planejamento e controle da produção em · pdf file1 adriana silveira pereira de...
TRANSCRIPT

1
ADRIANA SILVEIRA PEREIRA DE MELO
PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM FARMÁCIA COM MANIPULAÇÃO: ESTUDO DE CASO EM INSTITUIÇÃO PÚBLICA
Dissertação apresentada ao Curso de Mestrado em Sistemas de Gestão da Universidade Federal Fluminense como requisito parcial para obtenção do grau de Mestre em Sistemas de Gestão. Área de concentração: Sistema de Gestão pela Qualidade Total.
Orientador
Osvaldo Luiz Gonçalves Quelhas, D.Sc.
Niterói
2009
2
ADRIANA SILVEIRA PEREIRA DE MELO
PLANEJAMENTO E CONTROLE DA PRODUÇÃO EM FARMÁCIA COM MANIPULAÇÃO: ESTUDO DE CASO EM INSTITUIÇÃO PÚBLICA
Dissertação apresentada ao Curso de Mestrado em Sistemas de Gestão da Universidade Federal Fluminense como requisito parcial para obtenção do grau de Mestre em Sistemas de Gestão. Área de concentração: Sistema de Gestão pela Qualidade Total.
Aprovada em ____ / ____ / _______
BANCA EXAMINADORA
____________________________________________ Prof. Osvaldo Luiz Gonçalves Quelhas, D.Sc
Universidade Federal Fluminense
____________________________________________ Profa. Débora Omena Futuro
Universidade Federal Fluminense
_________________________________________ Prof. Luiz Felipe Roris Rodríguez Scavarda do Carmo, D.Sc
Pontifícia Universidade Católica do Rio de Janeiro

Dedico este trabalho
Ao meu pai, que sempre incentivou meus estudos e que infelizmente
não está mais entre nós para presenciar mais uma etapa concluída.

4
AGRADECIMENTOS
Ao meu marido e filhos que compreenderam os momentos de ausência.
À minha mãe e irmãos que tanto colaboraram para a realização deste trabalho.
Ao Professor Osvaldo Luiz Gonçalves Quelhas, meu orientador, pela paciência e
oportunidade oferecida.
À Farmácia Universitária da Faculdade de Farmácia da Universidade Federal Fluminense,
pela realização deste trabalho.
Ao Professor Afonso Leitão, pela indicação ao mestrado.
Ao diretor da Farmácia Universitária, Dr. Nilo Jorge Picolli, pelo apoio dado.
Ao Professor Ronaldo Ferreira da Silva, pela assistência e orientação prestadas.
Ao Professor Ivo Fernandes de Araújo, pela oportunidade oferecida.
À minha amiga Jussara França, pela indicação à Farmácia Universitária.
s minhas amigas Cláudia Costa Silva e Silvana Souza pelo auxílio prestado.
Aos funcionários e amigos da Farmácia Universitária pela colaboração para execução deste
trabalho.

“Jesus chegou em casa, e os cegos se aproximaram
dele. Então Jesus perguntou;
“Vocês acreditam que eu posso fazer isso?”
Eles responderam: “Sim, Senhor”.
Então Jesus tocou os olhos deles, dizendo:
“Que aconteça conforme vocês acreditaram”.
“E os olhos deles se abriram.”
MATEUS 9: 28-29

RESUMO
O setor farmacêutico magistral vem ocupando cada vez mais uma fatia no mercado
farmacêutico no Brasil. O medicamento manipulado tem importância significativa pela
adequação da dose do fármaco a cada paciente. Poucos são os estudos sobre a gestão da
produção em farmácias com manipulação. No presente trabalho estudou-se a gestão da cadeia
produtiva em farmácia com manipulação com o objetivo de identificar o gargalo no processo
de produção dos medicamentos. Inicialmente é apresentada uma teoria sobre o planejamento e
controle da produção, abordando seus principais conceitos. Para o diagnóstico do sistema
produtivo foi realizado um estudo de caso numa farmácia com manipulação em instituição
pública, através de questionários com os responsáveis pelo planejamento da produção e
entrevistas com empresas provedoras de softwares para gestão de farmácias. A partir dos
resultados da pesquisa de campo e bibliográfica, verificou-se que os responsáveis pelo
planejamento da produção e dos estoques não possuíam conhecimento técnico para a
utilização de sistemas de PCP. Os softwares para gestão de farmácias também não oferecem
ferramenta que auxilie o gestor na gestão da produção e administração dos estoques.
Elaborou-se um modelo para administração dos estoques para produção de cápsulas baseado
no ponto de ressuprimento, utilizando-se uma planilha onde foi registrada toda a produção do
setor de cápsulas, as entradas dos insumos e a necessidade de reposição, possibilitando ao
farmacêutico programar e efetivar a compra dos insumos. A autora propõe, então, algumas
ações para melhorar o sistema de PCP em farmácia com manipulação.
Palavras-chave: Planejamento e Controle da Produção. Efetividade na Produção. Farmácia
com Manipulação.

ABSTRACT
Dispensing pharmacies have become more and more an important share of the pharmaceutical
market. Manipulated medicine has significant importance on the adaptation of the dose of the
drug to each patient. There are few studies about the production management in dispensing
pharmacies. In the present paper, the management of the productive chain in dispensing
pharmacy was studied, in order to identify the bottleneck in the medicine production. Initially
a theory about the production planning and control is presented covering its main concepts.
For the diagnosis of the productive system a case study in a dispensing pharmacy of a public
institution is carried out, through questionnaires to individuals responsible for the production
planning, and interviews with pharmacy management software suppliers. From the field work
and bibliographical results, it was verified that those responsible for the production planning
and for the stocks have little experience with PPC systems and pharmacy management
software does not offer any tool to help manage the production and the stocks. A model of
capsule stock administration was developed, based on the replenishment point, using a
spreadsheet to record the entire capsule sector production, as well as the inputs entries and the
replacement needs, allowing pharmacists to plan and carry out inputs purchase. Finally, the
author proposes some actions to improve the PPC system in dispensing pharmacies.
Key words: Planning and Production Control. Dispensing Pharmacy.

LISTA DE ILUSTRAÇÕES
Figura 1 - Modelo de transformação..................................................... 22
Quadro 1 - Exemplos de sistemas de produção...................................... 23
Quadro 2 - Técnicas de previsão de demanda........................................ 31
Figura 2 - Modelo de ponto de ressuprimento...................................... 33
Quadro 3 - Classificação ABC............................................................... 39
Quadro 4 - Classificação ABC X Sistema de Controle.......................... 39
Figura 3 - Fluxograma da farmácia....................................................... 57
Figura 4 - Diagrama de causa-efeito..................................................... 58
Figura 5 - Fluxograma da produção de sólidos..................................... 59
Figura 6 - Fluxograma da produção de semi-sólidos e líquidos........... 60

LISTA DE TABELAS
Tabela 1 Itens do questionário sobre o PCP na farmácia............................................. 53
Tabela 2 Aspectos analisados na entrevista com empresas provedoras de
software.........................................................................................................
54
Tabela 3 Comparação entre os sistemas de PCP existentes nos setores produtivos
da FAU..........................................................................................................
62
Tabela 4 Comparação da gestão dos estoques entre os setores produtivos da
FAU...............................................................................................................
65
Tabela 5 Comparação entre a programação da produção nos setores produtivos da
FAU...............................................................................................................
67
Tabela 6 Características gerais dos softwares pesquisados.......................................... 70
Tabela 7 Comparação da visão geral dos softwares..................................................... 70
Tabela 8 Comparação do planejamento da produção e previsão de demanda............. 72
Tabela 9 Comparação dos softwares para a gestão dos estoques................................. 74
Tabela 10 Saída de matéria-prima ao longo dos meses de janeiro a outubro de 2007. 77
Tabela 11 Determinação do ponto de ressuprimento..................................................... 78
Tabela 12 Relatório de entrega para o gestor................................................................. 78

LISTA DE SIGLAS
ANFARMAG Associação Nacional de Farmacêuticos Magistrais
ANVISA Agência Nacional de Vigilância Sanitária
BPM Boas Práticas de Manipulação
CNPJ Cadastro Nacional de Pessoas Jurídicas
CRF Conselho Regional de Farmácia
DOU Diário Oficial da União
FAU Farmácia Universitária da Universidade Federal Fluminense
INCQS Instituto Nacional de Controle de Qualidade em Saúde da Fundação
Oswaldo Cruz
ISPhC International Society of Pharmaceutical Compounding
MS Ministério da Saúde
PCP Planejamento e Controle da Produção
PGRSS Plano de Gerenciamento de Resíduos de Serviços de Saúde
RDC Resolução da Diretoria Colegiada
SINAMM Sistema Nacional de Aperfeiçoamento e Monitoramento Magistral
SUS Sistema Único de Saúde

SUMÁRIO
1 INTRODUÇÃO ...................................................................................................................13 1.1 CONTEXTUALIZAÇÃO DO TEMA ...............................................................................13
1.2 A SITUAÇÃO PROBLEMA .............................................................................................14
1.3 OBJETIVOS DA PESQUISA............................................................................................15
1.3.1 Objetivo Geral ...............................................................................................................16
1.3.2 Objetivos Específicos.....................................................................................................16 1.4 AS HIPÓTESES E QUESTÕES DA PESQUISA .............................................................16
1.5 A RELEVÂNCIA DA PESQUISA....................................................................................17
1.6 A ABRANGÊNCIA DA PESQUISA ................................................................................20
1.7 A ESTRUTURA DO TRABALHO ...................................................................................20
2 REVISÃO DA LITERATURA: GESTÃO DO PCP........................................................22 2.1 GESTÃO DA PRODUÇÃO...............................................................................................22
2.2 SISTEMAS PRODUTIVOS ..............................................................................................23
2.2.1 Classificação dos sistemas produtivos .........................................................................23
2.2.2 Tipos de produção .........................................................................................................25 2.3 PLANEJAMENTO E CONTROLE DA PRODUÇÃO (PCP) ..........................................27
2.3.1 Determinação da demanda ...........................................................................................29
2.3.2 Técnicas da previsão de demanda................................................................................30
2.3.3 Ponto de ressuprimento ................................................................................................32
2.3.4 Atividades do PCP.........................................................................................................34
2.3.5 Fatores que afetam o PCP.............................................................................................35 2.4 ADMINISTRAÇÃO DOS ESTOQUES ............................................................................35
2.4.1 Definição de estoques ....................................................................................................36
2.4.2 Função dos estoques ......................................................................................................36
2.4.3 Tipos de estoques ...........................................................................................................36
2.4.4 Custos dos estoques .......................................................................................................37
2.4.5 O Sistema ABC ..............................................................................................................38
2.4.6 A gestão dos estoques ....................................................................................................42
2.4.7 Métodos de gestão de estoques .....................................................................................43 2.5 FARMÁCIA COM MANIPULAÇÃO ..............................................................................44
2.5.1 Definição de farmácia com manipulação ....................................................................44
2.5.2 Histórico da farmácia com manipulação.....................................................................45
2.5.3 Histórico das legislações................................................................................................45

2.5.4 Legislação atual .............................................................................................................47
2.5.5 Formas Farmacêuticas ..................................................................................................49
2.5.6 Resíduos de saúde ..........................................................................................................50
3 MÉTODO DE PESQUISA .................................................................................................51 3.1 MÉTODOS DE PESQUISA UTILIZADOS NESTE ESTUDO .......................................51
3.2 INSTRUMENTO DE PESQUISA .....................................................................................51
3.3 TRATAMENTO DE DADOS ...........................................................................................52
3.3.1 Tabulação dos dados do questionário em relação ao PCP na farmácia ...................53
3.3.2 Tabulação dos dados obtidos com a entrevista ...........................................................54
4 ESTUDO DE CASO: FARMÁCIA COM MANIPULAÇÃO EM INSTITUIÇÃO FEDERAL DE ENSINO SUPERIOR ..................................................................................55 4.1 DESCRIÇÃO DA FARMÁCIA.........................................................................................55
4.2 FLUXO GERAL DOS MEDICAMENTOS MANIPULADOS NA FARMÁCIA DO ESTUDO DE CASO ................................................................................................................56
4.3 DIAGNÓSTICO.................................................................................................................58
4.4 PRINCIPAIS ETAPAS DOS PROCESSOS PRODUTIVOS ...........................................59
4.4.1 Produção de sólidos .......................................................................................................59
4.4.2 Produção de semi-sólidos e líquidos.............................................................................60 4.5 CONTROLE DE ESTOQUE .............................................................................................61
4.6 RESULTADOS E DISCUSSÃO .......................................................................................62
4.6.1 Análise dos dados sobre a visão geral do PCP da FAU..............................................62
4.6.2 Análise dos dados sobre a gestão dos estoques ...........................................................65
4.6.3 Análise dos dados sobre a programação da produção ...............................................67
4.6.4 Análise dos softwares para gestão da produção em farmácias com manipulação ..69
4.6.5 Análise dos aspectos gerais dos softwares pesquisados..............................................69
4.6.6 Análise dos dados sobre a visão geral dos softwares ..................................................70
4.6.7 Análise dos dados dos softwares para planejamento da produção e previsão de demanda ..................................................................................................................................72
4.6.8 Análise dos dados dos softwares para a gestão dos estoques.....................................74
5 DIRETRIZES PROPOSTAS PARA GESTÃO DO ESTOQUE ....................................76 5.1 RESULTADOS OBTIDOS................................................................................................79
5.2 DIRETRIZES PROPOSTAS PARA MELHORAR O PCP DA FAU...............................79
6 CONCLUSÃO E RECOMENDAÇÕES PARA TRABALHOS FUTUROS .................81
REFERÊNCIAS .....................................................................................................................83
GLOSSÁRIO ..........................................................................................................................91
APÊNDICES ...........................................................................................................................96

13
1 INTRODUÇÃO
1.1 CONTEXTUALIZAÇÃO DO TEMA
As farmácias com manipulação, também conhecidas como farmácias magistrais, são
locais de grande atuação do profissional farmacêutico, resgatando a prática de preparar o
medicamento de forma artesanal. A prescrição magistral amplia a relação entre o médico e o
paciente, permitindo que o médico adapte o medicamento de acordo com a necessidade de seu
cliente. Ao farmacêutico magistral cabe a responsabilidade por toda a análise da formulação,
que corresponde ao conhecimento farmacotécnico, farmacológico, controle e garantia da
qualidade (MIGUEL et al, 2002).
A farmácia com manipulação pode habilitar-se a preparar vários tipos de
medicamentos, atendendo a prescrições de medicamentos alopáticos, homeopáticos ou
fitoterápicos. Os medicamentos alopáticos apresentam-se com maior freqüência na forma de
cápsulas, soluções, suspensões, xaropes, cremes, pomadas, xampus, géis, loções cremosas,
óvulos e supositórios. Já os homeopáticos possuem formas farmacêuticas específicas para
estes medicamentos, apresentando-se como glóbulos, tabletes, pós e fórmulas líquidas.
Atualmente as farmácias com manipulação dispõem-se a atender a prescrições de várias
especialidades médicas, como dermatologia, cardiologia, reumatologia, ginecologia, dentre
outras, havendo ainda a possibilidade de atender a preparações específicas de odontologia.
Nesta condição uma farmácia com manipulação necessita dispor de uma grande variedade de
matérias-primas e embalagens.
A farmácia com manipulação está passando por muitas mudanças com a finalidade de
produzir medicamentos com qualidade e atender às exigências das legislações (FERREIRA,
2008). De acordo com levantamento recente, há mais de 5 mil farmácias com manipulação no
país e este número vem crescendo a cada ano (SILVEIRA, 2007).
O principal desafio para a farmácia com manipulação está na conquista da
credibilidade no mercado, que só será obtida através de melhorias contínuas em termos de
qualidade, através de treinamentos contínuos, uso de recursos de informática para
armazenagem de informações e registro de controle da produção e de todos os processos
financeiros, pelo emprego de novas tecnologias e pela adequação de suas estruturas físicas e
de trabalho visando o cumprimento das legislações sanitárias vigentes (FERREIRA, 2008).

14
Só é possível produzir medicamentos seguros, eficazes e estáveis em farmácias
magistrais se a qualidade for percebida como estratégica para a sustentabilidade do setor. A
implantação de um sistema de garantia da qualidade eficiente e amplamente disseminado
nessas organizações pode resultar em melhorias significativas dos medicamentos produzidos
(SILVA, 2007).
1.2 A SITUAÇÃO PROBLEMA
O grande diferencial dos medicamentos produzidos numa farmácia com manipulação
em relação aos medicamentos industrializados é a possibilidade de realizar-se adequação da
dose dos fármacos à necessidade de cada paciente. Os médicos também podem prescrever
diversas associações entre os fármacos numa mesma formulação, desde que estes fármacos
não apresentem incompatibilidades entre si. Por esta razão a farmácia com manipulação
necessita ter uma grande variabilidade de insumos farmacêuticos e de embalagens, para que
se possa atender a todos esses pacientes. Insumos farmacêuticos são os fármacos ou matéria-
prima aditiva ou complementar, de qualquer natureza, destinadas ao emprego em
medicamentos. Os insumos farmacêuticos ativos são as substâncias responsáveis pela
atividade do medicamento. Os insumos farmacêuticos inertes são aqueles sem atividade
farmacológica e são indispensáveis para a preparação de qualquer medicamento.
Dentre as diversas diferenças existentes entre os medicamentos manipulados e os
medicamentos industrializados, destaca-se o prazo de validade (CROSTA, 2000). Os produtos
magistrais possuem prazo de validade menor. Esses medicamentos são manufaturados em
pequena escala e compostos por várias matérias-primas, como acontece com os medicamentos
industrializados. A diferença é que a indústria realiza testes de estabilidade, proporcionando
ao medicamento industrializado um prazo de validade maior. As embalagens também
apresentam diversas variáveis a fim de acondicionar as diferentes formas farmacêuticas.
A preparação de vários medicamentos requer a produção de preparações farmacêuticas
com uma fórmula definida, usadas como veículo/excipiente, compostas de uma ou mais
matérias-primas. Esses veículos também são preparados na farmácia e utilizados na produção
de cremes, loções, géis, suspensões, soluções e shampoos. Para cada um destes veículos
existem vários insumos com prazos de validade diferentes.

15
De acordo com a legislação vigente (RDC Nº 67/2007), o prazo de validade do
produto final deve estar relacionado ao período do tratamento. Em razão da variabilidade dos
insumos farmacêuticos, as farmácias estocam inúmeros itens com diferentes prazos de
validade. Numa farmácia com manipulação, o planejamento quantitativo para suprimento dos
insumos adquiridos precisa estar relacionado ao prazo de validade dos mesmos, pois
aquisições em quantidades inadequadas podem acarretar desperdícios e gastos desnecessários.
Esse ajuste é estratégico, pois pode levar à perda da matéria-prima, gerando assim uma
nova despesa, já que a legislação brasileira determina que todos os estabelecimentos que
lidam com produtos farmacêuticos mantenham um programa de gerenciamento de resíduos,
responsabilizando estes estabelecimentos pelo destino final dos insumos vencidos (BRASIL,
2004).
A farmácia é responsável pela qualidade dos produtos que manipula, conserva,
dispensa e transporta, sendo necessário o acompanhamento de todo o processo de
manipulação (BRASIL, 2007). O farmacêutico é o profissional habilitado para exercer essa
função.
Na farmácia universitária da Universidade Federal Fluminense (FAU), estavam
ocorrendo algumas interrupções na produção dos medicamentos, ocasionando atrasos nas
entregas dos mesmos. Um diagnóstico realizado na FAU apontou a necessidade de melhorias
na gestão do PCP (planejamento e controle da produção).
A maioria das farmácias com manipulação existentes são empresas de pequeno porte,
e um planejamento, controle da produção e administração dos estoques de insumos e
embalagens ineficientes pode acarretar prejuízos aos proprietários, já que a farmácia é
responsável pelo resíduo que gera.
Por estas razões faz-se necessária a utilização de ferramentas de gestão para melhorar
a eficácia da produção dos medicamentos produzidos em farmácia com manipulação.
1.3 OBJETIVOS DA PESQUISA
Apresentam-se neste tópico os objetivos: geral e específico.

16
1.3.1 Objetivo Geral
Apesar do número de farmácias com manipulação aumentar a cada ano (SILVEIRA,
2007), são escassos os estudos sobre planejamento e controle da produção em
estabelecimentos deste tipo. A questão principal da pesquisa é diagnosticar qual etapa ou
função do planejamento e controle da produção é o gargalo no processo de produção na
farmácia com manipulação para que se evitem interrupções na produção dos medicamentos.
No presente trabalho pretendeu-se estudar as principais técnicas e sistemas de PCP
existentes, compreender o processo de produção em uma farmácia com manipulação e propor
diretrizes de gestão com base na fundamentação teórica aplicável.
1.3.2 Objetivos Específicos
Os objetivos específicos são delineados a seguir:
1. Estudar as causas e possíveis soluções para as interrupções na linha de produção
em farmácia com manipulação.
2. Buscar práticas de excelência na gestão da produção de PCP em farmácias com
manipulação.
3. Propor diretrizes de gestão de PCP com base na fundamentação teórica que seja
aplicável a uma farmácia com manipulação.
1.4 AS HIPÓTESES E QUESTÕES DA PESQUISA
Para responder à questão central da pesquisa e alcançar os objetivos propostos são
formuladas duas hipóteses:
1. A farmácia com manipulação necessita de pessoal capacitado para gerenciar o
PCP.

17
2. Os softwares comerciais existentes para gestão de farmácias não fornecem
relatórios gerenciais para apoio a decisões inerentes ao PCP.
Para conduzir à avaliação das hipóteses foram utilizadas as seguintes questões de
pesquisa:
Qual a origem ou causa das interrupções de produção na farmácia com manipulação
estudada?
Quais as funções tradicionais de PCP presentes em farmácias com manipulação?
Quais os recursos tecnológicos e de gestão utilizados? Quais são as práticas de excelência
utilizadas no mercado?
Existem recursos computacionais no mercado disponíveis e eficazes para a gestão de
PCP, particularmente dos estoques de insumos em farmácia com manipulação?
1.5 A RELEVÂNCIA DA PESQUISA
O setor magistral emprega, segundo a Associação Nacional de Farmacêuticos
Magistrais – ANFARMAG (2007), cerca de 14.500 farmacêuticos (quase três vezes mais que
o setor industrial), em mais de 6000 estabelecimentos distribuídos em todo o país.
O medicamento manipulado tem importância significativa para pacientes pediátricos e
idosos, pois os mesmos na maioria das vezes não encontram o medicamento na dose adequada
disponível no mercado. A quantidade de medicamento manipulado é ajustada ao tratamento,
não havendo sobras, dificultando a automedicação, que muitas vezes é a causa principal de
internações hospitalares por intoxicações medicamentosas (ANFARMAG, 2006).
De acordo com Leal (2007), o medicamento manipulado apresenta várias vantagens
em relação ao medicamento industrializado, dentre elas: produção de medicamentos que
deixaram de ser produzido pela indústria farmacêutica, por razões econômicas; associação de
fármacos, facilitando o tratamento de diversas enfermidades; individualização da prescrição;
preparação de medicamentos sem conservantes, corantes, aromatizantes ou perfumes,
beneficiando clientes alérgicos e o exercício na farmácia com manipulação da atenção
farmacêutica, que é a interação direta do farmacêutico com o usuário, visando uma
farmacoterapia racional e a obtenção de resultados definidos e mensuráveis, voltados para a
melhoria da qualidade de vida.

18
O setor magistral tem sido criticado por diversos setores em razão da qualidade dos
medicamentos manipulados. Um dos problemas apontados é a impossibilidade da análise do
produto final e a associação de fármacos sem estudos de estabilidade (ANVISA, 2005).
Tabchory (2005) analisou enxaguatórios bucais contendo fluoreto de sódio a 0,05%
adquiridos em seis diferentes farmácias com manipulação na cidade de Piracicaba (SP).
Somente em uma amostra analisada a concentração de fluoreto de sódio ficou com média de
0,01%. Os resultados obtidos sugerem a implementação de um controle de qualidade mais
rigoroso nas farmácias com manipulação para garantir a qualidade dos enxaguatórios
fluoretados manipulados. Estudos realizados por Markman (2006) compararam 12 amostras
de cápsulas manipuladas contendo hormônios tireoidianos com 11 amostras de medicamentos
industrializados contendo os mesmos ativos. Todas as cápsulas analisadas apresentaram
desvios em relação ao teor, enquanto que no medicamento industrializado, todas se
encontravam em conformidade.
Os problemas apontados e outros que surgiram indicaram a necessidade de alterações
na legislação que regia o setor (RDC 33/00), culminando na publicação da RDC 67/07, que
impõe para as farmácias com manipulação um controle de qualidade mais rigoroso.
Em 2006, a ANFARMAG inicia a implantação do SINAMM (Sistema Nacional de
Aperfeiçoamento e Monitoramento Magistral), com o intuito de garantir a qualidade dos
medicamentos aviados em todo o país. Com o início do SINAMM as farmácias com
manipulação passariam a comprometer-se com o estabelecimento de um Sistema de Garantia
da Qualidade, envolvendo o gerenciamento da produção e dispensação de medicamentos
manipulados, assim como treinamento e monitoramento das equipes que realizam estas
atividades (ANFARMAG, 2006).
Não só os medicamentos manipulados apresentam desvios de qualidade, conforme
comprova o trabalho realizado por Martin et al (2007). Os autores avaliaram a concentração
de um gel de peróxido de carbamida a 16% utilizado no clareamento dos dentes.
Devido ao alto custo dos produtos industrializados, alguns dentistas preferem os
produtos manipulados. Os autores então compararam os produtos manipulados com o
industrializado, visando checar se a concentração do produto preparado em farmácia com
manipulação era o mesmo que no produto industrializado. Os resultados indicaram que tanto
o produto manipulado quanto o industrializado apresentavam valores de concentração
diferentes de 16%.
Mas é possível produzir medicamentos manipulados com qualidade. Estudos
realizados por Azevedo et al (2008) avaliaram o perfil de dissolução de cápsulas contendo

19
captopril produzidos em farmácias com manipulação. Foi verificada a qualidade das cápsulas
em relação ao peso médio, desintegração, teor e uniformidade de conteúdo. Todas as cápsulas
apresentaram resultados satisfatórios nos testes a que foram submetidas, demonstrando que a
farmácia com manipulação pode produzir cápsulas com bom perfil de qualidade.
Outro trabalho realizado por Balesteros et al (2007) desenvolveu um método para
identificação e análise de cápsulas manipuladas contendo losartan associado a clortalidona ou
hidroclorotiazida. O desenvolvimento e a otimização de metodologias analíticas capazes de
realizar a identificação e análise desses compostos em formulações farmacêuticas são
relevantes em virtude da importância da associação de um antihipertensivo a um diurético no
tratamento da hipertensão. Todas as cápsulas analisadas obtiveram resultados satisfatórios.
A farmácia magistral também está presente em outros países. No IV Congresso
Internacional de Farmacêuticos Magistrais e Exposição de Equipamentos, Produtos e
Serviços, realizado de 9 a 11 de outubro de 2008, onde a autora esteve presente, foram
ministrados vários cursos internacionais onde os farmacêuticos brasileiros tomaram
conhecimento da realidade da manipulação em outros países como Espanha, Portugal e
Estados Unidos.
Na Espanha, com a integração à União Européia, a nação se adapta as normas de
qualidade vigentes nos países que a integram, mas não é possível aos farmacêuticos
magistrais produzirem fórmulas com doses iguais às já comercializadas pela indústria. Em
Portugal, o setor farmacêutico é integrado e não existem redes de farmácias. A legislação
portuguesa está se adequando à União Européia.
Nos Estados Unidos, segundo Loyd Allen, presidente da ISPhC (Internacional Society of
Pharmaceutical Compounding), o mercado de manipulação cresceu no país com medicamentos
para reposição hormonal, pediatria, veterinária e home care (tratamento domiciliar), comum em
idosos. A prática da farmácia magistral é regulada pelos Conselhos Estaduais e muitos adotam
as normas vigentes da USP (Farmacopéia Americana), mas no país não existe autorização
para manipular medicamentos que estão comercialmente disponíveis.
O presente trabalho apresenta uma proposta de modelos de gestão da produção no
âmbito do processo de farmácia com manipulação e em instituição pública, contribuindo desta
forma para o desenvolvimento nacional, visto que poderá servir como exemplo de aplicação
de técnicas e métodos atuais para melhoria do desempenho em processos de produção em
farmácias com manipulação.

20
1.6 A ABRANGÊNCIA DA PESQUISA
Os processos produtivos na farmácia com manipulação são muitos variados,
envolvendo a fabricação de cápsulas, géis, loções, cremes, xaropes, suspensões e preparações
homeopáticas. Em virtude da escassez de publicações científicas sobre o segmento de
farmácias com manipulação, esta pesquisa se limitou à análise do sistema de planejamento e
controle da produção dos laboratórios de alopatia da farmácia com manipulação da Farmácia
Universitária da Universidade Federal Fluminense.
O problema a ser abordado nesta pesquisa é inerente a uma farmácia pública com
manipulação que possui características próprias. De acordo com o capítulo 1 artigo 2º do
regimento da Farmácia Universitária da Universidade Federal Fluminense (FAU), a FAU
vincula-se à Faculdade de Farmácia, equiparando-se a Órgão Suplementar, na forma do
Estatuto e Regimento Geral da Universidade Federal Fluminense, com gerência
administrativa própria. Portanto, os estudos a serem realizados e suas conclusões são inerentes
à organização pública.
Pretendeu-se, no desenvolvimento da pesquisa e na elaboração do plano de ação para
proposição de solução aos pontos de ineficiência detectada, levar em consideração que o
ambiente onde funciona a farmácia é público. Os resultados são aplicáveis na instituição
estudada. Entretanto, os gestores de outras farmácias poderão utilizar a metodologia
empregada na busca de respostas à questão fundamental desta pesquisa, que é a melhoria da
produção dos medicamentos produzidos em farmácias com manipulação.
1.7 A ESTRUTURA DO TRABALHO
O presente trabalho está dividido em seis capítulos. No 1º capítulo é feita uma
introdução e em seguida aborda-se o problema da pesquisa e seus objetivos. A seguir
apresentam-se as justificativas, hipóteses e questões da pesquisa, relevância e abrangência.
No capítulo 2, faz-se uma revisão da literatura e um estudo de diferentes autores sobre
os conceitos de planejamento e controle de produção, sistema produtivo, atividades do PCP,
administração dos estoques, tipos de estoques, classificação ABC e a gestão na farmácia.

21
No 3º capítulo descreve-se o método de pesquisa utilizado.
No 4º capítulo apresenta-se o estudo de caso e a discussão dos resultados.
No 5º capítulo, as diretrizes propostas para a gestão dos estoques e para melhorar o
PCP da FAU.
No 6º capítulo, a conclusão e próximas etapas de pesquisa.
Glossário
Apêndice

22
2 REVISÃO DA LITERATURA: GESTÃO DO PCP
Neste capítulo faz-se uma revisão da literatura sobre o planejamento e controle de
produção, gestão de estoques e fluxo produtivo em farmácia com manipulação.
2.1 GESTÃO DA PRODUÇÃO
Produzir, segundo Slack et al (2002), é transformar inputs em outputs. De acordo com o
autor, os inputs estão classificados em recursos a serem transformados e recursos de
transformação. Os recursos a serem transformados relacionam-se a materiais, informações e
consumidores, e os recursos de transformação a instalações e funcionários.
Os outputs são os resultados dessas transformações, ou seja, bens e serviços
produzidos, conforme a figura 1:
Figura 1- Modelo de sistema de produção Fonte: SLACK (2002) p.36
Materiais
Informações Consumidores
INPUT
Instalações
Pessoal
Recursos de Transformação
Input
PROCESSO DE
TRANFORMAÇÃO
OUTPUT
Bens
e serviços
Ambiente
Ambiente
Recursos Transformados
input

23
Desta forma, podemos afirmar que em uma farmácia com manipulação, a produção é a
transformação do fármaco ativo no medicamento que será utilizado pelo paciente.
2.2 SISTEMAS PRODUTIVOS
De acordo com Tubino (2007), os sistemas produtivos têm por objetivo planejar a
produção, seqüenciar as atividades, motivar e treinar mão-de-obra, administrar os estoques,
manter padrões de qualidade. Os sistemas produtivos abrangem não só a produção de bens
como também a de serviços. O Quadro 1 mostra alguns exemplos de sistemas produtivos.
Tipo de Operação Sistemas Produtivos
Produção de bens Manufaturas, construção civil, estaleiros, minerações, agropecuária
Movimentação e armazenagem Correio, hotelaria, transportadoras, aerolinhas, entrepostos
Entretenimento e Comunicação
Estações de TV e rádio, clubes, estúdios de cinema, telecomunicações, jornais
Aluguel, permuta e empréstimo
Banco, operadora de leasing, seguradoras, locadoras de bens
Quadro 1 - Exemplos de sistemas de produção Fonte: Manual de Planejamento e controle da produção, Tubino (2007).
2.2.1 Classificação dos sistemas produtivos
Slack et al. (2002) classifica os sistemas produtivos em dois tipos de processos:
manufatura e serviços.
Na manufatura os processos são subdivididos em:
• Processos de projeto, processos de jobbing, processos em lotes ou bateladas,
processos de produção em massa e processos contínuos.
• Os processos de projetos têm baixo volume de produção e alta variedade e o
tempo para conclusão do produto é longo. Exemplos: construção de navios,
produção de filmes.

24
• Nos processos de jobbing, a variedade também é alta e é baixo o volume de
produção. A diferença entre o processo de jobbing e o de projeto é que no
jobbing os produtos utilizam os mesmos recursos do processo de operação
juntamente com outros. Exemplo: costureiras que trabalham sob encomenda.
• Nos processos em lotes ou bateladas são produzidos mais de um produto por
vez. O volume de produção é maior. Exemplo: confecção de roupas.
• Nos processos de produção em massa os produtos são produzidos em grande
escala e variedade pequena. Exemplo: automóveis, eletrodomésticos.
• Nos processos contínuos, os volumes produzidos são ainda maiores que os
processos em massa e a variedade é ainda menor. Exemplos: eletricidade,
refinarias de petróleo.
Os tipos de processos em operações de serviços são subdivididos em serviços
profissionais, serviços de massa e lojas de serviços:
• Os serviços profissionais relacionam-se a pessoas, destacando como o serviço
é prestado. Exemplo: atendimento fonoaudiólogo.
• Os serviços de massa estão direcionados para o produto e baseados em
equipamentos. Exemplo: metrô, supermercados, aeroportos.
• As lojas de serviços são intermediárias entre os serviços profissionais e os
serviços de massa. Exemplo: shopping centers, hotéis, agentes de viagem.
Tubino (2007) classifica os sistemas produtivos de uma maneira diferente em relação a
Slack et al (2002). De acordo com Tubino, os sistemas produtivos são bens ou serviços que
são classificados pelo grau de padronização dos produtos, por tipo de operação e pela natureza
dos produtos.
O grau de padronização dos produtos é subdivido em dois grupos: produtos
padronizados e produtos sob medida. Os produtos padronizados são produzidos em larga
escala e possuem alta uniformidade. Exemplo: eletrodomésticos e calçados.
Os produtos sob medida, como o nome mesmo indica, são produtos fabricados de
acordo com o pedido do cliente e necessitam de mão-de-obra qualificada e por isso têm um
custo mais elevado. Exemplo: roupas de alta costura, navios.
Os sistemas produtivos por tipo de operação são divididos em dois processos:
processos contínuos e processos discretos. Os processos contínuos são aqueles que não podem
ser identificados individualmente enquanto que os processos discretos são aqueles que

25
produzem por lotes ou unidades, sendo facilmente identificados. Como exemplo de processos
contínuos pode-se citar a energia elétrica.
Os processos discretos ainda podem ser divididos em processo repetitivo em massa,
processo repetitivo em lote e processo por projetos. O processo repetitivo em massa é aquele
que é produzido em grande volume e altamente padronizado. Exemplo: produção de
automóveis.
O processo repetitivo em lote caracteriza-se pela produção de um volume médio de
bens ou serviços padronizados em lotes. Exemplo: alimentos industrializados. Os processos
por projetos atendem a um pedido específico de cada cliente. Exemplo: agência de
propaganda. Os sistemas produtivos, de acordo com a natureza dos produtos, podem ser divididos
em tangíveis ou intangíveis. Os produtos tangíveis relacionam-se a manufatura de bens
enquanto que os intangíveis à prestação de serviços.
2.2.2 Tipos de produção
A produção pode ser empurrada ou puxada. De acordo com Tubino (2007), a produção
é empurrada quando se produz a peça, que em seguida é remetida ao estágio de montagem e
transformada num produto acabado. Como não se sabe se o estágio de montagem está
precisando daquela peça que está sendo empurrada, pode ocorrer a formação de estoques.
Esse tipo de produção é o que acontece normalmente nas empresas. Já na produção puxada
nada é produzido até que o cliente (interno ou externo) solicite a fabricação; ou seja, evita-se a
produção antecipada. Este tipo de produção está relacionado à filosofia just in time. Na
produção puxada não há formação de estoques e os custos com matérias-primas são mais
baixos, visto que as mesmas somente serão utilizadas quando necessárias. A filosofia just in
time é uma filosofia que tem a finalidade de eliminar os desperdícios (TUBINO, 2007).
Lima & Zawislak (2003) estudaram as pequenas e médias empresas do setor de
autopeças no Rio Grande do Sul e constataram que aquelas que adotaram uma produção
enxuta, ou seja, eliminando desperdícios e produzindo segundo a demanda do cliente,
aumentaram sua capacidade de fornecimento, obtendo preços mais competitivos devido à
redução dos custos.

26
Silva & Rentes (2004) em suas pesquisas realizadas em duas indústrias exportadoras
de máquinas agrícolas, a respeito da aplicação da produção enxuta, obtiveram os seguintes
resultados: na primeira empresa, em 3 anos de implantação, houve um aumento de 51% no
faturamento com apenas 17,6% da força trabalho aumentada. Em relação ao prazo de
atendimento dos pedidos, a primeira empresa aumentou em 34%, e de vendas para o cliente
47%.
Na segunda empresa, em pouco tempo de implantação da produção enxuta, o tempo de
lead time (intervalo de tempo entre a entrada da matéria-prima na empresa até a saída do
produto final) que era de 21 dias passou para 10 dias. Nesse estudo os autores comprovam que
a aplicação da produção enxuta nas empresas agiliza o fluxo dos produtos no processo
produtivo, reduzindo os desperdícios e diminuindo os custos por reduzir os estoques,
mostrando então uma vantagem competitiva em relação às outras.
Satolo & Calarge (2007) realizaram uma pesquisa em empresas do setor
automobilístico na região de Piracicaba (SP), que objetivou a determinação do grau de
aderência dessas empresas ao sistema Lean Production (produção enxuta). A pesquisa foi
baseada na norma SAE (Society for Automotive Engineeres) J 4000, cujo objetivo é identificar e
medir as melhores práticas na implementação de uma operação enxuta numa organização
industrial relacionadas a: ética e organização, pessoas e RH (recursos humanos), sistemas de
informação, relação cliente / fornecedor, gestão do produto e fluxo dos processos. Os
resultados observados foram que 50% das empresas respondentes apresentaram um grau de
aderência ao sistema Lean Production de 70%, concluindo que a constante busca por melhorias
é essencial para se alcançar a competitividade.
Mas nem sempre as ferramentas da produção enxuta utilizada numa empresa trazem os
mesmos benefícios quando aplicadas em outras empresas com mesmo porte e mesmo ramo de
atuação. Esta foi a conclusão dos trabalhos realizados por Lima & Elias (2007) numa análise
dos resultados da implantação da produção enxuta. Os autores utilizaram como base de dados
os artigos relacionados a esse assunto nos ENEGEPs (Encontro Nacional de Engenharia de
Produção) de 2002 a 2006. Os autores acreditam que essas desigualdades sejam devidas ao
uso de diferentes métodos de gestão.
A produção enxuta pode ser aplicada ao setor de serviços, como relatam os trabalhos
de Silva (2007), que aplicou as práticas da manufatura enxuta no Restaurante Universitário da
UFSC (Universidade Federal de Santa Catarina). O autor observou que havia desperdício de
espera na fila do restaurante devido à disposição do layout dos bufês. Os bufês foram
27
modificados, o que acarretou um maior número de pessoas entrando no restaurante
universitário, decorrente do fluxo mais contínuo da fila.
O trabalho realizado por Lima (2005) no Hospital de Clínicas da Unicamp demonstrou
que a produção enxuta também pode ser aplicada na área administrativa, trazendo bons
resultados. Os autores utilizaram a ferramenta do Mapeamento da Cadeia de Valor (MCV), o
que proporcionou a eliminação dos desperdícios e gargalos no fluxo da cadeia de valor. O
MCV é um diagrama simples com todas as etapas envolvidas nos fluxos de material e
informação necessários para atender os clientes desde os pedidos até a entrega do produto
final. Após o diagnóstico realizado, desenha-se o novo diagrama projetado para o futuro,
eliminando os desperdícios e os gargalos.
Com a implantação dessa ferramenta de gestão, conseguiu-se reduzir o lead-time no
processo de compras por licitação, que caiu de 245 dias para 95,3 dias, enquanto que para
compras sem licitação o tempo foi reduzido de 95 para 30,8 dias. O MCV foi também
aplicado numa pequena indústria de alimentos que produz embutidos e defumados derivados
de carne suína, com o objetivo de diagnosticar e reduzir os desperdícios. Houve redução do
lead time dos produtos, devido à mudança do sistema produtivo com a prática da produção
puxada (CHIOCHETTA; CASAGRANDE, 2007).
2.3 PLANEJAMENTO E CONTROLE DA PRODUÇÃO (PCP)
Schafranski (2002, p. 44) em sua tese relata que:
A gestão da produção ou planejamento e controle da produção é uma função administrativa que tem por objetivo fazer os planos que orientarão a produção e servirão de guia para seu controle. Geralmente esta função é exercida por um departamento que leva seu nome. Em termo simples o PCP determina o que vai ser produzido, como vai ser produzido, onde vai ser produzido, quem vai produzir e quando vai ser produzido.
Uma organização onde cada departamento trabalha independentemente não conseguirá
sobreviver no mercado. Todas as áreas da empresa, tais como marketing, finanças e vendas
devem estar integrados. O mesmo acontece com o PCP, que precisa estar em equilíbrio com a
previsão de vendas, capacidade produtiva e carga de máquinas (NARA; SILVA, 2003).
O objetivo do planejamento e controle da produção é produzir os produtos com
eficiência, entregando na data correta e na quantidade prevista (SLACK, 2002).

28
Um sistema da PCP bem administrado pode fazer com que a empresa realize
inovações, entregue os produtos nos prazos estabelecidos e reduza os custos através do
aproveitamento dos recursos (RAPOSO; REBELO, 2007).
A empresa que consegue ganho de tempo no PCP com o seqüenciamento correto da
produção obtém uma vantagem competitiva. (PAVONI, 2004). Um modelo matemático de
programação linear foi proposto por Fabrício (2007) para solucionar o problema de
dimensionamento de lotes e seqüenciamento da produção numa indústria de bebidas. A
empresa em questão apresentava restrições de capacidade, custos e tempos de preparação
dependentes da seqüência em que estavam relacionados. O modelo proposto automatizou e
aperfeiçoou o processo de dimensionamento e seqüenciamento dos lotes, levando a uma
resposta mais rápida para o PCP em resposta às constantes mudanças do mercado.
Mesquita & Santoro (2004), em seus estudos sobre o planejamento e controle da
produção (PCP) em algumas indústrias farmacêuticas, concluíram que há uma divergência
entre as práticas de planejamento utilizados nas empresas e a teoria apresentada nos cursos de
graduação, pós-graduação e especialização em engenharia de produção. Nessas empresas em
questão utiliza-se o MRP (Material Requirements Planning), objetivando a administração de
materiais, controle de estoque de matéria-prima e embalagens. Segundo os mesmos autores, o
sistema MRP surgiu nos Estados Unidos no final da década de 60 e início dos anos 70 para
auxiliar as empresas a executar a produção, determinando os materiais que são necessários.
Na década de 80 esse sistema evolui para o MRP II (Manufacturing Resources Planning) que
leva em consideração, além das necessidades de materiais, a análise das restrições de
capacidade da fábrica e recursos financeiros.
Fernandes & Santoro (2005) propuseram um modelo que verifica o grau de prioridade
que a empresa deve dar ao PCP e outro que sugere qual o foco decisório que se deve dar ao
PCP: foco em planejamento, foco em programação ou em ambos. Os autores analisaram dez
empresas industriais brasileiras (em geral líderes nos seus mercados) e concluíram que o grau
de prioridade é influenciado pelo nível de competição no mercado, pelo tipo de produção
(estoque ou encomenda), pela complexidade dos produtos, pela complexidade das restrições
tecnológicas e pela variedade dos produtos finais. Observaram também que quanto maior o
grau de prioridade dado ao PCP, maior a quantidade de recursos alocados e maiores as
decisões baseadas em softwares.
Witka (2007), em seu estudo numa empresa prestadora de serviços de reparo de
equipamentos na área de petróleo, propôs um modelo de programação da produção com
ênfase nas prioridades, tornando possível identificar os prazos de entrega de cada

29
equipamento. Após a realização da pesquisa identificou-se a utilização de métodos de
ordenação da fila que se baseavam não apenas na data de entrega, mas também na duração das
tarefas. Os processos da empresa foram mapeados para minimizar a diferença existente entre
tarefa programada e executada. Com a programação da produção houve diminuição nos
atrasos de entrega aos clientes, reduzindo as multas eventualmente aplicadas, aumentando o
retorno financeiro e a confiança dos clientes, o que leva a um aumento do volume de negócios
e contratação de novos funcionários.
Briales (2005) realizou um estudo de caso na DaimlerChrysler do Brasil LTDA para a
implementação da filosofia Kaisen na empresa. A palavra Kaisen é de origem japonesa e
significa fazer bem. Esta filosofia tem por finalidade reduzir os desperdícios, utilizando-se de
soluções baratas com base na motivação e criatividade dos colaboradores para melhorar a
prática de seus processos. Um dos resultados obtidos foi a satisfação dos participantes do
Kaisen após a implementação das melhorias em suas áreas. A filosofia Kaisen também foi
aplicada numa empresa têxtil cujo objetivo era reduzir em 50% a perda nos minutos de
costura transversal manual devido a defeito na costura longitudinal. Após o treinamento
teórico e prático dos funcionários, revisão em todos os processos e automação em algumas
máquinas, houve uma redução de 38% no tempo gasto na recuperação de falhas causadas na
costura longitudinal, resultando numa grande motivação da equipe (HORNBURG, 2007).
2.3.1 Determinação da demanda
As organizações em geral sempre se adaptam de acordo com o direcionamento dos
negócios. Esse direcionamento pode ser notado de inúmeras maneiras, de acordo com a
capacidade operacional da mão-de-obra, o fluxo do caixa e muitos outros aspectos.
Entretanto, a forma mais usual de prever o andamento do negócio é a partir da demanda
determinada de dados passados. É essencial que os dados consultados sejam de total
confiabilidade, pois será a partir desses dados que eventualmente se tomará uma decisão que
influenciará o futuro da empresa em questão. Daí a importância de registrar com precisão as
operações de entrada e saída de todos os componentes da empresa, a fim de conseguir no
futuro entender o andamento do negócio (GARDNER; DIAZ-SAIZ, 2002 apud LEMOS;
FOGLIATTO, 2004).

30
As previsões pelo Planejamento e Controle da Produção (PCP) ocorrem em dois
momentos distintos: para planejamento do sistema produtivo – gerenciando suprimentos,
estoques, entradas e saídas de material e produto acabado; e para o uso do sistema produtivo –
dimensionamento de capacidade e tempo de processamento. Sendo assim, as previsões serão
utilizadas na administração de estoque (TUBINO, 2007).
Demanda é a quantidade que os consumidores desejam adquirir de determinado
produto por alguma unidade de tempo. Essa demanda é influenciada por uma série de fatores
que se estendem desde as condições macroeconômicas até questões operacionais, como a
disponibilidade do produto e o preço no ponto-de-venda. A partir dessa quantidade estipulada,
a produção é acionada para atender as necessidades dos consumidores.
2.3.2 Técnicas da previsão de demanda
O que vai ser produzido pelo PCP depende da previsão da demanda feita pelos
gerentes de produção. As técnicas de previsão da demanda podem ser divididas em
qualitativas e quantitativas. Nas técnicas qualitativas a previsão é baseada em dados
subjetivos, como a opinião e julgamento de pessoas diretamente relacionadas com o processo
produtivo. Nas técnicas quantitativas utilizam-se modelos matemáticos para projetar as
demandas futuras, que podem estar relacionadas com o tempo (previsões baseadas em séries
temporais), ou associadas com uma ou mais variáveis que tenham relação com a demanda do
produto (previsões baseadas em correlações) (TUBINO, 2007). Essas técnicas estão descritas
no quadro 2:

31
Técnicas baseadas em séries temporais
Técnicas baseadas em correlações
Média móvel simples
Considera-se que as variações são devidas às causas
aleatórias e distribuídas igualmente em relação à média. Fácil operação e
utilização. Usada para casos em que a demanda é estável. Previsão da
Média
Média exponencial
móvel
Previsão obtida relacionando as previsões anteriores
acrescidas do erro, corrigida por um coeficiente de
ponderação. É aplicável na previsão de dados médios de
demanda com pequenas variações.
Tendência
É o movimento gradual de longo prazo no nível de demanda. Busca-se uma equação que
descreva este movimento, que pode ser uma equação linear ou ajustamento exponencial para
a tendência.
Sazonalidade
Consiste na variação de alguns produtos que são mais vendidos durante certa época do ano. Para se calcular a previsão se deve empregar o último
dado da demanda no período em questão e assumi-lo como previsão.
Consiste em prever a demanda de um
produto com base na previsão de outra
variável que esteja relacionada com o produto. Deve-se estabelecer uma
equação que relacione a variável de previsão
com a demanda do produto. Quando esta correlação leva a uma
equação linear é conhecida como
“regressão linear”.
Quadro 2 - Técnicas de previsão de demanda Fonte: Adaptado do Planejamento e Controle da Produção (TUBINO, 2007)
Apesar de todos esses cálculos, deve-se sempre observar o modelo utilizado
comparando-se a demanda prevista e a real para validar a técnica (TUBINO, 2007).
Soares (2006), em sua dissertação sobre o comportamento da demanda, pode concluir
que prever a demanda de forma agregada por famílias de produtos gera melhores resultados e
que o modelo do sistema de produção deve estar de acordo com as características da
demanda.
Tubino & Andrade (2003), em trabalhos realizados numa malharia que possuía
demandas variáveis, concluíram que é possível a aplicação de sistemas puxados em ambientes
que possuem demandas instáveis, contrariando a teoria convencional de PCP. Os autores
aplicaram a seguinte metodologia: classificaram as malhas de acordo com o sistema ABC e
nas malhas com classe A e B implantou-se o sistema puxado de produção, havendo um
controle de 80% de toda a produção. Um dos resultados obtidos foi a redução do estoque
médio na sala de malhas cruas, que passaram de 150 toneladas para 80 toneladas.

32
Outro estudo interessante sobre o assunto foi realizado no sistema bancário, onde
ocorria dificuldade na previsão de demanda de um caixa eletrônico. A principal dificuldade
era a incerteza dos saques que apresentavam variações em relações aos dias da semana,
feriados e pagamentos de acordo com o dia útil do mês.
Para tentar minimizar essa questão, Paiva e Mesquita (2007) propuseram um modelo
de regressão múltipla com variáveis dummy para o cálculo da previsão de demanda. As
variáveis dummy permitem a formulação de uma equação de previsão para cada data,
indicando se a causa do comportamento da demanda ocorre ou não. O modelo proposto
apresentou ótimos resultados, pois houve redução dos níveis de estoque de numerário,
ocasionando ganhos econômicos para os clientes (bancos) e para a empresa administradora
dos caixas eletrônicos.
2.3.3 Ponto de ressuprimento
O ponto de ressuprimento ou ponto de pedido é a quantidade de itens em estoque, que
quando atingida dá partida ao processo de reposição do item em uma quantidade pré-
estabelecida (TUBINO, 2007).
O modelo de ponto de ressuprimento pode ser ilustrado pela analogia à prática de
abastecimento de combustível em um automóvel. Isto se dá quando o proprietário abastece o
veículo somente quando o nível de combustível no tanque está “na reserva”, ou em qualquer
outro nível que ele considere como ideal ou limite de alerta para se procurar um posto e
encher o tanque. Dessa forma, o modelo se caracteriza por intervalos variáveis de
ressuprimento (em função do quantitativo consumido ao longo do tempo), mas pelo seu
reabastecimento em quantidades sempre fixas (QUELHAS et al, 2008).
A Figura 2 pode representar bem o funcionamento do modelo, mostrando uma
quantidade máxima (Qmax) e uma quantidade mínima (Qmin) de estoque.

33
Figura 2 Modelo de ponto de ressuprimento
Fonte: Adaptado de Tubino (2007).
A quantidade determinada no ponto de pedido tem que ser suficiente para atender a
demanda durante o período em que o item é reposto (Tubino, 2007).
O ponto de ressuprimento é calculado de acordo com a equação 1:
PR = d . t + Qs Equação 1 : Cálculo do ponto de ressuprimento
Fonte: Adaptado de Tubino, 2007
Onde,
PR = Ponto de ressuprimento
d = Demanda
t = Tempo de ressuprimento
Qs = Estoque de segurança
O tempo de ressuprimento deve ser considerado como sendo o intervalo de tempo para
repor determinado item depois de ter sido feito o pedido de reposição, levando-se em conta o
tempo de preparação do pedido, tempo de preparação da compra ou fabricação, o tempo de
entrega do item, e qualquer outro empecilho que possa vir a existir na empresa. O estoque de
segurança é o limite da reserva do tanque, ou seja, a quantidade mínima que deve existir no
estoque no caso de ocorrer algum imprevisto no processo de ressuprimento do material
(TUBINO, 2007).

34
Nas últimas décadas foram realizadas muitas pesquisas como critério de eficiência
econômica baseada na maximização dos lucros ou diminuição dos custos. Muitos
pesquisadores também utilizaram o ROI (return on investiment) como critério alternativo para
otimizar os estoques. Wee et al (2009) elaboraram um modelo para ressuprimento do estoque
para itens que se deterioram. O modelo maximizava o lucro e o ROI sob demandas incertas,
tornando-se uma ferramenta eficaz na reposição do estoque. Já Eksioglu (2009) elaborou um
algoritmo para cálculo do lote econômico com múltiplos modos de ressuprimento obtendo
bons resultados.
Para melhorar o nível de atendimento aos clientes, o gestor dos estoques deve
conhecer a quantidade ideal dos itens para manter como estoque de segurança. Como cada
item do estoque pode ter diferentes padrões de demanda, o tratamento na administração dos
materiais necessita de um controle diferenciado. De acordo com os estudos realizados por
Santos & Rodrigues (2006) numa indústria química, a classificação dos materiais em famílias
afins e a adoção de políticas distintas de ressuprimento e estoque de segurança permitiram
uma otimização do estoque, garantindo os níveis de serviços requeridos.
2.3.4 Atividades do PCP
O PCP dentro de uma empresa pode atuar nos três níveis hierárquicos. No nível
estratégico o PCP atua definindo as estratégias de longo prazo, dando origem a um plano de
produção. No nível tático o PCP elabora o plano mestre de produção que corresponde ao
médio prazo. No nível operacional são elaborados os planos de curto prazo, dando origem à
programação da produção que está diretamente ligada à administração dos estoques,
seqüenciamento e emissão das ordens de produção, compra de materiais, fabricação e
montagem dos produtos e a verificação do trabalho realizado (TUBINO, 2007).
Segundo Slack et al (2002) o planejamento em longo prazo utiliza as previsões da
demanda agregada e determinam-se os recursos também de forma agregada. Os objetivos a
serem alcançados são financeiros e deve-se elaborar um orçamento com metas de custos e
receitas. Em médio prazo faz-se o planejamento e replanejamento detalhado utilizando as
previsões da demanda desagregada parcialmente. Determinam-se recursos e contingências e
os objetivos são financeiros e operacionais. Em curto prazo define-se e colocam-se recursos

35
de maneira desagregada usando as previsões da demanda totalmente desagregada ou demanda
real. Atua nas operações para corrigir desvios.
O planejamento agregado da produção segundo Palomino & Lanfredi (2006) é usado
para se calcular as necessidades brutas de materiais e mão-de-obra num período de 12 meses,
com uma visão geral. Um trabalho realizado pelos autores numa empresa de pequeno porte
empregando o planejamento agregado da produção obteve um melhor controle sobre o fluxo
produtivo, redução dos estoques e aumento do fluxo de caixa devido à compra de matéria-
prima em períodos de baixa demanda.
2.3.5 Fatores que afetam o PCP
Alguns fatores podem afetar as atividades do PCP (MORETTO, 2004). Esses fatores
podem ser internos ou externos. Os fatores internos estão relacionados a máquinas
defeituosas, faltas de funcionários, greves, enquanto que os fatores externos correspondem à
variação na demanda de alguns produtos que podem ter seu consumo diminuído ou
aumentado, entrega de insumos atrasados pelos fornecedores, falta no mercado de alguma
matéria-prima.
2.4 ADMINISTRAÇÃO DOS ESTOQUES
A administração dos estoques tem o objetivo de permitir que a empresa consiga
produzir e vender seus produtos de forma eficiente e com a menor utilização de capital de
giro. O gerenciamento de estoques é uma atividade de importância fundamental e deverá ser
integrado tanto com a produção como também com as vendas, de modo a otimizar os volumes
das compras (TUBINO, 2007).
Vries (2007) propôs um modelo para administração dos estoques que aborda a
integração e a interação entre a infra-estrutura física do estoque, o planejamento, o
gerenciamento da informação e o encaixe organizacional do sistema de estoque. Num estudo
de caso realizado pelo autor, 10 empresas em que o modelo foi aplicado obtiveram melhorias
em seus processos.

36
De acordo com a gestão da empresa, os estoques podem ser armazenados de forma
central ou local (SIMPSON, 2007).
2.4.1 Definição de estoques
Os estoques podem ser definidos como “a acumulação armazenada de recursos
materiais em um sistema de transformação” (SLACK et al, 2002, p.381).
A adoção de uma política de estoques por uma empresa depende dos materiais a serem
estocados e dos objetivos da empresa. A utilização de estoques em quantidades mínimas para
diminuição dos custos pode acarretar a falta de determinados itens em casos de demandas
instáveis (LEMOS; FOGLIATTO, 2004). Por esse motivo o gerenciamento dos estoques
precisa ser bem planejado.
2.4.2 Função dos estoques
Segundo Tubino (2007) o estoque tem a função de equilibrar os materiais, devido às
diferenças entre fornecimento e demanda.
Os estudos de Krever et al (2003) mostraram que um controle eficiente de estoques
aumenta a disponibilidade dos produtos, a qualidade do serviço e diminui os custos de
manutenção. O que uma empresa não quer ter é capital empregado em estoque que não seja
necessário.
2.4.3 Tipos de estoques
Nas indústrias farmacêuticas, alimentares e químicas podem existir diversos tipos de
itens que podem ser acondicionados em um ou vários locais. Esses estoques podem ser
classificados em matérias-primas, embalagens, produtos semi-acabados e produtos acabados.
De acordo com o tipo de produção (por projeto, lote ou outra) é indispensável a utilização de

37
um sistema de administração e controle de materiais que melhor atenda às suas necessidades
(MORETTO, 2004).
Slack et al (2002) classifica os estoques em: estoque isolador ou de segurança; de
ciclo; de antecipação e no canal (distribuição).
O estoque isolador ou de segurança tem a finalidade de compensar as diferenças entre
o fornecimento e a demanda, ou seja, é a quantidade mínima de estoque que se tem para
cobrir a possibilidade de a demanda ser maior do que a esperada durante o tempo gasto na
entrega dos bens.
O estoque de ciclo acontece quando “um ou mais estágios na operação não podem
fornecer todos os itens que produzem simultaneamente” (SLACK, 2002, p. 384). O autor cita
o exemplo de uma padaria que prepara diferentes tipos de pães e devido às etapas de
preparação dos pães serem diferentes, como misturar e assar, deve-se ter estoque suficiente
de cada tipo de pão para atender a demanda dos clientes.
O estoque de antecipação é utilizado quando a demanda do produto é previsível. Pode
também ser usado para cobrir incertezas no fornecimento de alguns produtos, tais como
produtos sazonais.
O estoque no canal ocorre porque o produto não pode ser transferido no mesmo
momento entre o ponto de fornecimento e da demanda.
2.4.4 Custos dos estoques
Existem vários custos relacionados com a manutenção de estoques (SLACK, 2002).
São eles: custo do pedido, custo de desconto de preços, custo da falta do estoque, custo de
capital de giro, custo de armazenagem, custo de obsolescência e custos de ineficiência da
produção. O custo do pedido envolve todos os gastos envolvidos para fazer o pedido, como
material de escritório, telefone, etc.
O custo de desconto de preços ocorre quando alguns fornecedores exigem valores
extras para pedidos em pequena quantidade. O custo por falta de estoque pode acontecer
envolvendo o cliente externo, que pode deixar de comprar o produto, e também o cliente
interno, que por falta de material para produzir pode ficar ocioso. O custo de capital de giro
envolve o capital gasto nos estoques que poderiam ser investidos em outro local. Os custos de
armazenagem são os custos relacionados à manutenção desse estoque, tais como, luz, espaço

38
físico, refrigeração, etc. Os custos de obsolescência são relacionados a produtos que possuam
validade, então se esses produtos forem comprados em grande quantidade e não forem
utilizados podem ter seus prazos de validades vencidos. Os custos de ineficiência da produção
envolvem a falta de visão dos problemas ocasionados por altos níveis de estoque dentro dos
processos produtivos.
A redução dos custos dos estoques foi um dos resultados obtidos por Jammernegg &
Reiner (2007) em estudos realizados em empresas de telecomunicação e na indústria
automotiva. A metodologia utilizada foi o agrupamento dos produtos de mesma categoria e o
gerenciamento das capacidades.
Medeiros (2004) realizou um estudo sobre os custos dos estoques de materiais e
equipamentos para manutenção, reparos e operações (MRO) presentes na indústria intensiva
em capital. Um modelo de gestão de estoques de MRO foi proposto com a finalidade de
mostrar que esses estoques têm igual ou maior importância que o estoque de matérias-primas,
produtos em processo e acabados. Os resultados obtidos comprovaram a eficácia do modelo
proposto, gerando maior rentabilidade na empresa.
Reduzir os custos dos estoques sem prejudicar o atendimento ao cliente é o objetivo da
maioria das empresas. Donato (2007), em sua pesquisa realizada numa empresa especializada
em soluções para refrigeração, adotou um planejamento de médio prazo relacionado a metas
de estoque e de atendimento ao cliente e um conjunto de ferramentas para o gerenciamento de
estoque no curto prazo. Os resultados obtidos foram uma redução de 45% no volume em
unidades de produto acabado e aumento de 10% no nível de serviço. A redução dos estoques
proporcionou um aumento do fluxo de caixa e o giro dos estoques melhorou de 78 para 47
dias. Os autores concluíram que um melhor gerenciamento dos estoques proporciona à
empresa um maior controle da cadeia de suprimentos e ganhos financeiros e operacionais.
2.4.5 O Sistema ABC
Numa organização, uma das maiores dificuldades é ter capital necessário para girar os
estoques. Em 1960 criou-se na Dinamarca um sistema denominado 8 ou 80, que depois
passou para os Estados Unidos com o nome de Análise ABC ou Classificação ABC de
materiais e produtos. Esse sistema parte do princípio de que somente uma pequena
porcentagem de materiais representa a maior parte do valor do estoque (MORETTO, 2004).

39
O sistema ABC de produtos é gerado multiplicando-se a taxa de uso do produto por
seu custo unitário.
Itens % de faturamento em quantidade de itens % itens
A 75 20 B 20 30 C 5 50
Quadro 3 –Classificação ABC Fonte: Moretto (2004)
Segundo Tubino (2007) pode-se também fazer a classificação ABC por peso, volume,
tempo de reposição, etc. Seguindo esse sistema os itens classificados como A não poderiam
faltar no estoque. Os itens classe B teriam um acompanhamento médio. São itens importantes,
mas não tanto quanto os itens A. Os itens classe C são de pouca saída.
De acordo com Slack (2002) um outro critério poderia ser usado para classificar os
itens: conseqüência da falta de estoque (produtos que em falta atrasariam a produção);
incerteza no fornecimento (produtos de baixo valor cujo fornecimento é incerto); risco de
deterioração (produtos com prazo de validade curto).
Após a classificação dos produtos no sistema ABC de cinco franquias de perfumes e
produtos corporais em Belém, Oliveira & Carneiro (2004) elaboraram um modelo de
administração de estoques através de uma planilha Excel. As empresas em questão estavam
perdendo vendas devido ao controle de estoques ineficiente.
O modelo proposto baseava-se em cores diferentes para a identificação da posição do
estoque; ou seja, de acordo com as cores, o estoque poderia estar na faixa de segurança,
ressuprimento, etc. A implantação deste modelo foi uma proposta inicial para tentar melhorar
o atendimento ao cliente, mas os autores sugeriram que um software apropriado para o
gerenciamento dos estoques fosse adquirido. Silva (2004) propõe um sistema diferenciado de
gerenciamento de estoques a partir da classificação ABC, baseado na produção enxuta.
Classificação do item Sistemas de controle
A Kanban 1 cartão Kanban 2 cartões
Conwip B Kanban 1 cartão
Kanban 2 cartões C Kanban de sinal
Sistema de 2 gavetas Quadro 4 – Classificação ABC X Sistema de controle Fonte: Silva et al (2004)

40
O sistema Kanban (cartão em japonês) identifica um pedido de trabalho, autorizando a
transferência de insumos somente na hora necessária. São 3 os tipos de Kanban:
1. Sistema Kanban de 1 cartão - É utilizado quando os postos de trabalho estão
próximos um dos outros.
2. Sistema Kanban de 2 cartões – É utilizado quando os postos de trabalho estão
distantes uns dos outros. Pode também ser usado entre a empresa e seus
fornecedores. Utiliza 2 tipos de Kanban: kanban de produção e kanban de
transporte.
3. Sistema Kanban de sinal – É uma forma visual que avisa ao setor de produção
quando é necessária a reposição de peças.
O sistema CONWIP (constant work in process) é um sistema híbrido que pode ser
puxado ou empurrado, e que delimita a quantidade de WIP (work in process). Tem a vantagem
de reduzir os custos e o lead time.
O Sistema de duas gavetas é parecido com o sistema Kanban de sinal em que o
container (gaveta) avisa ao centro produtor que uma nova remessa de peças precisa ser
enviada. Este sistema, além de diminuir o material em processo, ajuda na identificação de
defeitos, pois impede que peças defeituosas sejam passadas adiante.
Os autores sugerem esse tipo de controle de acordo com classificação ABC pelos
seguintes motivos:
1. Não se perde tempo com itens C, ou seja, de baixo valor. Pode-se então dedicar
mais tempo aos itens A e B que com um controle eficiente trará benefícios ao
fluxo de caixa.
2. Muitas empresas têm suas linhas de produção paradas por falta de itens da
classe C. Pode-se então aumentar a quantidade de lotes de compra desse item,
que por ser de baixo custo não representará gastos elevados.
3. Com a visualização através do Kanban de sinal e o sistema de 2 gavetas para
os itens classe C, não há necessidade de se analisar quanto de material existe
em estoque, uma vez que fica visível a hora de realizar a compra.
4. Quanto aos itens classe A através dos sistemas Kanban de 1 ou 2 cartões, seus
estoques em processos podem ser controlados de forma visual, facilitando o
trabalho.
Os autores aplicaram este sistema de controle de estoque em uma empresa
agroindustrial obtendo excelentes resultados na linha de produção.

41
No início dos anos 90 muitas empresas industriais no estado de São Paulo começaram
a implantar o sistema Kanban. Junior & Godinho Filho (2007) elaboraram um estudo em 30
dessas empresas com o objetivo de saber qual foi o resultado obtido. Das 30 empresas
analisadas, 18 estavam utilizando uma adaptação do sistema Kanban, cinco não estavam mais
utilizando o sistema e sete empresas fecharam.
Os motivos do abandono do sistema que foram relatados relacionavam-se a utilização
de um outro sistema como o MRP, aumento de estoque, dificuldades de integração entre as
plantas produtivas e também dificuldades de implantação do sistema devido ao tipo de
produção ser por encomenda.
Os autores concluem que estas empresas não estão se beneficiando de todas as
vantagens do sistema Kanban original que aborda o controle eficiente dos estágios produtivos,
redução do nível de estoque, redução do lead time, facilitação da identificação da raiz de
problemas produtivos, redução de refugos e retrabalhos, controle eficiente de informações e
simplificação administrativa.
Gonçalves (2006) mostrou resultados positivos em seus trabalhos sobre a utilização do
sistema ABC para otimização da padronização de medicamentos de uma farmácia hospitalar
utilizando os seguintes indicadores: de custo (nível de estoque e valor do estoque) e da
qualidade (taxa de atendimento e tempo de inventário).
Após a padronização dos medicamentos, houve uma redução no nível de estoque de
28,33% e no valor do estoque (janeiro de 2003 era de R$ 878.000,00 e em junho de 2003
passou para R$ 288.000,00). Nos indicadores de qualidade, a taxa de atendimento
(prescrições corretamente atendidas) passou de 65% para 90%.
Em relação ao tempo de inventário (tempo gasto para se fazer o inventário dos
produtos em estoque) passou-se para 10,4h ao invés de 21 h que se gastava anteriormente.
Este trabalho conclui que mesmo em lugares onde a demanda é instável, padronizando-se os
produtos e gerenciando bem o estoque consegue-se obter melhores margens de lucro.
Trabalhos similares foram realizados por Simonetti (2007) numa instituição hospitalar voltada
para cirurgia plástica com o objetivo de mensurar o processo de gestão dos estoques de
farmácia hospitalar através da seleção de medicamentos e da classificação ABC.
A conclusão que se chega com esses dois trabalhos é que a utilização de processos
gerenciais específicos na administração dos estoques agrega benefícios tanto internos quanto
externos à organização.

42
2.4.6 A gestão dos estoques
Para o gestor dos estoques o “quanto” e o “quando” comprar de cada item é uma
incógnita. Com a finalidade de facilitar esse gerenciamento Tubino (2007) cita os seguintes
parâmetros: consumo médio mensal, tempo de reposição, lote de encomenda, estoque de
segurança e estoque máximo.
O consumo médio mensal é calculado pela média aritmética do que foi efetivamente
consumido ou previsto. O período de tempo calculado é normalmente de três meses.
O tempo de reposição é o tempo que decorre entre o pedido feito de determinado
material até o seu recebimento.
O lote de encomenda ou de reposição é a quantidade total do item comprado. O lote de
reposição que possui o menor custo total é chamado de lote econômico. Existem alguns custos
que envolvem o tamanho do lote, tais como: custo direto, custo de preparação e manutenção
do estoque. Existem três tipos de lotes econômicos: o lote econômico básico, em que o custo
unitário é fixo e a entrega é feita de uma só vez; lote econômico com entrega parcelada, em
que o custo unitário ainda é fixo, porém a entrega é parcelada; e o lote econômico com
descontos, em que a grande maioria dos fornecedores oferece algum tipo de desconto se a
compra for em quantidades maiores.
O estoque de segurança é a quantidade mínima de determinado item que se deve ter
em estoque para suprir a demanda até que o novo pedido deste mesmo item seja recebido.
O estoque máximo é a máxima quantidade que deverá haver em estoque de um
determinado produto. Determina o momento de não mais comprar este item.
A variabilidade no gerenciamento dos estoques é geralmente causada por fatores
externos: demandas incertas, sazonalidades, entre outros (HWARNG; XIE, 2008). Chen &
Chang (2007) propuseram dois novos métodos para solucionar problemas de estoque em
empresas com demandas sazonais com lead time variáveis e recursos limitados. Com o uso
desses modelos os gerentes efetuaram melhores compras.
Para uma organização os estoques representam uma grande parte dos seus custos
logísticos e a procura pelo menor custo sem afetar a qualidade e a funcionalidade dos serviços
é um objetivo permanente das empresas. Mercaldi et al (2006) realizou um estudo de caso
numa empresa que fabrica máquinas de lavar roupa. O objetivo era analisar o sistema de
abastecimento de matéria-prima “puxada” como alternativa otimizada de diminuir estoques
em processo e melhorar a utilização dos recursos.

43
Foram analisados cinco cenários: o atual, com freqüência horária de abastecimento, e
as freqüências de 1,5; 2h; 2,5 e 3h. Os autores utilizaram a simulação computacional nos
cinco cenários considerados. A simulação é a tentativa de explicar ou imitar as formas do
comportamento de um sistema, através da construção de um modelo matemático
desenvolvido em um computador. Os resultados obtidos possibilitaram aos gestores a escolha
dos parâmetros de abastecimento mais adequado sem aumento significativo do custo de
produção.
2.4.7 Métodos de gestão de estoques
Para os gestores quanto e quando comprar cada item do estoque é decisivo para
atender ao pedido dos clientes. De acordo com Tubino (2007) a gestão dos estoques será
realizada levando-se em conta o tipo de demanda: dependente ou independente. A demanda é
dependente quando está condicionada a outros itens do estoque. A demanda é independente
quando não é relacionado a outros itens do estoque.
A gestão dos estoques na demanda dependente baseia-se no sistema MRP, e na
demanda independente utilizam-se dois métodos: a gestão periódica e o método do ponto de
pedido. Na gestão periódica faz-se uma revisão no estoque em datas determinadas para
analisar se o estoque precisa ser reposto ou não (trabalha-se relacionado ao tempo). No
modelo do ponto de pedido leva-se em consideração o estoque de segurança, o tempo de
reposição e o consumo mensal (trabalha-se no eixo das quantidades).
Nos estudos realizados por Rego (2006) em concessionárias do setor automotivo foi
observado que existe uma dualidade entre os modelos de gestão de estoques existentes na
literatura e o que é praticado nessas empresas. As empresas em questão eram consideradas
como exemplos de boa gestão. As maiores deficiências encontradas estavam nas técnicas de
previsão de demanda, na decisão de estocagem dos produtos e na política de estocagem
adotada, que ocorriam devido ao desconhecimento dessas técnicas pelos gestores,
possivelmente causado por deficiências na formação escolar e profissional dos mesmos.
A gestão dos estoques é de suma importância no que diz respeito à competitividade
nas empresas. Baumer & Zvirtes (2007) obtiveram melhorias numa empresa do ramo plástico
em Santa Catarina onde havia constantemente paradas na linha de produção por falta de
materiais. Os autores observaram que a empresa em questão possuía um horizonte de

44
programação longo, modelos inadequados de ressuprimento de materiais e os fornecedores
não cumpriam as datas de entregas. As melhorias obtidas foram: classificação ABC dos
materiais, nos quais os produtos A e B foram controlados pelo MRP e os produtos C pelo
método do ponto do pedido e redução no horizonte de programação. Outra estratégia adotada
foi a padronização das entregas de materiais, definidas de acordo com o dia da semana, o tipo
de material a ser entregue - o que desafogou o setor de recebimento - e por último a
capacitação dos fornecedores. Após quatro meses de implantação dessas ações observou-se a
redução de quase 90% na falta de materiais.
2.5 FARMÁCIA COM MANIPULAÇÃO
Neste tópico foi abordada a definição de farmácia com manipulação, o histórico da
farmácia magistral, o histórico da legislação e a definição das formas farmacêuticas.
2.5.1 Definição de farmácia com manipulação
De acordo com a RDC 67/2007, a farmácia “é um estabelecimento de manipulação de
fórmulas magistrais e oficinais, de comércio de drogas, medicamentos e insumos
farmacêuticos e correlatos, compreendendo o de dispensação e o atendimento privativo de
unidade hospitalar ou de qualquer outra equivalente de assistência médica”. O farmacêutico é
o profissional habilitado para exercer essa função. Todas as farmácias devem possuir um
farmacêutico que atuará como responsável técnico e responderá por todas as ações de
gerenciamento e organização.
Farmácias e drogarias são estabelecimentos comerciais de características distintas. As
drogarias não possuem permissão para manipulação de medicamentos, sendo permitida
somente a revenda de medicamentos industrializados. Em ambas é obrigatória a presença do
farmacêutico durante todo o horário de seu funcionamento.

45
2.5.2 Histórico da farmácia com manipulação
O primeiro a exercer a profissão de farmacêutico conhecido no Brasil foi o padre José
de Anchieta, que estudava as plantas, os fármacos e a toxicidade dos alimentos. Nessa época
os índios obtinham seus próprios meios de cura, através dos pajés. Nos séculos XVII e XVIII
as farmácias eram conhecidas como boticas e os farmacêuticos como boticários. Os
medicamentos eram preparados na presença do paciente, seguindo-se sempre as farmacopéias
e as prescrições dos médicos (ANTUNES JUNIOR, 2002).
A entrada de empresas farmacêuticas multinacionais no Brasil, a partir da década de
40 do século XX, marcou a grande mudança no mercado farmacêutico brasileiro, pois os
medicamentos que eram produzidos artesanalmente foram substituídos pelos industrializados.
Por este motivo, os farmacêuticos após essa época voltaram-se para a área industrial,
esquecendo-se da manipulação magistral (CRÓSTA, 2000).
Com a criação dos Conselhos de Farmácia em 1960 (lei nº 3820 de 11/11/1960), a
profissão começou a ser regulamentada, e a maioria dos farmacêuticos trabalhava em
drogarias e não em farmácias. Na década de 70 alguns farmacêuticos resolveram resgatar a
manipulação magistral e começaram a trabalhar junto à classe médica incentivando o uso de
formulações individualizadas de acordo com a necessidade do paciente, fortalecendo assim a
relação entre médico e paciente (RIBEIRO, 2002).
Nessa época, como existiam poucas farmácias, os lucros obtidos com este
empreendimento eram elevados devido à falta de concorrência. Com a descoberta desse
mercado promissor o número de farmácias magistrais começou a aumentar, e devido ao
grande número de substâncias que são utilizados na manipulação dos medicamentos houve a
necessidade de iniciar fiscalizações nas farmácias, surgindo então as legislações reguladoras
para o setor (CRÓSTA, 2000).
2.5.3 Histórico das legislações
Até o início da década de 90 não havia uma legislação específica para o setor
magistral. Os farmacêuticos começaram então a se organizar formando entidades de classe

46
com o intuito de fortalecer e organizar as atividades de produção de medicamentos magistrais
(CRÓSTA, 2000).
O primeiro fato importante foi a criação da deliberação 03 do Conselho Regional de
Farmácia do Estado do Rio de Janeiro (CRF-RJ) em 1994, que estipulou a criação da
expressão “farmácia de manipulação”, e o controle de qualidade em farmácia, proibindo a
intermediação de receitas e manipulação de fórmulas codificadas e criando a obrigatoriedade
de data de validade no rótulo.
Em 19/04/2000, a ANVISA publica no DOU a RDC 33 aprovando o regulamento
técnico sobre as Boas Práticas de Manipulação de Medicamentos em Farmácias cujos
objetivos são: “fixar os requisitos mínimos exigidos para a manipulação, fracionamento,
conservação, transporte, dispensação, preparações magistrais e oficinais, alopáticas ou
homeopáticas” (RIBEIRO, 2002).
De acordo com essa resolução, o medicamento manipulado deve ser rotulado com:
nome do médico, nome do paciente, número de registro no Livro de Receituário, data da
manipulação, prazo de validade, componentes da formulação com respectivas quantidades,
número de unidades, peso ou volume contido, posologia, CNPJ da farmácia e endereço, nome
do farmacêutico responsável com o número de inscrição no CRF.
A preparação oficinal (preparação cuja formulação esteja inscrita no Formulário
nacional ou em Formulários Internacionais reconhecidos pela ANVISA) deve conter os
mesmos itens, devendo ainda constar a indicação do compêndio oficial de referência.
No que se referia à produção, a farmácia só poderia manter um estoque mínimo de
preparações oficinais devidamente identificadas para um prazo de acordo com a demanda de
15 dias. As bases galênicas (preparação com fórmula definida destinada a ser utilizada como
veiculo/excipiente de preparações farmacêuticas) poderiam ser mantidas em estoques
mínimos de acordo com as necessidades do estabelecimento, e os produtos magistrais semi-
acabados que precisassem para o seu manuseio de aparelhagens específicas poderiam ter um
estoque mínimo que deveria atender às necessidades da manipulação por um período que não
ultrapassasse 30 dias.
Em relação à armazenagem de matérias-primas e de embalagens, o almoxarifado
deveria ter espaço suficiente para acomodar os insumos com limpeza, temperatura e umidade
controlados, exigindo também que somente pessoas capacitadas tivessem acesso a este
recinto. Deveria possuir também uma área para quarentena de matérias-primas não analisadas
pelo controle de qualidade e uma área reservada para descarte de matérias-primas reprovadas
pelo controle de qualidade e as com validade vencida (BRASIL, 2000).

47
2.5.4 Legislação atual
Apesar de todo o rigor da RDC 33/2000, as vigilâncias sanitárias dos municípios não
possuíam recursos disponíveis para fiscalizar todas as farmácias de manipulação e o que se
verificou foram alguns casos de intoxicações medicamentosas e reações adversas provocadas
por medicamentos manipulados.
Alguns desses casos evoluíram para coma e óbito, especialmente em crianças.
Resultados de análises realizados pelo INCQS-FIOCRUZ (Instituto Nacional de Controle de
Qualidade em Saúde da Fundação Osvaldo Cruz) revelaram que a maioria dos problemas
ocorreu na variação de conteúdo do princípio ativo na forma farmacêutica cápsula gelatinosa
dura (INCQS-FIOCRUZ-2005).
De acordo com Ribeiro (2002) a legislação não estabelece o limite de produção para as
farmácias de manipulação de modo a diferenciá-las da indústria farmacêutica e nem a relação
entre a produção e o número de funcionários existentes no estabelecimento. Essas
características prevalecem até a legislação atual.
Por esses motivos em 18/12/2003 foi publicada no DOU (Diário Oficial da União) a
Resolução nº 354 que estabelece normas para a manipulação de substâncias de baixo índice
terapêutico (fármacos em que a dose terapêutica é muito próxima da dose tóxica).
Esta nova resolução exige que o paciente assine um termo de consentimento,
afirmando que recebeu do médico e do farmacêutico todas as informações necessárias sobre
ações e efeitos adversos do medicamento, concordando em se submeter ao tratamento
(BRASIL, 2003)
Em 18/12/2006, a ANVISA publica a RDC 214 que revoga as anteriores e exige das
farmácias com manipulação um maior rigor na produção de medicamentos.
Em relação ao controle de qualidade das formas farmacêuticas sólidas (cápsulas),
devem ser realizadas as seguintes análises: determinação de peso médio com cálculo do
desvio padrão e do coeficiente de variação em relação ao peso médio, teor e uniformidade de
conteúdo. As formas líquidas e as semi-sólidas deverão ser controladas quanto ao aspecto,
pH, peso ou volume (BRASIL, 2006).
A RDC 214/2006 determina que a manipulação do estoque mínimo só possa ser feita
de preparações oficinais constantes do Formulário Nacional e de bases galênicas de acordo
com a demanda do estabelecimento, mas com garantia da qualidade e estabelecimento da
estabilidade das preparações.

48
Em relação ao almoxarifado, essa resolução exige que somente pessoas capacitadas
entrem na sala de armazenamento e que o local tenha capacidade suficiente para assegurar a
estocagem com segurança das matérias-primas, embalagens e produtos manipulados. A
temperatura e a umidade devem ser monitoradas e registradas. O almoxarifado precisa de uma
área reservada para materiais em quarentena e também uma área segregada para matérias-
primas reprovadas ou com prazo de validade vencido.
Quanto aos fármacos de baixo índice terapêutico e substâncias que venham a sofrer
processo de diluição, devem ser guardados em local distinto, de acesso restrito, devidamente
identificado e sob a responsabilidade do farmacêutico (BRASIL, 2006).
Essa legislação introduziu no segmento magistral a obrigatoriedade da realização de
controle dos processos. As farmácias não mais poderiam ter estoques mínimos de produtos
semi-acabados. A produção de cápsulas contendo determinadas substâncias só poderia ser
realizada após o estabelecimento de uma formulação que deveria apresentar análises quanto
ao perfil de dissolução e doseamento do fármaco ativo. O custo desta operação impossibilitou
a manipulação dessas substâncias para um grande número de farmácias (BRASIL, 2006).
Em 8 de outubro de 2007 a ANVISA publica a RDC nº 67, que atualiza os requisitos
para as Boas Práticas de Manipulação em Farmácias. Uma das mudanças estabelecidas pela
nova legislação relaciona-se aos testes exigidos para o controle de qualidade das matérias-
primas utilizadas pela farmácia, passando a não ser mais necessário o uso de tecnologias
específicas para a identificação da base e do sal do medicamento manipulado. Em relação ao
estoque mínimo e ao almoxarifado as exigências continuam as mesmas (BRASIL, 2007).
Em 21 de Novembro de 2008 a ANVISA publica a RDC nº 87, que altera alguns itens
do Regulamento Técnico sobre as Boas Práticas de Manipulação em Farmácias. Uma das
alterações efetuadas é que na ausência de indicação na prescrição sobre a duração do
tratamento, o farmacêutico só poderá efetuar a repetição da receita, após a confirmação do
profissional prescritor, mantendo os registros destas confirmações datados e assinados pelo
farmacêutico responsável.
Em relação à manipulação dos medicamentos, os excipientes devem ser padronizados
pela farmácia de acordo com embasamento teórico. No controle de qualidade do estoque
mínimo, a avaliação da pureza microbiológica poderá ser realizada por monitoramento, que
consiste na realização de análise mensal de pelo menos uma base ou produto acabado que fora
feito a partir da base galênica (BRASIL, 2008).
49
2.5.5 Formas Farmacêuticas
De acordo com Prista et al (2003) forma farmacêutica é a maneira pela qual o
medicamento é apresentado. Esta apresentação pode ser dada de várias maneiras, tais como:
cápsulas, cremes, géis, soluções, xaropes, suspensões.
A cápsula é constituída por um invólucro de gelatina dura que pode conter em seu
interior princípios ativos sólidos, líquidos e pastosos. O fármaco ativo normalmente vem
acompanhado de um excipiente. As cápsulas ingeridas liberam o princípio ativo rapidamente
após o contato com o suco gástrico (PRISTA et al, 2003).
O creme é um tipo de emulsão formado por um “sistema heterogêneo constituído por
gotículas de um líquido disseminadas no seio de um outro com ele imiscível” (PRISTA et al,
2003, p. 597). O creme é um veículo que se destina à pele normal e seca.
Os géis consistem na dispersão de um sólido (pode ser uma resina, derivado da
celulose, polímero) num líquido que geralmente é a água. É um veículo utilizado para pele
oleosa (ANSEL, 2000).
As soluções “são preparações líquidas que contém uma ou mais substâncias químicas
dissolvidas num solvente adequado ou numa mistura de solventes mutuamente miscíveis”
(ANSEL, 2000, p.251).
O xarope é uma forma farmacêutica constituída de 85% de açúcar (sacarose) que
proporciona um líquido viscoso com sabor característico e no qual podem ser acrescidos
diversos princípios ativos (ANTUNES JUNIOR, 2002).
As suspensões consistem na dispersão de um pó na água ou em outro solvente. Neste
caso, este pó é insolúvel no solvente. As suspensões precisam ser estáveis para que haja
uniformidade da dose do fármaco e para que isto ocorra é necessário o uso de um agente
suspensor cuja finalidade é aumentar a viscosidade e retardar a sedimentação (ANTUNES
JUNIOR, 2002).
As pomadas são utilizadas para aplicação externa cuja finalidade é de exercer ação
local do medicamento (FERREIRA, 2008).

50
2.5.6 Resíduos de saúde
Segundo Garcia & Ramos (2004) os resíduos de serviços de saúde não são somente
aqueles provenientes de hospitais e clínicas médicas, mas também os resíduos gerados em
farmácias, clínicas odontológicas e veterinárias, assistências domiciliares, necrotérios,
laboratórios clínicos e de pesquisa, instituições de ensino na área de saúde, entre outros.
Com a finalidade de fiscalização a ANVISA publica em 7 de dezembro de 2004 a
RDC nº 306, que institui o gerenciamento de resíduos para os serviços de saúde, obrigando
cada gerador a implementar um plano de gerenciamento de resíduos para os serviços de saúde
(PGRSS). Essa norma classifica os resíduos de serviço de saúde em cinco grupos: A, B, C, D
e E.
O grupo A compreende os resíduos que tenham a possível presença de agentes
biológicos, que possam apresentar risco de infecção. No grupo B encontram-se os resíduos
químicos, que podem apresentar risco a saúde pública ou ao meio ambiente. No grupo C, os
rejeitos radioativos; no grupo D, os resíduos que não apresentem riscos biológicos, químicos
ou radiológicos à saúde ou ao meio ambiente, equiparando-se aos resíduos domiciliares. O
grupo E refere-se aos materiais perfurocortantes ou escarificantes, tais como: lâminas de
barbear, agulhas, escalpes, utensílios de vidro quebrados no laboratório, etc.
De acordo com Leitão (2007) os resíduos gerados numa farmácia de manipulação são
os químicos, comuns e os perfurocortantes.
O PGRSS é uma ferramenta eficaz para minimizar a quantidade de resíduos gerados e
proporcionar o encaminhamento seguro, de forma eficiente, visando a proteção dos
trabalhadores, a preservação da saúde pública, dos recursos naturais e do meio ambiente
(LEITÃO, 2007).
Numa farmácia com manipulação o controle da produção e administração dos
estoques deve ser bem planejado, a fim de diminuir os resíduos gerados e evitar os
desperdícios.

51
3 MÉTODO DE PESQUISA
Este capítulo está dividido em três seções, iniciando-se pelo método de pesquisa
utilizado, instrumento de pesquisa e, por último, o tratamento dos dados.
3.1 MÉTODOS DE PESQUISA UTILIZADOS NESTE ESTUDO
Como o presente trabalho tem a finalidade de analisar o planejamento e controle da
produção numa farmácia com manipulação, utilizou-se o método exploratório, pois as
evidências são analisadas a fim de identificar onde estão os pontos problemáticos na gestão da
produção e no controle dos estoques na farmácia com manipulação e propor melhorias.
Entretanto, pode ser igualmente caracterizado como descritivo e explicativo, constituindo
também uma pesquisa qualitativa, onde não há a demanda do uso de métodos e de técnicas
estatísticas. Optou-se por este método de pesquisa devido à necessidade de se obter uma visão
inicial e geral sobre o funcionamento do PCP na farmácia em questão.
Para esta pesquisa, o estudo de caso foi a melhor opção, pois se pretende entender as
dificuldades enfrentadas pela farmácia no planejamento e controle de sua produção. Esse
delineamento foi realizado através de entrevistas e questionários estruturados e de análise das
questões envolvidas com base no referencial teórico.
3.2 INSTRUMENTO DE PESQUISA
No desenvolvimento da pesquisa foram utilizados como instrumentos de pesquisa: o
questionário e a entrevista.
O questionário consiste numa investigação composta por certo número de questões
apresentadas por escrito com a finalidade de avaliar o conhecimento dos respondentes,
enquanto que a entrevista é uma técnica em que o entrevistador fica frente a frente com o
entrevistado com a visando obter dados que interessem à investigação (GIL, 2008).

52
O questionário utilizado foi estruturado com 39 questões e composto de perguntas
abertas e fechadas de múltipla escolha. Este questionário baseou-se no questionário dos
autores Mesquita & Santoro (2004) e no roteiro de inspeção da RDC 67/2007. Este
instrumento de pesquisa foi aplicado na farmácia do estudo de caso no período de outubro e
novembro de 2008 e respondido por quatro pessoas: a autora (responsável pelo setor de semi-
sólidos e líquidos), o responsável pelo almoxarifado, o farmacêutico responsável pelo setor de
sólidos e o diretor da farmácia, que executa as compras dos insumos e embalagens. O objetivo
foi obter uma visão inicial e geral do funcionamento do PCP da farmácia.
A entrevista foi preparada para obter informações de empresas provedoras de
softwares para gestão de farmácias. A entrevista foi constituída de 32 questões e estruturada
com perguntas fechadas de múltipla escolha e abertas e realizada na 18ª Semana Racine de
Atualização em Farmácia, na cidade de São Paulo de 9 a 12 de Julho de 2008, onde vários
fornecedores (matérias-prima, equipamentos, embalagens, softwares) expuseram seus
produtos.
A entrevista foi realizada pela autora nos stands das empresas provedoras de softwares
para gestão de farmácias, a fim de avaliar no mercado a existência de um software que
execute a gestão da produção para farmácias com manipulação com modelos de apoio à
decisão. Somente duas empresas estavam presentes no evento e por razões éticas foram
denominadas de software A e software B. Antes do início das entrevistas a autora se
apresentou aos entrevistados como pesquisadora, informando o objetivo da pesquisa.
Algumas perguntas não foram respondidas por desconhecimento do assunto por parte do
entrevistado.
Para o diagnóstico do efeito indesejado de interrupção da produção de medicamentos
na Farmácia Universitária (FAU), foi realizado um Braimstorming com a participação da
direção da FAU, farmacêuticos, professores, funcionários e bolsistas em setembro de 2008.
3.3 TRATAMENTO DE DADOS
Após a aplicação dos instrumentos de pesquisa, coletaram-se os dados e procurou-se
interpretar as informações obtidas com a finalidade de se analisar o sistema de PCP utilizado
na farmácia e avaliar se os softwares pesquisados executam a gestão da produção de forma
eficiente.

53
Os dados foram então tabulados para uma melhor visualização.
3.3.1 Tabulação dos dados do questionário em relação ao PCP na farmácia
Na Tabela 1 estão indicados os dados obtidos na aplicação do questionário (Apêndice 1).
Tabela 1 - itens do questionário sobre o PCP na farmácia
Aspectos analisados Questão número Dados gerais sobre a empresa
Razão social 1 Descrição 2 Localização 3 Atividade principal 4 Ano de fundação 5 Origem das receitas 6 Produtos produzidos 7 Nº funcionários 8
Visão geral PCP farmácia Departamento PCP 9 Sistema produção 10 Previsão de demanda 11, 12, 13, 14, 15 Planejamento produção 16 Documentação 17, 18 Tempo de operação 19, 20
Gestão dos estoques Gestão de materiais 21 Classificação ABC 22 Reposição materiais 23, 24 Estoque segurança 25, 26, 27, 28 Armazenamento materiais 29
Programação da produção Lote econômico 30, 31 Quantidades dos lotes 32 Seqüenciamento produção 33 Ordens produção 34 Ordens compra 35 Controle da produção 36 Desvio entre planejado e executado 37, 38
Ferramentas de gestão da qualidade 39
Fonte: Elaborado pela autora (2008)

54
3.3.2 Tabulação dos dados obtidos com a entrevista
Na Tabela 2 estão anotados os dados obtidos na entrevista realizada nas empresas
provedoras de softwares.
Tabela 2 - Aspectos analisados na entrevista nas empresas provedoras de software
Aspectos analisados Questões número Dados gerais sobre a empresa
Nome/ Localização 1 Ano fundação 2
Visão geral do sistema Implantação do sistema 3 Orçamento de receitas farmacêuticas 4 Emissão mapas de pesagem e rótulos 5 Eleição excipiente para cápsulas 7 Densidade dos produtos 8 Eleição de componentes fórmulas 9 Adequação à legislação 10 Rastreabilidade 11 Suporte técnico 12 Prazo de validade 13
Planejamento da produção previsão de demanda Ordens de produção 6,31 Previsão de demanda 14, 15, 16, 17 Módulo específico PCP 18 Planos de produção 19 Seqüenciamento produção 30 Planejamento de suprimentos 20
Gestão dos estoques Gestão de materiais 21 Classificação ABC estoques 22 Ponto de ressuprimento 23, 24 Estoque de segurança 25, 26, 27 Atualização do estoque 28 Lote econômico de compra 29 Seqüenciamento ordens compra 32 Fonte: Elaborado pela autora (2008)

55
4 ESTUDO DE CASO: FARMÁCIA COM MANIPULAÇÃO EM INSTITUIÇÃO
FEDERAL DE ENSINO SUPERIOR
Este capítulo está dividido em cinco seções: descrição da farmácia, fluxo geral dos
medicamentos manipulados, diagnóstico, principais etapas do processo produtivo e controle
de estoque.
4.1 DESCRIÇÃO DA FARMÁCIA
O estudo de caso foi realizado na Farmácia Universitária da Universidade Federal
Fluminense (FAU). Trata-se de uma farmácia escola de uma instituição pública, fundada em
1996 que atende em média 600 clientes por dia, oriundos do Hospital Universitário, do SUS e
da rede privada.
De acordo com o capítulo dois, artigo 4º do regimento da farmácia universitária:
A finalidade da Farmácia Universitária é servir de campo público das atividades de
ensino, pesquisa e extensão, visando o aperfeiçoamento acadêmico como instrumento de
integração do aluno à prática da Assistência Farmacêutica, e como conseqüência:
1. Prestar serviços à Universidade Federal Fluminense e a terceiros com o objetivo de
coadjuvarem as unidades de serviço na execução prática do ensino, da pesquisa e
extensão.
2. Congregar técnicas próprias que se destinem no desenvolvimento de programas,
documentação e treinamento.
3. Constituir fonte de receita para o desenvolvimento de suas atividades através da
manipulação e dispensação de medicamentos alopáticos, homeopáticos, fitoterápicos e
correlatos.
Os setores produtivos da FAU são constituídos pelos laboratórios alopáticos de
sólidos, semi-sólidos e líquidos e de homeopatia. Este estudo de caso limitou-se a analisar
somente os laboratórios alopáticos de sólidos e semi-sólidos e líquidos.
As instalações da FAU estão de acordo com a legislação vigente RDC nº 67/2007. O
número de funcionários é suficiente e há constante treinamento dos mesmos.

56
A FAU possui um laboratório para controle de qualidade e executa análises tanto dos
insumos adquiridos para a produção dos medicamentos quanto do medicamento final. Em
função disto, a FAU possui uma série de equipamentos específicos para as análises. A
legislação em vigor (RDC nº 67/2007) possibilita às farmácias com manipulação comerciais a
terceirizar o serviço de análise em relação ao teor do princípio ativo, dissolução e pureza
microbiológica.
No laboratório de sólidos são produzidas as cápsulas, enquanto que no de semi-sólidos
e líquidos são produzidos os cremes, géis, loções, xaropes e soluções orais. Ao laboratório de
homeopatia está reservada a preparação de medicamentos homeopáticos. Todos os
laboratórios possuem equipamentos apropriados e um manual de boas práticas de
manipulação. O acesso aos laboratórios só é permitido aos farmacêuticos, funcionários,
alunos, estagiários, bolsistas e professores e todos devem estar devidamente paramentados.
A FAU vende medicamentos industrializados e manipulados. Os medicamentos
industrializados são comprados de laboratórios oficiais e vendidos a um preço praticamente
de custo. As receitas são aviadas se o medicamento estiver prescrito na denominação comum
brasileira (DCB) e têm validade somente para três meses, para que se evite a automedicação.
4.2 FLUXO GERAL DOS MEDICAMENTOS MANIPULADOS NA FARMÁCIA DO
ESTUDO DE CASO
O fluxo dos medicamentos manipulados na farmácia do estudo de caso ocorre de
acordo com a Figura 3:
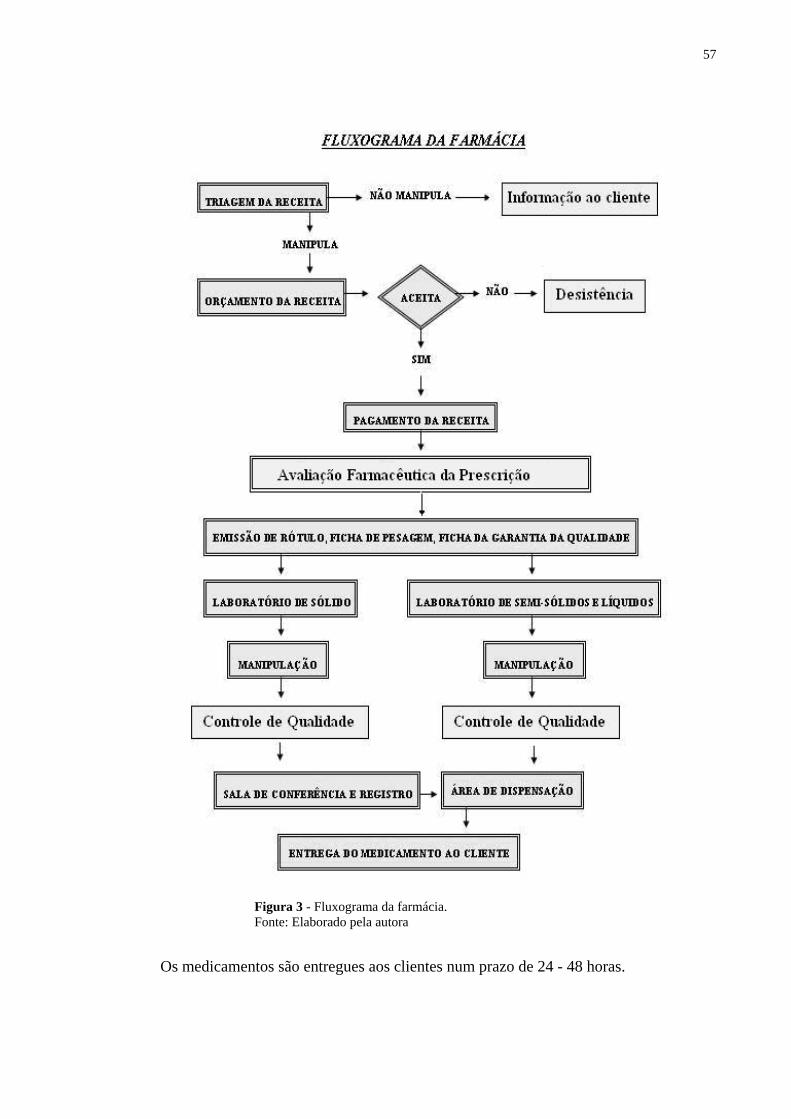
57
Figura 3 - Fluxograma da farmácia. Fonte: Elaborado pela autora
Os medicamentos são entregues aos clientes num prazo de 24 - 48 horas.

58
4.3 DIAGNÓSTICO
Toda a produção da FAU é realizada pelos farmacêuticos, funcionários, bolsistas e
estagiários que são supervisionados pelos professores. As ordens de produção são emitidas
pelo farmacêutico responsável pelo setor, a partir da demanda de cada laboratório. Em ambos
os laboratórios, os medicamentos somente são produzidos após a encomenda do cliente.
Os medicamentos produzidos possuem dia e hora marcada para a entrega e ocorriam
interrupções na produção dos medicamentos, ocasionando atrasos na entrega dos mesmos.
Foi realizado um Brainstorming para identificar as possíveis causas das interrupções da
produção com a participação da direção da FAU, farmacêuticos, professores e funcionários
em setembro de 2008. Após o brainstorming foi montado um diagrama de causa e efeito. De
acordo com Werkema (1995) o diagrama de causa e efeito é uma ferramenta útil para
identificação da causa fundamental de um problema. O diagrama foi montado conforme
Figura 4:
Figura 4 – Diagrama de causa de efeito ou de Ishikawa
Após a análise identificaram-se quatro causas consideradas como principais no efeito
indesejado de interrupção da produção de medicamentos: matéria-prima, mão-de-obra,
máquinas e métodos. Porém as causas de maior freqüência, na opinião dos presentes,
decorriam de matéria-prima e métodos, pois as interrupções ocorriam em virtude de
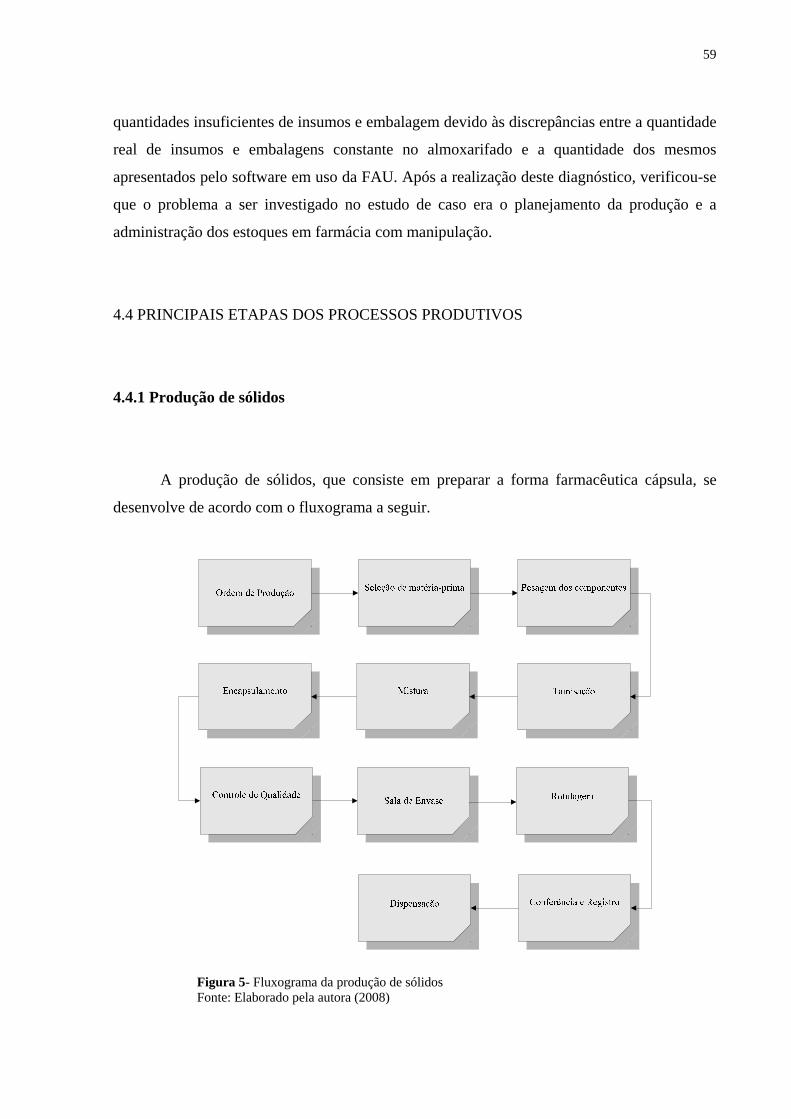
59
quantidades insuficientes de insumos e embalagem devido às discrepâncias entre a quantidade
real de insumos e embalagens constante no almoxarifado e a quantidade dos mesmos
apresentados pelo software em uso da FAU. Após a realização deste diagnóstico, verificou-se
que o problema a ser investigado no estudo de caso era o planejamento da produção e a
administração dos estoques em farmácia com manipulação.
4.4 PRINCIPAIS ETAPAS DOS PROCESSOS PRODUTIVOS
4.4.1 Produção de sólidos
A produção de sólidos, que consiste em preparar a forma farmacêutica cápsula, se
desenvolve de acordo com o fluxograma a seguir.
Figura 5- Fluxograma da produção de sólidos Fonte: Elaborado pela autora (2008)

60
Neste setor a tamisação consiste na passagem dos pós por um tipo de tamis (peneira) a
fim de igualar a granulometria de todos com finalidade de homogeneização. A mistura dos
pós é realizada por meio de aparelhagens específicas. As encapsuladoras utilizadas são
manuais e o controle de qualidade do medicamento final atende às exigências da legislação
atual.
Após a liberação do insumo pelo controle de qualidade é elaborada uma formulação-
piloto com a finalidade de averiguação das características da mesma, evitando assim presença
de não-conformidades na formulação que podem impactar na qualidade do produto final.
4.4.2 Produção de semi-sólidos e líquidos
A produção de semi-sólidos e líquidos consiste na preparação de cremes, géis, loções,
soluções e xaropes e funciona de acordo com o fluxograma a seguir:
Figura 6 - Fluxograma da produção de semi-sólidos e líquidos Fonte: Elaborado pela autora (2008)

61
Neste setor as bases galênicas são produzidas de acordo com uma demanda semanal e
o controle microbiológico é terceirizado, pois este tipo de análise na FAU ainda está em fase
de implantação. O controle de qualidade do medicamento final está de acordo com as
exigências da legislação.
Em ambos os setores, os medicamentos somente são liberados para a área de
dispensação após a conferência do farmacêutico responsável pelo setor.
4.5 CONTROLE DE ESTOQUE
A FAU possui um almoxarifado central que atende às exigências da legislação. O
almoxarifado na farmácia é a área destinada ao armazenamento das matérias-primas e
embalagens. A Resolução de Diretoria Colegiada nº 67 de 2007 da Agência Nacional de
Vigilância Sanitária (RDC 67/2007, ANVISA) institui as Boas Práticas de Manipulação de
preparações magistrais e oficinais para uso humano em farmácias. Em seu anexo I, no item
7.4, essa resolução descreve o que é necessário para uma boa armazenagem de matérias-
primas farmacêuticas. Neste almoxarifado, os insumos são organizados em ordem alfabética
nas prateleiras e as embalagens são separadas por tamanho e guardadas em engradados.
Os recebimentos de insumos e embalagens são executados pelos farmacêuticos, que
fazem a conferência no ato do recebimento. As notas fiscais são encaminhadas para o gestor,
que as inclui no software. Em seguida, as embalagens são guardadas no almoxarifado e os
insumos são acondicionados no armário de quarentena. Após a análise do insumo pelo
controle de qualidade, estes são encaminhados para o almoxarifado central.
Cada laboratório possui um pequeno estoque de insumos que, após serem consumidos,
são repostos pelo almoxarifado central.
A gestão dos estoques de matérias-primas e de embalagens do almoxarifado central é
feita por um funcionário que controla a entrada e saída de materiais, baseado igualmente pelo
limite mínimo de estoque determinado. Quando algum item atinge esse limite, é emitida uma
solicitação de compra para a diretoria da farmácia. O atual modelo de gestão informa apenas
qual dos itens atingiu o limite inferior de estoque de segurança, pois o software utilizado não
define que quantidade precisa ser comprada.

62
O software utilizado para uso geral da farmácia atende ao movimento de caixa,
orçamentos de receitas, emissão de mapas de pesagens e rótulos também executa controle do
estoque. A inadequação deste programa às atividades realizadas na farmácia vem ocasionando
algumas interrupções na produção dos medicamentos devido às discrepâncias entre
quantidade insuficiente de insumos e de embalagens registrados no sistema e aquelas
existentes no almoxarifado. Outra grave conseqüência do atual software utilizado na gestão de
estoques é a não realização de cálculo para ponto de ressuprimento, ocasionando aquisição de
insumos em quantidades inadequadas.
4.6 RESULTADOS E DISCUSSÃO
A partir da pesquisa bibliográfica e dos resultados da pesquisa de campo, identificam-
se as principais dificuldades encontradas na farmácia do estudo de caso para planejar,
controlar sua produção e administrar o estoque.
4.6.1 Análise dos dados sobre a visão geral do PCP da FAU
A tabela 3 apresenta a caracterização do processo produtivo dos sistemas produtivos
de sólidos e semi-sólidos.
Tabela 3 - Comparação entre os sistemas de PCP existentes nos setores produtivos da FAU
Sistemas de PCP existentes nos setores produtivos da FAU Características Produção de sólidos Produção de semi-sólidos e líquidos
Departamento de PCP Não Não Sistema de produção Produtos padronizados Produtos sob medida Previsão de demanda Com base no pedido dos clientes Com base no pedido dos clientes
Horizonte de planejamento Semanal Diário Documentação Sim Sim
Tempo de operação Possui Não possui Fonte: Elaborado pela autora
A FAU não possui um departamento específico para PCP e a elaboração dos planos de
produção fica a cargo dos farmacêuticos responsáveis pelo setor. A maioria das farmácias
63
com manipulação são empresas de pequeno porte e a criação de departamentos para PCP com
profissionais qualificados tornaria o empreendimento muito caro. Mas os farmacêuticos
podem ter conhecimentos básicos sobre técnicas de PCP e aplicá-las na farmácia, melhorando
a gestão da produção. Nardini & Pires (2003) realizaram uma pesquisa em 20 empresas do
setor metal-mecânico da região de Piracicaba (SP) e concluíram que aquelas onde havia a
preocupação de implementação de novas técnicas e sistemas de gestão da produção
apresentavam um diferencial em relação às outras, sobressaindo-se no mercado.
Em ambos os setores os medicamentos são produzidos após a encomenda do cliente,
caracterizando o sistema como puxado.
No setor de sólidos o sistema de produção é caracterizado pela padronização dos
produtos, pois a maioria das cápsulas produzidas possui apenas um fármaco ativo. Por se
tratar de uma farmácia escola, a padronização facilita o aprendizado do aluno. As farmácias
com manipulação comercial produzem cápsulas com três ou mais fármacos associados,
ocasionando uma mudança constante na formulação.
Neste setor, os medicamentos são produzidos em pequenos lotes, pois produtos com
mesmo insumo ativo são produzidos juntos e todos com prescrição médica. O horizonte de
planejamento da produção no setor de sólidos é semanal. A maioria da produção do setor de
sólidos são medicamentos de uso contínuo e, como os produtos são padronizados e baseados
nas demandas passadas, realiza-se esse planejamento semanalmente.
No setor de semi-sólidos, os medicamentos são manufaturados de acordo com a
receita do médico, que é específica para cada paciente, caracterizando o sistema como
produtos sob medida, havendo então a produção de uma grande variedade de produtos, cada
um podendo usar uma seqüência própria de tarefas. O fluxo é intermitente e de baixo volume,
dificultando a gestão da produção. Neste setor é constante o surgimento de novos insumos, o
que acarreta maior dificuldade na previsão destes produtos. Somente as bases galênicas têm
suas formulações padronizadas.
Argoud et al (2004) realizou um estudo de caso sobre a aplicação da produção enxuta
em um ambiente de alta diversidade de produtos e demanda variável. Segundo o autor, os
conceitos de produção enxuta são aplicáveis neste ambiente. No setor de semi-sólidos e
líquidos, o horizonte de planejamento é diário e baseado nos pedidos dos clientes. O
farmacêutico responsável após a avaliação da prescrição, analisa cada receita médica e planeja
o que vai ser produzido. Somente para as bases galênicas, em virtude de sua padronização, o
planejamento é semanal.
64
Em ambos os setores o tipo de previsão de demanda é qualitativo e quantitativo. O 1º é
baseado na opinião e julgamento dos farmacêuticos responsáveis pelo setor, enquanto que o 2º
é baseado em dados do passado e utiliza modelos matemáticos e estatístico para a projeção da
demanda e o único modelo conhecido e utilizado é a média móvel.
Esse planejamento é realizado numa planilha Excel. A previsão é feita para produtos
individualmente. Não é utilizado nenhum programa para previsão da demanda. Em ambos os
setores a previsão de demanda é realizada com base no pedido dos clientes. No setor de
sólidos a demanda é mais constante, pois as maiorias dos medicamentos produzidos são para
uso contínuo.
De acordo com Silveira e Gusberti (2007) as pequenas e médias empresas do setor
farmacêutico não utilizam metodologias formais para a previsão de demanda por achar que a
ferramenta é dispendiosa e complicada. Os autores realizaram um estudo de caso numa dessas
empresas e empregaram um modelo de cálculo da previsão de demanda, segundo uma árvore
de definição, utilizando métodos qualitativos e quantitativos.
A empresa em questão calculava a previsão da demanda baseada na média de vendas
do último período (anual) e estipulava um percentual acima da média passada, ou seja, tratava
demanda e meta de vendas conjuntamente.
Após a aplicação do modelo proposto, observou-se que a metodologia empírica usada
pela empresa conferia com o calculado pelo modelo, porém o modelo oferecia informações
extras como, por exemplo, a definição de demanda de produtos em desenvolvimento, que
precisam de metodologias mais estruturadas. Para uma farmácia com manipulação um
programa de previsão de demanda auxiliaria bastante aos gestores nas tomadas de decisão.
Não é realizado em nenhum dos setores o plano produtivo de longo prazo (plano de
produção) e nem de médio prazo (plano mestre de produção), pois o medicamento produzido
tem um prazo de validade curto. Como a farmácia com manipulação não realiza muitos testes
de estabilidade para as formulações, os medicamentos manipulados são considerados menos
estáveis e possuem prazo de validade menor e a legislação em vigor (RDC nº 67/07)
determina que o prazo de validade do medicamento deva estar de acordo com o período de
tratamento.
Ambos os setores possuem a composição do medicamento final devidamente
documentada, garantindo a rastreabilidade do produto conforme exigido pela legislação. Além
da ficha de pesagem emitida pelo programa, as pessoas envolvidas no processo produtivo
preenchem uma ficha de produção, onde são anotados os componentes da formulação, peso,
fornecedor, número do lote, validade de cada componente, pH, aspecto do produto e
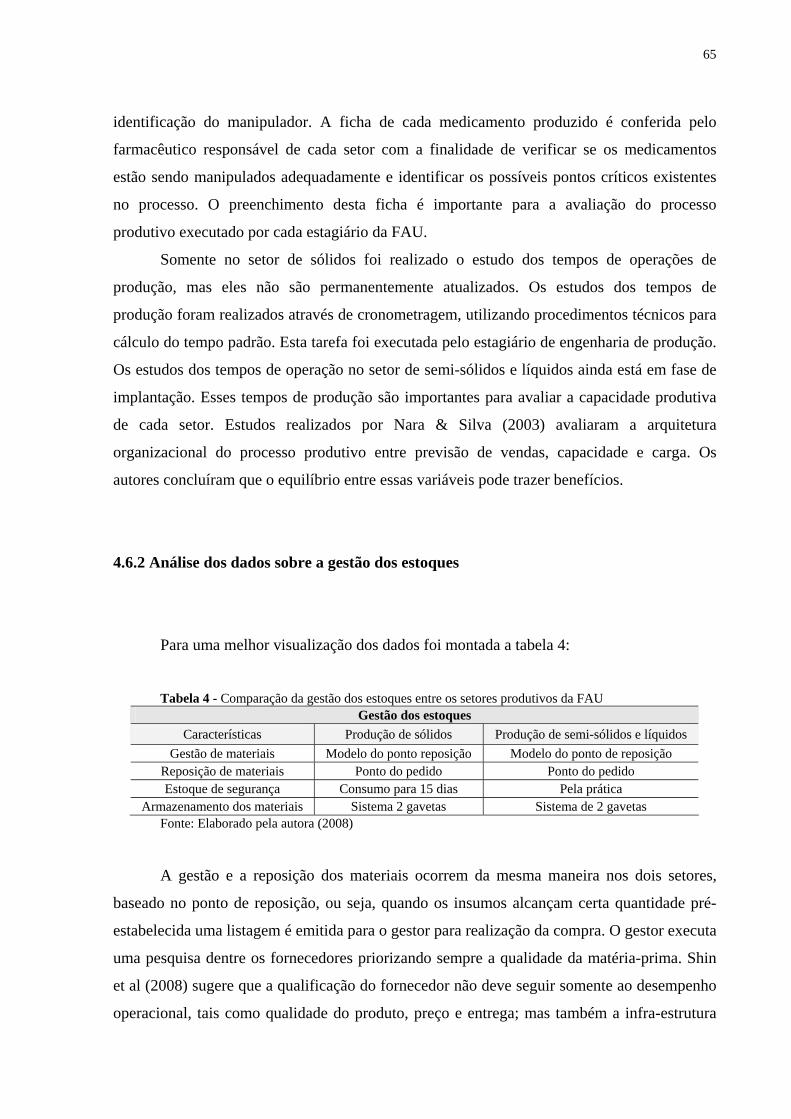
65
identificação do manipulador. A ficha de cada medicamento produzido é conferida pelo
farmacêutico responsável de cada setor com a finalidade de verificar se os medicamentos
estão sendo manipulados adequadamente e identificar os possíveis pontos críticos existentes
no processo. O preenchimento desta ficha é importante para a avaliação do processo
produtivo executado por cada estagiário da FAU.
Somente no setor de sólidos foi realizado o estudo dos tempos de operações de
produção, mas eles não são permanentemente atualizados. Os estudos dos tempos de
produção foram realizados através de cronometragem, utilizando procedimentos técnicos para
cálculo do tempo padrão. Esta tarefa foi executada pelo estagiário de engenharia de produção.
Os estudos dos tempos de operação no setor de semi-sólidos e líquidos ainda está em fase de
implantação. Esses tempos de produção são importantes para avaliar a capacidade produtiva
de cada setor. Estudos realizados por Nara & Silva (2003) avaliaram a arquitetura
organizacional do processo produtivo entre previsão de vendas, capacidade e carga. Os
autores concluíram que o equilíbrio entre essas variáveis pode trazer benefícios.
4.6.2 Análise dos dados sobre a gestão dos estoques
Para uma melhor visualização dos dados foi montada a tabela 4:
Tabela 4 - Comparação da gestão dos estoques entre os setores produtivos da FAU
Gestão dos estoques Características Produção de sólidos Produção de semi-sólidos e líquidos
Gestão de materiais Modelo do ponto reposição Modelo do ponto de reposição Reposição de materiais Ponto do pedido Ponto do pedido Estoque de segurança Consumo para 15 dias Pela prática
Armazenamento dos materiais Sistema 2 gavetas Sistema de 2 gavetas Fonte: Elaborado pela autora (2008)
A gestão e a reposição dos materiais ocorrem da mesma maneira nos dois setores,
baseado no ponto de reposição, ou seja, quando os insumos alcançam certa quantidade pré-
estabelecida uma listagem é emitida para o gestor para realização da compra. O gestor executa
uma pesquisa dentre os fornecedores priorizando sempre a qualidade da matéria-prima. Shin
et al (2008) sugere que a qualificação do fornecedor não deve seguir somente ao desempenho
operacional, tais como qualidade do produto, preço e entrega; mas também a infra-estrutura

66
organizacional. Esse modelo do ponto de pedido é de fácil compreensão e pode ser bastante
útil para os gestores nas tomadas de decisão (OLIVEIRA; CARNEIRO, 2004).
A legislação vigente permite à farmácia manipular e manter estoque mínimo de
preparações oficinais constantes do Formulário Nacional e de bases galênicas, de acordo com
as necessidades técnicas e gerenciais do estabelecimento, desde que garanta a qualidade e
estabilidade das preparações.
De acordo com Ribeiro (2002) a ANVISA não possui pessoal técnico em número
suficiente para avaliar a demanda de cada um e autorizar o estoque para cada um. O estoque
de segurança (estoque mínimo) no setor de sólidos é calculado para um consumo de insumos
para 15 dias. Como neste setor são produzidos medicamentos padronizados e a demanda é
mais estável, o estoque mínimo é um pouco maior.
No setor de semi-sólidos, o estoque mínimo é dimensionado pela prática e utilizado
para a produção de bases galênicas. A quantidade de bases galênicas produzidas para estoque
mínimo pelo setor de semi-sólidos e líquidos é a suficiente para uma semana de demanda.
Neste setor são produzidos muitos medicamentos para uso externo e cada prescrição tem sua
particularidade, não havendo produção de estoque mínimo.
De acordo com os trabalhos de Santos & Rodrigues (2006) numa indústria química a
classificação dos materiais em famílias afins com adoção de políticas distintas de
ressuprimento e estoque de segurança garantiu o balanceamento dos estoques e atendeu aos
níveis de serviço requeridos à produção, contribuindo para a competitividade.
Em ambos os setores, o controle de qualidade do estoque mínimo está de acordo com a
legislação vigente, somente o controle microbiológico das bases galênicas é terceirizado.
No armazenamento de materiais a FAU possui um almoxarifado central onde são
armazenados os insumos em maior quantidade. Quantidade menor de insumos é separada e
distribuída pelos dois setores produtivos, caracterizando o sistema como o de duas gavetas.
Goyal & Chang (2009) elaboraram um modelo para transferência do estoque que determina a
quantidade ótima para transferência e o número de transferências por ordem do estoque para a
área de exposição.
Neste caso, o espaço de exposição é limitado e a taxa de demanda depende do nível do
estoque em exposição. O objetivo foi maximizar o lucro médio por unidade de tempo. No
caso da FAU o uso do sistema de duas gavetas permite uma facilidade maior no controle do
estoque porque o controle é visual, pois quando o insumo acaba no almoxarifado central, é
hora de realizar uma nova compra dos insumos e ainda se tem quantidade suficiente nos
laboratórios até a reposição dos mesmos.

67
4.6.3 Análise dos dados sobre a programação da produção
Os dados obtidos foram organizados na tabela 5:
Tabela 5 - Comparação entre a programação da produção nos setores produtivos da FAU
Programação da produção nos setores produtivos da FAU Características Produção de sólidos Produção de semi-sólidos e líquidos
Lote econômico Alguns insumos Não tem Quantidade dos lotes De acordo com demanda De acordo volume equipamentos
Seqüenciamento produção Prioridade dos produtos Prioridade dos produtos Ordens de produção Emitidas em papel Emitidas em papel
Controle da produção Planilha e Romaneio Romaneio Desvio entre planejado e
executado Replaneja e busca causas Replaneja e busca causas
Ferramentas de gestão da qualidade CEP Não tem
Fonte: Elaborado pela autora (2008)
A programação da produção nos dois setores é elaborada pelo farmacêutico
responsável. Como o preparo pode ser demorado e pode haver desperdício de tempo e custo
de produção, o farmacêutico, após a emissão das ordens, programa a produção junto com os
bolsistas e funcionários, estabelecendo o seqüenciamento da produção.
No setor de sólidos, após a implantação do modelo proposto para gestão de estoques,
os insumos utilizados para produção de medicamentos de uso interno possuem o lote
econômico de compra. Este modelo está em fase de implantação no setor de semi-sólidos e
líquidos.
As quantidades dos lotes produzidos no setor de sólidos são determinadas de acordo
com a demanda dos clientes. Produtos com mesmo ativo e dosagens iguais são somados e
manipulados juntos. Como os produtos são padronizados e a demanda é mais estável, a
produção é maior. Todo medicamento produzido neste setor é encaminhado ao controle de
qualidade para as análises necessárias.
No setor de semi-sólidos somente se produz em lotes as bases galênicas, que são
definidas de acordo com o volume dos equipamentos utilizados. Para uma demanda mensal de
20 kg de creme base, somente será possível a produção de 5 kg de creme de cada vez, pois a
capacidade máxima da batedeira utilizada é de 5 kg. Planeja-se então a produção de 5 kg de
creme base por semana. Como as prescrições magistrais (principalmente as de uso externo)
são específicas para cada paciente, cada receita tem sua particularidade. O que pode ocorrer é

68
a encomenda num mesmo dia de prescrições iguais, que serão somadas e manipuladas juntas,
evitando-se desperdício de tempo.
As ordens de produção são emitidas em papel em ambos os setores. Após a definição
pelo farmacêutico responsável o tamanho do lote a ser produzido, o mesmo imprime a ordem
de produção e a distribui entre funcionários, estagiários e bolsistas. Além da ordem de
produção é preenchida a ficha da garantia da qualidade. Por se tratar de uma farmácia-escola
todas as etapas do processo produtivo dos medicamentos são conferidas pelo farmacêutico
responsável a fim de assegurar as boas práticas de manipulação.
No setor de sólidos, como o planejamento da produção é semanal, o seqüenciamento
da produção é realizado de acordo com as prioridades dos medicamentos, ou seja,
medicamentos de uso contínuo são produzidos primeiro.
No setor de semi-sólidos e líquidos o seqüenciamento da produção é realizado pela
data e horário de entrega do medicamento. Se algum cliente precisar do medicamento com
certa urgência, o farmacêutico responsável replaneja a produção dando prioridade à
manipulação daquele cliente.
Palomino & Lanfredi (2006) observaram numa empresa de pequeno porte que a falta
de um seqüenciamento das ordens de produção ocasionava atrasos nas datas de entregas. No
caso da FAU, o farmacêutico do setor, após a conferência das prescrições, analisa junto com
os estagiários se há alguma formulação igual. Receitas iguais são manipuladas juntas,
otimizando a seqüência de produção.
No setor de sólidos, com planejamento semanal, existe uma planilha elaborada pelo
farmacêutico responsável que distribui a produção entre os funcionários de acordo com os
dias da semana. Quando o medicamento chega à área de dispensação, essa planilha é
verificada. Além dessa planilha, é emitido pelo software em uso um formulário chamado de
romaneio. Neste formulário constam as seguintes informações: número de requisição, nome
de cliente, forma farmacêutica e o horário da entrega do medicamento. Este formulário é
conferido pelo farmacêutico responsável e emitido diariamente. Quando ocorre algum desvio,
procura-se replanejar a produção e investigar as causas desse desvio. Após a identificação, o
setor comunica ao farmacêutico responsável, que determina a solução.
No setor de semi-sólidos e líquidos, como o planejamento é diário, o controle da
produção é feito através do romaneio. Com este relatório, sabe-se a quantidade de cremes,
loções, géis, soluções e xaropes que foram produzidos por dia.

69
Em relação a ferramentas de gestão da qualidade, somente o setor de sólidos executa o
CEP (controle estatístico de processos), no setor de semi-sólidos ainda não foi implantada
nenhuma ferramenta. Com um aumento expressivo do número de farmácias com
manipulação, procuram-se cada vez mais ferramentas de gestão para auxiliar os gestores nas
tomadas de decisão. Penteado et al (2007) realizaram um estudo sobre a aplicação do método
de análise e solução de problemas (MASP) numa farmácia com manipulação na cidade de
Pelotas.
Segundo os autores, o MASP tem como objetivo a identificação de problemas e a
elaboração de planos de ação corretivas e preventivas. A farmácia em questão estava
perdendo vendas e o problema identificado foi a fidelização dos clientes. Buscou-se então
uma ferramenta de gestão na melhoria da qualidade dos serviços prestados no atendimento ao
cliente. Os resultados obtidos foram positivos, pois houve aumento de faturamento após a
adoção dos planos de melhoria. Este trabalho comprova que as utilizações de ferramentas de
qualidade melhoram os processos em qualquer empresa.
4.6.4 Análise dos softwares para gestão da produção em farmácias com manipulação
A farmácia do estudo de caso utiliza um software que contempla cálculos de
orçamento de receitas farmacêuticas, emitindo rótulos e ordens de produção, mas o controle
do estoque não é eficiente, ocasionando algumas paradas de produção de certos medicamentos
por indisponibilidade de insumos ou embalagens. O software em questão é o A.
Após a pesquisa de campo realizada no evento em julho de 2008 em São Paulo, os
dados foram separados por partes e comparados. Os softwares não terão seus nomes
mencionados por questões éticas.
4.6.5 Análise dos aspectos gerais dos softwares pesquisados
Os dados foram agrupados conforme tabela 6:

70
Tabela 6 - Características gerais dos softwares pesquisados
Características gerais Características Software A Software B
Localização da empresa São Paulo São Paulo / Santa Catarina Ano de fundação 1991 2000
Fonte: Elaborado pela autora (2008)
O software A encontra-se no mercado desde 1991, considera-se líder no mercado e a
empresa responsável situa-se no estado de São Paulo. O investimento no software para sua
versão mais básica em julho de 2008 era em torno de R$ 3.200,00.
O software B encontra-se no mercado desde 2000 e a empresa que o comercializa
situa-se no estado de São Paulo e em Santa Catarina. O investimento no software B nesta
mesma época era em torno de R$ 2.200,00.
4.6.6 Análise dos dados sobre a visão geral dos softwares
Os dados foram organizados de acordo com a tabela 7:
Tabela 7 - Comparação da visão geral dos softwares
Visão geral do sistema Característica Software A Software B
Implantação sistema Suporte técnico Técnico qualificado Orçamento de receitas Realiza Realiza
Emissão mapas pesagens e rótulos Realiza Realiza
Eleição excipiente para cápsulas Informação do operador Informação do operador
Densidade dos produtos Informação do operador Informação do operador
Eleição componente para cápsulas Informação do operador Informação do operador Adequação à legislação Realiza Realiza
Rastreabilidade Realiza Realiza Suporte técnico Chat, skype e telefone Internet,telefone e acesso remoto
Prazo de validade Automático Manual Fonte: Elaborado pela autora (2008)
A implantação do software A, após o recebimento do mesmo pelo correio, é realizado
mediante ajuda do suporte técnico, enquanto que no software B, a instalação e treinamento
são executados por técnicos qualificados que se deslocam até a farmácia. A implantação do
software B é mais eficaz, pois a presença do técnico na farmácia auxilia o treinamento dos
funcionários.

71
Ambos os softwares contemplam cálculos de orçamentos de receitas farmacêuticas
com emissão de rótulos e mapas de pesagens.
Quanto à eleição dos excipientes, componentes para cápsulas e densidade dos
produtos, nos dois softwares essa informação precisa ser realizada pelo operador no módulo
de cadastro de produtos como produto associado. Se um componente de uma formulação
precisar de um antioxidante, essa informação necessita estar no cadastro desse componente.
Quando o software emite o mapa de pesagem, o antioxidante consta na pesagem e não consta
no rótulo. Essa informação é muito importante devido à alta rotatividade dos alunos na FAU.
Para o aprendizado do aluno, faz-se necessário à utilização de mapas de pesagens com a
técnica descrita, a fim de ampliar o conhecimento dos mesmos e a garantia da qualidade do
medicamento produzido.
Os dois softwares estão de acordo com a legislação vigente (RDC nº 67/2007) e
garantem a rastreabilidade dos produtos.
O suporte técnico do software A é executado por solicitação e resposta do fabricante
através de Chat, skype e telefone e era cobrada uma mensalidade de R$ 250,00 em julho de
2008. No software A nem sempre quando se precisa do suporte o técnico está disponível para
atendimento, o que acarreta desperdício de espera. O suporte técnico do software B é
realizado por telefone, Internet e acesso remoto, sendo cobrado uma mensalidade de R$
264,00 nesta mesma época.
O prazo de validade dos medicamentos calculados pelo software A é definido através
de informações dadas pelo operador no módulo de cadastro de produtos. Já no software B, o
prazo de validade é definido pelo operador.
No caso do software A, se informarmos no módulo de cadastro de produtos que o
insumo “hidroquinona” possui validade para 60 dias, todas as formas farmacêuticas com este
insumo terão validade de 60 dias automaticamente. Este mesmo argumento não é válido para
o insumo “ranitidina”, pois na forma farmacêutica cápsula a validade é de 90 dias e na forma
de xarope sua validade é de 14 dias, pois o fármaco sofre degradação.
Neste caso o ajuste automático não é aplicável. No software B, a informação da
validade pelo operador, forçaria o aluno a perguntar ao farmacêutico responsável qual a
validade do medicamento, o que aumentaria seu conhecimento.

72
4.6.7 Análise dos dados dos softwares para planejamento da produção e previsão de
demanda
Para melhor entendimento os dados foram agrupados na tabela 8:
Tabela 8 - Comparação do planejamento da produção e previsão de demanda
Comparação do planejamento da produção e previsão de demanda Características Software A Software B
Ordens de produção Emite Emite Previsão de demanda Não realiza Não realiza
Módulo de PCP Tem Não Tem Plano de produção Não realiza Não realiza
Seqüenciamento da produção Não realiza Não realiza
Planejamento de suprimento Não realiza Não realiza Fonte: Elaborado pela autora (2008)
Muitas perguntas não foram respondidas por desconhecimento do assunto por parte
dos entrevistados.
Em ambos os softwares, as ordens de produção para produtos acabados e semi-
acabados são emitidas em papel. Santos et al (2006) realizaram um estudo aplicando alta
tecnologia no controle da produção. O objetivo era apresentar a proposta de um Dashboard,
ordem de fabricação que acompanhasse as etapas de produção num ambiente “chão de
fábrica” e que oferecesse mobilidade aos apontadores, sequenciadores e supervisores da
produção. O resultado obtido foi a redução em 37% do tempo de rotina de apontamento com a
aplicação da ordem de produção eletrônica.
Este tipo de tecnologia seria possível para farmácias com manipulação comerciais,
onde os manipuladores são constantes e experientes, havendo redução de uso de papel,
contribuindo para a sustentabilidade. Já para uma farmácia escola, que visa ampliar o
conhecimento do aluno, todas as etapas do processo produtivo, precisam estar descritas. Nas
farmácias escolas há rotatividade de alunos, o que torna necessárias as ordens de produção por
escrito.
Em nenhum dos softwares existe disponível um módulo para cálculos de previsão de
demanda, o que dificulta o planejamento da compra dos insumos; também não fornecem
planos de produção, nem definem seqüenciamento ótimo para executar as ordens diárias de
produção. Muitas empresas de manufaturas utilizam o sistema ERP “Enterprise Resorce
Planning“, ou Sistema de Gestão Integrada. Esse sistema é um conjunto de módulos que

73
gerenciam a empresa, integrando todos os setores da organização: finanças, manufatura,
vendas, RH, contabilidade, estoque, etc, formando um banco de dados coeso. Como todos os
setores estão interligados, os fluxos de informações entre os diversos processos existentes são
de conhecimento do chão de fábrica até a alta organização (HABERKORN, 2003 apud
SANTOS et al, 2006).
Ferreira et al (2008) elaboraram um modelo de otimização para o problema de
dimensionamento e seqüenciamento dos lotes de produção em fábricas de refrigerantes de
pequeno porte, com tempos e custos de set up de produção dependentes do seqüenciamento
dos lotes. Os autores realizaram um estudo de caso numa fábrica de refrigerantes no interior
de São Paulo.
O modelo elaborado pretendia resolver as questões de quanto e em que ordem as
bebidas devem ser produzidas na linha de envase para atender à demanda dos períodos do
horizonte de planejamento, considerando restrições de capacidade e de insumos disponíveis.
O modelo mostrou-se útil na representação do problema e foi capaz de gerar soluções
melhores que a fornecida pela fábrica. Este trabalho comprova que a definição correta do
seqüenciamento da produção nas empresas é uma vantagem competitiva.
Somente o software A possui módulo específico para PCP. O módulo de PCP
encontrado no software A permite apenas a rastreabilidade da receita na farmácia. Para que o
sistema de PCP funcione adequadamente, não basta apenas ter um software para PCP. O
software de PCP é apenas um dos seis aspectos de configuração do sistema inteiro de PCP. De
acordo com os trabalhos realizados por Windahl et al (2005), o software de PCP precisa estar
integrado à organização em relação aos objetivos, processos, objetos, funções e
responsabilidades para que o sistema de PCP funcione adequadamente.
Nenhum dos dois softwares pesquisados realiza o planejamento dos suprimentos, o
que dificulta o gestor na aquisição dos insumos. Os softwares analisados apenas informam
quais insumos atingiram o estoque mínimo, não definindo a quantidade a ser comprada. Os
estudos realizados por Monteiro et al (2003), na avaliação do e-procurement para obtenção de
insumos hospitalares em um hospital da rede particular da cidade de João Pessoa, mostraram
uma melhora na programação das compras, melhor acompanhamento dos pedidos, redução no
nível de estoque, na burocracia do processo de obtenção e nos custos gerais. De acordo com
os autores o e-procurement é uma forma de comércio eletrônico que se dá entre empresas e que
envolve compra, requisição, transporte, armazenamento e recebimento interno.
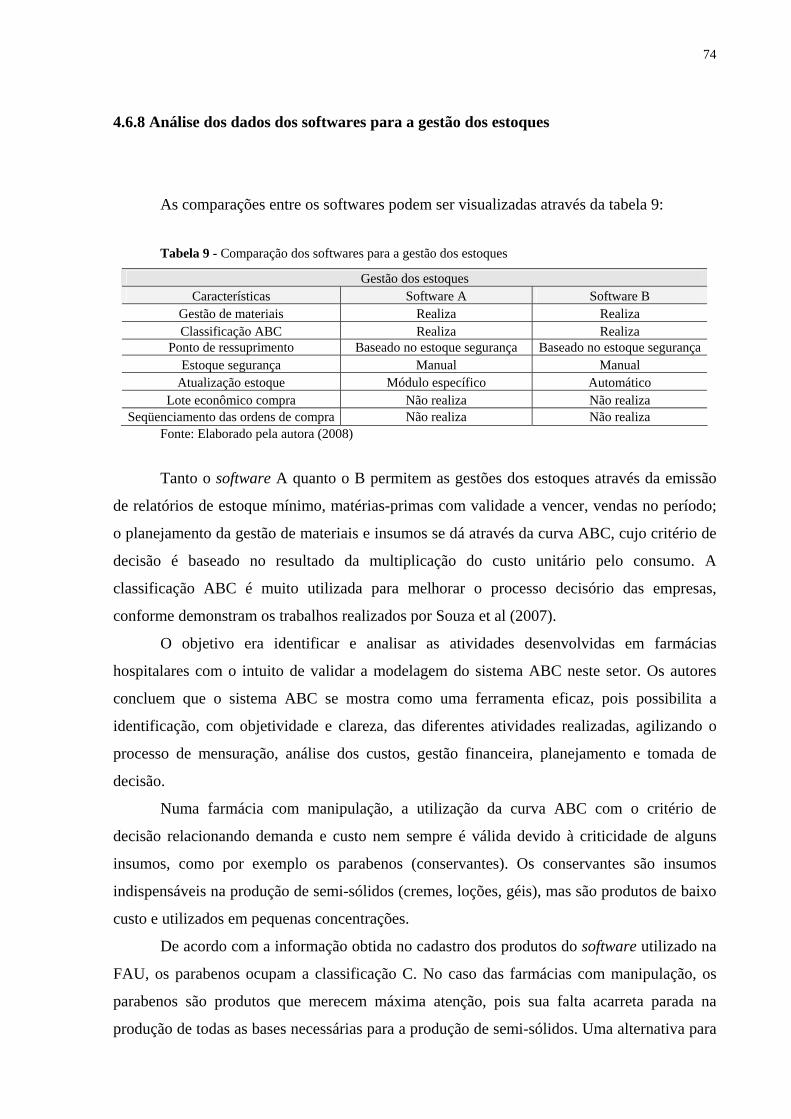
74
4.6.8 Análise dos dados dos softwares para a gestão dos estoques
As comparações entre os softwares podem ser visualizadas através da tabela 9:
Tabela 9 - Comparação dos softwares para a gestão dos estoques
Gestão dos estoques Características Software A Software B
Gestão de materiais Realiza Realiza Classificação ABC Realiza Realiza
Ponto de ressuprimento Baseado no estoque segurança Baseado no estoque segurança Estoque segurança Manual Manual
Atualização estoque Módulo específico Automático Lote econômico compra Não realiza Não realiza
Seqüenciamento das ordens de compra Não realiza Não realiza Fonte: Elaborado pela autora (2008)
Tanto o software A quanto o B permitem as gestões dos estoques através da emissão
de relatórios de estoque mínimo, matérias-primas com validade a vencer, vendas no período;
o planejamento da gestão de materiais e insumos se dá através da curva ABC, cujo critério de
decisão é baseado no resultado da multiplicação do custo unitário pelo consumo. A
classificação ABC é muito utilizada para melhorar o processo decisório das empresas,
conforme demonstram os trabalhos realizados por Souza et al (2007).
O objetivo era identificar e analisar as atividades desenvolvidas em farmácias
hospitalares com o intuito de validar a modelagem do sistema ABC neste setor. Os autores
concluem que o sistema ABC se mostra como uma ferramenta eficaz, pois possibilita a
identificação, com objetividade e clareza, das diferentes atividades realizadas, agilizando o
processo de mensuração, análise dos custos, gestão financeira, planejamento e tomada de
decisão.
Numa farmácia com manipulação, a utilização da curva ABC com o critério de
decisão relacionando demanda e custo nem sempre é válida devido à criticidade de alguns
insumos, como por exemplo os parabenos (conservantes). Os conservantes são insumos
indispensáveis na produção de semi-sólidos (cremes, loções, géis), mas são produtos de baixo
custo e utilizados em pequenas concentrações.
De acordo com a informação obtida no cadastro dos produtos do software utilizado na
FAU, os parabenos ocupam a classificação C. No caso das farmácias com manipulação, os
parabenos são produtos que merecem máxima atenção, pois sua falta acarreta parada na
produção de todas as bases necessárias para a produção de semi-sólidos. Uma alternativa para

75
as farmácias com manipulação seria classificar os itens de acordo com o critério estabelecido
por Slack et al (2002) a respeito da conseqüência da falta no estoque, onde os itens classe A
seriam aqueles em que sua falta acarretaria parada na produção, independente de seu custo
financeiro.
Em ambos os softwares, o ponto de ressuprimento ocorre mediante o estoque de
segurança, que é calculado manualmente. A maioria das farmácias utiliza softwares
específicos para venda de seus produtos que fornecem previsões de consumo, mas esses dados
são generalizados.
Na realidade, os dados não podem ser generalizados em função do tempo de
ressuprimento, que é diferente em cada farmácia, devido às especialidades médicas atendidas
e perfil sócio-econômico dos clientes. A maioria dos fornecedores de insumos para farmácias
com manipulação localiza-se no Estado de São Paulo.
O tempo de ressuprimento de uma farmácia localizada na cidade de São Paulo não é o
mesmo que uma farmácia localizada na cidade de Manaus. Uma alternativa para cálculo do
estoque de segurança para posterior informação ao software seria a elaboração de uma matriz
de criticidade (SUCUPIRA, 2008). Essa matriz busca unir a criticidade de suprimento de um
item com sua criticidade de demanda.
A atualização do estoque do software B ocorre à medida que as vendas são realizadas,
ou seja, é automático. No software A existe um módulo específico para a atualização do
estoque, que precisa ser executado pelo operador. A execução de atualização dos estoques do
software B é mais fácil de operar do que o software A, visto que no software B a baixa do
estoque é feita automaticamente, à medida que as ordens de produção são emitidas, enquanto
que no software A existe o módulo específico para atualização do estoque deve ser executado
pelo operador.
Ketzenberg et al (2007) mostraram em suas pesquisas a importância do gerenciamento
das informações no reabastecimento dos estoques.
Nenhum dos dois softwares realiza o cálculo do lote econômico de compra nem o
seqüenciamento das ordens de compra.

76
5 DIRETRIZES PROPOSTAS PARA GESTÃO DO ESTOQUE
Após a observação das discrepâncias entre o saldo de insumos e embalagens
constantes na listagem emitida pelo software e o real, elaborou-se um modelo para a gestão
dos estoques. Esse modelo foi elaborado de acordo com Melo et al (2008) no setor de sólidos
para a produção de cápsulas em farmácia de manipulação baseado no ponto de ressuprimento,
que registrou numa planilha toda a produção de medicamentos do setor de cápsulas, as
entradas dos insumos e a necessidade de reposição.
Na FAU são utilizadas cerca de 300 matérias-primas para a produção de
medicamentos de uso externo e interno. O setor de produção de cápsulas utiliza 40 (quarenta)
insumos farmacêuticos, entre ativos e inertes. Para análise inicial do consumo de insumos na
FAU, foi levantado o consumo de todos os insumos deste setor no período de janeiro a
outubro de 2007. Entretanto, para uma primeira etapa de estudos foi selecionada uma pequena
amostra de insumos para que fossem testados os instrumentos propostos para a administração
de estoque. O critério utilizado para a escolha dos insumos foi baseado no fator criticidade e
deu-se em virtude da maior saída dos mesmos. Dentre os insumos escolhidos foram
selecionados na categoria de ativos: Atenolol, Carbonato de cálcio, Enalapril, Ginkgo biloba,
Losartan e Norfloxacino; e na categoria de insumos inertes: amido e celulose.
Os dados históricos de consumo dos insumos no período estudado foram organizados
em uma tabela, onde se calculou a média de consumo. Em seguida, para determinar a
demanda diária dos insumos analisados, dividiram-se as médias mensais de consumo por 30
dias. Os valores em g/dia foram utilizados como previsão de demanda.
Determinada a demanda de consumo, realizou-se a observação do consumo no
decorrer dos meses seguintes para comprovar se o valor calculado de fato correspondia à
realidade. A partir do valor da demanda obtido, procederam-se o cálculo do tempo de
ressuprimento e o estoque de segurança. O tempo de ressuprimento foi determinado
calculando-se o tempo médio em que o pedido é feito, entrega pelo fornecedor e liberação do
insumo pelo controle de qualidade da farmácia. Já o estoque de segurança foi estipulado a
partir da quantidade consumida para a fabricação de determinada quantidade de medicamento
de acordo com a demanda para 15 dias.
Aplicou-se então a fórmula do ponto de ressuprimento para cada insumo analisado.
O levantamento do consumo de cada insumo farmacêutico selecionado no tempo
estipulado para o estudo permitiu a elaboração da Tabela 10.

77
Tabela 10 - Saída de matéria-prima ao longo dos meses de janeiro a outubro de 2007 2007 (g)
Matéria-
prima
Mês
1
Mês
2
Mês
3
Mês
4
Mês
5
Mês
6
Mês
7
Mês
8
Mês
9
Mês
10
Media
(g)
Amido 4098,6 4795,8 4319,7 4265,0 3990,0 4498,0 5083,0 4060,0 4194,0 3959,0 4326,3
Atenolol 2315,1 1693,7 2667,0 2980,0 20,5 2320,1 2900,0 2296,0 2073,6 2258,8 2152,5
Carbonato de Cálcio
17550,0 22900,0 21550,0 19750,0 19205,0 19875,0 20018,0 19560,0 17150,0 21690,0 19924,8
Celulose 11925,8 11288,6 12230,8 15022, 0 9893,2 9535,3 28513,0 11675,0 10902,0 9144,3 13013,0
Enalapril 453,0 405,0 543,0 556,0 487,0 547,0 532,0 373,0 493,0 483,0 487,2
Ginkgo Biloba 1665,8 2577,1 2783,8 3715,0 1407,0 1530,0 4577,0 1799,0 1774,0 1738,0 2356,6
Losartan 1054,0 1574,0 1230,0 1004,0 974,0 1132,0 1146,0 1553,0 1260,0 1523,0 1245,0
Noxfloxacino 2797,0 2577,1 2783,8 2715,1 2412,8 2440,0 2963,5 2260,9 2076,6 2556, 0 2558,3
Fonte: Elaborado pela autora (2007)
Este modelo de registro de consumo foi escolhido devido à simplicidade de
implantação e de controle das quantidades de entradas e de saídas de insumos ao longo do
tempo. Ela possibilita que qualquer pessoa que tenha acesso aos dados os compreenda e dê
continuidade ao gerenciamento.
Na análise dos dados disponíveis, verificou-se que não existe muita variação de
consumo entre as épocas do ano (tabela 10) para os oito insumos de maior uso, considerados
críticos. Para esses insumos, não há indicação de sazonalidade, o que facilitaria a
determinação da demanda de cada item presente no estudo.
O cálculo do ponto de ressuprimento, através da demanda diária dos insumos, do
tempo de ressuprimento e do estoque de segurança, gerou uma segunda tabela (Tabela 11).
O tempo de ressuprimento foi o mesmo para todos os insumos estudados, ou seja, de
18 dias.
Este tempo é decorrente do tempo médio de pesquisa de preços pelo gestor de
compras, entre os fornecedores qualificados, pedido confirmado no fornecedor, recebimento e
conferência dos insumos e aprovação dos mesmos pelo controle de qualidade da farmácia.

78
Tabela 11 - Determinação do ponto de ressuprimento
Matéria-Prima Demanda (g/dia) Tempo de
ressuprimento (dias)
Estoque de segurança (g)
Ponto de ressuprimento
(g) Amido 144,20 18 432,60 3028,43
Atenolol 71,70 18 329,00 1620,00 Carbonato de
Cálcio 664,20 18 1260,00 13214,90
Celulose 433,80 18 1162,00 1969,80 Enalapril 16,20 18 55,00 347,30
Ginkgo Biloba 78,60 18 155,00 1569,00 Losartan 41,50 18 614,00 1361,00
Norfloxacino 85,30 18 587,00 2122,00 Fonte: Elaborado pela autora (2007)
Com o cálculo do ponto de ressuprimento, chegou-se a outra planilha, simples e de
fácil compreensão (Tabela 12), onde estão condensadas as informações necessárias para um
melhor gerenciamento do estoque.
Tabela 12 - Relatório de entrega para o gestor
Matéria-prima
Quantidade atual do
estoque (g)
Ponto de Ressuprimento
(g)
Quantidade a ser
comprada (g)
Status Validade mínima
Estimativa de
duração (dias)
Amido 6875,53 3028,43 8652,00 Não comprar 9 Meses 54 Atenolol 9652,50 1620,00 4302,00 Não comprar 9 Meses 114
Carbonato de Cálcio 650,61 13214,90 39852,00 Comprar 9 Meses 432
Celulose 37314,15 1969,80 26028,00 Não comprar 9 Meses 96 Enalapril 1710,871 347,30 972,00 Não comprar 9 Meses 89 Ginkgo Biloba 109,75 1569,00 4716,00 Comprar 9 Meses 2
Losartan 746,71 1361,00 2490,00 Comprar 9 Meses 17 Norfloxacino 4943,56 2122,00 5016,00 Não comprar 9 Meses 136
Fonte: Elaborado pela autora (2007)
A tabela 12 permite a visualização da quantidade atual do estoque, do ponto de
ressuprimento, da quantidade a ser comprada para uma demanda de 60 dias, a necessidade ou
não de compra do insumo, a validade mínima do insumo e uma estimativa de duração do
insumo no estoque da FAU para os insumos selecionados.
Baseado na tabela 12, obtida durante o estudo realizado em novembro de 2007, o
farmacêutico pode programar e efetivar a compra dos insumos.
A partir dessa tabela pode-se prever o tempo em que a matéria-prima durará,
possibilitando que o mesmo planeje com precisão quando e quanto comprar de cada insumo
em função das particularidades de cada estabelecimento. Este gerenciamento evitará

79
desperdícios, visto que os insumos não perderão a validade e evitará que os mesmos sejam
descartados.
5.1 RESULTADOS OBTIDOS
Após a implantação no setor de sólidos da planilha para administração do estoque
baseado no ponto de ressuprimento, algumas melhorias foram praticadas, tais como:
1. Dimensionamento da quantidade de lotes produzidos de acordo com a demanda,
evitando perdas de medicamentos por validade vencida.
2. Insumos adquiridos de acordo com a quantidade utilizada, evitando gastos
desnecessários com o descarte.
3. Diminuição do número de paradas na produção dos medicamentos por falta de
insumos.
O principal ganho da Farmácia Universitária da Universidade Federal Fluminense
(FAU-UFF) com este trabalho foi a obtenção de um sistema eficiente e simples de controle de
estoque baseado nas entradas e saídas de matéria-prima.
Foi possível evitar paradas de produção em função da falta de insumos, bem como a
formação de estoques excessivos de ativos e inativos no almoxarifado da FAU, otimizando a
ocupação de espaços em prateleiras e mitigando os riscos de perdas de insumos.
5.2 DIRETRIZES PROPOSTAS PARA MELHORAR O PCP DA FAU
Em relação às causas mais freqüentes do efeito indesejado de parada de produção na
farmácia do estudo de caso, são propostas diretrizes para melhorar a gestão da produção dos
medicamentos. Dentre os principais fatores de produção podemos apontar:
Mão de obra - Treinamento dos gestores envolvidos no processo de produção em
técnicas de PCP. Criação do cargo de monitor de Engenharia de Produção com um estudante
de graduação de Engenharia de Produção, que já tenha cursado a disciplina de PCP ou que
esteja cursando, que junto com os professores do curso de Engenharia de Produção auxiliaria
os farmacêuticos nas tomadas de decisão.

80
Matéria-prima - Realização de uma nova ordenação no almoxarifado central, onde os
insumos e as embalagens poderiam ser separados de acordo com a classificação ABC, sendo o
critério de utilização por conseqüência da falta no estoque. Elaboração da matriz de
criticidade dos insumos de acordo com os trabalhos de Sucupira (2008) com o objetivo de
cálculo do estoque de segurança.
Método - Medição dos tempos de operações de todas as tarefas executadas no setor de
semi-sólidos, com a finalidade de se conhecer a capacidade de produção do setor (quantidade
de receitas por dia). Implantação no setor de semi-sólidos e líquidos do mesmo controle de
estoque desenvolvido no setor de sólidos até que o problema do software A seja resolvido.
Investigação junto ao fornecedor do software A em relação à deficiência do módulo de
gestão de estoque do sistema, evitando com isso gastos desnecessários com uma troca de
software, ou ainda, aproveitando o fato de a farmácia encontrar-se num ambiente acadêmico,
desenvolvimento de um software que realize uma gestão da produção eficiente.
Implantação de ferramentas da qualidade no setor de semi-sólidos, como a ferramenta
5W e 2H, que é uma ferramenta de fácil utilização e que pode auxiliar no planejamento das
ações. Esta ferramenta é utilizada para planejar a implementação de uma solução, sendo
elaborada de acordo com os modelos dos POPs (procedimento operacional padrão) já
utilizados pela farmácia, através dos questionamentos:
• O Que: (What) Qual ação vai ser desenvolvida?
• Quando: (When) Quando a ação será realizada?
• Por que: (Why) Por que foi definida esta solução? (resultado esperado)
• Onde: (Where) Onde a ação será desenvolvida (abrangência)
• Quem: (Who) Quem é o responsável pela implantação?
• Como: (How) Como a ação será implementada? (passos da ação)
• Quanto: (How much) Quanto será gasto?
Com estas propostas a FAU pode melhorar a gestão da produção dos medicamentos,
beneficiando a população assistida pela farmácia e principalmente aprimorando a qualidade
de ensino aos alunos do curso de graduação em farmácia. As práticas de gestão aprendidas
com este estudo de caso são repassadas aos alunos que poderão reproduzir as técnicas no
mercado de trabalho.

81
6 CONCLUSÃO E RECOMENDAÇÕES PARA TRABALHOS FUTUROS
Neste capítulo são apresentadas as conclusões sobre o planejamento e controle da
produção em farmácia com manipulação. São sugeridas também recomendações para
trabalhos futuros.
O objetivo geral do trabalho foi diagnosticar qual etapa ou função do PCP era o
gargalo no processo de produção na farmácia com manipulação. O estudo de caso revelou que
a administração dos estoques foi responsável pelo efeito indesejado de parada de produção
dos medicamentos.
As conclusões do problema são feitas em relação às hipóteses formuladas. Levando-se
em consideração a primeira hipótese formulada – “As farmácias não possuem pessoal
capacitado para desenvolver o PCP”, a pesquisa de campo revelou que os responsáveis pelo
planejamento da produção e dos estoques não possuem conhecimento técnico para a
utilização de sistemas de PCP. Os responsáveis são graduados em farmácia, curso que não
inclui disciplinas sobre planejamento e controle da produção.
Com relação à segunda hipótese formulada – “Os softwares para gestão de farmácias
não apresentam modelos de apoio à decisão”, a pesquisa de campo mostrou que os softwares
pesquisados não oferecem ferramenta que auxilie o gestor na gestão da produção e
administração dos estoques. Esta pesquisa demonstra que os softwares analisados apresentam
carência de módulos de produção contendo funções essenciais, como métodos para previsão
de demanda e para a elaboração de planos de produção que proporcionem aos gestores
farmacêuticos um melhor controle da farmácia, evitando desperdícios e perdas em
produtividade.
Pesquisas em outros softwares existentes no mercado devem ser realizadas para uma
análise mais ampla.
Foi identificada demanda pelo desenvolvimento de novos softwares, que podem ser
desenvolvidos visando maior ênfase à gestão da produção, tendo em vista que dentro do
universo pesquisado os softwares avaliados não atendem às necessidades da farmácia do
estudo de caso para a gestão da produção e o controle dos estoques.
Algumas recomendações são sugeridas para melhorar os sistemas de PCP em farmácia
com manipulação:

82
Introdução da disciplina de administração no curso de graduação em Farmácia sobre
técnicas de PCP, que auxiliarão os futuros farmacêuticos a compreenderem melhor o processo
de produção realizado na farmácia.
Análise do PCP em cada farmácia com manipulação para identificação dos gargalos,
pois em ambientes produtivos onde há variabilidade de produtos os gargalos podem se
movimentar dentro da empresa.
Verificação do tempo de produção de cada medicamento para avaliação da capacidade
produtiva.
Conhecimento do tempo de ressuprimento dos insumos a fim de evitar paradas de
produção.
Análise dos medicamentos para conhecimento das características da demanda
(sazonalidade, tendência, irregularidade, etc.) e a partir daí aplicação de um plano de
produção. Fica claro que o controle de produção das farmácias não deve ser padronizado para
todos os tipos de medicamentos e processos. É necessário que seja determinada uma
diferenciação de acordo com a importância do medicamento.
Organização dos insumos no almoxarifado de modo que o controle seja visual,
permitindo ao gestor visualizar quais insumos necessitam de uma gestão mais rigorosa.
Com o aumento expressivo do número de farmácias de manipulação no Brasil, o
gerenciamento da cadeia produtiva tornou-se de suma importância.
A farmácia que não possui um PCP eficiente, não realiza uma produção enxuta e não
controla seus estoques de acordo com a filosofia just in time provavelmente não conseguirá
sobreviver no mercado.

83
REFERÊNCIAS
ANFARMAG. Padronização na Manipulação. Revista da Associação Nacional de Farmacêuticos Magistrais. São Paulo, Ano XII, n.62, p.18, Ago /Set 2006. ANSEL et al. Farmacotécnica. Formas farmacêuticas & Sistemas de liberação de fármacos. 6.ed. São Paulo: Editorial Premier, 2000. ANTUNES JUNIOR, Daniel. Farmácia de Manipulação - Noções básicas. 2.ed. São Paulo: Tecnopress, 2002. ANVISA. AGÊNCIA NACIONAL DE VIGILÂNCIA SANITÁRIA. Subsídios à discussão sobre a proposta de regulamentação para farmácias magistrais. Revista Saúde Pública, v.39, n.4. São Paulo, agosto, 2005. ARGOUD, Ana Rita TT et al. Aplicação de conceitos de Produção Enxuta em um ambiente de alta diversidade de produtos e demanda variável: um estudo de caso. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 24, 2004, Florianópolis. AZEVEDO, Roberta CP; RIBEIRO, Gislaine, P; ARAUJO, Magali B. Desenvolvimento e validação do ensaio de dissolução para captopril em cápsulas magistrais com CLAE. Rev. Bras. Cienc. Farm. (on line), v. 44, n. 2, p. 261-269, 2008. BALESTEROS, Manoela R; FARIA, Adriana F; OLIVEIRA, Marcone AL. Determination of losartan associated with chlortalidone or hydrochlorothiazide in capsules by capillary zone electrophoresis. J. Braz. Chem. Soc., v. 18, n. 3, p. 554-588, 2007. BAUMER, Marina; ZVIRTES, Leandro. Programação e controle de materiais de demanda dependentes - Melhorias desenvolvidas para uma empresa do ramo plástico. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Resolução RDC 67, de 8 de outubro de 2007. Dispõe sobre as Boas Práticas de Manipulação de Preparações magistrais e Oficinais para Uso Humano em farmácias. Diário oficial [da] República Federativa do Brasil, DF, 9 de outubro de 2007. BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Resolução RDC 214, de 12 de dezembro de 2006. Dispõe sobre as boas práticas de Manipulação em Farmácias. Diário oficial [da] República Federativa do Brasil, Brasília-DF, 18 de dezembro de 2006. BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Resolução RDC 306, de 7 de dezembro de 2004. Dispõe sobre o gerenciamento de resíduos para os serviços de saúde. Diário Oficial [da] República Federativa do Brasil, Brasília - DF, 10 de dezembro de 2004. BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Resolução RDC 354, de 7 de dezembro de 2005. Dispõe sobre boas práticas de manipulação de medicamentos

84
de baixo índice terapêutico. Diário Oficial [da] República federativa do Brasil, Brasília – DF, 10 de dezembro de 2005. BRIALES, Júlio Aragon. Melhoria contínua através do Kaisen: Estudo de caso DaimlerChrysler do Brasil. Dissertação (Mestrado em Sistemas de Gestão). Universidade Federal Fluminense, Niterói, 2005. CHEN, Kee K, CHANG, Ching T. A seasonal demand inventory model with variable lead time and resource constraints. Applied Mathematical Modelling, v 31, n11, Nov 2007. CHIOCHETTA, João; CASAGRANDE, Luiz F. Mapeamento do fluxo de valor aplicado em uma pequena indústria de alimentos. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. CONSELHO REGIONAL DE FARMÁCIA. Deliberação nº. 3, de 23 de fevereiro de 1994. Delibera sobre as farmácias com manipulação. Diário Oficial do Estado de Rio de janeiro, RJ, 24 de maio de 1994. CRÒSTA, Vera Maria Duch. Gerenciamento e qualidade em empresas de pequeno porte: um estudo de caso no segmento de farmácia de manipulação. 2000,111f. Dissertação (Mestrado me Matemática). Universidade Estadual de Campinas, Instituto de Matemática, Estatística e Computação Científica, Campinas, 2000. DONATO, Felipe AS; BARON, Guilherme D; PEREZ, André C. O impacto do planejamento e gerenciamento de estoque no resultado financeiro - Estudo de caso Whirlpool S. A – unidade Embraco. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. EKSIOGLU, Sandra D. A primal-dual algorithm for the economic lot sizing problem with multi-mode replenish. European Journal of Operational Research. v. 197, p. 93-101, 2009. FABRÍCIO, Alexandre S F; CABRAL, Lucídio A F; SUBRAMANIAN, Anand. Problema de dimensionamento de lotes e seqüenciamento da produção. Um estudo de caso numa indústria de bebidas. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. FERNANDES, Flávio C; SANTORO, Miguel C. Avaliação do grau de prioridade e do foco do planejamento e controle da produção (PCP): modelos e estudos de casos. Gest. Prod. (on line), v.12 ,nº 1, p.25-38, 2005 FERREIRA, A Oliveira. Guia prático de farmácia magistral. Volume 1. 3.ed. São Paulo: Pharmabooks, 2008. FERREIRA, Deisemara; MORABITO, Reinaldo; RANGEL, Socorro. Um modelo de otimização inteira mista e heurística relax and fit para a programação da produção de fábricas de refrigerantes de pequeno porte. Produção, v.18, nº 1, p.76-88, Jan- Abr, 2008 GARCIA, Leila P.; ZANETTI-RAMOS, Betina G. Gerenciamento de resíduos de serviço de saúde: uma questão de biossegurança. Cad. Saúde Pública, RJ 20 (3): 744-752, maio-junho, 2004.

85
GIL, Antônio C. Métodos e técnicas de pesquisa social. 6ª ed. São Paulo: Atlas, 2008. GONÇALVES, Antônio A; NOVAES, Mário L O; SIMONETTI, Vera M M. Otimização de farmácias hospitalares: eficácia da utilização de indicadores para gestão de estoques. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 26, 2006, Fortaleza. GOYAL, Suresh K.; CHANG, Chun-Tao. Optimal ordering and transfer policy for an inventory with stock dependent demand. European Journal of Operational Research, v.196, p. 177-185, 2009. HORNBURG, Sigfrid; WILL, Delmari Z; GARGIONE, Paula C. Introdução da filosofia de melhoria continua nas fábricas através de eventos Kaisen. . In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. HWARNG, Brian; XIE, Na. Understanding supply chain dynamics: A chaos perspective. European Journal of Operacional Research, v. 184, n 3, p. 1163-1178, Feb, 2008. JAMMERNEGG, Werner; REINER, Gerald. Performance improvement of supply chain processes by coordinated inventory and capacity management. Int. J. Production Economics. v. 108, n 1, p. 183-190. Jul 2007. KETZENBERG, et al. A framework for the value of information in inventory replenishment. European Journal of Operacional Research,v. 182 , n 3, p. 1230-1250 ,Nov 2007 KOPAK, Simone C.; FAVARETTO, Fábio. Análise comparativa entre modelos conceituais de planejamento e controle da produção com foco nas restrições de capacidade. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 23, 2003, Ouro Preto. KREVER et al. Inventory control based on advanced theory, an application. European Journal of Operational Research, v.162 , n 2 , p.342-358 , 2003 LAGE JUNIOR, Muris; GODINHO FILHO, Moacir. A utilização do sistema Kanban em empresas do Estado de São Paulo. Estudo por meio de um survey. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. LEAL, L B; SILVA, M C; SANTANA, D P. Preços X Qualidade e segurança de medicamentos em farmácias magistrais. Infarma, v.19 , nº 112 , 2007. LEITÃO, Afonso J C. Estruturação do plano de gerenciamento de resíduos de serviços de saúde para a Farmácia Universitária da Universidade Federal Fluminense. 2007.127p. Dissertação (Mestrado em Sistemas de Gestão). Universidade Federal Fluminense. Niterói. 2007. LEMOS, Fernando O; FOGLIATTO, Flávio S. Modelagem estocástica do estoque de itens revisados periodicamente com pedidos sujeitos a múltiplas datas de entrega. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 24, 2004, Florianópolis.

86
LIMA, Adalberto, C. et al. Mapeamento da cadeia de valor na divisão de suprimento do hospital de clínicas da UNICAMP para redução do lead time no processo de aquisição de materiais hospitalares. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 25, 2005, Porto Alegre. LIMA, Christiano T; ELIAS, Sergio JB. Análise dos resultados da implantação da produção enxuta nas organizações: um estudo a partir dos casos relatados no ENEGEP. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. LIMA, Maria Letícia S.; ZAWISLAK, Paulo Antônio. Produção enxuta como fator diferencial na capacidade de fornecimento de PMes. Produção. São Paulo, v.13, nº 2- p.57-69, 2003. MARKMAN, Blanca, EO. Desvios de qualidade de cápsulas manipuladas de hormônios tiroideanos. In: SIMPÓSIO BRASILEIRO DE VIGILÂNCIA SANITÁRIA, 3, 2006, Florianópolis. MARTIN, Juliana MH . et al. Specific concentration evaluation of 16% Carbamide peroxide compounded at dispensing pharmacies. Braz. Oral. Res, v. 21, n. 4, p.318-322, 2007. MEDEIROS, Francisco A. Gestão de estoques de materiais e equipamentos para manutenção, reparo e operações na indústria intensiva em capital. 2004. 139p. Dissertação (Mestrado em Sistemas de Gestão). Universidade Federal Fluminense -Niterói. 2004. MELO, et al. Gestão da produção em farmácias de manipulação: o desenvolvimento de um modelo de aquisição de insumos com base no cálculo do ponto de ressuprimento. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 28, 2008, Rio de Janeiro. MERCALDI, Rafael S; SOARES, Hugo F; PEREIRA, Néocles A. Análise de melhoria do abastecimento de matéria-prima em fábrica de lavadoras de roupa: um estudo de caso. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 26, 2006, Fortaleza. MESQUITA, Marco A; SANTORO, Miguel C. Análise de modelos e práticas de planejamento e controle da produção na Indústria Farmacêutica. Produção, São Paulo v.14, n.1, p-64-77, 2004. MIGUEL et al. O cotidiano das farmácias de manipulação. Visão Acadêmica, Curitiba, v 3, nº 2, p.103-108, 2002. MONTEIRO, Andréa R et al. O Impacto do e-procurement na obtenção de insumos hospitalares: o caso de um hospital da rede particular da cidade de João Pessoa. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 23, 2003, Ouro Preto. MORETTO, Lauro D. Gerenciamento da produção para farmacêuticos. São Paulo: RCN, 2004.

87
NARA, Elpídio OB; SILVA, André Luiz E. Arquitetura organizacional do processo produtivo entre previsão de vendas, capacidade e carga. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 24, 2004, Florianópolis. NARDINI, Jurandir J; PIRES, Silvio RI. Sistemas de Gestão da Produção: Um estudo de caso em 20 empresas do Setor Metal-Mecânico Paulista. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 23, 2003, Ouro Preto. OLIVEIRA, Rosana C; CARNEIRO, Savana CP. Elaboração e implementação de um modelo de administração de estoque baseado em faixa de ressuprimento. IN: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 24, 2004, Florianópolis. PACHECO, Eduardo O; OLIVEIRA, Gustavo HC. Comparação do desempenho de métodos de reposição ótima de componentes em estoque. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 24, 2004, Florianópolis. ______. Controle ótimo de estoques sujeito a picos de demanda do mercado. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 23, 2003, Ouro Preto. PAIVA, Rodrigo C; MESQUITA, Marco A. Previsão de demanda e reposição de numerários em uma rede de caixas eletrônicos. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. PALOMINO, Reynaldo C & LANFREDI, Almir A. Planejamento agregado da produção em uma empresa de pequeno porte: um estudo de caso. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 26, 2006, Fortaleza. PAVONI et al. A sincronização da produção segundo a teoria das restrições aplicada a uma indústria de embalagens plásticas - um caso de sucesso-IN: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO-24, 2004, Florianópolis. PENTEADO, Francine A, et al. Aplicação do método de análise e solução de problemas-MASP-In: XVI CONGRESSO DE INICIAÇÃO CIENTÍFICA, UNIVERSIDADE FEDERAL DE PELOTAS, 2007.
PRISTA, et al. Tecnologia farmacêutica. v.1, 6. ed., Lisboa: .Fundação Calouste Gulbenkian, 2003. QUELHAS et al. Planejamento e controle da produção. Rio de Janeiro: Campus, 2008. RAPOSO, Cristiane F C; REBELO, Luiza M B. O sistema de produção sob a ótica do PCP: um estudo de caso no setor eletroeletrônico do Pólo Industrial de Manaus. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. REGO, José R . A lacuna entre a teoria de gestão de estoques e a prática empresarial na reposição de peças em concessionárias de automóveis. Dissertação (Mestrado em Administração). 2006. 180p. Universidade de São Paulo, 2006

88
RIBEIRO, Ana Lúcia Allemão de Andrade. Resolução RDC 33/ ANVISA/MS: Uma análise crítica do roteiro de inspeção para farmácias de manipulação. 2002.161f. Dissertação (Mestrado em Sistemas de gestão), Universidade Federal Fluminense, Niterói. 2002. SANTOS, Antônio M; CARVALHO, Carlos RV. Planejamento e seqüenciamento da produção de uma máquina aplicado a uma indústria de processo repetitivo em lotes. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 26, 2006, Fortaleza. SANTOS, Antônio M; RODRIGUES, Iana A. Controle de estoques de materiais com diferentes padrões de demanda: estudo de caso em uma Indústria Química. Gestão da Produção. São Carlos, v. 13, n.2, p-223-231, maio 2006. SANTOS, Sílvio N; CARDOSO, Álvaro A; CHAVES, Carlos A. Usando alta tecnologia no controle da produção. . In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 26, 2006, Fortaleza. SATOLO, Eduardo G; CALARGE, Felipe, A. Determinação do grau de aderência ao sistema Lean Production para empresas da indústria automobilística: Um estudo tipo. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. SCHAFRANSKI, Luiz E. Jogos de gestão da produção: Desenvolvimento e validação-2000.195f. Tese (Doutorado em Engenharia de Produção) Programa de Pós-graduação em Engenharia de Produção e Sistemas da Universidade Federal Santa Catarina, Florianópolis. 2000. SHIN, Hojung; BENTON, W C; JUN, Minjoon. Quantifying suppliers and delivery performance: A sourcing policy decision model. Computers & Operations Research.v. 36, p. 2462-2471, 2009. SILVA, Alessandro L; GANGA, Gilberto MD; JUNQUEIRA, Roberta P. Como determinar os sistemas de produção a partir da lei de Pareto. IN: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 24, 2004, Florianópolis. SILVA, Glauco G M P et al. A manufatura enxuta aplicada no setor de serviços: um estudo de caso. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. SILVA, Ronaldo Ferreira. Indicadores de desempenho em sistemas de garantia de qualidade de produção de medicamentos, uma contribuição para aplicação em farmácias de manipulação. Niterói, UFF. Dissertação de mestrado, Faculdade de Engenharia da Universidade Federal Fluminense, 2007. SILVA, Valéria O S.; RENTES, Antônio A. A importância da produção enxuta nas empresas brasileiras do setor agroindustrial. IN: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 24, 2004, Florianópolis. SILVEIRA, Kaka. Mudanças na RDC 214 mobilizam o mercado. Revista Canal Aberto. São Paulo, Ano 1, Edição nº 3. 2007

89
SILVEIRA, Patrícia; GUSBERTI, Tomoe D H. Modelo de definição de demanda de produtos farmacêuticos no contexto de pequenas e médias empresas. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. SIMONETTI, Vera MD; NOVAES, Mário LO; GONÇALVES, AA. Seleção de medicamentos, classificação ABC e redução do nível de estoques da farmácia hospitalar. ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. SIMSON, N. C. Central versus local multiple stage inventory planning: An analysis of solution. European Journal of Operational Research. v. 181, n 1, p. 127-138, Aug,2007 SLACK, N. et al. Administração da produção. 2. ed. São Paulo: Atlas, 2002. SOARES, Hugo Freneda. O comportamento da demanda e suas implicações na gestão de operações: um estudo de caso de uma empresa de eletrodomésticos. Dissertação (Mestrado em Engenharia de Produção), Programa de Pós-Graduação em Engenharia de Produção, Universidade Federal de São Carlos, São Carlos, 2006. SOUZA, Antônio A, et al. Uma aplicação do custeio baseado em atividades para farmácias hospitalares. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 27, 2007, Foz do Iguaçu. SUCUPIRA, César AC. A classificação ABC e as políticas de gestão de estoques. Boa prática ou metodologia obsoleta? Disponível em :<http:// www.cesarsucupira.com.br. Acesso em 16/05/2008. TABCHORY, Cínthia PM; PIEROBON, Carla N; CURY, Jaime A. Concentração e biodisponibilidade de fluoreto de enxaguatórios bucais preparados em farmácias de manipulação. J. Appl. Oral. Sci. v. 13, n. 1, p. 41-46, 2005. TUBINO, Dalvio F. Planejamento e controle da produção – Teoria e prática. São Paulo: Atlas, 2007. TUBINO, Dalvio; ANDRADE, Gilberto, JP. A implantação de sistemas puxados de programação da produção em ambientes de demandas instáveis. In: ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 23, 2003, Ouro Preto. VRIES, Jan de. Diagnosing inventory managemant systems: An empirical evaluation of a conceptual approach. Int. J. Production Economics. v. 108, n 1, p. 63-73, Jul 2007. WEE, HM. A multi-objective joint replenishment inventory model of deteriorated itens in a fuzzy environment. European Journal of Operational Research. v. 197, p. 620-631, 2009. WERKEMA, Maria Cristina. As ferramentas da qualidade no gerenciamento de processos. Belo Horizonte: Fundação Christiano Otoni, 1995. WIENDAHL, H H; VON CIEMINSKI, G; WIENDAHL, H P. Stumbling blocks of PPC: Towards the holistic configuration of PPC systems. Production Planning & Control, v.16, nº 7, p. 634-651, October, 2005.
90
WITKA, Anderson Moita. Um modelo de programação da produção para tarefas complexas e não repetitivas com histórico único: um estudo de caso em uma empresa prestadora de serviços de reparo de equipamentos de complementação utilizados na prospecção de petróleo. Dissertação (Mestrado em Engenharia de Produção). Universidade Federal Fluminense. Niterói, 2007. YIN, Robert. Estudo de Caso: Planejamento e Métodos. 3. ed. Porto Alegre: Bookman, Trad. Daniel Grassi, 2005.

91
GLOSSÁRIO
ADJUVANTE Substância adicionada ao medicamento com a finalidade de impedir alterações, corrigir e/ou melhorar as características dos medicamentos. ALOPATIA Sistema de medicina que combate às doenças por meios contrários a elas, procurando conhecer-lhes a etiologia e combater-lhes as causas. ANTIOXIDANTE A substância que retarda o aparecimento de alteração oxidativa. ASSISTÊNCIA FARMACÊUTICA Conjunto de ações e serviços relacionados com o medicamento destinados a apoiar as ações de saúde demandadas por uma comunidade. Envolve o abastecimento de medicamentos em todas e em cada uma de suas etapas constitutivas, a conservação e controle de qualidade, a segurança e a eficácia terapêutica dos medicamentos, o acompanhamento e a avaliação da utilização, a obtenção e a difusão de informação sobre medicamentos e a educação permanente dos profissionais de saúde, do paciente e da comunidade para assegurar o uso racional de medicamentos. AUTORIZAÇÃO ESPECIAL Licença concedida pela Secretaria de Vigilância Sanitária do MS (SVS/MS) a empresas, instituições e órgão para o exercício de atividades de extração, produção, transformação, fabricação, fracionamento, manipulação, embalagem, distribuição, transporte, reembalagem, importação e exportação de substâncias, bem como medicamentos que as contenham. BASE GALÊNICA Preparação composta de uma ou mais matérias-primas, com fórmula definida, destinada a ser utilizada como veículo/excipiente de preparações farmacêuticas. BOAS PRÁTICAS DE MANIPULAÇÃO (BPM) Conjunto de medidas que visam assegurar que os produtos manipulados sejam consistentemente manipulados e controlados, com padrões de qualidade apropriados para o uso pretendido e requerido na prescrição. CONTROLE DE QUALIDADE Conjunto de operações (programação, coordenação e execução) com o objetivo de verificar a conformidade das matérias-primas, materiais de embalagem e do produto acabado com as especificações estabelecidas. CONTROLE EM PROCESSO Verificações realizadas durante a manipulação de forma a assegurar que o produto esteja em conformidade com suas especificações. CORRELATO Equipamentos e materiais de saúde ou “produtos correlatos” são aparelhos, materiais ou acessórios cujo uso ou aplicação esteja ligado à defesa e proteção da saúde individual ou

92
coletiva, à higiene pessoal ou de ambientes, ou fins diagnósticos e analíticos, os cosméticos e perfumes, e, ainda os odontológicos e veterinários. DATA DE VALIDADE Data impressa no recipiente ou no rótulo do produto, informando o tempo durante o qual se espera que o mesmo mantenha as especificações estabelecidas, desde que estocado nas condições recomendadas. DENOMINAÇÃO COMUM BRASILEIRA (DCB) Nome do fármaco ou princípio farmacologicamente ativo aprovado pelo órgão federal responsável pela vigilância sanitária. DISPENSAÇÃO Ato de fornecimento ao consumidor de drogas, medicamentos, insumos farmacêuticos e correlatos, a título remunerado ou não. DOSAGEM A administração de medicamento ou outro agente terapêutico na quantidade prescrita. DOSE Quantidade de medicamento que se administra de uma só vez ou total das quantidades fracionadas administradas durante um período determinado. DOSEAMENTO Processo em que se verifica a concentração de um fármaco num determinado medicamento. DROGA Substância ou matéria-prima que tenha finalidade medicamentosa ou sanitária. DROGARIA Estabelecimento de dispensação e comércio de drogas, medicamentos, insumos farmacêuticos e correlatos em suas embalagens originais. FARMÁCIA Estabelecimento de manipulação de fórmulas magistrais e oficinais, de comércio de drogas, medicamentos, insumos farmacêuticos e correlatos, compreendendo o de dispensação e o de atendimento privativo de unidade hospitalar ou de qualquer outra equivalente de assistência médica. FÁRMACO Substância química que é o princípio ativo do medicamento. FARMACODINAMIA Estudo da ação que exercem os medicamentos sobre um organismo normal ou patológico. FARMACOPÉIA BRASILEIRA Conjunto de normas e monografias de farmoquímicos, estabelecido por e para um país.

93
FARMOQUÍMICO Todas as substâncias ativas ou inativas que são empregadas na fabricação de produtos farmacêuticos FARMACOTÉCNICA É um ramo da farmácia praticada por profissionais farmacêuticos; tem como objeto a manipulação dos princípios ativos para fabricação de medicamentos. Nesta área estuda-se o desenvolvimento de novos produtos e sua relação com o meio biológico, técnicas de manipulação, doses, as formas farmacêuticas, as interações físicas e químicas entre os princípios ativos e os excipientes e veículos. FISCALIZAÇÃO SANITÁRIA Conjunto de procedimentos técnicos e administrativos, de competência das autoridades sanitárias, que visam à verificação do cumprimento da legislação sanitária ao longo de todas as atividades da cadeia produtiva, de distribuição e de comercialização, incluindo a importação, de forma a assegurar a saúde do consumidor. FORMULAÇÃO FARMACÊUTICA Relação quantitativa dos farmoquímicos que compõem um medicamento. FORMULÁRIO TERAPÊUTICO NACIONAL Documento que reúne os medicamentos disponíveis em um país e que apresenta informações farmacológicas destinadas a promover o uso efetivo, seguro e econômico destes produtos. FÓRMULAS MAGISTRAIS Fórmula constante de uma prescrição que estabelece a composição, a forma farmacêutica e a posologia. GARANTIA DA QUALIDADE Conjunto de ações sistemáticas e planejadas destinadas a garantir a conformidade adequada quanto ao funcionamento de uma estrutura, de um sistema, de componentes ou procedimentos de acordo com padrões aprovados. INSUMO FARMACÊUTICO Droga ou matéria-prima aditiva ou complementar de qualquer natureza, destinada ao emprego em medicamentos, quando for o caso, e seus recipientes. LICENÇA Documento pelo qual a autoridade sanitária autoriza o requerente a executar determinada prática sob condições estabelecidas em leis, regulamentos e as especificadas na mesma licença. LOTE OU PARTIDA Quantidade definida de matéria-prima, material de embalagem ou produto, obtido em um único processo, cuja característica essencial é a homogeneidade. MANIPULAÇÃO Conjunto de operações farmacotécnicas com a finalidade de elaborar preparações magistrais e oficinais e fracionar especialidades para uso humano.

94
MATERIAL DE EMBALAGEM Recipientes e rótulos ou caixas para acondicionamento das preparações manipuladas. MATÉRIA-PRIMA Substância ativa ou inativa com especificação definida, que se emprega na preparação dos medicamentos e demais produtos. MEDICAMENTO Produto farmacêutico, tecnicamente obtido ou elaborado, com finalidades profiláticas, curativas, paliativas, ou para fins de diagnóstico. ORDEM DE MANIPULAÇÃO Documento destinado a acompanhar todas as etapas de manipulação. PERFIL DE DISSOLUÇÃO Representação gráfica ou numérica de vários pontos resultantes da quantificação do fármaco ou componente de interesse, em períodos determinados, associados à desintegração dos elementos constituintes de um medicamento ou produto, em meio definido e em condições específicas. PRAZO DE VALIDADE Período de tempo durante o qual o produto se mantém dentro dos limites especificados de pureza, qualidade e identidade, na embalagem adotada e estocada nas condições recomendadas no rótulo. PREPARAÇÃO MAGISTRAL É aquela preparada na farmácia, a partir de uma prescrição de profissional habilitado, destinada a um paciente individualizado, e que estabeleça em detalhes sua composição, forma farmacêutica, posologia e modo de usar. PREPARAÇÃO OFICINAL É aquela preparada na farmácia, cuja fórmula esteja inscrita no Formulário Nacional ou em formulários internacionais reconhecidos pela ANVISA. RASTREAMENTO É o conjunto de informações que permite o acompanhamento e revisão de todo o processo da preparação manipulada. RECEITA Prescrições escritas de medicamento, contendo orientação de uso para o paciente, efetuada por profissional legalmente habilitado, quer seja de formulação magistral ou de produto industrializado. RESÍDUOS DE SERVIÇOS DE SAÚDE São todos aqueles resultantes de atividades exercidas nos serviços relacionados com o atendimento à saúde humana ou animal, drogarias e farmácias, inclusive as de manipulação, que por suas características necessitam de processos diferenciados em seu manejo, exigindo ou não tratamento prévio à sua disposição final.
95
RESOLUÇÃO DE DIRETORIA COLEGIADA (RDC) Ato normativo ou de alteração do Regimento Interno bem como para detalhamento da área de ação ou normas de organização de cada diretoria. VEÍCULO Forma farmacêutica na qual o princípio ativo é transportado.
96
APÊNDICES
APÊNDICE A - ROTEIRO DE ENTREVISTA PARA PESQUISA DE CAMPO
Apresentação
Esta pesquisa destina-se a fazer um levantamento das práticas de planejamento e
programação da produção na Farmácia Universitária da Universidade Federal Fluminense. A
partir dos dados obtidos neste levantamento pretende-se analisar as técnicas que são utilizadas
e propor melhorias para a gestão da produção e o gerenciamento dos estoques da farmácia.
DADOS GERAIS SOBRE A EMPRESA
1- Empresa
2- Descrição da farmácia (histórico, missão, etc...)
3- Localização da farmácia
3.1- A farmácia está localizada, projetada, construída ou adaptada com uma infra-estrutura
adequada às atividades desenvolvidas?
3.2- As áreas e instalações são adequadas e suficientes ao desenvolvimento das operações?
4- Atividade principal
5- Ano de fundação/ Tempo de operação
6- Origem das receitas:
( ) Órgãos públicos
( ) Receitas particulares
( ) Empresas
( ) Outros
97
PRODUTOS Sazonalidade
7- Principais famílias de produtos SIM NÃO
A______________________________ _________% vendas ( ) ( )
B______________________________ _________% vendas ( ) ( )
C______________________________ _________% vendas ( ) ( )
7.1- Quais os principais fatores que afetam a demanda dos produtos?
8- Número atual de funcionários
8.1- É realizado treinamento para os funcionários?
VISÃO GERAL DO PCP DA EMPRESA
9- Existe um órgão específico de PCP ( ) SIM ( ) NÃO
10- O sistema de produção da empresa se caracteriza por produzir:
( ) Produtos padronizados
( ) Produtos sob medida
( ) Outros. Especifique. ________________________________
11- Com que freqüência são realizadas as previsões de demanda?
( ) Semanal ( ) Quinzenal ( ) Mensal ( ) Outra
12- Que tipo de previsão de demanda é usado?
( ) Qualitativa- baseada na opinião e no julgamento de pessoas-chave, especializadas nos
produtos ou nos mercados onde atuam estes produtos.
( ) Quantitativa- baseada em dados do passado e utilizando modelos matemáticos/
estatísticos para projeção da demanda.
( ) Com base nos pedidos dos clientes.
13- Qual o horizonte de previsão normalmente considerado?
( ) Mês ( ) Trimestre ( ) Semestre ( ) Ano ( ) Outro

98
14- Dentre os modelos abaixo, quais são conhecidos e efetivamente usados?
( ) Média móvel – Utiliza dados de um número predeterminado de períodos, normalmente
os mais recentes, para gerar sua previsão. A cada novo período de previsão se substitui o dado
mais antigo pelo mais recente.
( ) Média exponencial móvel – Cada nova previsão é obtida com base na previsão anterior,
acrescida do erro cometido na previsão anterior, corrigido por um coeficiente de ponderação.
( ) Equação linear para a tendência.
( ) Ajustamento exponencial para a tendência – Previsão baseada na média exponencial
móvel da demanda e na estimativa da tendência.
( ) Modelos qualitativos baseados em consenso.
15- Utilizam software para previsão de demanda? ( ) Sim ( ) Não
Se utiliza: Qual? Quando foi implantado?
Quais as razões que levaram à aquisição deste software? Produz resultados?
16- Qual o horizonte de planejamento da produção normalmente considerado?
( ) Mês ( ) Trimestre ( ) Semestre ( ) Ano ( ) Outro
17- A farmácia possui a composição do medicamento final devidamente documentada,
apresentado seus diversos componentes, com as quantidades consumidas?
( ) Sim ( ) Não
18- A farmácia possui a seqüência das operações necessárias para a confecção das partes e do
produto final devidamente documentada? ( ) Sim ( ) Não
19- Com relação ao tempo das operações de produção, a farmácia:
( ) Possui todos os tempos, e os mantém atualizados.
( ) Possui todos os tempos, mas não são permanentemente atualizados.
( ) Possui alguns tempos e os mantém atualizados.
( ) Possui alguns tempos, mas não estão permanentemente atualizados.
( ) Não possui os tempos das operações.

99
20- Como foram obtidos os tempos das operações?
( ) Por estimativa
( ) Pelo tempo médio histórico
( ) Por cronometragem, usando procedimentos técnicos para cálculo do tempo padrão.
( ) Por amostragem de trabalho
( ) Outros meios. Especificar: ________________________
21- A farmácia possui algum sistema de gestão de materiais?
( ) Classificação ABC dos estoques
( ) MRP ( Material Requirement Planning)
( ) Modelo do ponto de reposição.
( ) Outros
22- Se tiver assinalado a opção “classificação ABC dos estoques”, qual o critério de decisão
usado para esta classificação:
( ) O custo unitário do material.
( ) O consumo do material.
( ) O resultado da multiplicação do custo unitário pelo consumo.
( ) O tempo de demora para sua aquisição.
( ) Outro critério. Especificar: ___________________________
23- Como é definida a época para repor o item do estoque dos materiais para a produção?
( ) Ao atingir determinada quantidade de material em estoque( ponto de pedido ou ponto de
reposição) é solicitada a reposição do item na quantidade preestabelecida.
( ) A intervalo fixo de tempo, é feita a verificação do que necessita ser reposto e é
providenciado o reabastecimento.
( ) Com base na demando dos produtos finais, é feito o cálculo das necessidades de matéria-
prima, que é obtida à medida que se torna necessária para uso no processo produtivo (uso da
lógica do MRP)
( ) Outra alternativa. Especificar: ___________________________
24- Caso use intervalos fixos, como são definidos estes períodos?
( ) Pela periodicidade econômica, a partir do lote econômico previamente calculado.
( ) Nas datas dos inventários periódicos dos estoques.
100
( ) Outra alternativa. Especificar: ____________________________
25- É utilizado estoque de segurança? ( ) Sim ( ) Não
Em caso afirmativo, responda as seguintes questões:
26-Como o estoque de segurança é dimensionado?
( ) Pela prática
( ) Utilizando fórmulas matemáticas estatísticas. Especificar: ________________________
( ) Outro critério. Especificar: _________________________________
27- O estoque de segurança é usado para (pode ser marcada mais de uma opção):
( ) Produtos acabados
( ) Produtos semi-acabados
( ) Matéria-prima
( ) Embalagem
28- O tamanho do estoque de segurança:
( ) É proporcionalmente maior para alguns materiais e menor para outros.
( ) É proporcionalmente idêntico para todos os materiais.
( ) Varia com sua classe A, B ou C.
29- A farmácia possui espaço disponível / suficiente para armazenamento da quantidade
necessária de materiais? ( ) Sim ( ) Não
30- É calculado o lote econômico de compra para a definição do tamanho do pedido?
( ) Sim ( ) Não
31- É calculado o lote econômico de fabricação? ( ) Sim ( ) Não
32- Como é definida a quantidade que deve ser fabricada em cada lote de produtos?
33- Como é definida a seqüência em que serão executadas as ordens de produção?
34- Como as ordens de produção são emitidas?

101
( ) Em papel
( ) Através do terminal do computador de cada setor executante, autorizando a produção
(não usa papel para a ordem)
( ) Outra forma. Especificar: _________________________________
35- Como as ordens de compras são emitidas?
( ) Em papel
( ) Através de mensagem na tela do terminal de computador para o órgão de compras da
empresa (não usa papel para a ordem)
( ) Outra forma. Especificar: __________________________________
36- Como é feito o controle da produção e como este se relaciona com a programação?
37- Que atitudes são tomadas quando são detectados desvios entre o planejado e o executado?
( ) Replaneja a produção e busca causas dos desvios
( ) Apenas replaneja a produção
( ) Não toma nenhuma atitude
( ) Outra alternativa. Especificar: _______________________________
38- A diferença observada entre a programação real e a programada é devida à:
( ) Falhas de planejamento da produção
( ) Deficiência dos setores produtivos
( ) Condições ambientais inadequadas
( ) Outras causas. Especificar: ______________________________
39- É utilizado algum método / técnica / ferramenta de gestão da qualidade total no controle e
acompanhamento da produção? ( ) Sim ( ) Não
Em caso positivo, que métodos / técnicas/ ferramentas são utilizadas?
( ) Diagrama de Ishikawa ( causa e efeito)
( ) Gráfico de Pareto
( ) Controle estatístico do processo
( ) Ciclo PDCA
( ) Outros. Especificar: _________________________________________

102
APÊNDICE B - ROTEIRO DE ENTREVISTA PARA PESQUISA DE CAMPO EM
EMPRESAS PROVEDORAS DE SOFTWARES PARA GESTÃO DE FARMÁCIAS
1- Empresa / Localização:
Telefone / website / e-mail de contato:
2- Ano de fundação / Tempo de operação
3- Como é realizada a implantação do sistema?
4- O sistema contempla o cálculo do orçamento de uma receita farmacêutica?
5- O sistema emite mapa de pesagem e rótulo?
6- O sistema emite ordens de produção para produtos semi-acabados?
7- O sistema realiza a eleição do excipiente para a produção de cápsulas?
8- O sistema realiza cálculos para a densidade dos produtos?
9- Como é feita a eleição dos componentes de uma fórmula?
10- O sistema está adequado à legislação vigente (RDC nº 67/2007)?
11- As fichas de pesagens e as ordens de produção emitidas garantem total rastreabilidade?
12- Como é feito o suporte técnico do sistema?
13- Como o sistema realiza cálculo do prazo de validade?
14- O sistema realiza a previsão de demanda?

103
15- O sistema permite estabelecer horizontes flexíveis de curto, médio e longo prazo para
previsões de demanda?
16- Que tipo de previsão de demanda é usado?
( ) Qualitativa - permite inserir dados para alimentar variáveis aleatórias
( ) Quantitativa - baseada em dados do passado e utilizando modelos matemáticos /
estatísticos para projeção da demanda
( ) Com base nos pedidos dos clientes
17- Dentre os modelos de previsão abaixo, qual é possível ser utilizado no sistema?
( ) Média móvel – Utiliza dados de um número predeterminado de períodos, normalmente
os mais recentes, para gerar sua previsão. A cada novo período de previsão se substitui o dado
mais antigo pelo mais recente
( ) Média exponencial móvel – Cada nova previsão é obtida com base na previsão anterior,
acrescida do erro cometido na previsão anterior, corrigido por um coeficiente de ponderação
( ) Equação linear para a tendência
( ) Ajustamento exponencial para a tendência – Previsão baseada na média exponencial
móvel da demanda e na estimativa da tendência
( ) Modelos qualitativos baseados em consenso
18- Existe um módulo específico no sistema para Planejamento e Controle da Produção
(PCP)?
19 - O sistema fornece planos de produção, através da configuração de linhas de produção,
células de trabalho e suas capacidades de processamento?
20- O sistema permite realizar planejamento de suprimento / aquisições?

104
21-O sistema realiza algum planejamento para gestão de materiais e insumos?
( ) Classificação ABC dos estoques
( ) MRP ( Material Requirement Planning)
( ) Modelo do ponto de reposição.
( ) Outros
22- Se tiver assinalado a opção “classificação ABC dos estoques”, qual o critério de decisão
usado para esta classificação?
( ) O custo unitário do material
( ) O consumo do material
( ) O resultado da multiplicação do custo unitário pelo consumo
( ) O tempo de demora para sua aquisição
( ) Outro critério. Especificar: ___________________________
23- O sistema faz cálculo do ponto de ressuprimento de estoques?
24- Como o sistema define a época para repor cada item do estoque das matérias-primas para
a produção?
( ) Ao atingir determinada quantidade de material em estoque( ponto de pedido ou ponto
de reposição) é solicitada a reposição do item na quantidade preestabelecida
( ) A intervalo fixo de tempo é feita a verificação do que necessita ser reposto e é
providenciado o reabastecimento
( ) Com base na demanda dos produtos finais, é feito o cálculo das necessidades de
matéria-prima, que é obtida a medida que vai sendo necessária para uso no processo produtivo
( uso da lógica do MRP)
( ) Outra alternativa. Especificar: ___________________________
25- O sistema contempla a formação de estoques de segurança? ( ) Sim ( ) Não
Em caso afirmativo, responda as seguintes questões:
26- Como o estoque de segurança é dimensionado?
( ) Pelo ponto de ressuprimento das matérias-primas X demanda
( ) Pelo lead-time de entrega dos fornecedores
( ) Outro critério. Especificar: _________________________________

105
27- O estoque de segurança é usado para (pode ser marcada mais de uma opção):
( ) Produtos acabados
( ) Produtos semi-acabados
( ) Matéria-prima
( ) Embalagens
28- Como o sistema executa a atualização de estoques?
29- O sistema define e recomenda quantidades otimizadas para lotes econômicos de compra
durante a definição do tamanho dos pedidos aos fornecedores?
30- O sistema define seqüenciamento ótimo para executar as ordens diárias de produção?
31- Como as ordens de produção são emitidas?
( ) Em papel
( ) Através do terminal do computador de cada setor executante, autorizando a produção
(não usa papel para a ordem).
( ) Outra forma. Especificar: _________________________________
32- Como as ordens de compras são emitidas?
( ) Em papel
( ) Através de mensagem na tela do terminal de computador para o órgão de compras da
empresa (não usa papel para a ordem).
( ) Outra forma. Especificar: _______________________________