plastİk matrİslİ kompozİtler -...
TRANSCRIPT
1
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
PLASTİK MATRİSLİKOMPOZİTLER
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
PLASTİK MATRİSLİ KOMPOZİTLER
• Polimer malzemeler, son 25-30 yıl içerisinde önemli gelişmeler göstererek günlük yaşantımızda ve endüstrinin hemen her dalında kullanılan malzemeler haline gelmişlerdir.
• Polimerler, yapıları gereği çelik ve diğer konvansiyonel malzemelerden farklıdırlar ve onların avantajlı yanları ön plana çıkartılarak kullanım alanları giderek genişlemektedir.
• Polimer ve polimer kompozitlerin baslıca hedefleri en az çelik kadar sağlam, olabildiğince hafif, yüksek kullanım sıcaklıklarına dayanıklıve ekonomik malzeme üretimidir.
• Günümüzde ileri mühendislik malzemelerinin kullanımında hiçşüphesiz otomotiv sektörü en büyük payı almaktadır.
• Otolarda çeşitli plastik malzemelerin kullanımı % 10 civarında ise de tamponlar gibi bazı özel uygulamalarda plastik kompozitlerrakipsizdir

2
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
NEDEN POLİMER MATRİSLİKOMPOZİTLER?
• Malzemede yerine göre sağlamlık, esneklik, hafiflik, çevre şartlarına (nem, güneş ısınları, gibi) dayanıklılık, darbe dayanımı, sertlik gibi günlük yasamda kullanılan terimlerle ifade edilen özellikler yanında daha bilimsel bir dille ısısal genleşe katsayıları, yorulma, çatlama ve kırılma, çekme, eğme dayanımları ve benzeri değerlerin uygunluğu aranır.
• Bütün istenen özellikleri tek bir metal, seramik veya polimer malzemede bulmak son derece ender rastlanan bir olaydır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
POLİMER MATRİSLİ KOMPOZİTLER
• Çeşitli mühendislik uygulamalarında metallerin yerini tercihen kullanılan polimer kompozitler sadece hafiflik, mekanik dayanım gibi özellikler değil, insan dokuları ile uyum sağlayan ve sertlik derecesi ayarlanabilen yapay doku ve organlar gibi uygulamaların dışında "optik elyaf" ve basınç ile elektrik üretebilen" piezo elektrik özellikli ve istenildiği gibi işlenebilen özel sistemlerin yapımında da metal ve seramik malzemelerin yerlerine kullanılmaktadır.
• Polimer kompozitler, iki ana kategoride incelenebilir.
-- parçacık dolgulu kompozitler-- sürekli elyaf kompozitler
• Özellikle sürekli elyaf içeren kompozitler yüksek performans istenen alanlarda giderek daha çok kullanılmaktadir.

3
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ELYAFLI KOMPOZİTLER
• Bu kompozit tipi ince elyafların matris yapıda yer almasıyla meydana gelmiştir.
• Elyafların matris içindeki yerleşimi kompozit yapının mukavemetini etkileyen önemli bir unsurdur.
• Uzun elyafların matris içinde birbirlerine paralel şekilde yerleştirilmeleri ile elyaflar doğrultusunda yüksek mukavemet sağlanırken, elyaflara dik doğrultuda oldukça düşük mukavemet elde edilir. İki boyutlu yerleştirilmiş elyaf takviyelerle her iki yönde de eşit mukavemet sağlanırken, matris yapısında homojen dağılmış kısa elyaflarla ise izotrop bir yapı oluşturmak mümkündür.
• Elyafların mukavemeti, kompozit yapının mukavemeti açısından çok önemlidir. Ayrıca, elyafların uzunluk/çap oranlar arttıkça matris tarafından elyaflara iletilen yük miktarı artmaktadır.
• Elyaf yapının hatasız olması da mukavemet açısından çok önemlidir. Elyaflarlapekiştirilmiş polimer kompozitler endüstride çok geniş kullanma alanına sahiptir.
• Pekiştirici olarak cam, karbon kevlar ve boron lifleri kullanılır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ELYAFLI KOMPOZİTLER
Bazı elyaf veya liflerin (pekiştirici/takviye liflerin) özellikleri
4
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ELYAFLI KOMPOZİTLER
• Kompozit yapının mukavemetinde önemli olan diğer bir unsur ise elyaf matris arasındaki bağın yapısıdır.
• Matris yapı da boşluklar söz konusu ise elyaflarla temas azalacaktır. • Nem absorbsiyonu da elyaf ile matris arasındaki bağı bozan olumsuz bir özelliktir. • Günümüzde kompozit yapılarda en önemli takviye malzemeleri sürekli elyaflardır. Bu
elyaflar özellikle modern kompozitlerin oluşturulmasında önemli bir yer tutarlar. • Cam elyaflar teknolojide kullanılan en eski elyaf tipleridir. Son yıllarda geliştirilmiş
olan bor, karbon, silisyum karbür ve aramid elyaflar ise gelişmiş kompozit yapılarda kullanılan elyaf tipleridir.
• Elyafların ince çaplı olarak üretilmeleri ile, büyük kütlesel yapılara oranla yapısal hata olasılıkları en aza indirilmiştir. Bu nedenle üstün mekanik özellikler gösterirler.
• Ayrıca, elyafların yüksek performanslı mühendislik malzemeleri olmalarının nedenleri aşağıda verilen özelliklere de bağlıdır ;
--Üstün mikroyapısal özellikler, tane boyutlarının küçük oluşu ve küçük çapta üretilmeleri.
--Boy/çap oranı arttıkça matris malzeme tarafından elyaflara iletilen yük miktarının artması
--Elastisite modülünün çok yüksek olması
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAFLAR
• Cam elyaflar, sıradan bir şişe camından yüksek saflıktaki kuartscamına kadar pek çok tipte imal edilirler.
• Cam amorf bir malzemedir . Üç boyutlu moleküler yapıda, bir silisyum atomu dört oksijen atomu ile çevrilmiştir.
• Silisyum metalik olmayan hafif bir malzemedir, doğada genellikle oksijenle birlikte silis (Si 0 2) şeklinde bulunur.
• Cam eldesi için silis kumu, katkı malzemeleri ile birlikte kuru halde iken 1260 ºC civarına ısıtılır ve soğumaya bırakıldığında sert bir yapıelde edilir.
• Cam elyaf silika, kolemanit, alüminyum oksit, soda gibi cam üretim maddelerinden üretilmektedir.
• Cam elyaf, elyaf takviyeli kompozitler arasında en bilinen ve kullanılanıdır.

5
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
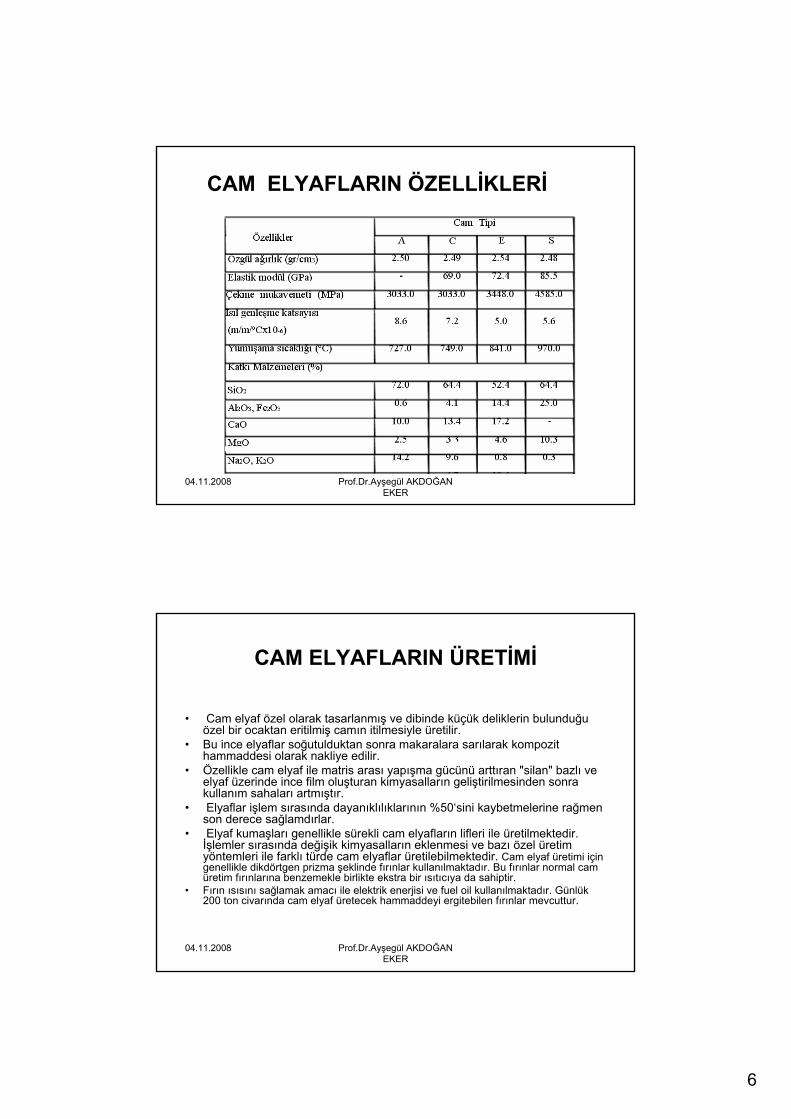
CAM ELYAFLARIN ÖZELLİKLERİ
Cam elyafın bazı özellikleri aşağıdaki gibi özetlenebilir ;
• Yüksek çekme mukavemetine sahiptirler, birim ağırlık başına mukavemeti çeliğinkinden daha yüksektir.
• Isıl dirençleri düşüktür. Yanmazlar, ancak yüksek sıcaklıkta yumuşarlar. Bu özellikleri katkı malzemeleri kullanılarak iyileştirilebilir.
• Kimyasal malzemelere karşı dirençlidirler. • Nem absorbe etme özellikleri yoktur, ancak cam elyaflı kompozitlerde matris
ile cam elyaf arasında nemin etkisi ile bir çözülme olabilir.Özel elyaf kaplama işlemleri ile bu etki ortadan kaldırılabilir.
• Elektriği iletmezler. Bu özellik sayesinde elektriksel yalıtımın önem kazandığıdurumlarda cam elyaflı kompozitlerin kullanılmasına imkan tanırlar.
• Cam elyaf imalinde silis kumuna çeşitli katkı malzemeleri eklendiğinde yapıbu malzemelerin etkisi ile farklı özellikler kazanır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAFLARIN ÖZELLİKLERİDört farklı tipte cam elyaf mevcuttur
• 1. A (Alkali) CamıA camı yüksek oranda alkali içeren bir camdır .Bu nedenle elektriksel yalıtkanlık özelliği kötüdür. Kimyasal direnci yüksek olan A camı, en yaygın cam tipidir.
• 2. C (Korozyon) CamıKimyasal çözeltilere direnci çok yüksektir, bileşimi ve özellikleri Tablo 3.1’de verilmektedir.
• 3. E (Elektrik) CamıDüşük alkali oran nedeniyle elektriksel yalıtkanlığı diğer cam tiplerine göre çok iyidir. Mukavemeti oldukça yüksektir. Suya karşı direnci de oldukça iyidir. Nemli ortamlar için geliştirilen kompozitlerde genellikle E camı kullanılır.
• 4. S,R (Mukavemet) CamıYüksek mukavemetli bir camdır. Çekme mukavemeti E camına oranla %33 daha yüksektir. Ayrıca yüksek sıcaklıklarda oldukça iyi bir yorulma direncine sahiptir. Bu özellikleri nedeniyle havacılıkta ve uzay endüstrisinde tercih edilir.
Cam elyaflar genellikle plastik veya epoksi reçinelerle kullanılırlar. Tablo da cam elyaf tiplerine ait kimi özellikler verilmiştir.
6
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAFLARIN ÖZELLİKLERİ
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAFLARIN ÜRETİMİ
• Cam elyaf özel olarak tasarlanmış ve dibinde küçük deliklerin bulunduğu özel bir ocaktan eritilmiş camın itilmesiyle üretilir.
• Bu ince elyaflar soğutulduktan sonra makaralara sarılarak kompozit hammaddesi olarak nakliye edilir.
• Özellikle cam elyaf ile matris arası yapışma gücünü arttıran "silan" bazlı ve elyaf üzerinde ince film oluşturan kimyasalların geliştirilmesinden sonra kullanım sahaları artmıştır.
• Elyaflar işlem sırasında dayanıklılıklarının %50‘sini kaybetmelerine rağmen son derece sağlamdırlar.
• Elyaf kumaşları genellikle sürekli cam elyafların lifleri ile üretilmektedir. İşlemler sırasında değişik kimyasalların eklenmesi ve bazı özel üretim yöntemleri ile farklı türde cam elyaflar üretilebilmektedir. Cam elyaf üretimi için genellikle dikdörtgen prizma şeklinde fırınlar kullanılmaktadır. Bu fırınlar normal cam üretim fırınlarına benzemekle birlikte ekstra bir ısıtıcıya da sahiptir.
• Fırın ısısını sağlamak amacı ile elektrik enerjisi ve fuel oil kullanılmaktadır. Günlük 200 ton civarında cam elyaf üretecek hammaddeyi ergitebilen fırınlar mevcuttur.

7
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAF ÜRETİMİ
Mekanik Lif Çekme Yöntemi • Filamanlar kovan çıkışında mekanik yöntem ile çekilir ve daha sonra
sarılırlar. Şekil de yöntem şematik olarak gösterilmektedir. Bu yöntem cam fiberi yönteminde en çok kullanılan yöntemdir
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
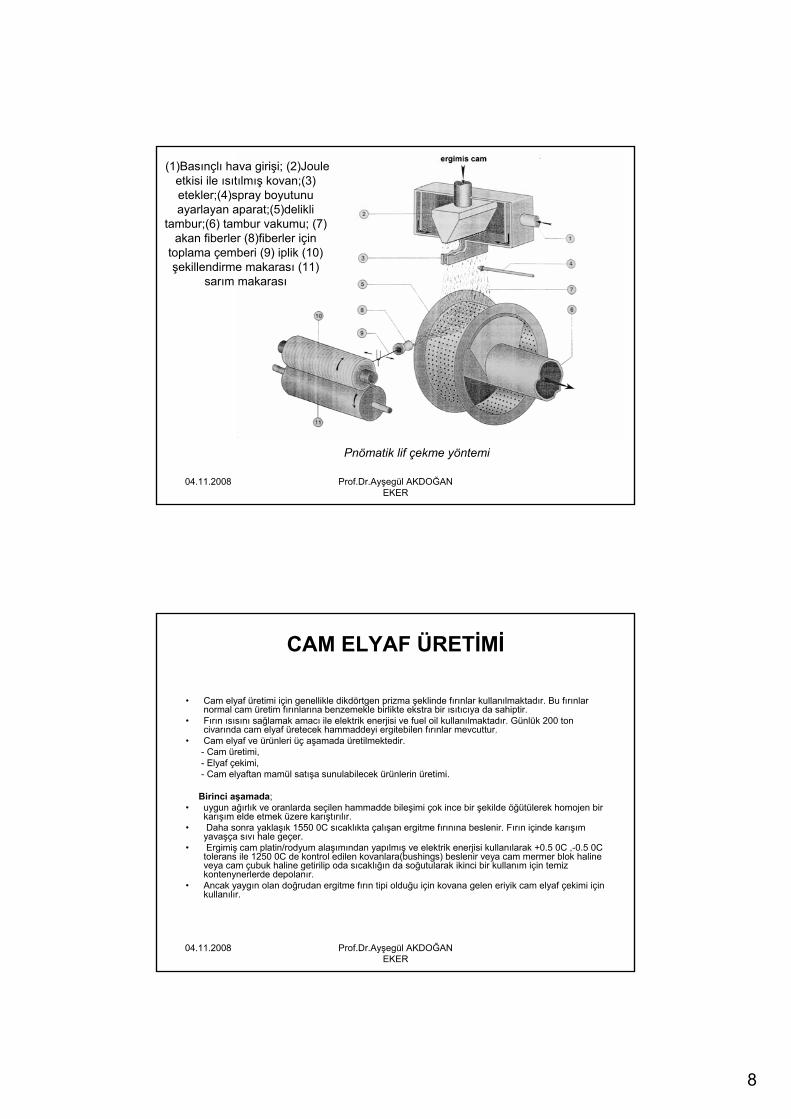
CAM ELYAF ÜRETİMİPnömatik Lif Çekme Yöntemi
• Bu üretim yönteminde ısıtıcıdan çıkan elyaflar içerisinden vakum geçen delikli bir tambura püskürtülür.
• Bu yöntemle elde edilen elyaflar süreksizdir ve boyları 5 ila 80mm arasında değişmektedir.• Bu süreksiz liflerin bir araya getirilmesi ile elde edilen elyaflar sürekli elyaflardan cam yününe
benzer görüntüleri ile ayrışmaktadır .
(1)Basınçlı hava girişi; (2)Joule etkisi ile ısıtılmışkovan;(3) etekler;(4)spray boyutunu ayarlayan aparat;(5)delikli tambur;(6) tambur vakumu; (7) akan fiberler (8)fiberler için toplama çemberi (9) iplik (10) şekillendirme makarası (11) sarım makarası
8
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
(1)Basınçlı hava girişi; (2)Joule etkisi ile ısıtılmış kovan;(3) etekler;(4)spray boyutunu ayarlayan aparat;(5)delikli
tambur;(6) tambur vakumu; (7) akan fiberler (8)fiberler için
toplama çemberi (9) iplik (10) şekillendirme makarası (11)
sarım makarası
Pnömatik lif çekme yöntemi
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAF ÜRETİMİ
• Cam elyaf üretimi için genellikle dikdörtgen prizma şeklinde fırınlar kullanılmaktadır. Bu fırınlar normal cam üretim fırınlarına benzemekle birlikte ekstra bir ısıtıcıya da sahiptir.
• Fırın ısısını sağlamak amacı ile elektrik enerjisi ve fuel oil kullanılmaktadır. Günlük 200 ton civarında cam elyaf üretecek hammaddeyi ergitebilen fırınlar mevcuttur.
• Cam elyaf ve ürünleri üç aşamada üretilmektedir.- Cam üretimi,- Elyaf çekimi,- Cam elyaftan mamül satışa sunulabilecek ürünlerin üretimi.
Birinci aşamada; • uygun ağırlık ve oranlarda seçilen hammadde bileşimi çok ince bir şekilde öğütülerek homojen bir
karışım elde etmek üzere karıştırılır.• Daha sonra yaklaşık 1550 0C sıcaklıkta çalışan ergitme fırınına beslenir. Fırın içinde karışım
yavaşça sıvı hale geçer.• Ergimiş cam platin/rodyum alaşımından yapılmış ve elektrik enerjisi kullanılarak +0.5 0C ,-0.5 0C
tolerans ile 1250 0C de kontrol edilen kovanlara(bushings) beslenir veya cam mermer blok haline veya cam çubuk haline getirilip oda sıcaklığın da soğutularak ikinci bir kullanım için temiz kontenynerlerde depolanır.
• Ancak yaygın olan doğrudan ergitme fırın tipi olduğu için kovana gelen eriyik cam elyaf çekimi için kullanılır.

9
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAF ÜRETİMİ
. Cam Elyaf Üretimi
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAF ÜRETİMİBirinci aşamada;
• uygun ağırlık ve oranlarda seçilen hammadde bileşimi çok ince bir şekilde öğütülerek homojen bir karışım elde etmek üzere karıştırılır.
• Daha sonra yaklaşık 1550 0C sıcaklıkta çalışan ergitme fırınına beslenir. Fırın içinde karışım yavaşça sıvı hale geçer.
• Ergimiş cam platin/rodyum alaşımından yapılmış ve elektrik enerjisi kullanılarak +0.5 0C ,-0.5 0C tolerans ile 1250 0C de kontrol edilen kovanlara(bushings) beslenir veya cam mermer blok haline veya cam çubuk haline getirilip oda sıcaklığın da soğutularak ikinci bir kullanım için temiz kontenynerlerde depolanır.
• Ancak yaygın olan doğrudan ergitme fırın tipi olduğu için kovana gelen eriyik cam elyaf çekimi için kullanılır• İkinci aşamada; • cam elyaf çekimi gerçekleştirilir. Rodyum platin alaşımından üretilen kovanlara gelen eriyiğin 50-70 m/s gibi
yüksek bir hızda kovanlarda bulunan deliklerden akması sağlanarak cam lifleri elde edilir.• Kovanlarda 1-2 mm çapında ve 400-800-1200-1600 ve daha fazla delik bulunur. 9 ile 20 mikron çapında çekilen
cam lifleri bir mandrel üzerine sarılarak “kek” adı verilen bir bobin üzerinde toplanır.Üçüncü aşamada;
• cam elyaf ürünlerinin üretilmesi sağlanır. Kovandaki deliklerden ayrılan eriyik kısa sürede cam flaman haline gelmesi için akma esnasında su püskürtülerek belli bir sıcaklığa kadar soğutulur.
• Soğuyarak ipliksi bir hale gelen flamanlar bir tambur üzerinden geçirilerek gerekli kimyasallarla yüzeyi kaplanır. Bu işleme “apreleme” adı verilmektedir.

10
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAF ÜRETİMİ
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
CAM ELYAFLAR
• Bileşenlerine bağlı olarak, kullanışlı elyaflar dönüştürülebilen
çeşitli cam tipleri mevcuttur.Genel kullanım, iyi elektriksel özellikler
Yüksek dielektrik değerlerYüksek alkali içerirİyi kimyasal dayanım
Yüksek mekanik özellikler
EDAC
R,S
Genel KarakteristikTip
-0,22Poisson Oranı
5,24,4Maksimum Uzama %
44003400Çekme Dayanımı Rm MPa
8673Elastiklik Modülü E GPa
2,552,6Yoğunluk r g/cm³
R-CamıE-CamıÖzellikler
E ve R tipi camların mekanik özellikleri
Değişik türlerdeki camların karekteristikleri
Öz ağırlık :r = ağırlık/hacim

11
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
BOR ELYAFLAR
• Bor elyaflar aslında kendi içlerinde kompozit yapıdadırlar. Çekirdek olarak adlandırılan ince bir flamanın üzerine bor kaplanarak imal edilirler. Çekirdek genellikle Tungstendir. Karbon çekirdek de kullanılabilir ancak bu yeni bir uygulamadır.
• Bor-Tungsten elyaflar, sıcak tungsten flamanın hidrojen ve bortriklorür (BCl3) gazından geçirilmesi ile üretilirler. Böylece Tungsten flamanın dışında bor plaka oluşur. Bor elyaflar değişik çaplarda üretilebilirler (0.05 mm ila 0.2 mm). Tungsten çekirdek ise daima 0.01 mm çapında üretilir.
• Bor elyaflar yüksek çekme mukavemetine ve elastik modüle sahiptirler. Çekme mukavemetleri 2758 MPa ila 3447 MPa’dır. Elastik modül ise 400 GPa’dır. Bu değer S camının elastik modülünden beş kat daha fazladır.
• Üstün mekanik özelliklere sahip olan bor elyaflar, uçak yapılarında kullanılmak üzere geliştirilmişlerdir. Ancak, maliyetlerinin çok yüksek olması nedeniyle, son yıllarda yerlerini karbon elyaflara bırakmışlardır.
• Bor elyafların Silisyum Karbür (SiC) veya Bor Karbür (B4C) kaplanmasıyla yüksek sıcaklıklara dayanım artar. Özellikle bor karbür kaplanması ile çekme mukavemeti önemli ölçüde artırılabilir. Bor elyafların erime sıcaklıkları 2040 ºC civarındadır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
BOR ELYAFLAR
Çeşitli refrakter veya seramik elyaflar buhar fazında kimyasal biriktirme yöntemi ile üretilebilmektedir.
Üretilen bazı elyaf türleri aşağıdaki gibidir: • Bor (B) elyaflar• Bor-karbür (B 4 C) elyaflar• Silikon-karbür ( SiC ) elyaflar • Bor-silikon karbür (BorSiC) elyaflar
Bu elyaflar büyük çaplarda (yaklaşık 100 mikrona kadar) üretilmektedir. Yaklaşık 20 mikron çapındaki bir tungsten veya karbon destek çubuğu etrafına aşağıdaki seramiklerin kaplanması ile üretilmektedirler. 40 mikron kalınlığında bor katmanı (bor elyaflar )
• 40 mikron kalınlığında bor katmanı ve 4 mikron kalınlığında bor-karbür katmanı (B- B 4 C elyaflar )
• Silikon-karbür katmanı (SiC elyaflar )• Bor ve Silikon-karbür katmanı (BorSiC elyaflar )

12
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
130015401460Spesifik Dayanım Rm /r (kNm/kg)
390040003800Çekme Dayanım Rm (MPa)
140165165Spesifik Modül E/r (MNm/kg)
410430430Elastiklik Modülü E (GPa)
100-150100-150100-150Çap (mm)
32,62,6Yoğunluk r (g/cm³)
SiCBor + B4CBorÖzellik
Çeşitli bor elyafların mekanik özellikleri
BOR ELYAFLAR
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
SİLİSYUM KARBÜR ELYAFLAR
• Bor gibi, Silisyum karbürün tungsten çekirdek üzerine kaplanması ile elde edilirler. 0.1 mm ila 0.14 mm çaplarında üretilirler.
• Yüksek sıcaklıklardaki özellikleri bor elyaflardan daha iyidir. Silisyum karbür elyaf 1370 ºC’ta mukavemetinin sadece %30 ’nu kaybeder. Bor elyaf için bu sıcaklık 640 ºC’tır.
• Bu elyaflar genellikle Titanyum matrisle kullanılırlar. Jet motor parçalarında Titanyum, Alüminyum ve Vanadyum alaşımlı matris ile kullanılırlar.
• Ancak Silisyum karbür elyaflar, bor elyaflara göre daha yüksek yoğunluğa sahiptirler.
• Silisyum karbürün karbon çekirdek üzerine kaplanması ile üretilen elyafların yoğunluğu düşüktür.
13
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ALÜMİNA ELYAFLAR
• Alümina, Alüminyum oksittir (Al2O3). • Elyaf formundaki alümina, 0.02 mm çapındaki alümina
flamanın Silisyum dioksit (SiO2) kaplanması ile elde edilir.
• Alümina elyafların çekme mukavemetleri yeterince iyi değildir ancak basma mukavemetleri yüksektir. Örneğin, alümina/epoksi kompozitlerin basma mukavemetleri 2275 ila 2413 MPa’dır.
• Ayrıca, yüksek sıcaklık dayanımları nedeniyle uçak motorlarında kullanılmaktadırlar.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
GRAFİT - KARBON ELYAFLAR
• Karbon, yoğunluğu 2.268 gr/cm3 olan kristal yapıda bir malzemedir. Karbon elyaflar cam elyaflardan daha sonra gelişen ve çok yaygın olarak kullanılan bir elyaf grubudur.
• Hem karbon hem de grafit elyaflar aynı esaslı malzemeden üretilirler. Bu malzemeler hammadde olarak bilinirler.
• Karbon elyafların üretiminde üç adet hammadde mevcuttur. Bunlardan ilki rayondur (suni ipek).
• Ryon inert bir atmosferde 1000 - 3000 ºC civarına ısıtılır ve aynızamanda çekme kuvveti uygulanır. Bu işlem mukavemet ve tokluk sağlar. Ancak yüksek maliyet nedeniyle rayon elyaflar uygun değildirler.
• Karbon ve grafit aynı hammaddeden elde edilirler, grafit daha yüksek sıcaklıkta elde edilir, bu da daha yüksek saflık sağlar.
• Karbon ve grafit elyafların karşılaştırılması Tablo da verilmektedir.

14
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
KARBON VE GRAFİT ELYAFLARIN KARŞILAŞTIRILMASI
Karbon ve Grafit Elyafların Karşılaştırılması
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
KARBON ELYAFLAR
• Karbon lifi ilk defa karbonun çok iyi bir elektrik iletkeni olduğu bilinmesinden dolayı üretilmiştir.
• Cam fiberin metale göre sertliğinin çok düşük olmasından dolayı sertliğin 3–5 kat artırılması çok belirgin bir amaçtır.
• Karbon fiber, epoksi matriksler ile birleştirildiğinde olağanüstü dayanıklılık ve sertlik özellikleri gösterir.
• Karbon fiber üreticileri devamlı bir gelişim içerisinde çalışmalarından dolayı karbon fiberlerin çeşitleri sürekli değişmektedir.
• Karbon fiberin üretimi çok pahalı olduğu için ancak uçak sanayinde, spor gereçlerinde veya tıbbi malzemelerin yüksek değerli uygulamalarında kullanılmaktadır

15
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
KARBON ELYAF ÜRETİMİ
Karbon elyaflar çoğunlukla iki malzemeden elde edilir;
Zift ve PAN (Poliakrilonitril)
• Zift tabanlı karbon elyaflar göreceli olarak daha düşük mekanik özelliklere sahiptir. Buna bağlı olarak yapısal uygulamalarda nadiren kullanılırlar.
• PAN tabanlı karbon elyaflar kompozit malzemeleri daha sağlam ve daha hafif olmaları için sürekli geliştirilmektedir.
• Bu elyaflar ile önce gerdirilerek termoset işlemlerle 400°C’ nin üzerine ısıtılır. İlk aşama organik malzemenin oksidasyonuna neden olur. Daha sonra malzeme yaklaşık olarak 800°C’ de vakum altında karbonizasyon işlemine tabii tutulur ve karbon dışındaki empüritelerden arındırılır.
• Malzemenin karbonizasyonundan sonra elyaflar %50 ile %100 arasında gerdirilerek 1100° C ile 3000° C arasında ısıtılarak grafitleştirme işlemi yapılır.
• Son olarak elyaflar yüzey işlemlerinden geçerler ve epoksi-fiber bağının güçlenmesini sağlamak amacıyla epoksi kaplanılar.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
PAN ve zift proseslerinin şematik gösterimi
KARBON ELYAF ÜRETİMİ

16
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
KARBON ELYAFLAR
• 1. Yüksek çekme mukavemetine ve 200 - 300 GPa değerinde orta elastik modüle sahip olan elyaflar (High Tensile Strength “HT”)
• 2. 400 GPa değerinde yüksek elastik modüllü elyaflar (High Module“HM”)
• Karbon elyafların en önemli özellikleri düşük yoğunluğun yanısırayüksek mukavemet ve tokluk değerleridir.
• Karbon elyaflar, nemden etkilenmezler ve sürtünme mukavemetleri çok yüksektir.
• Aşınma ve yorulma mukavemetleri oldukça iyidir. Bu nedenle askeri ve sivil uçak yapılarında yaygın bir kullanım alanına sahiptirler.
• Karbon elyaflar çeşitli plastik matrislerle ve en yaygın olarak epoksireçinelerle kullanılırlar.
• Ayrıca karbon elyaflar alüminyum, magnezyum gibi metal matrislerle de kullanılırlar.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
KARBON ELYAFLAR
Karbon Elyaf Örnekleri
Elyaf Dokuma Türleri
Farklı Karbon Elyaf Dokuma
17
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
GRAFİT ELYAFLAR
• Grafit elyaflar yaklaşık 0.008 mm çapında üretilirler. • PAN bazlı grafit elyaflar çeşitli özelliklerde üretilebilirler. • Elyaf imalatında genellikle rayonun yerine poliakrilonitril (PAN)
kullanılır. • PAN bazlı elyaflar 2413 ila 3102 MPa değerinde çekme
mukavemetine sahiptirler ve maliyetleri düşüktür.
Karbon Elyaf Örnekleri
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ARAMİD ELYAFLAR
• Aramid “aromatik polyamid”in kısaltılmış adıdır.• Polyamidler uzun zincirli polimerlerdir, aramidin moleküler yapısında
altı karbon atomu birbirine hidrojen atomu ile bağlanmışlardır. • İki farklı tip aramid elyaf mevcuttur. Bunlar Du Pont firması
tarafından geliştirilen Kevlar 29 ve Kevlar 49 ’dur. • Aramidin mekanik özellikleri grafit elyaflarda olduğu gibi elyaf ekseni
doğrultusunda çok iyi iken elyaflara dik doğrultuda çok zayıftır.• Aramid elyaflar düşük ağırlık, yüksek çekme mukavemeti ve düşük
maliyet özelliklerine sahiptir. • Darbe direnci yüksektir, gevrekliği grafitin gevrekliğinin yarısı
kadardır. Bu nedenle kolay şekil verilebilir.• Doğal kimyasallara dirençlidir ancak asit ve alkalilerden etkilenir.
18
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ARAMİD ELYAFLAR
Farklı uygulamaların ihtiyaçlarını karşılamak için birçok farklıözelliklerde aramid fiberi üretilmektedir. Önemli Özellikleri;
• Genellikle rengi sarıdır• Düşük yoğunlukludur. • Yüksek dayanıklılık• Yüksek darbe dayanımı• Yüksek aşınma dayanımı• Yüksek yorulma dayanımı• Yüksek kimyasal dayanımı• Kevlar fiberli kompozitler Cam fiberli kompozitlere göre 35% daha
hafiftir • E Cam türü fiberlere yakın basınç dayanıklılığı
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ARAMİD ELYAFLAR
Aramid fiberlerin dezavantajları:• 1- Bazı tür aramid fiberi ultraviole ışınlara maruz kaldığında bozulma göstermektedir.
Sürekli karanlıkta saklanmaları gerekmektedir. • 2- Fiberler çok iyi birleşmeyebilirler. Bu durumda reçinede mikroskobik çatlaklar
oluşabilir. Bu çatlaklar malzeme yorulduğunda su emişine yol açmaktadır.
Genellikle plastik matriksler için takviye elemanı olarak kullanılan aramid fiberinin bazı kullanım alanları
• Balistik koruma uygulamaları; Askeri kasklar, kurşungeçirmez yelekler... • Koruyucu giysiler; eldiven, motosiklet koruma giysileri, avcılık giysi ve aksesuarları• Yelkenliler ve yatlar için yelken direği• Hava araçları gövde parçaları• Tekne gövdesi• Endüstri ve otomotiv uygulamaları için kemer ve hortum • Fiber optik ve elektromekanik kablolar• Debriyajlarda bulunan sürtünme balatalarında ve fren kampanalarında• Yüksek ıs ve basınçlarda kullanılan conta, salmastra vb.
19
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
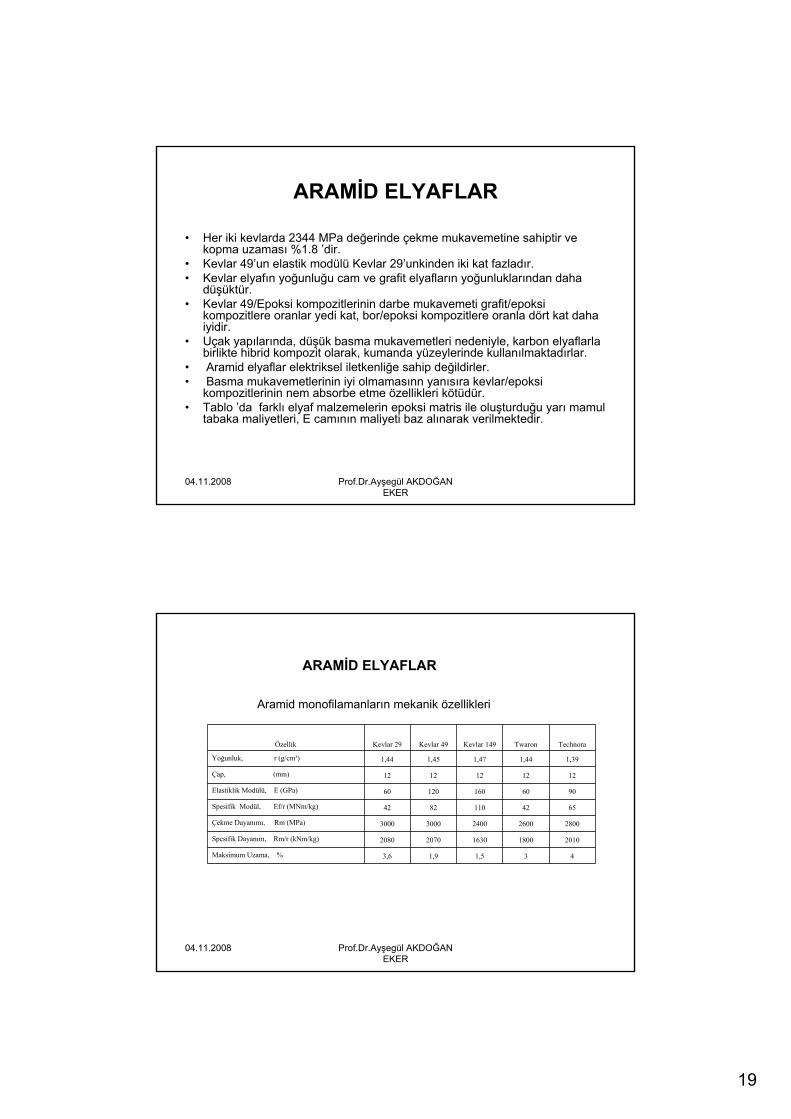
ARAMİD ELYAFLAR
• Her iki kevlarda 2344 MPa değerinde çekme mukavemetine sahiptir ve kopma uzaması %1.8 ’dir.
• Kevlar 49’un elastik modülü Kevlar 29’unkinden iki kat fazladır.• Kevlar elyafın yoğunluğu cam ve grafit elyafların yoğunluklarından daha
düşüktür. • Kevlar 49/Epoksi kompozitlerinin darbe mukavemeti grafit/epoksi
kompozitlere oranlar yedi kat, bor/epoksi kompozitlere oranla dört kat daha iyidir.
• Uçak yapılarında, düşük basma mukavemetleri nedeniyle, karbon elyaflarla birlikte hibrid kompozit olarak, kumanda yüzeylerinde kullanılmaktadırlar.
• Aramid elyaflar elektriksel iletkenliğe sahip değildirler.• Basma mukavemetlerinin iyi olmamasınn yanısıra kevlar/epoksi
kompozitlerinin nem absorbe etme özellikleri kötüdür. • Tablo ’da farklı elyaf malzemelerin epoksi matris ile oluşturduğu yarı mamul
tabaka maliyetleri, E camının maliyeti baz alınarak verilmektedir.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
431,51,93,6Maksimum Uzama, %
20101800163020702080Spesifik Dayanım, Rm/r (kNm/kg)
28002600240030003000Çekme Dayanımı, Rm (MPa)
65421108242Spesifik Modül, Ef/r (MNm/kg)
906016012060Elastiklik Modülü, E (GPa)
1212121212Çap, (mm)
1,391,441,471,451,44Yoğunluk, r (g/cm³)
TechnoraTwaronKevlar 149Kevlar 49Kevlar 29Özellik
Aramid monofilamanların mekanik özellikleri
ARAMİD ELYAFLAR

20
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
FARKLI ELYAFLARDAN OLUŞAN KOMPOZİTLERİN BİRİM MALİYETLERİ
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
PLASTİK MATRİSLİ KOMPOZİTLERİN YAPI BİLEŞENLERİ
Kullanılan Matrisler
Termosetler
Termoplastikler
Kullanılan Fiberler
Cam Fiberler
Karbon Fiberler
Aramid Fiberler

21
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOSET MATRİSLER
En çok kullanılan matris malzemeleridir.Sıvı halde bulunurlar, ısıtılarak ve kimyasal
tepkimelerle sertleşir ve sağlamlaşırlar.Termoset polimerlerin polimerizasyon süreci, termoplastiklerden farklı olarak geri dönüşü olmayan bir süreçtir. Yüksek sıcaklıklarda dahi yumuşamazlar. Termoset matris malzemelerin üretiminde kullanılan malzeme tipleri; epoksi, polyester, vinylester ve fenolikreçinelerdir.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOSET MATRİSLER
• Termoset plastikler sıvı halde bulunurlar, ısıtılarak ve kimyasal tepkimelerle sertleşir ve sağlamlaşırlar.
• Çoğu termoset matris sertleşmemeleri için dondurulmuş olarak depolanmak zorundadır. Dondurucudan çıkarılıp oda sıcaklığında bir müddet (1-4 hafta arası) bekletildiğinde sertleşmeye başlar ve özelliklerini kaybederek biçim verilmesi zor bir hâl alır ve kullanılamaz duruma gelir. Dondurucu içinde olmak şartıyla raf ömürleri ise 6 ila 18 ay arasında değişmektedir.
• Termoset reçineler kimyasal etkiler altında çözülmez ve olağandışıhava şartlarında dahi uzun ömürlü olmaktadırlar.
• Yüksek mukavemet gerektirmeyen durumlarda en çok kullanılan matris malzemesi polyester reçinesidir.
• Gelişmiş kompozitlerin üretiminde ise genellikle epoksi reçinesi kullanılmaktadır
22
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOSET MATRİSLER
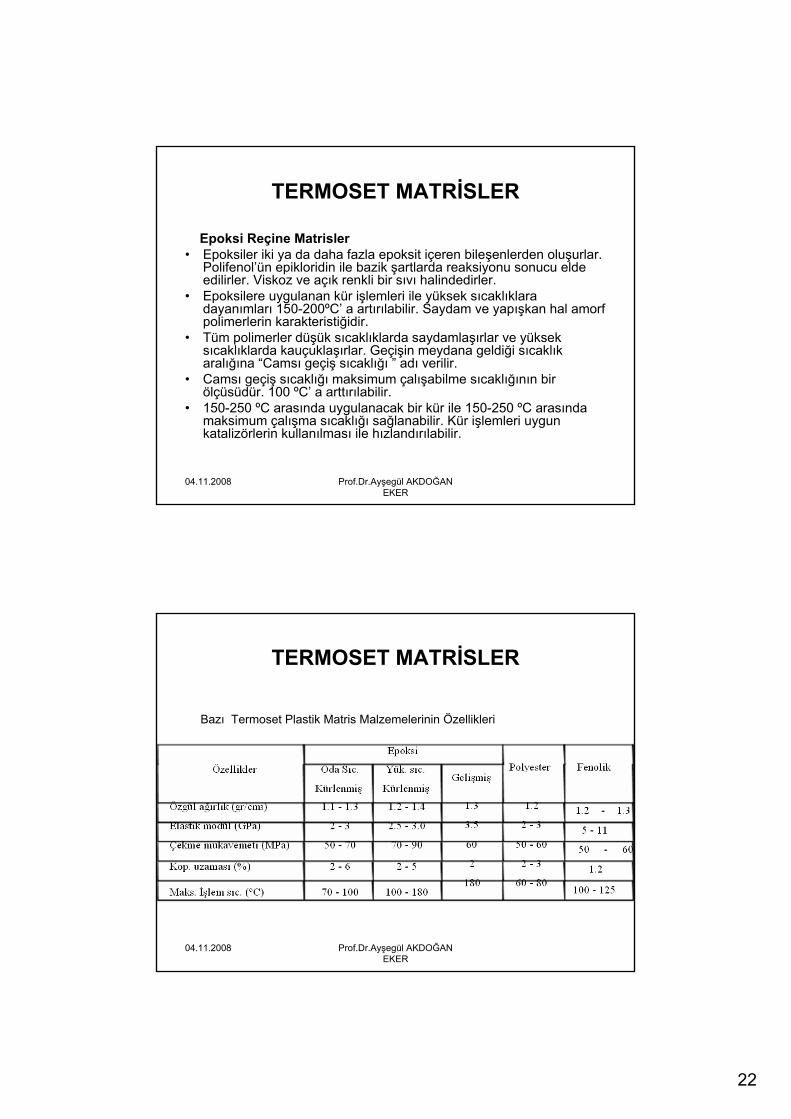
Epoksi Reçine Matrisler • Epoksiler iki ya da daha fazla epoksit içeren bileşenlerden oluşurlar.
Polifenol’ün epikloridin ile bazik şartlarda reaksiyonu sonucu elde edilirler. Viskoz ve açık renkli bir sıvı halindedirler.
• Epoksilere uygulanan kür işlemleri ile yüksek sıcaklıklara dayanımları 150-200ºC’ a artırılabilir. Saydam ve yapışkan hal amorf polimerlerin karakteristiğidir.
• Tüm polimerler düşük sıcaklıklarda saydamlaşırlar ve yüksek sıcaklıklarda kauçuklaşırlar. Geçişin meydana geldiği sıcaklık aralığına “Camsı geçiş sıcaklığı ” adı verilir.
• Camsı geçiş sıcaklığı maksimum çalışabilme sıcaklığının bir ölçüsüdür. 100 ºC’ a arttırılabilir.
• 150-250 ºC arasında uygulanacak bir kür ile 150-250 ºC arasında maksimum çalışma sıcaklığı sağlanabilir. Kür işlemleri uygun katalizörlerin kullanılması ile hızlandırılabilir.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOSET MATRİSLER
Bazı Termoset Plastik Matris Malzemelerinin Özellikleri

23
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOSET MATRİSLER
• Epoksilerin avantajı ve dezavantajları aşağıdaki gibi özetlenebilir;Avantajları :
• Kopma mukavemetleri yüksektir. • Elyaf yapılarla yüksek bağ mukavemeti sağlarlar. • Yüksek aşınma direncine sahiptirler. • Uçucu değildirler ve kimyasal dirençleri yüksektir.. • Düşük ve yüksek sıcaklıklarda sertleşebilme özelliğine
sahiptirler. Dezavantajları :
• Polyesterle karşılaştırıldığında pahalıdır. • Polyestere oranla daha yüksek viskoziteye sahiptirler.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOSET MATRİSLER
Polyester matrisler• Polyesterin ana tipleri, polyester bileşeninin doymuş asitle ya da alternatif malzeme olarak glikolle
modifikasyonu temeline dayanır. Ayrıca kür işlemi ile matrisin esnekliği iyileştirilerek kopma gerilmesi artırılabilir.
Polyester matrislerin avantaj ve dezavantajları aşağıdaki gibi özetlenebilir;
Avantajları :
• Takviyelerin neminin kolayca dışarı atılabilmesine izin veren düşük viskozite. • Düşük maliyet. • Çeşitli uygulamalar için geniş bir sınır içinde kolay imal edilebilirlik. • İyi çevresel dayanım.
Dezavantajları :
• Kür sırasındaki yüksek egzotermik reaksiyon zayıf elyaf/matris bağımukavemetine neden olur.
• Sistem gevrekleşmeye eğilimlidir. • Çok seyreltik alkalilere bile zayıf kimyasal direnç gösterir.

24
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOSET MATRİSLER
Vinylester Reçine Matrisler
• Polyesterlere benzerler.• En önemli avantajları elyaf ve matris arasında iyileştirilmiş bir bağ
mukavemetine sahip olmalarıdır.
Fenolik Reçine Matrisler
• Fenol, alkalin şartları altında formaldehitle yoğuştuğundapolimerizasyon oluşur.
• Polimerizasyon asidik şartlar altında yapılır.• Fenolik reçinelerin en büyük avantajı yüksek sıcaklık dirençleri
olmalarıdır. • En önemli dezavantajları ise diğer matris malzemelerine göre
mekanik özelliklerinin düşük olmasıdır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOPLASTİK MATRİSLER
• Termoplastik polimerlerinin çeşitlerinin çok fazla olmasına rağmen matris olarak kullanılan polimerler sınırlıdır.
• Termoplastikler düşük sıcaklıklarda sert halde bulunurlar ısıtıldıklarında yumuşarlar.
• Termosetlere göre matris olarak kullanımları daha az olmakla birlikte üstün kırılma tokluğu, hammaddenin raf ömrünün uzun olması, geri dönüşüm kapasitesi ve sertleşme prosesi için organik çözücülere ihtiyaçduyulmamasından dolayı güvenli çalışma ortamı sağlaması gibi avantajlarıbulunmaktadır.
• Bunun yanı sıra şekil verilen termoplastik parça işlem sonrası ısıtılarak yeniden şekillendirilebilir.
• Oda sıcaklığında katı halde bulunan termoplastik soğutucu içinde bekletilmeden depolanabilir.
• Termoplastikler yüksek sertlik ve çarpma dayanımı özelliğine de sahiptirler. Yeni gelişmelerle termo plastiğin sağladığı bu artı değerleri son dönem termoset matrislerinden 977-3 Epoksi ve 52450-4 BMI reçineleri de sağlamaktadırlar.
25
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOPLASTİK MATRİSLER
• Termoplastiklerin kompozit malzemelerde matris olarak tercih edilmemelerinin başlıca nedeni üretimindeki zorlukların yanı sıra yüksek maliyetidir.
• Oda sıcaklığında düşük işleme kalitesi sağlarlar, bu onların üretimde zaman kaybına yol açmasına neden olur.
• Termoplastik, reçineler malzemenin çekme ve eğilme dayanımlarının artırılması için kullanılırlar
• Bazı termoplastikleri istenilen şekillere sokabilmek için çözücülere ihtiyaç duyulabilir. Termo plastikler, termosetlere kıyasla hammaddesi daha pahalıdır.
• Başlangıçta amorf yapılı reçinelerden polietersulfon (PES) ve polieterimid (PEI) matris olarak kullanılmaktaydı.
• Sonraki dönemde ise havacılık sektörü uygulamaları için çözücülere karşı dayanım önemli bir kriter olarak ortaya çıkmıştır. Bu ihtiyaç sonrasında Polietereterketon(PEEK) and Polifenilen sulfid (PPS) gibi yarı-kristal yapılı plastik malzemeler geliştirilmiştir.
• Ayrıca sınırlı oranlarda Poliamidimid (PAI) ve Poliimid gibi plastiklerde kullanılmaktadır. Bu polimerler diğer termoplastiklerden farklı olarak polimerizasyonlarını kür aşamasında tamamlarlar.
• En yoğun çalışmalar ise PA, PBT/PET ve PP gibi düşük sıcaklıklarda kullanılan polimerlerin üzerine yapılmıştır. Tüm bu polimerlerin haricinde ABS, SAN, SMA (StirenMaleikAnhidrit), PSU (Polisülfon), PPE (Poifenilen Eter) matris olarak kullanılır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
TERMOPLASTİK MATRİSLER
• Otomotiv sektöründe yaygın olarak kullanılan termoplastikler uçak sanayisinde de yüksek performanslı malzeme çözümlerinde kullanılmaktadırlar.
• Çoğunlukla enjeksiyon ve ekstrüzyon kalıplama yöntemleri ile üretilen termoplastiklerin üretiminde GMT (Glass Mat ReinforcedThermoplastics / Preslenebilir Takviyeli Termoplastik) olarak ta üretilmektedir.
• Bu yöntemle hazırlanan takviyeli termoplastikler soğuk plakaların preslenebilmesi ve geri dönüşüm sürecine uygunluğundan dolayıözellikle otomotiv sektöründe tercih edilmektedir
26
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
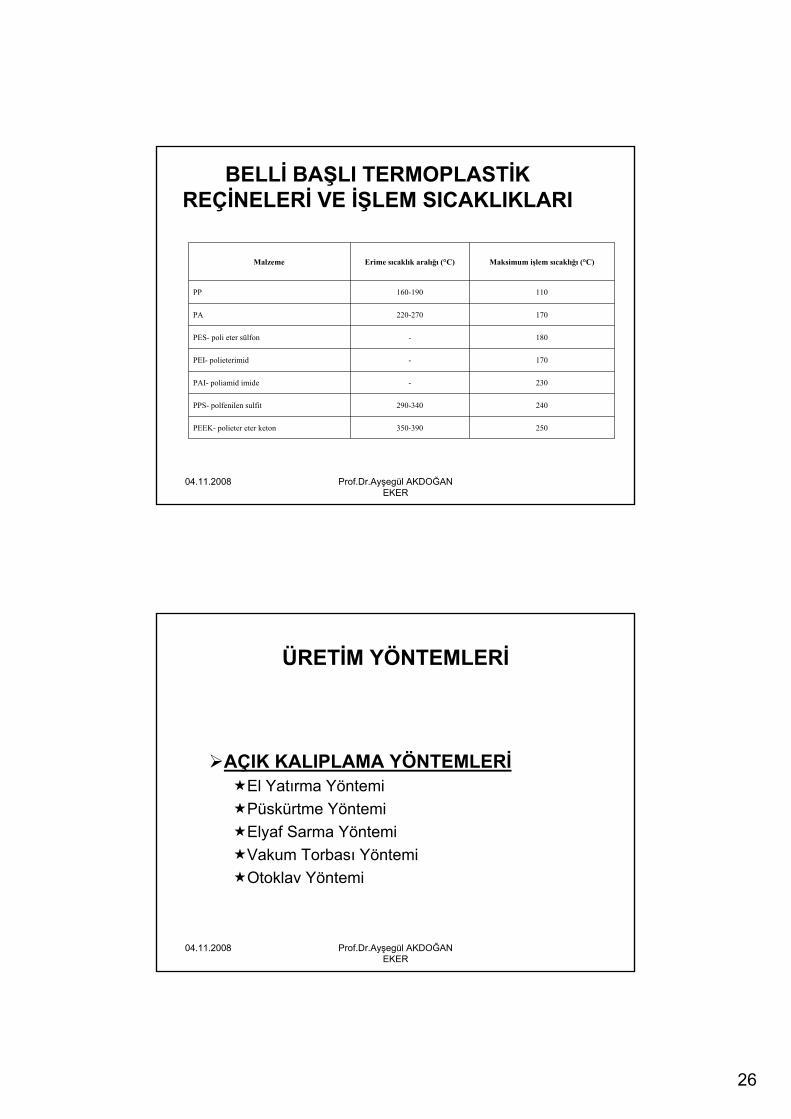
250350-390PEEK- polieter eter keton
240290-340PPS- polfenilen sulfit
230-PAI- poliamid imide
170-PEI- polieterimid
180-PES- poli eter sülfon
170220-270PA
110160-190PP
Maksimum işlem sıcaklığı (°C)Erime sıcaklık aralığı (°C)Malzeme
BELLİ BAŞLI TERMOPLASTİK REÇİNELERİ VE İŞLEM SICAKLIKLARI
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
AÇIK KALIPLAMA YÖNTEMLERİEl Yatırma YöntemiPüskürtme YöntemiElyaf Sarma YöntemiVakum Torbası YöntemiOtoklav Yöntemi

27
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ:
KAPALI KALIPLAMA YÖNTEMLERİReçine Transfer Yöntemi (RTM)Pultruzyon YöntemiEkstrüzyonla Kalıplama YöntemiHazır Kalıplama Yöntemleri
BMCSMC
Enjeksiyonla Kalıplama YöntemiSavurma Kalıplama Yöntemi
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
El Yatırma Yöntemi:El yatırma, cam fiber takviyeli plastiklerin üretiminde kullanılan en eski ve en basit tekniklerden biridir. Keçe, örgü, kumaş formundaki takviyeleri açık bir kalıba yatırıp yüzeylerine reçine empenye ederek uygulanır.
28
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
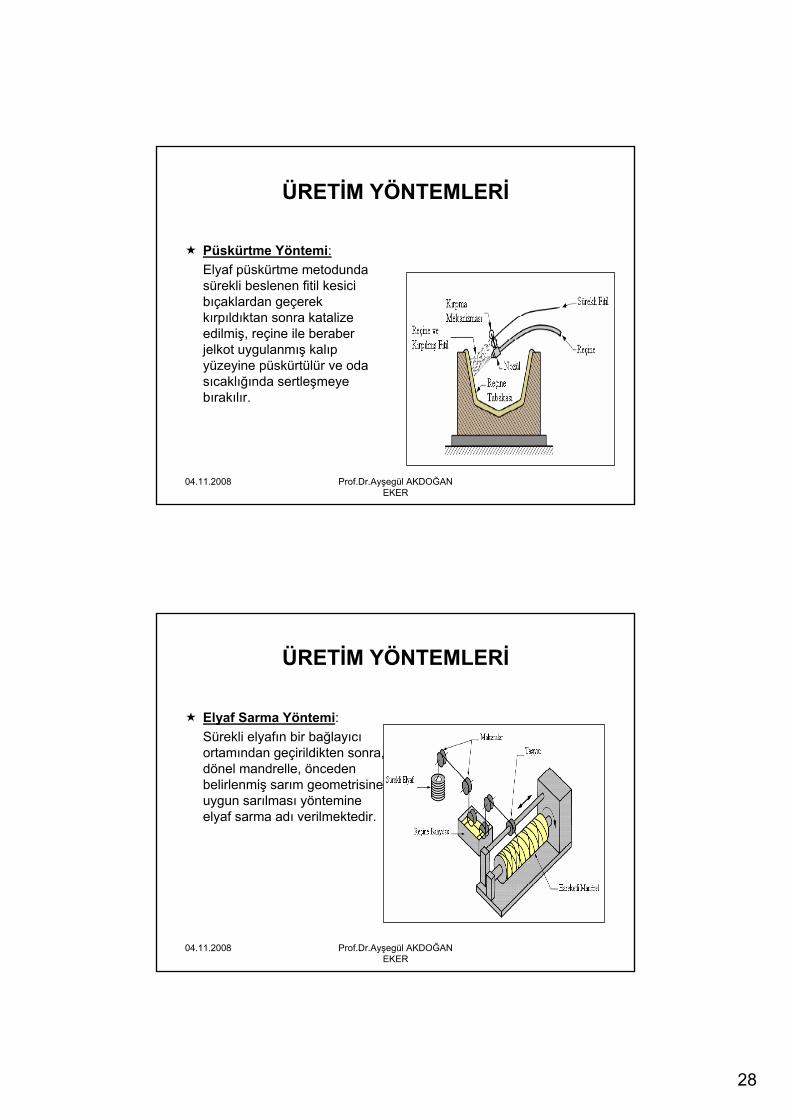
Püskürtme Yöntemi:Elyaf püskürtme metodunda sürekli beslenen fitil kesici bıçaklardan geçerek kırpıldıktan sonra katalize edilmiş, reçine ile beraber jelkot uygulanmış kalıp yüzeyine püskürtülür ve oda sıcaklığında sertleşmeye bırakılır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
Elyaf Sarma Yöntemi:Sürekli elyafın bir bağlayıcıortamından geçirildikten sonra, dönel mandrelle, önceden belirlenmiş sarım geometrisine uygun sarılması yöntemine elyaf sarma adı verilmektedir.

29
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
Vakum TorbasıYöntemi:Vakumlu torba kalıplamasıelle kalıplamanın gelişmişbir şeklidir.Büyük karmaşık şekilli parçaların bu teknikle üretilmesi mümkündür.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
Otoklav Yöntemi:Otoklav, kesin basıncın, ısının ve emişin kontrol edilebildiği basınçlı bir kaptır. Vakum bagging yöntemi ile benzerdir. Fırın yerine bir otoklav kullanılır. Böylece özel amaçlar için yüksek kalitede kompozit üretebilmek için kür şartları tam olarak kontrol edilebilir.Bu yöntem diğerlerine oranla daha uzun sürede uygulanır ve daha pahalıdır.
30
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
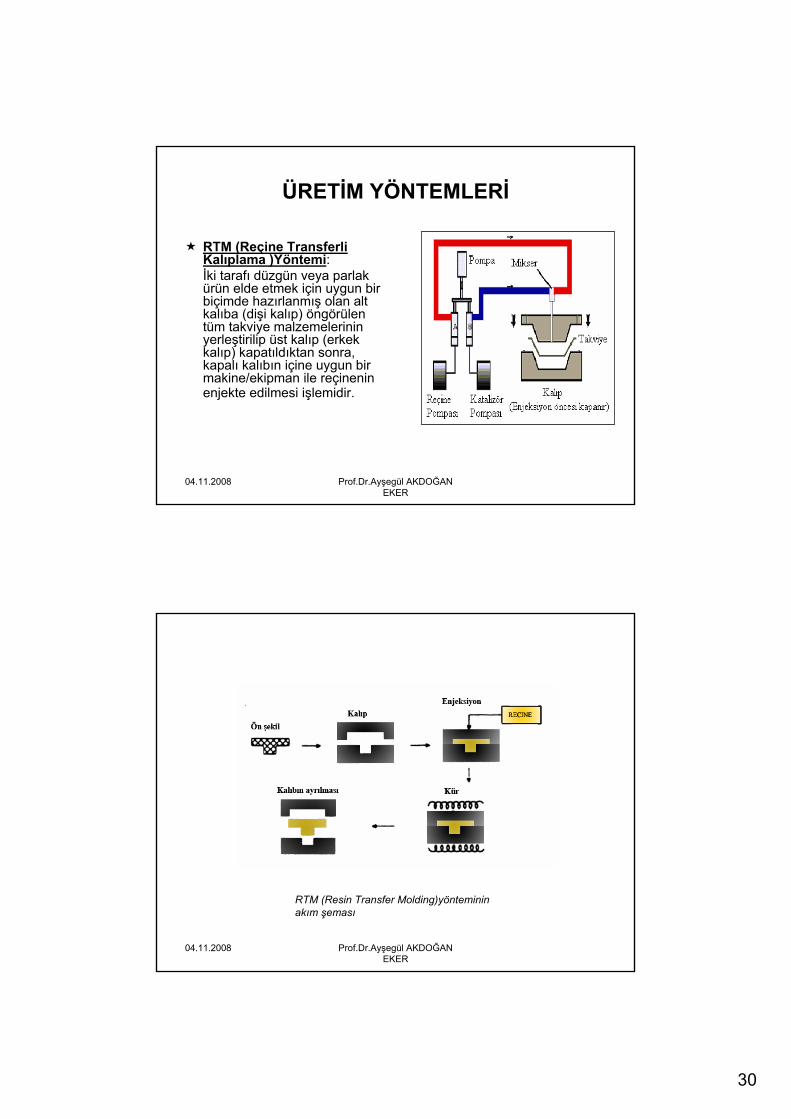
RTM (Reçine Transferli Kalıplama )Yöntemi:İki tarafı düzgün veya parlak ürün elde etmek için uygun bir biçimde hazırlanmış olan alt kalıba (dişi kalıp) öngörülen tüm takviye malzemelerinin yerleştirilip üst kalıp (erkek kalıp) kapatıldıktan sonra, kapalı kalıbın içine uygun bir makine/ekipman ile reçinenin enjekte edilmesi işlemidir.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
RTM (Resin Transfer Molding)yönteminin akım şeması
31
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
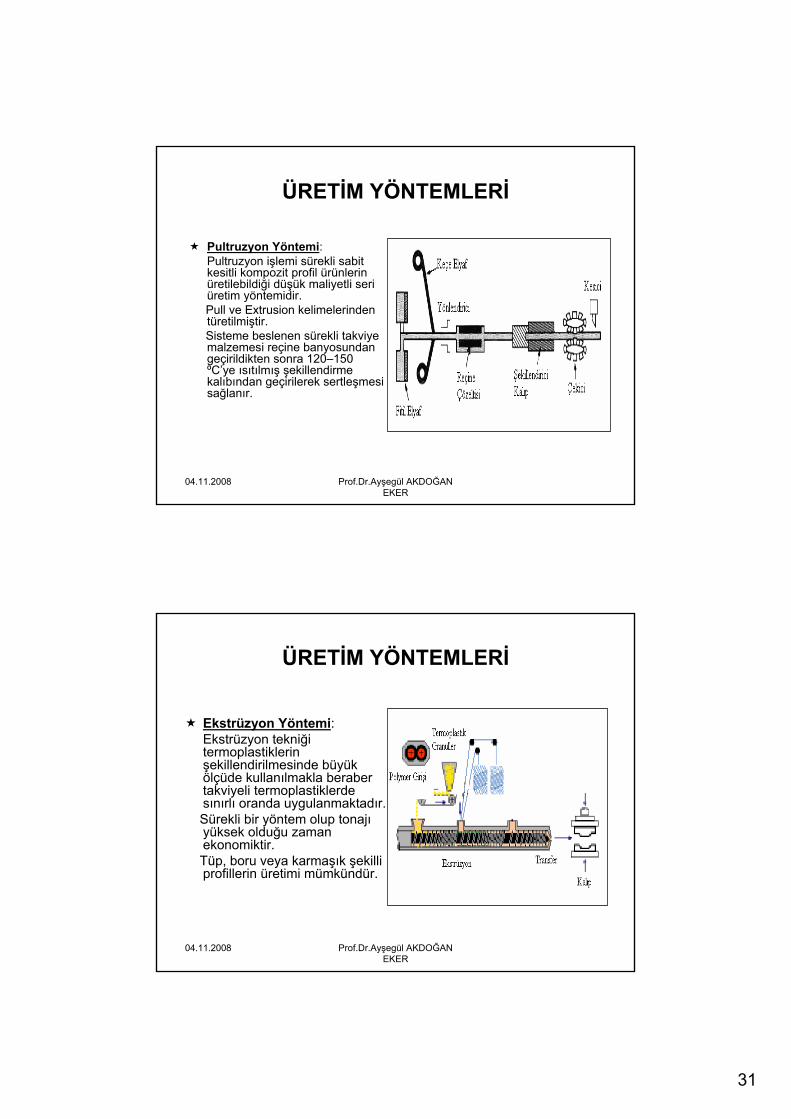
Pultruzyon Yöntemi:Pultruzyon işlemi sürekli sabit kesitli kompozit profil ürünlerin üretilebildiği düşük maliyetli seri üretim yöntemidir.Pull ve Extrusion kelimelerinden türetilmiştir. Sisteme beslenen sürekli takviye malzemesi reçine banyosundan geçirildikten sonra 120–150 ºC’ye ısıtılmış şekillendirme kalıbından geçirilerek sertleşmesi sağlanır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
Ekstrüzyon Yöntemi:Ekstrüzyon tekniği termoplastiklerin şekillendirilmesinde büyük ölçüde kullanılmakla beraber takviyeli termoplastiklerde sınırlı oranda uygulanmaktadır.Sürekli bir yöntem olup tonajıyüksek olduğu zaman ekonomiktir. Tüp, boru veya karmaşık şekilli profillerin üretimi mümkündür.
32
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
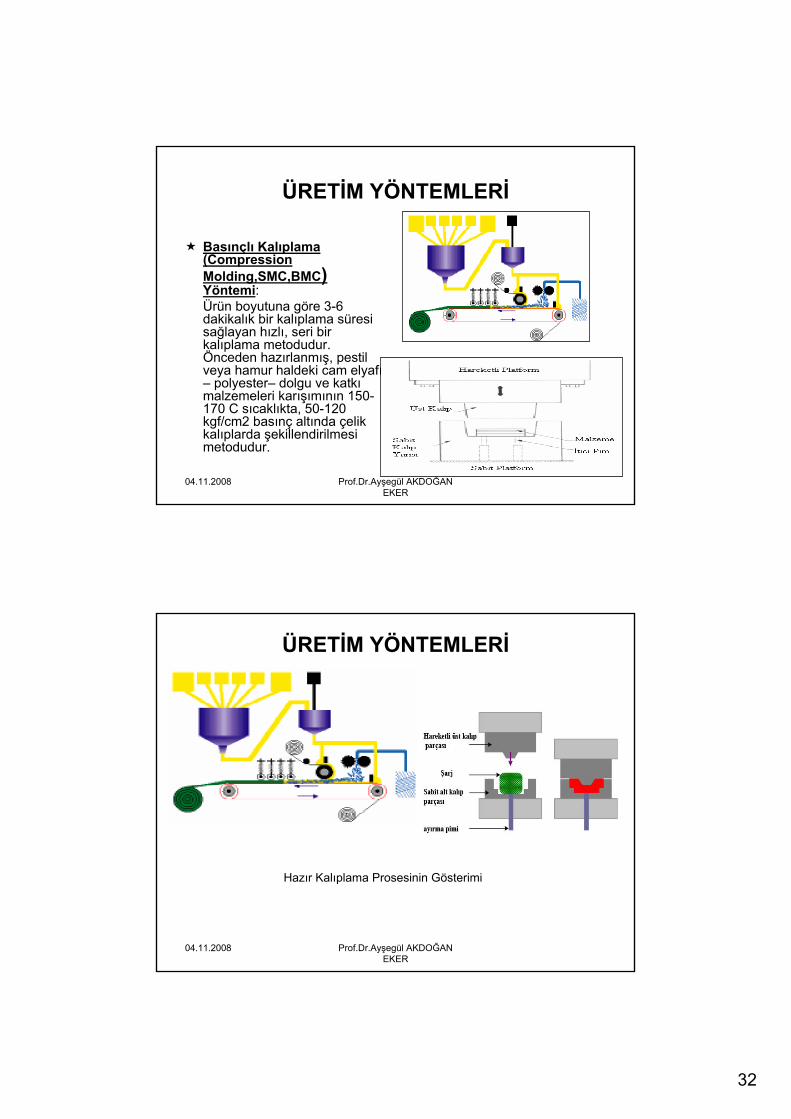
Basınçlı Kalıplama (Compression Molding,SMC,BMC)Yöntemi:Ürün boyutuna göre 3-6 dakikalık bir kalıplama süresi sağlayan hızlı, seri bir kalıplama metodudur. Önceden hazırlanmış, pestil veya hamur haldeki cam elyafı– polyester– dolgu ve katkımalzemeleri karışımının 150-170 C sıcaklıkta, 50-120 kgf/cm2 basınç altında çelik kalıplarda şekillendirilmesi metodudur.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
Hazır Kalıplama Prosesinin Gösterimi

33
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
SMC/BMC YÖNTEMİ - HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
• Hazır kalıplama bünyesinde cam elyafı, reçine, katkı ve dolgu malzemeleri içeren kalıplamaya hazır, hazır kalıplama bileşimleri olarak adlandırılan kompozit malzemelerin (SMC,BMC) sıcak pres kalıplarla ürüne dönüştürülmesidir.
• Karmaşık şekillerin üretilebilmesi, metal parçaların bünye içine gömülebilmesi, farklı cidar kalınlıkları gibi avantajları bulunmaktadır. Ayrıca ürünün iki yüzü de kalıp ile şekillenmektedir.
• Diğer kompozit malzeme üretim tekniklerinin olanak vermediği delik gibi komplike şekiller elde edilebilmektedir. Iskarta oranı düşüktür.
• Bu yöntemin dezavantajları kalıplama bileşimlerinin buzdolaplarında saklanmaları gerekliliği, kalıpların metal olmasından dolayı diğer kalıplardan daha maliyetli olması ve büyük parçaların üretimi için büyük ve pahalı preslere ihtiyaç olmasıdır.
• Hazır kalıplama yönteminde kullanılan bileşimler içeriklerine göre çeşitlilik göstermekle beraber en çok iki tür hazır kalıplama bileşimi kullanılmaktadır;
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
1. SMC Kompozitler (Hazır kalıplama pestili / SMC (sheet moulding composites)
• SMC takviye malzemesi olarak kırpılmış lif ile dolgu malzemesi içeren bir reçinenin önceden birleştirilmesi ile oluşan pestil biçiminde malzemedir.
• Sürekli lifler, 25-50 mm kırpılmış olarak ve kompozitintoplam ağırlığının %25-30 oranında kullanılır.
• Genellikle 1m genişliğinde ve 3mm. kalınlığında üretilir.
34
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
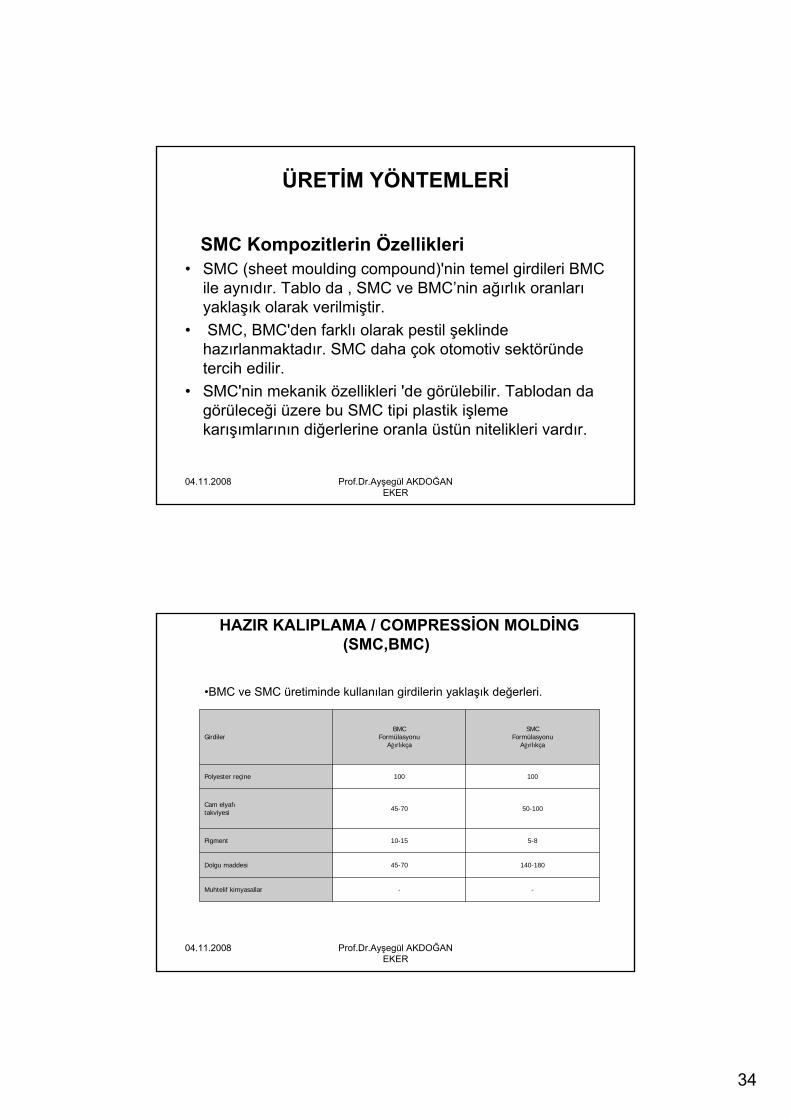
SMC Kompozitlerin Özellikleri• SMC (sheet moulding compound)'nin temel girdileri BMC
ile aynıdır. Tablo da , SMC ve BMC’nin ağırlık oranlarıyaklaşık olarak verilmiştir.
• SMC, BMC'den farklı olarak pestil şeklinde hazırlanmaktadır. SMC daha çok otomotiv sektöründe tercih edilir.
• SMC'nin mekanik özellikleri 'de görülebilir. Tablodan da görüleceği üzere bu SMC tipi plastik işleme karışımlarının diğerlerine oranla üstün nitelikleri vardır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
--Muhtelif kimyasallar
140-18045-70Dolgu maddesi
5-810-15Pigment
50-10045-70Cam elyafıtakviyesi
100100Polyester reçine
SMC Formülasyonu
Ağırlıkça
BMC Formülasyonu
AğırlıkçaGirdiler
•BMC ve SMC üretiminde kullanılan girdilerin yaklaşık değerleri.
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)

35
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
SMC Ürün Çeşitleri
a) Stadyum koltuğu
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
b) Oto kaporta, ön panel ve karter
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)

36
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
c) Her türlü konteynır ve araç bagaj taşıyıcıları.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
d) Elektrik dağıtım dolapları,

37
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
e) Her türlü taban,tavan kaplamaları
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
2. HAZIR KALIPLAMA HAMURU / BMC (BULK MOULDİNG COMPOSİTES)
• BMC takviye malzemesi olarak kırpılmış lif ve dolgu malzemesi içeren bir reçinenin önceden birleştirilmesi ile oluşan hamur biçiminde malzemedir.Hazır kalıplama bileşimlerinin avantajları; Çok geniş tasarım esnekliğiDüzgün yüzeyKolayca laklanabilme, boyanabilme ve kalıp içinde yüzeyin kaplanabilmesiGeri dönüştürülebilme ve hazırlığında geri dönüşümü malzeme kullanabilmeMetal gömme parçaların yerleştirilmesi ile montaj kolaylığıYüksek alev dayanımıSıcaklık dayanımıSoğukta kırılgan olmama
• Bu yöntem RTM’ye benzer bir yöntemdir. Farklılığı reçine/elyaf karışımın kalıp dışarısında karışmış ve eritilerek basınç altında boş kalıp içine enjekte ediliyor olmasındadır. Sadece düşük viskoziteye sahip termoset reçineler bu yöntemde kullanılabilir. Diğer yöntemlere göre daha hızlıdır.
• Çocuk oyuncaklarından uçak parçalarına kadar bir çok ürün bu yöntemle üretilebilmektedir.

38
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
Kalıplama Prosesinin Gösterimi
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
BMC Kompozitlerin Özellikleri:• BMC ( Bulk Moulding Compound ) termoset reçine, cam
elyaf, dolgu ve katkı maddeleri kullanılarak hazırlanan kompozit malzemedir.
• Bu üç ana girdinin dışında termoplastik katkılar, katalizörler, inhibitörler, pigmentler gibi pek çok madde malzemenin özelliklerini iyileştirmek, kalıplama işlemini kolaylaştırmak ve renk vermek gibi amaçlarla kullanılır.
• BMC üretiminde kullanılan temel girdiler Tabloda verilmiştir.
• BMC genellikle elektrik sektöründe tercih edilir.

39
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
--Muhtelif kimyasallar
140-18045-70Dolgu maddesi
5-810-15Pigment
50-10045-70Cam elyafıtakviyesi
100100Polyester reçine
SMC Formülasyonu
Ağırlıkça
BMC Formülasyonu
AğırlıkçaGirdiler
Tablo BMC ve SMC üretiminde kullanılan girdilerin yaklaşık değerleri
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
•Tablodan da görüleceği üzere BMC'nin ve SMC'nin diğer karışımlara göre üstünlüğü vardır ( hafiflik ve yüksek mekanik dayanımı bir arada sağlama, ısı dayanımı, iyi elektrik yalıtım özelliği, yüksek alev dayanımı gibi...)
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
BMC Ürün Çeşitleria) Beton Numune Test Kalıbı ( 150×150×150 mm)
40
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
b) Her türlü kutu, kap,mikro dalga tabakları, her türlü endüstriyel uygulamalar
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
c) Her türlü elektrik kutuları, armatürler

41
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
d) Her türlü elektrik parçaları, izalatörler, şalter parçaları
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
e) Muhtelif elektrik parçaları
42
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
g) NH altlıkları ve bara tutucuları
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
HAZIR KALIPLAMA / COMPRESSİON MOLDİNG (SMC,BMC)
h) Çamaşır makinası kazanı

43
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
Enjeksiyon Yöntemi:Fiber takviyeli termoplastiklerin, imalatında tercih edilen bir yöntemdir. Her bir kalıplama periyodunda birkaç gramdan on kilograma kadar değişen aralıklarda parçaları kalıplayabilecek kapasitede enjeksiyon makinalarının kullanılmasımümkündür. Enjeksiyon makinalarına beslenen kalıplama bileşikleri, boyları 3-6 m arasında değişen granüller halinde ön karışımlardır. Enjeksiyonla kalıplama tekniğinde genellikle palet şeklindeki ön karışımlar kullanılır.
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
ÜRETİM YÖNTEMLERİ
Santrifüj Yöntemi (Savurma Yöntemi):Silindirik parçaların üretimi için uygun bir yöntemdir. Kırpılmış elyaf ve sertleştirici katılmış reçine, silindirik bir kabın içine doldurulur ve döndürülen kabın cidarlarına merkezkaç kuvvetler yardımıyla dağılan kompozit malzeme sıcak hava ile sertleştirilir.Boru, depo ve silindirik ürünlerin yapımında kullanılır.

44
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
PLASTİK MATRİSLİ KOMPOZİTLER
KULLANIM ALANLARIOtomotiv SektörüHavacılık SektörüDenizcilik SektörüDiğer
04.11.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
PLASTİK MATRİSLİ KOMPOZİTLER