piston manufacturing process
TRANSCRIPT

GROUP MEMBERS
MUAAZ ALI BSME01113094
HASEEB ZAHID BSME01113037

PISTON MANUFACTURING

• A Piston is a solid cylinder or disk that fits snugly into a hollow cylinder and moves back and forth under the pressure of a fluid (typically a hot gas formed by combustion, as in many engines), moves or compresses a fluid, as in a pump or compressor.

Cycle of a piston
• Intake
• Compression
• Ignition
• Power
• Exhaust


PARTS OF PISTON• The Crown : is the top surface (closest
to the cylinder head) of the piston whichis subjected to tremendous forces andheat during normal engine operation.
• The Ring lands : Are the reliefs cut intothe side profile of the piston where thepiston rings sit.
• Ring Groove: is a recessed area locatedaround the perimeter of the piston that isused to retain a piston ring.
• Skirt : of a piston is the portion of thepiston closest to the crankshaft that helpsalign the piston as it moves in thecylinder bore.
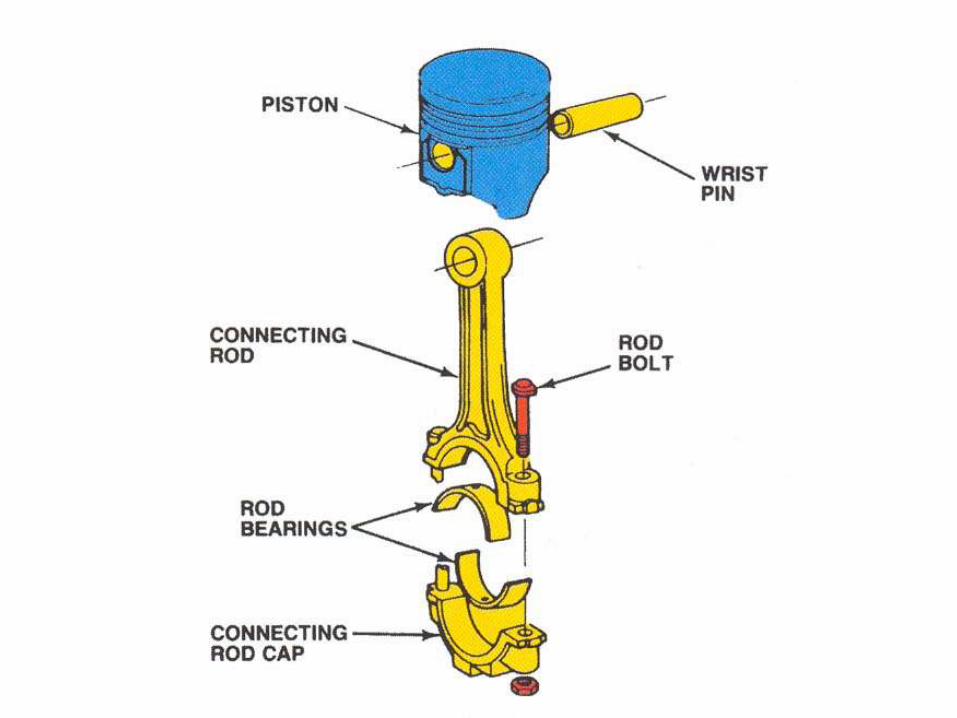
• Wrist pin boss : is a bore that connectsthe small end of the connecting rod tothe piston by a wrist pin.
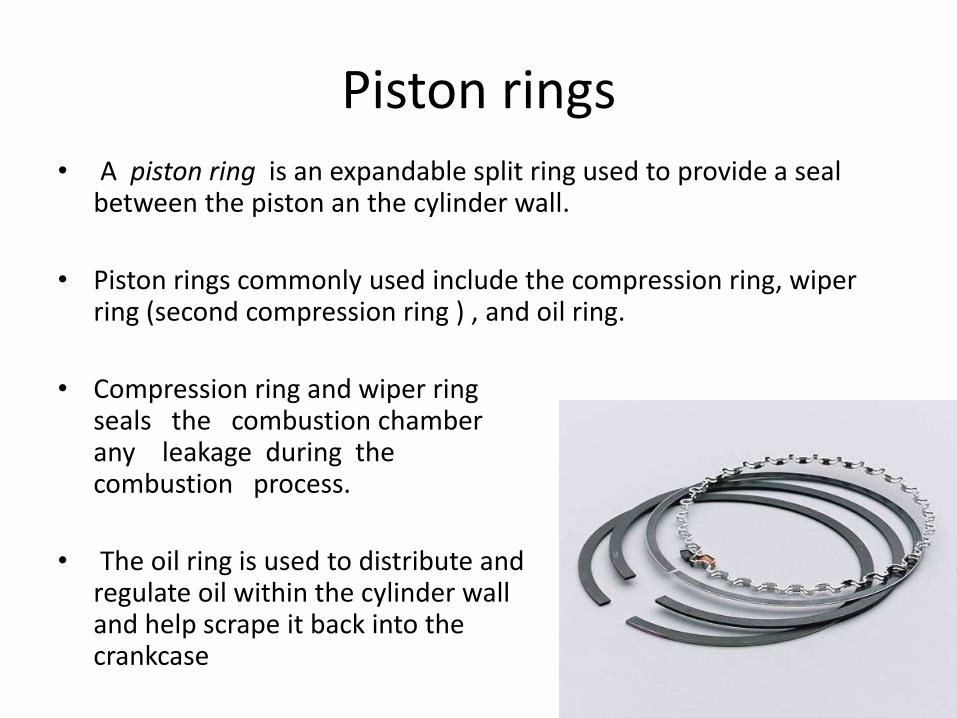
Piston rings• A piston ring is an expandable split ring used to provide a seal
between the piston an the cylinder wall.
• Piston rings commonly used include the compression ring, wiper ring (second compression ring ) , and oil ring.
• Compression ring and wiper ring seals the combustion chamber from any leakage during the combustion process.
• The oil ring is used to distribute and regulate oil within the cylinder wall and help scrape it back into the crankcase
Material used for manufacturing
• Piston material and design contribute to the overall durability andperformance of an engine.
• Most pistons are made from cast aluminum alloy.
• Cast aluminum alloy is lightweight and has good structural integrity andlow manufacturing costs. The light weight of aluminum reduces the overallmass and force necessary to initiate and maintain acceleration of thepiston.
• Piston rings are generally manufactured from cast iron or stainless steel .

Piston Manufacturing Process
• The pistons are usually manufactured by means of
1) CASTING (an object made by pouring molten metal
or other material into a mould )
2) FORGING (Forging is the operation where the metal
is heated and then a force is applied to manipulates the metals in such a way that the required final shape is
obtained )
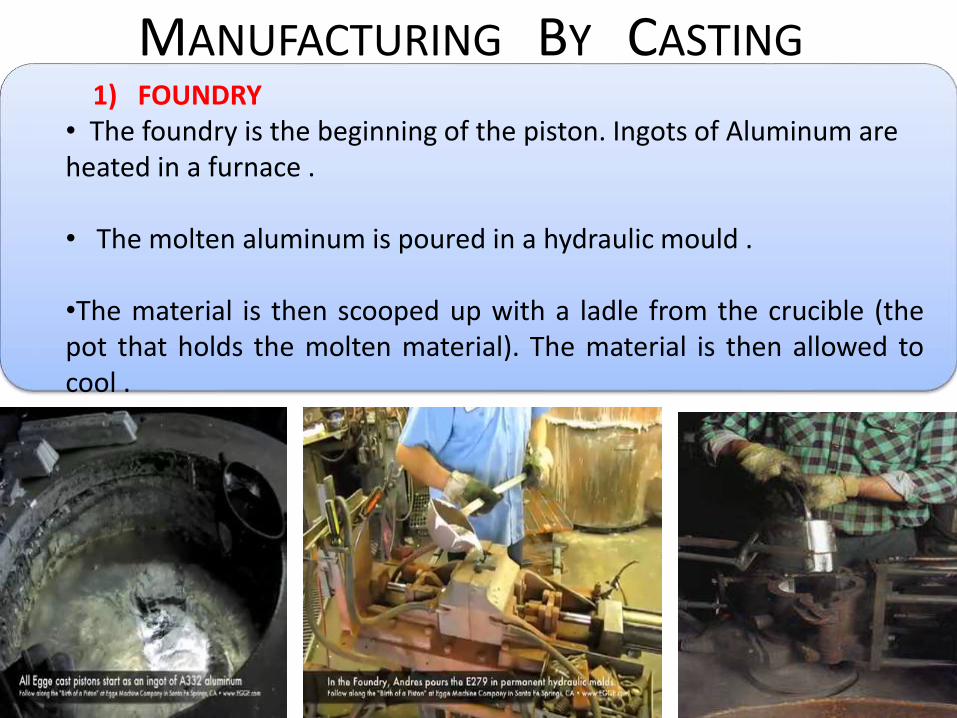
MANUFACTURING BY CASTING1) FOUNDRY
• The foundry is the beginning of the piston. Ingots of Aluminum are heated in a furnace .
• The molten aluminum is poured in a hydraulic mould .
•The material is then scooped up with a ladle from the crucible (thepot that holds the molten material). The material is then allowed tocool .

2) DEHORNING , HARDENING AND MACHINING
• The fresh obtained pistons are dehorned first by a vertical milling machine
• Dehorned pistons are hardened in an oven prior to machining
• Then in a lathe machine , the rough edges are cut and a smooth profile is obtained by means of a turning operation.

3) CNC LATHE MACHINING
• At first the skirt of the piston is finished
• After that the CNC is programmed toa. Cut the ring groovesb. Make an accurate bore diameterc. Finish the crown
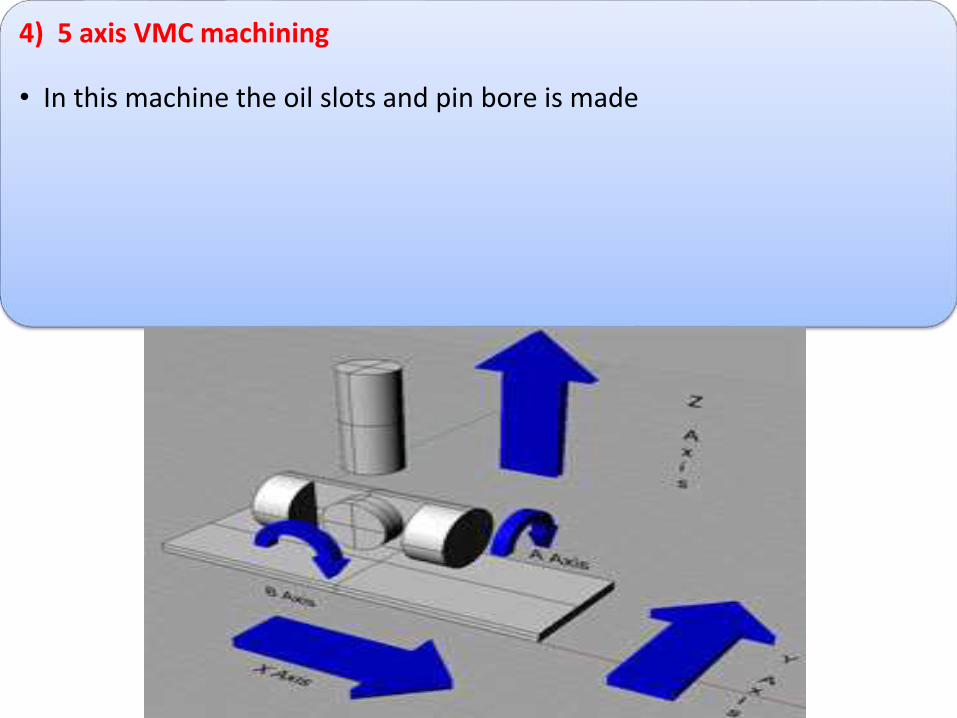
4) 5 axis VMC machining
• In this machine the oil slots and pin bore is made

5) GRINDING
• This process involves the final size being machined of the piston. The grinder machines the skirt of the piston only and in the majority of cases is cam ground. Cam grinding ensures the piston will "grow" evenly in the bore of the engine .

Final Inspection
• At this stage the piston is cleaned, fitted with the appropriate wrist pin, stamped with the pistons oversize and any other markings, and then sent to dispatch.

MANUFACTURING BY FORGING
1 ) THE ROD
• The piston begins as a three meter, solid aluminum rod. The reason aluminum is used is that it's lightweight, rust-proof, and easy to cut.
• A saw then cuts the rod into smaller pieces called slugs.

2) THE PUNCH
• A punch press and dye are pre-heated while the slug moves through anoven, heating it to 426 C° as the punch press.
• The slug is then removed from the oven, and placed into the punch. Thepress applies 2,000 tons of pressure onto the slug, forging it into the basicshape of a piston.
• This process causes the piston to become so hot, that it needs an hour tocool

3) The Oven
MANUFACTURING BY FORGING
• After the forgings cool down, they go through an oven twice more. The first time is at a higher temperature, to strengthen the metal. The second time is at a lower temperature to stabilize it.
•

4) The Wrist Pin Holes and oil control holes• A large hole is then drilled through both sides of the piston. This is
where the wrist pin will go, attaching the piston to the connecting rod• Oil control holes are drilled along the

5) Ring Grooves
• Three ring grooves are created by a Lathe machine

5) The Milling machine
• A milling machine then shaves up to a couple of centimeters off of each side of the piston where the large holes were drilled for the wrist pin insertion. This is to reduce the overall weight of the piston.
•Another milling machine takes some more metal off of the area where the three rings were formed earlier, bringing the piston one step closer to its final form.
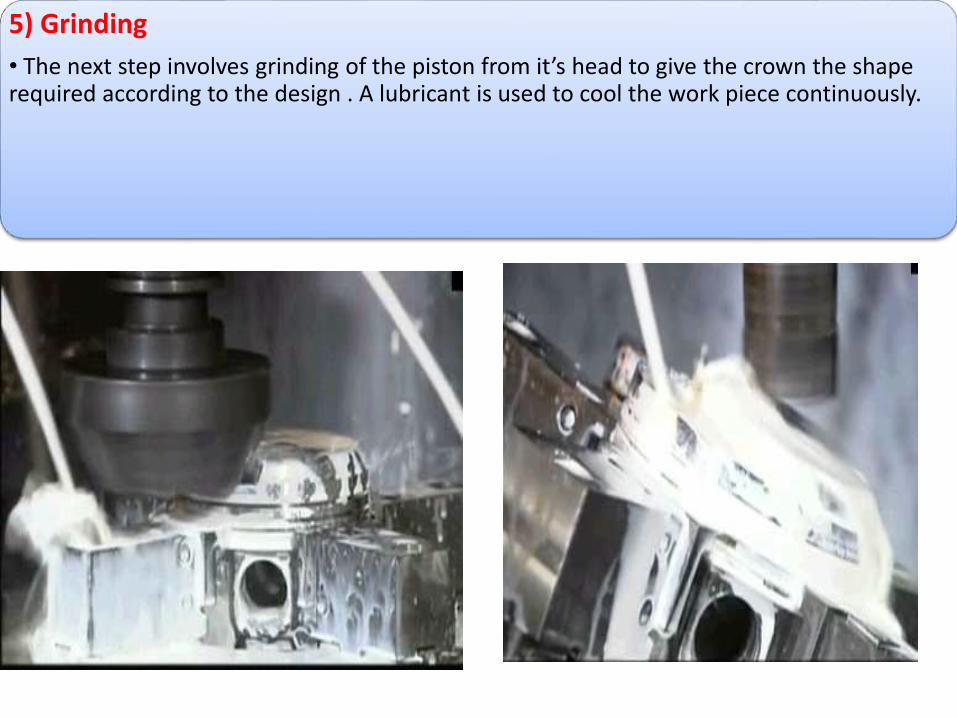
5) Grinding
• The next step involves grinding of the piston from it’s head to give the crown the shape required according to the design . A lubricant is used to cool the work piece continuously.

6) Finishing the Job• Another lathe shaves a few more millimeters off of the top, allowing the piston to expand when heat builds up inside of it. Then a machine engraves model and production information.
• A human worker then smooths out the sharp edges of the piston created during production. The holes created for the wrist pin are then put through a machine which smooths them, allowing the wrist pin to fit comfortably.
• Finally, the pistons sprayed by hot, deionized water, removing any lubricant or oil gathered through the manufacturing process. After they're dry, they're ready for use

DIFFERENCE BETWEEN FORGED AND CAST PISTONS
CASTED PISTONS FORGED PISTONS
They are affordable . They are expensive
Lighter weight because of
the Aluminum alloy . Mostly used for high speed
It is generally used for slow or high rpm’s
Speeds.

QUESTIONS