plant-wide control for through- put maximization
TRANSCRIPT

Talk at RIL Jamnagar, 17th Dec 2007
Plant-wide Control for Through-
put Maximization
Dr. Nitin Kaistha
Department of Chemical Engineering
Indian Institute of Technology Kanpur

Talk at RIL Jamnagar, 17th Dec 2007
Outline of presentation
• IntroductionIntroductionIntroductionIntroduction
• Case Study 1: Cumene ProcessCase Study 1: Cumene ProcessCase Study 1: Cumene ProcessCase Study 1: Cumene Process
• Case Study 2: HDA processCase Study 2: HDA processCase Study 2: HDA processCase Study 2: HDA process
• ConclusionsConclusionsConclusionsConclusions
Talk at RIL Jamnagar, 17th Dec 2007
Introduction
• Research in plant wide control gained momentum in recent years
– Availability of computational facilities
– Commercial plant-wide process simulators, eg. Aspen Plus, HYSYS
• Much of research on plantwide control is focused on synthesizing the effective decentralized regulatory Control Structure
CHEMICAL PLANTCHEMICAL PLANTCHEMICAL PLANTCHEMICAL PLANT
Raw materialsRaw materialsRaw materialsRaw materials ProductsProductsProductsProductsReactors
Columns
Separators
Heaters
Coolers
Furnaces
Pumps
Compressors
• Little work on plant-wide control for maximizing plant profit
Talk at RIL Jamnagar, 17th Dec 2007
Optimal Plant-wide Operation
• Optimization of key set-points for maximum plant profit
– Model Predictive Control
– Real Time Optimization
• Computationally intensive techniques requiring
high fidelity plant-wide process models
FOCUS OF THIS WORK
• Simple approach for improved process profitability

Talk at RIL Jamnagar, 17th Dec 2007
Process Constraints Limit Production
Column Flooding Maximum available flow rates (mass, energy)
Maximizing the production rate requires controlling Maximizing the production rate requires controlling Maximizing the production rate requires controlling Maximizing the production rate requires controlling the plant such that it operates close to the bottleneck constraithe plant such that it operates close to the bottleneck constraithe plant such that it operates close to the bottleneck constraithe plant such that it operates close to the bottleneck constraintntntnt
Maximum Maximum Maximum Maximum Plant ProfitabilityPlant ProfitabilityPlant ProfitabilityPlant Profitability
Maximum Maximum Maximum Maximum
Production Rate Production Rate Production Rate Production Rate
CONTINUOUS CHEMICAL PROCESSESCONTINUOUS CHEMICAL PROCESSESCONTINUOUS CHEMICAL PROCESSESCONTINUOUS CHEMICAL PROCESSES

Talk at RIL Jamnagar, 17th Dec 2007
Case Study-1: Design and Plant-wide Control of a Cumene Process
Students : Sadanand SinghShivangi Lal
Talk at RIL Jamnagar, 17th Dec 2007
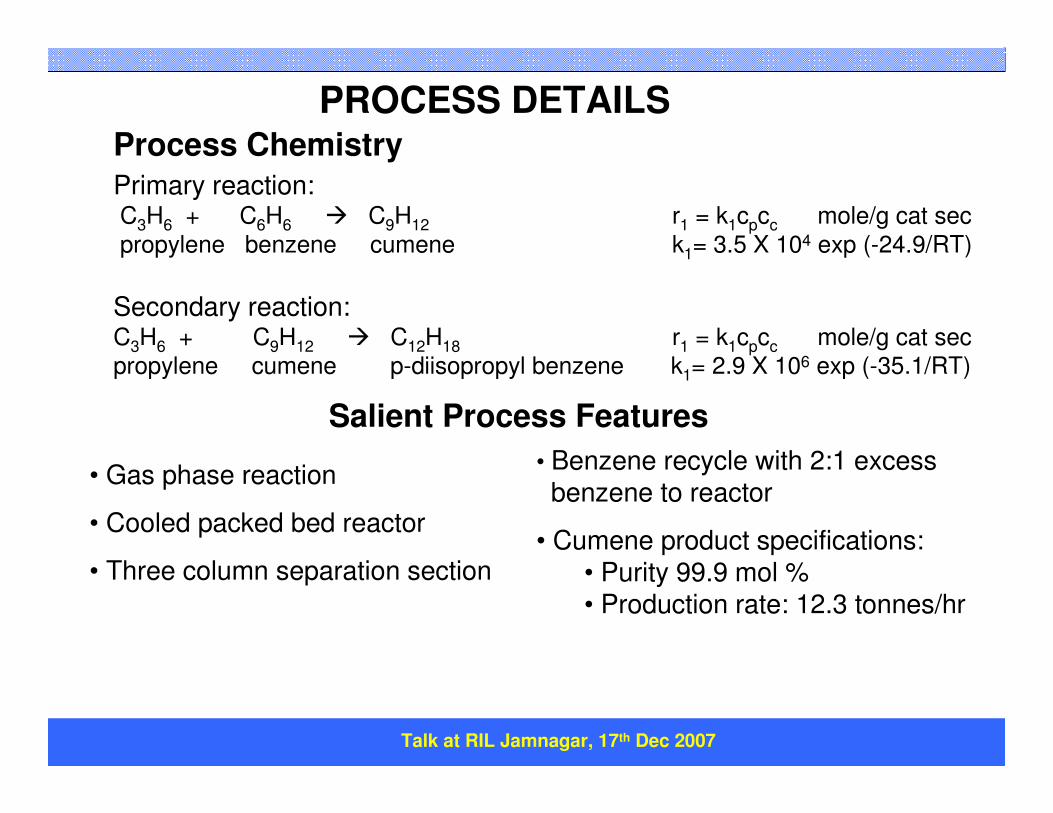
PROCESS DETAILS
• Gas phase reaction
• Cooled packed bed reactor
• Three column separation section
Salient Process Features
• Benzene recycle with 2:1 excess benzene to reactor
• Cumene product specifications: • Purity 99.9 mol %• Production rate: 12.3 tonnes/hr
Primary reaction:C3H6 + C6H6 � C9H12 r1 = k1cpcc mole/g cat sec
propylene benzene cumene k1= 3.5 X 104 exp (-24.9/RT)
Secondary reaction:C3H6 + C9H12 � C12H18 r1 = k1cpcc mole/g cat sec
propylene cumene p-diisopropyl benzene k1= 2.9 X 106 exp (-35.1/RT)
Process Chemistry
Talk at RIL Jamnagar, 17th Dec 2007
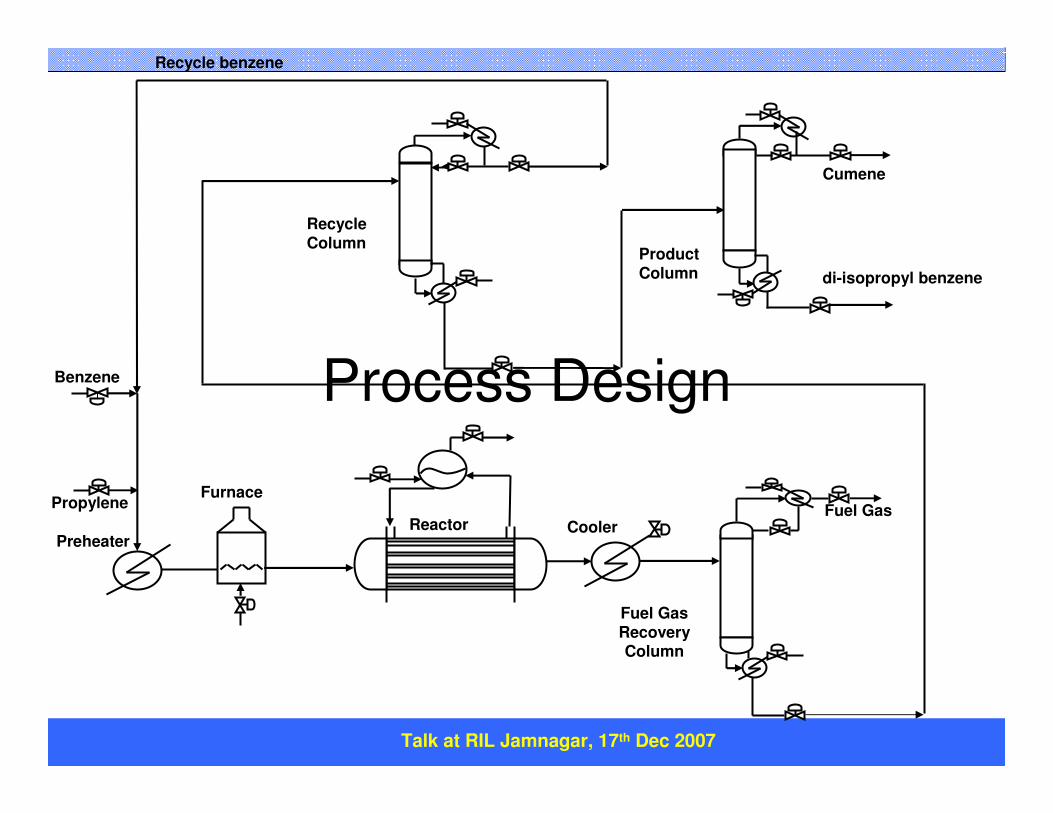
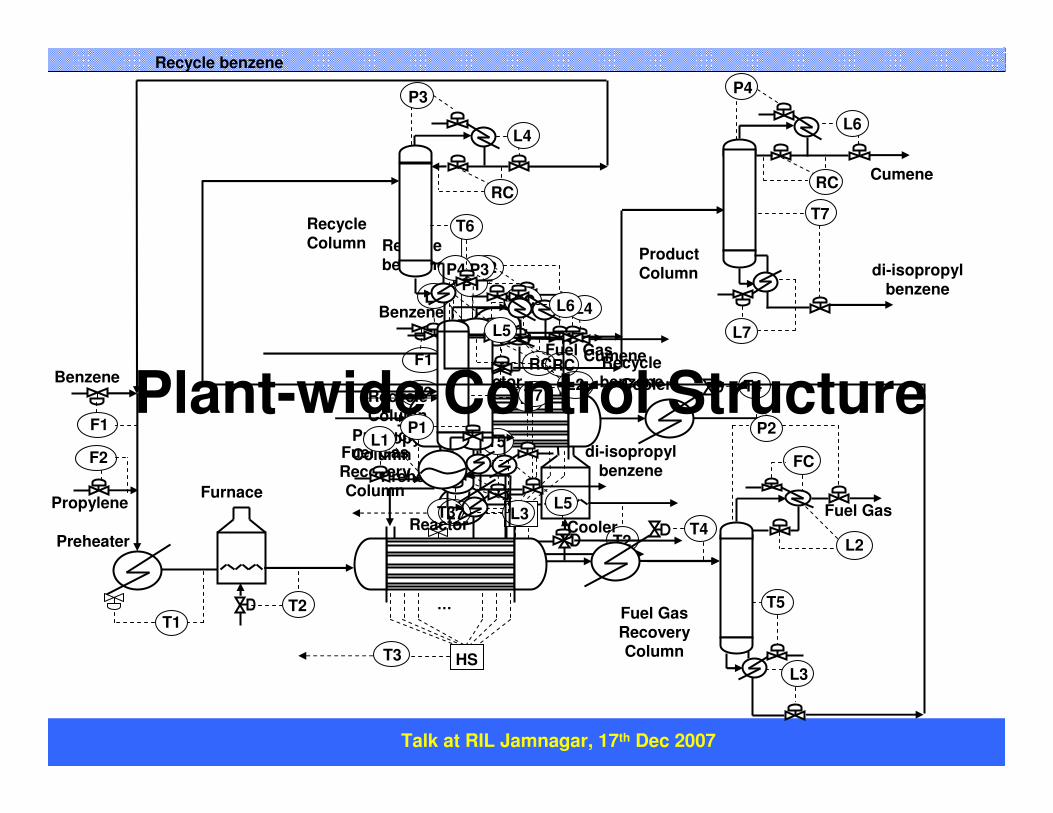
Benzene
Propylene
Preheater
Furnace
Reactor Cooler
Recycle benzene
Fuel Gas Recovery Column
Fuel Gas
RecycleColumn
di-isopropyl benzene
ProductColumn
Cumene
Process Design
Talk at RIL Jamnagar, 17th Dec 2007
Benzene
Propylene
Preheater
Furnace
F2
F1
T1T2
Recycle benzene
T3
Reactor Cooler
HS
…
P1L1
T4
P2
T5
L3
FC
L2
Fuel Gas Recovery Column
Fuel Gas
RecycleColumn
P3
L4
T6
L5
RC Recycle benzene
di-isopropyl benzene
ProductColumn
Cumene
L7
T7
P4
L6
RC
Recycle benzene
Benzene
Propylene
Preheater
Furnace
F2
F1
T1T2
di-isopropyl benzene
ProductColumn
Cumene
L7
T7
P4
L6
RC
T3
Reactor Cooler
HS
…
P1L1
T4
P2
T5
L3
FC
L2
Fuel Gas Recovery Column
Fuel Gas
RecycleColumn
P3
L4
T6
L5
RC
Plant-wide Control Structure
Talk at RIL Jamnagar, 17th Dec 2007
F1
F2
T2
Fresh Benzene
Propylene
Preheater
T1
Furnace
L1
P1
Reactor
HS
…
T3
Recycle Benzene
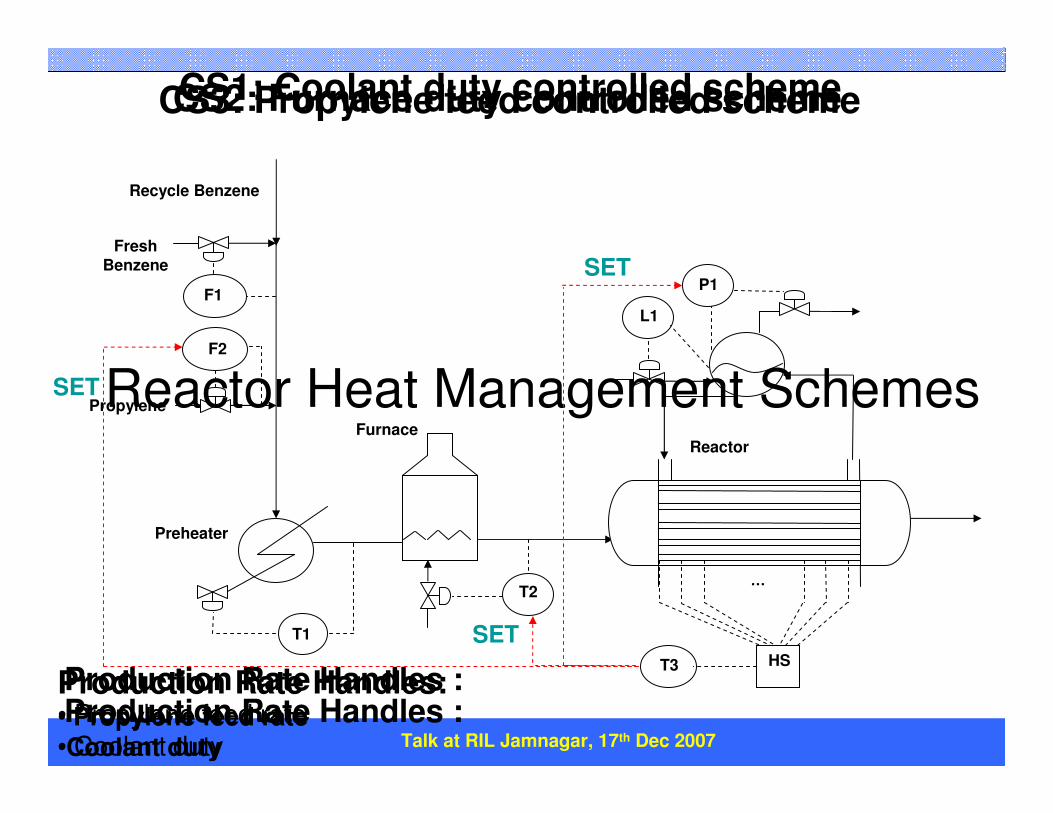
Reactor Heat Management Schemes
CS1: Coolant duty controlled scheme
Production Rate Handles :• Propylene feed rate
SET
CS2: Furnace duty controlled scheme
Production Rate Handles:• Propylene feed rate
•Coolant duty
SET
CS3: Propylene feed controlled scheme
Production Rate Handles :• Coolant duty
SET

Talk at RIL Jamnagar, 17th Dec 2007
Comparison of Different Control
Schemes
Response for change in throughResponse for change in throughResponse for change in throughResponse for change in through----put by put by put by put by ±±±±10%10%10%10%
Talk at RIL Jamnagar, 17th Dec 2007
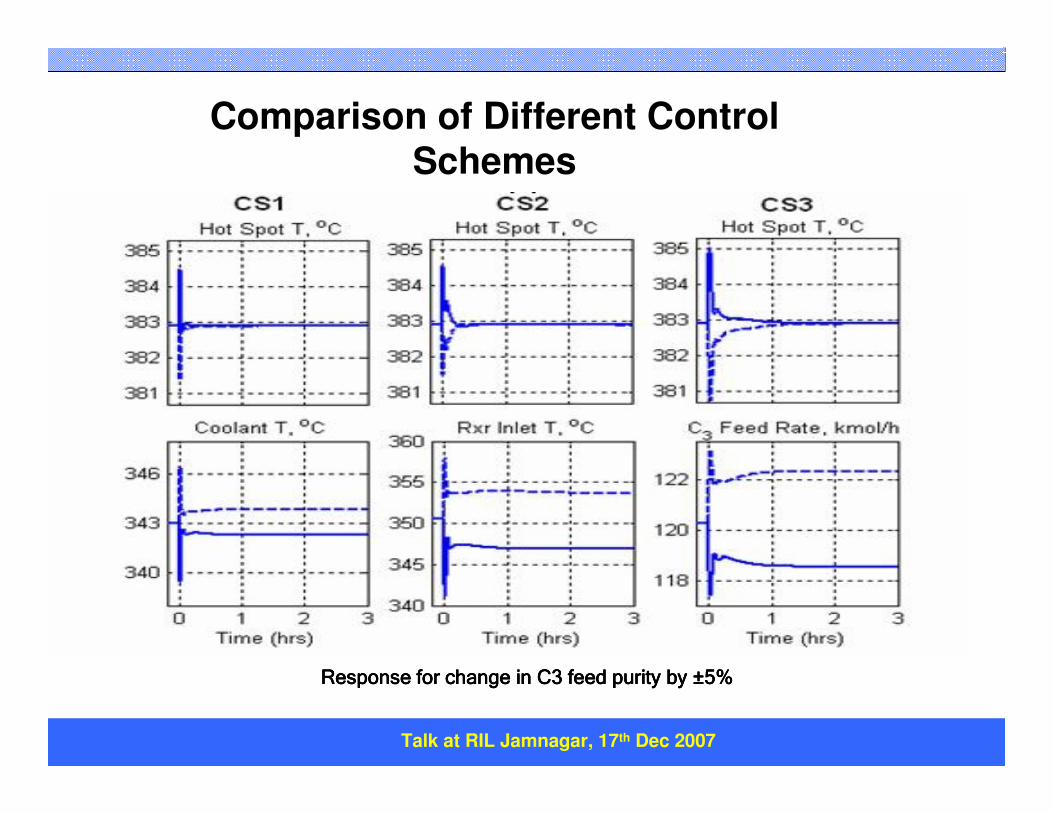
Comparison of Different Control
Schemes
Response for change in C3 feed purity by Response for change in C3 feed purity by Response for change in C3 feed purity by Response for change in C3 feed purity by ±±±±5%5%5%5%

Talk at RIL Jamnagar, 17th Dec 2007
Comparison of Different Control
Schemes
1.8410.5580.395Through-put by -10%
1.8360.9560.424Through-put by +10%
0.2700.1140.065C3 mol fraction by +5%
0.3170.1160.068C3 mol fraction by -5%
CS3CS2CS1Disturbance
Talk at RIL Jamnagar, 17th Dec 2007
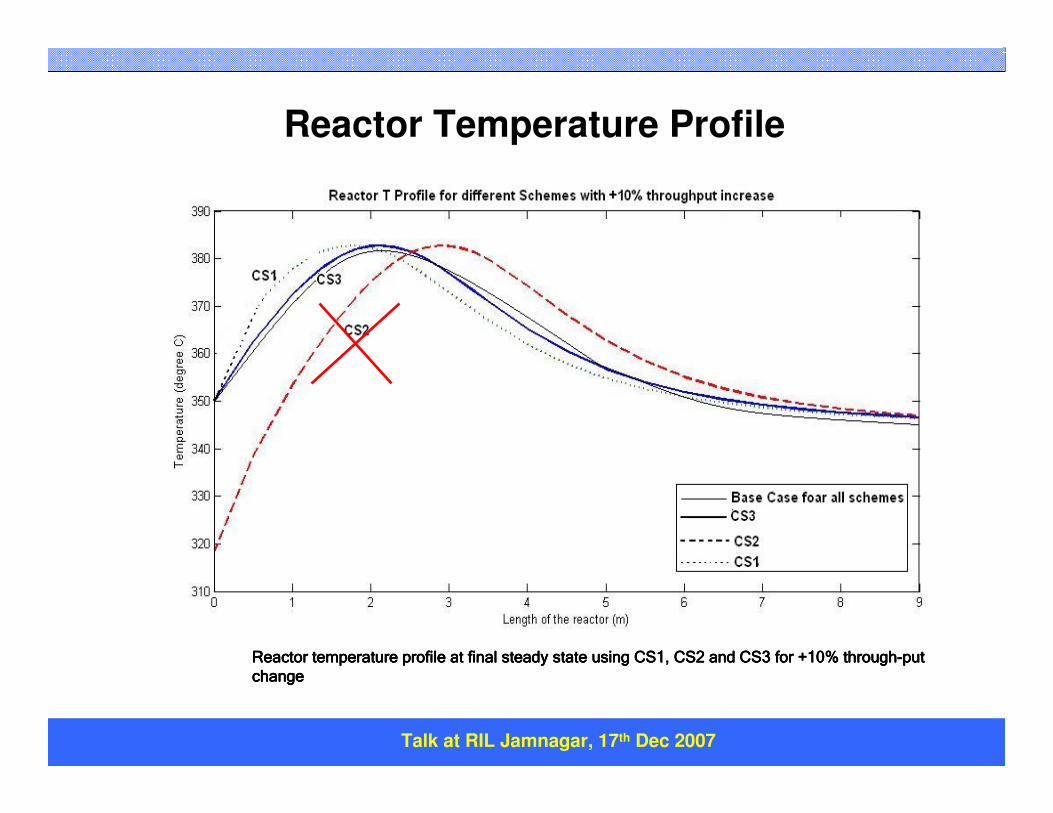
Reactor Temperature Profile
Reactor temperature profile at final steady state using CS1, CS2Reactor temperature profile at final steady state using CS1, CS2Reactor temperature profile at final steady state using CS1, CS2Reactor temperature profile at final steady state using CS1, CS2 and CS3 for +10% throughand CS3 for +10% throughand CS3 for +10% throughand CS3 for +10% through----put put put put
changechangechangechange

Talk at RIL Jamnagar, 17th Dec 2007
Plant-Wide Response for CS1
Response for change in throughResponse for change in throughResponse for change in throughResponse for change in through----put by put by put by put by ±±±±10%10%10%10%
Talk at RIL Jamnagar, 17th Dec 2007
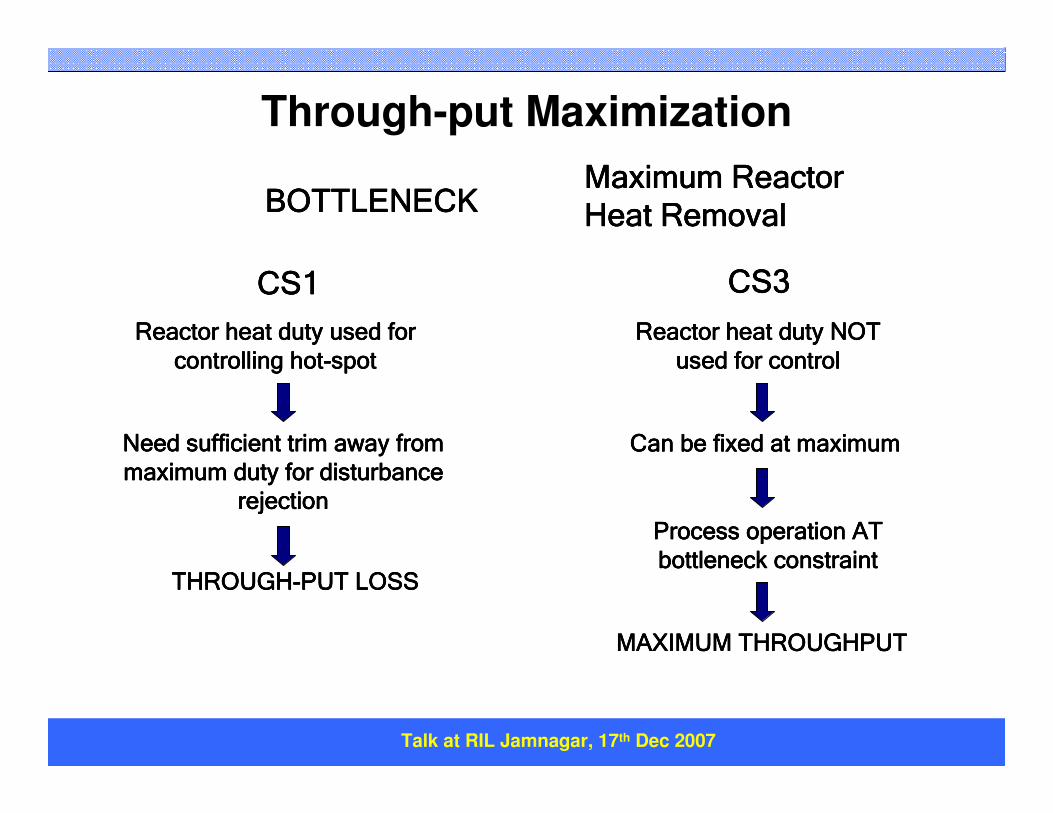
Through-put Maximization
BOTTLENECKBOTTLENECKBOTTLENECKBOTTLENECKMaximum Reactor Maximum Reactor Maximum Reactor Maximum Reactor Heat RemovalHeat RemovalHeat RemovalHeat Removal
CS1CS1CS1CS1
Reactor heat duty used for Reactor heat duty used for Reactor heat duty used for Reactor heat duty used for
controlling hotcontrolling hotcontrolling hotcontrolling hot----spotspotspotspot
Need sufficient trim away from Need sufficient trim away from Need sufficient trim away from Need sufficient trim away from
maximum duty for disturbance maximum duty for disturbance maximum duty for disturbance maximum duty for disturbance
rejectionrejectionrejectionrejection
THROUGHTHROUGHTHROUGHTHROUGH----PUT LOSSPUT LOSSPUT LOSSPUT LOSS
CS3CS3CS3CS3
Reactor heat duty NOT Reactor heat duty NOT Reactor heat duty NOT Reactor heat duty NOT
used for controlused for controlused for controlused for control
Can be fixed at maximumCan be fixed at maximumCan be fixed at maximumCan be fixed at maximum
Process operation AT Process operation AT Process operation AT Process operation AT
bottleneck constraintbottleneck constraintbottleneck constraintbottleneck constraint
MAXIMUM THROUGHPUTMAXIMUM THROUGHPUTMAXIMUM THROUGHPUTMAXIMUM THROUGHPUT

Talk at RIL Jamnagar, 17th Dec 2007
CS1CS1CS1CS1
CS3CS3CS3CS3
337
338
339
340
341
342
343
344
0 1 2 3 4 5 6
Time (hours)
Co
ola
nt
T (
C)
Trim for CS1Trim for CS1Trim for CS1Trim for CS1
Tc, minTc, minTc, minTc, min
Talk at RIL Jamnagar, 17th Dec 2007
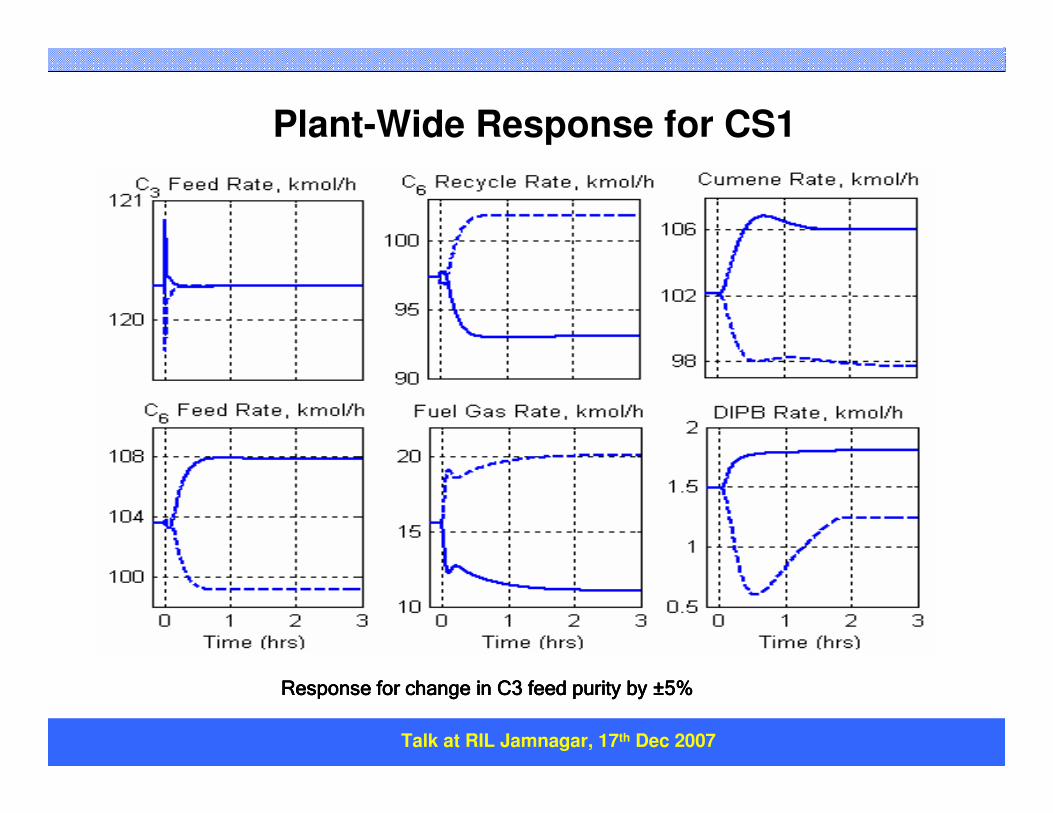
Plant-Wide Response for CS1
Response for change in C3 feed purity by Response for change in C3 feed purity by Response for change in C3 feed purity by Response for change in C3 feed purity by ±±±±5%5%5%5%

Talk at RIL Jamnagar, 17th Dec 2007
Plant-Wide Response for CS3
Response for change in C3 feed purity by Response for change in C3 feed purity by Response for change in C3 feed purity by Response for change in C3 feed purity by ±±±±5%5%5%5%

Talk at RIL Jamnagar, 17th Dec 2007

Talk at RIL Jamnagar, 17th Dec 2007
SUMMARY
• CS1 gives tightest hot-spot temperature control
• CS2 susceptible to large temperature profile deviations
• CS3 provides acceptable hot-spot temperature
control
• 6% increased throughput in CS3
KEY ROLE OF CONTROL STRUCTURE ON MAX THRUPUTKEY ROLE OF CONTROL STRUCTURE ON MAX THRUPUTKEY ROLE OF CONTROL STRUCTURE ON MAX THRUPUTKEY ROLE OF CONTROL STRUCTURE ON MAX THRUPUT

Talk at RIL Jamnagar, 17th Dec 2007
Case Study-2: PLANT-WIDE CONTROL OF
HDA PROCESS FOR IMPROVED PROFITABILITY
Student : Sanjay Kr. Jha
Talk at RIL Jamnagar, 17th Dec 2007
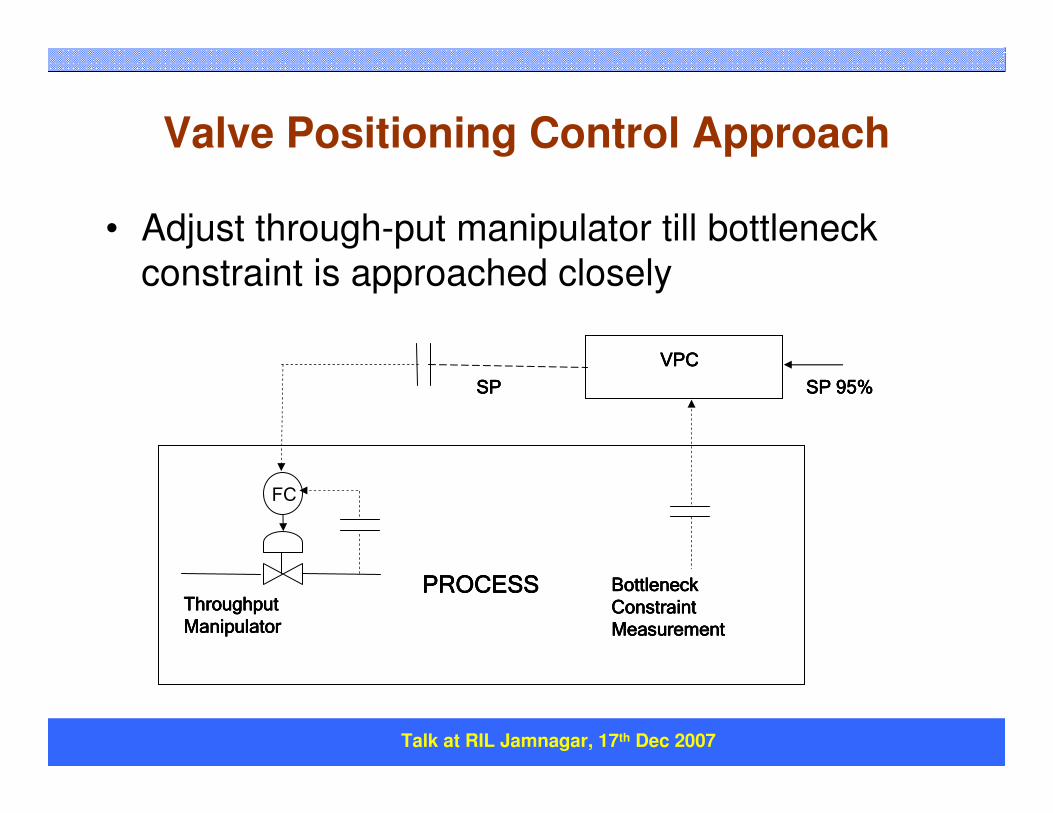
Valve Positioning Control Approach
• Adjust through-put manipulator till bottleneck
constraint is approached closely
ThroughputThroughputThroughputThroughputManipulatorManipulatorManipulatorManipulator
BottleneckBottleneckBottleneckBottleneckConstraintConstraintConstraintConstraintMeasurementMeasurementMeasurementMeasurement
PROCESSPROCESSPROCESSPROCESS
SP 95%SP 95%SP 95%SP 95%
VPCVPCVPCVPC
SPSPSPSP
FC
Talk at RIL Jamnagar, 17th Dec 2007
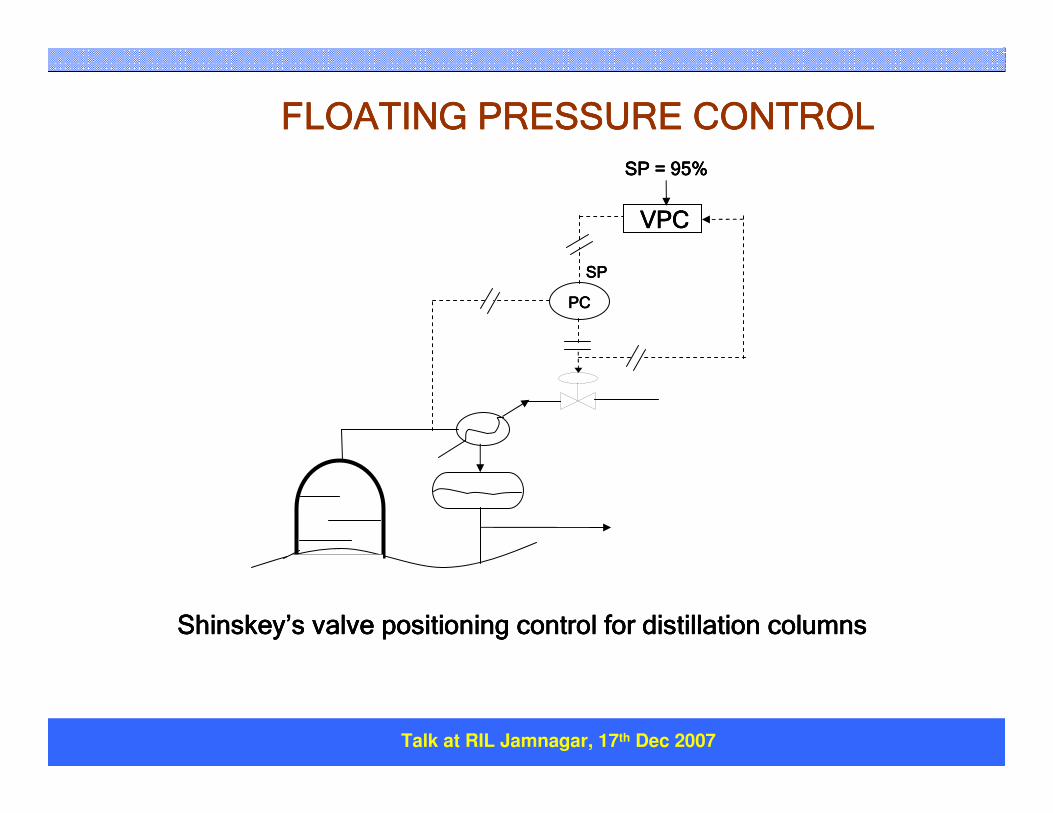
PCPCPCPC
SP = 95%SP = 95%SP = 95%SP = 95%
SPSPSPSP
ShinskeyShinskeyShinskeyShinskey’’’’ssss valve positioning control for distillation columnsvalve positioning control for distillation columnsvalve positioning control for distillation columnsvalve positioning control for distillation columns
VPCVPCVPCVPC
FLOATING PRESSURE CONTROLFLOATING PRESSURE CONTROLFLOATING PRESSURE CONTROLFLOATING PRESSURE CONTROL

Talk at RIL Jamnagar, 17th Dec 2007
CondensateCondensateCondensateCondensate
FeedFeedFeedFeed
SteamSteamSteamSteam
SP = 95%SP = 95%SP = 95%SP = 95%
TCTCTCTC
VPCVPCVPCVPC
SPSPSPSP
FCFCFCFC
FeedFeedFeedFeed
SteamSteamSteamSteam95%95%95%95%
TC
CondensateCondensateCondensateCondensate
Equivalence of VPC scheme to a conventional control structureEquivalence of VPC scheme to a conventional control structureEquivalence of VPC scheme to a conventional control structureEquivalence of VPC scheme to a conventional control structure

Talk at RIL Jamnagar, 17th Dec 2007
HDA ProcessHDA ProcessHDA ProcessHDA Process
Salient process featuresSalient process featuresSalient process featuresSalient process features
� Exothermic reaction in adiabatic plug flow reactorExothermic reaction in adiabatic plug flow reactorExothermic reaction in adiabatic plug flow reactorExothermic reaction in adiabatic plug flow reactor
� 5:1 H5:1 H5:1 H5:1 H2222 to Toluene fed to reactor (suppresses side to Toluene fed to reactor (suppresses side to Toluene fed to reactor (suppresses side to Toluene fed to reactor (suppresses side rxnrxnrxnrxn))))
� Unreacted HUnreacted HUnreacted HUnreacted H2222 and toluene recycled backand toluene recycled backand toluene recycled backand toluene recycled back
� CHCHCHCH4444 formed in reaction is purgedformed in reaction is purgedformed in reaction is purgedformed in reaction is purged
� Hot reactor effluent used to preheat cold feed to reactorHot reactor effluent used to preheat cold feed to reactorHot reactor effluent used to preheat cold feed to reactorHot reactor effluent used to preheat cold feed to reactor
� Three column separation trainThree column separation trainThree column separation trainThree column separation train
Chemistry (Chemistry (Chemistry (Chemistry (DealkylationDealkylationDealkylationDealkylation of toluene): of toluene): of toluene): of toluene):
6 5 3 2 6 6 4C H CH (Toluene)+H C H +CH→
6 6 6 5 6 5 22C H C H -C H + H↔

Talk at RIL Jamnagar, 17th Dec 2007
HDA Process Flow Sheet and PlantHDA Process Flow Sheet and PlantHDA Process Flow Sheet and PlantHDA Process Flow Sheet and Plant----wide Control Structurewide Control Structurewide Control Structurewide Control Structure
J. M. Douglas, Conceptual Design of Chemical Processes, McGraw Hill, New York (1988).
Talk at RIL Jamnagar, 17th Dec 2007
• A rigorous Dynamic Simulator is developed in HYSYS 3.2, a commercial plant-wide control software package
• This flow sheet is used to investigate the enhancement in the plant through-put using VPC based approach
BottleBottleBottleBottle----necks considered for HDA Processnecks considered for HDA Processnecks considered for HDA Processnecks considered for HDA Process
• Feed gas compressorFeed gas compressorFeed gas compressorFeed gas compressor
• FurnaceFurnaceFurnaceFurnace
Compressors and Furnaces are expensiveCompressors and Furnaces are expensiveCompressors and Furnaces are expensiveCompressors and Furnaces are expensive&&&&
Marginally overMarginally overMarginally overMarginally over----designeddesigneddesigneddesigned
Talk at RIL Jamnagar, 17th Dec 2007
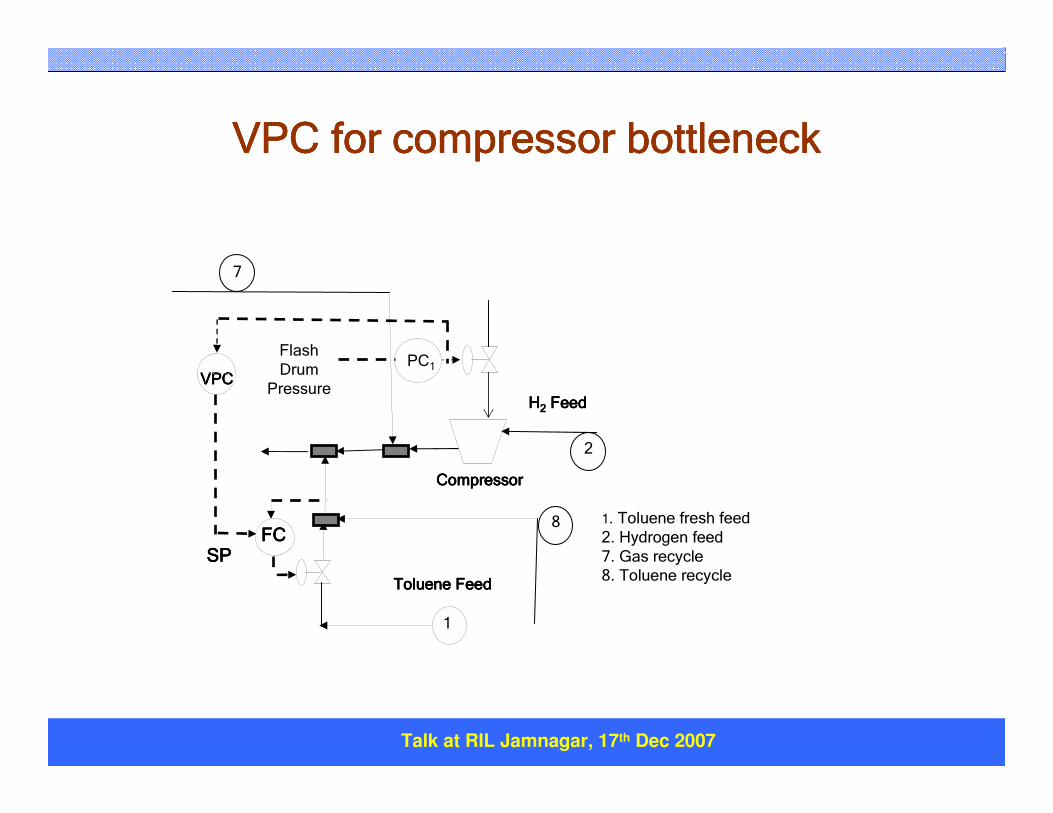
VPC for compressor bottleneckVPC for compressor bottleneckVPC for compressor bottleneckVPC for compressor bottleneck
1. Toluene fresh feed
2. Hydrogen feed
7. Gas recycle8. Toluene recycle
VPCVPCVPCVPC
SPSPSPSP
PC1
HHHH2222 FeedFeedFeedFeed
7
1
2
FCFCFCFC
Toluene FeedToluene FeedToluene FeedToluene Feed
8
CompressorCompressorCompressorCompressor
Flash
Drum
Pressure
Talk at RIL Jamnagar, 17th Dec 2007
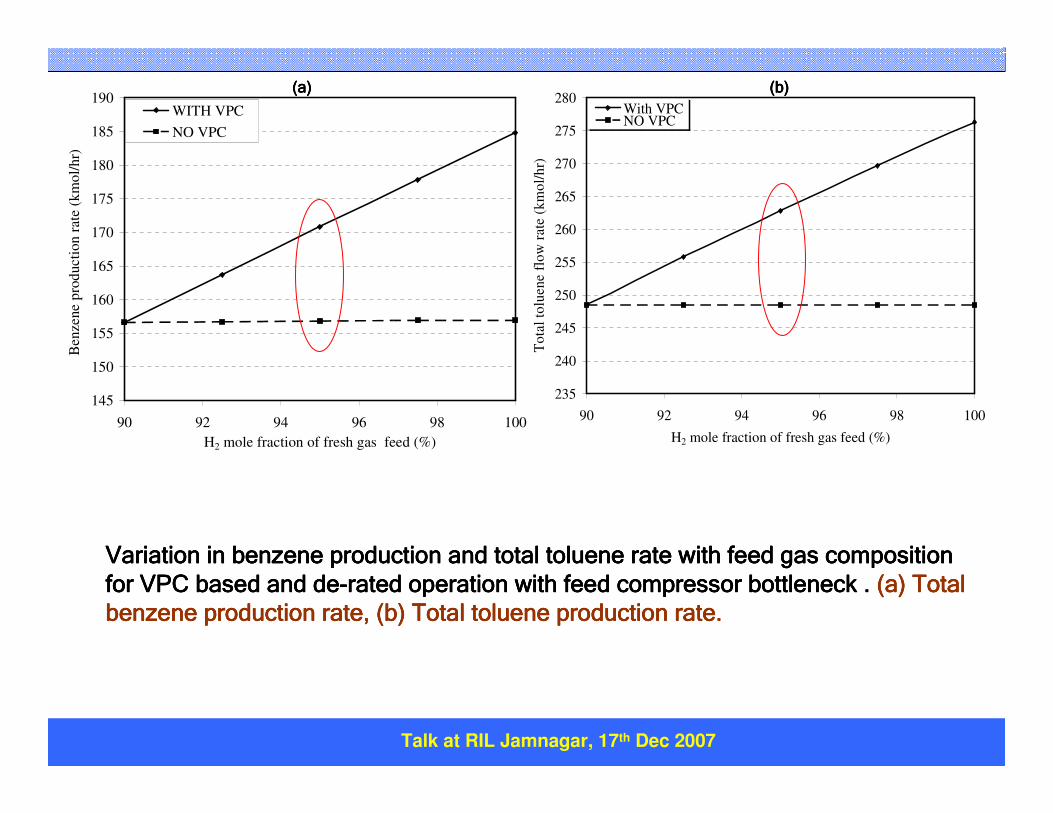
Variation in benzene production and total toluene rate with feedVariation in benzene production and total toluene rate with feedVariation in benzene production and total toluene rate with feedVariation in benzene production and total toluene rate with feed gas composition gas composition gas composition gas composition
for VPC based and defor VPC based and defor VPC based and defor VPC based and de----rated operation with feed compressor bottleneck . rated operation with feed compressor bottleneck . rated operation with feed compressor bottleneck . rated operation with feed compressor bottleneck . (a) Total (a) Total (a) Total (a) Total
benzene production rate, (b) Total toluene production rate. benzene production rate, (b) Total toluene production rate. benzene production rate, (b) Total toluene production rate. benzene production rate, (b) Total toluene production rate.
145
150
155
160
165
170
175
180
185
190
90 92 94 96 98 100
H2 mole fraction of fresh gas feed (%)
Ben
zene
pro
duct
ion
rat
e (k
mo
l/hr)
WITH VPC
NO VPC
(a)(a)(a)(a)
235
240
245
250
255
260
265
270
275
280
90 92 94 96 98 100
H2 mole fraction of fresh gas feed (%)
To
tal
tolu
ene
flo
w r
ate
(km
ol/
hr)
With VPCNO VPC
(b)(b)(b)(b)
Talk at RIL Jamnagar, 17th Dec 2007
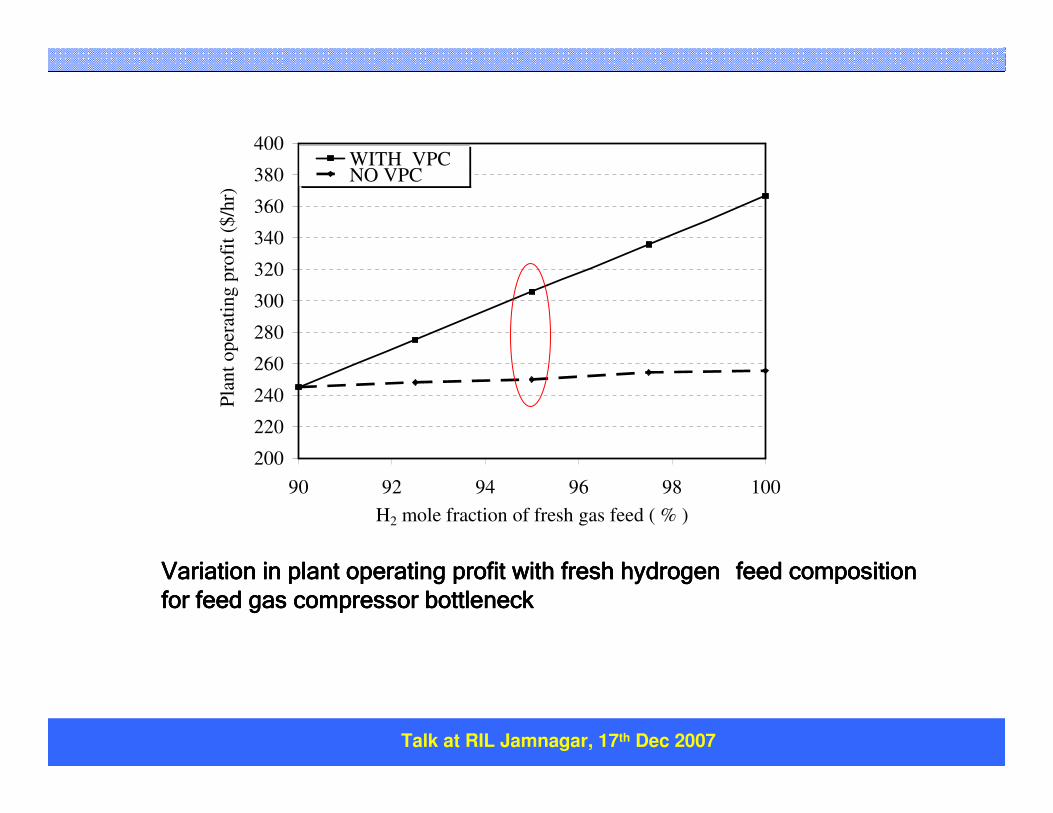
Variation in plant operating profit with fresh hydrogen Variation in plant operating profit with fresh hydrogen Variation in plant operating profit with fresh hydrogen Variation in plant operating profit with fresh hydrogen feed composition feed composition feed composition feed composition
for feed gas compressor bottleneckfor feed gas compressor bottleneckfor feed gas compressor bottleneckfor feed gas compressor bottleneck
200
220
240
260
280
300
320
340
360
380
400
90 92 94 96 98 100
H2 mole fraction of fresh gas feed ( % )
Pla
nt
op
erat
ing
pro
fit
($/h
r)
WITH VPC NO VPC

Talk at RIL Jamnagar, 17th Dec 2007
Dynamic response to input disturbance profile in the fresh hydroDynamic response to input disturbance profile in the fresh hydroDynamic response to input disturbance profile in the fresh hydroDynamic response to input disturbance profile in the fresh hydrogen feed composition gen feed composition gen feed composition gen feed composition
(a)(a)(a)(a) Benzene production rate Benzene production rate Benzene production rate Benzene production rate (b) Gas recycle pressure control loop (b) Gas recycle pressure control loop (b) Gas recycle pressure control loop (b) Gas recycle pressure control loop
(c) Compressor duty(c) Compressor duty(c) Compressor duty(c) Compressor duty (d) Total toluene feed rate (d) Total toluene feed rate (d) Total toluene feed rate (d) Total toluene feed rate
Talk at RIL Jamnagar, 17th Dec 2007
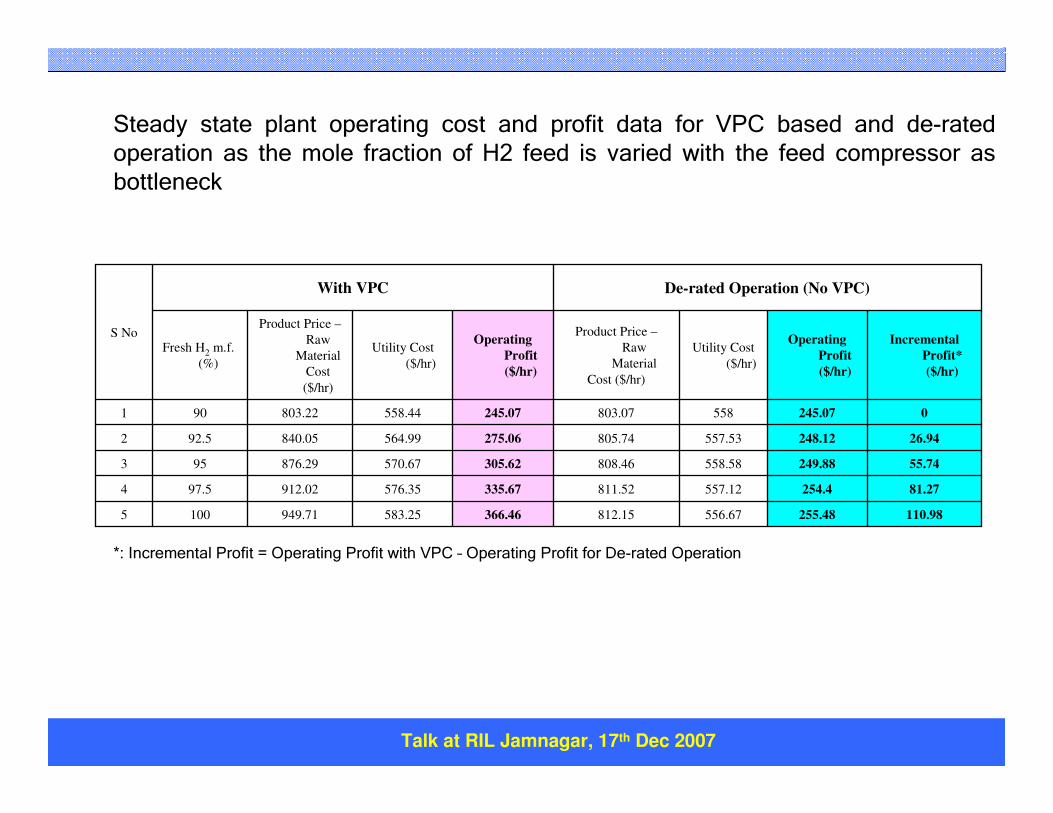
110.98255.48556.67812.15366.46583.25949.711005
81.27254.4557.12811.52335.67576.35912.0297.54
55.74249.88558.58808.46305.62570.67876.29953
26.94248.12557.53805.74275.06564.99840.0592.52
0245.07558803.07245.07558.44803.22901
Incremental
Profit*
($/hr)
Operating
Profit
($/hr)
Utility Cost
($/hr)
Product Price –
Raw
Material
Cost ($/hr)
Operating
Profit
($/hr)
Utility Cost
($/hr)
Product Price –
Raw
Material
Cost
($/hr)
Fresh H2 m.f.
(%)
De-rated Operation (No VPC)With VPC
S No
*: Incremental Profit = Operating Profit with VPC – Operating Profit for De-rated Operation
Steady state plant operating cost and profit data for VPC based and de-rated
operation as the mole fraction of H2 feed is varied with the feed compressor as
bottleneck
Talk at RIL Jamnagar, 17th Dec 2007
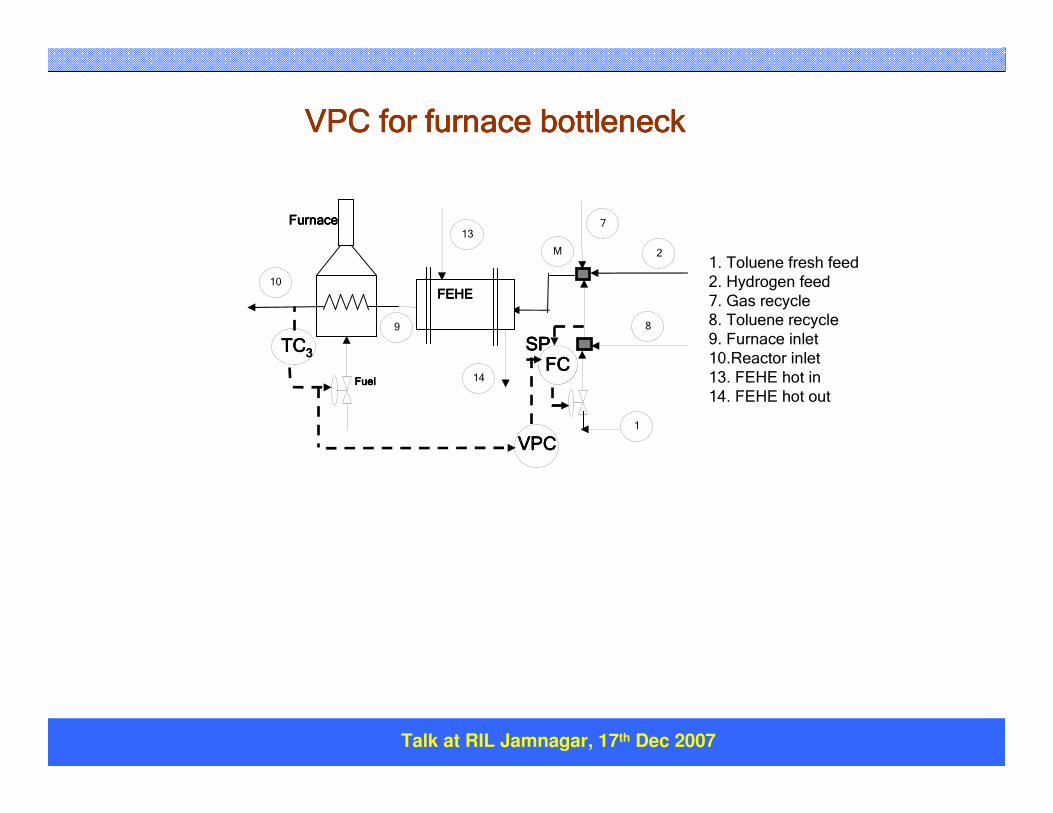
VPC for furnace bottleneckVPC for furnace bottleneckVPC for furnace bottleneckVPC for furnace bottleneck
1. Toluene fresh feed
2. Hydrogen feed
7. Gas recycle8. Toluene recycle
9. Furnace inlet
10.Reactor inlet
13. FEHE hot in
14. FEHE hot outFuelFuelFuelFuel
FurnaceFurnaceFurnaceFurnace
TCTCTCTC3333FCFCFCFC
FEHEFEHEFEHEFEHE
VPCVPCVPCVPC
SPSPSPSP
14
2M
13
10
9
7
1
8
Talk at RIL Jamnagar, 17th Dec 2007
160
162
164
166
168
170
172
174
0 5 10 15 20
Temperature increment in fresh feed temperature (oC)
Ben
zen
e pro
duct
ion
rat
e (k
mo
l/h
r)
WITH VPC
NO VPC
(a)(a)(a)(a)
255
256
257
258
259
260
261
262
263
264
265
0 5 10 15 20
Temperature increment in fresh feed temperature (oC)
To
tal
tolu
ene
flow
rat
e (k
mol/
hr)
WITH VPCNO VPC
(b)(b)(b)(b)
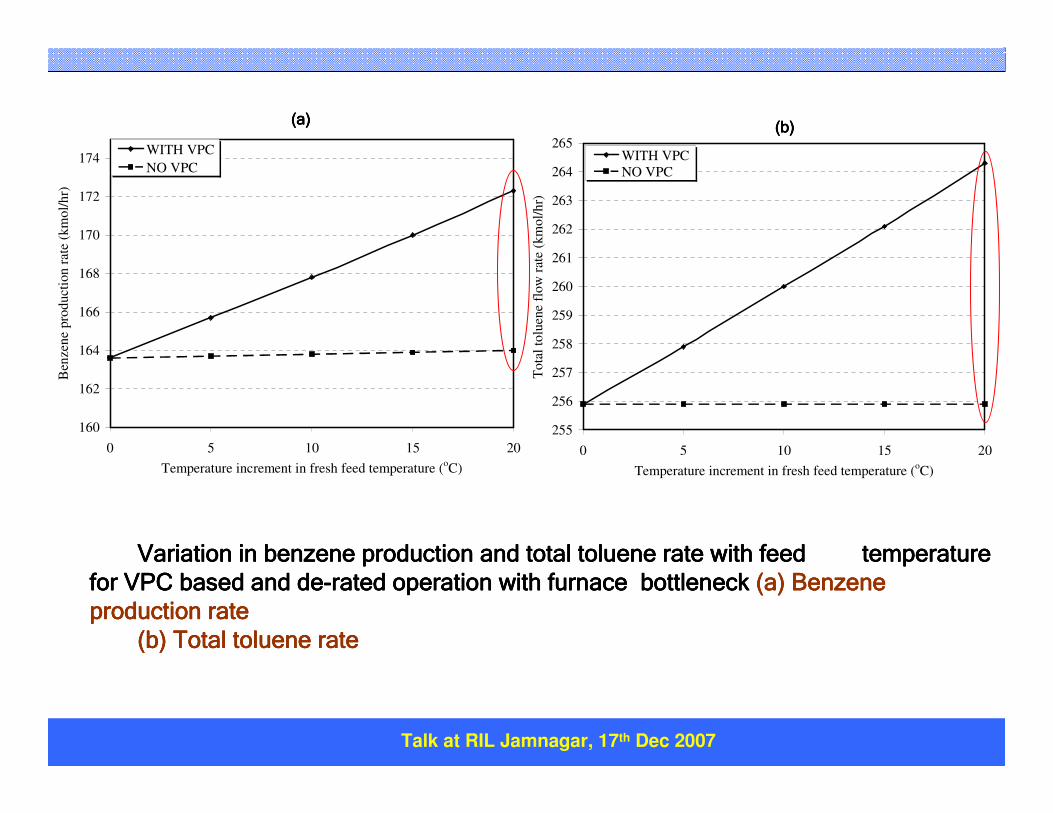
Variation in benzene production and total toluene rate with feedVariation in benzene production and total toluene rate with feedVariation in benzene production and total toluene rate with feedVariation in benzene production and total toluene rate with feed temperature temperature temperature temperature
for VPC based and defor VPC based and defor VPC based and defor VPC based and de----rated operation with furnace bottleneck rated operation with furnace bottleneck rated operation with furnace bottleneck rated operation with furnace bottleneck (a) Benzene (a) Benzene (a) Benzene (a) Benzene
production rateproduction rateproduction rateproduction rate
(b) Total toluene rate(b) Total toluene rate(b) Total toluene rate(b) Total toluene rate
Talk at RIL Jamnagar, 17th Dec 2007
272
277
282
287
292
297
302
307
312
317
0 5 10 15 20
Temperature increment in fresh feed temperature (oC)
Pla
nt
op
erat
ing
pro
fit
($/h
r)
WITH VPCNO VPC
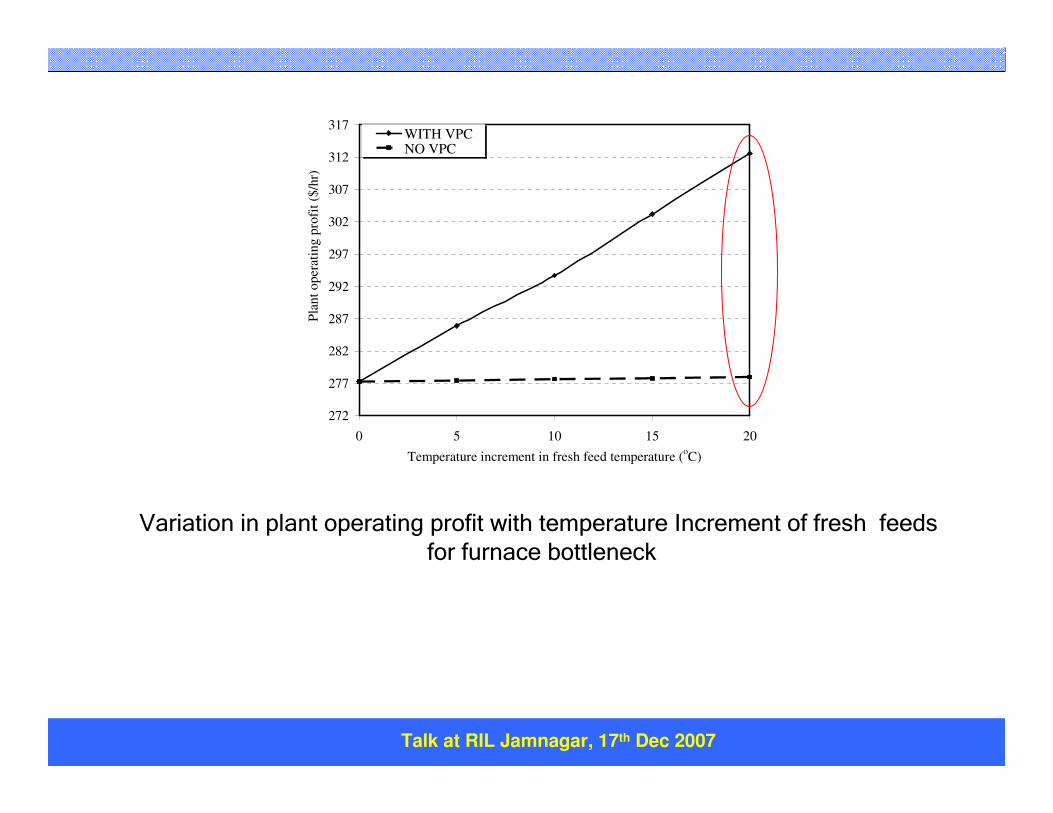
Variation in plant operating profit with temperature Increment of fresh feeds
for furnace bottleneck

Talk at RIL Jamnagar, 17th Dec 2007
Dynamic response to input disturbance profile in the fresh feed temperature
(a) Furnace duty
(b) Reactor inlet temperature
(c) Total toluene flow rate
(d) Benzene production rate
Talk at RIL Jamnagar, 17th Dec 2007
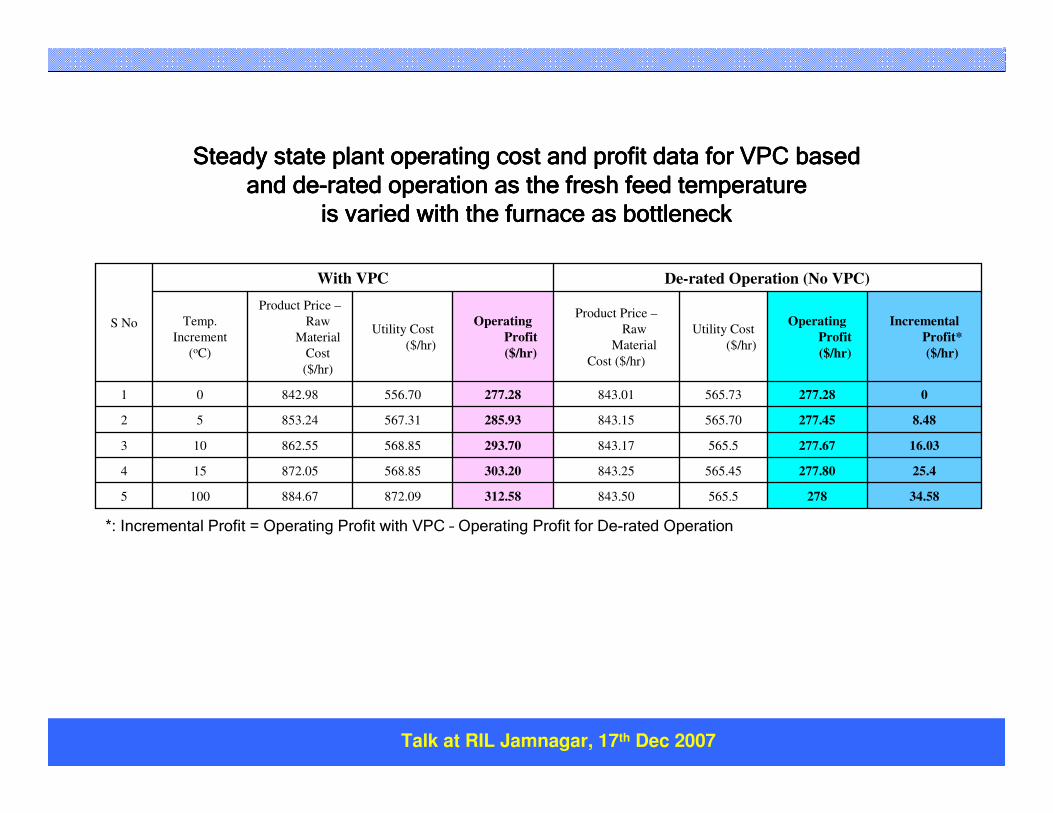
34.58278565.5843.50312.58872.09884.671005
25.4277.80565.45843.25303.20568.85872.05154
16.03277.67565.5843.17293.70568.85862.55103
8.48277.45565.70843.15285.93567.31853.2452
0277.28565.73843.01277.28556.70842.9801
Incremental
Profit*
($/hr)
Operating
Profit
($/hr)
Utility Cost
($/hr)
Product Price –
Raw
Material
Cost ($/hr)
Operating
Profit
($/hr)
Utility Cost
($/hr)
Product Price –
Raw
Material
Cost
($/hr)
Temp.
Increment
(oC)
De-rated Operation (No VPC)With VPC
S No
Steady state plant operating cost and profit data for VPC based Steady state plant operating cost and profit data for VPC based Steady state plant operating cost and profit data for VPC based Steady state plant operating cost and profit data for VPC based
and deand deand deand de----rated operation as the fresh feed temperature rated operation as the fresh feed temperature rated operation as the fresh feed temperature rated operation as the fresh feed temperature
is varied with the furnace as bottleneckis varied with the furnace as bottleneckis varied with the furnace as bottleneckis varied with the furnace as bottleneck
*: Incremental Profit = Operating Profit with VPC – Operating Profit for De-rated Operation
Talk at RIL Jamnagar, 17th Dec 2007
SUMMARY
• Plant operating profit can be increased by 10% or
more using VPC
• VPC is a simple and effective way for improving plant
profitability by maximizing plant throughput
Talk at RIL Jamnagar, 17th Dec 2007
CONCLUSIONS

Talk at RIL Jamnagar, 17th Dec 2007