planning stratergy
TRANSCRIPT
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 1/89
http://help.sap.com/erp2005_ehp_04/helpdata/EN/1e/bb3f966fa211d191820000e8a5f6e6/frameset.htm ( th!s !sthe l!"# for strate$!es pp%
&able of 'la""!"$ trate$) *ss!$"me"ts
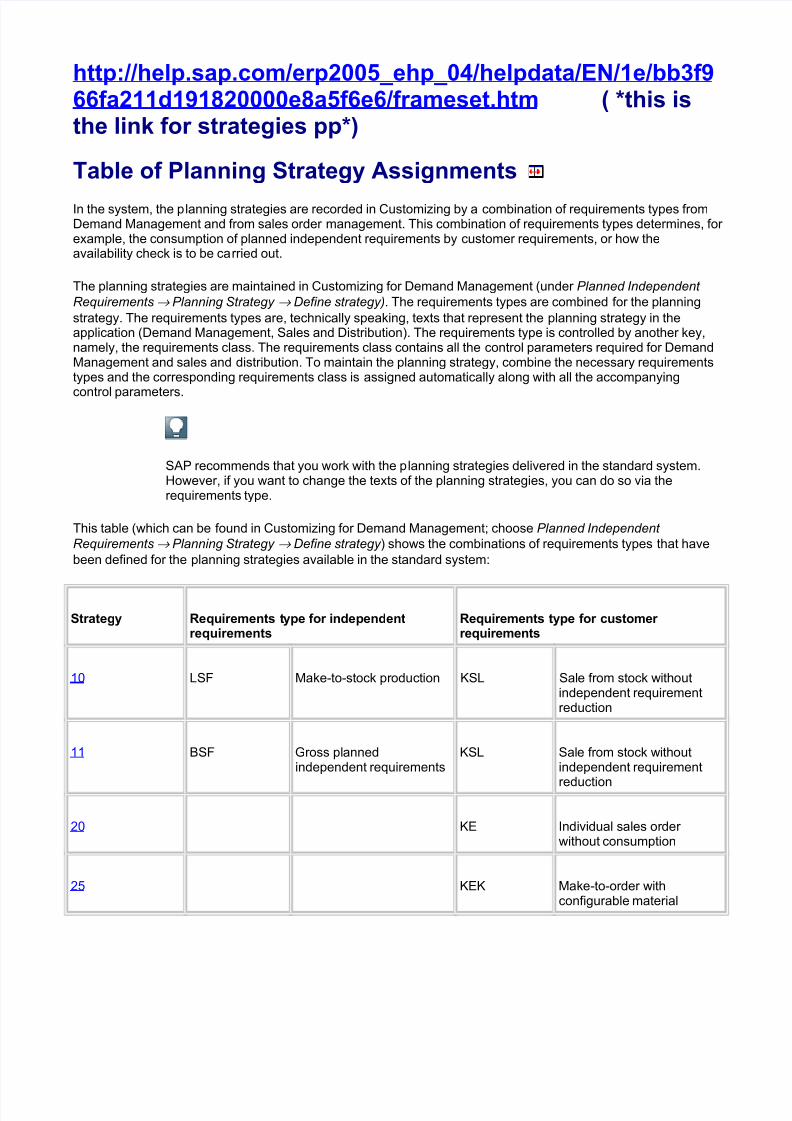
In the system, the planning strategies are recorded in Customizing by a combination of requirements types fromDemand Management and from sales order management. This combination of requirements types determines, forexample, the consumption of planned independent requirements by customer requirements, or how theaailability chec! is to be carried out.
The planning strategies are maintained in Customizing for Demand Management "under Planned Independent
Requirements → Planning Strategy → Define strategy). The requirements types are combined for the planning
strategy. The requirements types are, technically spea!ing, texts that represent the planning strategy in theapplication "Demand Management, #ales and Distribution$. The requirements type is controlled by another !ey,namely, the requirements class. The requirements class contains all the control parameters required for DemandManagement and sales and distribution. To maintain the planning strategy, combine the necessary requirementstypes and the corresponding requirements class is assigned automatically along with all the accompanying
control parameters.
#%& recommends that you wor! with the planning strategies deliered in the standard system.'oweer, if you want to change the texts of the planning strategies, you can do so ia therequirements type.
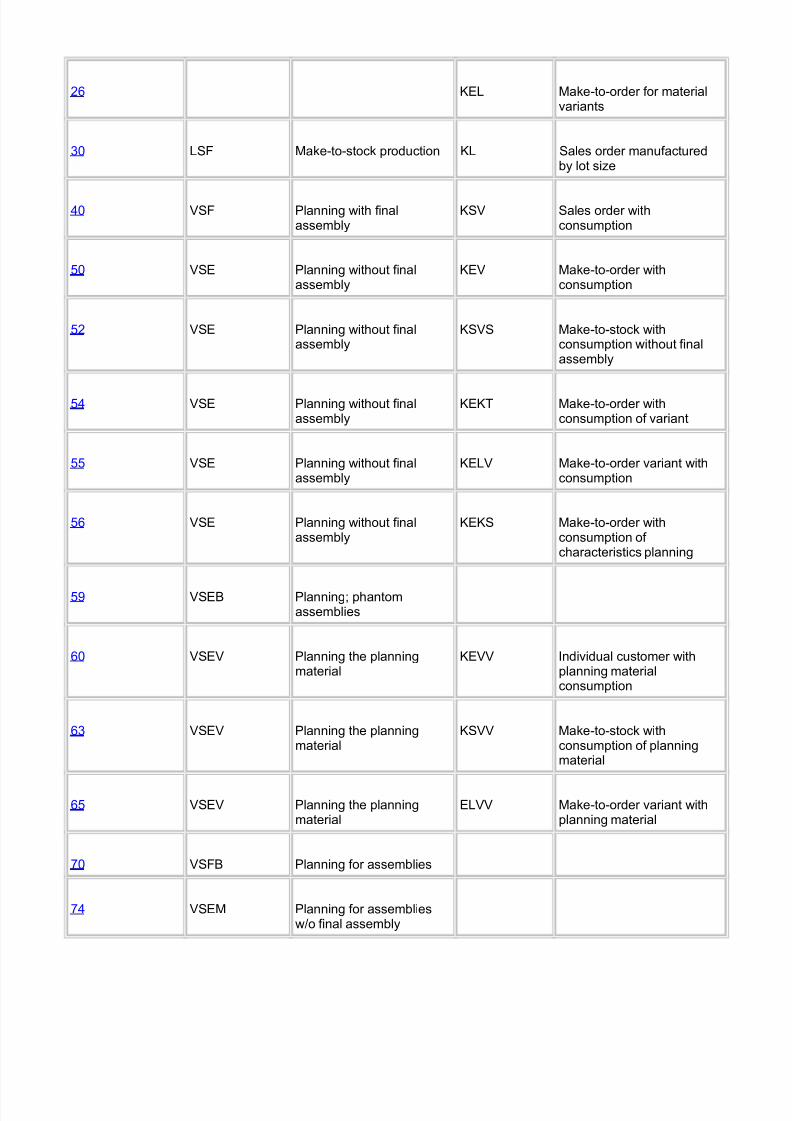
This table "which can be found in Customizing for Demand Management( choose Planned Independent
Requirements → Planning Strategy → Define strategy $ shows the combinations of requirements types that hae
been defined for the planning strategies aailable in the standard system)
trate$) +e,-!reme"ts t)pe for !"depe"de"tre,-!reme"ts
+e,-!reme"ts t)pe for c-stomerre,-!reme"ts
*+ #- Ma!etostoc! production /# #ale from stoc! withoutindependent requirementreduction
** 0#- 1ross plannedindependent requirements
/# #ale from stoc! withoutindependent requirement
reduction
2+
/3 Indiidual sales order
without consumption
24
/3/ Ma!etoorder with
configurable material
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 2/89
25
/3 Ma!etoorder for material
ariants
6+ #- Ma!etostoc! production / #ales order manufacturedby lot size
7+ 8#- &lanning with finalassembly
/#8 #ales order withconsumption
4+ 8#3 &lanning without finalassembly
/38 Ma!etoorder withconsumption
42 8#3 &lanning without finalassembly
/#8# Ma!etostoc! withconsumption without finalassembly
47 8#3 &lanning without finalassembly
/3/T Ma!etoorder withconsumption of ariant
44 8#3 &lanning without finalassembly
/38 Ma!etoorder ariant withconsumption
45 8#3 &lanning without finalassembly
/3/# Ma!etoorder withconsumption ofcharacteristics planning
49 8#30 &lanning( phantomassemblies
5+ 8#38 &lanning the planningmaterial
/388 Indiidual customer withplanning materialconsumption
56 8#38 &lanning the planningmaterial
/#88 Ma!etostoc! withconsumption of planningmaterial
54 8#38 &lanning the planningmaterial
388 Ma!etoorder ariant withplanning material
:+ 8#-0 &lanning for assemblies
:7 8#3M &lanning for assembliesw;o final assembly
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 3/89
Net +e,-!reme"ts 'la""!"$ (10%
'-rpose
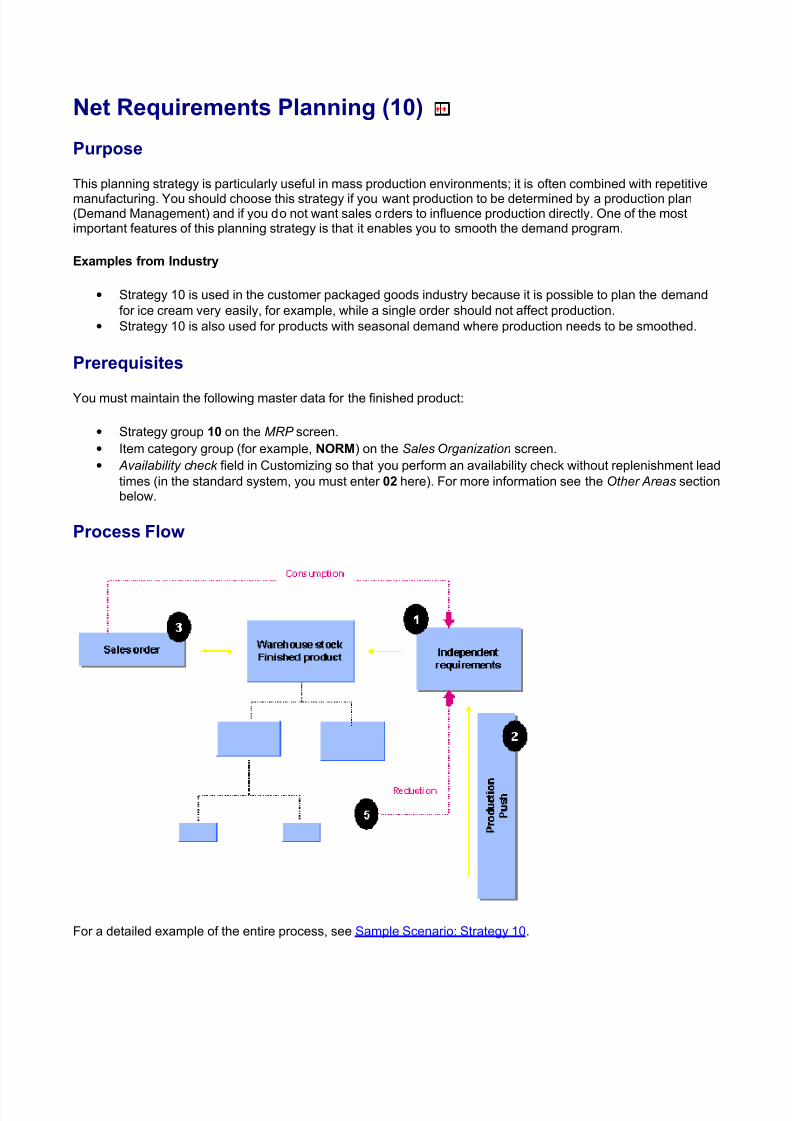
This planning strategy is particularly useful in mass production enironments( it is often combined with repetitie
manufacturing. <ou should choose this strategy if you want production to be determined by a production plan"Demand Management$ and if you do not want sales orders to influence production directly. =ne of the mostimportant features of this planning strategy is that it enables you to smooth the demand program.
Eamples from "d-str)
• #trategy *+ is used in the customer pac!aged goods industry because it is possible to plan the demand
for ice cream ery easily, for example, while a single order should not affect production.
• #trategy *+ is also used for products with seasonal demand where production needs to be smoothed.
'rere,-!s!tes
<ou must maintain the following master data for the finished product)
• #trategy group 10 on the MRP screen.
• Item category group "for example, N+$ on the Sales Organization screen.
• Availability cec! field in Customizing so that you perform an aailability chec! without replenishment lead
times "in the standard system, you must enter 02 here$. -or more information see the Oter Areas sectionbelow.
'rocess lo
-or a detailed example of the entire process, see #ample #cenario) #trategy *+.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 4/89
*. &rocurement quantities can be planned relatiely effectiely by means of planned independentrequirements. It is possible to use information from the sales forecast, or from the #ales Information#ystem, or other planning tools to plan production quantities. This means that production andprocurement of the required components is triggered before receipt of sales orders.
2. &rocurement is determined by planned independent requirements only. This lends itself to a smoothing ofproduction, which means you can create a smooth production plan that cannot be affected by irregularsales orders.
6. %n accurate aailability chec! is performed according to %T& logic during sales order processing.7. #ales orders can be displayed for information purposes only( they do not affect production quantities.
1oods are sold from stoc! in this strategy.4. The planned independent requirements are reduced at goods issue for the deliery. This means that you
can compare the planned independent requirements situation with the actual customer requirements.5. &lanned independent requirements that are left unreduced increase the warehouse stoc! of the finished
product and cause procurement to be decreased or not to ta!e place at all in the next period, due to thenetting.
:. If you want the system to reduce future planned independent requirements when it ma!es withdrawals forunplanned sales orders, you must maintain the appropriate consumption period. #ee Consumption#trategies and ogic for more information.
ther *reas
*a!lab!l!t) hec#
<ou must use an aailability chec! that chec!s !tho-t >T. #ee %ailability Chec!.
To switch off the display of the orders, set the "o MRP indicator to 2 in Customizing "choose Sales and
Distribution → #asic $unctions → Availability %ec! and &ransfer of Requirements → &ransfer of Requirements
→ Define Requirements %lasses$.
Do not leae the "o MRP indicator field blan!. If the requirement is transferred, theconsequences may be serious.
This IM1 actiity is lin!ed to in Customizing under Sales and Distribution → #asic $unctions → Availability
%ec! and &ransfer of Requirements → &ransfer of Requirements → Define requirements types.
ample ce"ar!o: trate$) 10
'rocess loThis example is based on a production plan in which *++ pieces are planned for ?reqdat*@, ?reqdat2@, and?reqdat*@.
ta$e 1: 7ema"d a"a$eme"t...
*. In this scenario, planned independent requirements are created as follows for the production plan. -orinformation on how to create planned independent requirements, see Creating &lanned Independent>equirements with >eference or Creating &lanned Independent >equirements Aithout a >eference.
'er!od!"d!cator
+e,mts date 'la""ed ,t) al-e
T "B day$ ?reqdat*@ *++ *+,+++.++
T "B day$ ?reqdat2@ *++ *+,+++.++
T "B day$ ?reqdat6@ *++ *+,+++.++
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 5/89
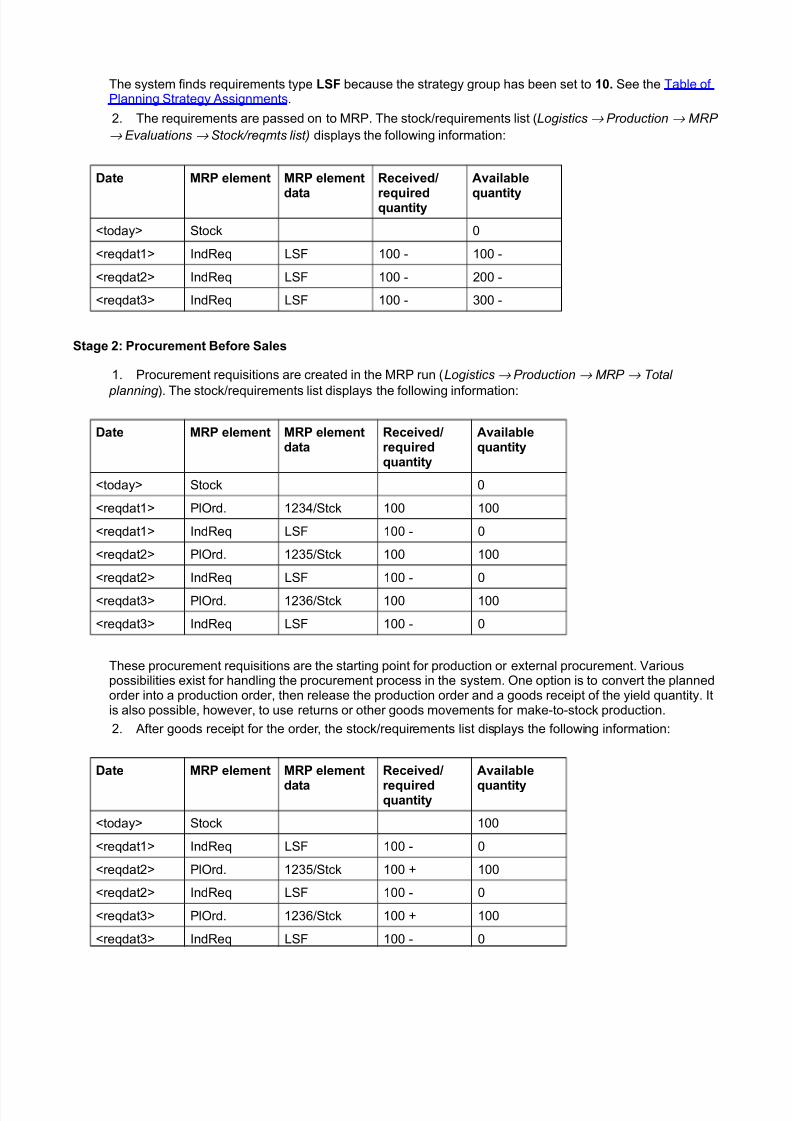
The system finds requirements type because the strategy group has been set to 10. #ee the Table of&lanning #trategy %ssignments.
2. The requirements are passed on to M>&. The stoc!;requirements list "'ogistics → Production → MRP
→ (valuations → Stoc!reqmts list) displays the following information)
7ate +' eleme"t +' eleme"t
data
+ece!ed/
re,-!red,-a"t!t)
*a!lable
,-a"t!t)
?today@ #toc! +
?reqdat*@ Ind>eq #- *++ *++
?reqdat2@ Ind>eq #- *++ 2++
?reqdat6@ Ind>eq #- *++ 6++
ta$e 2: 'roc-reme"t efore ales...
*. &rocurement requisitions are created in the M>& run "'ogistics → Production → MRP → &otal
planning $. The stoc!;requirements list displays the following information)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?reqdat*@ &l=rd. *267;#tc! *++ *++
?reqdat*@ Ind>eq #- *++ +
?reqdat2@ &l=rd. *264;#tc! *++ *++
?reqdat2@ Ind>eq #- *++ +
?reqdat6@ &l=rd. *265;#tc! *++ *++
?reqdat6@ Ind>eq #- *++ +
These procurement requisitions are the starting point for production or external procurement. 8ariouspossibilities exist for handling the procurement process in the system. =ne option is to conert the plannedorder into a production order, then release the production order and a goods receipt of the yield quantity. Itis also possible, howeer, to use returns or other goods moements for ma!etostoc! production.
2. %fter goods receipt for the order, the stoc!;requirements list displays the following information)
7ate +' eleme"t +' eleme"t
data
+ece!ed/
re,-!red,-a"t!t)
*a!lable
,-a"t!t)
?today@ #toc! *++
?reqdat*@ Ind>eq #- *++ +
?reqdat2@ &l=rd. *264;#tc! *++ *++
?reqdat2@ Ind>eq #- *++ +
?reqdat6@ &l=rd. *265;#tc! *++ *++
?reqdat6@ Ind>eq #- *++ +
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 6/89
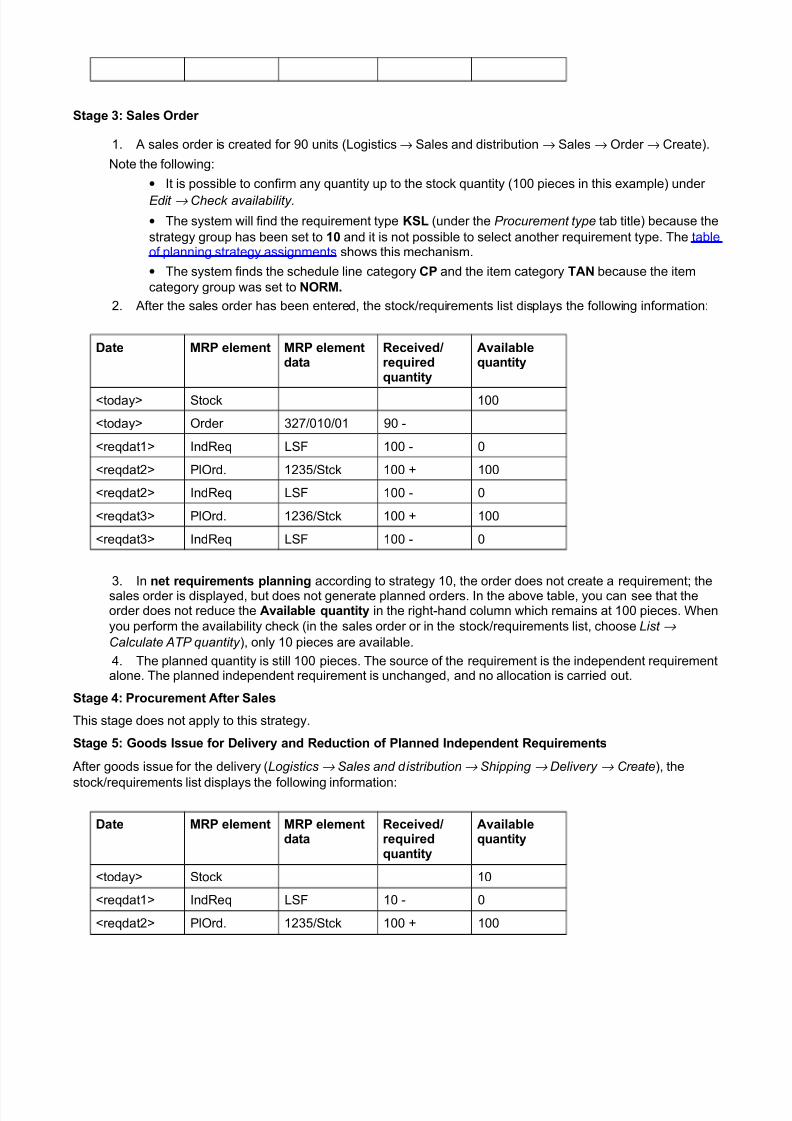
ta$e 3: ales rder ...
*. % sales order is created for 9+ units "ogistics → #ales and distribution → #ales → =rder → Create$.
ote the following)
• It is possible to confirm any quantity up to the stoc! quantity "*++ pieces in this example$ under
(dit → %ec! availability*
• The system will find the requirement type "under the Procurement type tab title$ because the
strategy group has been set to 10 and it is not possible to select another requirement type. The tableof planning strategy assignments shows this mechanism.
• The system finds the schedule line category ' and the item category &*N because the item
category group was set to N+.
2. %fter the sales order has been entered, the stoc!;requirements list displays the following information)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! *++
?today@ =rder 62:;+*+;+* 9+
?reqdat*@ Ind>eq #- *++ +
?reqdat2@ &l=rd. *264;#tc! *++ *++
?reqdat2@ Ind>eq #- *++ +
?reqdat6@ &l=rd. *265;#tc! *++ *++
?reqdat6@ Ind>eq #- *++ +
6. In "et re,-!reme"ts pla""!"$ according to strategy *+, the order does not create a requirement( thesales order is displayed, but does not generate planned orders. In the aboe table, you can see that theorder does not reduce the *a!lable ,-a"t!t) in the righthand column which remains at *++ pieces. Ahen
you perform the aailability chec! "in the sales order or in the stoc!;requirements list, choose 'ist →
%alculate A&P quantity $, only *+ pieces are aailable.
7. The planned quantity is still *++ pieces. The source of the requirement is the independent requirementalone. The planned independent requirement is unchanged, and no allocation is carried out.
ta$e 4: 'roc-reme"t *fter ales
This stage does not apply to this strategy.
ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
%fter goods issue for the deliery "'ogistics → Sales and distribution → Sipping → Delivery → %reate$, the
stoc!;requirements list displays the following information)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! *+
?reqdat*@ Ind>eq #- *+ +
?reqdat2@ &l=rd. *264;#tc! *++ *++

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 7/89
?reqdat2@ Ind>eq #- *++ +
?reqdat6@ &l=rd. *265;#tc! *++ *++
?reqdat6@ Ind>eq #- *++ +
The planned independent requirement is reduced during processing of the goods issue. =ld quantities can still be
retrieed by using either +oto → Scedule line istory in Demand Management, or by using the total
requirements list "(valuations →
Display total requirements from the Demand Management menu$. The quantitiesissued are displayed in the ,itdra-al quantity field.
The system always reduces the oldest planned independent requirements unless the consumption fields"Consumption mode. $-d consumption per*. #-d consumption per*$ are maintained in the material master or inthe M>& group.
o"s-mpt!o" trate$!es a"d o$!c
'-rpose
In the consumption process, the system compares planned independent requirement quantities and dates withactual customer requirements.
The consumption process is defined for eery planning strategy in Customizing for Demand Management by thecombination of a requirements type from Demand Management with a requirements type from sales ordermanagement.
This means that the requirements type entered when maintaining planned independent requirements is comparedwith the customer requirements type specified in Customizing.
'rere,-!s!tes
• <ou must maintain the consumption mode in the material master record "MRP screen$ or in Customizingfor Demand Management. The consumption mode determines whether consumption is to be carried outas bac!ward or forward consumption, or whether both consumption types are allowed.
o In bac!ward consumption, the system loo!s for the planned independent requirement quantity
that lies directly before the sales order.o In forward consumption, the system loo!s for the planned independent requirement quantity that
lies directly after the sales order.
• <ou must maintain the consumption period in the material master record "MRP screen$ or in Customizing
for Demand Management. The consumption period "either forward or bac!ward$ is specified in wor!daysand is alid from the current date. #ales orders, material reserations, dependent requirements thenconsume the planned independent requirement quantities that lie within the consumption period and after
"for forward consumption$ or before "for bac!ward consumption$ the requirements date.
'rocess lo

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 8/89
*. The customer requirement consumes the planned independent requirement quantity that lies eitherdirectly before it or directly after it.
2. If the planned independent requirement quantity that lies directly before the customer requirements doesnot coer the customerEs requirement, then the system loo!s for the next closest planned independentrequirements either in the future or the past.
6. During this process, the system refers to the consumption periods maintained in the material master or inCustomizing for Demand Management "see aboe$. The consumption periods determine the interals "forbac!ward or forward consumption$ within which customer requirements consume planned independentrequirements. Customer requirements which lie outside the consumption period are not consumed.
If no consumption periods hae been maintained, you can only consume requirements which areplanned on the same day.
The allocation of customer requirements to planned independent requirements is carried out dynamically. Thismeans that if sales orders or planning is rescheduled, the allocation is deleted and redefined.
*a!lab!l!t) hec#
<se
During sales order processing, the aailability chec! enables you to tell the customer if the product can bedeliered on time. <ou can control how the aailability chec! is carried out by setting the Availability cec! field inthe material master.
"te$rat!o"
There are two aailability chec! methods)

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 9/89
• Chec! against planned independent requirements
o Fsed with, for example, strategy 4+, 5+, 42, 56, :7. "%ll other strategies use %T& chec!.$
o =nly planned independent requirements are ta!en into account
o o M>& elements "for example, stoc!$ are ta!en into account
o o requirement to customize the chec!ing rule
o The field Availability cec! is only used to determine the requirements passing "daily or indiidual
requirements$
• %ailableto&romise "%T&$ chec!
o Chec! is performed against stoc! and all other M>& elements "for example, stoc!, production
orders, sales orders, requirements, schedule lines$o =ption to chec! against a replenishement lead time ">T$.
o 8ery accurate
o %lways performed when production orders are processed.
*ct!!t!es
&ra"sferr!"$ +e,-!reme"ts from ales rders
The following applies to both chec!ing methods)
In the standard system, chec!ing group 01 is set up so that daily requirements are passed on to production. Thismeans that there is only one line isible in the stoc!;requirements list "as shown aboe$ that contains thecumulated quantity for one day, rather than the indiidual sales orders. The sales order number does not displayon the Order line in the stoc! requirements list.
If you want to see indiidual requirements, you can create a new chec!ing group in Customizing for #ales and
Distribution "choose #asic $unctions → Availability %ec! and &ransfer of Requirements → Availability %ec! →
Availability %ec! -it A&P logic or against planning → Define cec!ing group) and a new chec!ing rule that
combines the new groups with *.
et -p the *&' hec#!"$ +-le for ales rder 'rocess!"$
The following applies only to the %T& chec!ing method)
• <ou can define how the system chec!s aailability of components in production orders in Customizing for
#ales and Distribution. Choose #asic $unctions → Availability %ec! and &ransfer of Requirements →
Availability %ec! → Availability %ec! -it A&P logic or against planning → %arry out control for
availability cec! .
* "B Chec!ing groupfor aailability chec!$ 7escr!pt!o" h+ "B Chec!ing rule foraailability chec!$ +&
01 7a!l) re,-!reme"ts * =la"#= "B chec! withreplenishment lead time$
02 "d!!d-al re,-!reme"ts * =>= "B chec! withoutreplenishment lead time$
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 10/89
• The chec!ing rule in the sales order is * in ma!etostoc! strategies and *E for ma!etoorder strategies.
The chec!ing rules for 01/*E and 02/*E are the same in the standard system.
• <ou can define your own chec!ing rule for production orders in Customizing. In the standard system,the
chec!ing rule for production orders is ''.
et -p the *&' hec#!"$ +-le for 'rod-ct!o" rder 'rocess!"$
The following applies only to the %T& chec!ing method)
• Maintain the Availability cec! field on the M>& screen of the material master. In the IM1 for &roduction,
choose Production Orders → Operations → Availability cec! → Define cec!ing group.
• Maintain the chec!ing rule. In the IM1 for &roduction, choose Production Orders → Operations →
Availability cec! → Define cec!ing rule. The chec!ing rule is assigned to the order type and transaction
"create;release$. In Customizing, choose Production Orders → Operations → Availability cec! → Define
cec!ing control .
• Define the scope of the chec!. In the IM1 for &roduction, choose Production Orders → Operations →
Availability cec! → Define scope of cec! .
• Maintain the chec!ing control. In the IM1, choose Production → Production Orders → Operations →
Availability cec! → Define cec!ing control to define a plant and production order type combination andwhen chec! aailability can be performed, during order creation or during order releas
;ross +e,-!reme"ts 'la""!"$ (11%
'-rposeThe ma!etostoc! strategy $ross re,-!reme"ts pla""!"$ is particularly useful in mass productionenironments( it is often combined with repetitie manufacturing. This strategy is particularly useful if you need toproduce, regardless of whether you hae stoc! or not. -or instance, steel or cement producers might want to usethis strategy because they cannot shut down production( a blast furnace or a cement factory must continue toproduce, een if this means haing to produce to stoc!.
This strategy is also frequently used if there is a Material Requirements Planning system in a legacy system thatneeds to be lin!ed to an #%& system which seres as a production execution system. The legacy systemcalculates a specific production plan, which has to be executed, regardless of the stoc! situation in the #%&system.
Eamples from "d-str)
'eayduty industries such as steel manufacturing "blast furnace$ and the cement industry.
'rere,-!s!tes<ou need to maintain the following master data for the finished product)
• Maintain strategy group 11 on the MRP screen.
• #et the Mi/ed MRP indicator to 2 on the MRP screen.
• Maintain the item category group "for example, N+$ on the Sales Organization screen.
• Maintain the Availability cec! field so that you perform an aailability chec! without the replenishment lead
time "chec!ing group 02 in the standard system$. -or more details, see the Oter Areas section in&roduction by ot #ize "6+$.
'rocess lo-or a detailed example of the entire process, see #ample #cenario) #trategy **.
This planning strategy is to some extent similar to et >equirements &lanning "*+$. 'oweer, the followingdifferences exist)

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 11/89
trate$) 10 11
#toc! is ta!en into account <es o
>eduction of plannedindependent requirements ta!esplace during G
G goods issue for the deliery ... goods receipt for a productionorder "discrete production$, for aplanned order "repetitiemanufacturing$, or for a purchaseorder "trading goods$.
1ross requirements planning also has the following features in common with net requirements planning "*+$)
• &roduction quantities can be planned relatiely effectiely by means of planned independent requirements.
It is possible to use information from the #ales Information #ystem, flexible planning, or other planning toolsto plan production quantities. This means that production and procurement of the required components istriggered before the sales order stage.
• Indiidual sales orders, which can be somewhat irregular, do not affect production.
• %n accurate aailability chec! is performed according to %T& logic during sales order processing.
• It is possible to perform a lot size HoptimizationH during planning so that you always plan conenient lot
sizes in Demand Management or during the M>& run using lot size and;or rounding !eys.
ther *reas*a!lab!l!t) hec#
<ou must wor! with an aailability chec! that chec!s !tho-t chec!ing the replenishment lead time. #ee %ailability Chec!.
'rod-ct!o" b) ot !?e (30%
'-rpose
This strategy is particularly useful for companies that mainly produce for maor customers but who also require theoption of selling smaller requirements from stoc!.
Eample from "d-str)
Contractbased industries, such as automotie suppliers for spare parts.
'rere,-!s!tes
<ou must maintain the following master data for the finished product)
• #trategy group 30 on the MRP screen
• Availability cec! field "on the MRP screen and the Sales0 +eneralPlant screen$ so that you perform anaailability chec! !th replenishment lead times "01 in the standard system$
• Item category group "for example, N+$ on the Sales Organization screen
'rocess lo
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 12/89
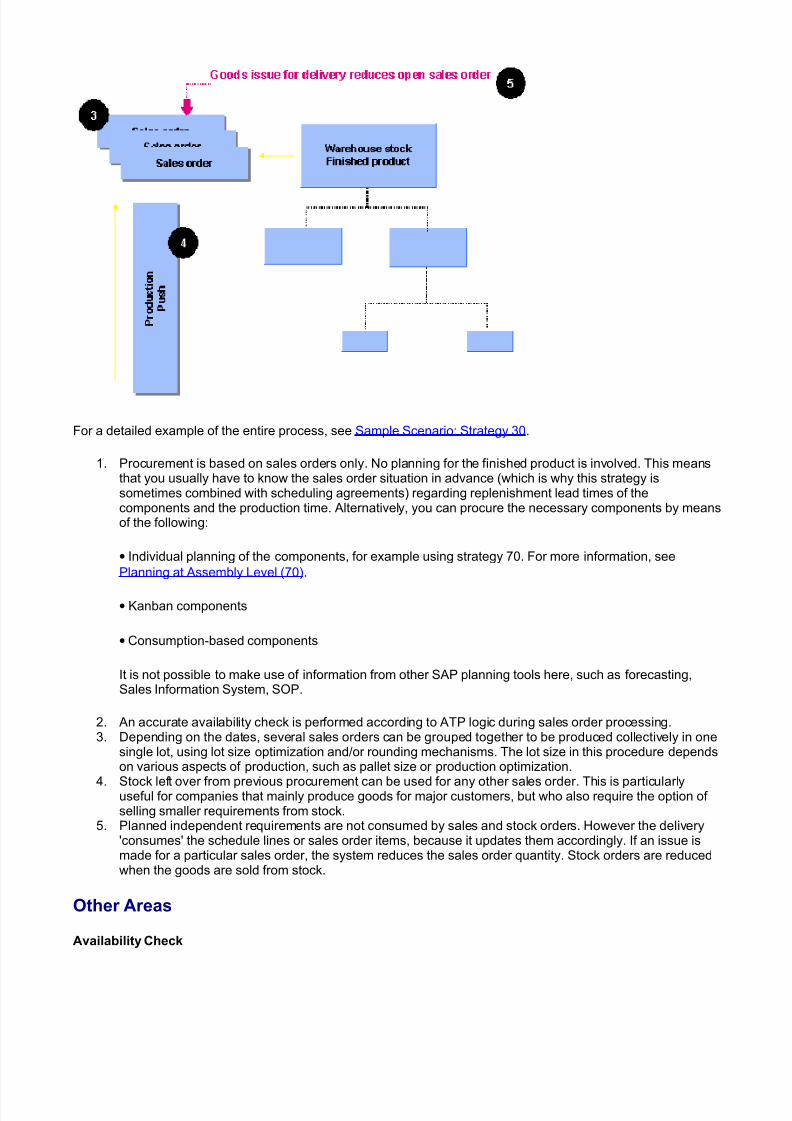
-or a detailed example of the entire process, see #ample #cenario) #trategy 6+.
*. &rocurement is based on sales orders only. o planning for the finished product is inoled. This meansthat you usually hae to !now the sales order situation in adance "which is why this strategy issometimes combined with scheduling agreements$ regarding replenishment lead times of thecomponents and the production time. %lternatiely, you can procure the necessary components by meansof the following)
• Indiidual planning of the components, for example using strategy :+. -or more information, see
&lanning at %ssembly eel ":+$.
• /anban components
• Consumptionbased components
It is not possible to ma!e use of information from other #%& planning tools here, such as forecasting,#ales Information #ystem, #=&.
2. %n accurate aailability chec! is performed according to %T& logic during sales order processing.6. Depending on the dates, seeral sales orders can be grouped together to be produced collectiely in one
single lot, using lot size optimization and;or rounding mechanisms. The lot size in this procedure dependson arious aspects of production, such as pallet size or production optimization.
7. #toc! left oer from preious procurement can be used for any other sales order. This is particularlyuseful for companies that mainly produce goods for maor customers, but who also require the option ofselling smaller requirements from stoc!.
4. &lanned independent requirements are not consumed by sales and stoc! orders. 'oweer the delieryJconsumesJ the schedule lines or sales order items, because it updates them accordingly. If an issue ismade for a particular sales order, the system reduces the sales order quantity. #toc! orders are reducedwhen the goods are sold from stoc!.
ther *reas
*a!lab!l!t) hec#
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 13/89
<ou must maintain the %T& indicator " Availability cec! field in the material master$ so that you can chec! !th replenishment lead times. #ee %ailability Chec!.
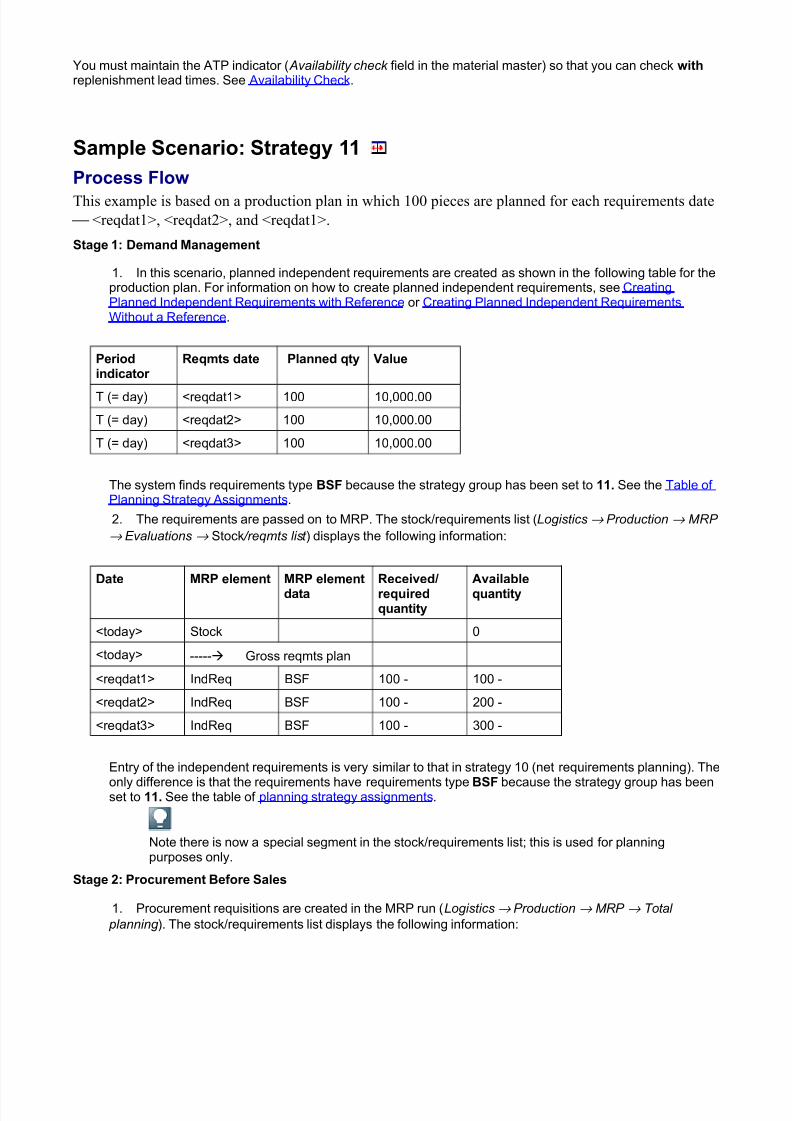
ample ce"ar!o: trate$) 11
'rocess lo
This example is based on a production plan in which 100 pieces are planned for each requirements date <reqdat1>, <reqdat2>, and <reqdat1>.
ta$e 1: 7ema"d a"a$eme"t...
*. In this scenario, planned independent requirements are created as shown in the following table for theproduction plan. -or information on how to create planned independent requirements, see Creating&lanned Independent >equirements with >eference or Creating &lanned Independent >equirementsAithout a >eference.
'er!od!"d!cator
+e,mts date 'la""ed ,t) al-e
T "B day$ ?reqdat*@ *++ *+,+++.++
T "B day$ ?reqdat2@ *++ *+,+++.++
T "B day$ ?reqdat6@ *++ *+,+++.++
The system finds requirements type because the strategy group has been set to 11. #ee the Table of&lanning #trategy %ssignments.
2. The requirements are passed on to M>&. The stoc!;requirements list "'ogistics → Production → MRP
→ (valuations → #toc! reqmts list $ displays the following information)
7ate +' eleme"t +' eleme"t
data
+ece!ed/
re,-!red,-a"t!t)
*a!lable
,-a"t!t)
?today@ #toc! +
?today@ à 1ross reqmts plan
?reqdat*@ Ind>eq 0#- *++ *++
?reqdat2@ Ind>eq 0#- *++ 2++
?reqdat6@ Ind>eq 0#- *++ 6++
3ntry of the independent requirements is ery similar to that in strategy *+ "net requirements planning$. The
only difference is that the requirements hae requirements type because the strategy group has beenset to 11. #ee the table of planning strategy assignments.
ote there is now a special segment in the stoc!;requirements list( this is used for planningpurposes only.
ta$e 2: 'roc-reme"t efore ales...
*. &rocurement requisitions are created in the M>& run "'ogistics → Production → MRP → &otal
planning $. The stoc!;requirements list displays the following information)
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 14/89
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?today@ à 1ross reqmts plan
?reqdat*@ &l=rd. +++*267;#tc! *++ *++
?reqdat*@ Ind>eq 0#- *++ +
?reqdat2@ &l=rd. +++*264;#tc! *++ *++
?reqdat2@ Ind>eq 0#- *++ +
?reqdat6@ &l=rd. +++*265;#tc! *++ *++
?reqdat6@ Ind>eq 0#- *++ +
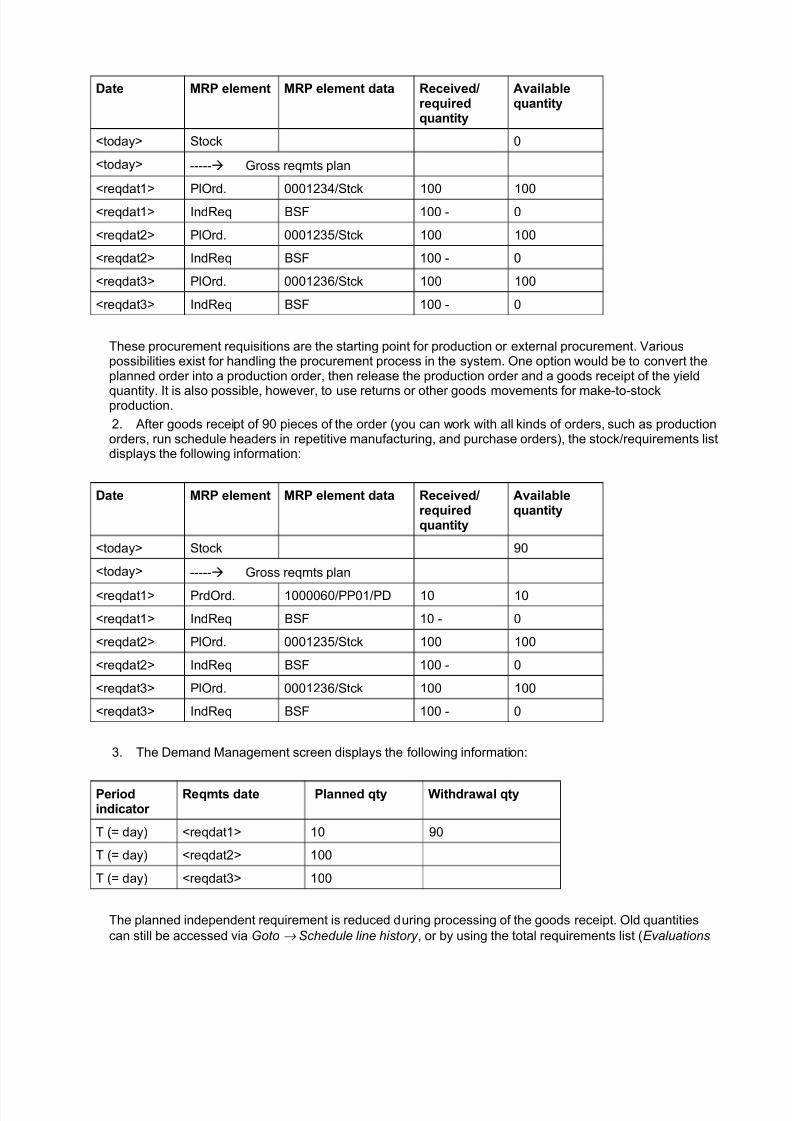
These procurement requisitions are the starting point for production or external procurement. 8ariouspossibilities exist for handling the procurement process in the system. =ne option would be to conert theplanned order into a production order, then release the production order and a goods receipt of the yield
quantity. It is also possible, howeer, to use returns or other goods moements for ma!etostoc!production.
2. %fter goods receipt of 9+ pieces of the order "you can wor! with all !inds of orders, such as productionorders, run schedule headers in repetitie manufacturing, and purchase orders$, the stoc!;requirements listdisplays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! 9+
?today@ à 1ross reqmts plan
?reqdat*@ &rd=rd. *++++5+;&&+*;&D *+ *+
?reqdat*@ Ind>eq 0#- *+ +
?reqdat2@ &l=rd. +++*264;#tc! *++ *++
?reqdat2@ Ind>eq 0#- *++ +
?reqdat6@ &l=rd. +++*265;#tc! *++ *++
?reqdat6@ Ind>eq 0#- *++ +
6. The Demand Management screen displays the following information)
'er!od!"d!cator
+e,mts date 'la""ed ,t) @!thdraal ,t)
T "B day$ ?reqdat*@ *+ 9+
T "B day$ ?reqdat2@ *++
T "B day$ ?reqdat6@ *++
The planned independent requirement is reduced during processing of the goods receipt. =ld quantities
can still be accessed ia +oto → Scedule line istory , or by using the total requirements list "(valuations

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 15/89
→ Display total requirements$ in Demand Management. The quantities receied are displayed in the
,itdra-al qty field.
The system always reduces the oldest planned independent requirements unless the consumption fields"Consumption mode. $-d consumption per*. #-d consumption per*$ are maintained in the material masteror in the M>& group.
The Demand quantity as seen in the planned independent requirements, is reduced when the goods receiptis posted for the production order. To iew the original demand quantity in Demand Management "choose
'ogistics → Production → Master Planning → Demand Management → Planned Ind* Reqmnts →
Display $ choose +oto → scedule line istory. or choose (nvironment → Display total reqmnts* In thisiew the total demand is the sum of the goods moement quantity plus the Total quantity.
ta$e 3: ales rder ...
*. <ou create a sales order by choosing ogistics → #ales and distribution → #ales → =rder → Create$.
ote the following)
• It is possible to confirm any quantity up to the stoc! quantity "*++ pieces in this example$.
Choose +oto → Item → Scedule lines → 1uantitiesdates*
• The system finds the requirement type "under the Procurement tab title$ because the
strategy group has been set to 11.
The Table of &lanning #trategy %ssignments shows this mechanism.• The system finds the schedule line category ' and the item category &*N because the item
category group was set to N+.
2. %fter the sales order has been entered, the stoc!;requirements list displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! 9+
?today@ =rder ++++66:;++*+;++* 9+
?today@ à 1ross reqmts plan ?reqdat*@ &rd=rd. *++++5+;pp+*;&D *+ *+
?reqdat*@ Ind>eq 0#- *+ +
?reqdat2@ &l=rd. +++*264;#tc! *++ *++
?reqdat2@ Ind>eq 0#- *++ +
?reqdat6@ &l=rd. +++*265;#tc! *++ *++
?reqdat6@ Ind>eq 0#- *++ +
6. In strategy **, the order does not create a requirement( it is only displayed. It is possible to hide the
display of the orders as described in the Oter Areas section of et >equirements &lanning "*+$. In theaboe table, you can see that the order does not reduce the *a!lable ,-a"t!t) in the righthand column,which remains at 9+ pieces. Ahen you perform the aailability chec! "in the sales order or in the
stoc!;requirements list by choosing 'ist → %alculate A&P quantity $, howeer, no stoc! is aailable.
ta$e 4: 'roc-reme"t *fter ales
This does not apply to this strategy.
ta$e 5: ;oods ss-e for 7el!er)

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 16/89
fter deli!ery "choose Logistics → Sales and distribution → Shipping → Delivery → Create# and goods
issue, the stoc$%requirements list shows only the remaining planned independent requirements and their
associated planned orders.
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&
a#eAtoArder 'rod-ct!o" (20%
'-rpose
In ma!etoorder production, a product is produced specifically for an indiidual sales order. This planningstrategy is used when planning of the "parent$ product is not required or not possible. either DemandManagement is inoled in this process, nor is there an allocation mechanism. =rders are ta!en as they come.This strategy represents a production procedure in which each product is only produced once, although oer timethe same or similar production processes are repeated. 3ach product is specifically produced for an indiidualcustomer so that the finished product is rarely placed in stoc!.
'rere,-!s!tes<ou hae the following two options.
• 0e able to do the following)
o &rocure all necessary components within the total replenishment lead time
o &lan on component leel
o Fse consumptionbased components or /anbanbased components
• >eceie the sales orders at a ery early stage with regard to the replenishment lead time.
<ou also must maintain the following master data settings for the finished product)
• #trategy group 20 on the MRP screen
• Item category group "such as N+$ on the Sales Organization screen
o specific product structure is required. This means it does not matter if the material has a 0=M "internalproduction$ or not "and is procured externally$. The material is, howeer, usually produced inhouse as in thesubsequent sample scenario.
'rocess lo

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 17/89
-or a detailed example of the entire process, see #ample #cenario) #trategy 2+.
*. The sales order quantities are planned for production using the sales order number. The quantitiesproduced for the indiidual sales orders cannot be changed. 3ach quantity is maintained specifically forthe indiidual sales order. % separate segment is created in the M>& list for ma!etoorder production.
2. #tarting from the sales order, you can apply this type of planning to as many leels of the 0=M as youwant. %ssemblies and components are produced or procured specifically for the pegged order and stoc!is managed separately for this sales order.
6. The production and procurement costs are maintained for each sales order in either a settlement order orin a proect at sales order item leel. This ensures a detailed analysis of the planned and actual costs.
<ou can also use this production technique to create Hassembly orders.H The assembly order triggers the creationof a production order or of a planned order and proides you with a precise deliery schedule. The delieryschedule is based on aailability and the production requirements of the releant assemblies and components.
ther *reas
toc#!"$ eel
#ee #toc!!eeping at Different 0=M eels for more information.
*a!lab!l!t) hec#
There are no maor factors to consider when maintaining the material master of the finished product. #ee %ailability Chec!.
ample ce"ar!o: trate$) 20
'rocess lo
ta$e 1: 7ema"d a"a$eme"t
This stage does not apply to this strategy.
ta$e 2: 'roc-reme"t efore ales
This stage does not apply to this strategy because there is no production without a sales order. If sales ordersexist in the system in adance, production is performed before the required deliery date.
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 18/89
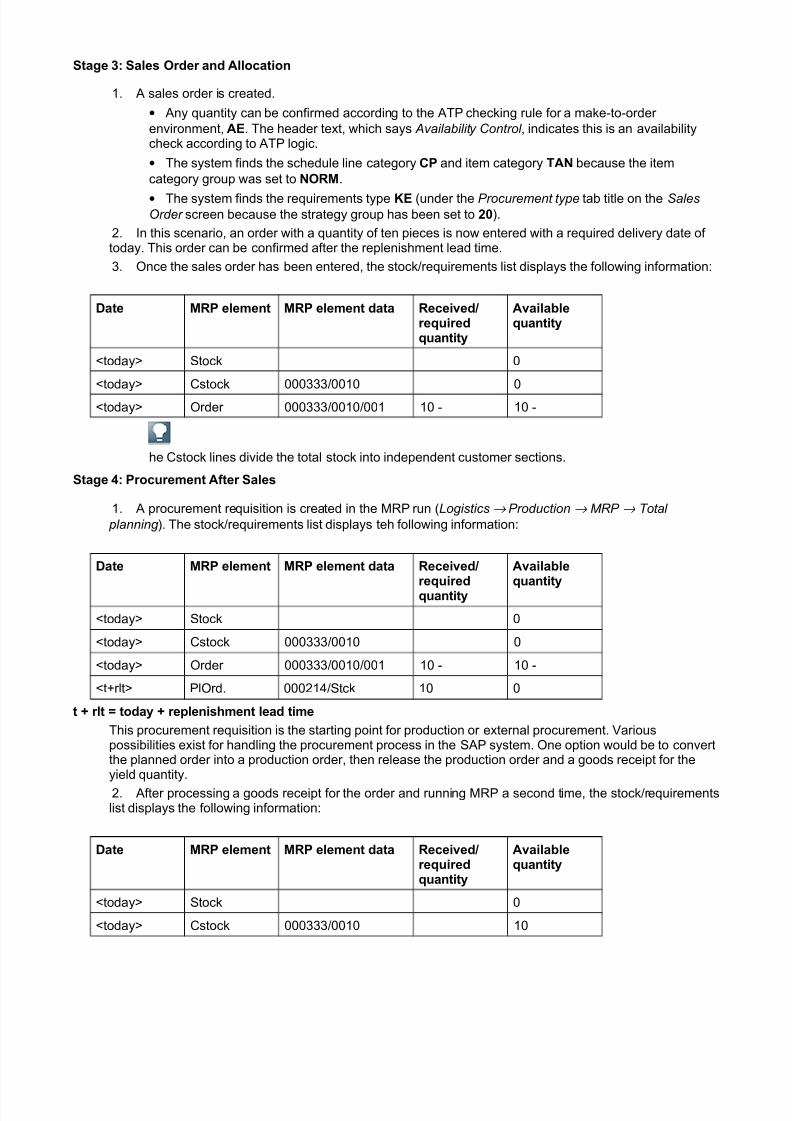
ta$e 3: ales rder a"d *llocat!o"...
*. % sales order is created.
• %ny quantity can be confirmed according to the %T& chec!ing rule for a ma!etoorder
enironment, *E. The header text, which says Availability %ontrol , indicates this is an aailabilitychec! according to %T& logic.
• The system finds the schedule line category ' and item category &*N because the item
category group was set to N+.
• The system finds the requirements type E "under the Procurement type tab title on the SalesOrder screen because the strategy group has been set to 20$.
2. In this scenario, an order with a quantity of ten pieces is now entered with a required deliery date oftoday. This order can be confirmed after the replenishment lead time.
6. =nce the sales order has been entered, the stoc!;requirements list displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?today@ Cstoc! +++666;++*+ +
?today@ =rder +++666;++*+;++* *+ *+
he Cstoc! lines diide the total stoc! into independent customer sections.
ta$e 4: 'roc-reme"t *fter ales...
*. % procurement requisition is created in the M>& run "'ogistics → Production → MRP → &otal
planning $. The stoc!;requirements list displays teh following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?today@ Cstoc! +++666;++*+ +
?today@ =rder +++666;++*+;++* *+ *+
?trlt@ &l=rd. +++2*7;#tc! *+ +
t B rlt C toda) B reple"!shme"t lead t!me
This procurement requisition is the starting point for production or external procurement. 8ariouspossibilities exist for handling the procurement process in the #%& system. =ne option would be to conertthe planned order into a production order, then release the production order and a goods receipt for theyield quantity.
2. %fter processing a goods receipt for the order and running M>& a second time, the stoc!;requirementslist displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?today@ Cstoc! +++666;++*+ *+

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 19/89
?today@ =rder +++666;++*+;++* *+ +
ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
%fter goods issue for the deliery "choose 'ogistics → Sales and distribution → Sipping → Delivery → %reate$,
the stoc!;requirements list is reset.
toc##eep!"$ at 7!ffere"t eels
Ahen using strategy 42, 56, 4+, 5+, or similar strategies for the finished product, certain issues arise as to theleel on which the materials should be !ept in stoc!.
<ou can choose between the following options, illustrated in the graphic below)
toc#!"$ eel &o eels elo the !"!shed 'rod-ct
This corresponds to the assembly on the lefthand side of the aboe graphic. The components should beassembled during the 'roc-reme"t *fter ales rder stage, whereas the components of the assembly shouldbe !ept in stoc! "during the 'roc-reme"t efore ales rder stage, on the basis of planned independentrequirements, and not assigned to a specific sales order$.
Maintain the master data as follows)
• The assembly must hae the Special procurement !ey set to 60 "&hantom in planning$ on the MRP2
screen. This means that the assembly is not built until a sales order exists for the finished product. Therewill, howeer, be a planned order "and production order$ for the assembly once the sales order has beenentered.
• The Individualcoll* indicator must be set to 2 on the MRP3 screen for the components of the assembly if
the finished product is ma!etoorder "strategy 4+ or 5+$. The components are procured in accordancewith the planning at finished product leel.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 20/89
toc#!"$ eel "e eel elo the !"!shed 'rod-ct
This corresponds to the assembly in the center of the aboe graphic. The components should be assembledduring the 'roc-reme"t efore ales rder stage and should be !ept in stoc!, without being assigned to aspecific sales order.
Maintain the master data as follows)
• The Individualcoll . indicator must be set to 2 on the MRP3 screen for the component ; assembly if thefinished product is ma!etoorder strategy 4+ or 5+. The components are procured in accordance with theplanning at finished product leel.
This is probably the most common way to use the strategies without final assembly "42, 56, 4+, 5+$.
No ompo"e"ts tored o" eel elo the !"!shed 'rod-ct
This corresponds to the assembly ; component on the righthand side of the aboe graphic. The componentsshould be assembled during the 'roc-reme"t *fter ales rder stage, and should "ot be !ept in stoc!. If thefinished product is assembled according to ma!etoorder "strategy 4+ or 5+$, the component is also assembledaccording to ma!etoorder. There will be a customerspecific segment in the stoc!;requirements list.
Maintain the master data as follows)
• The Individualcoll* indicator must be set to 1 or left blan! on the MRP3 screen for the component ;
assembly. The components are not procured until a sales order exists for the finished product.
If you are wor!ing in a ma!etoorder enironment, do not forget to set the Individualcoll .indicator again for the leels below this assembly until you reach an assembly which is set to 2, orwhich is not planned at all. =therwise the whole structure below this assembly would be producedaccording to ma!etoorder.
a#eAtoArder 'rod-ct!o" / o"f!$-rat!o" (25%
'-rpose
This strategy, similar to Ma!eto=rder &roduction "2+$, is used when planning of the parent product is notrequired or not possible. Components must be planned by other means, if necessary.
This strategy is used for configurable materials. Configuration is required.
'rere,-!s!tes
<ou must maintain the following master data settings
• Item category group for example, 0002
• #trategy 1roup 25

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 21/89
'rocess lo
*. ta$e 1: 7ema"d a"a$eme"t
Does not apply.
2. ta$e 2: 'roc-reme"t efore ales
Does not apply.
6. ta$e 3: ales rder
<ou enter the ariant material and its configuration. The default combination alues apply and can beused as the default configuration.
7. ta$e 4: 'roc-reme"t *fter ales
8ariant material is produced.
5. ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
1oods Issue for the configurable material ta!es place.
ee also:
Comparing #trategies 24 and 25
ompar!"$ trate$!es 25 a"d 26
trate$) 24 25
Configuration "of a ariant$ -st a"
Material used in sales order Configurable material 8ariant
Default configuration "frequently used configurationscan be stored$
=ne configuration can bedefaulted per configurable
material using the defaults incharacteristics
#eeral configurations canbe stored "in other words,
one configuration can bestored per ariant$
3ntry in #D =rder Configurable material 8ariant
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 22/89
& 'rod-ct!o" for ater!al ar!a"ts (26%
'-rpose
This strategy is similar to Ma!eto=rder &roduction "2+$. The difference is that strategy 25 lets you change theconfiguration of the ariant.
'rere,-!s!tes
<ou must maintain the following master data settings)
• =ne configurable material with the standard configuration data such as characteristics, classes, and
configuration profiles.
• =ne ariant for defined combinations of characteristics alues. imit the number of combinations.
'rocess lo
*. ta$e 1: 7ema"d a"a$eme"t
Does not apply.
2. ta$e 2: 'roc-reme"t efore ales
Does not apply.
6. ta$e 3: ales rder
<ou create a sales order either directly by entering a ariant or a configurable material and using ariantdetermination. The system finds the requirement type E because the strategy group has been set to26. To display the requirement type from the #ales =rder screen, choose Procurement tab strip.
7. ta$e 4: 'roc-reme"t *fter ales
Ma!eto=rder production of the finished product ta!es place.
5. ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
Deliery of the finished product ta!es place.
ee also
Comparing #trategies 24 and 25
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&
'rod-ct!o" b) ot !?e (30%
'-rpose

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 23/89
This strategy is particularly useful for companies that mainly produce for maor customers but who also require theoption of selling smaller requirements from stoc!.
Eample from "d-str)
Contractbased industries, such as automotie suppliers for spare parts.
'rere,-!s!tes
<ou must maintain the following master data for the finished product)
• #trategy group 30 on the MRP screen
• Availability cec! field "on the MRP screen and the Sales0 +eneralPlant screen$ so that you perform an
aailability chec! !th replenishment lead times "01 in the standard system$
• Item category group "for example, N+$ on the Sales Organization screen
'rocess lo
-or a detailed example of the entire process, see #ample #cenario) #trategy 6+.
*. &rocurement is based on sales orders only. o planning for the finished product is inoled. This means
that you usually hae to !now the sales order situation in adance "which is why this strategy issometimes combined with scheduling agreements$ regarding replenishment lead times of thecomponents and the production time. %lternatiely, you can procure the necessary components by meansof the following)
• Indiidual planning of the components, for example using strategy :+. -or more information, see
&lanning at %ssembly eel ":+$.
• /anban components

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 24/89
• Consumptionbased components
It is not possible to ma!e use of information from other #%& planning tools here, such as forecasting,#ales Information #ystem, #=&.
2. %n accurate aailability chec! is performed according to %T& logic during sales order processing.6. Depending on the dates, seeral sales orders can be grouped together to be produced collectiely in one
single lot, using lot size optimization and;or rounding mechanisms. The lot size in this procedure depends
on arious aspects of production, such as pallet size or production optimization.7. #toc! left oer from preious procurement can be used for any other sales order. This is particularlyuseful for companies that mainly produce goods for maor customers, but who also require the option ofselling smaller requirements from stoc!.
4. &lanned independent requirements are not consumed by sales and stoc! orders. 'oweer the delieryJconsumesJ the schedule lines or sales order items, because it updates them accordingly. If an issue ismade for a particular sales order, the system reduces the sales order quantity. #toc! orders are reducedwhen the goods are sold from stoc!.
ther *reas
*a!lab!l!t) hec#
<ou must maintain the %T& indicator " Availability cec! field in the material master$ so that you can chec! !th replenishment lead times. #ee %ailability Chec!.
'la""!"$ at *ssembl) eel (D0%
'-rpose
This planning strategy is particularly useful for manufacturers of products with ariants if a more reliable forecastcan be produced for certain assemblies than for the multitude of product ariants.
'rere,-!s!tes
<ou must maintain the master data of the assembly as follows)
• #trategy group D0 on the MRP screen.
• #et the indicator for assembly planning, the Mi/ed MRP indicator, to 1 on the MRP screen.
• Consumption parameters "%onsumption mode. #-d consumption. $-d consumption on the MRP screen$
to allow for consumption of planned independent requirements.
• If you are using this strategy in a ma!etostoc! enironment, you also must set the Individualcoll*
indicator to 2 on the MRP screen.
'rocess lo

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 25/89
-or a detailed example of the entire process, see #ample #cenario) #trategy :+.
This strategy is ery similar to &lanning with -inal %ssembly "7+$. 'oweer, planned independent requirementsare consumed by production order requirements "or schedule lines in repetitie manufacturing$ and not torequirements of sales orders. %lthough all graphics in this documentation show this component one leel belowthe finished product, the component can appear on any 0=M leel.
*. #toc! for the assembly usually exists.2. &lanned independent requirements are entered at assembly leel. &rocurement "planned by means of the
planned independent requirements$ is therefore triggered before the production order stage "or schedule
line in repetitie manufacturing$.6. The planned orders for the assembly;components are conertible.7. &rocurement smoothing according to order demand is possible. In this strategy, howeer, the ability to
react flexibly to customer requirements is more important.
'. %n accurate aailability chec! is performed according to %T& logic during production order processing.
#ee %ailability Chec!.
(. >equirements from production orders "or schedule lines$ are passed on to production and can lead to
changes to procurement after the sales order stage, if the order quantities exceed the plannedindependent requirement quantities. 'oweer the order quantities cannot be confirmed if there isinsufficient coerage of components. The system automatically adusts the master plan. -or moreinformation see Coping with Insufficient Coerage of Components.
:. The planned independent requirements are consumed during the production stage. This means that youcan compare the planned independent requirements situation with the actual order requirements.
K. Fnconsumed planned independent requirement quantities increase the warehouse stoc! of thecomponent, and cause procurement to be decreased or not to ta!e place at all in the next period. Thisprocedure is called Hnetting.H
op!"$ / "s-ff!c!e"t oera$e of ompo"e"ts
If demand is higher than planned "in other words, sales order quantities exceed planned independentrequirements quantities, this scenario applies.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 26/89
The scenario below follows on from #ample #cenario) #trategy 7+, but also applies to all planningstrategies that use planned independent requirements.
'rocess lo
*. % sales order with a quantity of :4 pieces is entered. *+ pieces remain in stoc!, but they are not allocated.
=nly a quantity up to the stoc! quantity can be confirmed. The entire quantity, howeer, is passed on toM>&. %fter entry of the sales order and after an M>& run, the stoc!;requirements list loo!s li!e this)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
*++
?today@ =rder 62K;+*+;+* 9+ *+
?today@ =rder 625;+*+;+* :4 54
?t rlt@ &l=rd. *267;#tc! 54 +
?reqdat2@ &l=rd. *264;#tc! 64 64
?reqdat2@ Ind>eq 8#- 64 +
?reqdat6@ &l=rd. *265;#tc! *++ *++
?reqdat6@ Ind>eq 8#- *++ +
2. The stoc!;requirements list and the total requirements list "Demand Management → (valuations →
Display total requirements$ show the allocation. The combined order quantity of *54 pieces has beenallocated to two planned independent requirements( it has totally consumed the first requirement, whichwas on ?reqdat*@ and has partly consumed the next requirement of ?reqdat2@. The first requirement isno longer isible in the stoc!;requirements list. It is, howeer, still isible in the total requirements list.
+e,-!reme"ts t)pe 7ate *llocated ,-a"t!t) &otal ,-a"t!t)
8#-
6++

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 27/89
?reqdat*@
*++
*++
C>3L ?order date@ 9+
C>3L ?order date@ *+
?reqdat2@
*++
54
C>3L ?order date@ 54
?reqdat6@
*++
+es-lt
-$$est!o"s for cop!"$ !th !"s-ff!c!e"t coera$e
• <ou may choose to set up the consumption parameters in the material master on the M>& screen. Chec!
to see whether the fields %onsumption mode. #-d consumption. $-d consumption contain entries. Ifthese fields are empty, default alues are ta!en from the M>& group parameters in Customizing. If thesefields are filled in the material master, howeer, they oerride the M>& group parameters.
• It is adisable to reiew all sales orders that could not be confirmed. <ou can do this by using the
bac!order functionality in Sales and Distribution under Sales → (nvironment → #ac!orders →
Resceduling → (/ecute. If you run the report in test mode "place an in the #imulate field$, it will
proide you with a log which lists all unconfirmed sales orders. <ou could use this list as the basis fordiscussions between the sales and production departments to decide how to proceed.
o =ne option would be to postpone the order "or some schedule lines of it$.
o %nother option would be to increase production if it is still possible.
• In both cases, you must repeat the aailability chec! for the orders.
• 0ac!order processing is the most efficient way of confirming multiple sales orders.
&&&&&&&&&&&&&&&&&&&&&
'la""!"$ !th !"al *ssembl) (40%

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 28/89
'-rpose
This strategy is probably the most widely used ma!etostoc! strategy. It ma!es sense to use this planningstrategy if you can forecast production quantities for the final product.
&lanned independent requirements are consumed by incoming sales orders so that the master plan is alwaysadusted to suit the current requirements situation. This means that the important feature of this planning strategyis that you can react quic!ly to customersE requirements. The smoothing of the master plan is less important.
'rere,-!s!tes
<ou must maintain the following master data for the finished product in the material master)
• #trategy group 40 on the MRP screen.
• Consumption parameters "%onsumption mode. #-d consumption. $-d consumption$ to allow
consumption of independent requirements. If no consumption parameters are maintained in the materialmaster, the system uses default alues are ta!en from the M>& group.
To control consumption, you maintain a consumption mode as well as a consumption period. -or moreinformation, see Consumption #trategies and ogic.
• Item category group "for example, N+$ on the Sales Organization Data screen.
'rocess lo
-or a detailed example of the entire process, see #ample #cenario) #trategy 7+.
*. &lanned independent requirements are entered at finished product leel and trigger the procurement andproduction of the necessary assemblies and components before receipt of the sales orders.
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 29/89
It is possible to use information from the sales forecast, the #ales Information #ystem, or other planningtools to plan production quantities.
2. %s soon as the sales order is receied, it consumes the planned independent requirements. <ou can thencompare the planned independent requirements situation with the actual customer requirements situation.
6. %n accurate aailability chec! is performed according to %T& "aailable to promise$ logic during salesorder processing. The system chec!s whether sufficient planned independent requirements hae beenplanned to coer the sales order.
7. >equirements from the sales orders are passed on to production and can lead to changes made toprocurement if the requirements from the sales orders exceed the planned independent requirementquantities. If there is insufficient coerage of components "the sales order quantities exceed the plannedindependent requirement quantities$, the sales orders cannot be confirmed. The system thereforeautomatically adusts the master plan. -or more information see Coping with Insufficient Coerage ofComponents. &lanned independent requirement quantities that are left unconsumed increase thewarehouse stoc! of the finished product.
ther *reas
*a!lab!l!t) hec#
Fnli!e other planning strategies, strategy 40 does not require the material master M>& II Availability cec! to
contain a specific alue. This field has no maor impact on the strategy 40 planning process. <ou can use the #;Dchec!ing rule either with or without replenishment lead times. -rom the sales order choose (dit → Item
availability → +oto → #cope of cec! . #ee %ailability Chec!.
tat!st!cs !" 7ema"d a"a$eme"t
-or &lanning #trategy 40, the system displays only order quantities that hae consumed independentrequirements. Luantities that are in excess of this amount are not displayed. -or example, suppose the followingsituation)
• #toc! %ailable) *++ pieces
• &lanned Independent requirements) 4+ pieces
• Two sales orders) 4+ pieces in each order "the ordersE dates are close enough that they can consume theplanned independent requirements of 4+ pieces$
Confirm the creation of the sales orders, and the consumption of the planned independent requirements in the#toc! >equirements ist.
Choose 'ogistics → Production → Master Planning → Demand Management → (valuations → Display total
requirements. The Total >equirements ist shows only those sales orders that hae reduced the independentrequirements. =rders are allocated to independent requirements on a first come, first sered basis. Ahenindependent requirements are fully consumed by current orders, they cannot be further reduced by new orders.ew orders are not displayed on the Total >equirements ist. The system performs this process dynamically,based on a calculation. The allocation does "ot display on the database.
%s a result, the statistics in Demand Management may not display all sales figures oer a planning period. In theexample, only the 4+ pieces of the first sales order display in the Total >equirements ist, een though more weresold. =ther functions, such as I# or #I#, can be used to display those extra orders.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 30/89
ample ce"ar!o: trate$) 40
'rocess loThis example is based on a production plan in which *++ pieces are planned for ?reqdat*@, ?reqdat2@, and?reqdat*@.
ta$e 1: 7ema"d a"a$eme"t...
*. &lanned independent requirements are created as follows for the production plan. -or information onhow to create planned independent requirements, see Creating &lanned Independent >equirements with>eference or Creating &lanned Independent >equirements Aithout >eference.
'er!od!"d!cator
+e,mts date 'la""ed ,t) al-e
T "B day$ ?reqdat*@ *++ *+,+++.++
T "B day$ ?reqdat2@ *++ *+,+++.++
T "B day$ ?reqdat6@ *++ *+,+++.++
The system will find requirements type because the strategy group has been set to 40. #ee the Tableof &lanning #trategy %ssignments.
2. The requirements are passed on to production. The stoc!;requirements list "'ogistics → Production →
MRP → (valuations → Stoc!reqmts list) displays the following information)
7ate +'eleme"t
+'eleme"t data
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?reqdat*@ Ind>eq 8#- *++ *++
?reqdat2@ Ind>eq 8#- *++ *++
?reqdat6@ Ind>eq 8#- *++ 6++
ta$e 2: 'roc-reme"t efore ales...
*. % procurement requisition is created in the M>& run "'ogistics → Production → MRP → &otal
planning $. The stoc!;requirements list displays the following information)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?reqdat*@ &l=rd. *267;#tc! *++ *++
?reqdat*@ Ind>eq 8#- *++ +
?reqdat2@ &l=rd. *264;#tc! *++ *++
?reqdat2@ Ind>eq 8#- *++ +
?reqdat6@ &l=rd. *265;#tc! *++ *++
?reqdat6@ Ind>eq 8#- *++ +

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 31/89
This procurement requisition is the starting point for production or external procurement. 8ariouspossibilities exist for handling the procurement process in the system. =ne option would be to conert theplanned order into a production order, release of the production order and a goods receipt of the yieldquantity. It is also possible, howeer, to use returns or other goods moements for ma!etostoc!production.
2. %fter receipt of the order and a second M>& run, the stoc!;requirements list displays the followinginformation)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! *++
?reqdat*@ Ind>eq 8#- *++ +
?reqdat2@ &l=rd. *264;#tc! *++ *++
?reqdat2@ Ind>eq 8#- *++ +
?reqdat6@ &l=rd. *265;#tc! *++ *++
?reqdat6@ Ind>eq 8#- *++ +
ta$e 3: ales rder ...
*. % sales order is created "ogistics → #ales and distribution → #ales → =rder → Create$.
'ere you need to note the following)
• It is possible to confirm any quantity up to the stoc! quantity according to the %T& chec!ing rule
"*++ pieces in this example$ under (dit → %ec! availability .
• The system will find the requirement type "under the Procurement tab title$ because the
strategy group has been set to 40.#ee the Table of &lanning #trategy %ssignments.
• The system finds the schedule line category ' and the item category &*N because the itemcategory group was set to N+.
2. %fter the sales order has been entered, the stoc!;requirements displays the following information)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! *++
?today@ =rder 625;+*+;+* 9+ *+
?reqdat*@ Ind>eq 8#- *+ +
?reqdat2@ &l=rd. *274;#tc! *++ *++
?reqdat2@ Ind>eq 8#- *++ +
?reqdat6@ &l=rd. *265;#tc! *++ *++
?reqdat6@ Ind>eq 8#- *++ +
ta$e 4: 'roc-reme"t *fter ales
This stage does not, as a rule, apply in this strategy. If, howeer, demand exceeds planning, there may be a needfor production to ta!e place after sales.
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 32/89
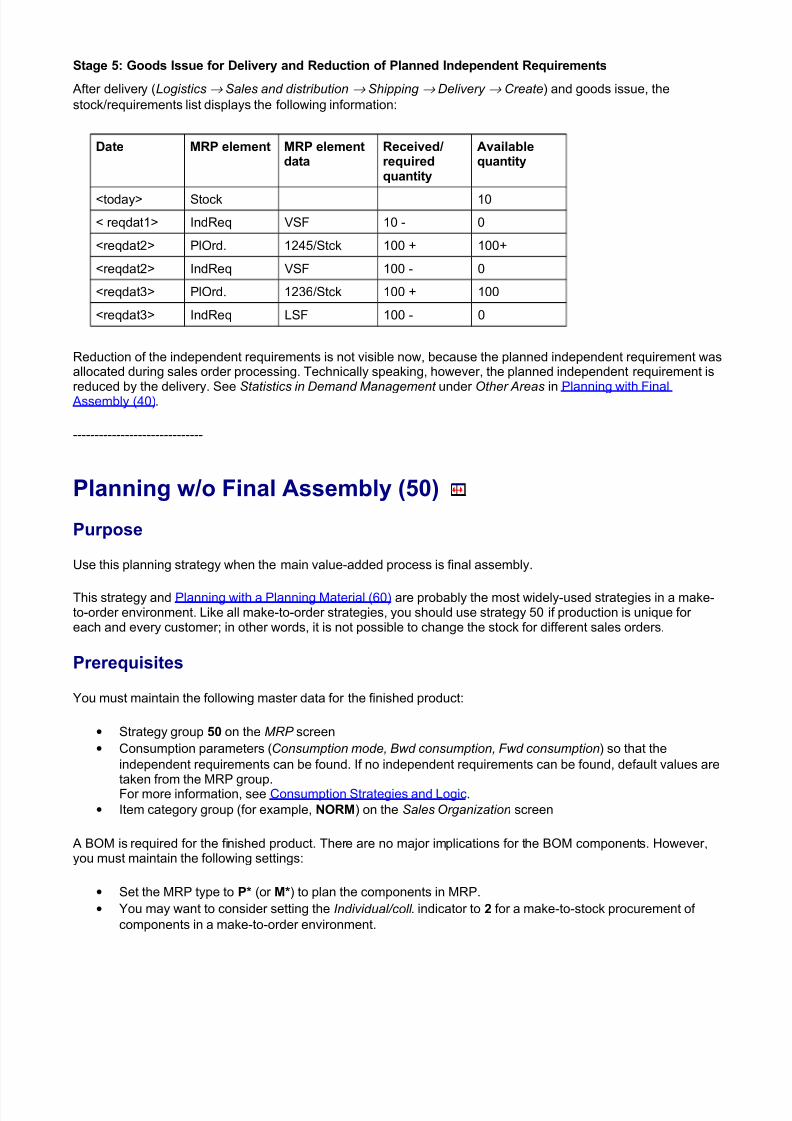
ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
%fter deliery "'ogistics → Sales and distribution → Sipping → Delivery → %reate$ and goods issue, the
stoc!;requirements list displays the following information)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! *+
? reqdat*@ Ind>eq 8#- *+ +
?reqdat2@ &l=rd. *274;#tc! *++ *++
?reqdat2@ Ind>eq 8#- *++ +
?reqdat6@ &l=rd. *265;#tc! *++ *++
?reqdat6@ Ind>eq #- *++ +
>eduction of the independent requirements is not isible now, because the planned independent requirement wasallocated during sales order processing. Technically spea!ing, howeer, the planned independent requirement is
reduced by the deliery. #ee Statistics in Demand Management under Oter Areas in &lanning with -inal %ssembly "7+$.
'la""!"$ /o !"al *ssembl) (50%
'-rpose
Fse this planning strategy when the main alueadded process is final assembly.
This strategy and &lanning with a &lanning Material "5+$ are probably the most widelyused strategies in a ma!etoorder enironment. i!e all ma!etoorder strategies, you should use strategy 4+ if production is unique foreach and eery customer( in other words, it is not possible to change the stoc! for different sales orders.
'rere,-!s!tes
<ou must maintain the following master data for the finished product)
• #trategy group 50 on the MRP screen
• Consumption parameters "%onsumption mode. #-d consumption. $-d consumption$ so that the
independent requirements can be found. If no independent requirements can be found, default alues are
ta!en from the M>& group.-or more information, see Consumption #trategies and ogic.
• Item category group "for example, N+$ on the Sales Organization screen
% 0=M is required for the finished product. There are no maor implications for the 0=M components. 'oweer,you must maintain the following settings)
• #et the M>& type to ' "or $ to plan the components in M>&.
• <ou may want to consider setting the Individualcoll . indicator to 2 for a ma!etostoc! procurement of
components in a ma!etoorder enironment.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 33/89

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 34/89
#trategies 4+ and 5+ are ery similar to strategies 42 and 56. The following table shows the differences betweenthe strategies)
trate$) 50 60 52 63
Costing, settlement, wor!inprogress, etc. Ma!etoorder Ma!etostoc!
-inished product stoc! "andcomponent stoc!, if required$
#egregated per sales order item ot segregated
otsize indicator and roundingalues
%utomatically set to 3 Fser has to ensure that theappropriate alues are set
ther *reas
toc#!"$ eels
#ee #toc!!eeping at Different 0=M eels.
*a!lab!l!t) hec#
In a ma!etoorder sales order, the system always uses chec!ing rule *E "as opposed to * in a ma!etostoc!sales order$. In the standard system, there are no differences between chec!ing control 01;*E and 02;*E, whichmeans there are no maor considerations for maintaining the material master for the finished product.
ample ce"ar!o: trate$) 50
'rocess lo
The process flow for strategy 4+ is ery similar to the process for strategy 42. This sample scenario refers to#ample #cenario) #trategy 42 and is based on a production plan in which *++ pieces are planned for ?reqdat*@,?reqdat2@, and ?reqdat6@.
ta$e 1: 7ema"d a"a$eme"t
1. This stage is the same as for strategy 42, which means planned independent requirements are created
for the production plan, and the system finds requirements type E. #ee the Table of &lanning #trategy %ssignments.
2. The requirements are passed on to M>&. The stoc!;requirements list "'ogistics → Production → MRP →
(valuations → Stoc!reqmts list) displays the following information)

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 35/89
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
+
?today@ → &lanning w;o assembly
?reqdat*@ Ind>eq 8#3 *++ *++
?reqdat2@ Ind>eq 8#3 *++ 2++
?reqdat6@ Ind>eq 8#3 *++ 6++
ta$e 2: 'roc-reme"t efore ales
This stage is the also the same as for strategy 42, which means nonconertible planned orders are created forthe finished product. &rocurement for the components ta!es place.
ta$e 3: ales rder a"d *llocat!o"
*. % sales order is created for the parent material.
Fnli!e strategy 42, the system finds the requirements type because the strategy group is set to 4+.#ee the Table of &lanning #trategy %ssignments.
2. %s for strategy 42, the following two things happen)
• % quantity that has been preiously planned "such as *++ pieces for each schedule line in this example$
can be confirmed "choose (dit → Item availability in the sales order menu$. ote the header text that
says %ssignment of &lanned Independent >equirements. This means that the aailability chec! is notperformed according to %T& logic, but instead it is based on planned independent requirements.
• The system finds the schedule line category ' and the item category &*N because the item category
group was set to N+.
6. %fter the sales order has been entered, the stoc!;requirements list for the parent material displays thefollowing information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
+
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 36/89
?today@ Cstoc! +++666;++*+
+
?today@ =rder +++666;++*+;++* 9+ 9+
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> *++ *++
?reqdat*@ Ind>eq 8#3 *+ 9+
?reqdat2@ &l=rd. *264; Ind> *++ *9+
?reqdat2@ Ind>eq 8#3 *++ 9+
?reqdat6@ &l=rd. *265; Ind> *++ *9+
?reqdat6@ Ind>eq 8#3 *++ 9+
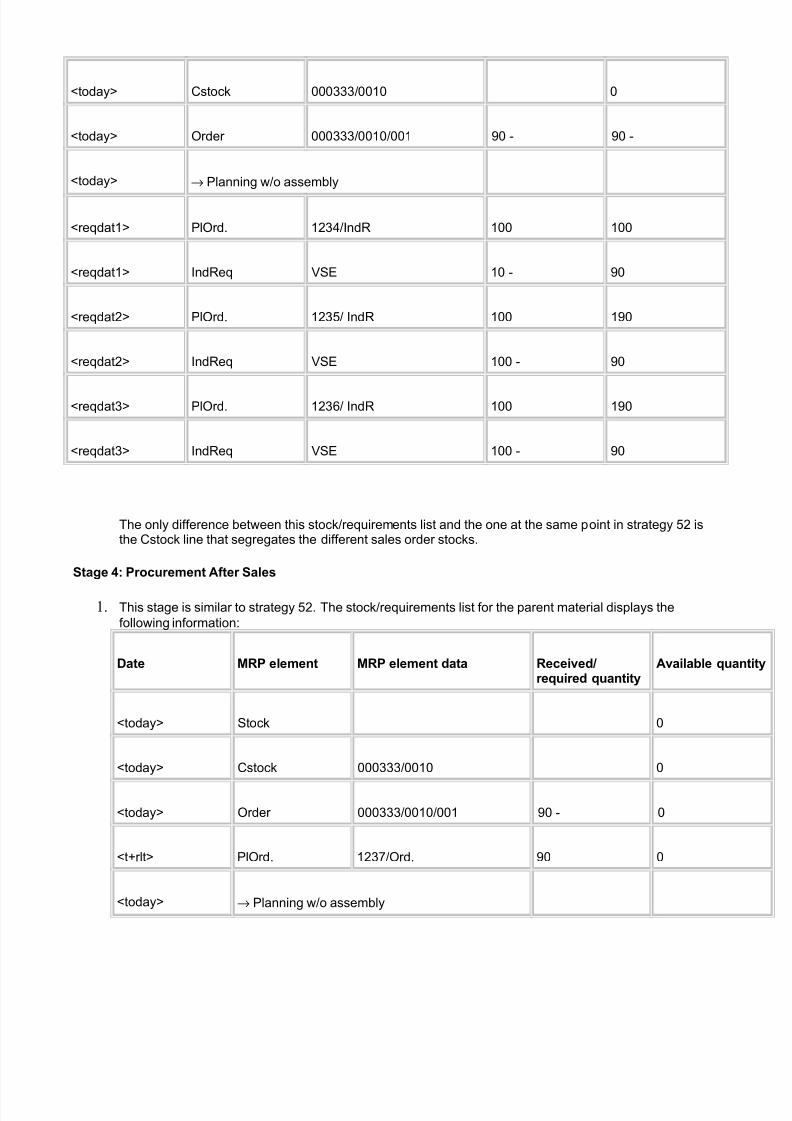
The only difference between this stoc!;requirements list and the one at the same point in strategy 42 isthe Cstoc! line that segregates the different sales order stoc!s.
ta$e 4: 'roc-reme"t *fter ales
1. This stage is similar to strategy 42. The stoc!;requirements list for the parent material displays the
following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a
?today@ #toc!
+
?today@ Cstoc! +++666;++*+
+
?today@ =rder +++666;++*+;++* 9+ +
?trlt@ &l=rd. *26:;=rd. 9+ +
?today@ → &lanning w;o assembly

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 37/89
?reqdat*@ &l=rd. *267;Ind> *+ *+
?reqdat*@ Ind>eq 8#3 *+ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
?reqdat2@ Ind>eq 8#3 *++ +
?reqdat6@ &l=rd. *265;Ind> *++ *++
?reqdat6@ Ind>eq 8#3 *++ +
2.
6. The difference between this strategy and strategy 42 is that the system creates a planned order with
order type +7 "ma!etoorder$ instead of &.
*. The goods receipt from production results in a customer stoc! and the stoc!;requirements list then loo!s
li!e this "note the stoc! in the Cstoc! line$)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a
?today@ #toc!
+
?today@ Cstoc! +++666;++*+
9+
?today@ =rder +++666;++*+;++* 9+ 9+
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> *+ *+
?reqdat*@ Ind>eq 8#3 *+ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
?reqdat2@ Ind>eq 8#3 *++ +
?reqdat6@ &l=rd. *265;Ind> *++ *++

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 38/89
?reqdat6@ Ind>eq 8#3 *++ +
4.
5. %s long as you hae set the Individualcoll* indicator to 2, there are no differences at component leel.
ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
This stage is the also the same as for strategy 42, which means that the planned independent requirements arephysically reduced.
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&
'la""!"$ /o !"al *ssembl) a"d /o & (52%
'-rpose
This strategy, along with &lanning w; a &lanning Material and w;o MT= "56$, allows you to procure componentson the basis of planned independent requirements. &roduction of the finished product, howeer, is based onactual sales orders. This planning strategy ensures that you can react quic!ly to customer requirements, een ifthe finished product has a long oerall lead time. <ou can aoid the main alueadded process until you hae acustomer.
This strategy is ery similar to strategy 4+, which uses ma!etoorder production. -or moreinformation on the differences between these two strategies, see &lanning Aithout -inal
%ssembly "4+$.
'rere,-!s!tes
<ou must maintain the following master data for the finished product)
• Maintain strategy group 52 on the MRP screen.
• #et the lot size !ey E> must be set in the MRP screen because lot size optimization would be
incompatible with the allocation logic, which could result in oerplanning and incorrect result in the %T&chec!. <ou also must ensure that no rounding profile or rounding alues are ta!en into account.
• Maintain consumption parameters "%onsumption mode. #-d consumption. $-d consumption$ so that the
independent requirements can be found.-or more information, see Consumption #trategies and ogic.
• Maintain the item category group "for example, N+$ on the Sales Organization screen.
% 0=M is required for the finished product. There are no maor implications for the 0=M components. 'oweer, itis important to note the following)
• <ou need to set the M>& type to ' "or $ on the MRP screen to plan the components in M>&.
• <ou may want to consider setting the Individualcoll* Indicator to 2 on the MRP screen as a starting point
for your master data setup.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 39/89
'rocess lo
-or a detailed example of the entire process, see #ample #cenario) #trategy 42.
*. &roduction quantities can be planned relatiely effectiely by means of planned independentrequirements for the finished product. It is possible to use information from the sales forecast, or from the#ales Information #ystem, or other planning tools to plan production quantities. =nly the procurement ofthe component is triggered before the sales order stage. -inal assembly ta!es place after a sales orderhas been entered.
2. The planned independent requirements are consumed during the sales order stage. This means that you
can compare the planned independent requirements situation with the actual customer requirementssituation.
6. %n aailability chec! is performed on the basis of the planned independent requirements.
*. Demand from sales orders is passed on to production and triggers production after the sales order stage,
een if insufficient components are planned. The sales orders, howeer, cannot be confirmed if there isinsufficient coerage of components. -or more information, see Coping with Insufficient Coerage ofComponents.
4. &lanned independent requirements of the finished goods that are left unconsumed increase thewarehouse stoc! of the components and cause procurement to be decreased or not to ta!e place at all inthe next period. This procedure is !nown as Hnetting.H
(. -rom the costing perspectie, this strategy is a ma!etostoc! strategy, in contrast to strategy 50, which is
ma!etoorder . This means that stoc! of the finished material is not lin!ed to each customer order. Thisstrategy does not ta!e stoc! that exceeds the planned independent requirements "unplanned stoc! due
to, for example, customer returns or oerproduction$ into account, when creating a sales order. #toc! for
finished goods should be handled through an exception process .
ther *reas
*a!lab!l!t) hec#
In this strategy, there is only an aailability chec! against planned independent requirements. % material isconsidered to be aailable if a planned independent requirement can be consumed. #ee %ailability Chec!.
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 40/89
toc#!"$ eel for ompo"e"ts
#ee #toc!!eeping at Different 0=M eels.
ell!"$ <"pla""ed toc#
Fnplanned stoc! "returns or unplanned production quantities such as oerdelieries$ is not ta!en into account inthe aailability chec!, and is therefore not automatically considered for sales.
<ou can ensure that this stoc! is sold by changing the requirements type "from to or , for example$in the sales order menu under Procurement type*
<ou must also add an alternatie strategy "either 6+ or 7+ in this case$ to strategy group 42 in the IM1 for
&roduction "choose Master Planning → Demand Management → Planned Independent Requirements →
Planning Strategy → Define strategy group$.
#ales personnel must be informed of this unplanned stoc!.
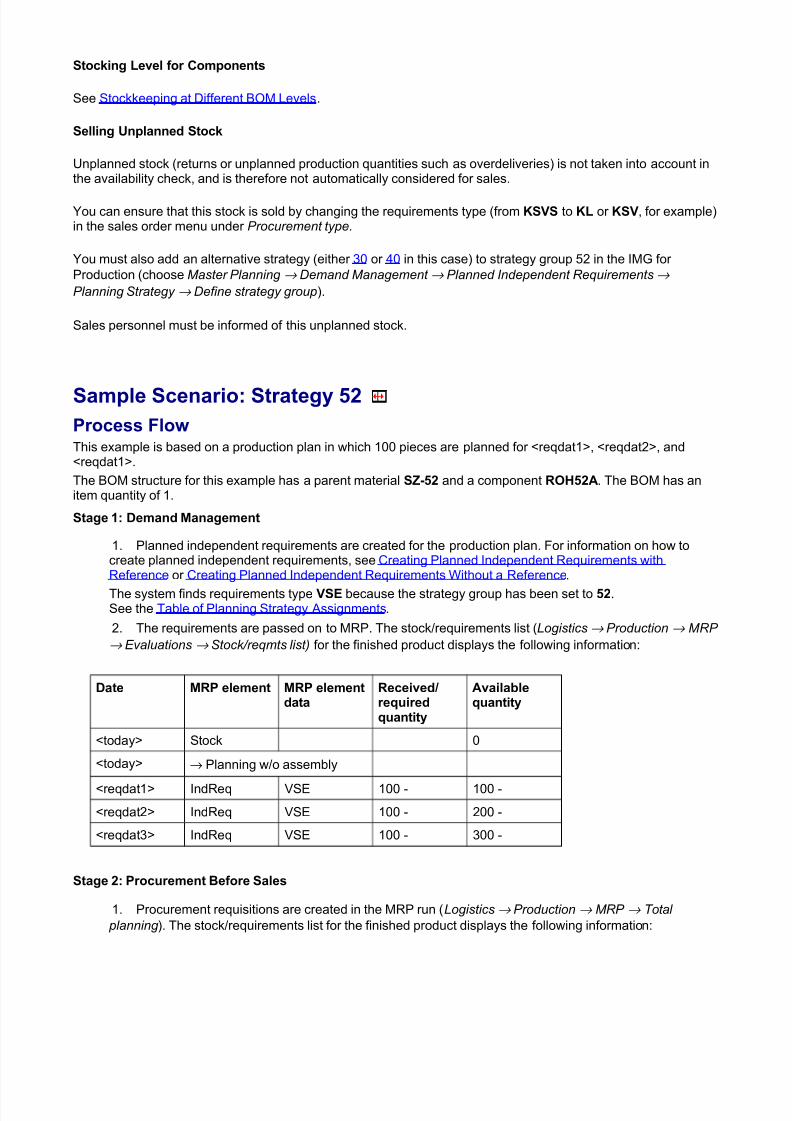
ample ce"ar!o: trate$) 52'rocess loThis example is based on a production plan in which *++ pieces are planned for ?reqdat*@, ?reqdat2@, and?reqdat*@.
The 0=M structure for this example has a parent material FA52 and a component +G52*. The 0=M has anitem quantity of *.
ta$e 1: 7ema"d a"a$eme"t...
*. &lanned independent requirements are created for the production plan. -or information on how tocreate planned independent requirements, see Creating &lanned Independent >equirements with>eference or Creating &lanned Independent >equirements Aithout a >eference.
The system finds requirements type E because the strategy group has been set to 52.#ee the Table of &lanning #trategy %ssignments.
2. The requirements are passed on to M>&. The stoc!;requirements list "'ogistics → Production → MRP
→ (valuations → Stoc!reqmts list) for the finished product displays the following information)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?today@ → &lanning w;o assembly
?reqdat*@ Ind>eq 8#3 *++ *++
?reqdat2@ Ind>eq 8#3 *++ 2++
?reqdat6@ Ind>eq 8#3 *++ 6++
ta$e 2: 'roc-reme"t efore ales...
*. &rocurement requisitions are created in the M>& run "'ogistics → Production → MRP → &otal
planning $. The stoc!;requirements list for the finished product displays the following information)

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 41/89
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> *++ *++?reqdat*@ Ind>eq 8#3 *++ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
?reqdat2@ Ind>eq 8#3 *++ +
?reqdat6@ &l=rd. *265;Ind> *++ *++
?reqdat6@ Ind>eq 8#3 *++ +
These procurement requisitions are the starting point for production or external procurement. 8ariouspossibilities exist for handling the procurement process in the #%& system. The following factors, howeer,are important for this strategy)
• #toc! at finished product leel is not ta!en into account for production.
• The planned orders are not yet NrealO because production of the finished product must be
executed after receipt of the sales orders. The planned orders hae order type "8&$. It is impossibleto conert these "8&$ planned orders into production orders, or to use them in a repetitiemanufacturing enironment. The %onversion field in the display of the planned order is not set,which indicates that it is not possible to produce this planned order.
2. The M>& run also creates procurement requisitions for the components. In this example, thestoc!;requirements list for the component >='42% displays the following information)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?reqdat*@ &l=rd. *26:;#tc! *++ *++
?reqdat*@ Dep>eq #P42 *++ +
?reqdat2@ &l=rd. *26K;#tc! *++ *++
?reqdat2@ Dep>eq #P42 *++ +
?reqdat6@ &l=rd. *269;#tc! *++ *++
?reqdat6@ Dep>eq #P42 *++ +
6. The main obectie of this strategy has now been reached) procurement for the components has beentriggered, een without sales orders, due to Demand Management alone. &rocurement of the componentscan occur in a ariety of ways. 'ere we are assuming that a goods receipt "for a purchase order, forexample$ ta!es place. The stoc!;requirements list for all components of the material displays the followinginformation)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! 6++

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 42/89
?reqdat*@ Dep>eq #P42 *++ 2++
?reqdat2@ Dep>eq #P42 *++ *++
?reqdat6@ Dep>eq #P42 *++ +
ta$e 3: ales rder a"d *llocat!o"...
*. % sales order for the parent material is created.
• The system will find the requirement type because the strategy group has been set to 52.
#ee the Table of &lanning #trategy %ssignments.
• It is possible to confirm a quantity that has been preiously planned "*++ pieces for each
schedule line, in this example$* The header text that says Assignment of Planned IndependentRequirements indicates that this is not a chec! according to %T& logic but rather an aailabilitychec! based on planned independent requirements.
• The system finds the schedule line category ' and the item category &*N because the item
category group was set to N+.
#uppose that for this example an order with a quantity of 9+ pieces is entered with a required deliery dateof today. This order can be confirmed after the first planned independent requirement date ?reqdat*@ if the
consumption parameters hae been defined accordingly and this date can be found. -or more information,see Consumption #trategies and ogic.
2. %fter entry of the sales order, the stoc! requirements list for the parent material displays the followinginformation)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
?today@ =rder +++666;++*+;++*
9+
?today@ →
&lanning w;oassembly
9+
?reqdat*@ &l=rd. *267;Ind> *++ *++
?reqdat*@ Ind>eq 8#3 *+ 9+
?reqdat2@ &l=rd. *264;Ind> *++ *9+
?reqdat2@ Ind>eq 8#3 *++ 9+
?reqdat6@ &l=rd. *265;Ind> *++ *9+
?reqdat6@ Ind>eq 8#3 *++ 9+
ta$e 4: 'roc-reme"t *fter ales...
*. %fter a second planning run, the stoc!;requirements list of the parent material displays the followinginformation)
7ate +' eleme"t +' eleme"tdata
+ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc! +
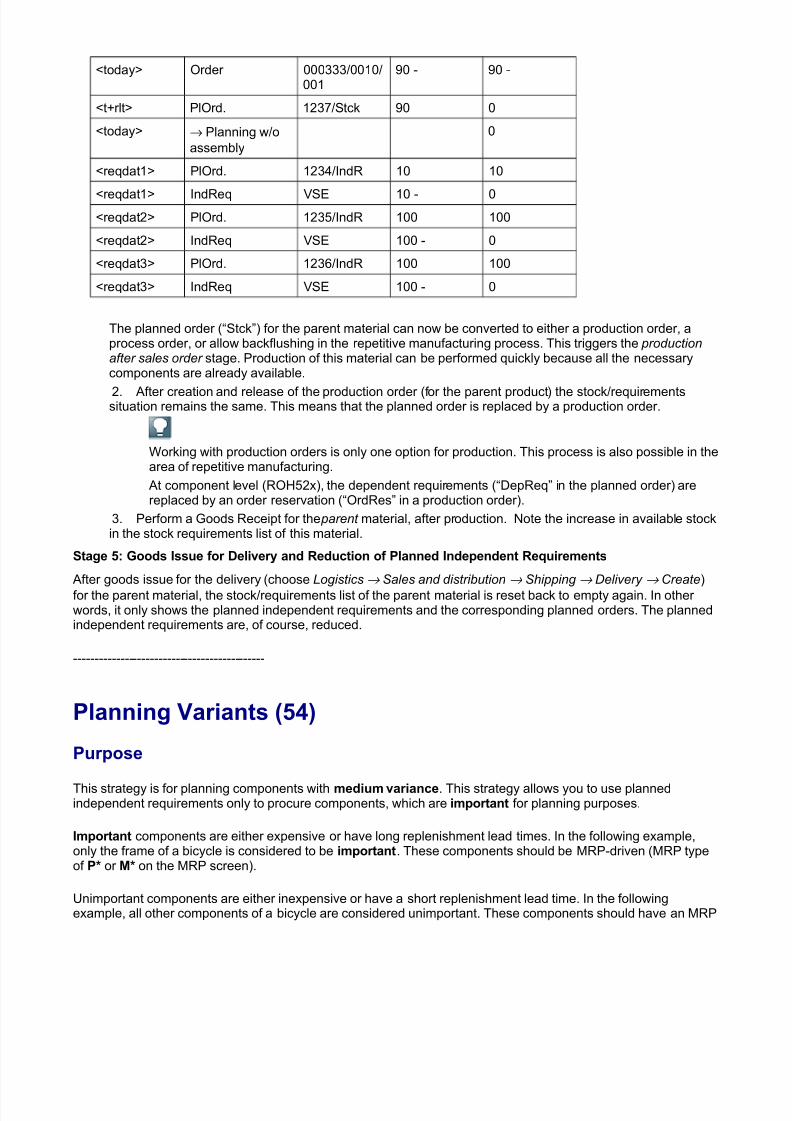
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 43/89
?today@ =rder +++666;++*+;++*
9+ 9+
?trlt@ &l=rd. *26:;#tc! 9+ +
?today@ → &lanning w;o
assembly
+
?reqdat*@ &l=rd. *267;Ind> *+ *+
?reqdat*@ Ind>eq 8#3 *+ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
?reqdat2@ Ind>eq 8#3 *++ +
?reqdat6@ &l=rd. *265;Ind> *++ *++
?reqdat6@ Ind>eq 8#3 *++ +
The planned order "N#tc!O$ for the parent material can now be conerted to either a production order, aprocess order, or allow bac!flushing in the repetitie manufacturing process. This triggers the productionafter sales order stage. &roduction of this material can be performed quic!ly because all the necessarycomponents are already aailable.
2. %fter creation and release of the production order "for the parent product$ the stoc!;requirementssituation remains the same. This means that the planned order is replaced by a production order.
Aor!ing with production orders is only one option for production. This process is also possible in thearea of repetitie manufacturing.
%t component leel ">='42x$, the dependent requirements "NDep>eqO in the planned order$ arereplaced by an order reseration "N=rd>esO in a production order$.
6. &erform a 1oods >eceipt for the parent material, after production. ote the increase in aailable stoc!in the stoc! requirements list of this material.
ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
%fter goods issue for the deliery "choose 'ogistics → Sales and distribution → Sipping → Delivery → %reate$
for the parent material, the stoc!;requirements list of the parent material is reset bac! to empty again. In otherwords, it only shows the planned independent requirements and the corresponding planned orders. The plannedindependent requirements are, of course, reduced.
'la""!"$ ar!a"ts (54%
'-rpose
This strategy is for planning components with med!-m ar!a"ce. This strategy allows you to use plannedindependent requirements only to procure components, which are !mporta"t for planning purposes.
mporta"t components are either expensie or hae long replenishment lead times. In the following example,only the frame of a bicycle is considered to be !mporta"t. These components should be M>&drien "M>& typeof ' or on the M>& screen$.
Fnimportant components are either inexpensie or hae a short replenishment lead time. In the followingexample, all other components of a bicycle are considered unimportant. These components should hae an M>&

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 44/89
type that is consumption based " on the M>& screen, for example$. Components mar!ed consumption based planning do not generate requirements at the Planning or Production #efore Sales Order stages.
'la""!"$ of mporta"t ompo"e"ts
This strategy allows for the planning of important components by)
• Creating planning ariants that represent configurations that are used to procure the components with
long replenishment lead times.
• During the sales order stage, the actual quantity sold is allocated to a planning ariant that has the closest
configuration. This process is referred to as a s!m!lar!t) chec#.
The characteristics that determine the similarity chec! must match the components, which are !mporta"t forplanning purposes. The remaining characteristics should influence only components which are -"!mporta"t forplanning purposes, such as consumptionbased components.
The challenge is to describe the products so that characteristics are connected to important components using the
type matching function. Aith strategy 54 you must perform that tas! on your own( in strategy 56Characteristics &lanning w; Dependent >eqJts "45$ this calculation is performed automatically.
<ou must hae an estimate or forecast for each of the planning ariants, for example, based on past data.
The following list describes the enironment for strategy 47
• 3nironment
o #eparate material master
o &artial configuration
o imited number of ariants
• #imple to plan
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 45/89
o &lanned independent requirements
o Creation of order proposals in M>&
o #imilarity chec! and consumption of planning enironment
'rere,-!s!tes
<ou can define a characteristic as not releant, optional, or required for planning. This is independent of theattributes maintained in characteristics maintenance functions.
The customer can select a &C in the casing ariants des!top, tower, and laptop, with C&Fs of thetypes 7K5 or &entium. To manufacture the &C, you must !now which casing to use. as!"$ is arequired characteristic for configuration in sales orders. 'oweer, if the replenishment lead timesfor the casings are short, the casings are not releant to planning.
The characteristic alues assigned in sales orders are automatically chec!ed so that they match the aluesassigned to planning ariants. The following rules apply)
• % characteristic that is not releant to a planning ariant is not used in type matching.
• The alue assigned to a required characteristic must be the same in the sales order and the planning
ariant.
• % weighting must be assigned to optional characteristics, in case there are a number of planning ariants
with the same alues for required characteristics, but different alues for optional characteristics.
<ou can define characteristic alues as releant to planning, and characteristics. -or example, a characteristiccan be optional, but a alue of the characteristic can be required. If you want to find a planning ariant, thecharacteristic must hae this alue. <ou can define alues as optional, and assign weightings to them.
If a number of planning ariants with the same characteristic alues as the sales order are found, the sales orderconsumes the planning ariant with the highest weighting.
The class used to classify the &C has characteristics '< as!"$ and o-"tr) "for deliery$.Characteristic o-"tr) has the allowed alues 4SA and +ermany . The o-"tr) for delierydetermines the oltage to be used and the language for the manual. 0ecause it is easier tochange the transformer and manual than to dismantle an assembled casing, characteristicas!"$ has a high priority "& B *+$, but characteristic o-"tr) has a low priority "& B 6$. '< is arequired characteristic, because no changes can be made to C&F boards.
The &C is planned using two planning ariants, configured as follows)
8ariant *) C&F B &entium, Casing B Des!top, Country B 1ermany
8ariant 2) C&F B &entium, Casing B aptop, Country B F#%
&lanned independent requirements for these two ariants are created. <ou want to consume theplanned quantities of one of the following ariants by a sales order with the followingconfiguration)
C&F B &entium, Casing B Des!top, Country B F#%

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 46/89
0oth planning ariants hae the same alue assigned to the required characteristic C&F B &entium. 3achplanning ariant has only one optional characteristic alue that matches the sales order, so the weightings areta!en into account. The sum of the weightings for 8ariant * is & B 6, because the alue for characteristic o-"tr) with the lower weighting does not match the sales order. The sum of the weightings for 8ariant 2 is & B *+,because the alue for characteristic as!"$ with the higher weighting does not match the sales order. #ince8ariant * has less difference, the sales order consumes 8ariant * and not 8ariant 2.
<ou must maintain the following master data for strategy 54)
aster 7ata o"f!$-rable ater!al 'la""!"$ ar!a"t(s%
#trategy 1roup 47 47
Consumption &arameters"Consumption Mode, 0wdConsumption, -wd Consumption$
Aill be ignored To be maintained so that plannedindependent requirements can befound
Item Category 1roup -or example, +++2 "o #D screens necessary for theplanning ariants.$
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&
'la""!"$ ar!a"ts /o !"al *ssembl) (55%
'-rpose
This strategy is similar to &lanning w;o -inal %ssembly "4+$ for nonconfigurable materials. The differencebetween these two strategies is that strategy 55 allows the user to reconfigure the ariant during a sales order.
Changes to the configuration m-st "ot affect planned components. &lanned independentrequirements for ariants do not ma!e sense when changing the configuration of the ariant inthe sales order. % sold item that has no relation to the configuration of the planned ariant couldresult. Therefore, change the configuration for strategy 55 with care.
'rere,-!s!tes
<ou must maintain the following master data settings)
• =ne configurable material with the usual configuration such as characteristics, classes, and configuration
profiles.
• =ne ariant per possible permutation of characteristics alues "limit the number of permutations$.
'rocess lo

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 47/89
*. <ou create one planned independent requirement per ariant. The ariant must be completely configured.2. Components of the ariants are procured.6. <ou create sales orders either directly by entering a ariant or a configurable material and by using
ariant determination. The >equirements Type display for strategy 44 is /38. To display the requirmenttype from the #ales =rder screen, choose &rocurement tab strip.
The system automatically adusts the master plan if no planning ariant can be found.
7. Ma!eto=rder production "assembly$ of the finished product ta!es place.4. The finished product is deliered.
haracter!st!cs 'la""!"$ / 7epe"de"t +e,=ts (56%
'-rpose
Aith this strategy, planned independent requirements are created for configurable materials. In addition, theusage probabilities for combination alue !eys are entered in the configuration supporting points. Therequirements for components are automatically calculated by multiplying the component quantity by the usageprobability. The dependencies between characteristics are also ta!en into account for this calculation.
The allocation ta!es place on the header leel( in other words, sales orders consume the configurable materialEsindependent requirement, "ot the componentEs dependent requirements.
'rere,-!s!tes
In addition to the usual master data settings such as creation of 0=Ms, routings and the arious configurationdata "Configuration) Classes, Characteristics, Configuration &rofile, =bect Dependencies$, you must maintain the
following master data settings. -or Classes and Characterisitcs, choose 'ogisitcs → %entral functions →
%lassification. -or Configuration profiles and =bect dependencies, choose 'ogisitcs → %entral functions → 5ariant configuration*
• Material Master
o Item Category group, for example, 0002
o #trategy group 56
o Consumption parameters "%onsumption Mode. $-d %onsumption. #-d %onsumption$, so that
planned independent requirements can be found
• Components)
o Consider setting the Indiidual;Collectie indicator to 2.
o In order to get dependent requirements from the planning of configurable materials, components
should "ot be configured with strategy group D0 or 59.
• Mar! those characteristics that should hae a usage probability in demand management as Relevant for
planning .
ee also:
Comparing #trategies 45 and K9
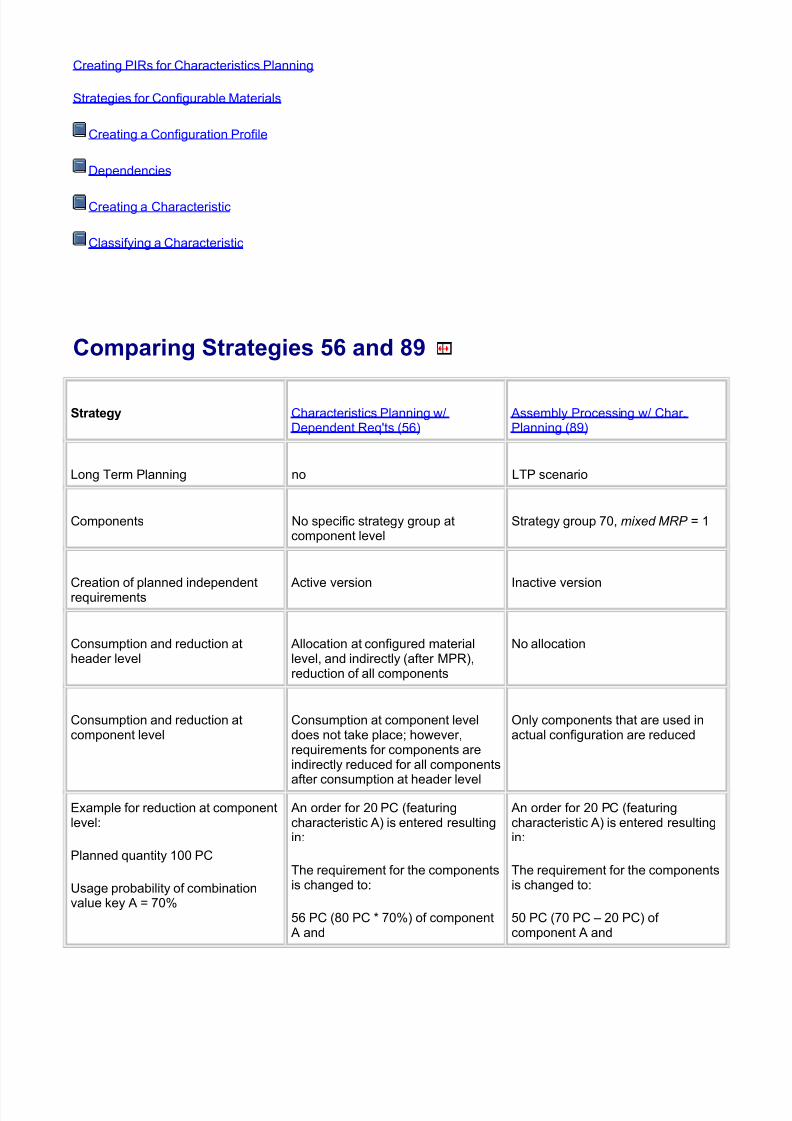
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 48/89
Creating &I>s for Characteristics &lanning
#trategies for Configurable Materials
Creating a Configuration &rofile
Dependencies
Creating a Characteristic
Classifying a Characteristic
ompar!"$ trate$!es 56 a"d 89
trate$) Characteristics &lanning w;Dependent >eqJts "45$
%ssembly &rocessing w; Char.&lanning "K9$
ong Term &lanning no T& scenario
Components o specific strategy group atcomponent leel
#trategy group :+, mi/ed MRP B *
Creation of planned independentrequirements %ctie ersion Inactie ersion
Consumption and reduction atheader leel
%llocation at configured materialleel, and indirectly "after M&>$,reduction of all components
o allocation
Consumption and reduction atcomponent leel
Consumption at component leeldoes not ta!e place( howeer,requirements for components areindirectly reduced for all components
after consumption at header leel
=nly components that are used inactual configuration are reduced
3xample for reduction at componentleel)
&lanned quantity *++ &C
Fsage probability of combinationalue !ey % B :+Q
%n order for 2+ &C "featuringcharacteristic %$ is entered resultingin)
The requirement for the componentsis changed to)
45 &C "K+ &C R :+Q$ of component % and
%n order for 2+ &C "featuringcharacteristic %$ is entered resultingin)
The requirement for the componentsis changed to)
4+ &C ":+ &C S 2+ &C$ ofcomponent % and

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 49/89
Fsage probability of combinationalue !ey 0 B 6+Q
>esulting in requirements for :+ &Cof component % and 6+ &C ofcomponent 0
27 &C "K+ &C R 6+Q$ of component0
6+ &C "6+ &C S + &C$ of component0
This leads to the following conclusions)
trate$) 56 / depe"de"t re,. trate$) 89
1eneral 3asier to handle "0atch run aftercompletion of planning, monthly$,especially if you cannot planprecisely or if you only want to plancapacity on header leel
More precise planning ofcomponents0etter oeriew of componentsituation
&erformance M>& has to plan customer order %D planning of demandsmanagement all the time
&lanning of demands managementis done in T& "typically only in theplanning periode, for example awee! or month$ and independent ofM>&
reat!"$ '+s for haracter!st!cs 'la""!"$
'-rpose
Ahen creating or changing the planned independent requirements for configurable materials, the quantities anddates of the planned independent requirements and the usage probabilities are maintained indiidually per dateand quantity.
Ahen maintaining usage probabilities for the combination alue !eys of a characteristic, note the following)
Characteristics that only allow a simple aluation "also restrictable characteristics$
• >equired characteristics) To create required characteristics, choose 'ogisitics → Central $unction →
%lassification → %aracteristic → %reate. =n the %reate %aracteristic0 #asic Data screen in the (ntry%ontrol group box, select (ntry Required .
The sum of usage probabilities of the combination alue !eys must be *++Q.
Eample) The C&F is a required component of a &C. This means that you must hae the same numberof C&F boards and &Cs.
• =ptional characteristics)
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 50/89
The sum of the usage probabilities do not hae to be *++Q. The difference is assigned to the formalcharacteristic alue "on6valued .
% modem is an optional component of a &C. The usage probabilities for two combination alue!eys Modem B *7 /baud "6+Q$ and 2K /baud "64Q$ are 54Q of the &Cs. The remaining 64Qhae no modem "Modem B nonalued$.
Characteristics that allow multiple aluation
#eeral alues can be assigned to this type of characteristic at the same time. Characteristic alues do notmutually exclude each other. The sum of usage probabilities can exceed *++Q.
To create characteristics that allow multiple aluation, choose 'ogisitics → %entral $unction → %lassification →
%aracteristic → %reate. =n the %reate %aracteristic0 #asic Data screen in the (ntry %ontrol group box, select
(ntry Required . Then choose (/tras → $ormat . In the 5alue Assignment group box, select Multiple 5alues*
The characteristic extrasE "3$ for the &C can hae the alues coprocessor for graphicalapplicationsE, sound cardE and proshareE. % sales order for a &C could hae the characteristicalues 3 B sound card and 3 B proshare. <ou can enter the following configurationpercentages) 3 B Coprocessor 5+Q, 3 B sound card :+Q, 3 B proshare 6+ Q.
>equired characteristic)
The sum of the usage probabilities of the combination alue !eys must be at least *++Q. It can exceed *++Q.
Characteristic alues that are not specified in the percentage configuration are considered to hae a low usageprobability. <ou cannot specify negatie usage probabilities. o characteristic alue can hae a usage probabilityoer *++Q.
If the sum of the usage probabilities for a characteristic do not fulfill the conditions described aboe, the systemdisplays a warning "inconsistency$ on the maintenance screen. The configuration can be accepted, howeer. Thesystem forces you to change your entries if the usage probabilities are negatie.
'erform!"$ o"s!ste"t 7!str!b-t!o" of <sa$e 'robab!l!t!es *-tomat!call)
If the sum of the usage probabilities for a characteristic is inconsistent, you can instruct the system to distributethe usage probabilities consistently in the %onfiguration supporting points dialog box using Automatic consistency .
The relat!o"s between the usage probabilities of the characteristic alues are constant and the absol-te al-es are adusted to add up to *++Q.
The C&F of the &C only allows simple aluation. The usage probabilities, C&F B 6K5 6+Q, C&FB 7K5 9+Q, C&F B &5 6+Q. %s the sum of the usage probabilities must be *++Q not *4+Q, allusage probabilities are multiplied by the factor *++;*4+ B 2;6. This produces the following results,C&F B 6K5 2+Q, C&F B 7K5 5+Q, C&F B &5 2+Q
=nly usage probabilities that are not fixed are included in the automatic correction. -ixed alues are protectedfrom automatic changes.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 51/89
Ahen maintaining usage probabilities, the absolute alues are adusted according to the aboementionedrelationship of the usage probabilities. Ahen maintaining the quantities, the alues are rounded according to theunit.
'rere,-!s!tes
To maintain usage probabilities, the following are mandatory)
• The material must be a configurable material.• The strategy group 45 "characteristics planning$ or K9 "characteristics planning with assembly$ must be
maintained in the material master record.
• The characteristics of the configurable material to be planned must be flagged relevant to planning in the
configuration menu. -or more information, see -lagging a Comb. 8alue /ey as >eleant for &lanning .
'rocees lo
#%& recommends the following procedure for maintaining usage probabilities)
• To create or change usage probabilities for planned independent requirements, from the %reate 7or
%ange) Planned Independent Requirements screen, choose Supporting Points. In the Supporting Pointsdialog box, all characteristic alues releant for planning and other data on combination alue !eys aredisplayed for each schedule line date. If you use &rocessing Configuration #upporting &oints you do nothae to maintain the same usage probabilities for each single schedule line.
• If you require an oeriew of usage probabilities, select %onfiguration table. The system displays
scheduled dates and quantities, and combination alue !eys with their usage probabilities.
Ahen creating the planned independent requirements, all scheduled dates are proposed forprocessing.
Ahen changing the planned independent requirements, only scheduled dates gien alues whenthey are created appear.
To see all dates in the configuration table, select all schedule lines on the Planned IndependentRequirements0 Scedule 'ines screen.
ee also:
&rocessing Configuration #upporting &oints
trate$!es for o"f!$-rable ater!als7ef!"!t!o"
% configurable material is a material for which different ariants are possible.
The strategies for configurable materials allow you to plan products with an almost unlimited number of possiblecombinations of characteristics and combination alue !eys. Fse these strategies if you want to plan a productthat uses a feasible combination of characteristic alues and that does not include f!"al assembl). Typicalexamples of such products are cars, eleators, for!lifts, truc!s, buses.
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 52/89
8ariants, as described in Material 8ariants, could not be used to plan these products because you had tocreate billions of ariants. 3ntering usage probabilities for characteristic alues instead allows you to planmaterials that hae a large number of ariants. This procedure also improes change management for thecomponents because planning is separated from construction changes.
tr-ct-re
% configurable material can hae a few or ery many ariants, as the following examples demonstrate)
• % personal computer may hae seeral more characteristics. -or example, hard dis! capacity, casing,
C&F, country ersion, color.
• % car may hae up to seeral hundred characteristics, each in turn haing many characteristic alues.
• %n eleator consists of a large number of characteristics, but cannot een be assembled without haing to
construct new parts for each eleator.
The number of characteristics and characteristic alues "in other words, the ariance$ of a material is a !ey factorwhen choosing the right planning strategy. &lanning a few ariants differs drastically from planning thousands ormillions of ariants. 0efore you choose a planning strategy for a configurable material, you must consider thepossible number of ariants.
• % personal computer could be produced with two different types of hard dis!, three casing types, two C&Ftypes, two country ersions, and three colors which results in :2 ariants"2 R 6 R 2 R 2 R 6$.
• % car with seeral dozen characteristics could result in a million ariants.
• %n eleator could hae millions of sta"dard ariants, and an unlimited number of add!t!o"al ariants,
produced specifically to meet customer requirements.
"te$rat!o"
0y choosing an appropriate approach to planning, you can reduce the complexity of planning. -or example)
• <ou use consumptionbased procurement for inexpensie components and some software components.
The result is you plan expensie components only. -or instance, you may only want to plan C&F typesand casing types, resulting in six ariants.
• <ou can also use similar approaches to planning for more complex products such as cars and eleators.
• >educing the number of ariants simplifies the planning of configurable materials. Fp to a certain
complexity, you could plan at finished product leel. -or example, you could plan the number of differentpersonal computers, such as *++ des!top &Cs with a &entium processor, and K+ tower &Cs with a 7K5processor.
• There are two possible approaches for planning complex products such as cars)
o If you allow your customers to configure the product completely, you can plan the components
directly, using the strategy &lanning at %ssembly eel ":+$, for example. This approach would
result in one set of planned independent requirements for all components "which are not procuredon the basis of consumption or controlled by /anban$. <ou could enter these plannedindependent requirements manually, but to simplify the process you may want to plan thecharacteristics directly, and hae the system automatically generate the planned independentrequirements for the components "see strategy K9$. It is also possible to use Characteristics&lanning w; Dependent >eqJts "45$.
o %nother approach, which is possible een for ery complex products such as cars, is to define a
set of material ariants "preiously !nown as stoc!able types$ which are produced using a ma!etostoc! strategy. The adantage of this approach is that your customers are immediatelyproided with products from stoc!. The disadantage is that customers cannot fully configure theproduct. They must buy goods from stoc!.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 53/89
ee also:
8ariant Configuration
reat!"$ a o"f!$-rat!o" 'rof!le
'roced-re
-rom the 8ariant Configuration menu, choose %onfiguration profile → %reate*
<ou see a dialog box. #elect the obect for which you want to create a configuration profile.
3nter the name of the obect.
Confirm your entries.
6. <ou see the profile oeriew.
7. 3nter a profile name and the class type whose classes you want to use for configuration. In Customizingfor the %lassification System. the class type must be defined as a ariant class type.
'. Choose +oto → %lass assignments or the %lass assignments pushbutton to assign the obect to a class.
"<ou can also specify the class assignment in Materials Management by choosing %reate%angeMaterial. or in the Classification #ystem by choosing Assign Ob8ect to %lass*)
o <ou see the classification screen, where you enter the class.
o Define allowed alues for the configurable obect if required.
<ou can only release a profile if you hae assigned the configurable obect to a class. "see alsoClass %ssignment$
7. To go to the detail screen, where you define further settings, choose the Profile detail pushbutton ordoubleclic! on the profile.
pt!o"al ett!"$s o" the 'rof!le er!e
• r$a"!?at!o"al *reas
<ou can specify organizational areas for configuration. If you restrict a profile to specific organizational areas, you
only see the characteristics that are releant to your area when you configure the obect.
<ou can change how characteristics are displayed according to organizational area for your user on the alue
assignment screen "see =rganizational %reas$.
• 'r!or!t) of o"f!$-rat!o" 'rof!les
<ou can create seeral configuration profiles for a configurable material. The profile with the lowest number hasthe highest priority.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 54/89
If you define seeral profiles for an obect, you see a dialog box for selecting a profile when you startconfiguration. The profile with the highest priority is at the top of the list.
The priority is also releant if you use %pplication in! 3nabling "%3$ or intermediate documents "IDocs$ to runconfiguration, rather than dialog mode. In this case, the profile with the highest priority is selected for the obect.
&rofiles that hae no priority are at the top of the list, because they automatically hae priority +.
'rof!le 7eta!l
o"f!$-rat!o" 'rof!les for ater!als
The configuration profile has seeral screens. Depending on what you enter for the 0=M explosion andconfiguration process, fields are shown or hidden.
The parameters you maintain for a material apply to the material as a header material in a 0=M structure. <oucannot define separate settings for use of a configurable material as an assembly in a 0=M.
• 0y choosing the Assignments pushbutton, you can assign dependencies to the configuration profile.
<ou also see this pushbutton on the basic data tab, once at least one dependency is assigned.
as!c 7ata &ab
• In the basic data, you see the profile oeriew data.
• <ou can determine whether the configuration process starts with a Start logo* To do this, you assign the
document you want to display, such as a graphic showing the product you want to configure, to theariant class.
o"f!$-rat!o" "!t!al cree" &ab
%onfiguration parameters
<ou specify the parameters for 0=M explosion and the configuration process in the sales order.
• <ou must enter a 0=M application, unless you select #OM e/plosion0 "one0
• <ou can enter a leel of detail for a multileel configuration. <ou can display configurable assemblies
only in the 0=M explosion. This improes system performance.
• <ou can define a filter.
• <ou can set the indicator for an aailability chec! on assemblies.
4serinterf
Fnder 4serinterf. you maintain the settings for the configuration editor user interface.
• <ou can specify an interface design to group characteristics together on the alue assignment screen.• <ou can choose Settings to define obectspecific settings for functions in the configuration editor. These
settings are defaults for configuration, and can be oerwritten for your user in the configuration editor.
• -or all configuration parameters except #OM e/plosion0 "one. you can select screens for the
configuration editor and define which screen configuration starts with. The start screen must be one of theallowed screens.
<ou can select the indicator for the configuration browser independently of the other start screens, because thebrowser is an additional screen section.
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 55/89
o"f!$-rat!o" 'rof!les for bHects ther tha" ater!als
<ou see the basic data, where you see the profile oeriew data.
<ou can define obectspecific settings for displaying characteristics and characteristic alues in the configurationeditor. These settings are defaults for configuration, and can be oerwritten for your user in the configurationeditor.
ee also:
=n configuration parameters)
+ontrolling the - /xplosion
o - /xplosion
ingle&e!el - /xplosion
ulti&e!el - /xplosion
3rocess4 ales -rder
3rocess4 -rder -
5ilters for - /xplosion
!ailability of +omponents
=n settings)
6efining ettings for the anguage
6efining the cope and 6isplay -ptions for +haracteristics
6efining ettings for the 6efault 7alues
6efining ettings for 3ricing
6efining ettings for the +onfigurator
ettings for 7ariant atching
7epe"de"c!es
'-rpose
Dependencies let you do the following)
• Describe the interdependencies between characteristics and characteristic alues
• Control which components are selected from a bill of material "0=M$ and which operations are selected
from a tas! list

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 56/89
• Change the alues of fields in 0=M items and operations during configuration
<ou use a special syntax in the dependency editor to define dependencies.
7epe"de"c) &)pes
The #%& #ystem supports the following types of dependencies)
• &reconditions
• #election conditions
• %ctions "obsolete$
• &rocedures
• Constraints
;lobal a"d ocal 7epe"de"c!es
The differences between global and local dependencies are as follows)
• 1lobal dependencies are created centrally and can be assigned to seeral obects.
• ocal dependencies are created for one obect and can only be used with this obect.
"te$rat!o"
<ou can use dependencies in the following components)
• Component C% S Classification #ystem
• Component = S 8ariant Configuration
reat!"$ ha"$!"$ a"d 7!spla)!"$ haracter!st!cs'roced-re
To create a characteristic)
*. -rom the classification menu, choose %aracteristics* 2. 3nter your data on the initial screen)
o In the %aracteristic field, enter a name for your new characteristic. Fse the aming Conentions
for characteristic names.o 3nter a change number if you want to create the characteristic using engineering change
management.o To do this, choose processing type %reate caracteristic .
o <ou can also copy the data of an existing characteristic. Fse the pushbutton %reate by
copying . 3nter the name of a characteristic you want to copy.o Confirm your entries.
6. =n the #asic data tab page enter the most important control data for the characteristic.
<ou must maintain the basic data for all characteristics. %ll other screens are optional.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 57/89
To change a characteristic select the pushbutton %ange in characteristics after entering the characteristic. To
display the characteristic choose the pushbutton Display .
lass!f)!"$ a haracter!st!c
<se
=n the %lassification screen of a characteristic, you can classify a characteristic in the same way as you wouldclassify any other classifiable obect. This allows you to find suitable characteristics more easily.
'roced-re
To classify a characteristic, choose +oto → %lassification.
The first time you call this function after you log on, you need to select a class type. <ou then see a screen onwhich you enter the classes for classifying your characteristic. In the standard system, class type +*2 is definedfor characteristics.
If you want to classify a characteristic, you must use the %lassification screen of thecharacteristic. <ou cannot use the assignment functions in the classification menu toclassify characteristics. This ensures that changes made with engineering changemanagement are consistent.
-or more information about classifying obects, see the #%& ibrary Classification "C%C$
*ssembl) 'rocess!"$ / har. 'la""!"$ (89%
'-rpose
This strategy creates automatically planned independent requirements for the component of a
configurable material. This wor$s as described in strategy )0. The big ad!antage is that you don8t ha!e
to enter the component8s quantities manually any more. They are calculated based on the quantities ofthe planned independent requirements for the configurable material and the usage probabilities of the
corresponding characteristics.
The allocation ta$es place at the component le!el, rather than at the configurable material le!el. s aresult, 93 planning runs do not change the components8 planned requirements based on allocation at
the configurable material le!el as seen in strategy '(.
The planned independent requirement for component may be entered manually, as described in strategy
)0. :owe!er an easier and more efficient method of producing independent requirements for thecomponent of the configurable material is through the long&term planning process.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 58/89
'rere,-!s!tes
;n addition to the usual master data settings such as creation of -s and routings and the !arious
configuration data "+onfiguration4 +lasses, +haracteristics, +onfiguration 3rofile, -bect 6ependencies#
the following has to be set up. 5or +lasses and +haracterisitcs, choose 'ogisitcs → Central functions
→ Classification. 5or +onfiguration profiles and -bect dependencies, choose 'ogisitcs → Central
functions → Variant configuration.
Material Master • ;tem +ategory group= for example. 0002
• ssign strategy group 89
• !ailability +hec$ 01, to chec$ with replenishment lead time
Components
1. +onsider setting the ;ndi!idual%+ollecti!e8 indicator to 2.
2. +omponents must ha!e strategy group )08 "or '?8# in order to get dependent requirements
from the planning of a configurable material.
3. ixed ;ndicator8 must be set to 1.
4. +onsumption parameters "+onsumption ode, 5wd +onsumption, wd +onsumption#, are
acti!ated such that planned independent requirements can be impacted
Mar! those characteristics as releant for planningE, which should hae a usage probability in demandmanagement as described in Creating &I>s for Characteristics &lanning
ee also:
+omparing trategies '( and @?
&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&&
'la""!"$ at 'ha"tom *ssembl) eel (59%
'-rpose
This strategy can be used for a set of components that hae the following features)
• %lways assembled together in specific finished products.
• #hould be planned together.
• Do not ma!e up an assembly. In other words, they constitute a pha"tom assembly.
'rere,-!s!tes
<ou must maintain the master data of the phantom assembly as follows)
• #trategy group 59 on the MRP screen.
• #et the indicator for assembly planning, the Mi/ed MRP indicator, to 1 on the MRP screen.
• Consumption parameters "%onsumption mode. #-d consumption. $-d consumption on the MRP screen$
to allow for consumption of planned independent requirements.
• #et the Special procurement field on the MRP screen to 50 "phantom assembly$
• If you are using this strategy in a ma!etostoc! enironment, you must set the Individualcoll* indicator is
set to 2 on the MRP screen.
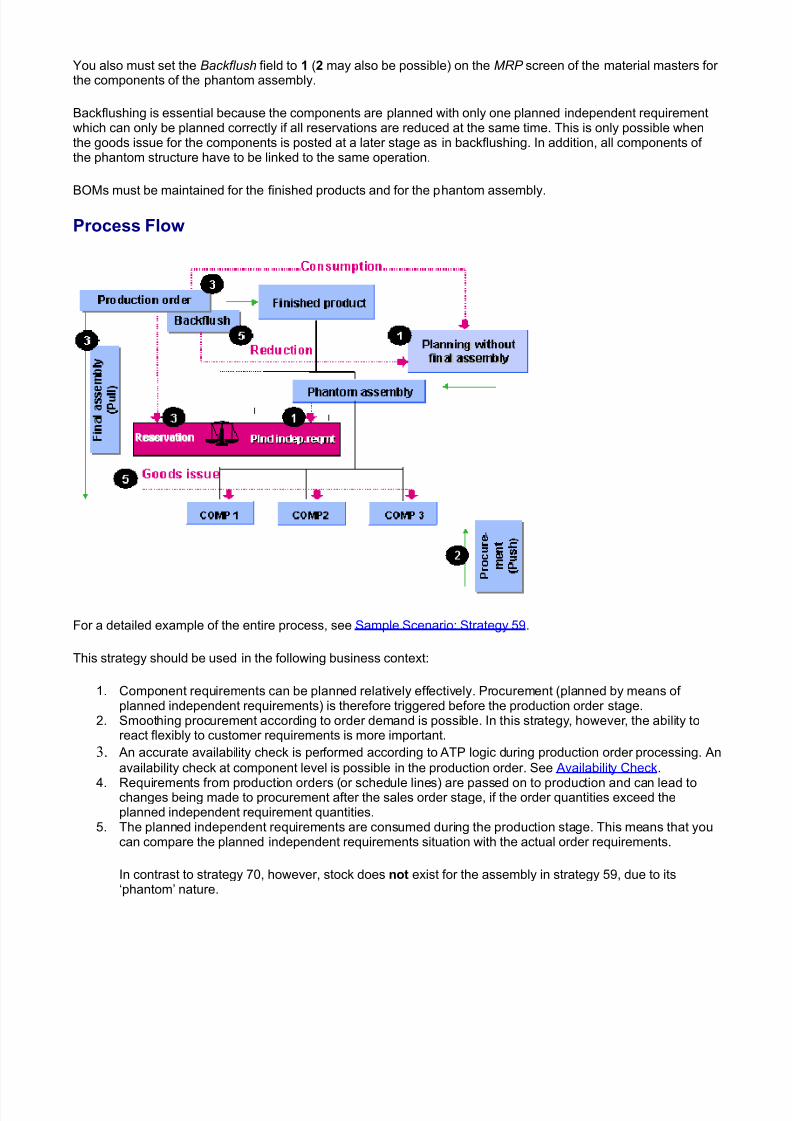
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 59/89
<ou also must set the #ac!flus field to 1 "2 may also be possible$ on the MRP screen of the material masters forthe components of the phantom assembly.
0ac!flushing is essential because the components are planned with only one planned independent requirementwhich can only be planned correctly if all reserations are reduced at the same time. This is only possible whenthe goods issue for the components is posted at a later stage as in bac!flushing. In addition, all components ofthe phantom structure hae to be lin!ed to the same operation.
0=Ms must be maintained for the finished products and for the phantom assembly.
'rocess lo
-or a detailed example of the entire process, see #ample #cenario) #trategy 49.
This strategy should be used in the following business context)
*. Component requirements can be planned relatiely effectiely. &rocurement "planned by means ofplanned independent requirements$ is therefore triggered before the production order stage.
2. #moothing procurement according to order demand is possible. In this strategy, howeer, the ability toreact flexibly to customer requirements is more important.
A. %n accurate aailability chec! is performed according to %T& logic during production order processing. %n
aailability chec! at component leel is possible in the production order. #ee %ailability Chec!.
7. >equirements from production orders "or schedule lines$ are passed on to production and can lead tochanges being made to procurement after the sales order stage, if the order quantities exceed theplanned independent requirement quantities.
4. The planned independent requirements are consumed during the production stage. This means that youcan compare the planned independent requirements situation with the actual order requirements.
In contrast to strategy :+, howeer, stoc! does "ot exist for the assembly in strategy 49, due to itsphantomE nature.
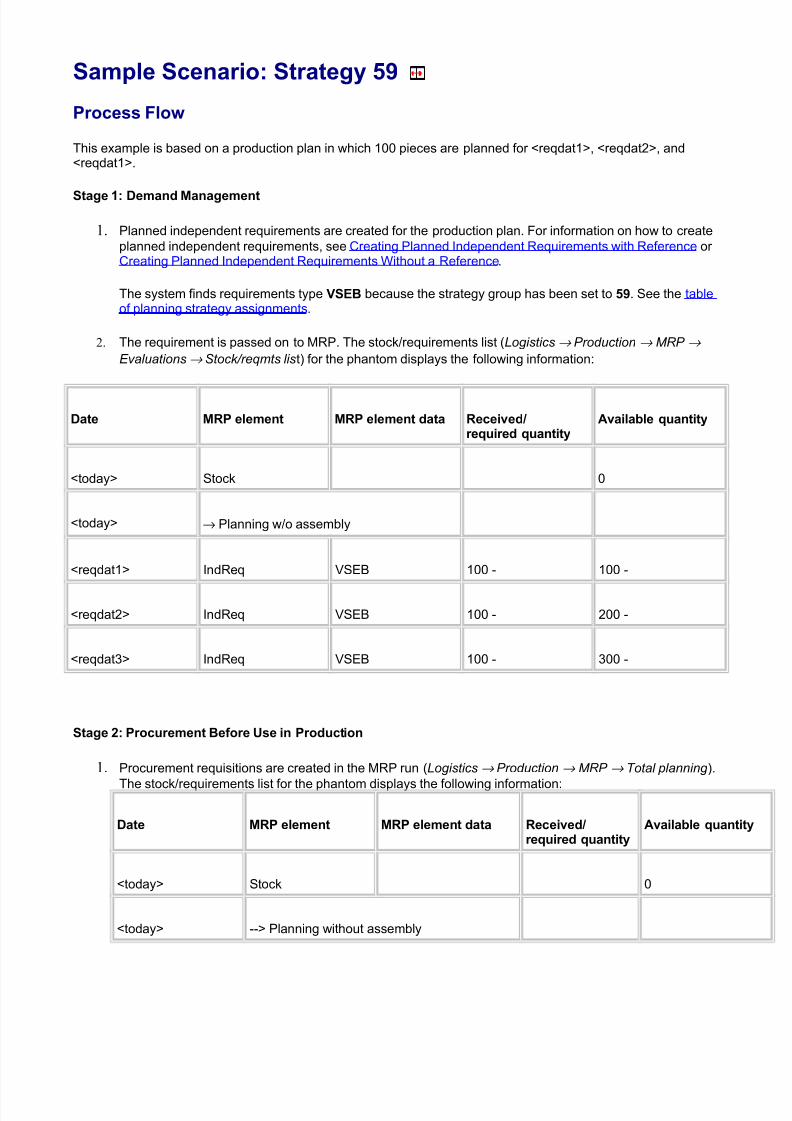
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 60/89
ample ce"ar!o: trate$) 59
'rocess lo
This example is based on a production plan in which *++ pieces are planned for ?reqdat*@, ?reqdat2@, and?reqdat*@.
ta$e 1: 7ema"d a"a$eme"t
1. &lanned independent requirements are created for the production plan. -or information on how to create
planned independent requirements, see Creating &lanned Independent >equirements with >eference orCreating &lanned Independent >equirements Aithout a >eference.
The system finds requirements type E because the strategy group has been set to 59. #ee the tableof planning strategy assignments.
2. The requirement is passed on to M>&. The stoc!;requirements list "'ogistics → Production → MRP →
(valuations → Stoc!reqmts list$ for the phantom displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
+
?today@ → &lanning w;o assembly
?reqdat*@ Ind>eq 8#30 *++ *++
?reqdat2@ Ind>eq 8#30 *++ 2++
?reqdat6@ Ind>eq 8#30 *++ 6++
ta$e 2: 'roc-reme"t efore <se !" 'rod-ct!o"
1. &rocurement requisitions are created in the M>& run "'ogistics → Production → MRP → &otal planning $.
The stoc!;requirements list for the phantom displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t
?today@ #toc!
+
?today@ @ &lanning without assembly

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 61/89
?reqdat*@ &l=rd. *267;Ind> *++ *++
?reqdat*@ Ind>eq 8#30 *++ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
?reqdat2@ Ind>eq 8#30 *++ +
?reqdat6@ &l=rd. *265;Ind> *++ *++
?reqdat6@ Ind>eq 8#30 *++ +
2.
6. This procurement requisition is the starting point for production or external procurement. <ou hae aariety of options for handling the procurement process. The following factors, howeer, are mostimportant in this strategy)
*. • %t phantom assembly leel, stoc! is not ta!en into account.
'. • The planned orders are not yet HrealH because production of the phantom assembly must be executed
after receipt of the production order "or the schedule line in repetitie manufacturing$. The planned ordersare independent requirements with order type '. This order type cannot be conerted "note the%onversion field in the display of the planned order$. This ensures that it is not possible to produce yet. Itis impossible to conert these "8&$ planned orders into production orders or to use them in a repetitiemanufacturing enironment.
(. The M>& run also creates procurement requisitions for the components of the phantom assembly "In this
example, #P49 is the phantom assembly$. The stoc!;requirements list for a component displays thefollowing information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"
?today@ #toc!
+
?reqdat*@ &l=rd. *26:;#tc! *++ *++
?reqdat*@ Dep>eq #P49 *++ +
?reqdat2@ &l=rd. *26K;#tc! *++ *++
?reqdat2@ Dep>eq #P49 *++ +
?reqdat6@ &l=rd. *269;#tc! *++ *++

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 62/89
?reqdat6@ Dep>eq #P49 *++ +
:.
K. The main obectie of this strategy "procurement for the components of the phantom assembly$ has nowbeen reached, een without an order. In this scenario, we assume that a goods receipt "for a purchaseorder, for example$ ta!es place. The stoc!;requirements list for all components of the final assembly
displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
6++
?reqdat*@ Dep>eq #P49 *++ 2++
?reqdat2@ Dep>eq #P49 *++ *++
?reqdat6@ Dep>eq #P49 *++ +
ta$e 3: 'rod-ct!o" rder a"d *llocat!o"
*. % sales order is created for a finished product whose 0=M uses the phantom assembly. % planned orderfor the finished product is created that includes "at least$ the phantom assembly and the components ofthe phantom assembly. The requirements type of the finished product is not important.
2. %fter a second M>& run, the stoc!;requirements list for the phantom assembly displays the following
information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"
?today@ #toc!
+
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> 4+ 4+
?reqdat*@ Ind>eq 8#30 4+ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
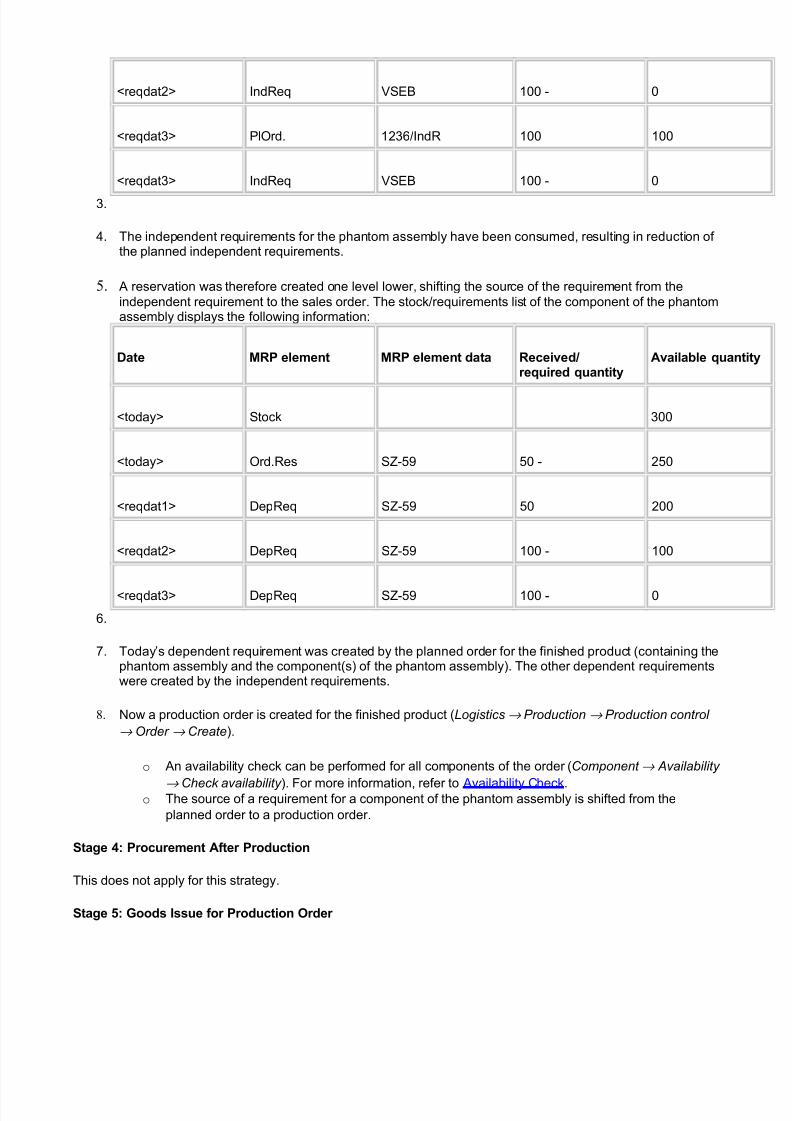
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 63/89
?reqdat2@ Ind>eq 8#30 *++ +
?reqdat6@ &l=rd. *265;Ind> *++ *++
?reqdat6@ Ind>eq 8#30 *++ +
6.
7. The independent requirements for the phantom assembly hae been consumed, resulting in reduction ofthe planned independent requirements.
'. % reseration was therefore created one leel lower, shifting the source of the requirement from the
independent requirement to the sales order. The stoc!;requirements list of the component of the phantomassembly displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"
?today@ #toc!
6++
?today@ =rd.>es #P49 4+ 24+
?reqdat*@ Dep>eq #P49 4+ 2++
?reqdat2@ Dep>eq #P49 *++ *++
?reqdat6@ Dep>eq #P49 *++ +
5.
:. TodayEs dependent requirement was created by the planned order for the finished product "containing thephantom assembly and the component"s$ of the phantom assembly$. The other dependent requirementswere created by the independent requirements.
@. ow a production order is created for the finished product "'ogistics → Production → Production control
→ Order → %reate$.
o %n aailability chec! can be performed for all components of the order "%omponent → Availability
→ %ec! availability $. -or more information, refer to %ailability Chec!.o The source of a requirement for a component of the phantom assembly is shifted from the
planned order to a production order.
ta$e 4: 'roc-reme"t *fter 'rod-ct!o"
This does not apply for this strategy.
ta$e 5: ;oods ss-e for 'rod-ct!o" rder

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 64/89
%fter goods issue for the production order "choose 'ogistics → Production → Prod* %ontrol → %onfirmation$, the
stoc!;requirements list for the phantom assembly loo!s the same as in #tage 6.
The stoc!;requirements list for the components of the phantom assembly displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
24+
?reqdat*@ Dep>eq #P49 4+ 2++
?reqdat2@ Dep>eq #P49 *++ *++
?reqdat6@ Dep>eq #P49 *++ +
It is ital that you use bac!flushing when withdrawing the components.
'la""!"$ !th a 'la""!"$ ater!al (60%
'-rpose
This planning strategy is particularly useful for planning 0=Ms that contain ariant as well as nonariable parts.
The important feature of this strategy is that you can procure nonariable components on the basis of planning inDemand Management. &roduction of the finished product is based on actual sales orders. This procedureensures that you can react quic!ly to customer requirements een if the finished product has a long oerall leadtime. <ou can aoid the main alueadded process until you hae a customer.
This strategy allows you to plan the ariants of one product. The term ariant indicates HsimilarH parts( it is "ot used in the sense of ariant configuration, which implies a much higher number of ariants. Aith this strategy, forexample, you can easily exchange a component in all similar 0=Ms.
Eamples from "d-str)
This strategy lends itself to the planning of different sizes or pac!ages for one product. -or instance, you maywant to sell a product in pac!ages)
• Containing * liter, 2 liters and * gallon.
• abeled in 3nglish, 1erman, and Uapanese.
'rere,-!s!tes

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 65/89
Create a separate material master record for the planning material and enter the planning material in the materialmaster record of all finished products that are to be planned using this planning strategy. Maintain the products asfollows)
aster data Iar!a"tJ prod-cts 'la""!"$ mater!al
#trategy group
"MRP screen$60 60
Item category group
"Sales organization screen$-or example, N+ -or example, N+
Consumption parameters"%onsumption mode.#-d consumption per*. $-d%onsumption per .$
"MRP screen$
Not to be maintained, the alues ofthe planning material are used.
eed to be maintained so that theplanned independent requirementscan be found."#ee Consumption #trategies and
ogic$
Planning material. Planning plantand Plng conv* $actor
"MRP screen$
eed to be maintained.
There are no maor implications for the 0=M components. 'oweer, you need to note the following)
• <ou need to set the M>& type "on the MRP #creen$ to ' or to plan the component in M>&.• <ou may want to consider setting the Individual ;coll . indicator "on the MRP #creen$ to 2 for a ma!eto
stoc! procurement of components in a ma!etoorder enironment.
'rocess lo

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 66/89
-or a detailed example of the entire process, see #ample #cenario) #trategy 5+.
This strategy has the same basic features as strategy 4+. In addition ma") materials can consume the plannedindependent requirements of one planning material. >efer to &lanning Aithout -inal %ssembly "4+$ for moreinformation on the differences between these strategies.
The nonariable parts are planned using the 0=M of a planning material. The planning material is used forplanning purposes only. It is not actually produced, but is used to pass on the dependent requirements of the nonariable parts from the finished product. The ariant parts can be planned using the strategy &lanning at
%ssembly eel ":+$. The adantage of planning with a planning material is that you can plan all the nonariable
parts included in seeral finished products together.
The HariantH components cannot be planned exactly using this strategy. Instead)
o Ma!e the ariant components are consumptionbased.
o &lan the ariant components independently using a planning strategy for components.
#ee #trategies for &lanning Components for more information.o %ccept an oerplanning or an underplanning of the ariant components.
If you hae high ariance in your products, you may want to automate the planning of
components. #ee #trategies for Configurable Materials for more information.
This strategy can also be used as a crossplant ersion of strategy 4+. #ee Cross&lant &lanning for moreinformation.
ther *reas
#ee the Oter Areas sections of the following)
&lanning Aithout -inal %ssembly "4+$

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 67/89
&lanning with a &lanning Material and Aithout MT= "56$
ample ce"ar!o: trate$) 60
'rocess lo
The process flow for strategy 5+ is ery similar to the process for strategy 56. This sample scenario refers to
#ample #cenario) #trategy 56.
This example is based on a production plan in which *++ pieces are planned for ?reqdat*@, ?reqdat2@, and?reqdat*@.
ta$e 1: 7ema"d a"a$eme"t
1. This stage is the same as for strategy 56, which means planned independent requirements are created
for the production plan, and the system finds requirements type E. #ee the Table of &lanning#trategy %ssignments.
2. The requirements are passed on to M>&. The stoc!;requirements list "'ogistics → Production → MRP →
(valuations → Stoc!reqmts list) displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
+
?today@ → &lanning w;o assembly
?reqdat*@ Ind>eq 8#38 *++ *++
?reqdat2@ Ind>eq 8#38 *++ 2++
?reqdat6@ Ind>eq 8#38 *++ 6++
ta$e 2: 'roc-reme"t efore ales
This stage is the also the same as for strategy 56, which means nonconertible planned orders are created forthe planning material. &rocurement for the components ta!es place.
ta$e 3: ales rder a"d *llocat!o"
*. % sales order is created for the parent material.
Fnli!e strategy 42, the system finds the requirements type E because the strategy group is set to 60.#ee the Table of &lanning #trategy %ssignments.
%s in strategy 42, the following two things happen)

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 68/89
• % quantity that has been preiously planned "such as *++ pieces for each schedule line in this example$
can be confirmed "choose (dit → Item availability in the sales order menu$. The header text that says,
Assignment of Planned Independent Requirements. This means that the aailability chec! is notperformed according to %T& logic, but instead it is based on planned independent requirements.
• The system finds the schedule line category ' and the item category &*N because the item category
group was set to N+.
2. %fter the sales order has been entered, the stoc!;requirements list for the ariant material displays thefollowing information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"
?today@ #toc!
+
?today@ Cstoc! +++64;++*+
+
?orderdat@ =rder +++64;++*+;++* 9+ +
6.
7. The stoc!;requirements list for the planning material changes, as shown, because an allocation has ta!enplace)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
+
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> *++ *++
?reqdat*@ Ind>eq 8#38 *+ 9+
?reqdat2@ &l=rd. *264; Ind> *++ *9+
?reqdat2@ Ind>eq 8#38 *++ 9+
?reqdat6@ &l=rd. *265; Ind> *++ *9+
?reqdat6@ Ind>eq 8#38 *++ 9+
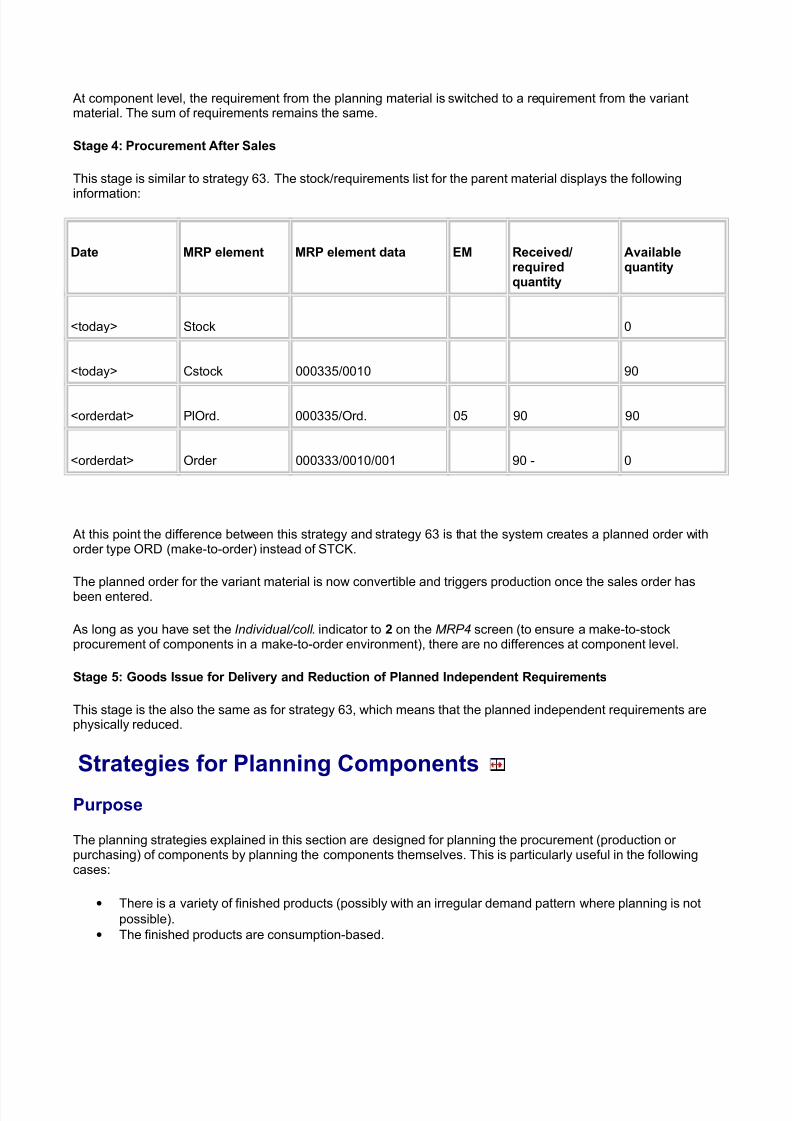
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 69/89
%t component leel, the requirement from the planning material is switched to a requirement from the ariantmaterial. The sum of requirements remains the same.
ta$e 4: 'roc-reme"t *fter ales
This stage is similar to strategy 56. The stoc!;requirements list for the parent material displays the following
information)
7ate +' eleme"t +' eleme"t data E +ece!ed/re,-!red,-a"t!t)
*a!lable,-a"t!t)
?today@ #toc!
+
?today@ Cstoc! +++664;++*+
9+
?orderdat@ &l=rd. +++664;=rd. +4 9+ 9+
?orderdat@ =rder +++666;++*+;++*
9+ +
%t this point the difference between this strategy and strategy 56 is that the system creates a planned order withorder type =>D "ma!etoorder$ instead of #TC/.
The planned order for the ariant material is now conertible and triggers production once the sales order hasbeen entered.
%s long as you hae set the Individualcoll . indicator to 2 on the MRP3 screen "to ensure a ma!etostoc!procurement of components in a ma!etoorder enironment$, there are no differences at component leel.
ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
This stage is the also the same as for strategy 56, which means that the planned independent requirements arephysically reduced.
trate$!es for 'la""!"$ ompo"e"ts
'-rpose
The planning strategies explained in this section are designed for planning the procurement "production orpurchasing$ of components by planning the components themseles. This is particularly useful in the followingcases)
• There is a ariety of finished products "possibly with an irregular demand pattern where planning is not
possible$.
• The finished products are consumptionbased.
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 70/89
The oerall purpose of planning at component leel is to procure components to stoc! "without sales orders$ inorder to react to customer demand as quic!ly as possible.
'rere,-!s!tes
Choose a strategy for planning components, if)
• The components are not segregated( that is, they are not uniquely lin!ed at specific orders.
• Costs should be trac!ed at component "material$ leel and "ot at order leel.
'rocess lo
#trategies for planning components can be used for both ma!etostoc! and ma!etoorder scenarios.
If you want to ma!e use of a strategy for a ma!etostoc! planning of components in a ma!etoorder enironment, you may want to consider setting the Individualcoll* indicator "on the MRP screen$ to 2 as a starting point for your master data setup.
The planning of components has the following in common with ma!etostoc! strategies)
• It is possible to automate the planning stage by using information from the forecast, and passing on the
results from these applications directly to Demand Management.
• Ma!etostoc! costing applies.
• In a ma!etostoc! enironment, smoothing of production against customer requirements may be an
important aspect.
• #trategies for planning components are usually combined with a lot size !ey or rounding alues. In the
following #ample #cenario sections, howeer, lot size !ey 3 is used for the sa!e of simplicity.
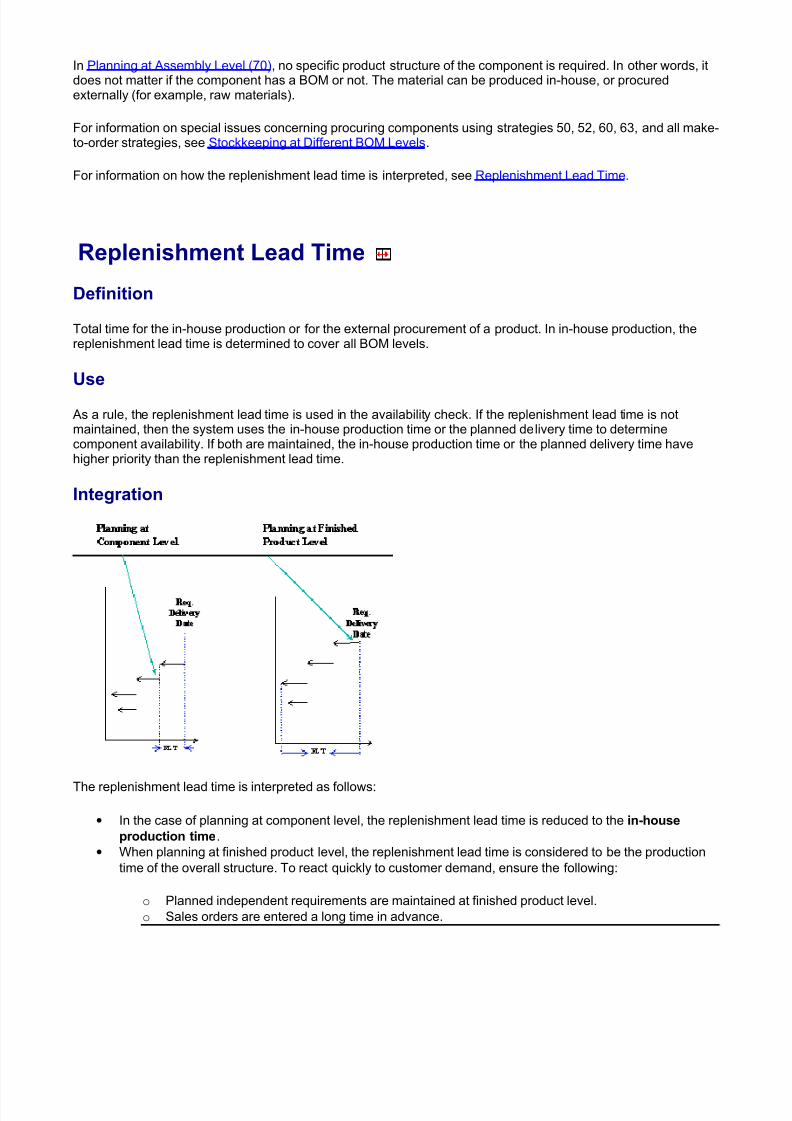
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 71/89
In &lanning at %ssembly eel ":+$, no specific product structure of the component is required. In other words, itdoes not matter if the component has a 0=M or not. The material can be produced inhouse, or procuredexternally "for example, raw materials$.
-or information on special issues concerning procuring components using strategies 4+, 42, 5+, 56, and all ma!etoorder strategies, see #toc!!eeping at Different 0=M eels.
-or information on how the replenishment lead time is interpreted, see >eplenishment ead Time.
+eple"!shme"t ead &!me
7ef!"!t!o"
Total time for the inhouse production or for the external procurement of a product. In inhouse production, thereplenishment lead time is determined to coer all 0=M leels.
<se
%s a rule, the replenishment lead time is used in the aailability chec!. If the replenishment lead time is notmaintained, then the system uses the inhouse production time or the planned deliery time to determinecomponent aailability. If both are maintained, the inhouse production time or the planned deliery time haehigher priority than the replenishment lead time.
"te$rat!o"
The replenishment lead time is interpreted as follows)
• In the case of planning at component leel, the replenishment lead time is reduced to the !"Aho-se
prod-ct!o" t!me.
• Ahen planning at finished product leel, the replenishment lead time is considered to be the production
time of the oerall structure. To react quic!ly to customer demand, ensure the following)
o &lanned independent requirements are maintained at finished product leel.
o #ales orders are entered a long time in adance.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 72/89
'la""!"$ / a 'la""!"$ ater!al a"d /o & (63%
'-rpose
This strategy allows you to procure nonariable components based on the planned independent requirements ofa planning material. &roduction of the finished product, howeer, is based on actual sales orders. This procedureallows you to react quic!ly to customer requirements, een if the finished product has a long oerall lead time( you
can aoid the main alueadded process until you hae a customer.
This strategy has the same basic features as &lanning Aithout -inal %ssembly and Aithout MT= "42$. In addition,more than one material can consume the planned independent requirements of one planning material.
This strategy allows you to plan the ariants of one product. The term ariant indicates HsimilarH parts( it is "ot used in the sense of ariant configuration, which implies a much higher number of ariants. Aith this strategy, forexample, you can easily exchange a component in all similar 0=Ms.
Eamples from "d-str)
This strategy lends itself to the planning of different sizes or pac!ages for one product. -or instance, you maywant to sell a product)
• In pac!ages containing * liter, 2 liters, and * gallon.
• In pac!ages labeled in 3nglish, 1erman, and Uapanese.
%ll ariants are set up as different material numbers. In addition a planning material is usually set up that consistsof the nonariant components only, which means excluding the pac!aging materials which form the ariants. %llariants are lin!ed to the planning material by means of the correct conersion factors.
The pac!aging materials "boxes or cartons for the different sizes or different labels$ can be planned on the basisof consumption because they are not too expensie.
'rere,-!s!tes<ou must maintain the following master data for the products)
aster data Iar!a"tJ prod-cts 'la""!"$ mater!al
#trategy group
"MRP screen$63 63
Item category group
"Sales organization screen$-or example, N+ -or example, N+
ot size !ey
"MRP screen$E> E>
Consumption parameters"%onsumption mode. =T to be maintained, the alues of eed to be maintained so that the

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 73/89
#-d consumption per*. $-d%onsumption per .$
"MRP screen$
the planning material are used. planned independent requirementscan be found."#ee Consumption #trategies andogic$
Planning material. Planning plantand Plng conv* $actor
"MRP screen$
eed to be maintained.
0ill of material
>equired
Contains all parts
>equired
Contains the nonariable parts
<ou need to set the M>& type "on the M>& #creen$ to &R or MR to plan the component in M>&.
<ou may want to consider setting the Indiidual;;coll. indicator "on the M>& #creen$ to 2.
'rocess lo
-or a detailed example of the entire process, see #ample #cenario) #trategy 56.
The planning material could be sold in the same way as any ariant product. 'oweer, it is generally used as anHartificialH material that contains the nonariant parts only. The 0=Ms of the ariant products contain additionalcomponents which diersify the product.
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 74/89
These ariant components cannot be planned exactly using this strategy.
The ariant components are consumptionbased.
The ariant components are planned independently using a planning strategy for components.
<ou accept an oerplanning or an underplanning of the ariant components.
If your products hae a high leel of ariance, you may want to use characteristics planning inorder to automate the planning of components. #ee Characteristics &lanning "45;K9$ for moreinformation.
This strategy can also be used as a crossplant ersion of strategy 42. #ee Cross&lant &lanning for moreinformation.
ther *reas
The Oter Areas section of &lanning Aithout -inal %ssembly and Aithout MT= "42$ also applies to this strategy.
apac!t) 'la""!"$ <s!"$ trate$) 63
This strategy is often used to manage a simple but effectie method of capacity planning.
The planned independent requirements for the planning material represent a gien capacity situation. %ll ariantmaterials require a similar capacity and there is an allocation of gien capacity with requested capacity at theorder entry stage. <ou can easily chec! the capacity situation using the total requirements list.
erpla""!"$ a"d <"derpla""!"$ of ompo"e"ts
Imagine that the planning material contains the components %, 0, and D. The ariant material contains thecomponents %, 0, and C.
The planning material is planned with *++ pieces each month. There are therefore also dependent requirementsfor *++ components each month. Due to the fact that the planning material is a representation of all ariants, toomuch is planned for component D and too little is planned for component C.
This situation is not a problem if you want to oerplan component D on purpose to hae a higher stoc! leel for it,for instance.
In most cases, howeer, you would aoid this situation by employing other means, that is, by not includingcomponents C or D in the 0=M of the planning material. The ariant parts could be planned using &lanning at
%ssembly eel ":+$, or by simply using consumptionbased ariant parts.
ample ce"ar!o: trate$) 63
'rocess lo
This example is based on a production plan in which *++ pieces are planned for ?reqdat*@, ?reqdat2@, and?reqdat*@.
ta$e 1: 7ema"d a"a$eme"t

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 75/89
1. &lanned independent requirements are created for the production plan. The material number of the
HplanningH material is entered. The expected total requirements for all ariants are created. -orinformation on how to create planned independent requirements, see Creating &lanned Independent>equirements with >eference or Creating &lanned Independent >equirements Aithout a >eference.
The system finds requirements type E because the strategy group has been set to 63.#ee the Table of &lanning #trategy %ssignments.
2. The requirements are passed on to M>&. The stoc!;requirements list "'ogistics → Production → MRP → (valuations → Stoc!reqmts list) displays the following information for the planning material.
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
+
?today@ → &lanning w;o assembly
?reqdat*@ Ind>eq 8#38 *++ *++
?reqdat2@ Ind>eq 8#38 *++ 2++
?reqdat6@ Ind>eq 8#38 *++ 6++
ta$e 2: 'roc-reme"t efore ales
1. &rocurement requisitions are created in the M>& run "'ogistics → Production → MRP → &otal planning $.
The stoc!;requirements list of the planning material displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"
?today@ #toc!
+
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> *++ *++
?reqdat*@ Ind>eq 8#38 *++ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
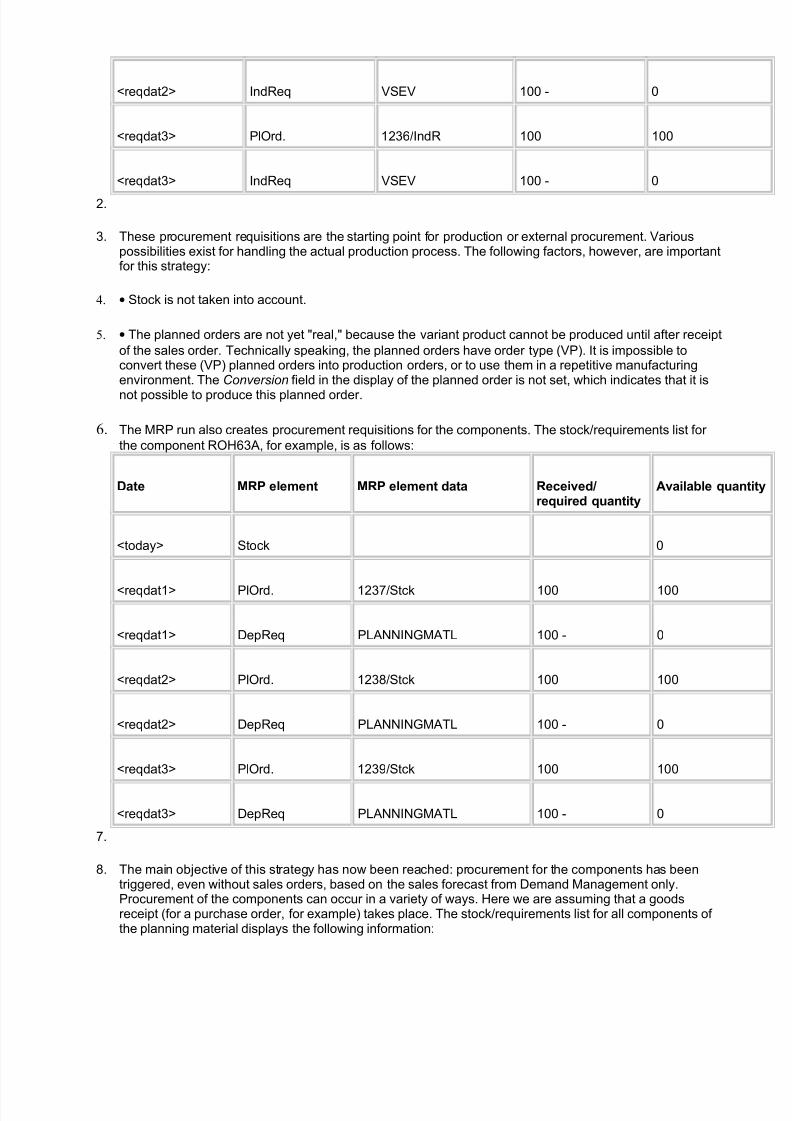
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 76/89
?reqdat2@ Ind>eq 8#38 *++ +
?reqdat6@ &l=rd. *265;Ind> *++ *++
?reqdat6@ Ind>eq 8#38 *++ +
2.
6. These procurement requisitions are the starting point for production or external procurement. 8ariouspossibilities exist for handling the actual production process. The following factors, howeer, are importantfor this strategy)
*. • #toc! is not ta!en into account.
'. • The planned orders are not yet Hreal,H because the ariant product cannot be produced until after receipt
of the sales order. Technically spea!ing, the planned orders hae order type "8&$. It is impossible toconert these "8&$ planned orders into production orders, or to use them in a repetitie manufacturingenironment. The %onversion field in the display of the planned order is not set, which indicates that it is
not possible to produce this planned order.
(. The M>& run also creates procurement requisitions for the components. The stoc!;requirements list for
the component >='56%, for example, is as follows)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a
?today@ #toc!
+
?reqdat*@ &l=rd. *26:;#tc! *++ *++
?reqdat*@ Dep>eq &%I1M%T *++ +
?reqdat2@ &l=rd. *26K;#tc! *++ *++
?reqdat2@ Dep>eq &%I1M%T *++ +
?reqdat6@ &l=rd. *269;#tc! *++ *++
?reqdat6@ Dep>eq &%I1M%T *++ +
:.
K. The main obectie of this strategy has now been reached) procurement for the components has beentriggered, een without sales orders, based on the sales forecast from Demand Management only.&rocurement of the components can occur in a ariety of ways. 'ere we are assuming that a goodsreceipt "for a purchase order, for example$ ta!es place. The stoc!;requirements list for all components ofthe planning material displays the following information)

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 77/89
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
6++
?reqdat*@ Dep>eq &%I1M%T *++ 2++
?reqdat2@ Dep>eq &%I1M%T *++ *++
?reqdat6@ Dep>eq &%I1M%T *++ +
ta$e 3: ales rder a"d *llocat!o"
*. % sales order for a ariant material is entered
• #uppose that, for this example, an order with a quantity of 9+ pieces is entered with a required deliery
date of today. This order can be confirmed after the first planned independent requirement date?reqdat*@, if )
• The consumption parameters hae been maintained correctly " %onsumption mode. #-d consumption
per*. $-d consumption per*$ in the planning material.
• This date and the planned independent requirements can be found.
-or more information, see Consumption #trategies and ogic.
2. %fter the sales order has been entered, the stoc!;requirements list of the ariant material loo!s li!e this)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a
?today@ #toc!
+
?orderdat*@ =rder +++64;++*+;++* 9+ +
6.
*. The stoc!;requirements list for the planning material changes as shown below because an allocation has
ta!en place)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a
?today@ #toc!
+

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 78/89
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> *++ *++
?reqdat*@ Ind>eq 8#38 *+ 9+
?reqdat2@ &l=rd. *264;Ind> *++ *9+
?reqdat2@ Ind>eq 8#38 *++ 9+
?reqdat6@ &l=rd. *265;Ind> *++ *9+
?reqdat6@ Ind>eq 8#38 *++ 9+
4.
5. %t component leel, the requirement from the planning material has been switched to a requirement fromthe ariant material "FA63 in this example$. The sum of the requirements stays the same.
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
6++
?orderdat*@ Dep>eq #P56 9+ 2*+
?reqdat*@ Dep>eq &%I1M%T *+ 2++
?reqdat2@ Dep>eq &%I1M%T *++ *++
?reqdat6@ Dep>eq &%I1M%T *++ +
ta$e 4: 'roc-reme"t *fter ales
1. %fter a second planning run, the stoc!;requirements list of the ariant material is as follows)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 79/89
?today@ #toc!
+
?orderdat*@ &l=rd. +++664;#tc! 9+ 9+
?orderdat*@ =rder +++64;++*+;++* 9+ +
2.
6. The planned order "#tc!E$ for the ariant material can now be conerted to either a production order, aprocess order, or allow bac!flushing in the repetitie manufacturing process. This triggers the productionafter sales order stage. &roduction of this material can now be executed quic!ly because all thenecessary components are aailable.
7. %fter creation and release of the production order "for the ariant product$ the stoc!;requirementssituation remains the same. This means that the planned order is replaced by a production order.
Aor!ing with production orders is only one option for production. This process is also possible in the areaof repetitie manufacturing.
%t component leel ">='56x$, the dependent requirements "HDep>eqH in the planned order$ are replacedby an order reseration "H=rd>esH in a production order$.
4. &erform a 1oods >eceipt for the HariantH material, after production. ote the increase in aailable stoc!in the stoc! requirements list of the ariant material.
ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
%fter goods issue for the deliery of the sales order "'ogistics → Sales and distribution → Sipping → Delivery →
%reate$ for the ariant material, the stoc!;requirements list of the HariantH material is reset bac! to empty again.The planned independent requirements, isible in the planning materialJs stoc! requirements list, are reduced.
rossA'la"t 'la""!"$
'-rpose
Demand Management can also be used to plan across plants. -or each material, there is a pla""!"$ pla"t thatprocures and stores the materials independently of orders. There are also one or more order!"$ pla"ts in whichthe materials are used for sales orders, production orders, or for other requirements.
'rere,-!s!tes
<ou must set up the material master as follows)
'la""!"$ 'la"t rder!"$ 'la"t

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 80/89
%ny strategy group #pecial procurement type B 40
Mi/ed MRP indicator B 1
'rocess lo
The following table illustrates a typical process flow)
'la""!"$ 'la"t rder!"$ 'la"t
*. &lanned independent requirements are createdin Demand Management and triggerprocurement.
&rocurement ta!es place before sales order arries.Materials are placed in stoc!.
%ny order "sales order, production order,reseration$ is created.
% stoc! transport order is created "for example, byconerting a transfer request which was created by theM>& run$.
Deliery for the stoc! transport order.
1oods receipt for the stoc! transport order.
Material is aailable for order.
'la""!"$ ar!a"ts / a 'la""!"$ ater!al (65%
'-rpose
This strategy is similar to &lanning w; a &lanning Material "5+$. The difference between these two strategies isthat strategy 65 allows the user to reconfigure the ariant during a sales order.
Changes to the configuration m-st "ot affect planned components. &lanned independentrequirements for ariants do not ma!e sense when changing the configuration of the ariant inthe sales order. % sold item that has no relation to the configuration of the planned ariant couldresult. Therefore, change the configuration for strategy 65 with care.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 81/89
'rere,-!s!tes
<ou must maintain the following master data settings)
• =ne configurable material with strategy group 65 and the usual configuration, such as characteristics,
classes, and configuration profiles.
• =ne planning material that contains the nonariable parts. The ariable components cannot be planned
with strategy 65 for reasons described in &lanning w; a &lanning Material and w;o MT= "56$ and &lanning
w; a &lanning Material "5+$. #et strategy group 65 and the consumption parameters "$-d* consumption,#-d* consumption, and %onsumption mode$.
• =ne ariant material per each actual permutation of the characteristic alues. The number of realistic
permutations, and therefore ariant materials, must be limited for this strategy.
'rocess lo
*. ta$e 1: 7ema"d a"a$eme"t
<ou create one planned independent requirement per ariant. The ariant must be completely configured.
2. ta$e 2: 'roc-reme"t efore ales
Components of the ariants are procured.
6. ta$e 3: ales rder
<ou create sales orders either directly, by entering a ariant, or by entering a configurable material andusing ariant determination. The >equirements Type display for strategy 65 is E. To display therequirement type from the Sales Order screen, choose Procurement tab strip*
7. ta$e 4: 'roc-reme"t *fter ales
Ma!eto=rder production "assembly$ of the finished product ta!es place.
5. ta$e 5: ;oods ss-e for 7el!er) a"d +ed-ct!o" of 'la""ed "depe"de"t +e,-!reme"ts
The finished product is deliered.
'la""!"$ at *ssembl) eel (D0%
'-rpose
This planning strategy is particularly useful for manufacturers of products with ariants if a more reliable forecastcan be produced for certain assemblies than for the multitude of product ariants.
'rere,-!s!tes
<ou must maintain the master data of the assembly as follows)
• #trategy group D0 on the MRP screen.
• #et the indicator for assembly planning, the Mi/ed MRP indicator, to 1 on the MRP screen.
• Consumption parameters "%onsumption mode. #-d consumption. $-d consumption on the MRP screen$
to allow for consumption of planned independent requirements.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 82/89
• If you are using this strategy in a ma!etostoc! enironment, you also must set the Individualcoll*
indicator to 2 on the MRP screen.
'rocess lo
-or a detailed example of the entire process, see #ample #cenario) #trategy :+.
This strategy is ery similar to &lanning with -inal %ssembly "7+$. 'oweer, planned independent requirementsare consumed by production order requirements "or schedule lines in repetitie manufacturing$ and not torequirements of sales orders. %lthough all graphics in this documentation show this component one leel belowthe finished product, the component can appear on any 0=M leel.
*. #toc! for the assembly usually exists.2. &lanned independent requirements are entered at assembly leel. &rocurement "planned by means of the
planned independent requirements$ is therefore triggered before the production order stage "or scheduleline in repetitie manufacturing$.
6. The planned orders for the assembly;components are conertible.7. &rocurement smoothing according to order demand is possible. In this strategy, howeer, the ability to
react flexibly to customer requirements is more important.
'. %n accurate aailability chec! is performed according to %T& logic during production order processing.
#ee %ailability Chec!.
(. >equirements from production orders "or schedule lines$ are passed on to production and can lead to
changes to procurement after the sales order stage, if the order quantities exceed the plannedindependent requirement quantities. 'oweer the order quantities cannot be confirmed if there isinsufficient coerage of components. The system automatically adusts the master plan. -or moreinformation see Coping with Insufficient Coerage of Components.
:. The planned independent requirements are consumed during the production stage. This means that youcan compare the planned independent requirements situation with the actual order requirements.
K. Fnconsumed planned independent requirement quantities increase the warehouse stoc! of thecomponent, and cause procurement to be decreased or not to ta!e place at all in the next period. Thisprocedure is called Hnetting.H

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 83/89

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 84/89
This example is based on a production plan in which *++ pieces are planned for ?reqdat*@, ?reqdat2@, and?reqdat*@.
ta$e 1: 7ema"d a"a$eme"t
1. &lanned independent requirements are created for the production plan. -or information on how to create
planned independent requirements, see Creating &lanned Independent >equirements with >eference orCreating &lanned Independent >equirements Aithout a >eference.
The system finds requirements type E because the strategy group has been set to D4. #ee the tableof planning strategy assignments.
2. The requirement is passed on to M>&. The stoc!;requirements list "'ogistics → Production → MRP →
(valuations → Stoc!reqmts list$ for the assembly displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
+
?today@ → &lanning w;o assembly
?reqdat*@ Ind>eq 8#3M *++ *++
?reqdat2@ Ind>eq 8#3M *++ 2++
?reqdat6@ Ind>eq 8#3M *++ 6++
ta$e 2: 'roc-reme"t efore <se !" 'rod-ct!o"
1. &rocurement requisitions are created in the M>& run "'ogistics → Production → MRP → &otal planning $.
The stoc!;requirements list for the assembly displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t
?today@ #toc!
+
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> *++ *++
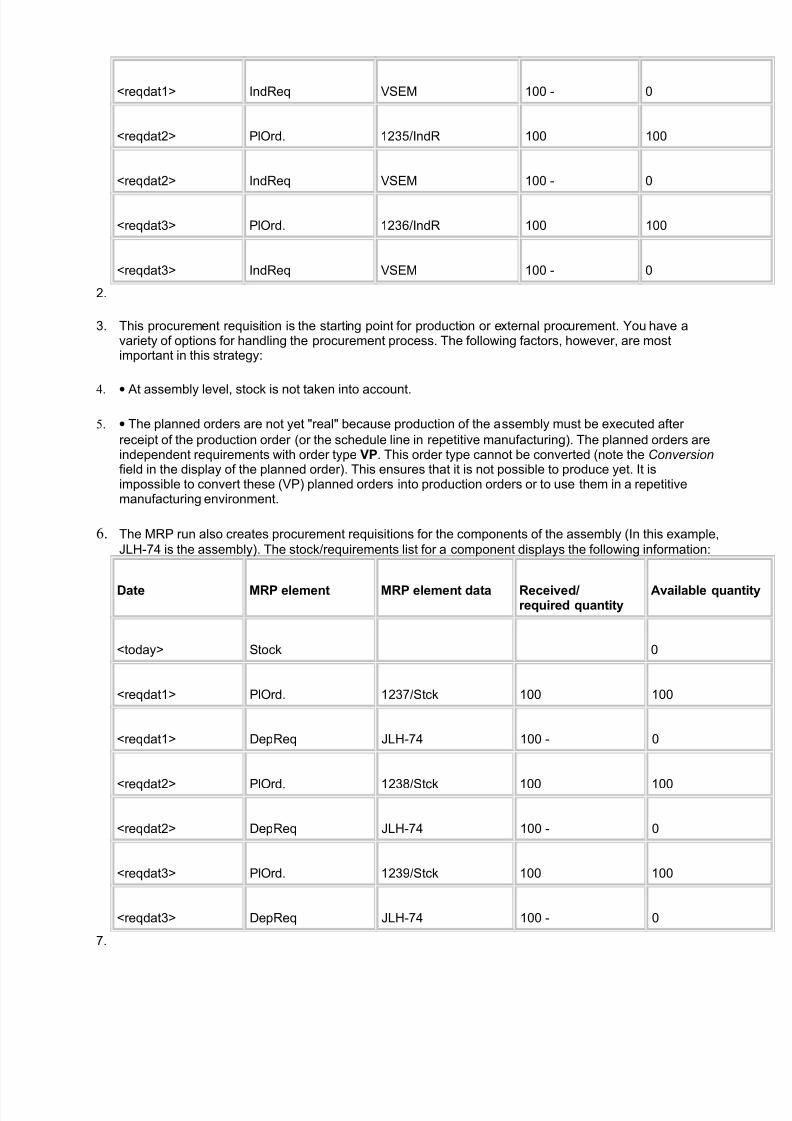
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 85/89
?reqdat*@ Ind>eq 8#3M *++ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
?reqdat2@ Ind>eq 8#3M *++ +
?reqdat6@ &l=rd. *265;Ind> *++ *++
?reqdat6@ Ind>eq 8#3M *++ +
2.
6. This procurement requisition is the starting point for production or external procurement. <ou hae aariety of options for handling the procurement process. The following factors, howeer, are mostimportant in this strategy)
*. • %t assembly leel, stoc! is not ta!en into account.
'. • The planned orders are not yet HrealH because production of the assembly must be executed after
receipt of the production order "or the schedule line in repetitie manufacturing$. The planned orders areindependent requirements with order type '. This order type cannot be conerted "note the %onversionfield in the display of the planned order$. This ensures that it is not possible to produce yet. It isimpossible to conert these "8&$ planned orders into production orders or to use them in a repetitiemanufacturing enironment.
(. The M>& run also creates procurement requisitions for the components of the assembly "In this example,
U':7 is the assembly$. The stoc!;requirements list for a component displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"
?today@ #toc!
+
?reqdat*@ &l=rd. *26:;#tc! *++ *++
?reqdat*@ Dep>eq U':7 *++ +
?reqdat2@ &l=rd. *26K;#tc! *++ *++
?reqdat2@ Dep>eq U':7 *++ +
?reqdat6@ &l=rd. *269;#tc! *++ *++
?reqdat6@ Dep>eq U':7 *++ +
:.

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 86/89
K. The main obectie of this strategy "procurement for the components of the assembly$ has now beenreached, een without an order. In this scenario, we assume that a goods receipt "for a purchase order,for example$ ta!es place. The stoc!;requirements list for all components of the final assembly displays thefollowing information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
6++
?reqdat*@ Dep>eq U':7 *++ 2++
?reqdat2@ Dep>eq U':7 *++ *++
?reqdat6@ Dep>eq U':7 *++ +
ta$e 3: rder +e,-!reme"t a"d *llocat!o"
*. Typically, a sales order is created for a finished product whose 0=M uses the assembly. %n order thatuses the assembly is created.
2. %fter a second M>& run, the stoc!;requirements list for the assembly displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
+
?req date@ &l=rd *266;#tc! 4+ 4+
?req date@ =rd>es *+++222 4+ +
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> 4+ 4+
?reqdat*@ Ind>eq 8#3M 4+ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
?reqdat2@ Ind>eq 8#3M *++ +
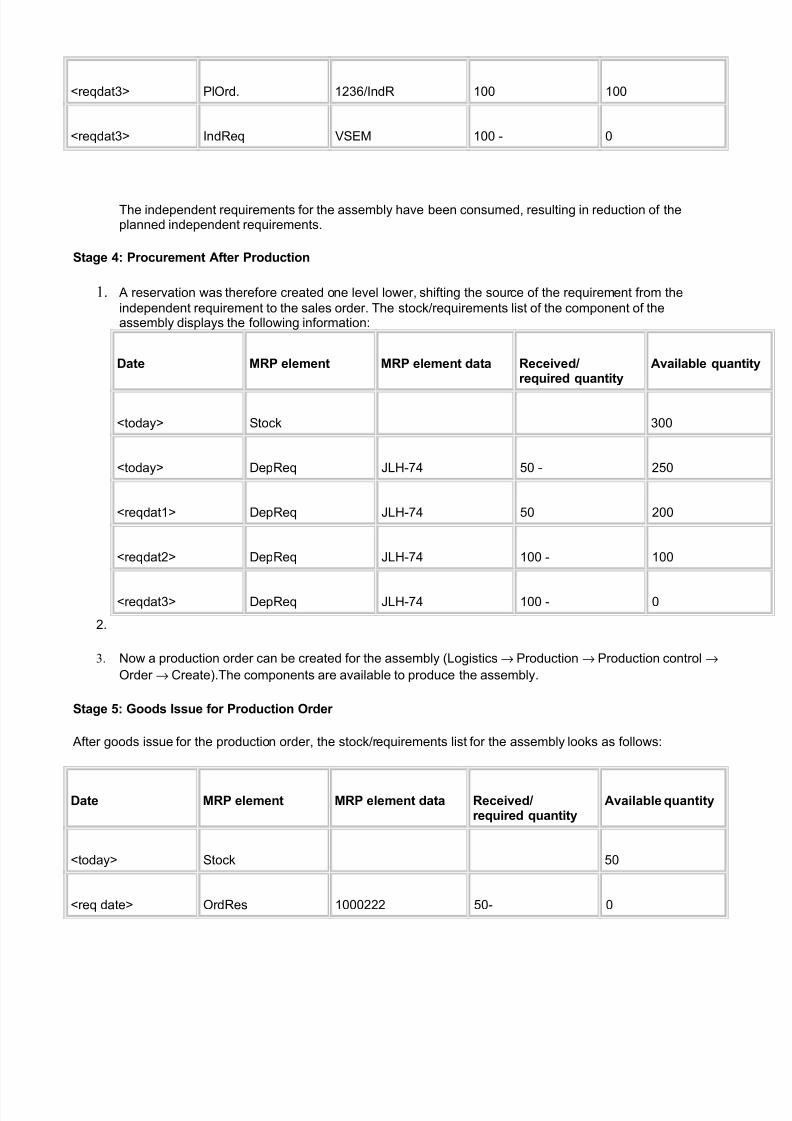
8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 87/89
?reqdat6@ &l=rd. *265;Ind> *++ *++
?reqdat6@ Ind>eq 8#3M *++ +
The independent requirements for the assembly hae been consumed, resulting in reduction of theplanned independent requirements.
ta$e 4: 'roc-reme"t *fter 'rod-ct!o"
1. % reseration was therefore created one leel lower, shifting the source of the requirement from the
independent requirement to the sales order. The stoc!;requirements list of the component of theassembly displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"
?today@ #toc!
6++
?today@ Dep>eq U':7 4+ 24+
?reqdat*@ Dep>eq U':7 4+ 2++
?reqdat2@ Dep>eq U':7 *++ *++
?reqdat6@ Dep>eq U':7 *++ +
2.
A. ow a production order can be created for the assembly "ogistics → &roduction → &roduction control →
=rder → Create$.The components are aailable to produce the assembly.
ta$e 5: ;oods ss-e for 'rod-ct!o" rder
%fter goods issue for the production order, the stoc!;requirements list for the assembly loo!s as follows)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
4+
?req date@ =rd>es *+++222 4+ +

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 88/89
?today@ → &lanning w;o assembly
?reqdat*@ &l=rd. *267;Ind> 4+ 4+
?reqdat*@ Ind>eq 8#3M 4+ +
?reqdat2@ &l=rd. *264;Ind> *++ *++
?reqdat2@ Ind>eq 8#3M *++ +
?reqdat6@ &l=rd. *265;Ind> *++ *++
?reqdat6@ Ind>eq 8#3M *++ +
The stoc!;requirements list for the components of the assembly displays the following information)
7ate +' eleme"t +' eleme"t data +ece!ed/re,-!red ,-a"t!t)
*a!lable ,-a"t!t)
?today@ #toc!
24+
?reqdat*@ Dep>eq U':7 4+ 2++
?reqdat2@ Dep>eq U':7 *++ *++
?reqdat6@ Dep>eq U':7 *++ +

8/13/2019 Planning Stratergy
http://slidepdf.com/reader/full/planning-stratergy 89/89