje blizančenjem [18].
2.1.1. Naprezanja u različito orijentiranim ravninama monokristala i njihove
kritične vrijednosti
Za ostvarenje plastične deformacije jednog monokristala neophodno je da
maksimalno smično naprezanje u njemu dostigne kritičnu vrijednost. Ako se promatra
slučaj rastezanja epruvete izraĎene od monokristala (slika 5.), moţe se zaključiti
sljedeće [19]:
Površina ravnine klizanja, u kojoj djeluje smično naprezanje τ, N/mm2 bit će:
, mm2 (1)
S druge strane, vlačna sila mora biti:
, N (2)
Gdje je σ, N/mm2 normalno naprezanje u pravcu djelovanja vlačne sile koje djeluje na
ravninu normalnog presjeka A, mm2 a συ, N/mm
2 je naprezanje u istom pravcu, ali
svedeno na površinu presjeka u ravnini klizanja Aυ, mm2.
Prema tome, moţe se pisati:
, N/mm
2 (3)
Smično naprezanje τ u pravcu klizanja bit će, kao komponenta naprezanja συ,
N/mm2:
, N/mm2 (4)
Odnosno,

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
11
, N/mm2 (5)
Slika 5. Ravnina klizanja u vlačno opterećenoj monokristalnoj epruveti [19].
Na temelju izraza (5) moguće je izračunati smično naprezanje u bilo kojoj smičnoj
ravnini. Moţe se, takoĎer, postići i obrnuto, tj. za poznatu vrijednost kritičnog
naprezanja , N/mm2 pronaći orijentacija ravnine klizanja. Iz istog izraza se jasno
zaključuje kako će ovo naprezanje dostići svoju maksimalnu vrijednost kada kutovi
budu υ=ψ=45º. U tom slučaju bit će:
, N/mm2 (6)
2.2. Teorija dislokacija
Korištenjem navedenih podataka o deformiranju translacijom i s obzirom na
poznavanje fizikalnih svojstava pojedinih metala, veličine meĎuatomnih sila koje
pruţaju otpor promjeni ravnoteţnih poloţaja atoma u rešetci i broja atoma (oko 1014
po
kvadratnom centimetru presjeka) moguće je izračunati iznose vanjskih sila koje bi bile
potrebne za plastično deformiranje nekog monokristala. Takvi proračuni su u prošlosti i
provedeni, meĎutim, rezultati su uvijek pokazivali sile koje su bile puno veće od stvarno
potrebnih.
Prema kasnijim saznanjima translacija kristala ne vrši se uz istovremeno
pomicanje svih atoma sa jedne strane klizanja u odnosu na drugu. Stvarni proces odvija
ψ
υ
Pravac klizanja
σ
συ
F
F
N
A (normalni
poprečni presjek)
Aυ (ravnina klizanja)

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
12
se načelno prema shemama na slici 6. Vanjska sila Ft, N koja djeluje na kristal izaziva u
početku samo elastične deformacije, pri čemu se redovi atoma iznad ravnine klizanja
pomiču samo za manje iznose. Sa porastom sile Ft, N ova pomicanja takoĎer rastu i u
nekom trenutku red atoma 1 prelazi neutralan poloţaj izmeĎu donjih redova 1` i 2`,
povezujući se u svom rasporedu za red 2`. Istovremeno gornji red 2 pretvara se u tzv.
ekstraravninu (koja nema odgovarajuću ravninu sa atomima s druge strane ravnine
klizanja) i formira oblik nesavršenstva kristalne rešetke koji je poznat kao dislokacija
(pod dislokacijama općenito treba podrazumijevati specijalne nepravilnosti u graĎi
kristala koje su reda veličine atomskih iznosa, a očituju se u poremećajima
neprekidnosti i pravilnosti rasporeda atoma u kristalu). Formiranje dislokacije dovelo je
do odgovarajućeg lokalnog poremećaja u pravilnosti rasporeda atoma sa obje strane
ravnine klizanja. U toku daljnjih koraka deformiranja proces se odvija tako što se red 2 i
dalje pomiče, potiskujući pred sobom red 3, koji se onda pretvara u ekstraravninu (dok
red 2 zauzima ravnoteţni poloţaj iznad reda 3`), a zatim se to dogaĎa sa redom 4 itd. Na
taj način se dislokacija predaje od jednog reda atoma do drugog, dok na kraju ne stigne
na površinu kristala. Konačni rezultat je izvršeno pomicanje za jedan meĎuatomski
razmak kao što je to bio slučaj i na slici 1. MeĎutim, razlika u samom mehanizmu
deformiranja u ova dva slučaja je vrlo velika. Sila potrebna za pomicanje dislokacije
kroz kristal neusporedivo je manja nego što bi bila sila potrebna za istovremeno
pomicanje svih redova atoma s jedne strane ravnine klizanja.
Slika 6. Dislokacijska shema plastičnog deformiranja kristala [19]
1 2 3 4 5 6
1` 2` 3` 4` 5` 6`
Ft
Ravnina klizanja
„Ekstraravnina“
Ft
1 2 3 4 5 6
1` 2` 3` 4` 5` 6`
1 2 3 4 5 6
1` 2` 3` 4` 5` 6`
Ft
1 2 3 4 5 6
1` 2` 3` 4` 5` 6`
Ft
a)
c) d)
b)

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
13
Ipak, treba primijetiti da je u ovom slučaju u početku potrebna znatno veća sila za
pomicanje prvog reda atoma i formiranje dislokacije, nego za njeno kasnije pomicanje
kroz kristal. Stoga se moţe zaključiti da će se plastično deformiranje moći ostvariti sa
znatno manjim vanjskim silama ukoliko u metalu već postoje dislokacije.
Ima više vidova poremećaja u graĎi realne atomske rešetke. Dislokacija je jedno
od takvih nesavršenstava. To znači da dislokacije ne nastaju samo kao posljedica
deformiranja, već i u procesima kristalizacije, toplinske obrade, itd.
Kod realnog monokristala postoje točkaste dislokacije (tzv. nuldimenzionalne),
mjesta nepopunjena jednim atomom (praznine) ili mjesta gdje se nalazi jedan suvišni
atom, te bridne dislokacije (jednodimenzionalne). Površinske dislokacije
(dvodimenzionalne) su linijske dislokacije na granicama zrna ili faza. One mogu imati i
različite sloţenije oblike – zakrivljene, zavojne, itd. Primjeri bridne (rubne) i površinske
dislokacije prikazani su na slici 7.
a) b)
Slika 7. Dislokacije: (a) vijčana dislokacija, (b) rubna dislokacija [18].
Postupno premještanje dislokacije navedenim mehanizmom, a zbog djelovanja
smičnog naprezanja, odvija se sve dok dislokacija ne dospije na površinu monokristala.
Budući da ih je mnoštvo u monokristalu, sve ove dislokacije prolaze cijelim kristalom i
gomilaju se na njegovim granicama. MeĎutim, ostvarivanje takvog mehanizma
premještanja ne odvija se glatko. Premještanje će, zbog nekih smetnji unutar kristala,
biti oteţano ili čak zakočeno. Ako se dislokacija premješta u različitim ravninama, bit
će „usidrena“. Kočenje dislokacije na putu premještanja ili potreba da se „otrgne“ od
prepreke u kliznoj ravnini zahtijeva povećanje smičnog naprezanja neophodnog za
ostvarenje klizanja. Jednako tako, smično će naprezanje biti povećano ako dolazi do

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
14
premještanja neke druge slobodne dislokacije koja se nalazi u ravnini manje povoljne
orijentacije. Kristal dakle, za napredovanje plastične deformacije do svoje granice,
zahtijeva sve veće smično naprezanje, što znači da pruţa sve veći otpor plastičnoj
deformaciji.
Tako se objašnjava očvršćenje monokristala pri hladnoj deformaciji koje je osnova
očvršćenju metala. Pokretljivost dislokacija kod sobne temperature je mala pa je efekat
očvršćenja pri tom značajan. Nakon odreĎenog i vrlo velikog broja dislokacija na
površini metala (red veličine na 1 cm2 je 10
11 do 10
12 dislokacija), duktilnost metala
znatno je smanjena, a time i sposobnost njegovog daljnjeg plastičnog oblikovanja.
2.3. Oblikovanje deformiranjem metala s polikristalnom strukturom
Realno ponašanje metalnog materijala nije moguće objasniti samo proučavanjem
monokristala budući da metali imaju polikristalnu strukturu koju karakteriziraju, pored
ostalog, heterogenost graĎe, prisustvo nemetalnih uključina, veličina i oblik zrna, itd.
Zbog ovog razloga se proučavanja moraju vršiti i s aspekta makrostrukture, da bi tek
oba pristupa dali potpunu predodţbu o svojstvima i ponašanju metalnih materijala.
Kristalna struktura nastaje pri kristalizaciji litine. Atomi ne miruju ni u čvrstom ni
u tekućem stanju, već osciliraju s amplitudama čija je veličina srazmjerna temperaturi
na kojoj se metal nalazi. U toku hlaĎenja smanjuje se energija osciliranja pojedinih
atoma (koji se u kapljevitom stanju nalaze u kaotičnom rasporedu). Kad se ona reducira
do odgovarajućeg iznosa, odreĎeni broj atoma naĎe se u stanju meĎusobne ravnoteţe,
oscilirajući i dalje sa manjim amplitudama oscilacije, ali sada oko svojih ravnoteţnih
poloţaja. Na taj način formiraju se prvi centri kristalizacije. Pri daljnjem hlaĎenju oko
ovih centara nadovezuju se nove atomske rešetke i to u potpuno pravilnom i zakonitom
rasporedu u odnosu na njih. Tako dolazi do stvaranja i rasta sve većih prostornih
kristala. Ovi kristali, naravno, ne mogu rasti neograničeno budući da se poslije nekog
vremena sudaraju sa drugim, susjednim rastućim kristalima. Konačno se dobije kristal
koji je ometen u svom daljnjem rastu, sa manje-više izlomljenim, odnosno nepravilnim
granicama. Za razliku od kristala koji bi nastao potpuno neometanom kristalizacijom,
ovaj se naziva kristalit ili zrno [19]. Broj zrna, odnosno njihova veličina, ovisit će
prvenstveno o broju centara kristalizacije. Ukoliko je taj broj veći, dobit će se
sitnozrnatija struktura i obrnuto.

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
15
Kristalna graĎa unutar jednog kristalita je jedinstvena i sve atomske rešetke u
njemu imaju istu kristalografsku orijentaciju, koja je odreĎena stohastički, tj. početnom
orijentacijom centra kristalizacije oko kojeg je zrno formirano. To vrijedi za svaki
kristalit posebno. MeĎutim, orijentacija jednog kristala ne utječe na orijentaciju drugih,
tako da se po potpunom očvršćavanju dobiva struktura sa najrazličitijim orijentacijama
zrna. Takva struktura naziva se polikristalna.
Mehanička svojstva jednog elementarnog kristala (pa i čitavog monokristala)
različita su u različitim pravcima, tj. kristali su karakterizirani svojstvom anizotropije.
Ipak, kod polikristalnih materijala ovo svojstvo ne mora biti izraţeno. Naime, ako je
polikristalna struktura formirana normalnom kristalizacijom i pri tome postala
neusmjerena, onda će anizotropija biti izraţena u okviru pojedinih zrna, ali će zbog
njihove najrazličitije orijentacije u prostoru i vrlo velikog broja, makro-svojstva metala
biti uglavnom ujednačena u svim pravcima. U tom slučaju govori se o svojstvu
poznatom kao kvazi-izotropija. Ukoliko, meĎutim, doĎe do naknadnog oblikovanja
deformiranjem, pojavljuje se usmjerenost pojedinih zrna pa metal postaje anizotropan.
Kada na polikristaliničan materijal djeluju sile, dolazi do klizanja u onim
ravninama koje imaju najpovoljniju orijentaciju za deformaciju i to kada sila klizanja
dosegne kritičnu vrijednost. Nakon što je deformacija napredovala do neke veličine,
mogućnost za daljnju deformaciju je iscrpljena. Rotacija koja prati klizanje dovela je
druge kristale, koji su ranije bili manje povoljno orijentirani, u poloţaj da se mogu
deformirati. Deformacijom tih kristala dolazi do daljnje rotacije. Rezultat tih rotacija je
u tome da nakon napredovanja deformacije do neke veličine nastupa povoljna
orijentacija. Većina kristalita nastoji se poravnati sa nekim svojim kristalnim osima u
smjeru povoljnom za deformaciju. Što se deformacija povećava, to je orijentacija
povoljnija.
Kako su granice zrna postale mjesta koncentracije nepravilnosti atomne rešetke,
to je sada najveća nepravilnost kristalne graĎe. One predstavljaju konačnu prepreku u
daljnjem napredovanju dislokacija i ostvarenju deformacije. Uz djelovanje iste veličine
deformacijske sile, mogućnost deformacije na granicama zrna će stoga biti manja od
one u unutrašnjosti zrna kristala. Posljedica toga je da će realni polikristalinični metal
pruţati znatno veći otpor plastičnoj deformaciji nego što je to bio slučaj kod realnog
monokristala. To je razlog potrebe većeg naprezanja za ostvarivanje plastične
deformacije, dakle povećanja naprezanja plastičnog tečenja kf, N/mm2. Na veličinu sile

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
16
potrebne za plastičnu deformaciju utječe i veličina zrna polikristaliničnog metala. Kod
postojanja sitnozrnatije strukture metala valja očekivati i povećan otpor plastičnoj
deformaciji, dakle povećan kf, N/mm2, što ima utjecaj i posljedice na oblikovljivost.
Osim toga, na granici zrna mogu se nalaziti mikrošupljine nastale pri kristalizaciji,
kao i primjese u obliku lako topljivih eutektika koji slabe vezu izmeĎu zrna. Na taj
način metal u graničnim slojevima moţe imati veći ili manju čvrstoću u odnosu na samo
zrno, zavisno od stanja rešetke, prisutnosti mikrošupljina i primjesa.
Različita orijentacija ravnina klizanja u zrnima polikristala (slika 8.), a shodno
tome i različita veličina elastične deformacije koja odgovara početku plastične
deformacije pojedinih zrna, dovodi pri rasterećivanju do pojave zaostalih naprezanja.
Slika 8. Zrna polikristala sa različito orijentiranim ravninama klizanja [18].
2.4. Proces rekristalizacije
Kako je prethodno navedeno, karakteristika oblikovanja deformiranjem u
hladnom stanju jest pojava očvršćenja praćenog zaostalim naprezanjima. Ukoliko se
deformiranje obavlja na povišenim temperaturama, uvjeti za nastajanje očvršćenja se
mijenjaju. Povišena temperatura takoĎer dovodi i do promjena u metalu koji je
prethodno bio deformiran u hladnom stanju.
Kristali metala poslije oblikovanja deformiranjem u hladnom stanju znatno su
deformirani, a meĎuatomska ravnoteţa u njima prisilno je poremećena. Uvjeti za
uspostavu prvobitne ravnoteţe pri normalnoj temperaturi praktično ne postoje zbog

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
17
male mogućnosti pomicanja i novog razmještanja atoma. U zagrijanom metalu,
meĎutim, povećane su amplitude osciliranja atoma oko njihovih ravnoteţnih poloţaja,
uslijed čega postoji veća mogućnost postizanja unutrašnje ravnoteţe u atomskim
rešetkama, odnosno u kristalima.
Prema tome, ako se hladno deformirani metal zagrije do odreĎenih temperatura, u
njemu će se početi odvijati promjene u smislu pribliţavanja ravnoteţi, odnosno
uklanjanja posljedica hladnog očvršćivanja. Ukoliko te temperature nisu jako visoke,
doći će uglavnom do smanjenja elastičnih deformacija kristala, odnosno do smanjenja
izobličenosti kristalnih rešetki. Zbog toga će doći do redukcije zaostalih naprezanja u
metalu, a moţe se očekivati i manje povećanje oblikovljivosti kao i smanjeni otpor
deformaciji. Pri tome veličina i oblik zrna, kao i karakteristična tekstura hladno
deformiranog metala, ostaju nepromijenjeni. Ta pojava naziva se oporavak.
Temperatura oporavka zavisi o vrsti metala. Smatra se da ona za čiste metale iznosi
(0,25-0,30)T, C, gdje je T, C, temperatura taljenja. Oblikovanje deformiranjem na ovoj
temperaturi ne bi spriječilo pojavu očvršćenja.
Na temperaturama višim od temperature oporavka dolazi do kvalitativno
drugačijeg procesa – rekristalizacije. Ona se sastoji u nastajanju i rastu potpuno novih
zrna u metalu, umjesto deformiranih. Ova mogućnost uvjetovana je postojanjem
dovoljno velike pokretljivosti atoma, odnosno energije za njihovo veće pregrupiranje.
Kao centri kristalizacije novih zrna pojavljuju se oni elementarni kristali koji u toku
procesa deformiranje nisu jako izobličeni, a zatim se oko njih formiraju nove pravilne
kristalne rešetke, sve dok se takav rastući kristal ne sudari sa kristalima koji su počeli
rasti iz susjednih centara kristalizacije. Na taj način nastaju potpuno novi kristaliti
(zrna).
Pri tome se moţe govoriti o dva slučaja. U prvom slučaju je u pitanju metal koji je
prethodno deformiran u hladnom stanju, a zatim izloţen rekristalizacijskom ţarenju. U
drugom slučaju radi se o oblikovanju deformiranjem u toplom stanju.
U prvom se slučaju rekristalizacijom uklanjaju orijentirana struktura, unutrašnja
naprezanja i sve ostale posljedice hladnog očvršćivanja materijala i povećava
plastičnost. Ovaj je slučaj vaţan za daljnje razmatranje provedenog eksperimentanog
istraţivanja. Ovo ima veliko praktično značenje budući da se često oblikovanjem u
hladnom stanju raspoloţiva oblikovljivost gotovo posve iscrpi, tako da eventualno

OBLIKOVANJE DEFORMIRANJEM KRISTALNIH STRUKTURA
18
daljnje oblikovanje deformiranjem postaje nemoguće. Zahvaljujući rekristalizaciji,
oblikovljivost se moţe povratiti u znatnoj mjeri.
Vaţno je naglasiti da veličina novonastalih zrna ovisi o stupnju ostvarene
deformacije, temperaturi rekristalizacije i vremenu rekristalizacijskog ţarenja. OdreĎeni
stupanj deformacije (koji je obično manji od 10%) uvjetuje pri naknadnoj rekristalizaciji
nastajanje vrlo krupnih zrna. On se naziva kritičnim stupnjem deformacije.
Inače, rekristalizacija se u potpunosti moţe obaviti samo na temperaturama koje
su više od temperature početka rekristalizacije. Ta temperatura je općenito odreĎena kao
aTt (Tt , C – temperatura taljenja), gdje koeficijent a ovisi o čistoći metala. Za čiste
metale ova temperatura iznosi pribliţno 0,4Tt, pa je temperatura rekristalizacije [19, 20]:
, C (7)
Legure obično imaju višu temperaturu početka rekristalizacije.
S obzirom na osnovne karakteristike oblikovanja metala deformiranjem u hladnom
stanju i u toplom stanju, temperaturu početka rekristalizacije treba smatrati fizikalnom
granicom izmeĎu toplog i hladnog deformiranja.

19
3. OSNOVNE PRETPOSTAVKE
MIKROOBLIKOVANJA
3.1. Definicija mikrooblikovanja
U posljednje vrijeme trend smanjenje veličina proizvoda na mikrodimenzije
postaje vrlo izraţen u mnogim granama industrije, posebno u polju komunikacijskih
tehnologija, tehnologija mikro sustava (micro system technology MST) i mikro
elektromehaničkih sustava (microelectromechanical system MEMS), itd. Kao posljedica
tog trenda, a na temelju brojnih istraţivanja, dolazi do ubrzanog razvoja tehnologija
mikrooblikovanja metalnih materijala koje poprimaju izvrsne karakteristike kao što su:
velika proizvodnost, visoka preciznost, visoki stupanj djelovanja, kratki proizvodni
ciklus, niski troškovi proizvodnje, čisti pogon itd. Tehnološka pozadina
konvencionalnih procesa oblikovanja deformiranjem pruţa vrlo dobru osnovu
razumijevanju i razvoju novih procesa. Promišljani tehnološki podaci i praktične mjerne
metode konvencionalnih procesa oblikovanja akumulirali su se tijekom stotina godina, a
slijedni iskorak napravljen je razvojem simulacijskih metoda u području
plastomehanike. Sve navedene stečevine bile su dobar početak za razvoj tehnologija
mikrooblikovanja. Razvoj različitih mikro proizvodnih tehnika dovodi i do razvoja
opreme potrebne za dotičnu tehnologiju kao što su to: kalupi, ukovnji, matrice, strojevi,
mjerna oprema za praćenje tijeka procesa itd. Ipak, još uvijek je primjena podataka
dobivenih o pojedinoj tehnologiji, iskustvenih formula i teorijskih analiza izazov u
svakom novom proizvodnom procesu. Zbog toga je to ključna točka u snaţnom razvoju
tehnologija mikrooblikovanja.
U terminima tehnologije oblikovanja deformiranjem mikrooblikovanje je
tehnologija proizvodnje vrlo malih metalnih izradaka kod kojih dimenzije funkcionalnih
elemenata u najmanje dvije osi ne prelaze 2 mm [16, 21]. Primjeri izradaka
proizvedenih procesom mikrooblikovanja prikazani su na slici 9.

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
20
Oblikovanje metala deformiranjem, pa tako i mikrooblikovanje prema literaturi
moţe se podijeliti u tri osnovne podskupine: masivno oblikovanje, oblikovanje lima i
oblikovanje profila.
Masivno mikrooblikovanje ima vrlo široku primjenu budući da se njime vrlo
jednostavno dobiva izradak promjera nekoliko desetaka mikrometara, npr. rezanjem
ţice u malene valjke i njihovom ekstruzijom. MeĎutim rukovanje ovakvim komadima u
prikladnom vremenu i s potrebnom preciznošću vrlo je ograničeno.
Mikrooblikovanje lima istraţuje se u terminima slobodnog savijanja, savijanja uz
pomoć lasera te dubokog vučenja lima najmanjih debljina od 0,1 mm.
Mikrooblikovanje profila je još uvijek vrlo slabo istraţeno područje zahvaljujući
činjenici da su za procese ove vrste potrebni visoko precizni strojevi i alati, puno
zahtjevniji nego kod masivnog mikrooblikovanja. Primjer primjene mikrooblikovanja
profila jest proizvodnja spirala savijanjem ţice promjera 100μm. Strojevi specijalne
namjene mogu takoĎer raditi i sa ţicom najmanjeg promjera 60μm.
Slika 9. Neki od proizvoda dobivenih procesom mikrooblikovanja u hladnom stanju [13].
Navedenoj podjeli postupaka mikrooblikovanja potrebno je dodati još jedan, a to
je mikrooblikovanje površine. Mikrooblikovanje površine spada u procese kovanja, ali
se dimenzije izratka u svojoj strukturi bitno razlikuju od klasičnog procesa kovanja. Ove
razlike prikazane su shematski na slici 10., a obuhvaćaju: klasični proces kovanja,
klasični proces plitkog gravurnog kovanja i proces plitkog gravurnog kovanja
površinske mikrogeometrije.

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
21
Slika 10. Shematski prikaz oblika proizvoda kod tri stupnja procesa kovanja: a)
Klasično kovanje, b) Klasično plitko gravurno kovanje, c) Plitko gravurno
kovanje površinske mikrogeometrije [6].
3.2. Pristup utjecaju veličine kristalnog zrna s aspekta
mikrooblikovanja
U tehnologiji oblikovanja deformiranjem najvaţniji parametar koji opisuje
ponašanje materijala jest naprezanje plastičnog tečenja budući da ta veličina, specifična
za materijal, uvjetuje sile potrebne za proces oblikovanja, opterećenja na alatima,
lokalno tečenje i popunjavanje gravure alata. Smanjivanjem veličine obratka standardni
testovi korišteni za mjerenje tečenja materijala otkrivaju postojanje izrazitog utjecaja
veličine obratka: smanjivanjem veličine obratka uočava se smanjivanje nagiba krivulje
plastičnog tečenja. Ovaj efekt potvrĎen je kroz nekoliko znanstvenih radova za različite
materijale:
- U području oblikovanja lima Kals je proveo vlačne testove na legurama CuZn15
i CuNi18Zn20, tipičnim za elektroničku proizvodnju. Kocarida ih je proveo na
bakru, a Raulea na aluminiju. Picard i Michael izveli su testove hidrauličnog
udubljivanja na limovima različite debljine od bakrene legure [13].
- Na području masivnog oblikovanja utjecaj dimenzija ispitnog uzorka na krivulju
tečenja ispitivan je provoĎenjem tlačnih testova sa bakrom, CuZn15 i CuSn6,

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
22
smanjivanjem veličine obratka prema teoriji sličnosti. To znači da su sve
dimenzije uzoraka i alata mnoţene faktorom geometrijske sličnosti λ [9, 13].
Smanjena naprezanja mogu se objasniti takozvanim površinskim modelom: Zrna
smještena na površini tlačnog ili vlačnog uzorka manje su ograničena u pogledu gibanja
nego zrna unutar materijala. Dislokacije koje se kreću kroz zrna za vrijeme procesa
deformiranja gomilaju se na granicama zrna, ali ne i na slobodnim površinama. Ovo
dovodi do smanjenog očvršćavanja i smanjenog otpora deformiranju na površini zrna.
Smanjivanjem veličine uzorka, ali nepromijenjenom mikrostrukturom, udio površinskih
zrna raste, olakšano je tečenje materijala i smanjeno naprezanje plastičnog tečenja.
Smanjeno naprezanje plastičnog tečenja vodi do niţih sila potrebnih za oblikovanje6 u
procesima oblikovanja u kojima je omogućeno nesmetano tečenje materijala.
Kod procesa koji se odvijaju unutar zatvorenog alata nema smanjenja sile
oblikovanja. U takvim slučajevima dolazi čak do porasta sile uzrokovanog, meĎu
ostalim, ponajviše povećanim trenjem. Smatra se kako je povećana sila trenja
uzrokovanja povećanjem kontaktne površine gdje površina alata dolazi u kontakt sa
cjelokupnom površinom obratka. Pri tome izostaje i slobodna površina površinskih
zrna.
Slika 11. Utjecaj veličine obratka na omjer broja površinskih i unutarnjih zrna: Veliki obradak
– zrna na površini/zrna u unutrašnjosti=17/16, mali obradak – zrna na površini/zrna
u unutrašnjosti=9/2 [22].
Ovako opisani utjecaj veličine kristalnog zrna moţe se ispitati i na drugi način.
Naime, ako se dimenzije obratka drţe konstantnima, a toplinskom obradom se mijenja
veličina kristalnog zrna, postignuti rezultati identični su već opisanima. Pojedinačno
6 Smanjenje veličine sila oblikovanja vede je nego što bi se moglo očekivati s obzirom na smanjenje
dimenzija. Faktor geometrijske sličnosti ne može se dovesti u vezu sa smanjenjem veličine parametara procesa. [16]

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
23
kristalno zrno, kod povećanja veličine zrna, takoĎer zauzima veći volumenski udio
unutar tijela obratka, a isto tako povećava se i udio onih zrna koja graniče sa površinom.
Dakle, analogno prethodnim zapaţanjima, ako se povećava veličina kristalnog zrna, a
dimenzije obratka se drţe konstantnima, smanjuje se nagib krivulje plastičnog tečenja.
Što su dimenzije obratka manje, to je ovo smanjenje značajnije. Upravo temeljena na toj
analogiji vršit će se eksperimentalna istraţivanja kojima će se ovaj rad baviti.
Dodatni efekti smanjivanja veličine obratka koji se odnose na materijal opisani su
kod Kalsa: Normalna prosječna anizotropija lima smanjuje se minijaturizacijom.
Nadalje, jednoliko istezanje (bez pojave vrata) smanjuje se minijaturizacijom, a takoĎer
se smanjuje i istezanje nakon pojave vrata, a prije nastanka loma.
Sljedeći efekt koji je promatran i opisan u brojnim eksperimentima jest povećanje
rasipanja veličina koje karakteriziraju tijek procesa smanjivanjem veličine uzorka.
Razlog ovog efekta leţi u slučajnoj orijentaciji i veličini pojedinačnog zrna što vodi do
nehomogenog ponašanja materijala.
I na kraju paradoks koji su opisali Kals i Raulea [12]: Oba znanstvenika, nezavisno
jedan od drugoga, proveli su pokuse savijanja uzoraka različite veličine zrna, različite
debljine lima, različitih omjera debljine lima i veličine kristalnog zrna. Rezultati su
pokazali da se sile tijekom procesa (u razmjeru sa veličinom uzorka) i vlačna čvrstoća
materijala smanjuju minijaturizacijom iako omjeri debljina lima i veličina zrna rastu.
Ipak, nakon što se dostigne odreĎena vrijednost ovog omjera, sila ipak poraste. To znači
da kada je samo jedno kristalno zrno smješteno po debljini lima, sila raste sa porastom
veličine zrna. Ovakav rezultat u kontradiktornosti je s teorijom oblikovanja metala
deformiranjem u konvencionalnim dimenzijama gdje se naprezanje plastičnog tečenja
smanjuje sa porastom veličine kristalnog zrna (Hall-Petch-relation).
3.3. Utjecaj minijaturizacije na procese oblikovanja
Jednako kao i konvencionalni sustavi namijenjeni oblikovanju deformiranjem,
tehnološki sustavi mikrooblikovanja sastavljeni su od materijala i alata. Ali osnovne
karakteristike procesa mikrooblikovanja su utjecaji inducirani mikro-veličinom.
IzvoĎenje procesa, strukturalni i fizikalni parametri konvencionalnog procesa ne mogu
biti jednostavno usvojeni za potrebe procesa mikrooblikovanja te se prilikom njihova
usvajanja moraju uzeti u obzir utjecaji minijaturizacije veličine obratka.

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
24
Općenito govoreći, takozvani utjecaji mikro-veličine su samo jedan dio u
objašnjavanju mehanizma mikrooblikovanja materijala. Utjecaj veličine kod
mikrooblikovanja je potpuno drugačiji od utjecaja veličine kod uobičajenih postupaka
oblikovanja deformiranjem. Zbog toga bi bilo posve neprikladno promatrati
mikrooblikovanje kao jednostavno smanjivanje veličina kod uobičajenih proizvodnih
procesa. Dvije klase utjecaja mikro-veličine razlikuju se prema Geigeru [12]. Utjecaji
koji se mogu objasniti (izračunati) koristeći slične veličine teorijom sličnosti ili objasniti
podrazumijevajući odreĎene konvencionalne modele (modeli koji se mogu analizirati
ili modeli obraĎeni metodom konačnih elemenata), a tretiraju se kao utjecaji veličine
prvog reda. Druga skupina utjecaja veličine koji su dobiveni minijaturizacijom uzoraka,
a ne mogu se izračunati i objasniti korištenjem konvencionalnih modela, tretiraju se
(označeni su) kao utjecaji veličine drugog reda. Ova vrsta klasifikacije upotrebljava se
za daljnju analizu procesa mikrooblikovanja.
U cilju boljeg razumijevanja efekata minijaturizacije sustav mikrooblikovanja se
moţe podijeliti u četiri grupe: materijal obratka, proces oblikovanja, alati, strojevi i
oprema kako je prikazano na slici 12.
Slika 12. Utjecaji minijaturizacije na procese oblikovanja deformiranjem [23].

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
25
U svakom od ovih područja potrebno je promotriti efekte minijaturizacije.
Ponašanje materijala je pod utjecajem efekata smanjivanja veličine. Naprezanje
plastičnog tečenja, anizotropija, duktilnost i maksimalna deformabilnost ovise o veličini
uzorka i njegovoj mikrostrukturi, što se mora uzeti u obzir prilikom kreiranja procesa
mikrooblikovanja. Proces oblikovanja je, naravno, strogo odreĎen materijalom. Zbog
toga efekti koji se odnose na materijal direktno utječu i na proces. Postoje takoĎer i
dodatni efekti koji se tiču procesa, a to su: sile oblikovanja, trenje, elastični povrat,
rasipanje rezultata i kao posljedica točnost proizvedenih dijelova. Potrebno je naglasiti
da efekti koji se tiču materijala i procesa takoĎer utječu i na upotrebljivost FEM
simulacija procesa.
U pogledu obradnih sustava u području mikrooblikovanja, glavni problem leţi u
proizvodnji visoko preciznih alata i dostupnosti adekvatnih alatnih strojeva za operacije
mikroobrade.
a) Utjecaj dimenzija obratka na stanje materijala
U uobičajenim prilikama sve vrste i stanja materijala evaluiraju se tipičnim
veličinama (čvrstoća, krutost, anizotropija, stanje deformacije) koje nam daju
dovoljnu informaciju za konvencionalne procese oblikovanja deformiranjem.
Na taj način moţemo zaključiti o mogućem ponašanju materijala u sloţenim
uvjetima oblikovanja. MeĎutim, kod oblikovanja materijala u mikroveličini,
utjecaj oblika i stupnja deformacije obratka na mikrostrukturu ima puno veći
utjecaj na ukupno ponašanje mikroobratka tijekom procesa deformacije. Ova
situacija nadilazi hipotezu da je materijal homogeni kontinuum. Čak i kod vrlo
jednostavnog opterećivanja jasno se vidi različitost mikroveličina od
makroveličina. Koliko se moţe vidjeti, utjecaji mikroveličine su u suprotnosti
sa zakonima deformiranja7. Ove suprotnosti u svim tipičnim testovima
provedenim na mikroveličini su potpuno drugačije od onih provedenih na
makroveličini zahvaljujući promjeni fizikalnih, kemijskih ili geometrijskih
7 Odnosi se na zakon sličnosti [20] koji ustanovljava na osnovi deformacije podudarnost dvaju tijela
različitih dimenzija ako su tijela geometrijski i fizički slična, a postupak deformacije obavljen u određenim uvjetima. Model (m) redovito manjih dimenzija i tijelo stvarnih dimenzija (s) bit de izloženi jednakim naprezanjima koja su deformaciju izazvala. Deformacijske sile se međutim odnose kao kvadrati, a deformacijski radovi kao kubovi odgovarajudih dimenzija ako su ispunjeni uvjeti sličnosti *14, 20+. Geometrijska sličnost definirana je postojanjem konstante sličnosti svih dimenzija, a fizička sličnost je definirana identičnim materijalom, temperaturnim režimom obrade, stupnjem deformacije i brzinom deformacije te trenjem.

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
26
svojstava samog materijala. Promatrani fenomeni u makrotestovima
klasificirani su kao utjecaji mikroveličine na stanje materijala. Temeljni uzroci
ove vrste utjecaja mikroveličine leţe u utjecaju veličine i oblika kristalnog
zrna na svojstva materijala u obratku mikrodimenzija. Npr. tlačni testovi na
sobnoj temperaturi pokazali su da se vlačna čvrstoća i tlačna čvrstoća
smanjuju sa smanjenjem veličine uzorka, a takoĎer i sa povećanjem veličine
kristalnog zrna (Saotome 1994) [12]. Jednom riječju, utjecaji mikroveličine na
stanje materijala su oni fenomeni koji se odnose na svojstva materijala pod
specijalnim testnim uvjetima.
b) Utjecaj mikroveličine na procesne uvjete
Kod smanjenih dimenzija obratka, polje naprezanja i deformacija u trenutnom
napregnutom stanju pri oblikovanju deformiranjem razlikuju se od onih
dobivenih u standardnim procesima oblikovanja. Ove razlike postaju
neugodnije kod kompliciranijih nelinearnih i topološki zahtjevnijih procesa
prilikom mikrooblikovanja. To se naziva utjecajima veličine induciranima
kompleksnošću i nelinearnošću rubnih uvjeta kod mikroveličina.
3.4. Teorija sličnosti u procjeni mikroveličinskih utjecaja
Cilj istraţivanja mikroveličinskih utjecaja ne sastoji se samo u tome da se
prikazuju različitosti svojstava materijala i procesnih uvjeta izmeĎu mikrooblikovanja i
klasičnog oblikovanja deformiranjem. Ono što više doprinosi sloţenosti razmatranja jest
stupanj mikroveličinskih utjecaja na procese mikroolikovanja, a takoĎer i kako
upotrijebiti tehnološke podatke, proračunske formule, metode simulacije itd. sa
klasičnog oblikovanja deformiranjem na područje mikrooblikovanja. Dakle, glavni
sadrţaj istraţivanja mikroveličinskih utjecaja na mikrooblikovanje postaje upravo
sličnost izmeĎu uobičajenih sustava i procesa oblikovanja i sustava i procesa
mikrooblikovanja, a takoĎer i sličnost svojstava materijala i procesnih uvjeta izmeĎu
ova dva sustava. Na taj način, kada se generalizira koncept odreĎivanja stupnja sličnosti
prema teoriji sličnosti (Raulea 2001) [24], mogu se definirati koncepti različitost
sličnosti i točnost sličnosti u cilju opisivanja mikrosusava.
Pretpostavimo da su m geometrijski faktori, a n negeometrijski faktori klasičnog
uobičajenog sustava za oblikovanje deformiranjem A (ovdje se geometrijski faktori

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
27
principijelno odnose na geometrijske uvjete sustava za oblikovanje deformiranjem), te u
odnosu na to imamo dva slučaja M i N [14]:
mSSSM ,...,, 21 (8)
nTTTN ,...,, 21 (9)
Sukladno tome, u nekom sustavu za mikrooblikovanje postoje m geometrijski faktori i n
negeometrijski faktori. Sustav je označen sa Ā. Odnosni slučajevi su i :
mSSSM ,...,, 21 (10)
mTTTN ,...,, 21 (11)
Pustimo li da sličan omjer geometrijskih faktora ostane nepromjenljiv, npr. odreĎuje se
stupanj sličnosti rL, dobiva se sljedeći izraz:
L
m
m rS
S
S
S
S
S ...
2
2
1
1 (12)
U sustavima za oblikovanje deformiranjem negeometrijski faktori uključuju
parametre koji opisuju svojstva materijala, sile i naprezanja, koeficijente redukcije,
faktore trenja, itd. Prema fizikalnim i kinematskim zakonima, ovi faktori mogu se
klasificirati kao nepromjenljivi faktori i kao varijable sličnosti, gdje su nepromjenljivi
faktori geometrijski ili fizikalni faktori koji fluktuiraju u mikroskali i u meĎuvremenu
moraju ostati konstantni prema teorijama klasičnih postupaka oblikovanja. To su npr.
vlačna čvrstoća i granica tečenja. Varijabilni faktori su tehnološki parametri koji se
obavezno moraju mijenjati za različite veličine geometrije čak i prema zakonima
klasičnog oblikovanja deformiranjem. To su npr. sila ţiga, sila probijanja (štancanja),
sila vučenja, sila tlačnog prstena itd.
Ako se pridruţi stupanj sličnosti negeometrijskim sličnim veličinama za slične sustave
mikrooblikovanja, dobije se sljedeći izraz [14]:
Ti
i
i rT
T (13)
Sada moţemo definirati koeficijente razlike i podudaranja sličnosti kao:
k
LTii rr (14)
L
k
LTii
r
rr (15)
gdje su:
– koeficijent razlike
– koeficijent podudaranja
k - eksponent geometrijskog stupnja sličnosti u izrazima stupnja sličnosti
negeometrijskih faktora. Kad je negeometrijski faktor nepromjenljiv k=0, u ostalim

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
28
slučajevima k je označen kao pozitivni cijeli broj.
Prema veličini koeficijenta podudaranja moţemo komentirati sljedeće:
=0 ukazuje na preciznu sličnost. Stupanj sličnosti ovog para negeometrijskih
elemenata ekvivalentan je stupnju sličnosti geometrijskih elemenata.
<0 ukazuje na to da je stupanj sličnosti ovog para negeometrijskih elemenata manji
nego kod geometrijskih elemenata i naziva se negativan efekt mikroveličine.
>0 ukazuje na to da je stupanj sličnosti negeometrijskih elemenata veći nego
geometrijskih i naziva se pozitivan efekt mikroveličine.
Očito je da opisuje odstupanje negeometrijskog stupnja sličnosti od geometrijskog
stupnja sličnosti.
Promatrajući ukupnu sličnost sustava i različiti stupanj utjecaja na sličnost
sustava, a predstavljajući teţinske koeficijente svih sličnih elemenata,
moţemo ispisati reprezentativni prikaz funkcije sličnosti sustava:
n
i
ii
1
(16)
Prema veličini Ψ moţemo komentirati sljedeće:
Ψ=0 ukazuje na to da je utjecaj mikroveličine sustava prema makro sustavu
nepostojeća, a naziva se točna sličnost sustava ili kvazi točnost sličnosti sustava;
Ψ <0 ukazuje na to da je utjecaj mikroveličine sustava na onaj makrosustava manji nego
odgovarajući geometrijski stupanj sličnosti i naziva se negativnim mikroveličinskim
efektom sustava;
Ψ >0 ukazuje na to da je utjecaj mikroveličine sustava na onaj makroveličine veći nego
odgovarajući geometrijski stupanj sličnosti i naziva se pozitivnim mikroveličinskim
efektom sustava.
3.5. Problemi kod procesa mikrooblikovanja
Znanje kojim se trenutno raspolaţe, vezano uz procese mikrooblikovanja
ponajviše je temeljeno na tzv. internom iskustvu pojedinih proizvoĎača ili istraţivača
dobivenom metodom pokušaja i pogreške. U većini slučajeva pojavljuje se smanjenje
ponovljivosti postignutih parametara procesa paralelno sa stupnjem minijaturizacije.
MeĎu ostalim efektima smanjivanja dimenzija pojavljuju se tri najčešća:
(I) Opadanje geometrijske točnosti.

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
29
(II) Smanjivanje veličine naprezanja plastičnog tečenja.
(III) Povećanje rasipanja veličine naprezanja plastičnog tečenja vezano za
geometriju izratka.
Ovi fenomeni često su povezani sa dominantnim utjecajem pojedinačnog kristalnog
zrna unutar volumena izratka ili nekog dijela izratka, budući da je smanjivanjem
dimenzija zahvaćena samo geometrija alata i obratka, ali ne i mikrostruktura materijala.
U tablici 1 su prikazani do sada prijavljeni efekti minijaturizacije kod različitih
postupaka testiranja materijala od strane priznatih svjetskih znanstvenika.
Uobičajeni procesi oblikovanja deformiranjem omogućavaju valjanu proizvodnju
vrlo velikog broja sitnih komponenti uz vrlo nisku cijenu i dobru ponovljivost. Kako bi
se ova prednost osigurala i u proizvodnji mikrodijelova, vrlo je bitno postići što bolje
razumijevanje relevantnih utjecajnih faktora.
Već je spomenuto kako minijaturizacija procesa oblikovanja utječe na mijenjanje
nekoliko različitih faktora. Promjena je rezultat smanjivanja dimenzija, vrste procesa
oblikovanja i promjene u svojstvima materijala.
Kako se veličina obratka smanjuje prema mikro-veličini, tako rastu zahtjevi za
što preciznijim alatima, a tečenje materijala mijenja se u odnosu prema makro-veličini.
Ključni problemi odnose se na topografiju površine i na veličinu zrna koji nisu pod
utjecajem smanjenja dimenzija. Topografija utječe na tribološka svojstva, a veličina
zrna utječe na svojstva materijala.

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
30
Tablica 1: Problemi kod procesa mikrooblikovanja zabiljeţeni u literaturi [22].
Izv
or
Miy
azak
i i
Fu
jita
(1
97
8),
Miy
azak
i i
sura
dn
ici
(19
78
, 19
79
)
En
gel
i E
ckst
ein
(2
00
2)
Pel
l-W
apo
le (
19
43
)
Gau
i s
ura
dn
ici
(20
07)
Gau
i s
ura
dn
ici
(20
07)
Rau
lea
i su
rad
nic
i (1
99
9)
Efe
kt
Smanjenjena čvrstoća
Smanjenjena čvrstoća
, povećano rasipanje
par
amet
ara
pro
cesa
Smanjenjena čvrstoća
Smanjenjena čvrstoća, povećano rasipanje
par
amet
ara
pro
cesa
Smanjenjena čvrstoća (z
rna
man
ja o
d d
eblj
ine
foli
je),
povećanje čvrstoće (zrna veća od debljine
foli
je), povećano rasipanje p
aram
etar
a pro
cesa
Smanjenjena čvrstoća
(zr
na
man
ja o
d d
eblj
ine
folije), očvršćenje (zrna veća od debljine folije
),
povećano rasipanje p
aram
etar
a pro
cesa
Izvršeno t
esti
ranje
Vlačni test
Tlačni test
Vlačni test
Vlačni test
Sav
ijan
je
Sav
ijan
je
Mat
erij
al
Al,
Cu
, C
u-1
3 u
%
Al,
Fe
Cu
Zn
15
Sn
, S
n l
egu
re
Cu
Zn
, A
l
Cu
Zn
, A
l
Al

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
31
3.6. Plitko gravurno kovanje
3.6.1. Definicija i podjela procesa plitkog gravurnog kovanja
Ovim oblikovanjem na površinama radnog komada formiraju se različita
uzvišenja i udubljenja, odnosno izraţen reljef. Podjela plitkog gravurnog kovanja moţe
se izvršiti na sljedeći način [25]:
1. Plitko gravurno kovanje sa istovremenom promjenom ukupne debljine (visine)
radnog komada (tzv. masivno plitko gravurno kovanje) - npr. kod izrade
medalja i sl. Pri tome se reljef gravure nalazi samo s jedne strane alata dok je
drugi dio alata ravna ploha.
2. Plitko gravurno kovanje bez primjetne promjene debljine radnog komada. Ono
se nadalje moţe podijeliti na:
(a) Oblikovanje sa čvrstim nalijeganjem alata na materijal – npr. kod
oblikovanja ornamenata u proizvodnji nakita i slično.
(b) Oblikovanje bez čvrstog nalijeganja alata na materijal – npr. kod
oblikovanja ojačavajućih rebara i sličnih oblika na limu. Tada nasuprot
udubljenju s jedne strane materijala nastaje odgovarajuće uzvišenje sa
druge strane, a materijal nije jače tlačen s obje strane površinama alata.
(c) Izrada gravura i natpisa (kada je dubina reljefa relativno mala u usporedbi
sa masivnim plitkom gravurnim kovanjem.
3.6.2. Sila i rad
Potrebna sila plitkog gravurnog kovanja računa se iz općeg odnosa [25]:
gdje je pmax , N/mm2 - maksimalni radni pritisak. Načelno se moţe reći da sa
smanjivanjem debljine materijala raste radni pritisak.
Rad kod plitkog gravurnog kovanja izračunava se iz:
Gdje je , N - srednja sila, h , mm- radni hod ţiga.
S obzirom na dijagram sila – radni hod pri ovoj vrsti oblikovanja ne odstupa
puno od ravne linije pa se moţe smatrati da je:
odnosno:

OSNOVNE PRETPOSTAVKE MIKROOBLIKOVANJA
32
Slika 13. Dijagram sila – radni hod kod plitkog gravurnog kovanja [25].
Pri masivnom plitkom gravurnom kovanju moţe se uzeti da je:
gdje je: Vgr ,mm3 - volumen materijala u gravuri, a Agr , mm
2– površina projekcije
reljefa.
F, kN
Fmax
Fsredn
W
h, mm

33
4. PLAN POKUSA I TEHNIKA PROVEDBE
EKSPERIMENTA
Provedeno eksperimentalno istraţivanje podijeljeno je u dva dijela. Prvi dio odnosi
se na mjerenje veličina procesa tijekom slobodnog kovanja, a drugi dio na mjerenje
veličina procesa tijekom kovanja u gravuri ukovnja. Pri tome je gravurom ukovnja
djelomično ograničeno tečenje materijala. Praćenjem meĎuodnosa istih veličina ţeli se
pokazati njihovo različito ponašanje u različitim uvjetima tečenja – slobodno tečenje i
ograničeno tečenje. Navedeno oprečno ponašanje veličina procesa u ovakvim uvjetima
tečenja tipično je za sve procese mikrooblikovanja kako je opisano u trećem poglavlju.
Time bi se plitko gravurno kovanje nesumnjivo svrstalo u procese mikrooblikovanja.
Potrebno je napomenuti kako su odreĎene veličine procesa (sila oblikovanja i ukupna
deformacija), koje se prate tijekom eksperimentalnog istraţivanja, u jednom slučaju
ulazne, a u drugom izlazne varijable. To se dogaĎa zbog različitih mogućnosti mjerenja
u različitim uvjetima. MeĎutim, budući da je bitan samo ukupan meĎuodnos svih
promatranih veličina procesa, ova „promjena mjesta“ gubi na značaju.
4.1. Planiranje pokusa slobodnog kovanja
Kako bi se pokazao značajan utjecaj veličine kristalnog zrna na parametre procesa
bit će izvršena mjerenja ukupne promjene visine i elastičnog povrata materijala ispitnih
uzoraka - rondele početne visine 2 mm i promjera 20 mm, slobodno sabijanih
različitim iznosima sila. Korišteni ispitni uzorci načinjeni su od materijala identičnog
kemijskog sastava Al 99,5, ali različite veličine kristalnog zrna.
Nadalje, korištenjem dobivenih rezultata i naknadnim mjerenjem sabijenih
površina tretiranih uzoraka, odredit će se maksimalni specifični pritisak u zavisnosti o
logaritamskom stupnju deformacije za različite veličine kristalnog zrna.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
34
Pojednostavljena shema korištenog alata za slobodno kovanje prikazana je na slici 14.
Alat je u osnovi vrlo jednostavan i sastoji se od dva osnovna dijela: malja i nakovnja,
čije su radne površine meĎusobno paralelne. Deformacija se ostvaruje relativnim
gibanjem malja prema nakovnju.
Slika 14. Shematski prikaz korištenog alata za slobodno kovanje.
4.1.1. Cilj provoĎenja pokusa i odabir utjecajnih faktora
Cilj provoĎenja navedenih eksperimenata jest utvrditi utjecaj veličine kristalnog
zrna materijala na elastični povrat materijala obratka nakon prestanka djelovanja sile
oblikovanja. U prvom dijelu eksperimentalnog istraţivanja radi se o procesu slobodnog
kovanja što znači da je omogućeno slobodno radijalno tečenje materijala. Budući da se
radi o ispitnim uzorcima vrlo male visine ovaj elastični povrat mogao bi iznositi veliki
postotak od ukupne deformacije materijala. Stoga je potrebno mjeriti i ukupnu
deformaciju za svaki pojedini slučaj. Kako povećanjem veličine kristalnog zrna
pojedinačno zrno zauzima značajniji udio u ukupnom volumenu ispitnog uzorka, koji je
malih dimenzija, očekuje se značajna promjena izlaznih veličina – ukupne deformacije i
elastičnog povrata. Ovakvo ponašanje mjerenih veličina ukazalo bi na proces
mikrooblikovanja.
Budući da se proces slobodnog kovanja odvija korištenjem hidraulične preše na
kojoj je moguće precizno odrediti maksimalnu silu oblikovanja, ta maksimalna sila
oblikovanja biti će prva ulazna varijabla, odnosno prvi utjecajni faktor. Definirane
veličine maksimalnih sila, a koje uvjetuju različite stupnjeve deformacije, kretat će se
od 50 do 400 kN u koraku od 50 kN. Drugi utjecajni faktor bit će veličina kristalnog
zrna ispitnog uzorka. Toplinskom obradom materijala dobivene su tri različite veličine
kristalnog zrna: 39 µm, 47 µm i 76 µm.
H0
malj
nakovanj
ispitni uzorak

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
35
Tijekom provoĎenja eksperimenta brzina deformacije drţat će se konstantnom i
iznosit će 0,012 mm/s. Zbog toga se njezin utjecaj na izlazne varijable zanemaruje.
TakoĎer, sva mjerenja za pojedinačnu veličinu kristalnog zrna obavljaju se u istom danu
i vrše ih isti mjeritelji čime je utjecaj mjeritelja i brzine deformacije takoĎer zanemaren.
Moţe se uočiti da je kod ovakvih eksperimenata pretpostavljeno zasnivanje
zavisnosti rezultata o samo dva faktora idealizacija. Svakako je moguće navesti još niz
faktora o kojima bi rezultat mogao ovisiti. Ovakva idealizacija opravdana je pod
odreĎenim uvjetima [26]:
(1) Ako se faktori koji nisu uzeti u obzir zadrţavaju na konstantnom nivou.
(2) Ako je utjecaj neobuhvaćenih faktora zanemarivo malen.
(3) Ako je utjecaj neobuhvaćenih faktora slučajan pa se metodama matematičke
statistike njihovo djelovanje moţe odvojiti od djelovanja kontroliranih faktora
u vidu greške eksperimenta.
U obraĎivanom slučaju sa velikom sigurnošću moguće je pretpostaviti kako je
zadovoljen prvi i/ili treći uvjet kod svih eventualnih neobuhvaćenih faktora. Pri tome se
misli na faktore kao što je npr. utjecaj mjeritelja, temperature, stroja pomoću kojeg se
proces oblikovanja izvodi itd.
4.1.2. Odabir izlaznih varijabli i faktorskog plana pokusa
Izlazne varijable, odnosno mjerene veličine bit će napose ukupna deformacija i
elastični povrat materijala obratka nakon rasterećenja. Budući da se ukupna deformacija
ne moţe precizno zadati kao ulazna veličina, ona će biti mjerena kod maksimalne sile
deformiranja. Elastični povrat nastupa nakon rasterećenja. Obje veličine – i deformacija
i elastični povrat, bit će iskazane u mikrometrima.
U opisanom eksperimentalnom istraţivanju definirana su dva faktora čiji nas
utjecaj na dvije izlazne veličine interesira.
OdreĎeni tipovi faktorskih pokusa pokazali su se vrlo korisnima pri razvoju
procesa i njihovim poboljšanjima. Jedan od njih je i faktorski pokus s k faktora, svaki na
dvije razine. Svaki od provedenih pokusa se sastoji od 2k izvoĎenja i zbog toga se ti
pokusi nazivaju 2k faktorski pokusi. Ovi pokusi imaju jako pojednostavljenu analizu i
često sluţe kao osnova za druge tipove pokusa.
Najjednostavniji oblik 2k pokusa je 2
2 – dva faktora A i B, svaki na dvije razine.
Ovaj plan pokusa izabran je za eksperiment i analizu ovog istraţivanja.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
36
Tablica 2. Plan pokusa eksperimentalnog istraţivanja
slobodnog kovanja.
Veličina kristalnog zrna, µm
Min Max
39 76
Sila oblikovanja, kN … …
Min 50 … …
Max 400 … …
4.1.3. ProvoĎenje eksperimenta
4.1.3.1. Toplinska obrada uzoraka
Budući da su ispitni uzorci štancani iz valjanog aluminijskog lima, toplinska
obrada izvršena je kako u cilju variranja veličine kristalnog zrna, tako i u cilju
uklanjanja usmjerene strukture, očvrsnuća materijala i zaostalih naprezanja nastalih
prethodnim hladnim oblikovanjem – valjanjem lima.
Prema dva literaturna izvora odabrani su reţimi toplinske obrade.
D. Krumes (Toplinska obrada) [27] preporuča rekristalizacijsko ţarenje u cilju
omogućavanja daljnjeg hladnog oblikovanja već deformiranih i očvrsnutih proizvoda.
TakoĎer rekristalizacijskim ţarenjem omogućava se usitnjavanje kristalnog zrna. Za
aluminij se preporuča temperatura ţarenja izmeĎu 300°C i 500°C u trajanju od 10 do 60
minuta. Naknadno ohlaĎivanje vrši se na zraku.
J. Davis (Aluminium and Aluminium Alloys) [28] preporuča rekristalizacijsko
ţarenja na temperaturi 350°C u trajanju 2 do 4 sata. TakoĎer, naknadno ohlaĎivanje se
vrši na zraku.
Obzirom na navedene literaturne izvore odabrani su sljedeći reţimi toplinske
obrade prikazani u tablici:
Tablica 3. Reţimi toplinske obrade ispitnih uzoraka.
Temperatura žarenja, °C Vrijeme žarenja, min
350 120
450 30
450 120

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
37
HlaĎenje ispitnih uzoraka izvršeno je na zraku.
Očekuje se dobivanje uzoraka različite veličine kristalnog zrna.
4.1.3.2. Analiza veličine kristalnog zrna
Analiza veličine kristalnog zrna provedena je na mikroskopskim fotografijama
posebno pripremljenih ispitnih uzoraka. Toplinski obraĎeni ispitni uzorci prolaze kroz
sljedeće faze pripreme za analizu veličine zrna:
- Rezanje: poprečno rezanje uzoraka vrši se na Struers ACCUTOM-2 preciznoj
rezalici sa Al2O3 reznom pločom.
- Zalijevanje u Durokit masu.
- Brušenje brusnim papirom različite granulacije: 220, 320, 500 i 800.
- Predpoliranje dijamantnom pastom DPMol veličine čestica 3µm.
- Završno poliranje - OP Chem suspenzija veličine čestica ¼ µm.
- Pranje – etilni alkohol.
- Sušenje u struji toplog zraka.
Slika 15. Izrezani i obrađeni ispitni uzorci pripremljeni za daljnu mikroskopsku analizu
mikrostrukture.
Ovako pripremljeni uzorci (prikazani na slici 15) nagrizaju se tzv. Kellerovim
reagensom u trajanju 30 s.
Sastav Kellerovog reagensa:
- 2 ml HF,
- 3 ml HCl,
- 5 ml HNO3,
- 190 ml destilirane vode.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
38
Nakon nagrizanja na površini uzoraka vidljiva je zrnata mikrostruktura.
Mikrostruktura je promatrana svjetlosnom mikroskopom Olympus – GX51 (Inverted
system metallurgical microscope), a dobivena slika računalno je obraĎena i prilagoĎena
za daljnju analizu, odnosno za mjerenje veličine kristalnog zrna. Fotografije površine
prikazane su na slikama 16-22.
Slika 16. Fotografija površine ispitnog uzorka u nabavnom stanju, prije provedene toplinske
obrade. Vidljiva je izrazito usmjerena mikrostruktura nastala prethodnim procesom
valjanja lima iz kojeg je uzorak izrezan.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
39
Slika 17. Fotografija bazne površine uzorka dobivenog sljedećim režimom toplinske obrade:
450ºC – 2 sata.
Slika 18. Fotografija poprečno prerezane površine uzorka dobivenog sljedećim režimom
toplinske obrade: 450ºC – 2 sata.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
40
Slika 19. Fotografija bazne površine uzorka dobivenog sljedećim režimom toplinske obrade:
450ºC – ½ sata.
Slika 20. Fotografija poprečno prerezane površine uzorka dobivenog sljedećim režimom
toplinske obrade: 450ºC – ½ sata.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
41
Slika 21. Fotografija bazne površine uzorka dobivenog sljedećim režimom toplinske obrade:
350ºC – 2 sata.
Slika 22. Fotografija poprečno prerezane površine uzorka dobivenog sljedećim režimom
toplinske obrade: 350ºC – 2 sata.
Mjerenja veličine zrna provedena su na fotografijama površine ispitnih uzoraka
snimljenima pomoću mikroskopa. Mjereni su meĎusobno okomiti promjeri zrna te je
izračunata srednja veličina promjera za svako pojedinačno zrno. Na svakoj fotografiji

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
42
izmjereno je pet kristalnih zrna, a ukupna veličina kristalnog zrna za pojedinu
fotografiju izračunata je kao aritmetička sredina veličine svih izmjerenih zrna.
Provedenom toplinskom obradom dobivene su tri različite veličine kristalnog
zrna: 39 µm, 47 µm, i 76 µm.
Odgovarajuće reţimi toplinske obrade uz pripadajuće veličine kristalnog zrna
prikazani su u tablici 4.
Tablica 4. Veličine kristalnog zrna postignute odreĎenim reţimom toplinske obrade.
Režim toplinske obrade Izmjerena veličina kristalnog zrna
350°C – 2 sata/zrak 39 µm
450°C – ½ sata/zrak 47 µm
450°C – 2 sata/zrak 76 µm
4.1.3.3. Tijek mjerenja izlaznih veličina kod slobodnog kovanja
Kako je prethodno definirano, mjerene izlazne veličine su ukupni pomak alata, tj.
ukupna deformacija materijala ispitnog uzorka i elastični povrat materijala nakon
rasterećenja. Sila oblikovanja koja uvjetuje ukupni pomak alata unaprijed je definirana i
ograničena podešavanjem dotoka ulja u glavni cilindar na hidrauličnoj preši. Prethodno
je u odlomku 4.1. sila oblikovanja za pokus slobodnog kovanja navedena kao ulazna
veličina (druga ulazna veličina je veličina kristalnog zrna). Za svaku promjenu
maksimalne sile oblikovanja potrebno je novo podešavanje tlaka u glavnom cilindru.
Izlazne veličine detektiraju se pomoću LVDT (linear variable differential transformer)
davača pomaka. Ovaj tip električnog transformatora koristi se za mjerenja linearnih
pomaka uglavnom u laboratorijskim ispitivanjima. Korišteni LVDT predviĎen je za
mjerenje linearnih pomaka od ±2 mm sa razlučivošću od 1 μm. Brzina radnog hoda
preše iznosi 0,012 mm/s. Izlazni rezultati prate se pomoću računala u frekvenciji 10
očitanja u sekundi. Maksimalna sila oblikovanja mijenja se u koraku od 50 kN u
rasponu od 50 kN na početku do 400 kN na kraju. Ispitni uzorci pojedine veličine
kristalnog zrna sabijaju se odreĎenom silom, a za svaki iznos maksimalne sile
oblikovanja provodi se po 9-10 mjerenja izlaznih veličina. Fotografija alata sa mjernom
opremom (LVDT) dana je na slici 23.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
43
Slika 23. Alat kojim je izvršeno eksperimentalno istraživanje
4.1.4. Prikaz rezultata
Rezultati mjerenja prikazani su u četiri dijagrama. Dva dijagrama predstavljaju
pojedinačna mjerenja, a dva predstavljaju izračunatu aritmetičku sredinu pojedinačnih
mjerenja. U prvom paru dijagrama dani su meĎuodnosi ukupne deformacije ispitnih
uzoraka i sile deformiranja za svaku veličinu kristalnog zrna, dakle zavisnost prve
izlazne veličine – ukupne deformacije o dvjema ulaznim veličinama – veličini
kristalnog zrna i sili deformiranja (slika 24). U drugom paru dijagrama prikazana je
zavisnost druge izlazne veličine – elastičnog povrata, o istim ulaznim veličinama (slika
25). Treći dijagram prikazuje meĎusobni odnos dviju izlaznih veličina za pojedine
veličine kristalnog zrna (slika 26). Treći dijagram, zbog preglednosti, koristi samo
aritmetičke sredine izlaznih veličina. Grafički prikaz rezultata mjerenja načinjen je
pomoću Microsoft Office Excela. U navedenim dijagramskim prikazima iskazani su
rezultati eksperimenta, ali bez posebnog osvrta na statističku obradu dobivenih
podataka. Ona će biti učinjena naknadno.
(a) Odnos ukupne deformacije ispitnih uzoraka i sile deformiranja prikazan je
dijagramski na slici 24 – a) i b). Potrebno je primijetiti kako u području raspona

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
44
sila od 50 kN do 250 kN veću ukupnu deformaciju (prema dobivenim
mjerenjima) pokazuju ispitni uzorci krupnijeg zrna. Ova je meĎuzavisnost jasno
vidljiva. No, u području sila oblikovanja iznad 250 kN dolazi do meĎusobnog
kriţanja linija dijagrama i na prvi pogled se ne moţe govoriti o bitnoj razlici
izmeĎu mjerenja, niti o njihovoj uočljivoj meĎuzavisnosti. Kako bi se provjerila
stvarna zavisnost ove izlazne veličine o ulaznim veličinama dobiveni podaci
testirat će se naknadno pomoću programa za statističku obradu podataka.
a)
0
200
400
600
800
1000
1200
1400
0 100 200 300 400 500
Uku
pn
a d
efo
rma
cija
, μ
m
Sila deformiranja, kN
Ukupna deformacija - sila deformiranja, pojedinačna mjerenja
76μm 47μm 39μm

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
45
b)
Slika 24. Utjecaj veličine zrna ispitnog uzorka i sile deformiranja na ukupnu deformaciju, a)
prikaz pojedinačnih mjerenja, b) prikaz aritmetičkih sredina podataka.
(b) Odnos elastičnog povrata i sile deformiranja prikazan je u sljedećim
dijagramima, slika 25 a) i b). Ulazna veličina – sila oblikovanja kreće se u
punom rasponu u kojem su mjerenja vršena. Uočljivo je da sitnozrnata struktura
materijala ispitnih uzoraka ostvaruje značajno veći elastični povrat.
0
200
400
600
800
1000
1200
0 100 200 300 400 500
Uku
pn
a d
efo
rma
cija
, μ
m
Sila deformiranja, kN
Ukupna deformacija - sila deformiranja, prikaz aritmetičkih sredina podataka
76μm 47μm 39μm

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
46
a)
b)
Slika 25. Utjecaj veličine zrna ispitnog uzorka i sile deformiranja na elastični povrat
materijala, a) prikaz pojedinačnih mjerenja, b) prikaz aritmetičkih sredina podataka.
(c) Odnos ukupne deformacije i elastičnog povrata daje meĎusobni odnos dviju
izlaznih veličina u ukupnom rasponu provedenih mjerenja (sila oblikovanja 50
kN – 400 kN i sve tri promatrane veličine kristalnog zrna). Vidljivo je da veća
ukupna deformacija rezultira većim elastičnim povratom. TakoĎer, manja
0
50
100
150
200
250
300
0 100 200 300 400 500
Ela
stičn
i po
vra
t, μ
m
Sila deformiranja, kN
Elastični povrat - sila deformiranja, pojedinačna mjerenja
76 μm 47 μm 39μm
0
50
100
150
200
250
50 100 150 200 250 300 350 400
Ela
stičn
i po
vra
t, µ
m
Sila deformiranja, kN
Elastični povrat - sila deformiranja, prikaz aritmetičkih sredina
76µm 47µm 39µm

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
47
veličina kristalnog zrna ostvaruje veći elastični povrat od većeg kristalnog zrna.
Ovaj meĎuodnos izlaznih veličina prikazan je radi kasnije usporedbe s
rezultatima mjerenja kovanja u ukovnju (poglavlje 4.2.4).
Slika 26. Zavisnost elastičnog povrata o ukupnoj deformaciji za pokus slobodnog kovanja.
4.1.5. Statistička analiza rezultata
Kako je vidljivo iz prikazanih eksperimentalnih rezultata, rasipanje izmjerenih
podataka jako je uočljivo. Prikazi aritmetičkih sredina ipak ukazuju na odreĎene
tendencije ponašanja veličina. Zbog ovakvog ponašanja rezultata potrebno je utvrditi
signifikantnost razlika dobivenih rezultata te izvršiti njihovu statističku analizu. To je
učinjeno pomoću programskog paketa za statističku obradu podataka - Design-Expert
7.1.5. TakoĎer, u cilju dobivanja funkcije zavisnosti izlaznih varijabli o ulaznima te
trodimenzionalnog prikaza odzivnih površina za svaku od izlaznih varijabli, ulazne
varijable prikazane su kao kontinuirane numeričke veličine odreĎene najmanjim i
najvećim iznosom. Tako je sila oblikovanja postala kontinuirana veličina najmanjeg
iznosa 50 kN i najvećeg iznosa 400 kN, a veličina kristalnog zrna kontinuirana veličina
najmanjeg iznosa 39 μm i najvećeg 76 μm. Proveden je dvofaktorski plan pokusa, a svi
odabrani faktori i njihovi nivoi i rasponi mogu se vidjeti u Design Summary – izlaznoj
tablici programa.
0
50
100
150
200
250
300
0 200 400 600 800 1000 1200
Ela
stičn
i po
vra
t, µ
m
Ukupna deformacija, µm
Odnos ukupne deformacije i elastičnog povrata kod slobodnog kovanja
76μm 47μm 39μm

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
48
Tablica 5. Pregled članova modela
Design Summary
Study Type Factorial Runs 20
Initial Design 2 Level Factorial Blocks No Blocks
Center Points 0
Design Model 2FI
Factor Name Units Type Low Actual High Actual Low Coded High Coded Mean
A Sila kN Numeric 50.00 400.00 -1.000 1.000 225.000
B Velicina zrna mikrometri Numeric 39.00 76.00 -1.000 1.000 57.500
Std. Dev.
175.000
18.500
Response Name Units Obs Analysis Minimum Maximum Mean
Y1 Ukupna deformacija mikrometri 20 Factorial 229 1200 672.3 5.24017
Y2 Elasticni povrat mikrometri 20 Factorial 27 200 105.25 7.40741
Std. Dev. Trans Ratio Model
417.934 None Main effects
62.5467 None 2FI
4.1.5.1. Analiza varijance
Da li neki faktor utječe ili ne na rezultat eksperimenta ocjenjuje se analizom
varijance (ANOVA) odabranog modela. Varijanca predstavlja prosječno kvadratno
odstupanje svih podataka od aritmetičke sredine i opisana je sljedećim izrazom:
( )
Pod rasponom podataka podataka najčešće se podrazumijeva tzv. interkvartalni
raspon unutar kojeg se nalazi najmanje 50% svih izmjerenih podataka. Standardno
odstupanje (devijacija) je pozitivni korijen varijance, dakle vrijedi:
(23)
Budući da se planom pokusa predviĎaju dva faktora analizom varijance
odreĎujemo koji od navedenih faktora ima signifikantan utjecaj na varijaciju rezultata te
kakav je utjecaj njihove interakcije. ANOVA (Analysis of Variance) je računski
postupak pomoću kojega se ispituju podaci odreĎenoga pokusa, kroz procjenu otklona

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
49
pojedinih srednjih vrijednosti od prosječne vrijednosti uzoraka uzetih iz nekog
osnovnog skupa.
Za izračunavanje značajnosti razlike izmeĎu dviju procjena parametara (u ovom
slučaju radi se o aritmetičkim sredinama dobivenih podataka za pojedine veličine zrna i
za dva nivoa sile oblikovanja) koristi se t (Studentov) test:
gdje je: μ – očekivanje osnovnog skupa, n – broj ponavljanja pokusa, a s2 – nepristrana
procjena varijance osnovnog skupa na osnovu varijance uzorka.
(26)
Veličina |t| mora biti manja od |t0| koji se za odreĎenu vjerojatnost iščitava iz
tablica. Ako je |t|<|t0| hipoteza H0 se prihvaća, ako vrijedi suprotno H0 se odbacuje.
Svakom t testu za provjeru aritmetičke sredine uzorka i skupova mora prethoditi F test.
Ako je F>F0 odbacuje se H0.
Zaključci na osnovi pokusa u svojoj su osnovi probabilistički. Rizik prihvaćanja
ili odbacivanja nekoga zaključka, a na osnovi ispitivanja nulte hipoteze, iskazuje se
postotkom:
•P>α0,05(> 95,0%): (non significante)
•P<α0,05(< 95,0%): (significante),
•P < α0,01(< 99,0%): (very significante)
•P < α0,001(< 99,9%): (high level significante)
Dobivene ANOVA tablice analize utjecaja faktora na izlaznu veličinu ukupni
pomak te na izlaznu veličinu elastični povrat prikazane su u tablici 6.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
50
Tablica 6. Analiza varijance.
Resp
on
se
1
Uk
up
na
defo
rm
aci
ja
A
NO
VA
fo
r se
lecte
d f
acto
ria
l m
od
el
A
na
lysi
s o
f va
ria
nce
ta
ble
[P
arti
al
sum
of
squ
are
s -
Ty
pe I
II]
Su
m o
f
Mea
n
F
p-v
alu
e
S
ou
rce
S
qu
ares
df
Sq
ua
re
Va
lue
Pro
b >
F
M
od
el
3.2
2
1.6
43E
+0
06
85
6.9
6
< 0
.0001
sign
ific
ant
A-S
ila
3.2
69
E+
00
6
1
3.2
69
E+
00
6
1705
.09
< 0
.00
01
B-V
elic
ina
zrn
a
1693
6.2
0
1
1693
6.2
0
8.8
3
0.0
085
R
esid
ual
3
259
4.2
0
17
1917
.31
L
ack
of
Fit
7
93
.80
1
793
.80
0.4
0
0.5
363
no
t si
gn
ific
an
t
P
ure
Err
or
3180
0.4
0
16
1987
.52
C
or
Tota
l 3
.319
E+
006
19
R
esp
on
se
2
Ela
stic
ni
po
vra
t
A
NO
VA
fo
r se
lecte
d f
acto
ria
l m
od
el
A
na
lysi
s o
f va
ria
nce
ta
ble
[P
arti
al
sum
of
squ
are
s -
Ty
pe I
II]
Su
m o
f
Mea
n
F
p-v
alu
e
S
ou
rce
S
qu
ares
df
Sq
ua
re
Va
lue
Pro
b >
F
M
od
el
73
334
.95
3
244
44
.98
393
.16
<
0.0
001
sign
ific
ant
A-S
ila6
127
2.4
5
1
6127
2.4
5
985
.48
< 0
.00
01
B-V
elic
ina
zrn
a
10
351
.25
1
1035
1.2
5
166
.49
< 0
.00
01
AB
1
711
.25
1
1711
.25
2
7.5
2
< 0
.00
01
P
ure
Err
or
99
4.8
0
6
1
62.1
8
C
or
Tota
l
743
29
.75
19
F
ina
l E
qu
ati
on
in
Ter
ms
of
Actu
al
Fa
cto
rs:
Ela
stic
ni
po
vra
t =
+67
.8308
9
+0
.48
057
* S
ila
-0.5
86
87
* V
elic
ina
zrn
a
-2.8
57
14
E-0
03
* S
ila
* V
elic
ina
zrn
a
ANOVA tablica za izlaznu veličinu ukupna deformacija sugerira da odabrani
utjecajni faktori nisu značajni za varijaciju izlazne veličine (podaci se ne ponašaju u
skladu s F-razdiobom), dok ANOVA tablica za izlaznu veličinu elastični povrat ukazuje
na značajni utjecaj oba utjecajna faktora na izlaznu veličinu.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
51
Daljnjom analizom (Box Cox)8 preporučena je logaritamska transformacija
podataka u slučaju izlazne veličine ukupna deformacija.
Osnovna uloga transformacije podataka je prevoĎenje izvornih podataka u neku
drugu skalu, pri čemu se moţe postići zadovoljavanje preduvjeta za primjenu analize
varijance. Nakon obavljene transformacije podataka analiza varijance i odgovarajući
testovi izvode se na osnovi transformiranih podataka.
ANOVA tablica (tablica 7) prikazuje izračunate statističke veličine nakon
provedene logaritamske transformacije za ukupnu deformaciju:
Tablica 7. Analiza varijance nakon logaritamske transformacije.
Response 1 Ukupna deformacija
Transform: Base 10 log Constant: 0
ANOVA for selected factorial model
Analysis of variance table [Partial sum of squares - Type III]
Sum of Mean F p-value
Source Squares df Square Value Prob > F
Model 1.85 3 0.62 789.69 < 0.0001
significant
A-Sila1. 83 1 1.83 2349.23 < 0.0001
B-Velicina zrna 0.013 1 0.013 16.58 0.0009
AB 2.546E-003 1 2.546E-003 3.26 0.0898
Pure Error 0.012 16 7.807E-004
Cor Total 1.86 19
Vidljivo je da nakon provedene logaritamske transformacije podataka ANOVA
tablica prikazuje značajan utjecaj oba ulazna faktora – sile deformiranja i veličine
kristalnog zrna na izlaznu veličinu ukupna deformacija.
4.1.5.2. Regresijska analiza
Regresijskom analizom odreĎene su jednadţbe koje najbolje opisuju dobivene
podatke. U matematičkim modelima funkcije odziva nazivaju se još i teorijskim
jednadţbama višestruke regresije. Koeficijenti regresije statistički su procijenjeni na
osnovi rezultata eksperimentalnih ispitivanja. Najčešće korištena metoda za
procjenjivanje parametara (koeficijenata) jest metoda najmanjih kvadrata. Ona se sastoji
8 Ova analiza opisana je u daljnjem tekstu u sklopu Prikaza rezultata eksperimenta, odlomak 4.1.5.3.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
52
u odreĎivanju regresijskog pravca koji minimizira sumu tzv. rezidualnih odstupanja.
Dobivene vrijednosti prikazane su u sljedećim jednadţbama:
, m
gdje je:
Δh, µm – elastični povrat, huk, µm – ukupna deformacija, ϕz, µm – veličina zrna, Fmax, N
– sila oblikovanja.
Svakako je potrebno napomenuti da jednadţbe dobivene regresijskom analizom
eksperimentalnih podataka vrijede za specifični obraĎivani slučaj.
4.1.5.3. Prikaz rezultata eksperimenta
Testiranje i prikaz rezultata eksperimenta načinjeni su kako je predloţeno
korištenim programom za statističku analizu - Design-Expert 7.1.5.
Na slikama 27-40 prikazano je ponašanje rezultata eksperimenta. Ponašanje
rezultata mjerenja opisano je analizom ostataka. Ostaci faktorskog pokusa igraju vrlo
vaţnu ulogu u odreĎivanju adekvatnosti modela pokusa. Ostaci dvo-faktorskog pokusa
opisani su kao:
(30)
Drugim riječima, ostaci su zapravo razlika izmeĎu dobivenih podataka i prosjeka
ćelija. Pod ćelijom se ovdje podrazumijevaju svi iznosi izlaznih varijabli koji pripadaju
odreĎenom paru faktora.
Kod analize ostataka vrši se usporedba ostataka sa linijom normalne razdiobe.
Dopuštena su mala odstupanja od linije, a točke moraju pratiti tijek linije. MeĎutim ako
te točke čine novu jasno uočljivu krivulju onda je potrebna odreĎena transformacija
rezultata.
Dijagram ostatka prema normalnoj razdiobi (slika 27. i 28.) pokazuje da nije
potrebna nikakva korekcija rezultata i da je odabrani model odgovarajući. Naravno, u
slučaju ukupne deformacije kao izlazne varijable upotrijebljene su vrijednosti dobivene
logaritamskom transformaciom podataka pa su zbog toga oni prikazani u drugoj skali.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
53
Slika 27. Dijagram ostatka prema normalnoj razdiobi za ukupnu deformaciju.
Slika 28. Dijagram ostatka prema normalnoj razdiobi za elastični povrat.
Daljnja provjera ostataka vrši se u odnosu na studentovu – t razdiobu.
Vrijednosti ostataka moraju se nalaziti unutar izračunatog intervala9 i biti jednoliko
rasporeĎene po području očekivanih vrijednosti. Slike 29 i 30 prikazuje ovu analizu, a
iz prikazanih dijagrama moţe se zaključiti kako je i prema ovoj provjeri model
odgovarajući.
9 Za |t|=3 razina povjerenja P iznosi 0,9973 – prema podacima u statističkim tablicama.
Design-Expert® SoftwareLog10(Ukupna deformacija)
Color points by value ofLog10(Ukupna deformacija):
3.07918
2.35984
Internally Studentized Residuals
No
rm
al
% P
ro
ba
bil
ity
Normal Plot of Residuals
-1.70 -0.74 0.22 1.18 2.14
1
5
10
20
30
50
70
80
90
95
99
Design-Expert® SoftwareElasticni povrat
Color points by value ofElasticni povrat:
200
27
Internally Studentized Residuals
No
rm
al
% P
ro
ba
bil
ity
Normal Plot of Residuals
-1.90 -1.08 -0.27 0.55 1.36
1
5
10
20
30
50
70
80
90
95
99

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
54
Slika 29. Dijagram ostatka u zavisnosti o očekivanim vrijednostima za ukupnu deformaciju.
Slika 30. Dijagram ostatka u zavisnosti o očekivanim vrijednostima za elastični povrat.
Rezultati t testa ostataka prema rednom broju izvoĎenja pokusa nalaze se na
slikama 31 i 32. Vrijednosti t svih točaka trebale bi se nalaziti unutar područja ±3 kao i
u rezultatima t testa ostataka prema očekivanoj vrijednosti. Ako se bilo koja točka
nalazi izvan tog područja, potrebno je istraţiti zašto je ostatak te točke značajno veći od
ostatka drugih točaka pokusa. U ovom modelu sve se točke nalaze unutar predviĎenog
područja.
Design-Expert® SoftwareLog10(Ukupna deformacija)
Color points by value ofLog10(Ukupna deformacija):
3.07918
2.35984
Predicted
Inte
rn
all
y S
tud
en
tiz
ed
Re
sid
ua
ls
Residuals vs. Predicted
-3.00
-1.50
0.00
1.50
3.00
2.39 2.55 2.72 2.88 3.05
Design-Expert® SoftwareElasticni povrat
Color points by value ofElasticni povrat:
200
27
Predicted
Inte
rn
all
y S
tud
en
tiz
ed
Re
sid
ua
ls
Residuals vs. Predicted
-3.00
-1.50
0.00
1.50
3.00
36.40 75.45 114.50 153.55 192.60

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
55
Slika 31. Dijagram vrijednosti t prema rednom broju izvođenja pokusa –ukupna deformacija.
Slika 32. Dijagram vrijednosti t prema rednom broju izvođenja pokusa – elastični povrat.
Posljednja dijagnostička točka testiranja modela je tzv. Box Cox. Navedeni
dijagram iscrtava krivulju ovisnosti prirodnog logaritma sume kvadrata ostataka o
mogućoj potenciji transformacije podataka. Najpovoljniju transformaciju, odnosno
potenciju transfomacije (lambda) predstavlja točka minimuma naznačena u dijagramu
zelenom bojom. Na dijagramu je takoĎer prikazan i interval pouzdanosti za lambda od
95%. Ukoliko je trenutna potencija transformacije (kada nema transformacije,
preporučeni lambda je 1) unutar prikazanog intervala pouzdanosti, tada nije potrebno
provoditi novu transformaciju. Ovaj prikaz podataka preporučio je učinjenu
Design-Expert® SoftwareLog10(Ukupna deformacija)
Color points by value ofLog10(Ukupna deformacija):
3.07918
2.35984
Run Number
Inte
rn
all
y S
tud
en
tiz
ed
Re
sid
ua
ls
Residuals vs. Run
-3.00
-1.50
0.00
1.50
3.00
1 4 7 10 13 16 19
Design-Expert® SoftwareElasticni povrat
Color points by value ofElasticni povrat:
200
27
Run Number
Inte
rn
all
y S
tud
en
tiz
ed
Re
sid
ua
ls
Residuals vs. Run
-3.00
-1.50
0.00
1.50
3.00
1 4 7 10 13 16 19

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
56
transformaciju za izlaznu veličinu ukupna deformacija. U nastavku je prikazan izlaz
nakon provedene logaritamske transformacije pri čemu model zadovoljava uvjetima.
Za izlaznu veličinu elastični povrat model takoĎer zadovoljava. Grafički prikazi nalaze
se na slikama 33 i 34.
Slika 33. Box Cox dijagram transformacija za ukupnu deformaciju.
Slika 34. Box Cox dijagram transformacija za elastični povrat.
Budući da je glavni cilj eksperimenta utvrditi koliko pojedini faktori (ulazne
veličine – kako je navedeno, radi se o sili oblikovanja i veličini kristalnog zrna) utječu
na izlazne veličine (ukupnu deformaciju i elastični povrat) interesantno je promotriti
grafički prikaz već izračunatih podataka iz ANOVA tablice. Dijagram koji jasno
Design-Expert® SoftwareLog10(Ukupna deformacija)
LambdaCurrent = 0Best = 0.17Low C.I. = -0.36High C.I. = 0.7
Recommend transform:Log (Lambda = 0)
Lambda
Ln
(R
es
idu
alS
S)
Box-Cox Plot for Power Transforms
9.82
10.74
11.66
12.58
13.49
-3 -2 -1 0 1 2 3
Design-Expert® SoftwareElasticni povrat
LambdaCurrent = 1Best = 0.98Low C.I. = 0.44High C.I. = 1.53
Recommend transform:None (Lambda = 1)
Lambda
Ln
(R
es
idu
alS
S)
Box-Cox Plot for Power Transforms
6.90
8.39
9.88
11.36
12.85
-3 -2 -1 0 1 2 3

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
57
grafički prikazuje postoji li koji signifikantan utjecaj faktora i njihovih interakcija u
pokusu jest dijagram vjerojatnosti normalne razdiobe – slika 35. i 36. On prikazuje
apsolutnu vrijednost utjecajnih faktora i njihovih interakcija (kvadrati ovih veličina) na
apscisi te ukupnu vjerojatnost pojedinog faktora na ordinati. Za sve faktore i njihove
interakcije koji ne leţe na pravcu, koji prikazuje vjerojatnost normalne raspodjele
podataka, i znatno odstupaju od njega moţe se utvrditi da imaju značajan utjecaj na
rezultat ispitivanja. Što veći otklon pojedini faktor ima to je značajniji njegov utjecaj na
izlaznu veličinu. Kako je vidljivo na slici 35, u slučaju ukupne deformacije (prisutna je
logaritamska transformacija podataka) značajniji utjecaj ima sila oblikovanja nego
veličina kristalnog zrna dok njihova interakcija ima beznačajan utjecaj na izlaznu
veličinu. U slučaju elastičnog povrata (slika 36.), takoĎer, najznačajniji utjecaj zadrţava
sila oblikovanja no povećava se i utjecaj veličine kristalnog zrna. Interakcija oba faktora
(suma kvadrata) sile oblikovanja i veličine zrna takoĎer je postala značajna za promjenu
izlazne veličine elastičnog povrata.
Slika 35. Grafički prikaz utjecaja ulaznih veličina - izlazna veličina je ukupna deformacija.
Design-Expert® SoftwareLog10(Ukupna deformacija)
Error from replicatesA: SilaB: Velicina zrna
Positive Effects Negative Effects
Half-Normal Plot
Ha
lf-N
orm
al
% P
ro
ba
bil
ity
|Standardized Effect|
0.00 0.15 0.30 0.45 0.61
0
10
20
30
50
70
80
90
95
99
A
B
AB

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
58
Slika 36. Grafički prikaz utjecaja ulaznih veličina - izlazna veličina je elastični povrat.
U tablicama 8. i 9. prikazana su oba faktora i njihova interakcija sa pripadajućim
udjelom utjecaja te njihova suma kvadrata.
Tablica 8. Prikaz udjela utjecaja faktora i njihove interakcije za ukupnu deformaciju.
Term Effect SumSqr % Contribtn
Require Intercept
Model A-Sila 0.605656 1.8341 98.4972
Model B-Velicina zrna 0.0508851 0.0129465 0.695268
Model AB -0.0225643 0.00254573 0.136714
Error Lack Of Fit 0 0
Error Pure Error 0.0124916 0.67084
Lenth's ME 0.0380624
Lenth's SME 0.0477502
Tablica 9. Prikaz udjela utjecaja faktora i njihove interakcije za elastični povrat.
Term Effect SumSqr % Contribtn
Require Intercept
Model A-Sila 110.7 61272.4 82.4333
Model B-Velicina zrna -45.5 10351.3 13.9261
Model AB -18.5 1711.25 2.30224
Error Lack Of Fit 0 0
Error Pure Error 994.8 1.33836
Lenth's ME 35.662
Lenth's SME 44.7388
Design-Expert® SoftwareElasticni povrat
Error from replicatesA: SilaB: Velicina zrna
Positive Effects Negative Effects
Half-Normal Plot
Ha
lf-N
orm
al
% P
ro
ba
bil
ity
|Standardized Effect|
0.00 27.67 55.35 83.02 110.70
0
10
20
30
50
70
80
90
95
99
A
B
AB
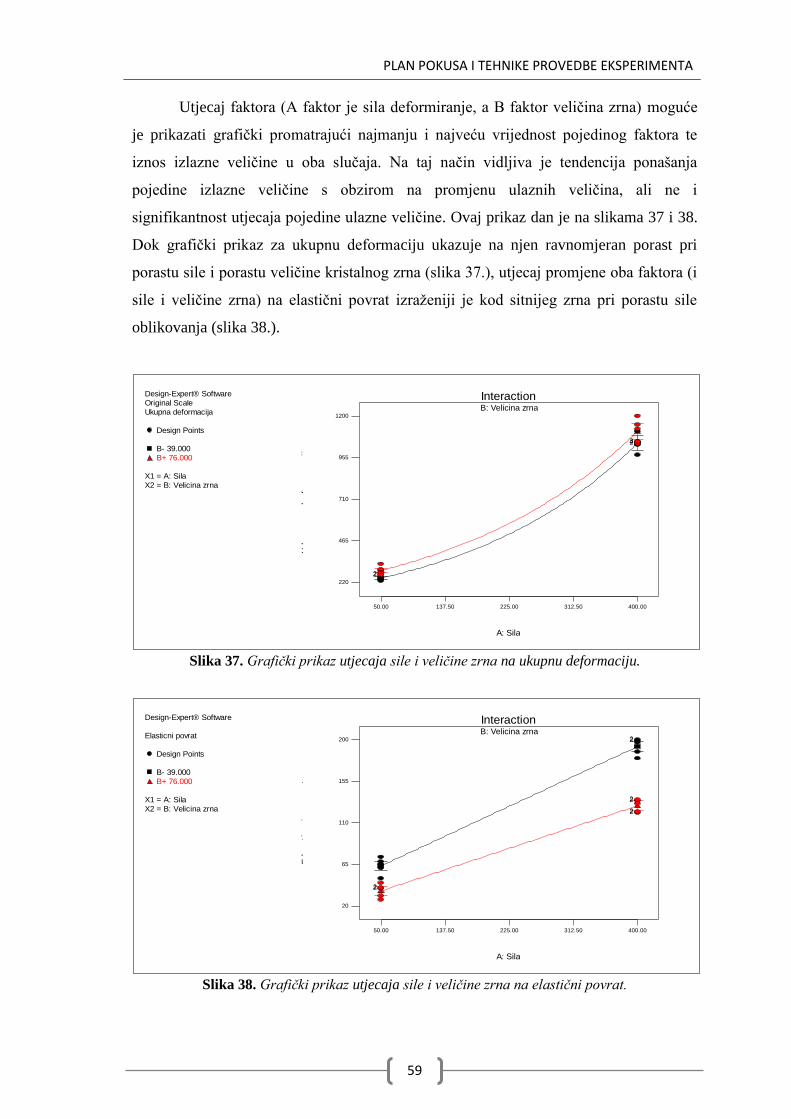
PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
59
Utjecaj faktora (A faktor je sila deformiranje, a B faktor veličina zrna) moguće
je prikazati grafički promatrajući najmanju i najveću vrijednost pojedinog faktora te
iznos izlazne veličine u oba slučaja. Na taj način vidljiva je tendencija ponašanja
pojedine izlazne veličine s obzirom na promjenu ulaznih veličina, ali ne i
signifikantnost utjecaja pojedine ulazne veličine. Ovaj prikaz dan je na slikama 37 i 38.
Dok grafički prikaz za ukupnu deformaciju ukazuje na njen ravnomjeran porast pri
porastu sile i porastu veličine kristalnog zrna (slika 37.), utjecaj promjene oba faktora (i
sile i veličine zrna) na elastični povrat izraţeniji je kod sitnijeg zrna pri porastu sile
oblikovanja (slika 38.).
Slika 37. Grafički prikaz utjecaja sile i veličine zrna na ukupnu deformaciju.
Slika 38. Grafički prikaz utjecaja sile i veličine zrna na elastični povrat.
Design-Expert® SoftwareOriginal ScaleUkupna deformacija
Design Points
B- 39.000B+ 76.000
X1 = A: SilaX2 = B: Velicina zrna
B: Velicina zrna
50.00 137.50 225.00 312.50 400.00
Interaction
A: Sila
Uk
up
na
de
form
ac
ija
220
465
710
955
1200
2
34
2
2
Design-Expert® Software
Elasticni povrat
Design Points
B- 39.000B+ 76.000
X1 = A: SilaX2 = B: Velicina zrna
B: Velicina zrna
50.00 137.50 225.00 312.50 400.00
Interaction
A: Sila
Ela
sti
cn
i p
ov
ra
t
20
65
110
155
200 22
22
2
22
2

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
60
Slike 39 i 40 daju trodimenzionalni prikaz utjecaja faktora A i B (sile i veličine
zrna) na izlazne veličine (ukupnu deformaciju i elastični povrat). Uočljiv je različiti
oblik odzivne površine kod ukupne deformacije u odnosu na elastični povrat. Ovaj oblik
odzivnih površina sukladan je prethodnom grafičkom prikazu utjecaja faktora na izlazne
veličine.
(a)
(b)
Slika 39. (a) 3D prikaz utjecaja sile i veličine zrna na ukupnu deformaciju, (b) 2D prikaz istih
utjecaja. Porastom sile i veličine zrna ukupna deformacija ravnomjerno raste.
Design-Expert® SoftwareOriginal ScaleUkupna deformacija
Design points above predicted valueDesign points below predicted value1200
229
X1 = A: SilaX2 = B: Velicina zrna
50
137.5
225
312.5
400
39
48.25
57.5
66.75
76
220
465
710
955
1200
U
ku
pn
a d
efo
rm
ac
ija
A: Sila B: Velicina zrna
Design-Expert® SoftwareOriginal ScaleUkupna deformacija
Design Points1200
229
X1 = A: SilaX2 = B: Velicina zrna
50.00 137.50 225.00 312.50 400.00
39.00
48.25
57.50
66.75
76.00Ukupna deformacija
A: Sila
B:
Ve
lic
ina
zrn
a
389.104 533.35 677.597 821.843 966.09
5 5
5 5

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
61
(a)
(b)
Slika 40. (a) 3D prikaz utjecaja sile i veličine zrna na elastični povrat, (b) 2D prikaz istih
utjecaja. Porast elastičnog povrata veći je kod sitnijeg zrna pri porastu sile
oblikovanja.
Design-Expert® Software
Elasticni povratDesign points above predicted valueDesign points below predicted value200
27
X1 = A: SilaX2 = B: Velicina zrna
50.00
137.50
225.00
312.50
400.00
39.00
48.25
57.50
66.75
76.00
20
65
110
155
200
E
las
tic
ni
po
vra
t
A: Sila B: Velicina zrna
Design-Expert® Software
Elasticni povratDesign Points200
27
X1 = A: SilaX2 = B: Velicina zrna
50.00 137.50 225.00 312.50 400.00
39.00
48.25
57.50
66.75
76.00Elasticni povrat
A: Sila
B:
Ve
lic
ina
zrn
a
62.4333 88.4667 114.5
140.533
166.567
5 5
5 5

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
62
4.2. Planiranje pokusa kovanja u gravuri
Drugi dio eksperimentalnog istraţivanja odnosi se na kovanje u otvorenoj gravuri
– plitko gravurno kovanje. Kovanjem u gravuri djelomično se ograničava tečenje
materijala tijekom procesa oblikovanja i promatra ponašanje izlaznih veličina u novim
uvjetima.
Eksperiment se takoĎer provodi na rondelama početnog promjera 20 mm i visine
2 mm, načinjenim od aluminijskog materijala Al 99,5, i u tri različite veličine kristalnog
zrna koje su jednake onima iz prvog dijela eksperimenta.
Shematski prikaz alata korištenog za pokuse plitkog gravurnog kovanja nalazi se
na slici 41.
Slika 41. Shematski prikaz korištenog alata za plitko gravurno kovanje.
Kod slučaja kovanja u gravuri kao glavni uvjet postavlja se potpuno ispunjavanje
gravure ukovnja. S tim u vezi ograničava se ukupna deformacija rondele na onu koja
ispunjava navedeni uvjet. Zbog toga se u ovom dijelu eksperimenta kao ulazna veličina
ne odreĎuje maksimalna sila oblikovanja, nego ulazna veličina postaje maksimalni
pomak alata (ţiga) kojim se ostvaruje dovoljna konačna deformacija ispitnog uzorka.
No, bez obzira na promjenu ulazne veličine, moţe se govoriti o promatranju
interakcije istih veličina (veličina kristalnog zrna, sila deformiranja, ukupna deformacija
i elastični povrat) iako u ovom dijelu eksperimentalnog istraţivanja one zamjenjuju
mjesta (izlazna veličina ukupna deformacija postaje ulazna veličina te dolazi na mjesto
sile deformiranja koja sada postaje izlazna veličina).
nakovanj
ispitni uzorak H
0
malj
gravura

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
63
4.2.1. Cilj provoĎenja pokusa i odabir utjecajnih faktora
Kako bi se potvrdilo ponašanje plitkog gravurnog kovanja kao procesa
mikrooblikovanja, potrebno je ustanoviti oprečno ponašanje izlaznih veličina u uvjetima
ograničavanja tečenja materijala naspram onom kod kojeg materijal nesmetano teče. U
prvom dijelu eksperimentalnog istraţivanja potvrĎen je značajan utjecaj veličine
kristalnog zrna na izlazne parametre procesa, odnosno veći elastični povrat materijala sa
sitnijom kristalnom strukturom. Prilikom kovanja u gravuri, kojom se tečenje materijala
ograničava, očekuje se suprotna pojava – veći elastični povrat kod slučaja grublje
kristalne strukture materijala. S tim u vezi očekuje se i lošije popunjavanje gravure
ukovnja kod ispitnih uzoraka krupnijeg zrna10
.
U drugom dijelu eksperimentalnog istraţivanja odabiru se dva utjecajna faktora.
Prvi je jednak kao i u prvom dijelu – varijabilna veličina kristalnog zrna. Drugi utjecajni
faktor, zbog naprijed navedenih razloga, više nije maksimalna sila oblikovanja, nego
maksimalni pomak alata, odnosno maksimalna deformacija koja zadovoljava uvjet
potpunog popunjavanja gravure ukovnja. Promatranjem dobivene površine gotovog
komada – kovanice zaključeno je da minimalni ukupni pomak alata koji je neophodno
potreban za adekvatno popunjavanje gravure ukovnja, u pojedinim optimalnim
slučajevima, iznosi 800 μm, dok je 850 μm pomak koji osigurava zadovoljavajuće
popunjavanje gravure u svim promatranim slučajevima.
TakoĎer, tijekom provoĎenja eksperimenta brzina deformacije drţat će se
konstantnom i iznosit će 0,012 mm/s. Zbog toga se njezin utjecaj na izlazne varijable
zanemaruje. Isto tako, sva mjerenja za pojedinačnu veličinu kristalnog zrna obavljaju se
u istom danu i vrše ih isti mjeritelji čime je utjecaj mjeritelja i brzine deformacije
takoĎer zanemaren.
4.2.2. Odabir izlaznih varijabli i faktorskog plana pokusa
Budući da je došlo do promjene ulaznih veličina, mijenjaju se i izlazne veličine,
odnosno jedna od izlaznih veličina – ukupna deformacija, dok izlazna veličina elastični
povrat ostaje ista. Različiti ukupni pomaci alata, tj. različita ukupna deformacija
materijala obratka, rezultirat će različitim maksimalnim silama oblikovanja koje će u
ovom slučaju biti mjerene. Zato se kao prva izlazna varijabla odabire sila oblikovanja.
Druga izlazna varijabla ista je kao u prvom dijelu eksperimenta i odnosi se na iznos
10
Razlozi očekivanja ovakvog ponašanja materijala obratka navedeni su i opisani kroz karakteristike procesa mikrooblikovanja – odlomak 3.3.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
64
elastičnog povrata materijala za dva iznosa ukupnog pomaka alata kod različitih
veličina kristalnog zrna.
Sila oblikovanja bit će iskazana u kN, a elastični povrat u μm.
Obzirom da su odabrana dva utjecajna faktora i dvije izlazne veličine, i u ovom
slučaju odabire se dvofaktorski plan pokusa jednak kao i u prvom dijelu eksperimenta –
slobodnom kovanju.
Tablica 10. Plan pokusa eksperimentalnog ispitivanja kovanja
u gravuri.
Veličina kristalnog zrna, µm
Min Max
39 76
Ukupni pomak alata, μm … …
Min 800 … …
Max 850 … …
4.2.3. ProvoĎenje eksperimenta
Prilikom kovanja u gravuri korišteni su jednaki ispitni uzorci kao i u prvom dijelu
eksperimenta prilikom slobodnog kovanja. Toplinska obrada provedena je po istom
reţimu i dobivene su jednake veličine kristalnog zrna.
4.2.3.1. Tijek mjerenja izlaznih veličina kod plitkog gravurnog kovanja
Proces se odvija na istoj jednoradnoj hidrauličnoj preši kao i u prvom dijelu
eksperimenta.
Kako je odreĎeno, mjerene izlazne veličine su sila oblikovanja kod odreĎenog
pomaka alata i elastični povrat materijala nakon rasterećenja. Ukupni pomak alata
praćen je na računalu preko LVDT davača pomaka te je za ţeljeni iznos ukupnog
pomaka na digitalnom manometru očitan tlak u glavnom cilindru. Tlak u cilindru
nadalje je preračunat u ukupnu silu oblikovanja. Zbog male brzine deformiranja moguće
je precizno kontroliranje ukupnog pomaka alata i zaustavljanje u ţeljenom poloţaju.
Nakon rasterećenja, LVDT očitava elastični povrat materijala koji se i u ovom
slučaju računalno biljeţi.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
65
Za svaku kombinaciju pomaka alata i veličine zrna načinjeno je 9-10 mjerenja.
Pojedina mjerenja (malobrojna u odnosu na broj ponavljanja) znatno su odstupala od
ostalih izmjerenih vrijednosti te su eliminirana iz analize. Ovakvo rasipanje očekivani je
problem opisan u odlomku 3.5. U sljedećem prikazu rezultata napravljen je slučajni
izbor preostalih mjerenja i to po pet mjerenja za svaku kombinaciju ulaznih veličina.
4.2.4. Prikaz rezultata
Pomoću Microsoft Office Excela dobiven je grafički prikaz rezultata. Statistička
analiza i verifikacija dobivenih rezultata bit će načinjena naknadno. U sljedećim
tablicama i dijagramima dani su numerički i grafički prikazi pojedinačnih izlaznih
veličina u ovisnosti o ulaznima.
(a) Odnos ukupne deformacije ispitnih uzoraka i sile deformiranja za različite
veličine kristalnog zrna prikazan je dijagramski na slici 42, a u Dodatku11
u
tablici 16 dani su numerički rezultati. Sila oblikovanja je definirana kao
izlazna veličina u ovom slučaju, dok su ulazne veličine ukupni pomak alata
(odnosno ukupna deformacija ispitnih uzoraka) i različite veličine kristalnih
zrna. Dijagram prikazuje aritmetičke sredine sile oblikovanja sa gornjim i
donjom granicom rasipanja rezultata. Ukupni pomak alata (koji ujedno
predstavlja i ukupnu deformaciju) ima dvije vrijednosti koje se smatraju
dovoljnima za potpuno ispunjavanje gravure ukovnja - 800μm i 850μm.
Veličine zrna zadrţavaju se kao i kod slobodnog kovanja na tri razine - 39µm,
47µm, 76µm. Kako je vidljivo iz rezultata, veći silu oblikovanja za istu
ukupnu deformaciju zahtijevaju uzorci većeg zrna. Vaţno je primijetiti kako je
ovakav rezultat suprotan onome kod slobodnog kovanja.
11
Poglavlje 7. - Dodatak

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
66
Slika 42. Utjecaj ukupne deformacije i veličine kristalnog zrna na silu oblikovanja pri plitkom
gravurnom kovanju aluminija Al 99,5.
(b) Odnos ukupne deformacije i elastičnog povrata, takoĎer za tri veličine
kristalnog zrna prikazan je na slici 43, a numerički rezultati dani su u tablici
17 u Dodatku12
. Kao i na slici 43, dijagram prikazuje aritmetičke sredine sile
oblikovanja sa gornjim i donjom granicom rasipanja rezultata. U ovom slučaju
ukupna deformacija takoĎer se pojavljuje u dvije veličine - 800 µm i 850 µm.
Veličine kristalnih zrna i dalje su na tri iste razine. Iz rezultata je vidljivo da
veći elastični povrat ostvaruje materijal ispitnog uzorka većeg kristalnog zrna.
Ovakav rezultat takoĎer je (kako je i očekivano) u opreci sa rezultatom prvog
dijela istraţivanja – slobodnog kovanja.
12
Poglavlje 7. - Dodatak
0
50
100
150
200
250
300
800µm 850µm
Sila
ob
liko
va
nja
, kN
Ukupna deformacija, μm
Ukupna deformacija - sila oblikovanja, kovanje u ukovnju
39µm
47µm
76µm

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
67
Slika 43. Utjecaj ukupne deformacije i veličine kristalnog zrna na elastični povrat pri plitkom
gravurnom kovanju aluminija Al 99,5.
4.2.5. Statistička analiza rezultata
Analiza rezultata izvršena je takoĎer pomoću programskog paketa Design-
Expert 7.1.5 kako bi se testirala valjanost eksperimentalno dobivenih rezultata. TakoĎer
u cilju dobivanja funkcije zavisnosti izlaznih varijabli o ulaznima te trodimenzionalnog
prikaza odzivnih površina za svaku od izlaznih varijabli, ulazne varijable prikazane su
kao kontinuirane numeričke veličine odreĎene najmanjim i najvećim iznosom. Ukupni
pomak prikazan je kao kontinuirana veličina čiji je minimum 800 μm, a maksimum 850
μm. Veličina kristalnog zrna takoĎer je kontinuirana veličina najmanjeg iznosa 39 μm i
najvećeg 76 μm. Odabran je dvofaktorski plan pokusa 22.
Pregled utjecajnih faktora i njihovih nivoa i raspona dan je u izlaznoj tablici
programa – tablica 11.
0
20
40
60
80
100
120
140
160
800μm 850μm
Ela
stičn
i po
vra
t, μ
m
Ukupna deformacija, μm
Ukupna deformacija - elastični povrat, kovanje u ukovnju
39μm
47μm
76μm

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
68
Tablica 11. Pregled članova modela za eksperimentalno ispitivanje kovanja
u gravuri.
Des
ign
Su
mm
ary
Stu
dy T
yp
e F
acto
rial
Ru
ns
20
In
itia
l D
esig
n
2 L
evel
Fac
tori
al
B
lock
s N
o B
lock
s
Cen
ter
Po
ints
0
Des
ign
Mod
el
2F
I
Fa
cto
r N
am
e
Un
its
Ty
pe
Lo
w A
ctu
al
Hig
h A
ctu
al
Lo
w C
od
ed
Hig
h C
od
ed
Mea
n
Std
. D
ev.
A
uk
up
na
def
orm
acij
a m
ikro
met
ri
Nu
mer
ic
80
0.0
0
85
0.0
0
-1.0
00
1.0
00
82
5.0
00
25
.000
B
vel
icin
a zr
na
mik
rom
etri
N
um
eric
3
9.0
0
76
.00
-1.0
00
1
.000
5
7.5
00
18
.500
Res
po
nse
N
am
e U
nit
s O
bs
An
aly
sis
Min
imu
m
Ma
xim
um
M
ean
S
td.
Dev
. R
ati
o
Tra
ns
Y1
si
la
kN
2
0
Fac
tori
al
15
9
26
5
21
7.1
5
34
.605
1.6
666
7
No
ne
Y2
el
asti
cni
pov
rat
mik
rom
etri
2
0
Fac
tori
al
77
13
0
10
6.8
1
6.6
59
4
1.6
883
1
Mo
del
No
mo
del
ch
ose
n
No
ne
No
mo
del
ch
ose
n
4.2.5.1. Analiza varijance
ANOVA tablice analize utjecaja faktora na izlazne veličine silu i elastični povrat
prikazane su u tablici 12. ANOVA tablice sugeriraju signifikantan utjecaj oba odabrana
faktora (ukupne deformacije i veličine kristalnog zrna na varijacije izlaznih veličina
(elastičan povrat i silu oblikovanja).

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
69
Tablica 12. Analiza varijance za rezultate eksperimentalnog ispitivanja kovanja u gravuri.
4.2.5.2. Regresijska analiza
Regresijskom analizom odreĎene su jednadţbe koje najbolje opisuju zadane
podatke. Koeficijenti regresije statistički su procijenjeni na osnovi rezultata
eksperimentalnih ispitivanja i karakteriziraju samo zadane eksperimentalno dobivene
podatke.
Elastični povrat i sila oblikovanja prikazani su preko sljedećih jednadţbi
utjecajnih faktora:
Res
po
nse
1si
la
AN
OV
A f
or
sele
cted
fa
cto
ria
l m
od
el
An
aly
sis
of
va
rian
ce t
ab
le [
Pa
rtia
l su
m o
f sq
ua
res
- T
yp
e II
I]
Su
m o
f
Mea
n
F
p-v
alu
e
S
ou
rce
Sq
ua
res
df
Sq
ua
re
Va
lue
Pro
b >
F
M
od
el
0.0
00
0
R
esid
ual
227
52
.55
19
119
7.5
0
La
ck o
f F
it
214
15
.35
3
713
8.4
5
8
5.4
1
< 0
.000
1
sig
nif
ica
nt
Pu
re E
rro
r
1
337
.20
16
8
3.5
8
Co
r T
ota
l
227
52
.55
19
R
esp
on
se
2
ela
stic
ni
po
vra
t
AN
OV
A f
or
sele
cted
fa
cto
ria
l m
od
el
A
na
lysi
s o
f v
ari
an
ce t
ab
le [
Pa
rtia
l su
m o
f sq
ua
res
- T
yp
e II
I]
Su
m o
f
Mea
n
F
p-v
alu
e
S
ou
rce
Sq
ua
res
df
S
qu
are
V
alu
e P
rob
> F
M
od
el
0.0
00
0
R
esid
ual
527
3.2
0
19
27
7.5
4
La
ck o
f F
it
4
83
8.0
0
3
16
12
.67
59
.29
< 0
.000
1
sig
nif
ica
nt
Pu
re E
rro
r
435
.20
16
27
.20
Co
r T
ota
l
5
273
.20
19

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
70
gdje je:
Δh, µm – elastični povrat, huk, µm – ukupna deformacija, ϕz, µm – veličina zrna, Fmax, N
– sila oblikovanja.
4.2.5.3. Prikaz rezultata eksperimenta
Dijagrami ostatka prema normalnoj razdiobi (slike 44 i 45) pokazuju da za obje
izlazne varijable nije potrebna nikakva korekcija rezultata budući da u oba slučaja ostaci
pokusa vrlo dobro sljede liniju normalne razdiobe13
.
Slika 44. Dijagram ostatka prema normalnoj razdiobi za elastični povrat kao izlaznu varijablu.
13
Opis načina izračunavanja zavisnosti ostataka prema normalnoj razdiobi nalazi se u odlomku 4.1.5.3.
Design-Expert® Softwareelasticni povrat
Color points by value ofelasticni povrat:
130
77
Internally Studentized Residuals
No
rm
al
% P
ro
ba
bil
ity
Normal Plot of Residuals
-1.84 -0.98 -0.11 0.76 1.63
1
5
10
20
30
50
70
80
90
95
99

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
71
Slika 45. Dijagram ostatka prema normalnoj razdiobi za silu kao izlaznu varijablu.
Provjera ostatka u odnosu na studentovu – t razdiobu prikazana je na slikama 46 i
47. Vrijednosti ostataka nalaze se unutar izračunatog intervala t= ±3. TakoĎer su
vrijednosti ostataka jednoliko rasporeĎene po području predviĎenih vrijednosti. To
vrijedi za obje izlazne varijable te je i prema ovoj provjeri model odgovarajući.
Slika 46. Dijagram ostatka u zavisnosti o očekivanim vrijednostima za elastični povrat.
Design-Expert® Softwaresila
Color points by value ofsila:
265
159
Internally Studentized Residuals
No
rm
al
% P
ro
ba
bil
ity
Normal Plot of Residuals
-1.64 -0.76 0.11 0.98 1.86
1
5
10
20
30
50
70
80
90
95
99
Design-Expert® Softwareelasticni povrat
Color points by value ofelasticni povrat:
130
772
Predicted
Inte
rn
all
y S
tud
en
tiz
ed
Re
sid
ua
ls
Residuals vs. Predicted
-3.00
-1.50
0.00
1.50
3.00
82.40 92.95 103.50 114.05 124.60

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
72
Slika 47. Dijagram ostatka u zavisnosti o očekivanim vrijednostima za silu oblikovanja.
Prema rednom broju izvoĎenja pokusa t vrijednosti svih točaka moraju se
takoĎer nalaziti unutar intervala ±3. Na slikama 48 i 49 vidljivo je da se ove točke i
nalaze unutar zadanog područja za obje izlazne varijable.
Slika 48. Dijagram T vrijednosti prema rednom broju izvođenja pokusa za elastični povrat.
Design-Expert® Softwaresila
Color points by value ofsila:
265
159
2
Predicted
Inte
rn
all
y S
tud
en
tiz
ed
Re
sid
ua
ls
Residuals vs. Predicted
-3.00
-1.50
0.00
1.50
3.00
166.80 189.45 212.10 234.75 257.40
Design-Expert® Softwareelasticni povrat
Color points by value ofelasticni povrat:
130
77
Run Number
Inte
rn
all
y S
tud
en
tiz
ed
Re
sid
ua
ls
Residuals vs. Run
-3.00
-1.50
0.00
1.50
3.00
1 4 7 10 13 16 19

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
73
Slika 49. Dijagram T vrijednosti prema rednom broju izvođenja pokusa za silu oblikovanja.
Posljednja točka testiranja modela – Box Cox pokazuje da se trenutna potencija
transformacije (lambda je 1 što znači da transformacija izostaje) unutar prikazanog
intervala pouzdanosti, dakle nove transformacije modela su nepotrebne.
Slika 50. Box Cox dijagram transformacija za elastični povrat.
Design-Expert® Softwaresila
Color points by value ofsila:
265
159
Run Number
Inte
rn
all
y S
tud
en
tiz
ed
Re
sid
ua
ls
Residuals vs. Run
-3.00
-1.50
0.00
1.50
3.00
1 4 7 10 13 16 19
Design-Expert® Softwareelasticni povrat
LambdaCurrent = 1Best = 0.58Low C.I. = -1.62High C.I. = 3.13
Recommend transform:None (Lambda = 1)
Lambda
Ln
(R
es
idu
alS
S)
Box-Cox Plot for Power Transforms
6.07
6.23
6.38
6.54
6.70
-3 -2 -1 0 1 2 3

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
74
Slika 51. Box Cox dijagram transformacija za silu oblikovanja.
Utjecaj odabranih faktora na izlazne varijable prikazan je na slikama 52 i 53.
Već je rečeno u odlomku 4.1.5.3. kako faktori udaljeniji od pravca imaju značajniji
utjecaj na izlaznu varijablu od onih bliţih. Primjetno je da za obje izlazne varijable oba
faktora imaju značajan utjecaj, ali i njihova meĎusobna interakcija. Ovi podaci, kako je
i očekivano, odgovaraju onima iz ANOVA tablice koji to numerički prikazuju.
Slika 52. Prikaz vjerojatnosti normalne razdiobe – izlazna veličina je sila.
Design-Expert® Softwaresila
LambdaCurrent = 1Best = 1.03Low C.I. = -1.32High C.I. = 3.74
Recommend transform:None (Lambda = 1)
Lambda
Ln
(R
es
idu
alS
S)
Box-Cox Plot for Power Transforms
7.20
7.37
7.55
7.72
7.90
-3 -2 -1 0 1 2 3
Design-Expert® Softwaresila
Error from replicatesA: ukupna deformacijaB: velicina zrna
Positive Effects Negative Effects
Half-Normal Plot
Ha
lf-N
orm
al
% P
ro
ba
bil
ity
|Standardized Effect|
0.00 12.88 25.75 38.63 51.50
0
10
20
30
50
70
80
90
95
99
A
B
AB

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
75
Slika 53. Prikaz vjerojatnosti normalne razdiobe – izlazna veličina je elastični povrat.
Tablice 15 i 16 prikazuju postotak utjecaja pojedinačnih faktora – ukupne deformacije i
sile oblikovanja i njihove interakcije na obje izlazne veličine.
Tablica 13. Udio utjecaja za silu kao izlaznu veličinu.
Tablica 14. Udio utjecaja za elastični povrat kao izlaznu veličinu.
Design-Expert® Softwareelasticni povrat
Error from replicatesA: ukupna deformacijaB: velicina zrna
Positive Effects Negative Effects
Half-Normal Plot
Ha
lf-N
orm
al
% P
ro
ba
bil
ity
|Standardized Effect|
0.00 6.30 12.60 18.90 25.20
0
10
20
30
50
70
80
90
95
99
A
B
AB
Term Effect SumSqr % Contribtn
Require Intercept
Model A-ukupna deformacija 51.5 13261.3 58.2847
Model B-velicina zrna 39.1 7644.05 33.5965
Model AB -10.1 510.05 2.24173
Error Lack Of Fit 0 0
Error Pure Error 1337.2 5.87714
Lenth's ME 31.1564
Lenth's SME 39.0864
Term Effect SumSqr % Contribtn
Require Intercept
Model A-ukupna deformacija 25.2 3175.2 60.2139
Model B-velicina zrna 17 1445 27.4027
Model AB -6.6 217.8 4.13032
Error Lack Of Fit 0 0
Error Pure Error 435.2 8.25305
Lenth's ME 13.8944
Lenth's SME 17.4308

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
76
Grafički prikaz utjecajnosti ulaznih faktora na promjenu pojedine izlazne veličine
(slike 54 i 55) pokazuje da je utjecajnost kod obje izlazne varijable, i elastičnog povrata
i sile oblikovanja, izraţenija u slučaju većeg zrna, ali kod manje ukupne deformacije.
Slika 54. Grafički prikaz utjecaja ulaznih faktora na silu.
Slika 55. Grafički prikaz utjecaja ulaznih faktora na elastični povrat.
Design-Expert® Software
elasticni povrat
Design Points
B- 39.000B+ 76.000
X1 = A: ukupna deformacijaX2 = B: velicina zrna
B: velicina zrna
800.00 812.50 825.00 837.50 850.00
Interaction
A: ukupna deformacija
ela
sti
cn
i p
ov
ra
t
77
90.25
103.5
116.75
130 2
Design-Expert® Software
sila
Design Points
B- 39.000B+ 76.000
X1 = A: ukupna deformacijaX2 = B: velicina zrna
B: velicina zrna
800.00 812.50 825.00 837.50 850.00
Interaction
A: ukupna deformacija
sil
a
150
180
210
240
2702

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
77
(a)
(b)
Slika 56. Prikaz utjecaja ukupne deformacije i veličine kristalnog zrna na elastični povrat pri
plitkom gravurnom kovanju aluminija Al 99,5: (a) 3D prikaz (b) 2D prikaz.
Design-Expert® Software
elasticni povratDesign points above predicted valueDesign points below predicted value130
77
X1 = A: ukupna deformacijaX2 = B: velicina zrna
800
812.5
825
837.5
850
39
48.25
57.5
66.75
76
77
90.25
103.5
116.75
130
e
las
tic
ni
po
vra
t
A: ukupna deformacija B: velicina zrna
Design-Expert® Software
elasticni povratDesign Points130
77
X1 = A: ukupna deformacijaX2 = B: velicina zrna
800.00 812.50 825.00 837.50 850.00
39.00
48.25
57.50
66.75
76.00elasticni povrat
A: ukupna deformacija
B:
ve
lic
ina
zrn
a
89.4333
96.4667
103.5
110.533
117.567
5 5
5 5

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
78
(a)
(b)
Slika 57. Prikaz utjecaja ukupne deformacije i veličine kristalnog zrna na silu oblikovanja pri
plitkom gravurnom kovanju aluminija Al 99,5: (a) 3D prikaz (b) 2D prikaz.
4.2.6. Snimanje površine ispitnih uzoraka stereomikroskopom
U cilju utvrĎivanja utjecaja veličine kristalnog zrna na popunjenost gravure i s tim
u vezi na kvalitetu dobivenog otiska na ispitnim uzorcima, najsitniji detalji površinske
geometrije promatrani su stereomikroskopom. Uzorci su odabrani nasumično i to po
dva uzorka od svake veličine kristalnog zrna pri čemu je jedan od njih pretrpio ukupnu
deformaciju 800 μm, a drugi 850 μm, odnosno, direktno u vezi s tim, u slučaju manje
ukupne deformacije bila je potrebna i manja sila oblikovanja, a u slučaju veće ukupne
deformacije i veća sila oblikovanja.
Design-Expert® Software
silaDesign points above predicted valueDesign points below predicted value265
159
X1 = A: ukupna deformacijaX2 = B: velicina zrna
800
812.5
825
837.5
850
39
48.25
57.5
66.75
76
150
180
210
240
270
s
ila
A: ukupna deformacija B: velicina zrna
Design-Expert® Software
silaDesign Points265
159
X1 = A: ukupna deformacijaX2 = B: velicina zrna
800.00 812.50 825.00 837.50 850.00
39.00
48.25
57.50
66.75
76.00sila
A: ukupna deformacija
B:
ve
lic
ina
zrn
a
181.9
197
212.1
227.2
242.3
5 5
5 5

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
79
Najuočljivija razlika u jasnoći otiska vidljiva je na uzorcima veličine zrna 76 μm i
39 μm kod ukupne deformacije 800 μm. U slučaju sitnijeg zrna već sa ovom manjom
ukupnom deformacijom postiţe se potpuno jasan otisak na površini. Uzorci čija je
struktura krupnijeg kristalnog zrna zahtijevaju veću ukupnu deformaciju kako bi se
postigla ista jasnoća otiska.
Potrebno je naglasiti kako je pri ukupnoj deformaciji od 800 μm značajno različita
sila oblikovanja za navedene veličine zrna. U slučaju veličine zrna 39 μm prosječna sila
oblikovanja iznosi pribliţno 175 kN, a u slučaju zrna veličine 76 μm prosječna sila raste
na pribliţno 215 kN. Ovi su podaci vidljivi na grafičkom prikazu na slici 57.
Slika 58 prikazuje površinu analiziranog otkovka dobivenog plitkim gravurnim
kovanjem od Al 99,5 sa označenim dijelom površine (geometrija detalja je najmanjih
dimenzija na cjelokupnoj površini otkovka) na kojem je provedena analiza kvalitete
otiska.
Na slikama 59 i 60 prikazani su snimljeni označeni dijelovi površine sa istaknutim
detaljima koji se na njima uočljivo razlikuju. Radi se o opisanim površinama uzoraka
čije su veličine zrna 39 i 76 μm kod ukupne deformacije 800 μm.
Slika 58. Površina ispitnog uzorka sa označenim detaljem na kojem je provedena analiza
kvalitete otiska.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
80
Slika 59. Površina uzorka od Al 99,5 veličine zrna 76μm kod ukupne deformacije 800μm.
Slika 60. Površina uzorka od Al 99,5 veličine zrna 39μm kod ukupne deformacije 800μm.

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
81
4.3. Zavisnost maksimalnog specifičnog pritiska o stupnju deformacije
rondele kod slobodnog kovanja
Nakon provedenih mjerenja parametara procesa i obrade dobivenih rezultata
izvršena je procjena zavisnosti maksimalnog specifičnog pritiska o stupnju deformacije
obratka. Ova procjena učinjena je mjerenjem deformiranih ispitnih uzoraka. Mjerenjem
dva meĎusobno okomita promjera deformiranih uzoraka odreĎena je prosječna površina
baze deformirane rondele za različite sile deformiranja i za sve tri veličine kristalnog
zrna. Mjerenje je provedeno na svim ispitnim uzorcima koji su ušli u proces obrade
podataka, a iskazane veličine odnose se na aritmetičke sredine dobivenih vrijednosti.
Vrijednosti maksimalnog specifičnog pritiska i logaritamskog stupnja deformacije
izračunati su iz sljedećih izraza:
, N/mm
2 (33)
(34)
Ovdje A, mm2, predstavlja tlačenu površinu baze uzorka, F, N, je sila
oblikovanja, h0, mm, je početna visina uzoraka 2 mm, a h1, mm, je konačna visina
uzorka nakon oblikovanja.
U tablici 20 u Dodatku14
dati su rezultati izračuna maksimalnog specifičnog
pritiska i logaritamskog stupnja deformacije, a dijagram zavisnosti maksimalnog
specifičnog pritiska o logaritamskom stupnju deformacije za sve tri promatrane veličine
kristalnog zrna prikazan je na slici 61.
14
Poglavlje 7. - Dodatak

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
82
Slika 61. Odnos maksimalnog specifičnog pritiska i logaritamskog stupnja deformacije za sve
tri veličine kristalnog zrna.
Svakako je potrebno naglasiti kako porastom kristalnog zrna za isti stupanj
deformacije dolazi do smanjivanja veličine maksimalnog specifičnog pritiska. Ovo
smanjivanje matematička je posljedica smanjivanja sile oblikovanja za istu tendenciju
promjene ukupne deformacije i veličine kristalnog zrna pri slobodnom kovanju Al 99,5.
4.4. Sažimanje rezultata eksperimenta i verifikacija hipoteze
Nakon opseţnog prikaza svih rezultata provedenog eksperimentalnog
istraţivanja potrebno je napraviti kratki saţetak iznesenih podataka kako bi se mogao
donijeti zaključak o njihovom značenju.
Provedena su, eksperimentalna ispitivanja dva procesa kovanja jednakih ispitnih
uzoraka (Al 99,5%, ϕ=20 mm, h0=2 mm, u tri veličine kristalnog zrna: 39, 47 i 76 μm).
Prvo ispitivanje odnosilo se na slobodno kovanje pri čemu je dopušteno slobodno
radijalno tečenje materijala, a drugo ispitivanje odnosilo se na plitko gravurno kovanje
pri čemu je tečenje materijala ograničeno gravurom ukovnja.
Cilj eksperimenata bio je utvrditi meĎudjelovanje sljedećih parametara procesa15
:
- sile oblikovanja,
- veličine kristalnog zrna,
- ukupne deformacije,
- elastičnog povrata materijala, 15
Način i razlog odabira ovih parametara procesa opisani su u 4.1.1. i 4.2.2.
0
100
200
300
400
500
600
700
800
0 0,2 0,4 0,6 0,8 1
Aksija
lno
na
pre
za
nje
, N
/mm
²
Logaritamski stupanj deformacije
Logaritamski stupanj deformacije - maksimalni specifični pritisak
76μm 47μm 39μm

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
83
kako bi se potvrdila hipoteza o plitkom gravurnom kovanju kao procesu
mikrooblikovanja. Pri tome su oba eksperimenta provedena uz dvofaktorski plan
pokusa.
U procesu slobodnog kovanja kao utjecajni faktori odabrani su sila oblikovanja i
veličina kristalnog zrna. Promatrao se njihov utjecaj na ukupnu deformaciju i elastični
povrat. U procesu kovanja u gravuri utjecajni faktori postaju ukupna deformacija i
veličina zrna, a mjeri se njihov utjecaj na silu oblikovanja i elastični povrat. Zamjena
mjesta ulaznih i izlaznih veličina učinjena je zbog različitih mogućnosti mjerenja u ova
dva slučaja. MeĎutim, s obzirom na to da se ţeljelo dobiti meĎuodnos svih veličina u
svakom pojedinačnom slučaju, postaje nevaţno na kojem mjestu (ulazne ili izlazne) se
one nalaze.
Rezultati su pokazali sljedeće:
- Kod procesa slobodnog kovanja porastom veličine zrna za isti iznos sile
oblikovanja dolazi do značajnog smanjenja elastičnog povrata i nešto manje
značajnog porasta ukupne deformacije.
- Kod procesa kovanja u gravuri smanjenjem veličine zrna i smanjenjem ukupne
deformacije dolazi do smanjenja elastičnog povrata i smanjenja sile oblikovanja.
Tendencije rezultata prikazane su u tablici 16, a usporedni 3D grafički prikaz rezultata
na slici 62.
Tablica 15. Pregledni prikaz tendencije ponašanja dobivenih rezultata mjerenja provedenog
eksperimentalnog istraţivanja.
↔ jednako
↑ porast
↓ smanjenje
Sila
oblikovanja
Veličina
zrna
Ukupna
deformacija
Elastični
povrat
Slobodno
kovanje ↔ ↑ ↑
↓
Kovanje u
gravuri ↔ ↑
↓
↑

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
84
(a) (b)
(c) (d)
Slika 62. Usporedni prikaz odzivnih površina mjerenih veličina u ovisnosti o ulaznim
parametrima: a) 3D prikaz utjecaja sile i veličine zrna na ukupnu deformaciju kod
slobodnog kovanja, b) 3D prikaz utjecaja sile i veličine zrna na elastični povrat kod
slobodnog kovanja, c) 3D prikaz utjecaja veličine zrna i ukupne deformacije na
elastični povrat kod plitkog gravurnog kovanja, d) 3D prikaz utjecaja veličine zrna i
ukupne deformacije na silu oblikovanja kod plitkog gravurnog kovanja.
Verifikacija rezultata eksperimenta provedena je statističkom analizom pomoću
programskog paketa Design-Expert.
U slučaju kovanja u gravuri potvrĎena je ispravnost modela za obje mjerene
veličine, odabrani utjecajni faktori pokazali su se signifikantnima, a regresijskom
analizom dobivene su i jednadţbe odzivnih površina za obje izlazne veličine. Provjerom
dobivene jednadţbe sa rezultatima eksperimenta nailazi se na maksimalno odstupanje
pojedinih točaka eksperimenta od izračunate odzivne površine za pribliţno 15%.
U slučaju slobodnog kovanja, kako je vidljivo u analizi provedenog eksperimenta,
izlazna veličina ukupnog pomaka slijedi odreĎeno ponašanje samo do veličine sile
oblikovanja od 250 kN. Nakon te točke dolazi do meĎusobnog kriţanja izlaznih krivulja
za pojedine veličine kristalnog zrna. Zbog ovakvih rezultata, u statističkoj analizi, bilo
je potrebno provesti logaritamsku transformaciju dobivenih podataka čime se dobila
jasnija slika utjecaja faktora. Za elastični povrat kao izlaznu veličinu rezultati su jasno
pokazali signifikantnost odabranih utjecajnih faktora bez potrebe provoĎenja
transformacije dobivenih podataka. TakoĎer, i u ovom slučaju, regresijskom analizom
dobivene su jednadţbe odzivnih površina. Jednadţba za elastični povrat vrlo dobro
Design-Expert® SoftwareOriginal ScaleUkupna deformacija
Design points above predicted valueDesign points below predicted value1200
229
X1 = A: SilaX2 = B: Velicina zrna
50
137.5
225
312.5
400
39
48.25
57.5
66.75
76
220
465
710
955
1200
U
ku
pn
a d
efo
rm
ac
ija
A: Sila B: Velicina zrna
Design-Expert® Software
Elasticni povratDesign points above predicted valueDesign points below predicted value200
27
X1 = A: SilaX2 = B: Velicina zrna
50.00
137.50
225.00
312.50
400.00
39.00
48.25
57.50
66.75
76.00
20
65
110
155
200
E
las
tic
ni
po
vra
t
A: Sila B: Velicina zrna
Design-Expert® Software
elasticni povratDesign points above predicted valueDesign points below predicted value130
77
X1 = A: ukupna deformacijaX2 = B: velicina zrna
800
812.5
825
837.5
850
39
48.25
57.5
66.75
76
77
90.25
103.5
116.75
130
e
las
tic
ni
po
vra
t
A: ukupna deformacija B: velicina zrna
Design-Expert® Software
silaDesign points above predicted valueDesign points below predicted value265
159
X1 = A: ukupna deformacijaX2 = B: velicina zrna
800
812.5
825
837.5
850
39
48.25
57.5
66.75
76
150
180
210
240
270
s
ila
A: ukupna deformacija B: velicina zrna

PLAN POKUSA I TEHNIKE PROVEDBE EKSPERIMENTA
85
odgovara eksperimentalnim rezultatima, dok jednadţba za ukupni pomak pokazuje
odstupanja do 18% u pojedinim točkama.
Naknadnim mjerenjem deformiranih uzoraka i izračunom potrebnih veličina
pokazano je smanjenje maksimalnog specifičnog pritiska za isti logaritamski stupanj
deformacije u slučaju većeg kristalnog zrna.
Ovakvi rezultati potvrdili su hipotezu koja kaže da se u procesima
mikrooblikovanja promatrane veličine ponašaju oprečno s obzirom na mogućnost
slobodnog tečenja materijala16
.
Nadalje, površina dobivenih kovanica promatrana je stereomikroskopom. Uočeno
je bolje popunjavanje gravure čak i pri manjoj sili za sitniju kristalnu strukturu.
Nakon razmatanja dobivenih rezultata moguće je, dakle, dati sljedeće preporuke
kako bi se smanjila mogućnost pojave problema uzrokovanih mikrostrukturom kod
plitkog gravurnog kovanja:
- U slučaju slobodnog tečenja materijala, ili vrlo malog ograničavanja tečenja, te
ukoliko se radi o gravuri čija je geometrija oblika većih dimenzija, povoljnijom
se pokazuje krupnozrnata struktura.
- U slučaju kovanja u gravuri, naročito ako gravura posjeduje geometriju oblika
vrlo malih dimenzija, svakako se preporučuje što sitnija mikrostruktura.
16
Odlomci 1.3. i 3.2.

86
5. RAČUNALNA SIMULACIJA
5.1. Definiranje modela
Treći dio istraţivanja odnosi se na analizu problema promjene kontaktnog trenja
promjenom veličine kristalnog zrna. Ova pojava karakterizira sve procese
mikrooblikovanja. Kontaktno trenje analizirat će se numeričkom simulacijom
korištenjem metode konačnih elemenata.
Cilj ovog dijela istraţivanja jest prikaz ovisnosti promjene trenja obzirom na
promjenu veličine zrna kod slobodnog kovanja. Iako bi bilo vrlo interesantno provesti
jednako istraţivanje za proces kovanja u ukovnju, u ovom slučaju to nije bilo moguće.
Naime, da bi se simulacija procesa mogla točno izvesti potrebno je načiniti
trodimenzionalno snimanje površine gravure ukovnja te takvu snimljenu površinu
pretvoriti u odgovarajući format zapisa. No, zbog detalja na gravuri ukovnja koji su vrlo
malih dimenzija, nije moguće dobiti dovoljno dobru trodimenzionalnu sliku površine, a
okrnjena površina ne bi dala relevantne rezultate.
Simulacija slobodnog kovanja izvedena je u programskom paketu MSC Marc
Mentat. Pri tom je izraĎen osnosimetrični 2D model konvertiran u mreţu konačnih
elemenata. Materijal je definiran kao izotropni elastoplastični. Konstante u elastičnom
području za Al 99,5 iznose: Youngov modul elastičnosti E = 69000 N/mm2, Poissonov
faktor υ = 0,33.
Izotropna plastičnost modelirana je unošenjem eksperimentalno dobivenih
rezultata maksimalnog specifičnog pritiska u zavisnosti o logaritamskom stupnju
deformacije za sve tri promatrane veličine kristalnog zrna.
Trenje je definirano modificiranim Coulombovim bilinearnim modelom.
Coulombov model dan je izrazom:
, N (35)
Gdje je ft , N tangencijalna sila – sila trenja u pojedinom čvoru, μ je faktor trenja, fn , N
je normalna sila u čvoru i t je tangencijalni jedinični vektor u smjeru relativne brzine
gibanja.

RAČUNALNA SIMULACIJA
87
Modifikacija se sastoji u tome da za velike iznose normalne sile fn
eksperimentalno utvrĎeni odnos sile trenja i normalne sile ne prati Coulombov model
dan prethodnim izrazom kako to prikazuje slika 63 a. Zbog toga se postavlja
pretpostavka da je sila trenja u pojedinom čvoru proporcionalna naprezanju trenja u tom
istom čvoru i koristeći pojam graničnog naprezanja pri odreĎivanju trenja postavlja se
ovisnost naprezanja trenja o normalnom naprezanju kako to shematski pokazuje slika 63
b [29].
Slika 63. Modifikacija Coulombovog modela trenja: (a) Coulombov model i eksperimentalno
utvrđena ovisnost trenja o normalnoj sili, (b) shematski prikaz modificiranog modela
koji se koristi u numeričkoj simulaciji [29].
Bilinearnost modela odnosi se na ovisnost trenja o pomaku čvora. Ta ovisnost u
slučaju da je δ = 0 (nema pomaka čvora) skokovito mijenja iznos sile trenja uzrokujući
numeričku nestabilnost, pa je potrebno linearizacijom i , odnosno bilinearnom
modifikacijom δ ≠ 0, riješiti navedeni problem – slika 64.
ft
μ
Eksperimentalno utvrđeni odnos
Linearni Coulombov model
fn fn
ft
Granično naprezanje
(a) (b)

RAČUNALNA SIMULACIJA
88
Slika 64. Bilinearni Coulombov model trenja, ft – sila trenja, ΔUt – ukupni pomak čvora [29].
Zbog jednostavnosti i širokog dijapazona primjene u modeliranju
osnosimetričnih postupaka oblikovanja [49, 50], korišten je bilinearni konačni element s
četiri čvora. U korištenom programskom paketu element je označen brojem 10. Pri
modeliranju kontakta kod slobodnog kovanja dolazi do izraţaja svojstvo stabilnosti
odabranog linearnog elementa17. Sa slici 65 prikazan je korišteni element u kojem se
prema zahtjevima programa čvorovi numeriraju u pozitivnom smjeru. Ovakav element
opterećen je ravnomjernim pritiskom na stranicu 3-4.
Slika 65. Bilinearni konačni element s četiri čvora, element broj 10. [50]
17
Iako postoji mogudnost korištenja, elementi višeg reda nisu korišteni, bududi kod modeliranja vedih stupnjeva deformacije induciraju probleme sa konvergencijom, osobito ako u simulaciji postoji kontakt s trenjem kao u problemu slobodnog kovanja.
H
B
J
δ δ
μfn
ft
ΔUt

RAČUNALNA SIMULACIJA
89
Model je izraĎen od 2000 (20 elemenata u smjeru osi x te 100 elemenata u
smjeru osi y) konačnih 2D elemenata tipa 10 te uspješno modelira slobodno kovanje do
logaritamskog stupnja deformacije υ = 0,6.
Slika 66.a prikazuje nedeformiranu mreţu konačnih elemenata osnosimetričnog
modela slobodnog kovanja. Slika 66.b prikazuje deformiranu mreţu na cjelokupnoj
modeliranoj geometriji, a slika 66.c prikazuje detalj deformirane mreţe sa najvećom
distorzijom.
a)

RAČUNALNA SIMULACIJA
90
b)
c)
Slika 66. 2D osnosimetrični model slobodnog kovanja sa mrežom konačnih elemenata tipa 10:
a) Nedeformirani model, b) Deformirani model kod najvećeg stupnja deformacije, c)
Povećani detalj najveće distorzije mreže konačnih elemenata na deformiranom
modelu kod najvećeg stupnja deformacije.

RAČUNALNA SIMULACIJA
91
5.2. Algoritam odreĎivanja veličine faktora trenja
Poznatim konstantama kojima se definiraju svojstva materijala u elastičnom
području, poznatom geometrijom osnosimetričnog 2D modela, eksperimentalno
odreĎenim krivuljama tečenja (kojima se definira ponašanje materijala u plastičnom
području i koje su različite kod uzoraka različite veličine kristalnog zrna), definiranim
rubnim uvjetima i uvjetima kontakta alata i obratka te načinom gibanja alata, odreĎen je
početak algoritma odreĎivanja faktora trenja za oblikovanja uzoraka različite veličine
kristalnog zrna. TakoĎer su poznate i eksperimentalno utvrĎene izlazne veličine (iznos
sile oblikovanja) koje nastojimo postići računalnom simulacijom te tako dobiti ispravan
numerički model procesa kovanja.
Kao ulazna veličina, u već definirani model, uzima se faktor trenja čija se početna
vrijednost pretpostavlja. Algoritam je definiran tako da se kao početna veličina faktora
trenja uzima ona maksimalno pretpostavljena.
Numeričkom simulacijom procesa izračunavaju se izlazne veličine – sila
oblikovanja koja se provjerava usporeĎivanjem s eksperimentalno dobivenom silom.
Ako veličina izračunate sile ne odgovara veličini eksperimentalno dobivene, faktor
trenja u modelu smanjuje se za 0,005 i vrši se ponovljena simulacija procesa. Postupak
se ponavlja sve dok se provjerom ne ustanovi podudaranje izračunate sile sa
eksperimentalnom u rasponu od ±10%. U tom slučaju faktor trenja se smatra ispravnim
i uzima kao izlazna veličina.
Na slici 66 grafički je prikazan opisani algoritam odreĎivanja faktora trenja kod
slobodnog kovanja ispitnih uzoraka različite veličine kristalnog zrna.

RAČUNALNA SIMULACIJA
92
Slika 67. Algoritam određivanja veličine faktora trenja kod slobodnog kovanja uzoraka
različite veličine kristalnog zrna.
μ=0,1
Simulacija procesa oblikovanja
Fizračunato=Feksperimentalno Ne
Da
μ1=μ-0,005
Model: geometrija, mreža konačnih elemenata, rubni uvjeti, krivulja tečenja za veličinu zrna, gibanje alata.
μ - ispravan
Numerička simulacija odgovara eksperimentu

RAČUNALNA SIMULACIJA
93
5.3. Rezultati računalne simulacije
Prema opisanom algoritmu izvršena je simulacija oblikovanja na 2D
osnosimetričnom modelu. Postignute su maksimalne sile oblikovanja koje spadaju u
predviĎeni interval slaganja s eksperimentalnim vrijednostima od ±10%.
Maskimalne sile oblikovanja za obratke različite veličine kristalnog zrna
odgovaraju i različitim ulaznim vrijednostima faktora trenja. Usporedni prikaz
eksperimentalno dobivenih sila oblikovanja, sila oblikovanja dobivenih numeričkom
simulacijom i pripadajućih faktora trenja za svaku od veličina kristalnog zrna dan je u
tablici 17.
Tablica 16. Tablica faktora trenja dobivenih numeričkom simulacijom.
Veličina zrna,
μm
Eksperimentalno dobivena
sila, kN
Sila dobivena
simulacijom, kN
Faktor
trenja
39 275 293 0,050
47 225 244 0,040
76 155 167 0,025
Usporedni prikaz tokova sila u vremenu (eksperimentalne i dobivene
simulacijom) za sve tri veličine zrna prikazan je na slici 67. Potrebno je napomenuti da
su eksperimentalni podaci preračunati iz podataka o zavisnosti sile o ukupnoj
deformaciji prema konstantnoj brzini alata 0,012 mm/s. Podaci dobiveni numeričkom
simulacijom prema postavkama korištenog programa iskazani su u vremenu budući da
se kretanje alata, u definiranju problema, prema zahtjevima korištenog softvera zadaje u
vremenu.

RAČUNALNA SIMULACIJA
94
Slika 68. Eksperimentalni i numerički dijagrami porasta sile oblikovanja tijekom procesa
slobodnog kovanja (izražen u vremenu s brzinom alata 0,012 mm/s).
Iz prikazanih rezultata očito je da veličina faktora trenja opada porastom
kristalnog zrna.
Iskazano jednadţbom, veličina faktora trenja mogla bi se opisati kao:
(36)
Pri čemu je veličina sile F, N oblikovanja uzeta iz podataka dobivenih
numeričkom simulacijom, a ϕz, µm je eksperimentalno dobiveni prosječni promjer
kristalnog zrna.
5.3.1. Prikaz naprezanja i sile oblikovanja dobivenih numeričkom simulacijom
Na slikama 69-74 prikazani su raspored ekvivalentnog Von Misesovog
naprezanja u obratcima na kraju oblikovanja i računalno dobiveni tok sile u vremenu za
sve tri veličine kristalnog zrna. Vidljivo je nešto veće maksimalno naprezanje u
materijalu obratka u slučaju sitnijeg zrna te veće sile oblikovanja takoĎer u slučaju
većeg zrna kako je već naprijed opisano.
Zamjetan je matematički skok u iznosu sile u 46. inkrementu. U tom se
inkrementu, naime, javlja matematička nestabilnost u dva čvora (1853 i 1863)18
koji se
nalaze simetrično na rubovima područja sa najvećim i najmanjim naprezanjem pa se,
zbog matrice naprezanja koja u njima nije pozitivno definitna u prvoj iteraciji,
konvergencija postiţe u trećoj iteraciji.
18
Čvorovi su označeni na prikazanim slikama maksimalnih naprezanja, slike 69, 71, 73.
0
50000
100000
150000
200000
250000
300000
0 1 2 3 4 5 6
sila
, N
vrijeme, s
Porast sile u vremenu, usporedba eksperimentalnih i numeričkih podataka
39 μm - simulacija 47 μm simulacija 76 μm simulacija
39 μm eksperiment 47 μm eksperiment 76 μm eksperiment

RAČUNALNA SIMULACIJA
95
Slika 69. Raspored maksimalnih naprezanja u obratku, veličina zrna 76 μm, trenje 0,025,
maksimalna sila 167 kN.
Slika 70. Tok sile u vremenu, veličina zrna 76 μm, trenje 0,025, maksimalna sila 167 kN

RAČUNALNA SIMULACIJA
96
Slika 71. Raspored maksimalnih naprezanja u obratku, veličina zrna 47 μm, trenje 0,04,
maksimalna sila 244 kN.
Slika 72. Tok sile u vremenu, veličina zrna 47 μm, trenje 0,04, maksimalna sila 244 kN.

RAČUNALNA SIMULACIJA
97
Slika 73. Raspored maksimalnih naprezanja u obratku, veličina zrna 39 μm, trenje 0,05,
maksimalna sila 293 kN.
Slika 74. Tok sile u vremenu, veličina zrna 39 μm, trenje 0,05, maksimalna sila 293 kN.

RAČUNALNA SIMULACIJA
98
5.4. Analiza razlike u veličini faktora trenja
Za objašnjavanje trenja u području oblikovanja metala deformiranjem koristi se
tzv. Bowden-Taborov model trenja koji daje uvid u prirodu trenja i varijacije veličine
trenja u zavisnosti od stanja površine i primijenjenih maziva. Bit je ovog modela kako je
prikazano na slici 75 da su dva tijela, koja su u meĎusobnom dodiru, u kontaktu samo
na nekim mjestima, odnosno tamo gdje se ispupčenje alata dodiruje s ispupčenjem
obraĎivanog materijala. Sile koje se javljaju u oblikovanju deformiranjem uglavnom su
vrlo velike, a jednako tako i specifični pritisci. Kod hladne plastične deformacije ovi su
pritisci redovito 2000-2500 MPa, a on se raspodjeljuje na samo neke stohastički
prisutne kontakte ispupčenja. Time su ustvari lokalni pritisci vrlo veliki uslijed čega
dolazi do mikrozavarivanja čestica alata i obraĎivanog materijala. Ovo se zavarivanje
dogaĎa u hladnom stanju ako je riječ o deformiranju u hladnom stanju, odnosno u
toplom ako se postupak deformiranja odvija kod povišenih temperatura. Da bi se
ostvarilo tečenje materijala, neophodno je da izmeĎu ovog frikcionog para postoji
relativno gibanje, što znači da se mjesta zavara moraju raskinuti. Na taj se način prema
Bowden-Taboru sila trenja tumači kao suma svih smičnih sila potrebnih za prekidanje
mjesta kontakta.
Slika 75. Model trenja u oblikovanju metala deformiranjem prema Bowden-Taboru [18].
U skladu s prikazanim modelom trenja moguće je dati i tumačenje porasta
faktora trenja smanjenjem veličine kristalnog zrna obratka. Budući da nakon toplinske
obrade ispitnih uzoraka nije izvršena nikakva daljnja obrada površine moguće je
pretpostaviti da ukoliko je zrno sitnije teoretski postoji veći broj sitnijih izbočina na
F
alat
obradak mjesta zavara
zone očvršdenja

RAČUNALNA SIMULACIJA
99
površini materijala. Na taj se način povećava i broj mikrozavara tijekom oblikovanja
deformiranjem, a uslijed toga potrebna je i veća suma smičnih sila za prekidanje ovih
mjesta kontakta.

100
6. ZAKLJUČAK I PREPORUKE ZA
DALJNJA ISTRAŽIVANJA
Kroz provedeno eksperimentalno istraţivanje jasno je pokazano kako plitko
gravurno kovanje nedvosmisleno pripada u skupinu procesa mikrooblikovanja. Kako bi
se to dokazalo izvršeni su sljedeći koraci i dobiveni sljedeći rezultati:
- Identični ispitni uzorci oblikovani su deformiranjem na dva načina – slobodnim
kovanjem i kovanjem u gravuri (plitkim gravurnim kovanjem). Procesom
slobodnog kovanja omogućeno je slobodno radijalno tečenje materijala, dok je
prilikom kovanja u gravuri tečenje materijala djelomice ograničeno.
- Prije početka provoĎenja eksperimenta ispitni uzorci toplinski su obraĎeni i
postignuta je jednolična mikrostruktura sa tri različite veličine kristalnog zrna.
- U procesu oblikovanja slobodnim kovanjem promatrane su promjene veličina
ukupne deformacije i elastičnog povrata materijala pri promjeni sile oblikovanja
i veličinu kristalnog zrna ispitnih uzoraka. Obrada dobivenih podataka pokazala
je signifikantan utjecaj i sile oblikovanja i veličine kristalnog zrna na ukupnu
deformaciju i elastični povrati to na sljedeći način: u slučaju krupnijeg kristalnog
zrna, a pri istom iznosu sile deformiranja ukupna deformacija materijala obratka
je veća, a iznos elastičnog povrata po prestanku djelovanja sile oblikovanja je
manji.
- U procesu plitkog gravurnog kovanja promatrane veličine su sila oblikovanja i
elastični povrat, dok su ulazni parametri bili veličina kristalnog zrna i ukupna
deformacija. Za dva iznosa ukupne deformacije u kombinaciji s tri veličine
kristalnog zrna mjereni su iznosi elastičnog povrata i sile oblikovanja. Obrada
rezultata pokazala je takoĎer signifikantan utjecaj veličine zrna i ukupne
deformacije na elastični povrat i silu oblikovanja, ali suprotno ponašanje
materijala od onog kod slobodnog kovanja. Porastom kristalnog zrna za istu silu
oblikovanja veličina ukupne deformacije pada, a veličina elastičnog povrata
raste.

ZAKLJUČAK I PREPORUKE ZA DALJNJA ISTRAŽIVANJA
101
- U oba slučaja provedenog eksperimentalnog istraţivanja obradom podataka –
regresijskom analizom dobivene su jednadţbe površina koje jednoznačno
definiraju meĎusobne odnose parametara procesa (jednadţbe 28, 29, 31, 32), i
vrlo dobro odgovaraju eksperimentalnim podacima.
- Obzirom na postavljenu hipotezu o pripadnosti plitkog gravurnog kovanja u
skupinu procesa mikrooblikovanja, ovakvi rezultati bili su i očekivani budući da
odgovaraju ponašanju materijala u procesima mikrooblikovanja. Svi procesi
mikrooblikovanja, naime, pokazuju oprečno ponašanje meĎusobno zavisnih
veličina (ukupna deformacija, elastični povrat, sila oblikovanja, veličina
kristalnog zrna) u slučajevima slobodnog tečenja materijala obratka nasuprot
slučajevima ograničavanja njegovog tečenja.
- Nadalje, promatranjem kvalitete popunjavanja gravure ukovnja, kod procesa
kovanja u gravuri, uočeno je bolje popunjavanje gravure za manje ukupne
deformacije kod obradaka manje veličine kristalnog zrna.
U skladu s dobivenim rezultatima provedenog istraţivanja moguće je dati
preporuke za reguliranje ulaznih parametara u procesima plitkog gravurnog kovanja
kako bi se izbjegli neki tipični problemi koji se tijekom ovog procesa javljaju (slabo
popunjavanje gravure ukovnja, veliki elastični povrat materijala). U slučaju slobodnog
tečenja materijala, ili vrlo malog ograničavanja tečenja, te ukoliko se radi o gravuri čija
je geometrija oblika većih dimenzija, povoljnijom se pokazuje krupnozrnata struktura.
U prilog ovoj preporuci ide i provedena numerička simulacija slobodnog kovanja koja
ukazuje na povećani iznos faktora trenja u slučaju sitnijeg kristalnog zrna. U slučaju
kovanja u gravuri, naročito ako gravura posjeduje geometriju oblika vrlo malih
dimenzija, svakako se preporučuje što sitnija mikrostruktura.
Rekapitulacija znanstvenog doprinosa:
Plitko gravurno kovanje u radu je prikazano kao poseban slučaj mikrooblikovanja.
Dobiveni rezultati donose analizu odnosa sile, ukupne deformacije i elastičnog
povrata materijala za različite veličine kristalnog zrna prilikom slobodnog kovanja i
kovanja u ukovnjima. Odnosi ovih veličina definirani su jednadţbama koje jednoznačno
opisuju njihove meĎuodnose.
Analizom kvalitete popunjavanja gravure ukovnja te uzimajući u obzir ponašanje
promatranih veličina (ukupna deformacija, elastični povrat, sila oblikovanja, veličina
kristalnog zrna) u uvjetima slobodnog i djelomično ograničenog tečenja materijala, dane

ZAKLJUČAK I PREPORUKE ZA DALJNJA ISTRAŽIVANJA
102
su smjernice o veličini kristalnog zrna materijala obratka koji će za specifičnu
kombinaciju geometrije ukovnja imati zadovoljavajuća svojstva za postizanje
optimalnih parametara procesa i zadovoljavajuću kvalitetu površine otkovka.
Numeričkom simulacijom dobivena je teorijska ovisnost promjene veličine
kontaktnog trenja obzirom na promjenu veličine kristalnog zrna kod slobodnog kovanja
za specifični promatrani slučaj korištenjem dobivenih eksperimentalnih rezultata.
Preporuke za daljnja istraţivanja odnose se na testiranje koeficijenata izlaznih
jednadţbi dobivenih regresijskom analizom, koje opisuju meĎuodnose ulaznih i izlaznih
parametara, na jednakim procesima oblikovanja, ali za različite materijale. Otvara se
pitanje postojanja mogućih meĎuodnosa ovih koeficijenata, odnosno postojanja
odreĎene zakonitosti ponašanja različitih materijala u istim uvjetima.
Računalna simulacija trebala bi ići u smjeru potvrde podataka o promjeni faktora
trenja s obzirom na veličinu kristalnog zrna na 3D modelima kovanja u gravuri gdje bi
se površina ukovnja dobila trodimenzionalnim snimanjem površine kovanice. U ovom
slučaju to nije bilo moguće zbog izrazito sitne geometrije kojom je površina kovanica
definirana.

103
7. DODATAK
Tablica 17. Sila oblikovanja za različite ukupne pomake alata i različite veličine
kristalnog zrna.
Sila oblikovanja za različite veličine zrna, kN
Ukupni pomak alata, µm 39µm 47µm 76µm
800
160,9914 173,5272 209,0453
167,2593 173,5272 206,9560
158,9021 186,0630 221,5811
181,8844 192,3309 215,3132
165,1700 183,9737 227,8490
850
219,4918 211,1346 265,4564
215,3132 225,7597 248,7420
240,3848 225,7597 252,9206
238,2955 242,4741 255,0099
229,9383 236,2062 265,4564

DODATAK
104
Tablica 18. Elastični povrat materijala za različite veličine kristalnog zrna i različite
ukupne deformacije (ukupne pomake alata).
Elastični povrat za različite veličine zrna, µm
Ukupna deformacija, µm 39mikrom 47mikrom 76mikrom
800
81 92 102
84 88 112
88 95 108
90 95 117
90 98 112
850
108 110 128
95 106 125
101 105 122
109 109 126
99 107 130
Tablica 19. Rezultati izračuna maksimalnog specifičnog pritiska i logaritamskog stupnja
deformacije.
Veličina zrna, μm , mm2
F, kN p, N/mm2 υ
39
333,1 50 150,1 0,12
439,1 100 227,7 0,42
486,7 200 410,9 0,56
524,5 300 571,9 0,65
591,1 400 676,8 0,81
47
336,5 50 148,6 0,10
400,9 100 249,4 0,33
464,3 200 430,8 0,49
529,8 300 586,4 0,64
555,0 400 720,7 0,76
76
349,5 50 143,1 0,16
429,5 100 222,3 0,37
545,8 200 366,4 0,61
550,2 300 540,0 0,63
582,9 400 614,2 0,73

105
8. LITERATURA
[1] H. Ike, M. Plančak, Coining process as a means of controlling surface
microgeometry, Journal of Materials Processing Technology 80-81 (1998), 101-
107.
[2] N. Bay, T. Wanheim, Real area of contact between a rough tool and a smooth
workpiece at high normal pressures, Wear, 38 (2), 1976, 201-209.
[3] N. Bay, T. Wanheim, Real area of contact and friction stress at high pressure sliding
contact, Wear, Vol. 38-2 , 1976, 225-234.
[4] M.P.F. Sutcliffe, (1988) Surface asperity deformation in metal forming processes
International Journal of Mechanical Sciences, 30 (11). pp. 847-868. ISSN 0020-
7403.
[5] A. Makinouchi, H. Ike, M. Murakawa, N. Koga, A finite element analysis of
flattening of surface asperities by perfectly lubricated rigid dies in metal working
processes, Wear, 128 (2), 1988,109-122
[6] H. Ike, Surface deformation vs. bulk plastic deformation – a key for microscopic
control of surfaces in metal forming, Journal of Materials Processing Technology
138 (2003), 250-255.
[7] A. Forcelese, L. Fratini, F. Gabrielli, F. Micari, The evaluation of springback in 3D
stamping and coining processes, Journal of Materials Processing Technology 80–81
(1998), 108–112.
[8] B.Y. Jun, S.M. Kang, M.C. Lee, R.H. Park, M.S. Joun, Prediction of geometric
dimensions for cold forgings using the finite element method, Journal of Materials
Processing Technology 189, 2007, 459-465.
[9] M. Geiger, A. Melner, U. Engel, Production of Microparts – Size Effects in Bulk
Metal Forming, Similarity Theory, Production Engineering 4 (1997) 1, 55-58.
[10] S.K. Byun, B.W. Huh, B.S. Kang, Finite-element analysis and design in the
combined precision forming of bending and coining with experimental
measurement, Journal of Materials Processing Technology 94 (1999), 167-174.
[11] C.J. Wang, D.B. Shan, J. Zhou, B. Guo, L.N. Sun, Size effects of the cavity
dimension on the microforming ability during coining process, Journal of
Materials Processing Technology 187-188 (2007) 256-259.
[12] M. Geiger, M. Kleiner, R. Eckstein, N. Tiesler, U. Engel, Microforming, CIRP
Annals - Manufacturing Technology, 50 (2), 2001, 445-462.

LITERATURA
106
[13] F. Volertsen, Z. Hu, H. Schulze Niehoff, C. Thieler, State of the art in micro
formng and investigations into micro deep drawing, Journal of Materials
Processing Technology 151, 2004, 70-79.
[14] K.F. Zhang, L. Kun, Classification of size effects, similarity evaluating method in
micro forming, Journal of Materials Processing Technology, 2008, doi:
10.1016/j.jmatprotec.2008.11.018.
[15] Y.C. Chang, Z.M. Hu, B.S. Kang, T.A. Dean, A study of cold ironing as a post-
process for net-shape manufacture, International Journal of Machine Tools &
Manufacture, 42, 2002, 945-952.
[16] H.W. Jeong, S. Hata, A. Shimokohbe, Microforming of Three-Dimensional
Microstructures from Thin-Film Metallic Glass, Journal of
Microelectromechanical Systems, Vol. 12, No. 1, Feb. 2003, 42-52.
[17] T. Meinders, I.A. Burchitz, M.H.A. Bonte, R.A. Lingbeek, Numerical product
design: Springback prediction, compensation and optimisation, International
Journal of Machne Tools & Manufacture 48, 2008, 499-514.
[18] M. Math, Uvod u tehnologiju oblikovanja deformiranjem, FSB, Zagreb, 1999.
[19] B. Devedţić, Osnovi teorije plastičnog deformisanja, Mašinski fakultet,
Kragujevac, 1975.
[20] A. Povrzanović, Odabrana poglavlja obrade metala deformiranjem, FSB, Zagreb,
1996.
[21] U. Engel, R. Eckstein, Microforming - from basic research to its realization,
Journal of Materials Processing Technology 125-126, 2002, 35-44.
[22] H. Justinger, G. Hirt, Estimation of grain size and grain orientation influence in
microforming processes by Taylor factor considerations, Journal of Materials
Processing Technology 209 (2009), 2111-2121.
[23] T. Altan, Predicting springback and air bending, straight flanging, Stamping
Journal, October 9, 2003.
[24] L.V. Raulea, A.M. Goijaerts, L.E. Govaert, F.P.T. Baaijens, Size effects in the
processing of thin metal sheets, Journal of Materials Processing Technology 115
(2001), 44-48.
[25] B. Devedţić, Obrada metala deformisanjem, Naučna knjiga, Beograd, 1984.
[26] I. Šošić, Primijenjena statistika, Školska knjiga, Zagreb, 2006.
[27] D. Krumes, Toplinska obradba, SFSB, Slavonski Brod, 2000.
[28] J.R. Davis & Associates, Aluminium and Alminium Alloys, ASM International
Handbook Comitee, Published by ASM International, 1993.
[29] Grupa autora, “MSC.Marc: User´s Guide,” 2005.

LITERATURA
107
[30] S. Hadţivuković, Planiranje eksperimenata, Privredni pregled, Beograd, 1977.
[31] Grupa autora, “MSC.Marc Volume E: Demonstration problems,” 2005.
[32] B.O. Oyerkanmi, T.A. Hughes, A.N. Bramley, A Microstructural Evaluation
Technique for Determination Studies in Metal Forming Processes, Jurnal of
Materials Processing Technology, 21, 1990, 75-89.
[33] J. Cao, N. Krishan, Z. Wang, H. Lu, W.K. Liu, A. Swanson, Microforming:
Experimantal Investigation of the Extrusion Process for Micropins and its
Numerical Simulation Using RKEM, Transactions of ASME, Vol.126, November
2004, 642-652.
[34] K. Bond, Microforming Processes - Fundamental Studies and Developments,
Northwestern University, Evanson, 2008.
[35] M.G. Lee, J.H. Kim, K. Chung, S.J. Kim, R.H. Wagoner, H.Y. Kim, Analytical
sprngback model for lightweight hexagonal close-packed sheet metal,
International Journal of Plasticity, 2008, doi: 10.1016/j.ijplas.2008.04.005.
[36] X. Lu, R. Balendra, Finite element simulation for die-cavity compensation, Journal
of Materials Processing Technology, 115, 2001, 227-232.
[37] S. Yoshida, S. Ando, Crystal structure and microwavw permeability of very thin
Fe-Si-al flakes produced by microforging, Journal of Applied Physics, Vol. 93,
No. 10, May 2003, 6659-6661.
[38] S. E. Rusinoff, Forging and forming metals, American Technical Society, Chicago,
1952.
[39] W.D. Carden, L.M. Geng, D.K. Matlock, R.H. Wagoner, Measurement of
springback, International Journal of Mechanical Sciences 44 (2002), 79-101.
[40] K.P. Li, W.P Carden, R.H. Wagoner, Simulation of springback, International
Journal of Mechanical Sciences 44 (2002), 103-122.
[41] T. Matsuoka, K. Sakaguchi, T. Mukai, M. Matsuyama, R. Yoshioka, Effects of the
Grain Size on Friction and Wear Properties of ZK60 Magnesium Alloy, Journal of
the Society of Metals Science 51 (2000), 1154-1159.
[42] T. El-Raghy, P- Blau, M.W. Barsoum, Effect of grain size on friction and wear
behavior of Ti3SiC2, Wear 238 (2000), 125-130.
[43] T. A. Kals, R. Eckstein, Miniaturization in sheet metal working, Journal of
Materials Processing Technology, 103 (1), 2000, 95-101.
[43] A. Povrzanović, Uvjet tečenja, FSB, Zagreb, 1994.
[44] T. Filetin, F. Kovačiček, J. Indof, Svojstva i primjena materijala, FSB, Zagreb,
2002.
[45] V. Ivušić, Tribologija, FSB, Zagreb, 1998.

LITERATURA
108
[46] C. Chatfield, Statistics for technology, Penguin Books, Baltimore, 1970.
[47] Design-Expert 6 User׳s Guide, Stat-Ease Inc., Minneapolis, 2008.
[48] B. Petz, Osnovne statističke metode za nematematičare, SNL, Zagreb, 1985.
[49] Grupa autora, “MSC.Marc Volume A: Theory and User Information,” 2005.
[50] Grupa autora, “MSC.Marc Volume B: Element Library,” 2005.

109
ŽIVOTOPIS
Zdenka Keran roĎena je 13. lipnja 1977. godine u Zagrebu gdje je završila osnovnu
školu i V gimnaziju. Fakultet strojarstva i brodogradnje Sveučilišta u Zagrebu upisuje
1995. godine. Diplomirala je 18. svibnja 2000. godine završivši program Proizvodnog
smjera sveučilišnog dodiplomskog studija. Za uspjeh tijekom studija nagraĎena je
Medaljom Fakulteta strojarstva i brodogradnje. Od listopada 2000. godine zaposlena je
na Katedri za oblikovanje deformiranjem Fakulteta strojarstva i brodogradnje
Sveučilišta u Zagrebu kao znanstveni novak i asistent. Istovremeno pohaĎa
poslijediplomski studij na Fakultetu strojarstva i brodogradnje, smjer Strojarske
tehnologije. Od svibnja 2003. godine voditelj je Laboratorija za oblikovanje
deformiranjem. Angaţirana je u izvoĎenju nastave iz 15 kolegija te u istraţivanju u
okviru znanstvenog projekta CAM tehnologije i modeliranje u oblikovanju
deformiranjem i mikrooblikovanju čiji je voditelj prof. dr. sc. Miljenko Math. Autorica
je i koautorica 19 radova u znanstvenim časopisima te meĎunarodnim i domaćim
znanstvenim skupovima. Govori i sluţi se engleskim jezikom. Udata je i majka dvoje
djece.

110
BIOGRAPHY
Zdenka Keran was born on June 13th
1977 in Zagreb where she attended the elementary
school, followed by „V gymnasium“. She enrolled the Faculty of Mechanical
Engineering and Naval Architecture, University of Zagreb in 1995. She graduated on
May 18th
2000 after she had comleted the programme of Production engineering. For
the outstanding academic achievement she was rewarded with medal of Faculty of
Mechanical Engineering and Naval Architecture. Since October 2000 she has been
working as a junior researcher at the Chair of Metal Forming, Faculty of Mechanical
Engineering, University of Zagreb. She has attended postgraduate studies at the Faculty
of Mechanical Engineering and Naval Architecture majoring in Engineering
Technology. Since May 2003 she has been a chief of Metal Forming Laboratory at the
Faculty of Mechanical Engineering and Naval Architecture. She has been involved in
teaching 15 undergraduate and graduate courses and is currently working on a scientific
project „CAM Technologies and Modelling in Metal Forming and Microforming“ lead
by prof.dr.sc. Miljenko Math. She has published 19 papers in scientific journals and
proceedings of international and Croatian scientific conferences. She speaks English.
She is married and mother of two children.